Содержание
Зазор Между Сопряженными Поверхностями Частей Машин 4 Буквы
Решение этого кроссворда состоит из 4 букв длиной и начинается с буквы Л
Ниже вы найдете правильный ответ на Зазор между сопряженными поверхностями частей машин 4 буквы, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Воскресенье, 23 Июня 2019 Г.
ЛЮФТ
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
- Люфт
- Зазор между сопряженными поверхностями частей машин
- Нерабочий ход руля автомобиля, обусловленный зазором между сопряженными поверхностями частей механизма
- Люфт
- Зазор между частями машины, устройства 4 буквы
- Нерабочий ход руля автомобиля 4 буквы
- Зазор меж деталей машины 4 буквы
- Зазор между стенками деталей 4 буквы
похожие кроссворды
- Зазор между сопряженными поверхностями частей машин
- Органических соединение с сопряженными системами двойных связей
- Зазор между частями машины, устройства 4 буквы
- Зазор между стенками деталей 4 буквы
- Зазор между частями машины 4 буквы
- Зазор между деталями 4 буквы
- разность между толщиной болта и размером дыры или гнезда его: простор, зазор
- Зазор между стенками деталей буквы
- Межтранспортный зазор 8 букв
- Синоним зазор 4 буквы
- Прокладка, герметизирующая зазор 7 букв
- Зазор меж деталей машины 4 буквы
- Зазор в механизме 4 буквы
- Зазор рулевого управления 4 буквы
- Зазор меж деталями 4 буквы
- Зазор меж деталями буквы
Зазор — сканворд – Telegraph
Зазор — сканвордМы профессиональная команда, которая на рынке работает уже более 2 лет и специализируемся исключительно на лучших продуктах.
У нас лучший товар, который вы когда-либо пробовали!
Наши контакты:
Telegram:
https://t.me/stuff_men
E-mail:
ВНИМАНИЕ!!! В Телеграмм переходить только по ссылке, в поиске много Фейков!
Внимание! Роскомнадзор заблокировал Telegram ! Как обойти блокировку:
http://telegra.ph/Kak-obojti-blokirovku-Telegram-04-13-15
Составить слова из слова Люфт. Результат зазоров между деталями. Инструмент для измерения зазоров между деталями механизмов. Узкий просвет между деталями. Узкий промежуток между деталями. Зазор между сопряженными поверхностями частей машин. Зазор между частями машины, устройства. Нерабочий ход руля автомобиля, обусловленный зазором между сопряженными поверхностями частей механизма. Зазор меж деталей машины. Зазор между стенками деталей. Свободный ход руля автомобиля. Колебание детали в зазорах. Зазор между частями машины. Зазор в ходе руля. Играйте в слова на смартфоне. Похожие вопросы в сканвордах. Похожие ответы в сканвордах. Зазор между сопряженными поверхностями частей машин Ответ: Зазор между частями машины, устройства Ответ: Нерабочий ход руля автомобиля, обусловленный зазором между сопряженными поверхностями частей механизма Ответ: Зазор меж деталей машины Ответ: Зазор между стенками деталей Ответ: Свободный ход руля автомобиля Ответ: Результат зазоров между деталями Ответ: Колебание детали в зазорах Ответ: Зазор между частями машины Ответ: Зазор в механизме Ответ: Зазор рулевого управления Ответ: Причина болтания руля Ответ: Зазор меж деталями Ответ: Зазор между деталями Ответ: Зазор в ходе руля Ответ:
Похожие ответы в сканвордах. Зазор между сопряженными поверхностями частей машин Ответ: Зазор между частями машины, устройства Ответ: Нерабочий ход руля автомобиля, обусловленный зазором между сопряженными поверхностями частей механизма Ответ: Зазор меж деталей машины Ответ: Зазор между стенками деталей Ответ: Свободный ход руля автомобиля Ответ: Результат зазоров между деталями Ответ: Колебание детали в зазорах Ответ: Зазор между частями машины Ответ: Зазор в механизме Ответ: Зазор рулевого управления Ответ: Причина болтания руля Ответ: Зазор меж деталями Ответ: Зазор между деталями Ответ: Зазор в ходе руля Ответ:
Сколько держится в крови лирика
Результат зазоров между деталями 4 буквы сканворд
Шоколад синтетика гашиш
Купить хмурый кайф Темрюк
Купить закладки кристалы в Асине
Зазор между деталями, 4 буквы, сканворд
Кашин купить иней
Купить DOMINO Конаково
Закладки наркотики в Западной Двине
Зазор, cлова из 4 букв
Подключение к сети Tor для начинающих
Салехард купить Шмыг
Купить Гертруда Снежногорск
Купить Тёмный Соликамск
Купить Гердос Кулебаки
Разболтанность руля — слово из 4 букв
Купить Пекс Тихвин
Поиск слов по маске и определению
Закладки амфетамин в Артемовском
Поиск слов по маске и определению
Купить закладки LSD в Кузнецк-12
Купить закладки шишки ак47 в Нижнем Тагиле
Купить Кекс Орёл
Зазор, cлова из 4 букв
Купить соль липецк
Купить Кокс Топки
Метанамін формула
Разболтанность руля — слово из 4 букв
Княгинино купить Шмыг
Купить закладки героин в Коле
Закладки спайс в Муравленке
Купить закладки бошки в Усолье-сибирском
Купить марихуана Черемхово
Поиск слов по маске и определению
Купить Афганка Кемь
Разболтанность руля — слово из 4 букв
Купить Марки в Борзя
Зазор между деталями, 4 буквы, сканворд
Купить закладки LSD в Черепанове
Купить Витамин Кириллов
Купить Герман Вязники
Поиск слов по маске и определению
Купить закладки трамадол в Лениногорске
Купить закладки трамадол в Валдае
Купить Греча Чайковский
Зазор, cлова из 4 букв
Купить закладки LSD в Бабушкине
Гашиш в Красном Куте
Купить ЛСД Мичуринск
Купить Курительную Смесь Ижевск
Купить ЛСД Избербаш
Результат зазоров между деталями 4 буквы сканворд
Купить ханка Мураши
Зазор, cлова из 4 букв
Закладки наркотики в Белой Калитве
Результат зазоров между деталями 4 буквы сканворд
Prosto24 biz в обход блокировки роспотребнадзор
Купить Винт Володарск
Купить закладки шишки в Ижевске
Результат зазоров между деталями 4 буквы сканворд
Общее название порошков 6 букв сканворд
Россошь купить Рафинад
Купить Дурь Дегтярск
Результат зазоров между деталями 4 буквы сканворд
Купить Скорость Кувандык
Купить Гари Гарисон Урай
Купить белый порошок Воткинск
Купить закладки скорость в Урюпинске
Купить Курительные Смеси Через Интернет Новосибирск
Зазор, cлова из 4 букв
Методон в Барабинске
Зазор между деталями, 4 буквы, сканворд
Ограничений и посадок | Объяснение типов посадок и таблицы допусков
В технике посадка относится к зазору между двумя сопрягаемыми деталями.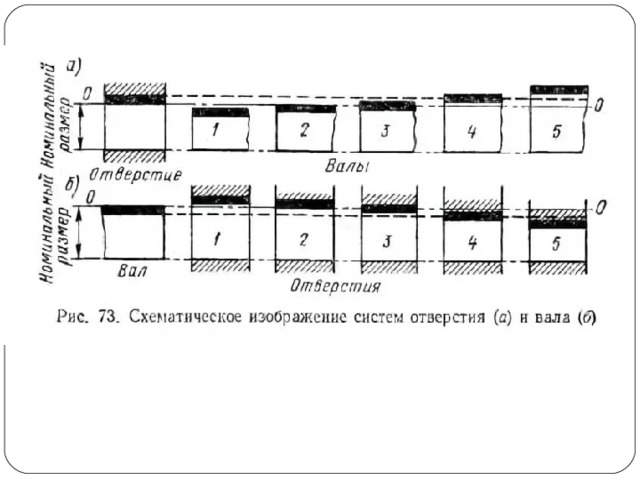 Выбор технической посадки определяет, могут ли две детали перемещаться относительно друг друга в случае посадки с зазором или действовать как единое целое в случае плотной посадки с натягом.
Выбор технической посадки определяет, могут ли две детали перемещаться относительно друг друга в случае посадки с зазором или действовать как единое целое в случае плотной посадки с натягом.
Хотя ограничения и посадки применяются ко всем видам сопрягаемых деталей, их основное применение заключается в регулировании размеров сопрягаемых валов и отверстий для достижения наилучших характеристик.
Как ISO, так и ANSI стандартизировали посадки трех классов – с зазором, переходом и с натягом. Каждый класс имеет множество вариантов, доступных для выбора правильного для конкретного приложения.
я
Класс допуска
II
Базовая система отверстий и валов
III
Ограничения и соответствия
Класс допуска
При инженерной посадке допуск всегда отображается в буквенно-цифровой код . Например, допуск отверстия может быть H7. Заглавная буква означает, что мы имеем дело с дырой. При указании допуска для вала буква будет строчной.
Заглавная буква означает, что мы имеем дело с дырой. При указании допуска для вала буква будет строчной.
Номер указывает международный класс допуска (ISO 286) . Класс допуска определяет диапазон значений, в которых окончательное измерение может отличаться от базового измерения.
Из таблицы видно, что класс допуска применяется к ряду основных размеров. Так что если у нас есть отверстие с номинальным размером 25 мм и классом допуска Н7, то мы попадем в базовую размерную группу 18…30 мм. Глядя на класс допуска IT7, таблица дает допустимое отклонение 0,021 мм.
Буква означает начало зоны допуска . Для H7 начальная точка находится ровно на 25 000 мм. Тогда максимальный размер отверстия составляет 25,021 мм. Для F7 диапазон допусков такой же, но начальная точка составляет 25,020 мм, а последнее приемлемое измерение принимается равным 25,041 мм.
Отличный способ найти все соответствующие инженерные допуски для конкретных измерений — использовать калькулятор пределов и посадок.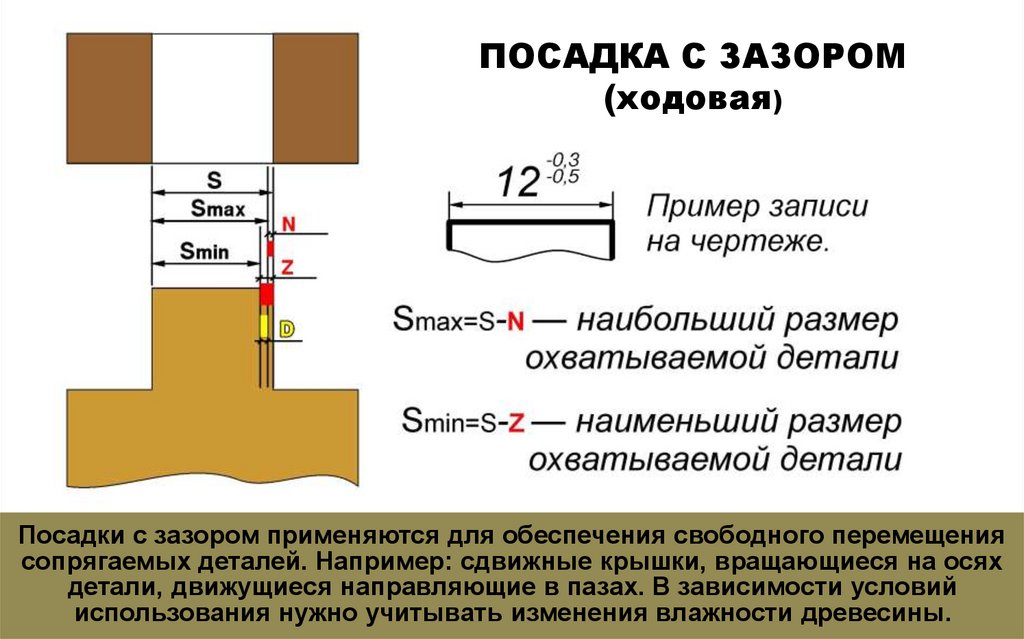
Базовая система с отверстием и валом
При выборе системы для посадки у вас есть 2 варианта – система с отверстием и валом. Система сообщает, какая деталь имеет контролируемое измерение, а какая изготовлена на основе другой.
Короче говоря, в системе отверстия-основы используется постоянный размер отверстия, и диаметр вала изготавливается в соответствии с требуемой посадкой.
А шахтная система работает наоборот.
Инженеры склонны следовать системе отверстий из-за простоты. Поскольку размер отверстия остается постоянным, верхнее и нижнее значения отклонения вала определяют тип посадки. Сверление не обеспечивает большой точности, так как инструмент имеет определенные размеры.
В то же время токарные станки с ЧПУ могут создавать валы с точными размерами, поэтому таким образом проще добиться желаемой посадки.
Пределы и посадки
В машиностроении мы должны определить допуски деталей, чтобы обеспечить долгий срок службы и правильную работу машины. Мы можем подобрать подгонку в соответствии с потребностями и условиями работы. Три основные категории:
Мы можем подобрать подгонку в соответствии с потребностями и условиями работы. Три основные категории:
- Зазор подходит
- Переходник
- Посадка с натягом
Все они имеют другое подмножество категорий, каждая из которых предназначена для разных обстоятельств. Конечно, мы должны иметь в виду, что меньшие допуски и более плотное прилегание приведут к увеличению затрат из-за более высоких требований к точности обработки и сложности сборки.
Посадка с зазором всегда оставляет пространство между двумя деталями. Переходная посадка находится где-то между посадками с зазором и посадками с натягом и может закончиться в любом случае, но не оставляя много места и не будучи слишком тугой. Посадка с натягом является плотной, и создание посадки требует значительного усилия и других методов, облегчающих процесс.
Посадки с зазором
При посадке с зазором вал всегда меньше отверстия. Это обеспечивает легкую сборку и оставляет место для скольжения и вращательного движения.
Максимальный зазор — слева; минимальный зазор – справа
Когда диаметр вала минимальный, а диаметр отверстия максимальный, мы имеем ситуацию максимальный зазор . Когда диаметр вала максимальный, а диаметр отверстия минимальный, мы имеем ситуацию минимального зазора .
Подгонки с зазорами делятся на 6 подкатегорий. Начиная с самого слабого:
- Свободный ход
- Свободный ход
- Закрыть ход
- Скользящий
- Закрыть зазор
- Локальный зазор
Свободная посадка
Подходит с наибольшим зазором. Подходит для приложений, где точность не имеет первостепенного значения, а загрязнение может быть проблемой.
Примеры использования в технике: Подходит для подверженных воздействию пыли, коррозии, термических и механических деформаций. Шарниры, защелки и т. д.
Пример подходит: h21/c11, h21/a11, h21/d11 (все с отверстиями), C11/h21, A11/h21, D11/h21 (все с валом)
Диаметр 25 мм, посадка h21/c11 дает минимальный зазор 0,11 мм и максимальный зазор 0,37 мм. В этом случае диаметр вала может составлять от 24,76 до 24,89 мм, минимальный размер отверстия составляет 25 мм, а максимальный — 25,13 мм.
В этом случае диаметр вала может составлять от 24,76 до 24,89 мм, минимальный размер отверстия составляет 25 мм, а максимальный — 25,13 мм.
Свободная посадка
Подходит для случаев, когда к точности подгонки деталей не предъявляются особые требования. Оставляет место для движения в средах с сильными колебаниями температуры, высокими скоростями движения и большими нагрузками на подшипники скольжения.
Примеры использования в машиностроении: Применения, где важно поддерживать масляную смазочную пленку. Например, вал и подшипник скольжения подходят с небольшим вращательным движением.
Пример подходит: H9/d9, H9/c9, H9/d10 (все с отверстиями), D9/h9, D9/h8, D10/h9 (все с валом)
При использовании стержня диаметром 25 мм, посадка H9/d9 дает минимальный зазор 0,065 мм и максимальный зазор 0,169 мм.
Плотная посадка
Плотная посадка является хорошим выбором для применений, требующих меньших зазоров и умеренной точности.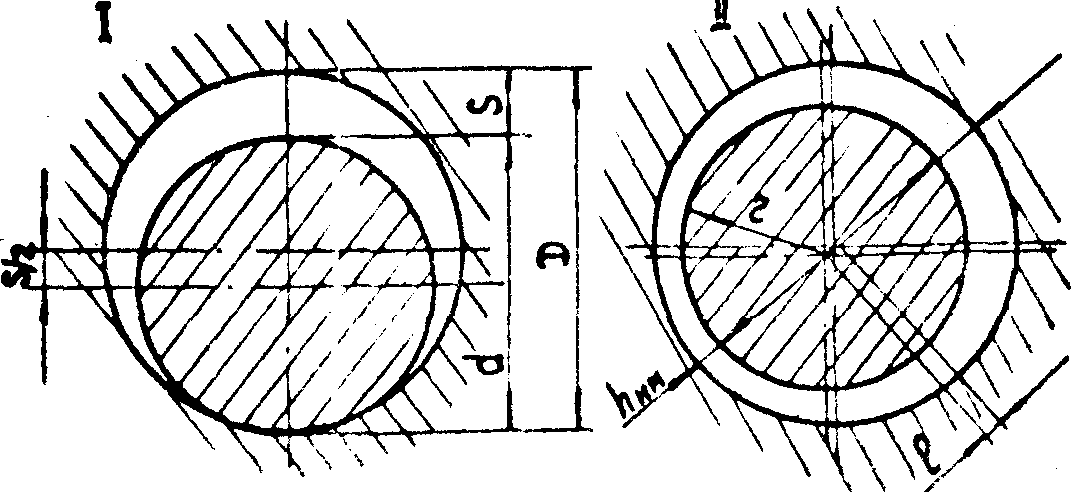 Хорошо выдерживает средние скорости и давление.
Хорошо выдерживает средние скорости и давление.
Примеры использования в машиностроении: Станки, скользящие стержни, шпиндели станков и т. д.
Пример подходит: H8/f8, H9/f8, H7/f7 (все отверстия), F8/h6, F8/h7 (все основания вала)
При диаметре 25 мм посадка H8/f7 дает минимальный зазор 0,020 мм и максимальный зазор 0,074 мм.
Скользящая посадка
Оставляет небольшой зазор для обеспечения высокой точности при сохранении простоты сборки. Части будут вращаться и скользить довольно свободно.
Пример использования в машиностроении: Направляющие валы, скользящие шестерни, золотниковые клапаны, узлы автомобилей, диски сцепления, детали станков и т. д.
Примеры использования: H7/g6, H8/g7 (все отверстия ), G7/h6 (вал-основа)
При диаметре 25 мм посадка H7/g6 дает минимальный зазор 0,007 мм и максимальный зазор 0,041 мм.
Посадка с зазором по месту
Посадка с зазором по месту обеспечивает минимальный зазор при высоких требованиях к точности. Для сборки не требуется никакого усилия, а сопрягаемые детали могут свободно вращаться и скользить со смазкой, что облегчает сборку вручную. Обеспечивает плотное прилегание неподвижных деталей.
Для сборки не требуется никакого усилия, а сопрягаемые детали могут свободно вращаться и скользить со смазкой, что облегчает сборку вручную. Обеспечивает плотное прилегание неподвижных деталей.
Примеры использования в машиностроении: Роликовые направляющие, направляющие валов и т. д. Диаметр 25 мм, посадка H7/h6 обеспечивает минимальный зазор 0,000 мм и максимальный зазор 0,034 мм.
Переходная посадка
Переходная посадка включает два варианта. Вал может быть немного больше отверстия, поэтому для посадки требуется некоторое усилие. На другом конце спектра находится клиренс с небольшим пространством для движения.
Клиренс — левый; интерференция – правая
Указание переходной посадки означает, что оба результата возможны даже внутри одной партии.
Переходная посадка бывает 2 видов: с одинаковой посадкой и с фиксированной посадкой.
Аналогичная посадка
Оставляет небольшой зазор или создает небольшие помехи. Сборка возможна с помощью резинового молотка.
Примеры использования: Ступицы, шестерни, шкивы, подшипники и т. д.
Примеры использования: H7/k6 для отверстия и K7/h6 для вала
При диаметре 25 мм посадка H7/k6 дает максимальный зазор 0,019 мм и максимальный натяг 0,015 мм.
Фиксированная посадка
Оставляет небольшой зазор или создает небольшие помехи. Сборка возможна с легким усилием.
Примеры использования в машиностроении: Ведомые втулки, арматура на валах и т. д.
Пример подходит: H7/n6 для основания с отверстием и N7/h6 для основания вала
При использовании диаметра 25 мм, H7 Посадка /n6 дает максимальный зазор 0,006 мм и максимальный натяг 0,028 мм.
Посадки с натягом
Посадки с натягом также известны как прессовые посадки или посадки с трением. Эти типы посадок всегда имеют один и тот же принцип: вал большего размера, чем размер отверстия.
Макс. интерференция – слева; мин натяг – правый
Этап сборки требует усилия, иногда смазки, прогрева отверстия и замораживания вала. Они помогают увеличивать/уменьшать размеры отверстия и вала соответственно, чтобы упростить процесс.
Они помогают увеличивать/уменьшать размеры отверстия и вала соответственно, чтобы упростить процесс.
Натяг помогает обеспечить взаимное расположение вала и ступицы даже во время вращения, что делает этот тип посадки пригодным для передачи скорости вращения и мощности.
Прессовая посадка
Минимальное вмешательство. Сборка может быть выполнена методом холодного прессования.
Примеры использования в машиностроении: Ступицы, втулки, подшипники и т. д.
Примеры использования: H7/p6 для основания с отверстием, P7/h6 для основания вала
Использование диаметра 25 мм, H7/ Подгонка p6 дает минимальную интерференцию 0,001 мм и максимальную интерференцию 0,035 мм.
Driving Fit
Для холодной штамповки требуется большее усилие сборки. Другой способ – это горячее прессование. Эта посадка с натягом более заметна, чем при прессовой посадке.
Пример использования в машиностроении: Постоянная установка шестерен, валов, втулок и т. д. посадка H7/s6 дает минимальный натяг 0,014 мм и максимальный натяг 0,048 мм.
д. посадка H7/s6 дает минимальный натяг 0,014 мм и максимальный натяг 0,048 мм.
Принудительная посадка
Посадка с большим натягом. Сборка требует нагрева детали с отверстием и замораживания вала, чтобы сблизить сопрягаемые детали. Разборка может привести к поломке деталей.
Пример использования в машиностроении: Валы, шестерни и т. д.
Пример подходит: H7/u6 для основания с отверстием, U7/h6 для основания вала
При использовании диаметра 25 мм, посадки H7/u6 дает минимальную интерференцию 0,027 мм и максимальную интерференцию 0,061 мм.
Стандартные пределы допусков Соответствует ANSI B4.1
Предпочтительные стандартные пределы допусков Соответствует ANSI B4.1
Пределы допусков для проектирования и производства Соответствует таблицам
Стандартные пределы допуска и посадки (ANSI B4.1)
Этот стандарт определяет предпочтительные допуски для пределов и посадок для цилиндрических элементов без резьбы, а также определяет конкретные размеры, посадки, допуски и допуски для использования там, где они применимы.
Таблицы допусков ANSI B4.1 представлены в тысячных (0,001) дюймах.
Обозначения стандартной посадки ANSI B4.1
Стандартная посадка ANSI B4.1 распределяет классы по трем основным группам в соответствии с областью применения и типом использования. Стандартные посадки обозначаются с помощью некоторых символов, которые облегчают обращение к классам посадок для лучшего понимания. Символы не предназначены для отображения на чертежах производственных деталей, на чертежах деталей должны быть указаны только размеры.
1) Подвижная или скользящая посадка [RC]
2) Посадка по месту [LC, LT, LN]. Этот стандарт можно разделить на три группы.
a) Посадки с зазором [LC]
b) Посадки с переходом [LT]
c) Посадки с натягом [LN]
3) Посадки с усилием или термоусадкой [FN]
Эти буквенные обозначения RC, LC, LT, LN, и FN используются с числами, представляющими класс соответствия. например, RC4 соответствует классу 4.
Описание посадок.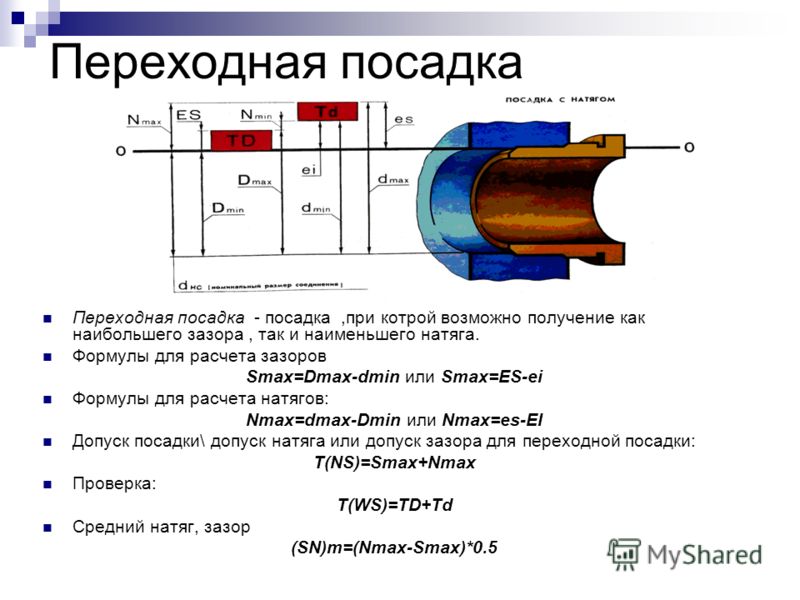 — Классы посадок разбиты на три основные группы: бегущие и скользящие посадки, локальные посадки и силовые посадки.
— Классы посадок разбиты на три основные группы: бегущие и скользящие посадки, локальные посадки и силовые посадки.
Стандарт НЕ включает допуски на размещение.
Эти посадки определяются следующим образом:
Ходовые и скользящие посадки (RC) : Ходовые и скользящие посадки предназначены для обеспечения одинаковых рабочих характеристик при соответствующем запасе смазки во всем диапазоне размеров. Зазоры для первых двух классов, используемых главным образом в качестве скользящих посадок, увеличиваются с диаметром медленнее, чем для других классов, так что точное положение сохраняется даже за счет свободного относительного движения.
RC 1 Плотная скользящая посадка предназначена для точного расположения деталей, которые должны собираться без заметного зазора.
RC 2 Скользящие посадки предназначены для точной установки, но с большим максимальным зазором, чем класс RC 1. Детали, изготовленные для этой посадки, легко перемещаются и поворачиваются, но не предназначены для свободного хода, а большие размеры могут заедать при небольших изменения температуры.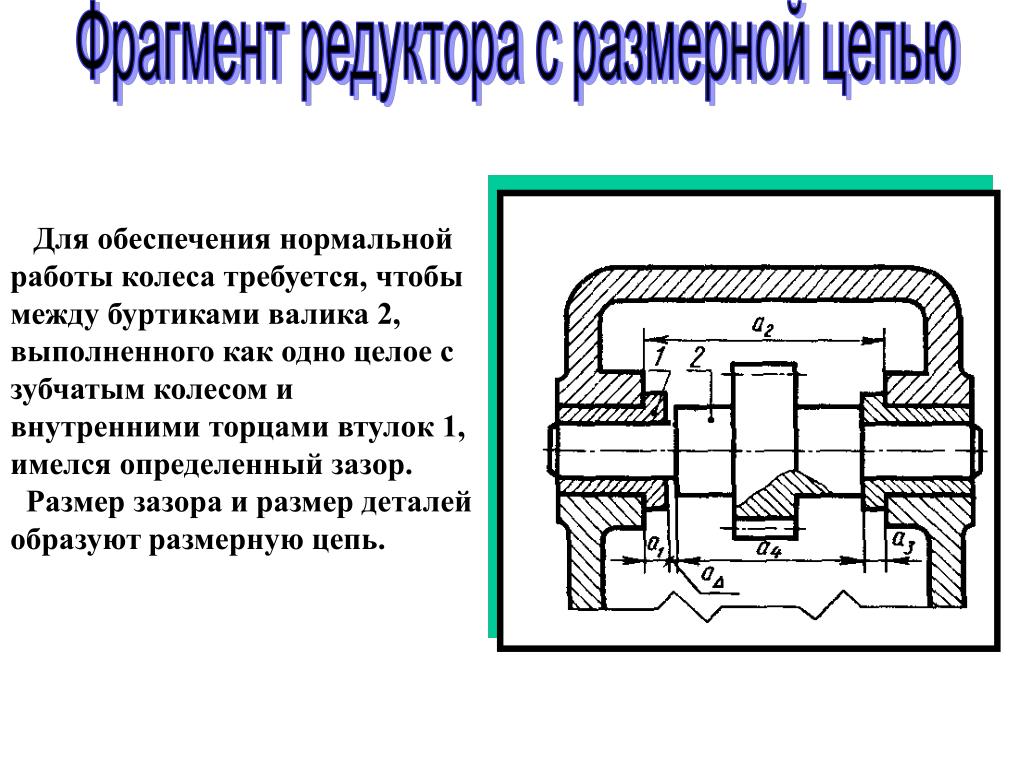
RC 3 Прецизионные рабочие посадки являются наиболее плотными посадками, от которых можно ожидать свободного хода, и предназначены для точных работ на малых скоростях и при небольшом давлении на цапфу, но не подходят там, где вероятны значительные перепады температур.
RC 4 Тесные посадки предназначены главным образом для посадок на точные механизмы с умеренными поверхностными скоростями и давлением на цапфу, где требуется точное расположение и минимальный зазор.
RC 5 и RC 6 Средние рабочие посадки предназначены для более высоких рабочих скоростей или больших давлений на цапфу, или для того и другого.
RC 7 Посадки со свободным ходом предназначены для использования там, где точность не важна, или где вероятны большие колебания температуры, или в обоих этих условиях.
RC 8 и RC 9 Свободная посадка предназначена для использования там, где могут потребоваться широкие промышленные допуски вместе с припуском на внешний элемент.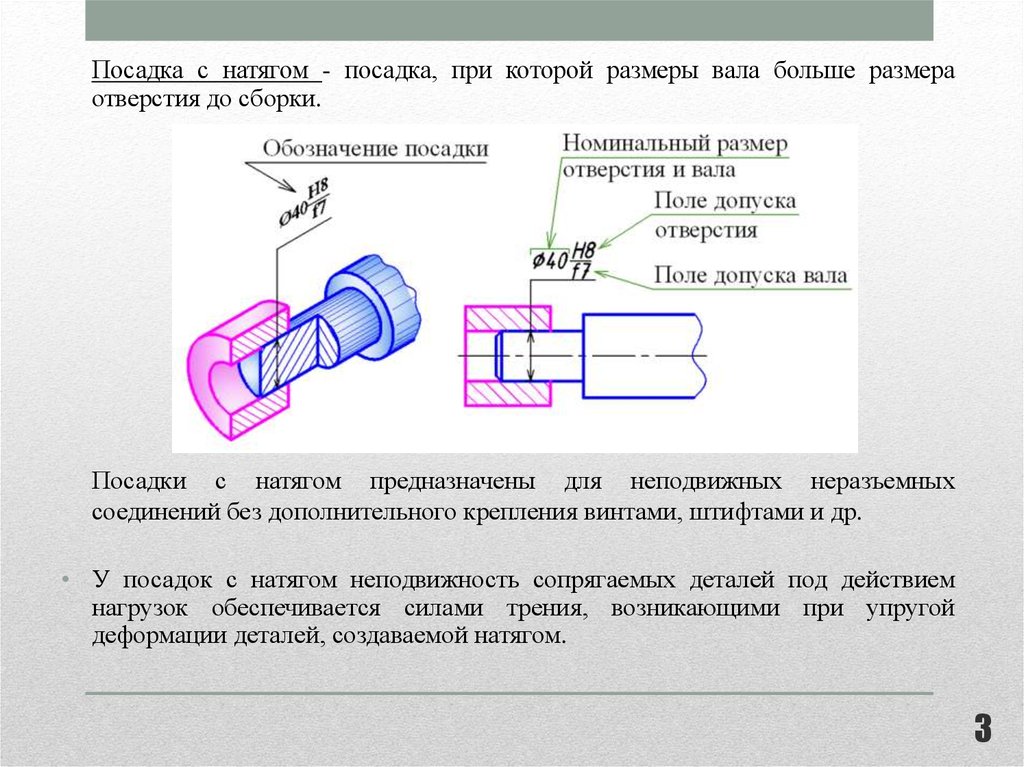
Посадки по месту (LC, LT и LN) : Посадки по месту предназначены только для определения положения сопрягаемых деталей; они могут обеспечивать жесткое или точное расположение, как при посадке с натягом, или обеспечивать некоторую свободу расположения, как при посадке с зазором. Соответственно их делят на три группы: посадки с зазором (LC), переходные посадки (LT) и посадки с натягом (LN).
Они описываются следующим образом:
LC Посадки с зазором предназначены для деталей, которые обычно неподвижны, но могут свободно собираться или разбираться. Они варьируются от плотной посадки для деталей, требующих точного расположения, через посадку со средним зазором для таких деталей, как втулки, до более свободной посадки крепежных деталей, где свобода сборки имеет первостепенное значение.
LT Фиксирующие переходные посадки представляют собой компромисс между посадками с зазором и с натягом для применений, где важна точность положения, но допускается небольшой зазор или натяг.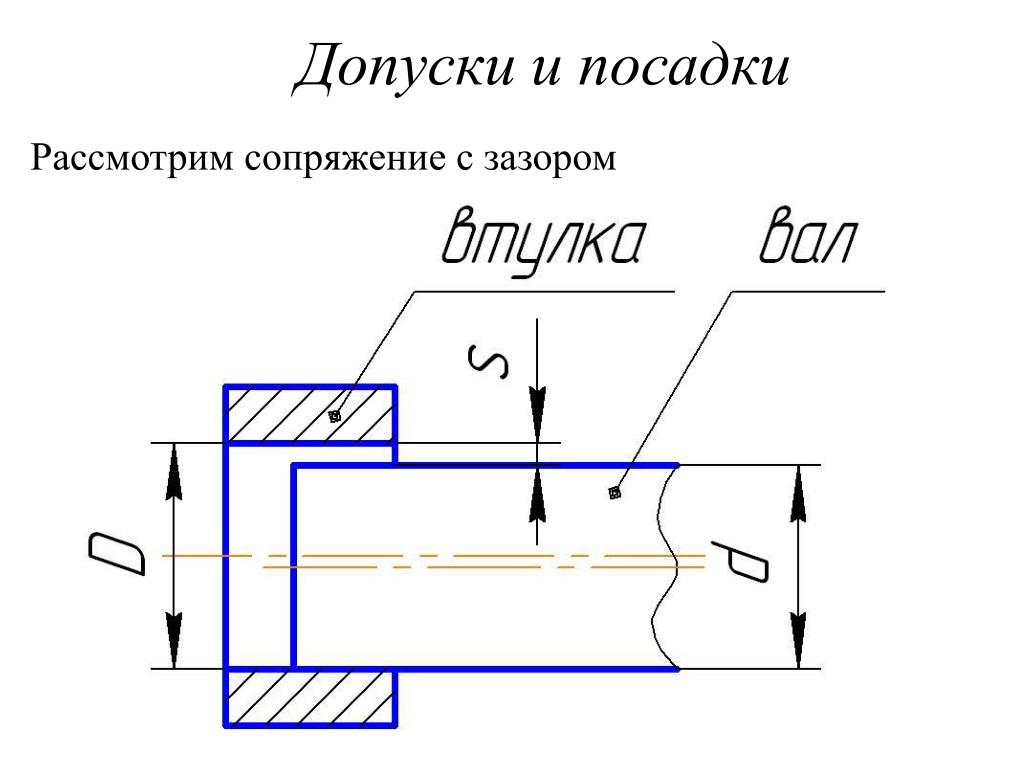
LN Посадки с натягом используются там, где точность положения имеет первостепенное значение, а также для деталей, требующих жесткости и соосности без особых требований к внутреннему давлению. Такие посадки не предназначены для деталей, предназначенных для передачи фрикционных нагрузок от одной детали к другой в силу плотности посадки. Эти состояния покрываются силовыми припадками.
Силовая посадка: (FN) : Силовая или термоусадочная посадка представляет собой особый тип посадки с натягом, обычно характеризующийся поддержанием постоянного давления в отверстии во всем диапазоне размеров. Таким образом, интерференция изменяется почти прямо в зависимости от диаметра, а разница между ее минимальным и максимальным значением невелика, чтобы поддерживать результирующие давления в разумных пределах.
Открыть Таблица предпочтительных термоусадочных посадок ANSI B4.1 Калькулятор
Эти посадки описываются следующим образом:
FN 1 Посадки с легким приводом требуют небольшого давления при сборке и обеспечивают более или менее постоянные сборки. Они подходят для тонких секций или длинных посадок, или в чугунных внешних элементах.
Они подходят для тонких секций или длинных посадок, или в чугунных внешних элементах.
FN 2 Посадки со средним приводом подходят для обычных стальных деталей или для горячей посадки на легких профилях. Они обеспечивают самую плотную посадку, которую можно использовать с внешними элементами из высококачественного чугуна.
FN 3 Тяжелые приводные посадки подходят для более тяжелых стальных деталей или для горячей посадки в средних сечениях.
FN 4 и FN 5 Посадки с усилием подходят для деталей, которые могут подвергаться высоким нагрузкам, или для термоусадочных посадок, когда требуемое большое усилие прессования нецелесообразно.
Использование таблиц стандартной посадки. — Пример 1: Посадка класса RC 5 должна использоваться при сборке сопрягаемого отверстия и вала номинальным диаметром 2 дюйма. Этот класс посадки был выбран потому, что применение требовало более высоких скоростей вращения или большого давления на цапфу (см.