

Содержание
Запрессовка подшипников в категории «Инструмент»
Набор оправок для запрессовки сальников, подшипников и сайлентблоков 10ед. 1611A JTC
Доставка по Украине
2 233 — 2 345 грн
от 3 продавцов
2 345 грн
Купить
Набор инструментов, оправок для выпрессовки и запрессовки подшипников, втулок, сальников 52пр,в кейсе RF-952T1
На складе
Доставка по Украине
3 831.80 грн
4 508 грн
Купить
Набор оправок для запрессовки сальников, подшипников и сайлентблоков 10ед.
Доставка по Украине
2 233 грн
Купить
Набор оправок для запрессовки подшипников 17 пр. FORCE 917T1.
Доставка по Украине
3 427.20 грн
Купить
Инструмент для запрессовки подшипников ProX Press Fit 25BB-29 (A-N-0206)
Доставка из г. Киев
415 — 553 грн
от 6 продавцов
553 грн
Купить
Инструмент для запрессовки подшипников ProX Press Fit 25BB-30 (A-N-0201)
Доставка из г. Киев
Киев
по 1 025 грн
от 5 продавцов
1 025 грн
Купить
Оправка для запрессовки наружного кольца подшипника 27313 (пр-во КАМАЗ)
Доставка по Украине
2 240 грн
Купить
Оправка для запрессовки внутреннего кольца подшипника 27313 (пр-во КАМАЗ)
Заканчивается
Доставка по Украине
1 461.51 грн
1 571.52 грн
Купить
Оправка для запрессовки наружного кольца подшипника 27313 (пр-во КАМАЗ)
Заканчивается
Доставка по Украине
1 378.45 грн
1 482.20 грн
Купить
Набор для запрессовки/выпресовки ступичных подшипников Geko
Доставка по Украине
3 800 грн
Купить
Набор оправок для запрессовки сальников, подшипников и сайлентблоков 10ед.
Доставка по Украине
2 236.40 грн
Купить
Оправка для запрессовки наружного кольца подшипника 27313 (пр-во КАМАЗ) ОЗНК2731300000СБ
Доставка из г. Киев
2 296 грн
Купить
Оправка для запрессовки внутреннего кольца подшипника 27313 (пр-во КАМАЗ) ОЗВК2731300000СБ
Доставка из г. Киев
Киев
1 323 грн
Купить
Оправка для запрессовки наружного кольца подшипника 27313 (пр-во КАМАЗ) ОЗНК2731300000СБ
Доставка из г. Киев
2 296 грн
Купить
Оправка для запрессовки внутреннего кольца подшипника 27313 (пр-во КАМАЗ) ОЗВК2731300000СБ
Доставка из г. Киев
1 323 грн
Купить
Смотрите также
Оправка для запрессовки обоймы подшипника передней ступицы ISUZU 5171 JTC
Доставка по Украине
1 850 грн
Купить
Набор Оправок Для Выпрессовки/Запрессовки Подшипников Ступиц
Доставка по Украине
1 050 грн
Купить
Инструмент для запрессовки подшипников ProX Press Fit 25BB-30 Серебристый (A-N-0201)
Доставка по Украине
1 028.30 грн
Купить
Набор оправок для запрессовки сальников, подшипников и сайлентблоков 10 ед. 1611A JTC
Доставка по Украине
2 236 грн
Купить
Набор для выпрессовки \ запрессовки сайлентблоков, сальников, подшипников Dizel-0567
На складе в г. Кропивницкий
Кропивницкий
Доставка по Украине
4 799 грн
Купить
Кропивницкий
Набор для выпрессовки \ запрессовки сайлентблоков, сальников, подшипников 38 ед.
На складе в г. Кропивницкий
Доставка по Украине
14 440 грн
Купить
Кропивницкий
Набор оправок для выпрессовки подшипников втулок и шкворней Falon Tech
Доставка по Украине
4 400 грн
Купить
Набор оправок для запрессовки сальников, подшипников и сайлентблоков 17 пр. (FORCE 917T1)
Доставка по Украине
3 648 грн
Купить
Набор оправок металлических для выпрессовки и запрессовки подшипников, втулок, сальников
Доставка по Украине
6 160 — 6 776 грн
от 4 продавцов
6 776 грн
7 392 грн
Купить
Оправка для запрессовки наружного кольца подшипника 27313 (пр-во КАМАЗ)
На складе
Доставка по Украине
1 871. 58 грн
58 грн
Купить
Оправка для запрессовки внутреннего кольца подшипника 27313 (пр-во КАМАЗ)
На складе
Доставка по Украине
1 077.78 грн
Купить
Набор оправок для подшипников 10 пр.
Доставка по Украине
2 696 грн
Купить
Набор оправок для подшипников 17 пр.
Доставка по Украине
3 427 грн
Купить
Съемник подшипников ступицы (Force 9T0311)
Доставка по Украине
10 914 грн
Купить
Перепресовка подшипников — РемСити
Ремонт и сборка подшипников качения
При разборке подшипниковых узлов подшипники тщательно промывают и проверяют на пригодность для дальнейшей эксплуатации: в случае непригодности подшипники заменяют. Возможные дефекты подшипниковых узлов и способы их устранения приведены ниже.
Дефекты подшипниковых узлов и способы их устранения
| Дефект или его признак | Причины | Способ устранения |
| Повышенный шум | 1. Повреждение тел качения подшипника Повреждение тел качения подшипника | |
| 2. Защемление тел качения вследствие неправильной регулировки | ||
| 3. Износ посадочных мест на валу и в корпусе | Отремонтировать посадочные места | |
| 4. Отсутствие смазки | Смазать подшипники | |
| Повышенный нагрев | 1. Защемление тел качения из-за чрезмерного натяга в подшипниках | Отрегулировать натяг в подшипниках |
| 2. Недостаток смазочного материала | Добавить смазочный материал | |
| 3. Несоосность посадочных мест на валу и в корпусе | Устранить несоосность | |
| 4. Загрязнение подшипника вследствие выхода из строя уплотнения | Подшипник промыть, уплотнение заменить При наличии цветов побежалости на кольцах и телах качения подшипник заменить | |
| Выкрошивание рабочих поверхностей колец и тел качения | Усталостность материала | Подшипник заменить |
| Увеличенный радиальный и осевой зазоры в подшипнике | Частичный износ рабочих поверхностей подшипника | Допустимое увеличение зазоров по сравнению с начальными: для опор шпинделей и точных валов – 25 %, для остальных опор: в 3-4 раза. При больших зазорах подшипник следует заменить При больших зазорах подшипник следует заменить |
Поля допусков посадочных поверхностей валов и отверстий в корпусах для сопряжения с подшипниками качения.
| Подвижность вала и корпуса в работе | Класс точности подшипника | Поля допусков вала | Поля допусков отверстия в корпусе |
| Вал вращается,корпус неподвижен | 5 и 4 | n5, m5, k5, js5 | M6, K6, Js6, H6 |
| 0 и 6 | n6, m6, k6, js6 | M7, K7, Js7, H7, G7, H8, H9 | |
| Вал неподвижен,корпус вращается | 5 и 4 | h5, g5 | N6, M6, K6 |
| 0 и 6 | h5, g5 | P7, N7, M7, K7 |
При сборке подшипниковых узлов должны выполняться следующие технические условия:
1. Кольца и тела качения подшипника должны быть чистыми, без заметных дефектов. При вращении от руки подшипник должен вращаться свободно, без значительного шума. Новый подшипник с неповрежденной упаковкой и незагустевшей смазкой можно не промывать. Загрязненные подшипники промывают в бензине с добавлением 6-8 % минерального масла или в масле (Индустриальное 12 или 20) в ванне с электроподогревом при температуре 60-90 °С в течение 15-20 мин. Сильно загрязненные подшипники промывают дважды. После промывки подшипник просушивают на бумаге или с помощью сжатого воздуха. Пятна коррозии на подшипнике удаляют мягкой шкуркой и пастой ГОИ с последующей промывкой.
Кольца и тела качения подшипника должны быть чистыми, без заметных дефектов. При вращении от руки подшипник должен вращаться свободно, без значительного шума. Новый подшипник с неповрежденной упаковкой и незагустевшей смазкой можно не промывать. Загрязненные подшипники промывают в бензине с добавлением 6-8 % минерального масла или в масле (Индустриальное 12 или 20) в ванне с электроподогревом при температуре 60-90 °С в течение 15-20 мин. Сильно загрязненные подшипники промывают дважды. После промывки подшипник просушивают на бумаге или с помощью сжатого воздуха. Пятна коррозии на подшипнике удаляют мягкой шкуркой и пастой ГОИ с последующей промывкой.
2. Осевой и радиальный зазоры в подшипнике должны быть в допускаемых пределах. Схема замера зазоров приведена на схеме. Величина начальных зазоров для подшипников различных типов приведена в специальной литературе.
Точность форм посадочных поверхностей под подшипник качения
| Показатель | Класс точности подшипника | |||
| 0 | 6 | 5 | 4 | |
| Овальность и конусность шейки вала и отверстия в корпусе | 1/2 | 1/4 | ||
| допуска на диаметр посадочной поверхности | ||||
| Овальность и конусность шейки вала для подшипников на закрепительных втулках | 1/4 допуска на диаметр посадочной поверхности вала | |||
| Торцевое биение заплечиков вала, мкм, при диаметре, мм: | ||||
| до 50 | 20 | 10 | 7 | 4 |
| свыше 50 до 120 | 25 | 12 | 8 | 6 |
| свыше 120 до 250 | 30 | 15 | 10 | 8 |
| Торцевое биение заплечиков отверстия в корпусе, мкм, при диаметре, мм: | ||||
| до 80 | 40 | 20 | 13 | 8 |
| свыше 80 до 120 | 45 | 22 | 15 | 9 |
| свыше 120 до 150 | 50 | 25 | 18 | 10 |
| свыше 150 до 180 | 60 | 30 | 20 | 12 |
| свыше 180 до 250 | 70 | 35 | 23 | 14 |
| свыше 250 до 315 | 80 | 40 | 27 | 16 |
3. Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов – предельными пробками, индикаторными нутромерами или штихмассами.
Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов – предельными пробками, индикаторными нутромерами или штихмассами.
4. Во избежание перекоса радиус закругления галтели на валу (при отсутствии кольцевой проточки или выточки) должен быть меньше, чем радиус фаски у подшипника. Величину радиуса галтели проверяют с помощью радиусомера или шаблона.
5. Упорный заплечик вала или отверстия в корпусе должен быть перпендикулярен к посадочным поверхностям. Допускаемое торцовое биение приведено в таблице. Перпендикулярность заплечиков вала и корпуса оси посадочного места проверяют угольником или индикатором.
Шероховатость посадочных поверхностей вала и корпуса под подшипники качения
| Посадочные поверхности | Класс точности подшипника | Номинальные диаметры, мм | |||
| до 80 | от 80 до 500 | ||||
| Параметры шероховатости поверхности, мкм | |||||
| Rz | Ra | Rz | Ra | ||
| Вала | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6 и 5 | 3,2 | 0,63 | 6,3 | 1,25 | |
| 4 | 1,6 | 0,25 | 3,2 | 0,63 | |
| Отверстия в корпусе | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6,5 и 4 | 3,2 | 0,63 | 6,3 | 1,25 | |
| Торцов заплечиков вала и отверстия в корпусе | 0 | 10 | 2,50 | 10 | 2,50 |
| 6,5 и 4 | 6,3 | 1,25 | 10 | 2,50 | |
6. Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
7. При правильной сборке подшипник должен работать плавно и бесшумно, а также не нагреваться выше 70 °С.
8. Выбор посадки подшипника на вал и в отверстие корпуса зависит от типа машины, требований к точности вращения, характера нагрузки, типа, размера и условия монтажа подшипника. Необходимая посадка подшипника обеспечивается за счет допусков на диаметры вала и отверстия корпуса. На сборочных чертежах и чертежах деталей рядом с номинальным размером дается условное обозначение поля допуска только поверхности, сопряженной с подшипником.
9. Для обеспечения правильной установки подшипника на вал и в корпус следует применять специальные приспособления. При запрессовке подшипника на вал или в корпус используют монтажные трубы из мягкого металла, винтовые и гидравлические прессы. Усилие запрессовки прикладывается к тому кольцу подшипника, которое устанавливается с натягом, а при запрессовке одновременно на вал и в корпус – к обоим кольцам.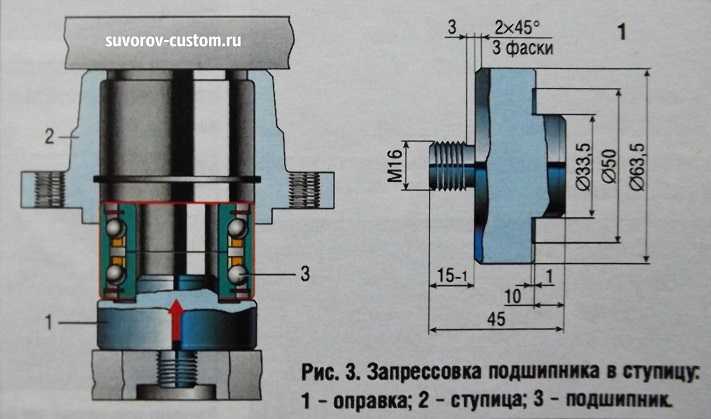 Для облегчения работы вал может охлаждаться, а корпус нагреваться, подшипник, соответственно, либо нагреваться, либо охлаждаться.
Для облегчения работы вал может охлаждаться, а корпус нагреваться, подшипник, соответственно, либо нагреваться, либо охлаждаться.
10. После сборки проверяют по периметру прилегание подшипника к заплечику вала и корпуса, вхождение щупа 0,03 мм и более не допускается.
11. Отсутствие перекоса подшипника при установке его вместе с валом в корпус проверяют свободным проворотом вала вручную.
12. Во избежание защемления тел качения подшипники, устанавливаемые с предварительным натягом, должны иметь плавный ход и незначительный шум при провороте от руки, а в подшипниках без предварительного натяга, кроме того, должен ощущаться небольшой осевой люфт.
Особенности монтажа подшипников качения
1. Радиальные роликоподшипники с одним съемным кольцом без бортов монтируют раздельно – съемное кольцо и кольцо в комплекте с роликами. При наличии на валу в обеих опорах подшипников такого типа необходима дополнительная опора (подпятник) для фиксации вала в осевом направлении. При наличии одного бурта на съемном кольце с целью фиксации вала в обоих направлениях роликоподшипники ставят враспор, т.е. с буртами в разных направлениях.
2. Игольчатый подшипник без колец (т.е. комплект игл) устанавливают на шейку вала, предварительно обильно покрытую пластичным смазочным материалом, а затем надевают корпус. При установке игольчатого подшипника без внутреннего кольца сначала в наружное кольцо набивают пластичный смазочный материал, устанавливают в нее иглы, вводят внутрь монтажную втулку диаметром на 0,1-0,2 мм меньше диаметра вала, затем в таком виде подводят к торцу вала и надвигают с втулки на вал.
3. Подшипники, устанавливаемые на вал на разрезной закрепительной втулке, фиксируют затягиванием гайки. Степень затяжки во избежание защемления тел качения из-за деформации внутреннего кольца проверяют свободным вращением от руки наружного кольца.
4. Одинарные упорные подшипники монтируют следующим образом: кольцо с меньшим внутренним диаметром устанавливают на вал, а с большим – в корпус. У двойного упорного подшипника промежуточное кольцо с меньшим внутренним диаметром монтируют на вал, а боковые кольца с большим внутренним диаметром – в корпус. При установке упорных подшипников зазор между наружным диаметром колец и корпусом в целях обеспечения самоустановки подшипника должен составлять от 0,5 до 1 мм.
У двойного упорного подшипника промежуточное кольцо с меньшим внутренним диаметром монтируют на вал, а боковые кольца с большим внутренним диаметром – в корпус. При установке упорных подшипников зазор между наружным диаметром колец и корпусом в целях обеспечения самоустановки подшипника должен составлять от 0,5 до 1 мм.
5. Радиально-упорные подшипники со съемным наружным кольцом монтируют раздельно: в корпус – наружное кольцо, на вал – внутреннее кольцо с телами качения и сепаратором.
6. Радиально-упорные подшипники с целью восприятия ими осевой нагрузки обоих направлений ставят парами навстречу друг другу.
Осевые зазоры в упорных подшипниках
| Серия подшипника | Допускаемые пределы зазора (мкм) при диаметре вала (мм) | |||
| до 30 | от 30 до 50 | от 50 до 80 | от 80 до 120 | |
| Легкая | 30-80 | 40-100 | 50-120 | 60-150 |
| Средняя и тяжелая | 50-110 | 60-120 | 70-140 | 100-180 |
Предварительный натяг в подшипниках создается с целью устранения радиального и осевого биений узла (например, шпинделя) для повышения точности и виброустойчивости осуществляется следующими способами:
1. установкой прокладки нужной толщины между внутренними (или наружными) кольцами двух радиально-упорных шарикоподшипников с последующим стягиванием наружных (или внутренних) колец до исчезновения просвета между ними;
установкой прокладки нужной толщины между внутренними (или наружными) кольцами двух радиально-упорных шарикоподшипников с последующим стягиванием наружных (или внутренних) колец до исчезновения просвета между ними;
2. применением сдвоенных радиально-упорных шарикоподшипников, у которых одна пара колец соприкасается, а между другой парой колец имеется зазор, путем стягивания этих колец до исчезновения зазора;
3. установкой между наружными и внутренними кольцами пары шарикоподшипников двух втулок или прокладок различной высоты и последующим стягиванием колец до выборки зазора;
4) нажатием на наружное кольцо подшипника при неподвижном внутреннем с помощью витых или тарельчатых пружин.
Величину натяга в подшипниках контролируют по моменту сопротивления проворачиванию вала; момент может быть найден как произведение усилия, приложенного к динамометру, закрепленному на конце намотанной на вал веревки, на половину диаметра вала.
Регулировку осевого зазора (осевой «игры») радиально-упорных подшипников, необходимого для их правильной работы, осуществляют следующими способами:
1. За счет изменения толщины прокладки или комплекта прокладок между крышкой, прижимающей наружное кольцо подшипника, и корпусом. Толщину прокладки находят путем затягивания винтов крышки без прокладки до получения необходимой «игры» в опорах, измеряемой индикатором, приставленным к торцу вала или посаженной на него детали. С помощью щупа или свинцовой проволоки измеряют зазор между крышкой и корпусом, в соответствии с которым подбирают прокладку или комплект прокладок нужной толщины. Винты крышки могут быть затянуты до полной выборки зазоров в подшипнике, и тогда искомая толщина прокладки будет равна сумме зазора между крышкой и корпусом и требуемого зазора в подшипнике. Регулировочная прокладка может находиться также между крышкой и наружным кольцом подшипника.
За счет изменения толщины прокладки или комплекта прокладок между крышкой, прижимающей наружное кольцо подшипника, и корпусом. Толщину прокладки находят путем затягивания винтов крышки без прокладки до получения необходимой «игры» в опорах, измеряемой индикатором, приставленным к торцу вала или посаженной на него детали. С помощью щупа или свинцовой проволоки измеряют зазор между крышкой и корпусом, в соответствии с которым подбирают прокладку или комплект прокладок нужной толщины. Винты крышки могут быть затянуты до полной выборки зазоров в подшипнике, и тогда искомая толщина прокладки будет равна сумме зазора между крышкой и корпусом и требуемого зазора в подшипнике. Регулировочная прокладка может находиться также между крышкой и наружным кольцом подшипника.
2. Перемещением наружного кольца подшипника установочным винтом, ввинченным в крышку, через промежуточную шайбу. Сначала винт при отвернутой контргайке затягивают до отказа, а затем отворачивают на нужную долю оборота в зависимости от требуемого зазора и шага резьбы и стопорят контргайкой.
3. Перемещением наружного кольца подшипника регулировочной гайкой, ввернутой в корпус. Сначала гайку, освобожденную от стопора, затягивают до отказа, а затем несколько отворачивают до создания нужного зазора в подшипнике и стопорят.
4. Перемещением внутреннего кольца подшипника с помощью гайки или винтов и шайбы. После достижения нужного зазора в подшипнике гайку или винты стопорят деформируемыми шайбами.
5. Деформацией внутреннего кольца подшипника, имеющего конусное отверстие, за счет перемещения его гайкой по конусу вала.
Регулировку осевого зазора упорных подшипников производят смещением кольца, расположенного в корпусе, с помощью прокладок и другими способами, описанными выше.
Схемы установки подшипников в опорах.
1. Одна из опор фиксирована в осевом направлении, а другая – плавающая. Осевая нагрузка, действующая на вал, воспринимается только фиксированной опорой. Плавающей обычно выполняется опора с меньшей радиальной нагрузкой. В фиксированной опоре внутреннее кольцо подшипника с одной стороны упирается в заплечик вала, а с другой зажимается гайкой, разрезным пружинным кольцом, втулкой и шайбой. Наружное кольцо с одной стороны упирается в заплечик корпуса или стакана, а с другой прижимается крышкой, разрезным пружинным кольцом и гайкой с наружной резьбой.
В фиксированной опоре внутреннее кольцо подшипника с одной стороны упирается в заплечик вала, а с другой зажимается гайкой, разрезным пружинным кольцом, втулкой и шайбой. Наружное кольцо с одной стороны упирается в заплечик корпуса или стакана, а с другой прижимается крышкой, разрезным пружинным кольцом и гайкой с наружной резьбой.
При значительных осевых нагрузках на вал фиксированную опору составляют из двух радиально-упорных подшипников. В плавающей опоре внутреннее кольцо подшипника крепится так же, как в фиксированной опоре, а наружное кольцо может свободно перемещаться в осевом направлении в расточке корпуса или в стакане.
Данная схема позволяет обеспечить любое расстояние между опорами, компенсировать неточности изготовления деталей узла по длине и тепловое удлинение вала. Применяется обычно при значительных расстояниях между опорами.
2. Крепление подшипников враспор. Внутренние кольца обоих подшипников упираются в заплечики вала, а с другой стороны не крепятся. Наружные кольца располагаются в гладких (без заплечиков) расточках корпуса и лишь с внешней стороны прижимаются крышкой или гайкой с наружной резьбой. Расстояние между опорами при этой схеме ограничено и обычно не превышает 6-8 диаметров опор. Во избежание заклинивания подшипников при нагреве и удлинении вала при монтаже должен быть предусмотрен соответствующий зазор.
Наружные кольца располагаются в гладких (без заплечиков) расточках корпуса и лишь с внешней стороны прижимаются крышкой или гайкой с наружной резьбой. Расстояние между опорами при этой схеме ограничено и обычно не превышает 6-8 диаметров опор. Во избежание заклинивания подшипников при нагреве и удлинении вала при монтаже должен быть предусмотрен соответствующий зазор.
Осевые зазоры в радиально-упорных подшипниках
| Тип подшипника | Интервал внутренних диаметров | Крепление по одному подшипнику в фиксированной и в плавающей опорах | Крепление враспор по одному подшипнику в обеих опорах | |
| Допускаемые пределы осевой «игры», мкм | Наибольшее возможное расстояние между опорами | Допускаемые пределы осевой «игры», мкм | ||
| Шариковый,угол контакта α=12°ГОСТ 83175 | 10-3030-5050-80 | 20-4030-5040-70 | 8 опор6 опор4 опор | 30-6030-8040-100 |
| Шариковыйугол контакта α=26-36°ГОСТ 831-75 | 10-3030-5050-80 | 20-3020-4030-50 | Не рекомендуется устанавливать враспор | |
| Конический роликовый,угол контакта α=10-16°ГОСТ 333-79 | 10-3030-5050-80 | 20-3040-7060-140 | 12 опор8 опор7 опор | 20-8040-11060-140 |
| Конический роликовый,угол Контакта α=25-29°ГОСТ 7260-81 | 10-3030-5050-80 | 20-4020-4030-60 | Не рекомендуется устанавливать враспор | |
Разновидностью данной схемы является конструкция, где внутренние кольца зажимаются с внешней стороны, а изнутри не крепятся. Наружные кольца упираются с внутренней стороны в заплечики стакана или корпуса, а снаружи не крепятся. Конструкция с регулировкой зазора по внутренним кольцам исключает опасность защемления тел качения даже при валах значительной длины. Каждая из опор при креплении подшипников враспор воспринимает осевую нагрузку только одного направления. По данной схеме устанавливают все радиально-упорные подшипники, а также радиальные шариковые и роликовые с двумя буртами на наружном и одним на внутреннем кольцах.
Наружные кольца упираются с внутренней стороны в заплечики стакана или корпуса, а снаружи не крепятся. Конструкция с регулировкой зазора по внутренним кольцам исключает опасность защемления тел качения даже при валах значительной длины. Каждая из опор при креплении подшипников враспор воспринимает осевую нагрузку только одного направления. По данной схеме устанавливают все радиально-упорные подшипники, а также радиальные шариковые и роликовые с двумя буртами на наружном и одним на внутреннем кольцах.
Как использовать пресс для подшипников
В этом руководстве показано, как использовать гидравлический пресс для установки осевого подшипника в шпиндель.
который удерживает ось CV спереди или сзади вашего автомобиля. Мы команда
сертифицированных механиков ASE, которые создали это руководство, чтобы показать вам, как вы можете
сэкономьте деньги, выполнив работу самостоятельно или, по крайней мере, посмотрите, за что вы платите, когда
выполнение работы.
Хотя не у многих людей есть пресс в гараже, много механических мастерских или автомобилей
ремонтные мастерские делают. Вы можете приобрести его самостоятельно примерно за 120 долларов США на Amazon и начать
Вы можете приобрести его самостоятельно примерно за 120 долларов США на Amazon и начать
получение всего необходимого для собственного полностью оборудованного ремонтного гаража. Вы будете
также нужен сменный подшипник, который также доступен на Amazon примерно за 35 долларов США.
в зависимости от приложения. Магазин автозапчастей или автомастерская может
сделать эту операцию для вас от $ 80,00 до $ 100,00 труда.
Прежде чем вы начнете, вы должны знать, что вы будете иметь дело с большим давлением
поэтому всегда надевайте защитные очки и перчатки. Всегда держите руки подальше от подшипника
области во время работы пресса.
СПОНСОРСКИЕ ССЫЛКИ
Шаг 1. Подготовка к опрессовке ступицы
Установите манжету гидравлического пресса на ступицу подшипника и плотно затяните ее, чтобы зафиксировать
между ступицей и фланцем опорной плиты. Эту пластину не следует затягивать, чтобы она
позволит ступице скользить при нажатии. Воротник — это то, чем ты будешь
установка в прессе для поддержки нагрузки при нажатии вниз на ступицу колеса.
Подготовьте пресс, поместив два металлических стержня поперек опорных балок. Эти
лучи, возможно, потребуется отрегулировать вверх или вниз в зависимости от применения. Затем установите
кольцо и подшипник в сборе вниз в пресс, позволяя колесу
чтобы ступица была свободна и могла двигаться вниз через металлические стержни и опорные балки.
Используйте стальную выколотку или большую головку размером чуть меньше самой ступицы колеса. Этот
должен быть достаточно большим, чтобы захватить ступицу, но при этом быть чуть меньше внутренней части
обойма подшипника. У многих прессов есть аксессуары, которые можно использовать для этого.
также.
СПОНСОРСКИЕ ССЫЛКИ
Шаг 2: Нажмите на ступицу колеса
Расположите узел подшипника, ступицы и шпинделя под прямым углом под плунжером. Этот
должны быть как можно более квадратными, чтобы пресс работал правильно. Вам может понадобиться
отрегулируйте опорные балки вверх или вниз так, чтобы они находились в пределах досягаемости домкрата.
После правильного выравнивания пресса начните качать домкрат пресса вниз.
поршень соприкоснется с оправкой или патрубком, пока давление нарастает, продолжайте качать
домкрат. Раздастся «хлопок», когда подшипник начнет двигаться наружу от шпинделя.
Вы должны увидеть, как ступица начинает двигаться вниз между двумя опорными балками.
так как накачивать домкрат становится легче.
Если ступица отказалась двигаться и вы видите и чувствуете избыточное давление на пресс,
отпустите домкрат и дважды проверьте, как вы его нажимаете, и перенастройте
настраивать.
СПОНСОРСКИЕ ССЫЛКИ
Продолжайте качать домкрат, пока ступица не освободится от подшипника. После того, как полностью
при нажатии на ступицу подшипника она ослабнет и упадет с нижней части пресса.
В этот момент вы можете держать руку под деталью и поймать ее до того, как она упадет.
чтобы защитить его от повреждений.
Шаг 3: Подготовка к запрессовке подшипника
После извлечения шпинделя из пресса вышедший из строя подшипник будет виден.
Как вы можете видеть, эти подшипники роликов изношены, что требует замены.
Переверните шпиндель и найдите стопорное кольцо фиксатора подшипника. Использование пары
плоскогубцами для стопорных колец снимите кольцо. Эти кольца может быть немного трудно удалить
из-за их натяжения пружины, так что держитесь там.
СПОНСОРСКИЕ ССЫЛКИ
Установите прижимную втулку на шпиндель так же, как вы это делали раньше, когда
выпрессовал ступицу колеса. Отрегулируйте воротник на больший размер и подшейте оба воротника.
орехи.
Шаг 4: Запрессовка подшипника
Установите шпиндель обратно в пресс, используя большую головку или металлическую оправку.
Начните качать домкрат, чтобы вытолкнуть вышедший из строя подшипник из корпуса. Снова
должен быть слышимый «хлопок», когда подшипник начинает двигаться при прокачке
Джеку становится легче.
Продолжайте качать домкрат вниз. После завершения отказавший подшипник упадет
между двумя опорными балками и свободен от шпинделя.
Шаг 5: Установите новый подшипник
После завершения демонтажа подгоните новый подшипник к старому узлу. Внутренний
и диаметр внешней дорожки должны точно совпадать с шириной подшипника.
СПОНСОРСКИЕ ССЫЛКИ
Протрите корпус подшипника шпинделя салфеткой. Используйте проволочную щетку
удалить ржавчину, если это необходимо. Установите новый подшипник прямо на шпиндель.
Подшипник является однонаправленным и не имеет значения, какой стороной внутрь или наружу.
Снова вставьте узел подшипника и шпинделя обратно в пресс, используя большой
гнездо или выколотка заставит новый подшипник встать на место. Вы должны поддерживать
шпиндель прямо с помощью металлических стержней, которые могут занять некоторое время, соорудив прочный
платформу, укладывая металлические стержни в опорные балки. Продолжайте нажимать
новый подшипник на место, пока он не перестанет двигаться. Это дает вам знать подшипник
полностью на месте, мы использовали для этого большую розетку.
Снимите узел шпинделя с пресса и установите на место фиксатор подшипника
стопорное кольцо с помощью плоскогубцев.
СПОНСОРСКИЕ ССЫЛКИ
С помощью небольшого выколотки и молотка вбейте стопорное кольцо на место. Этот шаг обеспечивает
кольцо полностью «установлено» на место в корпусе шпинделя.
Шаг 6. Установка ступицы колеса на место
Осмотрите фланец ступицы колеса и сгладьте наружную поверхность наждачной бумагой.
без царапин или заусенцев, которые могли возникнуть в результате удаления. После протирки
вставьте чистую вставку ступицы колеса и установите ступицу прямо в подшипник. Будьте уверены, часть
старого подшипника еще нет на ступице. Если часть подшипника осталась, используйте
прижмите пластину и затяните ее за кольцом качения подшипника, а затем снова запрессуйте ступицу.
Вам потребуется опустить опорные балки пресса, чтобы освободить место для ступицы колеса
фланец должен быть запрессован на место. Выровняйте ступицу колеса прямо под плунжером пресса.
Выровняйте ступицу колеса прямо под плунжером пресса.
и вставьте его в новый подшипник. Концентратор перестанет двигаться, как только он полностью
установлен.
СПОНСОРСКИЕ ССЫЛКИ
После сборки новый подшипник и шпиндель готовы к повторной установке.
на транспортное средство. Вот старый подшипник с установленным новым. Эта процедура
практически одинаков как на переднем, так и на заднем шпинделе и используется для большинства осей CV
замены подшипников.
Вопросы?
Если у вас есть вопросы о
снятие подшипника полуоси, пожалуйста, посетите наш форум. Если вы хотели бы
совет по ремонту авто спрашивайте
наше сообщество механиков мы здесь, чтобы помочь.
Статья опубликована 13 марта 2022 г.
Запрессованные ступичные подшипники: советы по обслуживанию
Фото 1
Обслуживание растущего числа автомобилей, оснащенных запрессованными ступичными подшипниками, требует немного большей аккуратности и инструментов по сравнению со ступичными узлами или коническими роликоподшипниками. Однако при наличии правильных инструментов и информации эти работы могут приносить прибыль.
Однако при наличии правильных инструментов и информации эти работы могут приносить прибыль.
Например, водитель Jaguar 2002 года жаловался на шум. На автомобиле загорелся индикатор ABS MIL, а спидометр не работал. Шум был подтвержден во время тест-драйва и был изолирован при движении автомобиля на подъемнике. Конструкция подшипника и поворотного кулака использовалась на Ford, Mazda и Volvo. Никакие данные не передавались от датчика скорости вращения колеса к сканирующему прибору. Модуль управления двигателем использует этот датчик скорости вращения колеса для управления спидометром.
Фото 2
Как правило, в ступичном подшипнике не должно быть заметного люфта. На этом автомобиле люфта не было, но подшипник очень шумел.
Снимите гайку оси, пока кронштейн тормозного суппорта все еще находится на автомобиле. Зафиксируйте ротор на месте с помощью пробойника в ребрах ротора. На автомобилях со сплошными роторами снимите гайку, когда автомобиль стоит на земле с колесом на автомобиле. Не используйте ударный гайковерт, поскольку это может привести к повреждению ШРУСа или дифференциала.
Не используйте ударный гайковерт, поскольку это может привести к повреждению ШРУСа или дифференциала.
Снимите скобу суппорта и ротор. Осмотрите фланец колеса на наличие повреждений и любых признаков деформации. Поврежденный фланец может вызвать биение и, в конечном итоге, жалобу на пульсацию.
На большинстве автомобилей последних моделей активные датчики скорости вращения колес установлены в поворотном кулаке (Фото 1). Активные датчики имеют два провода, а передаточное колесо является частью заднего уплотнения или подшипника. Этот тип датчика можно легко идентифицировать по плоскому лезвию его головки.
Фото 3
Вытолкните ШРУС из поворотной цапфы с помощью отжимного винта (Фото 2), так как при использовании молотка можно повредить резьбу на оси. Как только ШРУС освободится в шлицах, используйте скользящий молоток, чтобы вытащить поворотный кулак из поворотного кулака. Поворотный кулак обычно выходит с наружным уплотнением, дорожкой, подшипниками и водилой. Если имеется, удалите все С-образные зажимы в отверстии.
На этом автомобиле необходимо снять подшипник и установить новый подшипник. Наборы инструментов для выполнения этого типа работ доступны на большинстве грузовиков с инструментами и в Интернете. Они могут сэкономить время, не снимая поворотный кулак с автомобиля. Это может сэкономить выравнивание или поездку в прессу. В большинстве инструкций пользователям предлагается отсоединить поворотный кулак от шарового шарнира. В большинстве случаев это позволяет поворотному кулаку достаточно повернуться, чтобы снять ось CV. Однако для некоторых автомобилей есть более простой способ отсоединить поворотный кулак. На этом автомобиле снимите болт, удерживающий переднюю часть рычага управления, чтобы обеспечить достаточный зазор для свободного вытягивания оси (Фото 3). Это может исключить повреждение чехла шарового шарнира.
Установите инструмент так, чтобы задний адаптер соприкасался с внутренней частью подшипника, а с другой стороны должна быть чаша, в которую упадет старый подшипник.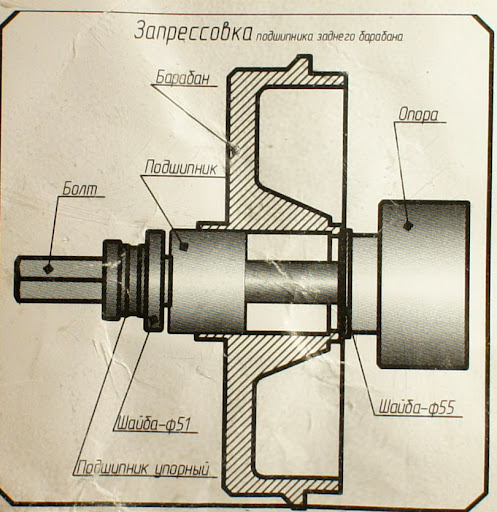 Смажьте болт инструмента перед использованием. Я рекомендую несколько капель трансмиссионной смазки 80w-90. Не используйте легкую смазку.
Смажьте болт инструмента перед использованием. Я рекомендую несколько капель трансмиссионной смазки 80w-90. Не используйте легкую смазку.
Фото 4
После снятия подшипника осмотрите отверстие поворотного кулака на наличие повреждений. Отверстие должно быть без коррозии. Проверьте отверстие на круглость с помощью калибра-скобы (Фото 4). Датчик должен легко вращаться в отверстии. Любая деформация отверстия может привести к преждевременному выходу нового подшипника из строя.
При запрессовке нового подшипника следите за тем, чтобы переходник не касался уплотнения (Фото 5). Убедитесь, что уплотнение с тональным кольцом обращено внутрь. Для этой части ремонта не рекомендуется использовать удар.
Поворотная цапфа и фланец могут быть установлены различными способами. Использование отжимного винта может нанести наименьший ущерб, если внутреннее кольцо поддерживается (Фото 6). Некоторые техники клянутся заморозить фланец в морозильной камере или с помощью сухого льда. Поворотный кулак не должен сидеть полностью. Окончательное положение поворотной цапфы должно быть установлено, когда гайка оси затянута и применена окончательная предварительная нагрузка.
Окончательное положение поворотной цапфы должно быть установлено, когда гайка оси затянута и применена окончательная предварительная нагрузка.
Фото 5
По возможности не используйте повторно старую ступичную гайку на оси. Установите новый и затяните его в соответствии со спецификациями подшипника или OEM (Фото 7). Практически невозможно дать общую спецификацию крутящего момента для стопорной гайки. Могут быть большие различия в зависимости от типа подшипника и корпуса.
Причина выхода из строя этого подшипника двояка. Во-первых, был сильный удар, из-за которого шарики оставили след во внешней дорожке. Когда автомобиль сталкивается с бордюром, выбоиной или другим объектом на своем пути, сила передается на небольшую площадь поверхности подшипника. Удар может привести к повреждению дорожек и роликов/шариков. Это повреждение называется бринеллированием.
Фото 6
Метки Бринелля могут привести к тому, что подшипник сразу начнет издавать шум, а может и не начать. Но поскольку метки продолжают вращаться, это повреждает весь подшипник.

 Эти изменения вызывают уменьшение диаметрального зазора между рабочими поверхностями колец и шариков.
Эти изменения вызывают уменьшение диаметрального зазора между рабочими поверхностями колец и шариков.
 При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
 Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля
Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.
к. 14% всех отказов подшипников происходит из-за его неправильного монтажа. Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца. Для запрессовки подшипника качения в корпус требуются обычно сравнительно небольшие усилия.
Для запрессовки подшипника качения в корпус требуются обычно сравнительно небольшие усилия. На рис. 264 показаны приспособления для запрессовки втулок, а на рис. 265 — для запрессовки подшипников качения. Такие приспособления могут быть изготовлены в любой ремонтной мастере кой.
На рис. 264 показаны приспособления для запрессовки втулок, а на рис. 265 — для запрессовки подшипников качения. Такие приспособления могут быть изготовлены в любой ремонтной мастере кой. При запрессовке подшипников качения часто необходим нагрев их в масляной ванне до 80 — 100 С.
При запрессовке подшипников качения часто необходим нагрев их в масляной ванне до 80 — 100 С. Если элемент устанавливается на трубу, то греется подшипник, если вовнутрь – то гнездо. После нагрева элементы промываются в специальных растворах, обычно это бензин, 6-8% масляный раствор или водный антикоррозионный препарат, состоящий из следующих компонентов:
Если элемент устанавливается на трубу, то греется подшипник, если вовнутрь – то гнездо. После нагрева элементы промываются в специальных растворах, обычно это бензин, 6-8% масляный раствор или водный антикоррозионный препарат, состоящий из следующих компонентов: При этом, размер стакана должен немного превышать посадочный диаметр. Оправку можно сделать самостоятельно из старых деталей, обточив их в нужных местах, но предпочтительней купить готовый набор. Попытки установки втулки ручным способом с помощью молотка нередко заканчиваются заклиниванием рабочих колец. Лучшим инструментом для выполнения работы служит промышленный пресс, создающий равномерную линейную нагрузку
При этом, размер стакана должен немного превышать посадочный диаметр. Оправку можно сделать самостоятельно из старых деталей, обточив их в нужных местах, но предпочтительней купить готовый набор. Попытки установки втулки ручным способом с помощью молотка нередко заканчиваются заклиниванием рабочих колец. Лучшим инструментом для выполнения работы служит промышленный пресс, создающий равномерную линейную нагрузку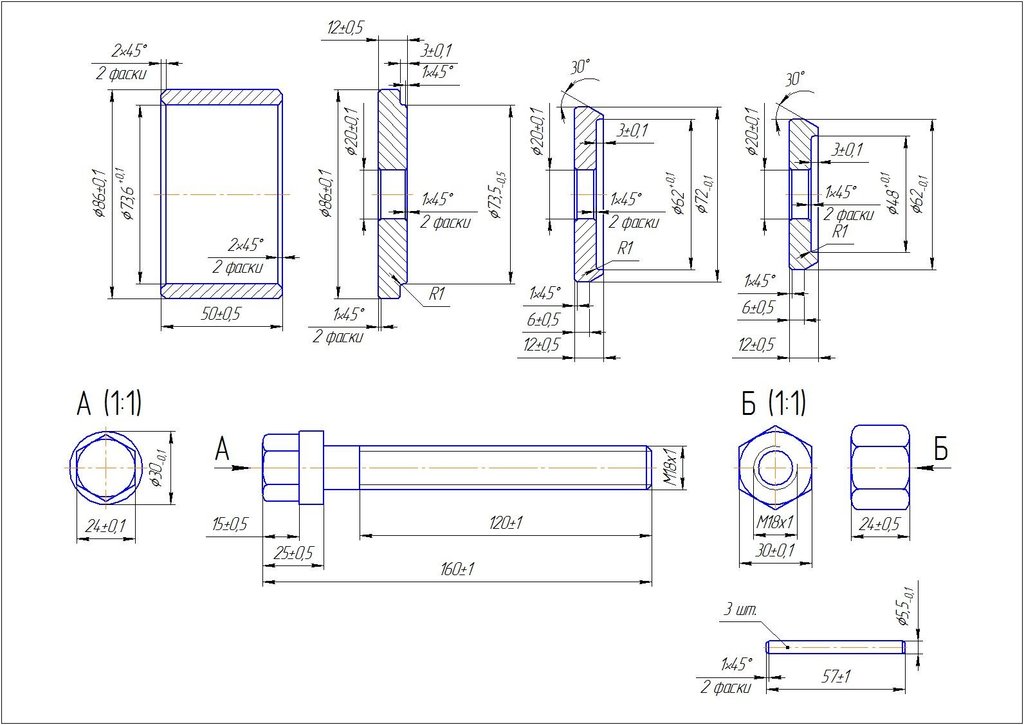 Ее рост провоцирует чрезмерный натяг, дефицит смазки, небольшой зазор, слишком большой износ поверхностей, перекос колец.
Ее рост провоцирует чрезмерный натяг, дефицит смазки, небольшой зазор, слишком большой износ поверхностей, перекос колец. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревомПо-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревомПо-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
 После запрессовки подшипников диск статически балансируется, торцевое биение допускается не более 0 3 мм. При нажатии конусного ролика на фрикцион ролик увлекает за собой диск-держатель подвижной щетки.
После запрессовки подшипников диск статически балансируется, торцевое биение допускается не более 0 3 мм. При нажатии конусного ролика на фрикцион ролик увлекает за собой диск-держатель подвижной щетки. При запрессовке подшипника в корпус последний предварительно подогревают струей горячего воздуха или погружают ( малогабаритный корпус) в горячее масло. Возможно также охлаждение подшипника до температуры — 75 С в термостате с сухим льдом.
При запрессовке подшипника в корпус последний предварительно подогревают струей горячего воздуха или погружают ( малогабаритный корпус) в горячее масло. Возможно также охлаждение подшипника до температуры — 75 С в термостате с сухим льдом. А, Б, В, Г — лепестки мерного щупа.
А, Б, В, Г — лепестки мерного щупа. После расточки картера на специальном приспособ лении проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
После расточки картера на специальном приспособ лении проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.

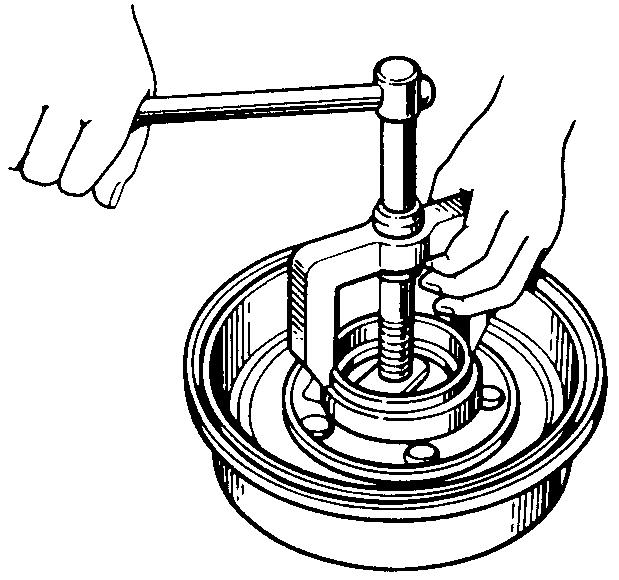
 Навертывая гайку на винт цанги, производят вы-прессовку подшипника.
Навертывая гайку на винт цанги, производят вы-прессовку подшипника.
 Однако при таком способе невозможно демонтировать подшипники в тех случаях, когда нет свободного доступа к напрессованному кольцу.
Однако при таком способе невозможно демонтировать подшипники в тех случаях, когда нет свободного доступа к напрессованному кольцу. Ты сможешь
Ты сможешь Затем установите
Затем установите Раздастся «хлопок», когда подшипник начнет двигаться наружу от шпинделя.
Раздастся «хлопок», когда подшипник начнет двигаться наружу от шпинделя. Использование пары
Использование пары


 Наборы инструментов для выполнения этого типа работ доступны на большинстве грузовиков с инструментами и в Интернете. Они могут сэкономить время, не снимая поворотный кулак с автомобиля. Это может сэкономить выравнивание или поездку в прессу. В большинстве инструкций пользователям предлагается отсоединить поворотный кулак от шарового шарнира. В большинстве случаев это позволяет поворотному кулаку достаточно повернуться, чтобы снять ось CV. Однако для некоторых автомобилей есть более простой способ отсоединить поворотный кулак. На этом автомобиле снимите болт, удерживающий переднюю часть рычага управления, чтобы обеспечить достаточный зазор для свободного вытягивания оси (Фото 3). Это может исключить повреждение чехла шарового шарнира.
Наборы инструментов для выполнения этого типа работ доступны на большинстве грузовиков с инструментами и в Интернете. Они могут сэкономить время, не снимая поворотный кулак с автомобиля. Это может сэкономить выравнивание или поездку в прессу. В большинстве инструкций пользователям предлагается отсоединить поворотный кулак от шарового шарнира. В большинстве случаев это позволяет поворотному кулаку достаточно повернуться, чтобы снять ось CV. Однако для некоторых автомобилей есть более простой способ отсоединить поворотный кулак. На этом автомобиле снимите болт, удерживающий переднюю часть рычага управления, чтобы обеспечить достаточный зазор для свободного вытягивания оси (Фото 3). Это может исключить повреждение чехла шарового шарнира. Не используйте легкую смазку.
Не используйте легкую смазку.

