

Содержание
Ремонт зубьев шестерни — Аргонодуговая сварка — TIG
#1
PetrM
Отправлено 05 May 2019 17:41
Приветствую всех!
Интересует информация по ремонту зубьев шестерни с правильной технологией: отпуск, наплавка ТИГом, фрезеровка и закалка с отпуском. Кто-нибудь исполнял подобное и опыт- «сын ошибок», тоже интересен? Материал наплавки? Хочется поменьше шишек набить!
- Наверх
- Вставить ник
#2
Фунтик
Отправлено 05 May 2019 18:47
Кто-нибудь исполнял подобное и опыт- «сын ошибок», тоже интересен?
. .. был личный опыт и тема тут была , вывод — делать\заказывать новую. П.С. наплавка одно , восстановить геометрию\форму\модуль зуба -другое .
.. был личный опыт и тема тут была , вывод — делать\заказывать новую. П.С. наплавка одно , восстановить геометрию\форму\модуль зуба -другое .
- Наверх
- Вставить ник
#3
mehanik1102
Отправлено 05 May 2019 19:36
зубьев шестерни с правильной технологией:
Режете заготовку из болванки. Сталь 40Х.
Нормализуете.
Обрабатываете заготовку на токарном станке согласно чертежу.
Режете зубья. На том, что доступно.
Производите закалку. В масло.
Отпускаете.
Обрабатываете начисто посадочные поверхности.
При необходимости доводите зубья.
Всё!
- Наверх
- Вставить ник
#4
Точмаш 23
Отправлено 05 May 2019 19:56
Режете зубья.
На том, что доступно.
 На том, что доступно.
На том, что доступно.Интересно,например?
- Наверх
- Вставить ник
#5
mehanik1102
Отправлено 05 May 2019 20:06
например?
Через дорогу от нас стоял зубострогальный станок. Он и сейчас стоит, но производство умерло.
Зубофрезерный станок. Стоял у нас не заводе. Оказался не нужен, сдали на лом. Кто то заработал.
Универсальный фрезерный станок — режем прямозубые шестерни. Косозубую пару недавно резали на стороне.
- Наверх
- Вставить ник
#6
Точмаш 23
Отправлено 05 May 2019 20:18
Я вижу работу этих станков каждый день,но это серийное производство,а вот единичный заказ -с трудом представляю его выполнение,его стоимость,тем более,если это шестерни с косозубыми или криволинейными зубьями.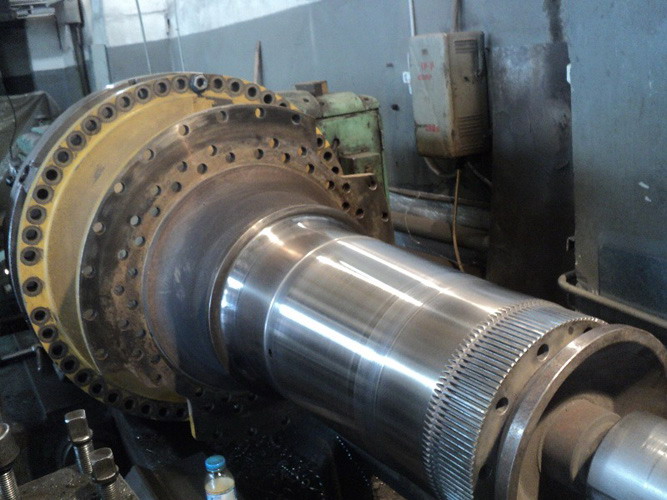 Ты же прекрасно знаешь,что такое модуль зубчатого колеса и насколько это сложная работа.
Ты же прекрасно знаешь,что такое модуль зубчатого колеса и насколько это сложная работа.
- Наверх
- Вставить ник
#7
mehanik1102
Отправлено 05 May 2019 20:29
с трудом представляю его выполнение,
В марте делали косозубую пару для компрессора. Всё, кроме нарезания зубьев, было сделано у себя на участке. Зубы резали на стороне. Особых проблем не было. В нашей тьмутаракани всё как то иначе, нежели в Вашей. Доводили зубья в токарном станке, обкатывая шестерни с абразивом — одну в шпиндель, вторую на оправку в резцедержатель.
С прямозубыми проще — модульная фреза, делительная головка и фрезеровщик предпенсионного возраста..jpg?1429168978113)
Под термообработку — муфельная печь.
- Наверх
- Вставить ник
#8
PetrM
Отправлено 05 May 2019 20:32
Шестерни делаем прямые, косозубые и конические с прямым зубом. Хотел побыстрее (отнять работу у компаньёна) зуб наплавить и сделать мех обработку с термообработкой. Может у Кастолина есть что из припоя для наплавки под последующую закалку и нормализацию? Опять же есть ли прецеденты?
- Наверх
- Вставить ник
#9
mehanik1102
Отправлено 05 May 2019 20:32
но это серийное производство
У нас серийно производилась химия. А вокруг — ремонтное производство, которое изначально единичное.
А вокруг — ремонтное производство, которое изначально единичное.
- Наверх
- Вставить ник
#10
Точмаш 23
Отправлено 05 May 2019 20:34
Приветствую всех!
Интересует информация по ремонту зубьев шестерни с правильной технологией: отпуск, наплавка ТИГом, фрезеровка и закалка с отпуском. Кто-нибудь исполнял подобное и опыт- «сын ошибок», тоже интересен? Материал наплавки? Хочется поменьше шишек набить!
По-видимому,надо еще раз вернуться к теме наплавки зубьев шестерен.Это была необходимость:японский трактор 1992 г.выпуска. Достать шестерни было нереально.Звонили во Владивосток-нет ничего,только в Японии искать.Обратились на Ростовский вертолетный — 50-70т.
Уговорили попробовать.Долго возился с ней.Внешне все идеально.Проработала шестерня два дня,потом благополучно накрылась,что было предсказуемо.Почему это происходит -подумайте,если что -то не поймете,я вам объясню.
Прикрепленные изображения
- Наверх
- Вставить ник
#11
mehanik1102
Отправлено 05 May 2019 20:41
Хотел побыстрее (
Спешка нужна в 3х случаях.
под последующую закалку и нормализацию?
Закалку и отпуск? Не выйдет. После термички обычно деформирует. А припуска то уже нет, чтоб обработать.
После термички обычно деформирует. А припуска то уже нет, чтоб обработать.
А так — присадку брать аналогичную по хим.составу металлу шестерни, варить в горячем состоянии. После сварки — отпуск в печи для снятия напряжений.
японский трактор
Точмаш 23, шестерни разные бывают. В тяжело нагруженной трансмиссии — это одно, в гитаре токарного станка — совершенно иное. Недавно местные механики притащили рейку с токарного станка с выломанными зубами. Наплавили ПА, заточил я резец на поперечно-строгальный станок и прострогал зубы эти — работает.
- Наверх
- Вставить ник
#12
PetrM
Отправлено 05 May 2019 20:53
Хочется побыстрее отремонтировать низкооборотистое из тракторной техники, шлицы на валах.
- Наверх
- Вставить ник
#13
Schlosser
Отправлено 05 May 2019 20:56
Соглашусь с Механиком,что если сварка ремонтной шестерни,то после ТО ее присоединительные размеры нужно мех .обрабатывать,следовательно они уйдут в плюс.А так вполне варится,но наверное перед сваркой в некоторых случаях нужен отпуск.Шлицевые валы часто- густо варим без ТО,в принципе ходит.
Сообщение отредактировал Schlosser: 05 May 2019 20:57
Не мы такие,жизнь такая…
- Наверх
- Вставить ник
#14
Точмаш 23
Отправлено 05 May 2019 21:07
PetrM,
Со шлицами проще. Коленвал Бычок.
Коленвал Бычок.
Прикрепленные изображения
- Наверх
- Вставить ник
#15
mehanik1102
Отправлено 05 May 2019 21:13
шлицы
PetrM, Шлицы — это совсем не шестерни.
- Наверх
- Вставить ник
#16
Фунтик
Отправлено 05 May 2019 21:15
в принципе ходит.

малые шестерни восстанавливал , но уже не помню (семечки -парк станков позволял ) , а вот шестерня коническая под 2 метра в диаметре — все в ручную , подогрев , наплавка , отпуск , закалка ( водо\воздушная ) , три месяца круглосуточной работы до прихода новой .
- Наверх
- Вставить ник
#17
Schlosser
Отправлено 05 May 2019 21:22
Фунтик, Наблюдал в прошлом вроде году,делали шестерни на какой-то механизм,среднего такого размера,метра 3-4 в диаметре,сами зубья из сегментов,которые крепятся на скажем так саму ступицу.Сегменты литые,стороннего изготовления,ну и конечно же,что у нас отлить могут нормально в стране,короче только черновой проход- трещины. В общем варили,точили,термообрабатывали мужики эту гадость,но таки забороли)
В общем варили,точили,термообрабатывали мужики эту гадость,но таки забороли)
Не мы такие,жизнь такая…
- Наверх
- Вставить ник
#18
Grim Reaper
Отправлено 05 May 2019 21:33
По-видимому,надо еще раз вернуться к теме наплавки зубьев шестерен.Это была необходимость:японский трактор 1992 г.выпуска. Достать шестерни было нереально.Звонили во Владивосток-нет ничего,только в Японии искать.Обратились на Ростовский вертолетный — 50-70т.
Уговорили попробовать.Долго возился с ней.Внешне все идеально.Проработала шестерня два дня,потом благополучно накрылась,что было предсказуемо.Почему это происходит -подумайте,если что -то не поймете,я вам объясню.

Во Владике есть достаточно крупная разборка у Котамоты. В Японии не нужно искать. Покупаешь сервис мануал на свой трактор и запрашиваешь наличие и стоимость по коду в магазинах где говорят по английски. Я знаю 2 таких. Детали можно купить не только в Японии, но и в других странах. В поиске сильно могут помочь на Фермере.
Восстановление и изготовление новых шестерней — дело очень интересное и прибыльное, но не простое. Сам бы хотел освоить или найти вменяемого субподрядчика. Обычно у японцев шестерни не простые как по марке, так и по химико-термической обработке.
- Наверх
- Вставить ник
#19
Точмаш 23
Отправлено 05 May 2019 21:35
Grim Reaper,
Меня этот вопрос мало интересует…пересказываю слова владельца.
А что касается термообработки,то да — непростые.
- Наверх
- Вставить ник
#20
mehanik1102
Отправлено 05 May 2019 21:39
Сам бы хотел освоить или найти вменяемого субподрядчика.
В совейское время в наших палестинах шестерни для трансмиссии автомобиля или трактора можно было изшотовить только на заводе малышева, что в Харькове танки производил. были лазейки на опытное их производство. В настоящее время того уже нет. Grim Reaper, Ищите подобный завод с опытным цехом в составе. Самому освоить малореально.
- Наверх
- Вставить ник
Восстановление зубьев шестерни
Подробно: ремонт зубьев шестерни электромясорубки своими руками от настоящего мастера для сайта olenord. Всё чаще и чаще слышишь на торговом рынке и даже в крупных мега техноцентрах вопросы покупателей у продавцов о гарантированном уровне надёжности и о качестве приобретаемого товара. Одни очень хотят продать товар. Другие желают приобрести его, а вот третья сторона производит то, что кто-то всё-равно купит. Очередное негодование хозяйки вызвала недавно купленная электромясорубка.
Всё чаще и чаще слышишь на торговом рынке и даже в крупных мега техноцентрах вопросы покупателей у продавцов о гарантированном уровне надёжности и о качестве приобретаемого товара. Одни очень хотят продать товар. Другие желают приобрести его, а вот третья сторона производит то, что кто-то всё-равно купит. Очередное негодование хозяйки вызвала недавно купленная электромясорубка.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Способ восстановления зубьев шестерен
- Как восстановить пластмассовую шестеренку
- Восстановление зуба шестерни.
- Ремонт зубьев зубчатых колес сваркой
- Восстановление зубьев косозубой шестерни
- Ремонт деталей зубчатых и цепных передач
- Реставрация шестёрен
- Способ восстановления изношенной зубчатой части крупногабаритной шестерни
- Энциклопедия по машиностроению XXL
- Ремонт шестерен и зубчатых колес

ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Восстановление шестерни
Способ восстановления зубьев шестерен
Забыли пароль? Форум Региональные форумы Сибирский федеральный округ Новосибирск Восстановить зуб на шестерне возможно ли? Страница 1 из 3 1 2 3 Последняя К странице: Показано с 1 по 20 из Опции темы Подписаться на эту тему….
Восстановить зуб на шестерне возможно ли? Есть вот такой коленвал от гидроцикла, на нем есть шестерня куда одевается цепь ГРМ один зуб сломало, возможно ли его восстановить? Карп сделает, через зад, правда. Делай добро и бросай его в воду. Сообщение от Blackwill. Карл Бенц. Сообщение от Карл Бенц.
По фото не ясно, снимается ли эта шестерня с вала или нет. Если да, то снимай с вала и заказывай новую. Сообщение от Гоблин. Если она снимается с вала, то наваривать зуб — просто идиотизм. Дешевле нарезать новую. Павел Сообщение от Павел Сообщение от John Не удивлюсь, если можно переделать шестерню коленвала с ниссана.
Последний раз редактировалось hns; Сообщение от q2. Страница 1 из 3 1 2 3 Последняя К странице:. Редуктор ГАЗель. Передняя подвеска ГАЗ …. Двигатель ZAZ шанс 1. Пятничная подборка видео: пенсионер…. Toyota Mirai больше не переднеприводный….
Безумное ДТП в Кемеровской области…. УАЗ Патриот год Sochinec Toyota Corolla год Sergei. Skoda Rapid год saddler. Путешествие по Балканам на мотоциклах…. Татьяна Елисеева: на Формуле…. Похожие темы Обломан зуб на шестерне коленвала от Егор в разделе Общие вопросы.
Путешествие по Балканам на мотоциклах…. Татьяна Елисеева: на Формуле…. Похожие темы Обломан зуб на шестерне коленвала от Егор в разделе Общие вопросы.
Ответов: 22 Последнее сообщение: Ответов: 58 Последнее сообщение: Ответов: 3 Последнее сообщение: Ответов: 8 Последнее сообщение: Ответов: 2 Последнее сообщение: Текущее время: C Автомобили на Drom.
Как восстановить пластмассовую шестеренку
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: danill , 25 апреля в Ремонт и восстановление станков общие вопросы. У шестерни выломана часть зуба, шестерня сложная, изготовить новую затратно.
Износ отверстий определяют пробками, Износ зубьев шестерен измеряют При восстановлении изношенных зубьев наплавкой у зубчатых колес.
Восстановление зуба шестерни.
Забыли пароль? Форум Региональные форумы Сибирский федеральный округ Новосибирск Восстановить зуб на шестерне возможно ли? Страница 1 из 3 1 2 3 Последняя К странице: Показано с 1 по 20 из Опции темы Подписаться на эту тему…. Восстановить зуб на шестерне возможно ли? Есть вот такой коленвал от гидроцикла, на нем есть шестерня куда одевается цепь ГРМ один зуб сломало, возможно ли его восстановить? Карп сделает, через зад, правда. Делай добро и бросай его в воду.
Восстановить зуб на шестерне возможно ли? Есть вот такой коленвал от гидроцикла, на нем есть шестерня куда одевается цепь ГРМ один зуб сломало, возможно ли его восстановить? Карп сделает, через зад, правда. Делай добро и бросай его в воду.
Ремонт зубьев зубчатых колес сваркой
Восстановление зубьев сваркой наплавкой является одним из наиболее применимых для крупномодульных зубчатых колес. При этом способе изношенную часть зуба или зубьев наплавляют металлом, например сормайтом рис. Частично или полностью сломанные зубья восстанавливают путем наплавки ремонтируемого участка с помощью опоки рис. Нагретый песок в опоке способствует медленному остыванию наплавленного участка.
Зубчатые колеса изготавливают из дефицитных легированных сталей.
Восстановление зубьев косозубой шестерни
Вернуться назад 80 1 2 3 4 5. Установите галочку:. Комментарии Да, не самый мощный и очень бюджетный 3D-шник, тем не менее при увеличении стола до 17 х 17 см я печатаю изделия размером 15 х 15 х 14 см. Этих размеров достаточно для печати большинства утилитарных вещей.
Этих размеров достаточно для печати большинства утилитарных вещей.
Ремонт деталей зубчатых и цепных передач
Способ включает придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей. Для повышения качества восстановленной шестерни изношенные поверхности выступов зубьев подвергают механическому срезающему воздействию, в результате которого образуют поверхности выступов зубьев, геометрические параметры которых отвечают первоначальным, потом подвергают механическому срезающему воздействию поверхности профиля рабочей и, при наличии износа, нерабочей частей зубьев. При этом срезающим воздействием на тело шестерни формируют в нем поверхности впадин зубьев с условием сохранения первоначальной высоты последних путем перемещения поверхности впадин зубьев в тело шестерни на глубину, которая соответствует высоте удаленной изношенной верхней части зубьев при формировании поверхности их выступов, после полного восстановления параметров профилей выступов и впадин зубьев и поверхности профилей их рабочей и нерабочей частей выполняют их обработку до заданной чистоты поверхности. Изношенная верхняя часть зубьев может быть удалена на высоту мм относительно уровня поверхности выступов зубьев. Изобретение относится к горно-металлургической промышленности и может быть использовано для ремонта крупногабаритных приводных шестерен мельниц, предназначенных для измельчения рудной массы, которая характеризуется высокой прочностью и значительной плотностью.
Изношенная верхняя часть зубьев может быть удалена на высоту мм относительно уровня поверхности выступов зубьев. Изобретение относится к горно-металлургической промышленности и может быть использовано для ремонта крупногабаритных приводных шестерен мельниц, предназначенных для измельчения рудной массы, которая характеризуется высокой прочностью и значительной плотностью.
Строительная техника — Восстановление изношенных зубчатых колес. Рис. 1. Схемы восстановления торцов зубьев шестерен наплавкой.
Реставрация шестёрен
Забыли пароль? Изменен п. Расшифровка и пояснения — тут.
Способ восстановления изношенной зубчатой части крупногабаритной шестерни
ВИДЕО ПО ТЕМЕ: Восстановление зубьев маховика
Ремонт шестерен, зубчатых колес, венцов. Замена зубчатого венца, втулки, кольца. Принимаем заказы на восстановление венцов зубчатых колес, шестерен из Украины. Ремонт деталей выполняем способом срезания изношенного зубчатого венца, напрессовки нового бандажа с последующей нарезкой зубьев или напрессовки втулки и нарезания на ней внутренних зубьев или шлицев.
Ремонт деталей выполняем способом срезания изношенного зубчатого венца, напрессовки нового бандажа с последующей нарезкой зубьев или напрессовки втулки и нарезания на ней внутренних зубьев или шлицев.
Авторы: Даллакян , Поединок , Шадырь.
Энциклопедия по машиностроению XXL
Восстановление деталей наплавкой и сваркой — это технологический процесс устранения путем сварки и наплавки недопустимых дефектов образовавшихся в процессе эксплуатации оборудования. Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам. Решение о возможности и целесообразности выполнения ремонтных работ с помощью сварки и наплавки принимается с учетом всех требований, указанных в документации на проектирование, изготовление и эксплуатации ремонтируемой конструкции. Выполнение ремонта ответственных металлоконструкций необходимо выполнять по специально разработанной проектно-технологической документации с учетом фактического состояния металла конструкции узла, детали , причин повреждения и отсутствия нагрузок на ремонтируемом изделии при выполнении ремонтных работ. Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:. Применительно к продукции, предлагаемой нашей компанией, а именно покрытые электроды и сварочная проволока, остановимся на двух способах электродуговой сварки — ручной дуговой сварки плавящимся покрытым электродом и механизированной электродуговой сварки плавящимся электродом в среде защитных газов.
Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:. Применительно к продукции, предлагаемой нашей компанией, а именно покрытые электроды и сварочная проволока, остановимся на двух способах электродуговой сварки — ручной дуговой сварки плавящимся покрытым электродом и механизированной электродуговой сварки плавящимся электродом в среде защитных газов.
Ремонт шестерен и зубчатых колес
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового.
Как улучшить срок службы и производительность ваших шестерен с помощью обработки поверхности?
Сравнение азотирования/нитроцементации и цементации
Азотирование и нитроцементация обладают многими преимуществами, которые делают их лучшим выбором для производства высококачественных зубчатых передач. Некоторые производители могут предпочесть науглероживание в качестве метода поверхностного упрочнения, особенно для крупносерийного производства, но азотирование и нитроцементация часто могут создавать более прочные и экономичные зубчатые колеса.
Для каждого применения или зубчатого колеса требуется специальная термическая или термохимическая обработка поверхности для увеличения твердости поверхности, снижения износа и повышения сопротивления усталости. Решение о том, какой процесс выбрать, включает анализ каждого приложения, а также тип точечной нагрузки и конструкцию зубчатого колеса.
Итак, давайте рассмотрим основные различия между газовым азотированием и науглероживанием, поскольку оба они обычно используются для создания дорогостоящих компонентов.
Твердость поверхности и сердцевины
Даже если азотирование и науглероживание являются термохимическими обработками, каждая из них основана на очень разных механизмах.
При азотировании диффузия азота упрочняет поверхность; он химически изменяет поверхность, но не влияет на твердость сердцевины.
Поверхность большинства азотированных сталей «будет намного тверже, и эта твердость будет проникать вглубь детали на определенное число тысячных долей дюйма», — объясняет Джек Калуки, консультант по технологиям в Nitrex.
Что касается науглероживания, то оно использует диффузию углерода для изменения твердости сердцевины и поверхности, а количество углерода и глубина диффузии будут определять случай. Науглероженные стали обычно имеют меньшую поверхностную твердость, но более глубокий слой. Сердцевина может быть более твердой или более мягкой в зависимости от типа обработки, сплава и температуры отпуска.
Температура и последовательность действий
Другое большое различие между азотированием и науглероживанием заключается в температуре и последовательности обработки, необходимой для обработки зубчатых колес.
Науглероживание происходит при температурах уровня превращения выше 800 o C (1500 o F), тогда как температуры азотирования обычно находятся в диапазоне от 400 до 600 o C (750-1100 o F).
Кроме того, науглероживание всегда включает последующую закалку и отпуск, поскольку оно выполняется выше температуры превращения.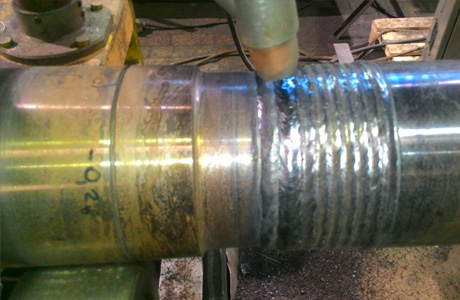 Углерод рассеивается для упрочнения корпусов, компоненты закаляются, отпускаются и проверяются на рост и деформацию, а окончательная обработка формирует размеры.
Углерод рассеивается для упрочнения корпусов, компоненты закаляются, отпускаются и проверяются на рост и деформацию, а окончательная обработка формирует размеры.
Закалка маслом использует масло для очень быстрого и равномерного охлаждения компонентов. При газовой закалке газы действуют не так идеально, поэтому для имитации жидкости используется очень высокое давление. Однако получить равномерные потоки газов вокруг деталей очень сложно, особенно при более плотных нагрузках. Чтобы попытаться решить эти проблемы, производители прибегают к таким методам, как однокомпонентная или однослойная закалка газом.
Азотирование не требует закалки. Материалы зубчатых передач выбираются в зависимости от крутящего момента, нагрузки и скорости. Процесс включает в себя закалку и отпуск стали, черновую обработку, снятие напряжений, окончательную обработку и азотирование.
Качество стали
Большинство качественных зубчатых колес изготавливаются из износостойких легированных сталей, специально предназначенных для азотирования, известных как нитроллои, поскольку легирующие элементы (хром, ванадий, молибден и т. д.) в сочетании с азотом повышают твердость и ударную вязкость.
д.) в сочетании с азотом повышают твердость и ударную вязкость.
Нитраль-сплавы европейского класса предлагают гораздо более высокое содержание хрома для более твердой поверхности и глубины корпуса. Для североамериканских зубчатых колес обычно используются низколегированные стали, такие как 4140 и 4340. Инструментальные стали, такие как h23, также используются для коробок передач и других применений. Некоторые нержавеющие стали, такие как дисперсионно-твердеющая 17-4 PH, также используются в производстве зубчатых передач в аэрокосмической отрасли, но в гораздо меньших масштабах.
Что касается углерода, то он не сочетается с легирующими элементами для повышения твердости. Фактически, науглероживание может уменьшить диапазон твердости и потребовать окончательной обработки для улучшения качества компонента.
Поскольку зубчатые колеса часто изготавливаются из закаленных и отпущенных материалов, количество углерода определяет возможную твердость сердцевины. Чрезвычайно низкоуглеродистые стали с содержанием углерода менее 0,3% довольно распространены. Наилучшие науглероживающие стали обычно бывают легированными или высоколегированными, но также часто используется целое семейство других углеродистых сталей.
Наилучшие науглероживающие стали обычно бывают легированными или высоколегированными, но также часто используется целое семейство других углеродистых сталей.
Износостойкость и коррозионная стойкость
Газ азотирование формы белый слой Повышают прочность, удержание смазки, износостойкость при скольжении и коррозионную стойкость. Это предотвращает микросваривание и делает шестерни более тихими.
Что касается науглероживания, то оно не улучшает сопротивление износу при скольжении из-за плохой трибологии (т. е. того, как смазка и трение влияют на износ взаимодействующих движущихся поверхностей), а также не улучшает коррозионную стойкость. Однако, поскольку большинство шестерен смазываются маслом, они не требуют высокой коррозионной стойкости.
Деформация
При термообработке деформация влияет на размеры готовой детали.
В результате науглероживания всегда можно ожидать некоторой деформации. За порогом критической температуры материал растет и деформируется. Закалка только усугубляет это явление. Лучшим способом борьбы с искажениями, вероятно, является закалка прессованием, но это довольно дорого. Крепление создается для того, чтобы окружать деталь, сохранять ее форму и предотвращать ее искажение.
За порогом критической температуры материал растет и деформируется. Закалка только усугубляет это явление. Лучшим способом борьбы с искажениями, вероятно, является закалка прессованием, но это довольно дорого. Крепление создается для того, чтобы окружать деталь, сохранять ее форму и предотвращать ее искажение.
При азотировании искажение незначительно. И если снятие стресса сделано правильно, может быть очень незначительный рост и никакого искажения. Температуры ниже, поэтому деформацию можно контролировать, снимая напряжения, возникающие при грубой обработке стали.
Напряжения при изгибе и точечной коррозии
Устойчивость к точечной коррозии, как правило, примерно одинакова для азотированных и науглероженных материалов. Однако сопротивление усталости при изгибе улучшается при азотировании из-за напряжения сжатия, создаваемого процессом. Науглероженные компоненты требуют дробеструйной обработки, процесса, используемого во многих областях автомобильной промышленности, для создания сжимающего напряжения на поверхности для получения более прочных деталей.
Несмотря на то, что науглероживание обычно приводит к более твердому сердечнику, напряжение сжатия чрезвычайно велико при азотировании и намного ниже при науглероживании. Это объясняет, почему азотированные компоненты естественным образом лучше противостоят изгибу.
Принимая во внимание сочетание сопротивления изгибающему напряжению и поверхностной твердости, специально разработанные высококачественные азотированные стали, такие как 9310, содержащие хром, никель и молибден, очень хорошо сравнимы даже с лучшими науглероженными сталями, но они демонстрируют несколько меньший контакт или точечную коррозию предел стресса.
В редких случаях применения, например, в сельском хозяйстве или в военной сфере, может выполняться двойной процесс, при котором компонент сначала науглероживается, а затем азотируется. Процесс азотирования дает более твердую поверхность, но также создает сжимающее напряжение, помогающее выдерживать более высокую усталость при изгибе. Азотирование можно проводить при температурах ниже 400 o C (750 o F), чтобы избежать отпуска науглероженного компонента.
Сравнение затрат
Исследования показали, что газовое азотирование является очень конкурентоспособным с точки зрения затрат, особенно при обработке больших объемов. Например, в статье 2010 года, опубликованной в журнале Gear Solutions , Bugliarello et al. подчеркнуто, что науглероживание обеспечивает наилучшие размерные свойства при закалке под прессом. Тем не менее, если все сделано правильно, в настоящее время азотирование имеет меньшую деформацию и стоит меньше, чем науглероживание с закалкой под прессом.
Автомобильная промышленность
Для транспортных средств с электрическим двигателем и двигателем внутреннего сгорания требуется обработка поверхности зубчатых колес.
Например, науглероживание под низким давлением используется для термообработки планетарных коробок передач линейки полностью электрических гоночных автомобилей Illini Formula Electric. Одноступенчатая трансмиссия использует составную коробку передач на каждом колесе.
Инженеры компании сказали, что планетарные передачи были выбраны потому, что они «распределяют нагрузку на большее количество зубьев, обеспечивая более высокую общую нагрузку и крутящий момент».
Выбор также в значительной степени основывался на увеличении объема снаряжения и снижении веса.
NITREG ® Технология
Когда речь идет о Gears, контролируемой Nitrex NITRERE ® NITROLIVE и . . Вот некоторые преимущества :
– Оптимальные и стабильные свойства зубчатых колес
– Улучшение трибологических свойств зубчатых колес
– Наилучшая альтернатива для устранения деформации зубчатых колес (снижение шума)
– Экономичность: устраняет/уменьшает несколько чистовых операций (промывка, проверка, финишная обработка и т. д.)
– Аналогичные предельные напряжения при изгибе и сопротивление контактной усталости для науглероживания
– Экологичность
Примечание. Использование азотированной стали необходимо для высоконагруженных применений, поскольку она может быть чувствительна к перегрузке.
Использование азотированной стали необходимо для высоконагруженных применений, поскольку она может быть чувствительна к перегрузке.
Эта статья основана на комментариях Джека Калуки, технического консультанта Nitrex, и Марка Хемсата, вице-президента по продажам, Heat Treating Services America, во время вебинара, состоявшегося в марте 2022 года.
Пропустили вебинар или хотите пересмотреть его?
Обзор восстановления шасси Phenom 100/300 |
Обзор осмотра и ремонта
Серия Phenom впервые появилась в отрасли в 2008 году, поэтому есть ряд Phenom, которые летают уже 12 лет, и их число продолжает расти. Каждый из этих самолетов через определенные промежутки времени должен проходить техническое обслуживание «восстановление шасси», которое восстанавливает шасси до нового состояния.
В 2007 году я был в Бразилии в составе руководящего комитета по планированию технического обслуживания. Наша команда смогла «проползти-под-сквозь» прототип Phenom 100, и инженеры спросили, приемлемо ли то, что они сделали, для нас, A&P, чтобы иметь возможность обслуживать самолет. Это многое говорило о философии команды дизайнеров.
Наша команда смогла «проползти-под-сквозь» прототип Phenom 100, и инженеры спросили, приемлемо ли то, что они сделали, для нас, A&P, чтобы иметь возможность обслуживать самолет. Это многое говорило о философии команды дизайнеров.
Компания Embraer накопила большой опыт работы с самолетами.
с годами. Из наблюдений, сделанных во время восстановительных мероприятий, Embraer
решили увеличить интервал с 5 лет до 7 лет и теперь 10-летний/12000
интервал событий посадки.
Итак, что влечет за собой это восстановление? Embraer заключила контракт с
поставщик должен работать вместе с сервисными центрами для совместного выполнения этого обслуживания
действие. Ожидается, что второй объект будет утвержден в ближайшее время (если это не
уже случилось).
Мероприятие по восстановлению шасси включает следующее:
- Полная разборка
- Очистка
- Полное удаление краски
- Все втулки сняты и заменены
- Неразрушающий контроль
- Проверка размеров
- Ремонт или замена деталей при необходимости
- Защита поверхности, например, хромирование/кадмирование
- Повторная сборка и испытания
График планирования мероприятия (без учета других действий)
отображается как событие 49+ дней с момента снятия шасси, восстановления,
переустановлен, испытан и самолет готов.
Обратите внимание, что я показываю это как событие продолжительностью 49+ дней. «+» для учета непредвиденных задержек
поскольку мы все имеем дело с COVID-19пандемия, вызывающая различные волнения
последствия во всем, а не только для нашей отрасли.
В ходе реставрации Embraer удалось уменьшить
«сверху и выше» стоит значительно.
Известные проблемы с носовым шасси
Было несколько случаев, когда переднее шасси не работало.
поддерживать давление азота после восстановительного мероприятия. Это заставило Embraer найти
и утвердить решение проблемы, а результатом является модификация
процесс восстановления, который включает в себя дополнительное повторное хромирование и детали
замена стойки передней стойки шасси, а также переделка части. Следовательно,
теперь проблема решена.
Инновационное решение для сервисных центров
Когда мы впервые посмотрели на график восстановления шасси,
Eagle Creek Aviation признала, что один или несколько самолетов оказались в ловушке на
домкратов, ни в одном месте в ангаре не было то что ни одного сервисного центра
хотели бы. Итак, мы разработали временный «подвижный» комплект шасси. Потом, когда
Итак, мы разработали временный «подвижный» комплект шасси. Потом, когда
Phenom 300 подошли к 10-летнему этапу реставрации, мы разработали
комплект более тяжелого подвижного снаряжения для учета большего веса самолета и
установка для них различной формы, что позволяет сохранить самолет
мобильность и освобождение домкратов самолета для использования другим самолетом.
Непревзойденный
Phenom Expertise
Мы
очень гордимся нашими давними отношениями со старшими
управленческий и ключевой вспомогательный персонал. Мы принимали непосредственное участие в разработке
первых Феномов более 13 лет назад, еще до их введения в
рынке США. Мы приобрели более 30 новых Phenom с завода
для наших клиентов и нас самих, включая самые первые Phenom 100 и Phenom
300. Мы также имели удовольствие работать с нашими клиентами на более чем 50
продажа и приобретение подержанных Phenom.
Мы
знаю эти самолеты внутри и снаружи и лидируют на рынке как на
обязательные пункты, включая ADS-B, капитальный ремонт шасси и большой 120-месячный
Осмотры Phenom, а также модернизация и ремонт системы.
