

Содержание
Установка роликового подшипника | Компания «Ф и Ф»
ГлавнаяСтатьиУстановка роликового подшипника
«ФиФ»
г. Санкт-Петербург, ул. Тюшина, д.4, пом.6
+7 (812) 320-90-34
Установка роликового подшипника
Главными факторами правильной установки роликовых подшипников является наличие необходимой технической компетенции и навыков у исполнителя, наличие инструмента и оснастки, а также соблюдение порядка и правил монтажа. В данной статье мы приведём основную техническую информацию необходимую для того чтобы осуществить правильный монтаж роликового подшипника и его регулировку, обеспечив его работу в течение нормативного срока.
Навигация по статье
Подготовка к монтажу
Правила установки роликовых подшипников
Регулировка роликовых подшипников
Подготовка к монтажу
Для обеспечения качественной установки необходимо:
- Отсутствие загрязнений на месте проведения работ.

- Наличие необходимого инструмента и приспособлений.
- Подготовка монтажных мест деталей т подшипников.
- Смазка.
- Контроль качества выполняемых работ.

Перед тем как будет выполнена установка роликового подшипника необходимо:
- Подготовить рабочее место, исключить вероятность запыления деталей при проведении работ.
- Произвести очистку и осмотр посадочных мест, устранить имеющиеся дефекты поверхностей (замятины, забоины, заусенцы и т. д.).
- Замерить посадочные места на соответствие требованиям полей допусков и шероховатости. Замеры посадочных мест вала производятся микрометром, в корпусе — нутромером.
- Проверить геометрию деталей, в частности валы на прямолинейность.
- Очистить каналы системы смазки от загрязнений.
- Предварительно осмотреть подшипник на наличие видимых дефектов, проверить соответствие номера и произвести замеры основных размеров.

- Расконсервировать и промыть подшипник, если это не запрещено производителем.
- Проверить легкость вращения, замерить радиальные и осевые зазоры.
- Нанести смазку в достаточном количестве, если смазочный материал не нанесён производителем.
Тип посадки, прессовая или скользящая, устанавливается в технической документации к устройству.
Правила установки роликовых подшипников
Для правильной установки подшипников рекомендуется применение гидравлических или ручных прессов, которые обеспечивают плавную и ровную установку при минимальном риске повреждения деталей. Установка роликового подшипника должна осуществляться путем передачи монтажного усилия только через напрессовываемое кольцо. При монтаже на вал напрессовка осуществляется через внутреннее кольцо подшипника, при монтаже в корпус — через наружное. В случае одновременного монтажа на корпус и на вал, напрессовка осуществляется на оба кольца. Нельзя передавать усилие через сепаратор и тела качения, как и прилагать усилия к сепаратору.![]()
Порядок установки роликового подшипника:
- Посадочные места необходимо покрыть тонким слоем пластичной смазки, например литолом.
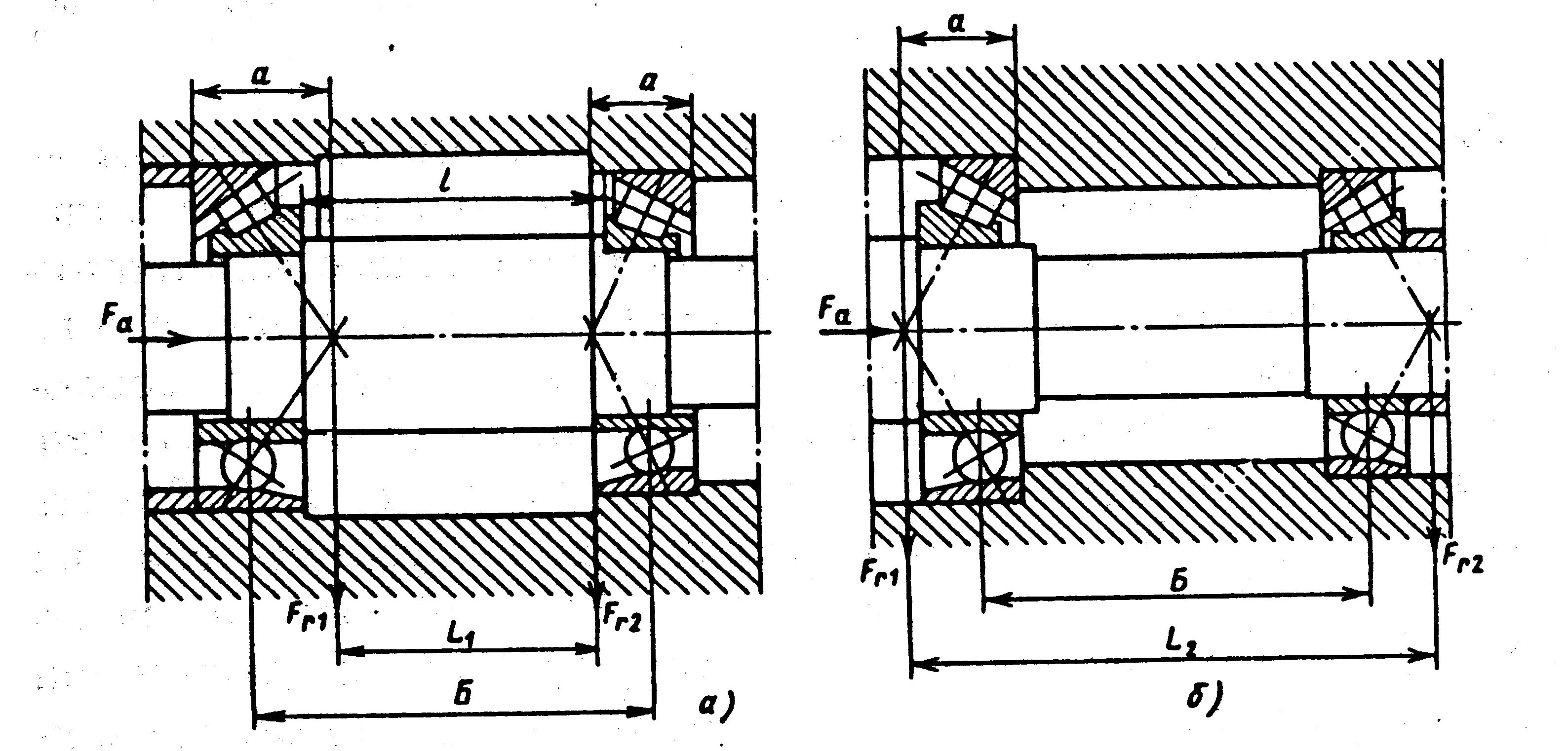
- Определить сторону установки. Если предстоит установка конического роликового подшипника, то наибольшая часть конуса ролика должна быть направлена в сторону упорного бурта или кольца. Таким образом, обеспечивается возможность съёма верхнего кольца. Если расположение сторон не играет роли с точки зрения конструкции, то с наружи должно быть заводское клеймо.
- Совместить монтажный стакан с упором с соответствующим кольцом или кольцами подшипника. Расположить строго по осям деталь, подшипник, наставку и рабочую часть пресса.
- Убедиться в примерном соответствии точек подачи смазки в корпусе и подшипнике.
- Приложить пробную нагрузку, проверить на плавность движения.
- Произвести сам монтаж подшипников с установкой его на требуемое место.
- При установке конических роликовых подшипников необходимо отдельно смонтировать каждую сборочную единицу.
 Внутренне кольцо с телами качения напрессовывается на вал, наружное кольцо отдельно устанавливается в корпус. После этого регулируется внутренний зазор.
Внутренне кольцо с телами качения напрессовывается на вал, наружное кольцо отдельно устанавливается в корпус. После этого регулируется внутренний зазор. - Устанавливается стопорное кольцо, распорная втулка, сальник, прокладка и пр. элементы необходимые для фиксации предусмотренные конструкцией.
- Завершить монтаж, закрыть подшипниковый узел.
В процессе установки необходимо тщательно следить за равномерностью, без перекосов и осевого перемещения напрессовываемого кольца. Наличие перекосов при монтаже может стать причиной появления задиров и снижения срока работы подшипника.
При установке крупногабаритных подшипников часто требуется предварительный нагрев подшипника. Достаточно, как правило, разницы температур в 60 — 80°С между подшипником и окружающей средой. При установке в корпус необходимо нагреть его посадочное место. Температура нагрева зависит от требуемого натяга и диаметра, но, в любом случае разница температур не должна быть более 120°С.![]() При нагреве также следует учесть ограничения сопряженных элементов, например уплотнений. Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
При нагреве также следует учесть ограничения сопряженных элементов, например уплотнений. Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
Регулировка роликовых подшипников
После установки роликового подшипника необходимо осуществить регулировку осевого зазора необходимого для правильной работы. Для этого можно использовать следующие способы:
- Изменить толщину прокладки между корпусом и крышкой прижимающей наружное кольцо.
- Путем перемещения наружного кольца подшипника установочным винтом.
- Путем перемещения наружного кольца регулировочной гайкой.
Чтобы проверить насколько качественно была произведена установка роликового подшипника необходимо:
- Проверить щупом в нескольких точках по окружности, насколько плотно подшипник прижат к бурту.
- Проверить легкость вращения от руки.
- У цилиндрических роликовых подшипников проверить относительное смещение наружных и внутренних колец в осевом направлении.

- Убедиться в правильности сборки уплотнителей.
- Убедиться в точном совпадении проточек в корпусе и наружном кольце подшипника предназначенных для подачи смазки.
- Проконтролировать температуру при работе подшипника. При работе в обычных условиях она не должна превышать температуру окружающей среды на 30°С.
Правильная установка подшипников требует квалификации персонала, точного измерительного инструмента и применения специальной оснастки. Обязательно следует учесть и конструктивные особенности изделий, точно следовать требованиям производителя.
Другие статьи
Предохранительные муфты
Предохранительные муфты входят в число наиболее ответственных узлов привода, обеспечивающих не только передачу крутящего момента, но и защиту оборудования от чрезмерных нагрузок и др. нештатных ситуаций. Компания «Ф и Ф», в качестве официального представителя в России, предлагает большой выбор муфт одного из ведущих мировых производителей – компании FLENDER.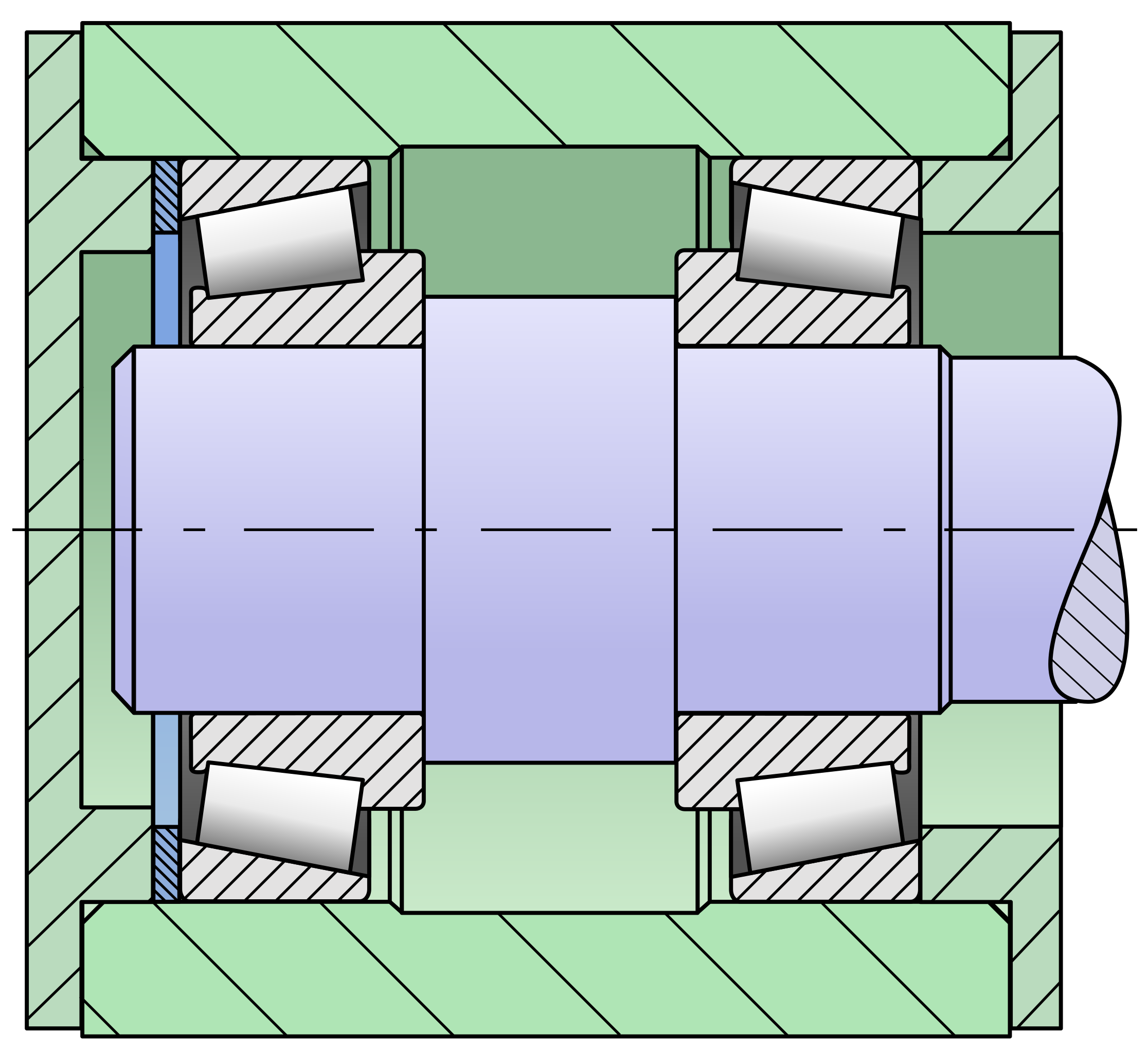
Привод для конвейера
В организации ритмичной работы технологической цепочки промышленных предприятий конвейер играет одну из главных, если не главную роль. При правильном проектировании и использовании надежного оборудования конвейер будет приносить огромную прибыль, при недочётах и непродуманном выборе производителя и поставщика – простои и материальные убытки.
Типы редукторов для химической промышленности
Разберемся, чем должны отличаться редукторы для химической промышленности и что следует учесть при выборе устройств.
Вернуться к списку статей
Для корректной работы сайта необходимо использование cookies. Продолжая использовать сайт, вы даёте своё согласие на работу с этими файлами.
Ок
Установка роликового подшипника
При выполнении такой ответственной задачи как монтаж подшипника роликового типа одним из важнейших факторов качественного выполнения работы является квалификация специалиста и наличие у него опыта такой работы. Кроме этого важно чтобы мастер имел необходимую для работы оснастку, при помощи которой устанавливать опору можно в соответствии с техническими требованиями производителя детали и механизма. В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока.
Кроме этого важно чтобы мастер имел необходимую для работы оснастку, при помощи которой устанавливать опору можно в соответствии с техническими требованиями производителя детали и механизма. В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока.
Подготовка к установке роликового подшипника
Любая установка роликовых подшипников на вал начинается с подготовки рабочего места и той части механизма, в которой будет осуществляться монтаж. Как сам вал оборудования, так и корпус узла должны быть тщательно очищены от любых загрязнений. При этом нужно также исключить и запыление рабочего места, которое может произойти в то время, когда будут устанавливать подшипник. После того как пыль, грязь, смазка и частицы металла будут удалены, важно обеспечить посадочным местам изделия должный вид. Для этого производят тщательный осмотр той части вала, в которой будет фиксироваться внутреннее кольцо, на предмет наличия заусенцев, вмятин, выбоин и других дефектов металла. Такими повреждениями нередко сопровождается неправильный демонтаж вышедшей из строя опоры.
Такими повреждениями нередко сопровождается неправильный демонтаж вышедшей из строя опоры.
Все проблемные места шлифуются до полного приведения к требуемому состоянию. Посадочные места замеряются для того, чтобы определить допуски и зазор. При этом наружный диаметр вала проверяют микрометром, а внутренний, в корпусе, нутромером. Особенно важна эта часть подготовительной работы в случае, когда предстоит установка роликового упорного подшипника, монтируемого внатяжку с большой точностью. Дополнительно проверяют и очищают смазочные каналы от загрязнений, а также производят расконсервацию подшипника. Как сферический, так и радиальный подшипник внимательно осматривают и проверяют, чтобы зазоры соответствовали нормам, а качение происходило без шума и помех.
Монтаж роликовых подшипников
В технической документации к оборудованию обычно указано, в какой посадке нуждается опора: прессовой или скользящей. Не стоит забывать, что во многих случаях важно учитывать и направление вращения вала, а также вектор осевой нагрузки. Установка роликового конического подшипника производится таким образом, чтобы большая часть его конуса была ориентирована в направлении упорного элемента. Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
Установка роликового конического подшипника производится таким образом, чтобы большая часть его конуса была ориентирована в направлении упорного элемента. Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
При установке детали используют ручные и гидравлические прессы, гарантирующие не только плавную, но и равномерную по всей окружности внутреннего кольца посадку детали. Усилие необходимо прикладывать исключительно через напрессовываемое кольцо, но ни в коем случае не через свободное или сепаратор. При одновременном монтаже на вал и в корпус, существует важная особенность. В этом случае монтажное усилие прикладывается одновременно к двум кольцам. Важно помнить, что подшипник конический роликовый установка которого выполнялась с нарушениями, может не только выйти из строя сам, но и нанести серьезные повреждения валу и корпусу механизма.
Последовательность операций при монтаже роликовых опор такая:
• Все посадочные места покрывают тонким слоем смазочного материала;
• Определяется проектная ориентация детали в соответствии с чертежом или схемой;
• Монтажный стакан пресса, оборудованный упором, совмещают с кольцом изделия;
• Если необходимо, производят выставление опоры по осям и совмещение канавок подачи смазки;
• Прикладывают пробное усилие на подшипник;
• Выполняют посадку изделия в проектное положение, стараясь обеспечить максимальную плавность движения.
Если выполняется установка подшипников конического типа, то монтируют каждый элемент опоры отдельно. Внутренняя часть с роликами напрессовывается на вал, после чего на свое место в корпус ставят наружное кольцо. После завершения работы нужно убедиться, что каждый ролик свободно перемещается, а зазор соответствует заявленному производителем значению.
Монтаж подшипников большого размера имеет ряд важных особенностей. Чтобы облегчить работу, деталь нагревают так, чтобы ее температура превышала температуру среды на 60-80 градусов. Установка кольца в корпус механизма требует нагревания посадочного места. Важно следить за тем, чтобы разница между температур не оказалась выше 120 градусов. Для точного разогрева металла рекомендуют применять специальные индукционные устройства или масляные ванны.
Регулировка роликовых подшипников после установки
После того как опора займет свое проектное положение, выполняется проверка правильности монтажа и регулировка детали. Особого внимания требует осевой зазор, для изменения которого используются разные приемы.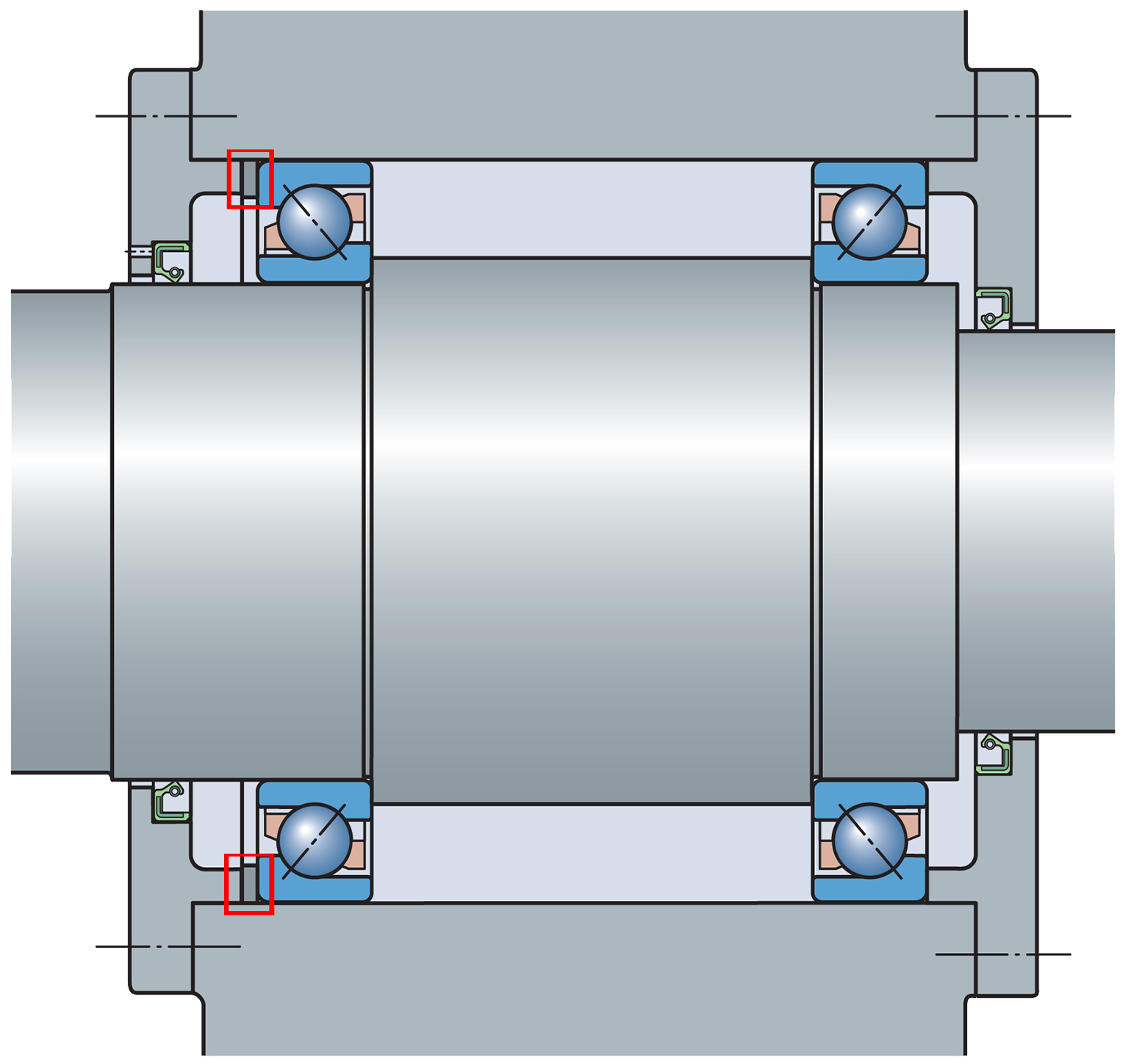 Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора.
Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора.
Рис.1 Регулировка роликовых подшипников
Для проверки качества установки используют несколько разных способов. В первую очередь вращают деталь рукой, чтобы убедиться в плавности и бесшумности хода узла вращения. После этого визуально осматривают уплотнения на предмет их правильной и качественной установки. Если присутствует система подачи пластичной смазки, то обязательно нужно убедиться в том, что проточки в корпусе механизма и кольцах подшипника полностью совпадают. Цилиндрический роликовый подшипник, также как и шариковый, проверяют на смещение колец в осевом направлении относительно друг друга.
Только после выполнения всех перечисленных контрольных операций допускается первая прокрутка механизма на малых оборотах. Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке.
Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке.
Подшипники BCA | Процедуры и советы по установке конических роликоподшипников со стороны колеса
Технические советы
Процедуры и советы по установке конических роликоподшипников со стороны колеса
)
- Чрезмерное затягивание регулировочной гайки может сократить срок службы подшипника
- Недостаточное затягивание регулировочной гайки может привести к чрезмерному осевому люфту
- Однорядные конические роликоподшипники всегда устанавливайте напротив другого подшипника того же типа
Конический роликоподшипник со стороны колеса Советы по установке: корпус подшипника, чтобы убедиться, что монтажные поверхности чистые и на них нет заусенцев, грязи и другого мусора. Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника. Важное примечание: КатегорииПодшипникиПоколение 1Поколение 2Поколение 3УстановкаИнформация о продуктеУправление магазиномКонические роликоподшипникиПоиск и устранение неисправностейПодшипники колесаСтупицы в сбореИскать: Конические роликоподшипники TIMKEN рассчитаны на радиальные и осевые нагрузки. При радиальных нагрузках создается сила в осевом направлении, которой необходимо противодействовать. Поэтому конические роликоподшипники TIMKEN обычно регулируются относительно второго подшипника. Они могут быть установлены либо прямым, либо непрямым монтажом, показанным ниже. Для применений, где используется прямая установка и наружное кольцо используется для регулировки положения подшипника, наружное кольцо обычно устанавливается в нужное положение с помощью толкателя наружного кольца или устанавливается в держателе наружного кольца. При непрямом монтаже регулировка подшипников TIMKEN обычно достигается путем зажима одного из внутренних колец. Можно использовать различные конструкции, включая контргайки, колки и концевые пластины, как показано ниже. Для применений, требующих подшипников прецизионного класса, можно использовать специальную прецизионную гайку. Диаметры опорных заплечиков для конических роликоподшипников указаны в разделах с техническими данными о продукции в этом каталоге. Общепромышленные стандарты практики фитингов для внутренних и наружных колец показаны в таблицах, начинающихся на стр. 38. Эти таблицы применимы к цельным или толстостенным стальным валам, толстостенным корпусам из черных металлов и нормальным условиям эксплуатации. Для использования таблиц необходимо определить, вращается ли элемент или неподвижен, величину, направление и тип нагрузки, а также отделку вала. Определенные посадки стола могут не подходить для легких секций вала и корпуса, валов, отличных от стали, корпусов из цветных металлов, критических условий эксплуатации, таких как высокая скорость, необычные тепловые условия или условия нагрузки, или их комбинации. Кроме того, процедуры сборки, а также средства и простота настройки подшипников могут потребовать специальной посадки. В этих случаях следует руководствоваться опытом или обращаться к инженеру Timken за обзором и предложениями. Вращающиеся внутренние кольца обычно следует применять с посадкой с натягом. В особых случаях может быть рассмотрена свободная посадка, если в результате испытаний или опыта было установлено, что они будут работать удовлетворительно. Термин «вращающееся внутреннее кольцо» описывает состояние, при котором внутреннее кольцо вращается относительно нагрузки. Это может произойти с вращающимся внутренним кольцом под стационарной нагрузкой или неподвижным внутренним кольцом с вращающейся нагрузкой. Практика стационарной установки внутреннего кольца зависит от области применения. В условиях высокой скорости, больших нагрузок или ударов следует использовать посадку с натягом с использованием методов посадки для тяжелых условий эксплуатации. При установке внутренних колец на нешлифованные валы, подвергающиеся умеренным нагрузкам (без ударов) и умеренным скоростям, используется посадка металл-металл или почти нулевая посадка. В случае применения шкивов и колес с использованием неотшлифованных валов или в случаях использования шлифованных валов с умеренными нагрузками (без ударов) предлагается минимальный зазор, близкий к нулю, до максимального зазора, который зависит от размера отверстия внутреннего кольца. При использовании стационарных внутренних колец, требующих закаленных и отшлифованных шпинделей, может быть достаточно немного более свободной посадки. В тех случаях, когда наружное кольцо вращается относительно нагрузки, всегда следует использовать посадку с натягом. Стационарные, нерегулируемые и фиксированные однорядные наружные кольца следует применять с плотной посадкой везде, где это целесообразно. Как правило, регулируемые посадки могут использоваться, когда подшипник устанавливается путем скольжения наружного кольца в осевом направлении в отверстии корпуса. Однако в некоторых тяжелых условиях и при высоких нагрузках необходима плотная посадка, чтобы предотвратить удары и пластическую деформацию корпуса. Можно использовать плотно прилегающие наружные кольца, установленные в держателях. Плотную посадку всегда следует использовать, когда нагрузка вращается относительно наружного кольца. Для обеспечения возможности сквозного растачивания, когда наружные диаметры однорядных подшипников, установленных на каждом конце вала, одинаковы, и один из них является регулируемым, а другой неподвижным, предлагается использовать одну и ту же регулируемую посадку на обоих концах. Двухрядные стационарные двойные наружные кольца обычно монтируются со свободной посадкой, чтобы обеспечить возможность сборки и разборки. Свободная посадка также допускает смещение, когда плавающий подшипник установлен вместе с аксиально закрепленным подшипником на другом конце вала. Для подшипников дюймовой системы включены классы 4 и 2 (стандартные). Включены подшипники с метрической системой: классы K и N (стандартные подшипники с метрической системой). Настройка определяется как осевой зазор между роликом и дорожкой качения.

Чтобы обеспечить надлежащую предварительную нагрузку подшипника, гайка оси НЕОБХОДИМО затягивать в соответствии со спецификациями производителя оригинального транспортного средства.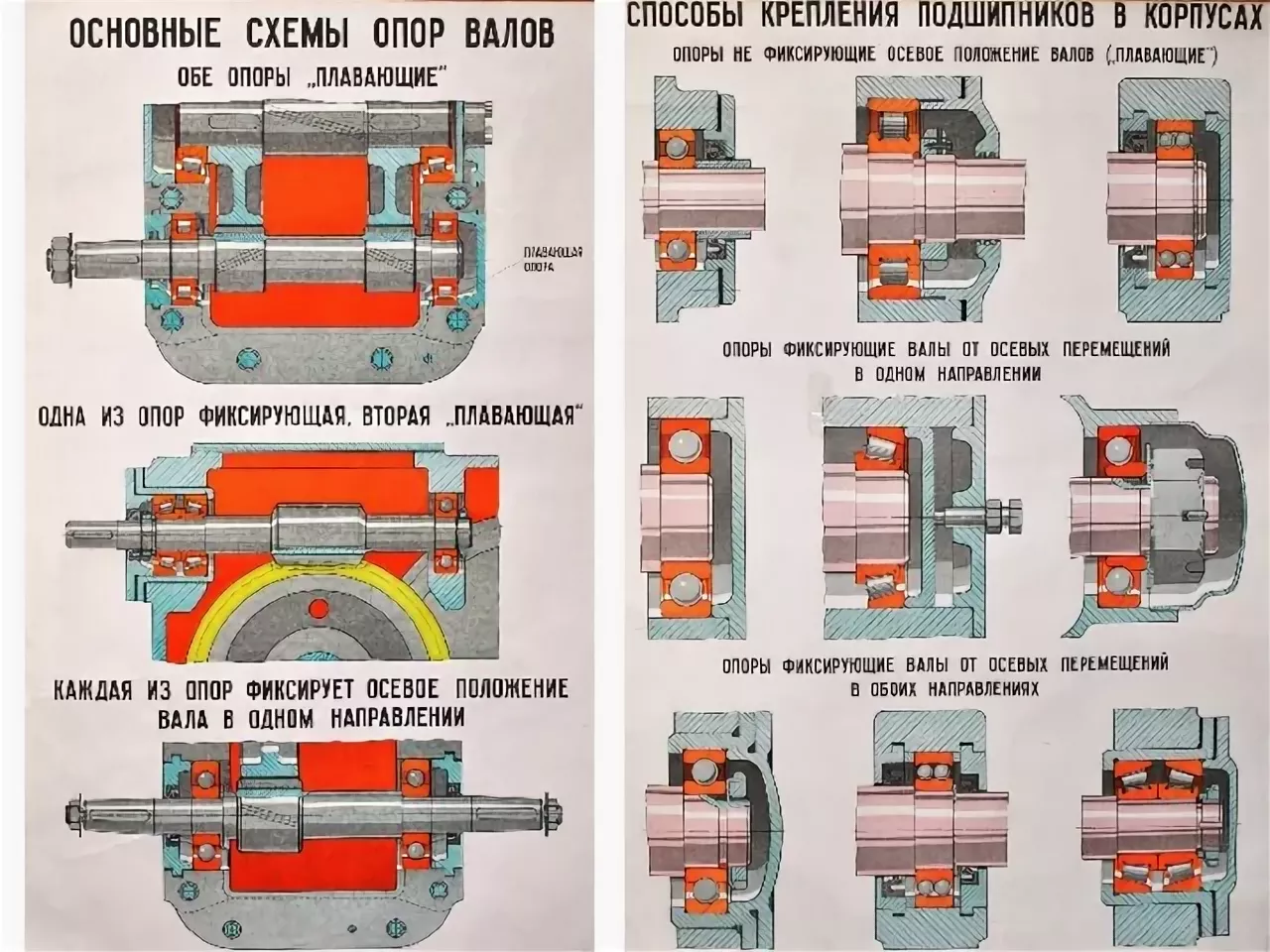 Несоблюдение конкретных спецификаций крутящего момента может привести к преждевременному выходу подшипника из строя.
Несоблюдение конкретных спецификаций крутящего момента может привести к преждевременному выходу подшипника из строя. Монтаж, установка и настройка конических роликоподшипников TIMKEN
Крепление конического роликоподшипника TIMKEN
Сравнение стабильности установки между непрямой и прямой установками.
Устройства для установки подшипников — непрямой монтаж. Практика примерки

 Свободная посадка позволит внутренним кольцам проскальзывать и изнашивать вал и опорный буртик. Это может привести к чрезмерному ослаблению подшипника и возможному повреждению подшипника и вала.
Свободная посадка позволит внутренним кольцам проскальзывать и изнашивать вал и опорный буртик. Это может привести к чрезмерному ослаблению подшипника и возможному повреждению подшипника и вала.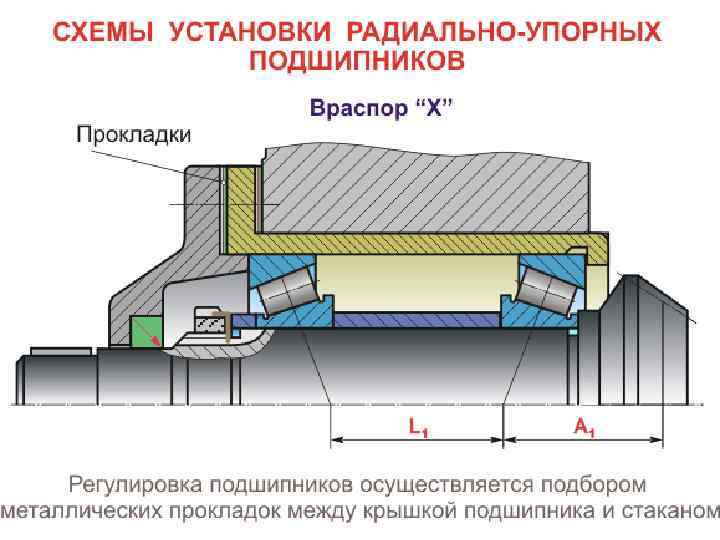 Также может потребоваться специальная посадка на таких установках, как блоки кранов с несколькими шкивами.
Также может потребоваться специальная посадка на таких установках, как блоки кранов с несколькими шкивами. Однако следует использовать тугую посадку, если наружные кольца прилегают к стопорным кольцам, чтобы предотвратить чрезмерную выпуклость стопорных колец, износ канавок и возможную потерю удержания кольца. Только наружные кольца с максимальным требуемым радиусом галтели корпуса 1,3 мм (0,05 дюйма) или менее следует рассматривать в качестве опоры стопорного кольца.
Однако следует использовать тугую посадку, если наружные кольца прилегают к стопорным кольцам, чтобы предотвратить чрезмерную выпуклость стопорных колец, износ канавок и возможную потерю удержания кольца. Только наружные кольца с максимальным требуемым радиусом галтели корпуса 1,3 мм (0,05 дюйма) или менее следует рассматривать в качестве опоры стопорного кольца. Установка конических роликоподшипников TIMKEN
 Установление настройки во время сборки является неотъемлемым преимуществом конических роликоподшипников. Их можно настроить для обеспечения оптимальной производительности практически в любом приложении. На следующем рисунке показан пример взаимосвязи между усталостной долговечностью и настройкой подшипника. В отличие от некоторых типов антифрикционных подшипников, конические роликоподшипники не зависят строго от посадки корпуса или вала для получения определенной настройки подшипника. Одно кольцо можно перемещать в осевом направлении относительно другого для получения желаемой настройки подшипника.
Установление настройки во время сборки является неотъемлемым преимуществом конических роликоподшипников. Их можно настроить для обеспечения оптимальной производительности практически в любом приложении. На следующем рисунке показан пример взаимосвязи между усталостной долговечностью и настройкой подшипника. В отличие от некоторых типов антифрикционных подшипников, конические роликоподшипники не зависят строго от посадки корпуса или вала для получения определенной настройки подшипника. Одно кольцо можно перемещать в осевом направлении относительно другого для получения желаемой настройки подшипника.
При сборке условия установки подшипников определяются как:
Торцевой люфт (EP) – Осевой зазор между роликами и дорожками качения, вызывающий измеримое осевое перемещение вала при приложении небольшой осевой силы – сначала в одном направлении, затем в другом, при колебании или вращении вала.
Предварительный натяг (PL) — Осевое взаимодействие между роликами и дорожками качения, при котором не происходит заметного осевого перемещения вала при приложении небольшой осевой силы — в обоих направлениях — при колебании или вращении вала.
Линейный – Условие установки нуля: переходная точка между осевым люфтом и предварительным натягом.
Настройка подшипника TIMKEN, полученная во время первоначальной сборки и регулировки, представляет собой настройку подшипника при низких температурах или температуре окружающей среды и устанавливается до начала эксплуатации оборудования.
Настройка подшипника TIMKEN во время работы известна как рабочая настройка подшипника и является результатом изменений настройки подшипника в окружающей среде из-за теплового расширения и деформаций, возникающих во время эксплуатации.
Настройка подшипника окружающей среды, необходимая для получения оптимальной рабочей настройки подшипника, зависит от применения. Опыт применения или тестирование обычно определяют оптимальные настройки. Однако часто точное отношение температуры окружающей среды к рабочей настройке подшипника неизвестно, и необходимо сделать обоснованную оценку.
Как правило, идеальная рабочая настройка подшипника близка к нулю, чтобы максимально увеличить срок службы подшипника.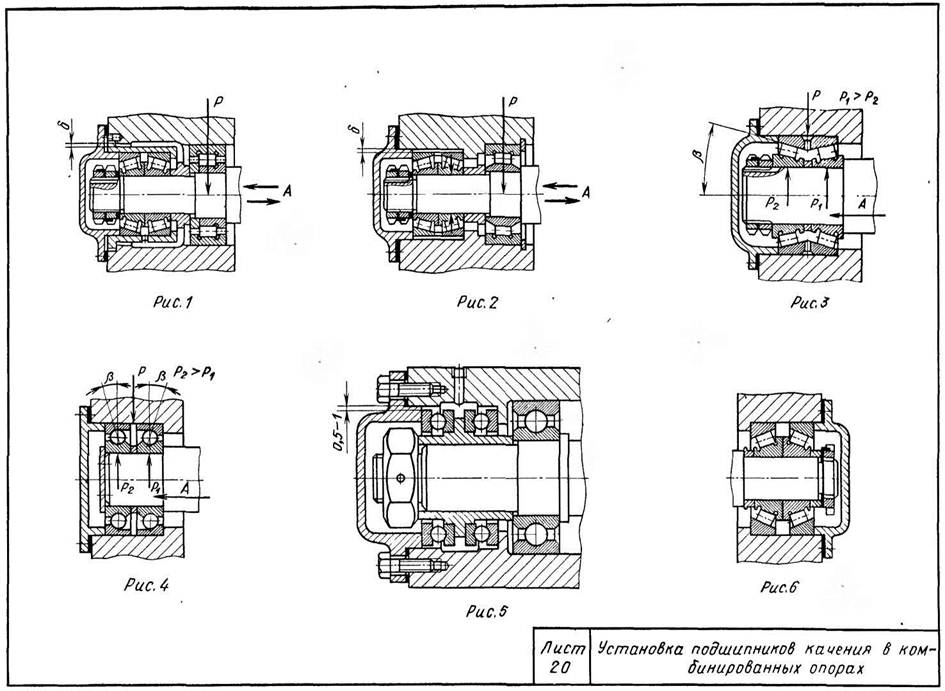 Большинство конических роликоподшипников TIMKEN настраиваются с осевым люфтом при сборке, чтобы достичь требуемой настройки, близкой к нулю, при рабочей температуре.
Большинство конических роликоподшипников TIMKEN настраиваются с осевым люфтом при сборке, чтобы достичь требуемой настройки, близкой к нулю, при рабочей температуре.
Для каждого применения существует идеальное значение настройки подшипника. Для достижения этого условия при настройке подшипника необходимо учитывать отклонение под нагрузкой (радиальное + осевое), а также тепловое расширение и используемый материал.
1. Стандартное крепление
Рабочая настройка = монтажная настройка ± температурный эффект + отклонение
2. Предустановленные сборки
Установленный EP или PL = скамья EP или скамья PL – эффект посадки
Рабочая настройка = установленный EP или PL (MEP или MPL) + прогиб ± температурный эффект
Эффекты температуры и посадки будут зависеть от типа монтажа, геометрии и размера подшипника, размеров вала и корпуса, а также материала, как указано в следующих разделах.
Методы настройки
Верхний и нижний пределы значений настройки подшипника определяются с учетом следующих факторов:
- Тип приложения.

