

Содержание
Монтаж подшипников
Для подготовки подшипников к монтажу предварительно проверяют надписи на упаковке и самих подшипниках.
Распаковывают подшипники непосредственно перед началом работ с ними.
Расконсервацию подшипников производят согласно действующей инструкции по хранению, расконсервации подшипников и их деталей и обращению с ними. Как правило, подшипники расконсервируют в горячем (80-90 °С) минеральном масле, тщательно промывают в 6-8%-ном растворе масла, в бензине или в горячих (75-85°С) антикоррозионных водных растворах, например, следующих составов (в %-тах):
|
|
Раствор N1 |
Раствор N2 |
|---|---|---|
|
Триэтаноломин |
0,5-1,0 |
0,5-1,0 |
|
Нитрит натрия |
0,15-0,2 |
0,15-0,2 |
|
Смачиватель ОП |
0,02-0,1 |
0,08-0,2 |
|
Вода |
Остальное |
Остальное |
Хранить расконсервированные подшипники более двух часов без защиты от коррозии не рекомендуется.
После расконсервации потребитель подшипников должен обеспечить их защиту от коррозии при контроле, монтаже, сборке и хранении изделий по соответствующей внутризаводской инструкции.
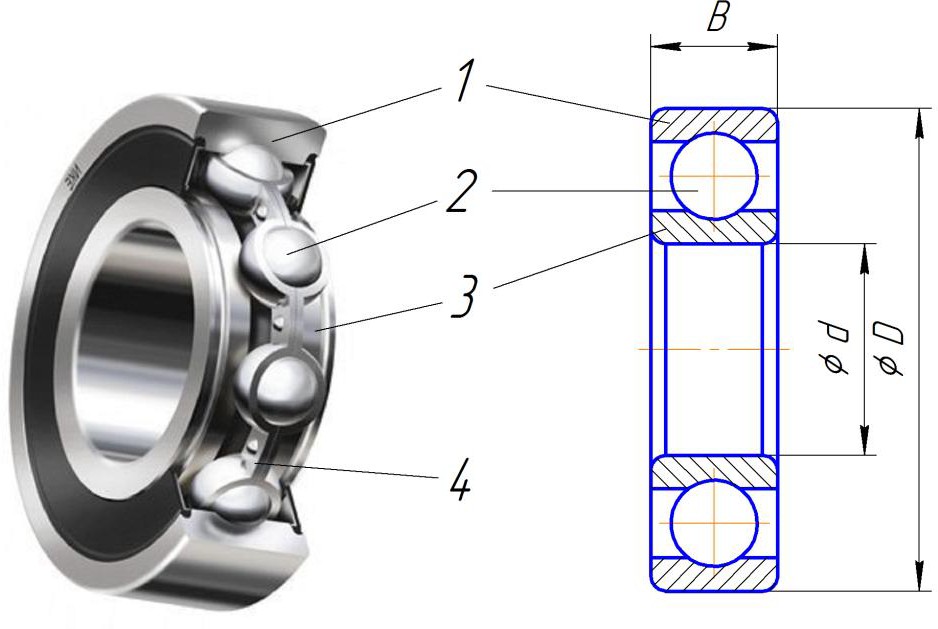
Перед монтажом подшипник следует проверить на соответствие внешнего вида, легкости вращения, зазоров требованиям нормативно-технической документации.
Визуально у подшипников открытого типа должны быть проверены наличие забоин, следов загрязнений, коррозии, полного комплекта заклепок, плотности их установки или других соединительных элементов, полного комплекта тел качения, наличие повреждений сепаратора.
У подшипников закрытого типа следует проверить не повреждены ли уплотнения или защитные шайбы.
Для проверки радиального зазора одно из колец подшипника закрепляют при горизонтальном положении оси и определяют зазор с помощью индикатора, смещая свободное кольцо под действием измерительного усилия в радиальном направлении в два диаметрально противоположные положения. Разница показаний прибора соответствует значению радиального зазора. Проводят три измерения, поворачивая свободное кольцо относительно начального положения оси подшипника. Аналогично проводят измерение осевого зазора, но при вертикальном положении оси подшипника. Закрепляя одно из колец, другое смещают в осевом направлении в два крайних положения под действием измерительного усилия и фиксируют разность показаний индикатора. Радиальные зазоры в радиальных двухрядных сферических роликовых подшипниках и подшипниках с цилиндрическими роликами без бортов на наружных кольцах с диаметром посадочного отверстия свыше 60 мм могут быть измерены с помощью щупа.
Разница показаний прибора соответствует значению радиального зазора. Проводят три измерения, поворачивая свободное кольцо относительно начального положения оси подшипника. Аналогично проводят измерение осевого зазора, но при вертикальном положении оси подшипника. Закрепляя одно из колец, другое смещают в осевом направлении в два крайних положения под действием измерительного усилия и фиксируют разность показаний индикатора. Радиальные зазоры в радиальных двухрядных сферических роликовых подшипниках и подшипниках с цилиндрическими роликами без бортов на наружных кольцах с диаметром посадочного отверстия свыше 60 мм могут быть измерены с помощью щупа.
Непосредственно перед монтажом необходимо проверить монтажные поверхности корпусов (отверстия и торцы) и валов (посадочные поверхности и торцы) на отсутствие забоин, царапин, глубоких рисок от обработки, коррозии, заусенцев и загрязнений.
Валы, особенно при соотношениях длины и наибольшего диаметра более 8, следует проверять на прямолинейность оси (отсутствие изгиба). Проверку целесообразно проводить при вращении вала в центрах с помощью индикаторов часового типа. Увеличение эксцентриситета в направлении от края к середине указывает на искривление вала.
Проверку целесообразно проводить при вращении вала в центрах с помощью индикаторов часового типа. Увеличение эксцентриситета в направлении от края к середине указывает на искривление вала.
Необходимо проверить отклонение от соосности всех посадочных поверхностей, расположенных на одной оси, на соответствие нормам, указанным в технической документации.
Если подшипники, служащие опорой одного вала, устанавливают в различные (раздельные) корпуса, соосность корпусов, в соответствии с требованиями технической документации, должна быть обеспечена с помощью прокладок или других средств.
При установке на одну посадочную шейку двух подшипников (радиальных: шариковых, роликовых сферических и цилиндрических) разница в радиальных зазорах не должна превышать 0,03 мм, а по внутреннему и наружному диаметрам колец — не более половины поля допуска.
Сопрягаемые с подшипниками поверхности валов и корпусов должны быть тщательно промыты, протерты, просушены и смазаны тонким слоем смазочного материала или антифреттингвой пастой. Каналы для подвода смазки должны быть очищены от стружки и других загрязняющих частиц и продуты сжатым воздухом.
Каналы для подвода смазки должны быть очищены от стружки и других загрязняющих частиц и продуты сжатым воздухом.
При монтаже подшипника усилие напрессовки должно передаваться только через напрессовываемое кольцо — через внутреннее при монтаже на вал и через наружное — в корпус. Запрещается проводить монтаж таким образом, чтобы усилие передавалось с одного кольца на другое через тела качения. Если подшипник одновременно монтируется на вал и в корпус, то усилия передаются на торцы обоих колец.
Не допускается приложение монтажных усилий к сепаратору. Нельзя наносить удары непосредственно по кольцу. Допускается нанесение легких ударов по кольцу только через втулку из незакаленной конструкционной стали.
При монтаже подшипников с цилиндрическим отверстием на вал с натягом подшипник целесообразно предварительно нагреть на индукционном нагревателе.
Нагретый подшипник устанавливают на вал и доводят до места небольшим усилием. При этом сторона подшипника, на которой нанесено заводское клеймо, должна быть снаружи.
При этом сторона подшипника, на которой нанесено заводское клеймо, должна быть снаружи.
Для монтажа крупногабаритных подшипников наиболее целесообразным является применение гидравлического распора, обеспечивающего наиболее качественную установку подшипника, отсутствие каких-либо повреждений монтажных поверхностей и высокую производительность. Особенно целесообразен этот способ для монтажа подшипников с внутренним коническим отверстием диаметром более 120-150 мм.
При посадке подшипника в корпус с натягом рекомендуется перед монтажом предварительно охладить подшипник жидким азотом (-160 °С) или сухим льдом, либо нагреть корпус.
Наиболее целесообразными являются способы монтажа, при которых осуществляется одновременное и равномерное давление по всей окружности монтируемого кольца. При таких способах не возникает перекос монтируемого кольца. Для осуществления подобных способов применяют трубы из незакаленной конструкционной стали, внутренний диаметр которых несколько больше диаметра отверстия кольца, а наружный немного меньше наружного диаметра кольца. На свободном конце трубы следует установить заглушку со сферической наружной поверхностью, к которой и прилагают усилие при монтаже.
На свободном конце трубы следует установить заглушку со сферической наружной поверхностью, к которой и прилагают усилие при монтаже.
Усилие при монтаже следует создавать с помощью механических либо гидравлических прессов и приспособлений.
При отсутствии механических и гидравлических приспособлений и монтаже с небольшими натягами подшипников малых размеров допустимо нанесение несильных ударов молотком через монтажную трубу с заглушкой.
При любых способах монтажа, особенно при монтаже с помощью молотка, необходимо тщательно следить за обеспечением равномерного, без перекоса, осевого перемещения кольца. Наличие перекоса при монтаже приводит к образованию задиров на посадочной поверхности, неправильной установке подшипника, приводящей к сокращению срока его службы, а в отдельных случаях — к разрыву монтируемого кольца.
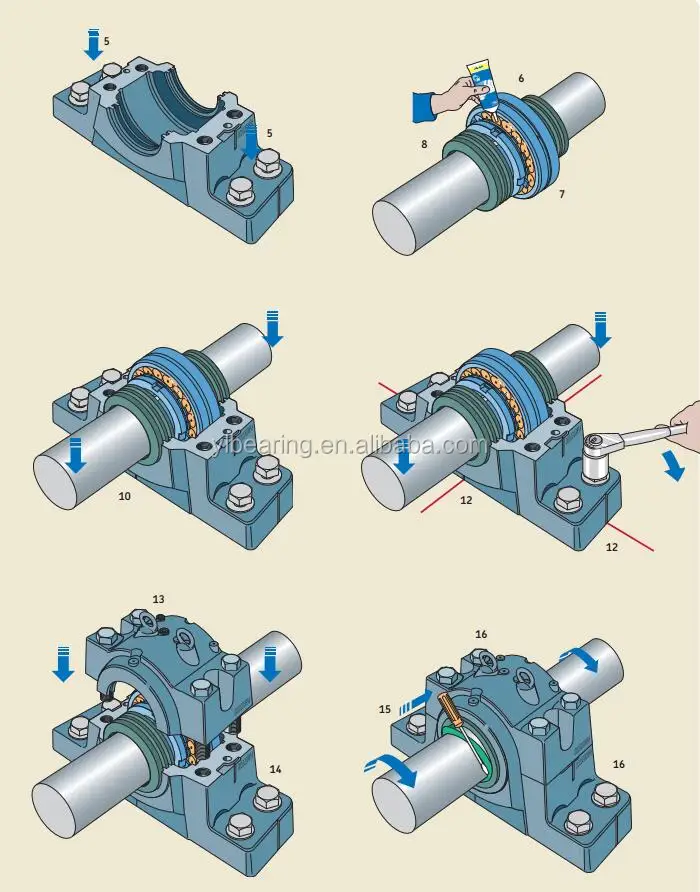
Двухрядные сферические шариковые и роликовые подшипники с коническим отверстием устанавливают на цилиндрическом валу с помощью закрепительных и стяжных втулок, а на валах с конической шейкой — непосредственно на шейку вала. Монтаж подшипников с диаметром отверстия до 70 мм и нормальными натягами целесообразно осуществлять с помощью монтажной втулки, навертываемой на резьбовой конец вала. Нажимная часть воздействует на торец закрепительной втулки или непосредственно на торец внутреннего кольца (при монтаже без закрепительных и стяжных втулок). Подшипники с диаметром отверстия свыше 70-100 мм следует монтировать гидравлическими методами. Так как по мере осевого продвижения закрепительной втулки внутреннее кольцо подшипника деформируется (расширяется), радиальный зазор уменьшается. Радиальный зазор необходимо контролировать с помощью щупа. Допустимое минимальное значение радиального зазора в миллиметрах после сборки узла для подшипников, изготовленных с зазорами нормальной группы по ГОСТ 24810, ориентировочно может быть определено по формуле
Монтаж подшипников с диаметром отверстия до 70 мм и нормальными натягами целесообразно осуществлять с помощью монтажной втулки, навертываемой на резьбовой конец вала. Нажимная часть воздействует на торец закрепительной втулки или непосредственно на торец внутреннего кольца (при монтаже без закрепительных и стяжных втулок). Подшипники с диаметром отверстия свыше 70-100 мм следует монтировать гидравлическими методами. Так как по мере осевого продвижения закрепительной втулки внутреннее кольцо подшипника деформируется (расширяется), радиальный зазор уменьшается. Радиальный зазор необходимо контролировать с помощью щупа. Допустимое минимальное значение радиального зазора в миллиметрах после сборки узла для подшипников, изготовленных с зазорами нормальной группы по ГОСТ 24810, ориентировочно может быть определено по формуле
Smin = d/3000,
где d — номинальный диаметр отверстия подшипника, мм.
Крупногабаритные (с диаметром отверстия более 300 мм) сферические роликовые подшипники целесообразно перед монтажом разогреть до 60-70°С,
При монтаже игольчатого подшипника без сепаратора последняя игла должна входить с зазором, равным от 0,5 до 1 диаметра иглы. Иногда для выполнения этого условия устанавливают последнюю иглу с меньшим диаметром.
Иногда для выполнения этого условия устанавливают последнюю иглу с меньшим диаметром.
В процессе установки подшипников (особенно воспринимающих осевые усилия) там, где это возможно, с помощью щупа толщиной от 0,03 мм или по световой щели следует убедиться в плотном и правильном прилегании торцов колец подшипника к торцам заплечиков. Аналогичной проверке должны быть подвергнуты противоположные торцы подшипников и торцы прижимающих их в осевом направлении деталей.
Необходимо проверить правильность взаимного расположения подшипников в опорах одного вала. Вал после монтажа должен вращаться от руки легко, свободно и равномерно.
Осевой зазор радиально-упорных и упорных подшипников устанавливают осевым смещением наружного и внутреннего колец с помощью прокладок, гаек, распорных втулок. Для проверки осевого зазора в собранном узле к торцу выходного конца подводят измерительный наконечник индикатора, укрепленного на жесткой стойке. Осевой зазор определяют по разнице показаний индикатора при крайних осевых положениях вала. Вал смещают в осевом направлении до полного контакта тел качения с поверхностью качения соответствующего наружного кольца.
Вал смещают в осевом направлении до полного контакта тел качения с поверхностью качения соответствующего наружного кольца.
Для повышения точности вращения, особенно в быстроходных узлах, например, станочных электрошпинделях, зазоры в радиально-упорных подшипниках выбирают, создавая стабильный преднатяг на подшипники. Это достигается приложением к вращающемуся кольцу подшипника осевого усилия через тарированную пружину. При этом тела качения точно фиксируются на дорожках качения.
Для предотвращения «закусывания» крупных подшипников при монтаже или в процессе эксплуатации перед установкой их в разъемные корпуса допускается производить расшабривание поверхностей полуотверстий в местах разъема. Полноту прилегания крупных подшипников к посадочным местам в разъемных корпусах проверяют с помощью калибра и краски (отпечатки краски должны составлять не менее 75% общей посадочной площади). В разъемных корпусах с помощью щупа проверяют также плотность и равномерность прилегания основания крышки (зазор не более 0,03 -0,05 мм).
В собранном узле необходимо проверить наличие зазоров между вращающимися и неподвижными деталями. Особое внимание следует обратить на наличие зазоров между торцами неподвижных деталей и торцами сепараторов, которые иногда выступают за плоскость торцов колец.
Следует проверить также совпадение проточек для подачи смазки в корпусах со смазочными отверстиями в наружных кольцах подшипников.
Для подшипников с цилиндрическими роликами и без бортов после монтажа должно быть проверено относительное смещение наружного и внутреннего колец в осевом направлении. Оно не должно быть более 0,5-1,5 мм для подшипников с короткими роликами и более 1-2 мм — для подшипников с длинными роликами (большие значения даны для подшипников больших размеров).
После завершения сборочных операций и введения в подшипниковые узлы смазочного материала, предусмотренного технической документацией, следует проверить качество монтажа подшипников пробным пуском сборочной единицы на низких оборотах без нагрузки. При этом прослушивают шум вращающихся подшипников с помощью стетоскопа или трубы. Правильно смонтированные и хорошо смазанные подшипники при работе создают тихий, непрерывный и равномерный шум. Свистящий шум свидетельствует о недостаточном смазывании или наличии трения между соприкасающимися деталями узла. Звенящий металлический звук может быть вызван слишком малым зазором в подшипнике. Равномерный вибрирующий звук вызывается попаданием инородных частиц на дорожку качения наружного кольца. Шум, возникающий время от времени при неизменной частоте вращения, свидетельствует о повреждении тел качения. Шум, проявляющийся при изменении частоты вращения, может быть обусловлен повреждением колец в результате монтажа или наличием усталостных выкрашиваний на поверхностях качения. Стучащие звуки возможны вследствие загрязнения подшипника. Неравномерный громкий шум создают сильно поврежденные подшипники.
При этом прослушивают шум вращающихся подшипников с помощью стетоскопа или трубы. Правильно смонтированные и хорошо смазанные подшипники при работе создают тихий, непрерывный и равномерный шум. Свистящий шум свидетельствует о недостаточном смазывании или наличии трения между соприкасающимися деталями узла. Звенящий металлический звук может быть вызван слишком малым зазором в подшипнике. Равномерный вибрирующий звук вызывается попаданием инородных частиц на дорожку качения наружного кольца. Шум, возникающий время от времени при неизменной частоте вращения, свидетельствует о повреждении тел качения. Шум, проявляющийся при изменении частоты вращения, может быть обусловлен повреждением колец в результате монтажа или наличием усталостных выкрашиваний на поверхностях качения. Стучащие звуки возможны вследствие загрязнения подшипника. Неравномерный громкий шум создают сильно поврежденные подшипники.
Прослушивая подшипники, необходимо учитывать особенности узла и природу шума при его работе, так как, кроме дефектов подшипниковых узлов, ненормальный шум может быть вызван, например, зубчатыми передачами, соединительными муфтами и другими неправильно изготовленными или плохо пригнанными деталями. В связи с этим окончательное заключение о причинах ненормального шума можно сделать только после тщательной проверки и прослушивания работы всех деталей механизма.
В связи с этим окончательное заключение о причинах ненормального шума можно сделать только после тщательной проверки и прослушивания работы всех деталей механизма.
Другим показателем качества и стабильности работы подшипникового узла является его температура. При обычных условиях работы температура подшипника не должна превышать температуру окружающей среды более, чем на 30°С. Причиной повышенной температуры может быть малый зазор в подшипнике или чрезмерно большой натяг, недостаток смазки, увеличенный момент трения вследствие износа рабочих поверхностей подшипника или взаимного перекоса колец. Возможны комбинации этих причин. Необходимо иметь в виду, что в течение 1-2 дней после смазывания (в том числе повторного) имеет место некоторое повышение температуры подшипника.
Важно!
Наиболее современным и объективным способом проверки работоспособности подшипников и машины в целом являются измерение и анализ вибрационных характеристик с возможностью отслеживания во времени возникновения и развития неисправностей и повреждений.
Как правильно устанавливать подшипники? | TBBS.RU
После того, как нам удалось демонтировать старый подшипник, приобрести такой же новый, встает логичный вопрос, а как же его устанавливать. Перед установкой подшипники, за исключением закрытых, должны быть промыты и заполнены смазкой. Так как на заводе их заполняют защитной смазкой, предназначенной для консервации, а никак не работы. Со временем она естественно может подсыхать, что приводит к тому, что подшипник при вращении «закусывает».
Также в открытые подшипники могут попадать пылинки и песчинки, что приводит к шуму. Для этого подшипники перед установкой и нужно промывать, например, бензином или керосином и смазывать. Тип смазки выбирается в зависимости от условий работы узла. Закрытые подшипники поставляются набитыми смазкой.
Теперь разберемся с тем, куда мы собираемся устанавливать подшипник. Качество сопрягаемых деталей не менее важно для работы любого подшипникового узла, чем качество самого подшипника. Вал, на который устанавливается подшипник (равно как и отверстие) должен быть соответствующей твердости. Обычно используют стальные каленые валы. Иначе подшипник деформирует мягкий вал и будет проворачиваться на валу.
Вал, на который устанавливается подшипник (равно как и отверстие) должен быть соответствующей твердости. Обычно используют стальные каленые валы. Иначе подшипник деформирует мягкий вал и будет проворачиваться на валу.
Погрешности формы так же играют значительную роль. В местах неплотного контакта подшипника и вала будут возникать дополнительные напряжения, вибрации, что будет провоцировать шум, нагрев и уменьшать срок службы не только подшипника, но и всего узла в целом. Нельзя обойти вниманием форму и высоту заплечиков (ступенек на валу), в который упирается торец подшипника.
Поверхность заплечиков должна быть строго перпендикулярна валу. Высота, должна соответствовать применяемому подшипнику. Чистота поверхности шейки вала, на которую устанавливается подшипник, не может быть хуже, чем в ГОСТ 3325-85. Все остальные технические требования к посадочным местам так же регламентируются этим же ГОСТом.
Повторим еще раз: Нельзя устанавливать подшипник на вал менее твердый, чем сам подшипник. Валом не может служить необработанная и незакаленная труба, сырой стальной пруток или пруток из более мягкого металла. Шейка, на которую устанавливается подшипник, должна быть отшлифована, ступенька на валу, в которую упирается внутреннее кольцо подшипника, не должна быть больше, чем толщина этого самого кольца.
Валом не может служить необработанная и незакаленная труба, сырой стальной пруток или пруток из более мягкого металла. Шейка, на которую устанавливается подшипник, должна быть отшлифована, ступенька на валу, в которую упирается внутреннее кольцо подшипника, не должна быть больше, чем толщина этого самого кольца.
Если же по какой-то причине Вы пренебрегли всеми перечисленными выше требованиями, вопрос о качестве подшипниками перед Вами стоять не должен. Выбирайте самый дешевый. Нет смысла покупать качественный товар и устанавливать его кое-как.
Перед установкой подшипника в первую очередь надо убедиться в чистоте самого подшипника, деталей, на которые он будет установлен, инструмента и приспособлений, которые будут использованы в процессе. Всякие лишние элементы, как то – стружка, пыль, грязь, спровоцируют перекосы, что в результате уменьшит точность вращения, увеличит шумность и нагрев, сократит ресурс подшипника. Открытые подшипники перед установкой промывают в разогретом масле, либо в керосине. Закрытые подшипники промывать не надо.
Закрытые подшипники промывать не надо.
По правилам при установке подшипника на вал — вал охлаждают, а внутреннее кольцо подшипника нагревают. При установке подшипника в корпус – наружное кольцо подшипника охлаждают, корпус нагревают. Нагревать можно в масле, охлаждать — сухим льдом. Можно использовать специальные приспособления – гидравлические, пневматические, ручные (стаканы, оправки и т.д.).
Во время установки усилие прикладывается именно к тому кольцу, которое в данный момент устанавливается на посадочное место. То есть, если устанавливая подшипник на вал, стучать или давить на наружное кольцо, можно разрушить подшипник. При установке подшипника при помощи молотка и медной оправки (кольца), нужно наносить удары поочередно по всей поверхности торца устанавливаемого кольца подшипника. Причем каждый следующий удар в диаметрально противоположной зоне. Ни при какой установке усилие не должно прикладываться к сепаратору. Резкие удары и перекосы могут привести к разрушению подшипника прямо в момент установки. Нередко это происходит при монтаже крупных тонкостенные изделий.
Нередко это происходит при монтаже крупных тонкостенные изделий.
Конические роликовые подшипники являются разъемными и монтируются отдельно: на вал – внутреннее кольцо с сепаратором и роликами, в отверстие корпуса- наружное кольцо. Позже регулируется зазор. Для этого применяются прокладки под крышку различной толщины. Если перетянуть и выбрать зазор полностью, подшипник не будет крутиться. Если недотянуть, ролики будут проскакивать. Здесь стоит быть особенно внимательным.
Игольчатые комплектные подшипники, не имеющие сепаратора и представляющие собой набор из колец и игольчатых роликов, устанавливают следующим образом: ролики наклеивают на смазку, как на клей, на наружное кольцо и после этого всю конструкцию осторожно надевают на вал. Количество роликов выбирают таким образом, чтоб последний ролик вошел достаточно свободно и после его установки между роликами остался зазор размером от ½ до 1 диаметра устанавливаемого ролика.
Обращение с подшипниками|Продукты и технологии|NTN Global
ГЛАВНАЯ > Продукты и технологии > Как: обращение и уход : Обращение с подшипниками > Монтаж подшипника
Процедуры монтажа и примеры повреждений
подшипники выдерживают показано в НТН
в каталоге как «базовая статическая грузоподъемность подшипника».
Это максимальное усилие, которое может быть
наносится на центральную контактную зону между качения
элементы и поверхности дорожек качения.
При превышении общая остаточная деформация
будет превышать 1/10000 диаметра отверстия,
и плавное вращение подшипника будет нарушено.
Это основа для установления основных статических
рейтинги нагрузки.
Примеры повреждений
Отслаивание
Внедрение твердых загрязнений
★ Монтаж подшипников с помощью молотка приводит к повреждению из-за резких ударов. Пожалуйста, устанавливайте подшипники с прессовой посадкой, используя прессовую оправку или другой инструмент, предназначенный для обеспечения одинаковой поверхности.
Уход за подшипниками
■Подшипники очень чувствительны к ударам и ударным нагрузкам!
Подшипники несут свои нагрузки вдоль чрезвычайно узкой контактной поверхности между телами качения и внутренней и внешней поверхностями дорожек качения.
Если к этой узкой области контакта приложить чрезмерную нагрузку или удар, произойдет бринеллирование и/или образование рубцов. Это повреждение приводит к неприемлемому уровню шума и вибрации, а также к неравномерному вращению подшипника. (Такое повреждение может быть вызвано даже падением подшипников на пол.)
Это повреждение приводит к неприемлемому уровню шума и вибрации, а также к неравномерному вращению подшипника. (Такое повреждение может быть вызвано даже падением подшипников на пол.)
■Подшипники очень восприимчивы к загрязнению посторонними частицами!
Если посторонние частицы проникнут в подшипник во время вращения, появятся вмятины и/или царапины, что приведет к плохому вращению подшипника и повышенному шуму.
Установка при температуре (тепловое расширение внутреннего кольца для облегчения установки)
Температура нагрева
Обычно используется для больших подшипников и подшипников с плотной посадкой с натягом.
- Погружение подшипника в нагретое масло является наиболее распространенным методом. Используйте чистое масло и подвешивайте подшипник в масле на проволоке или подпирайте его с помощью металлического экрана во избежание неравномерного нагрева элементов подшипника.
- Температура, до которой следует нагревать внутреннее кольцо, зависит от степени посадки с натягом, т.
 е. от диаметра поверхностей посадки с натягом. Обратитесь к следующему графику, чтобы определить правильную температуру.
е. от диаметра поверхностей посадки с натягом. Обратитесь к следующему графику, чтобы определить правильную температуру. - Во избежание образования зазоров между внутренним кольцом и заплечиком вала, подшипники, которые были нагреты и установлены на вал, должны удерживаться на месте до полного остывания.
■Соблюдайте эти меры предосторожности при нагреве подшипников
- Подшипники нельзя нагревать выше 120°C.
- Этот метод температурного монтажа нельзя использовать для предварительно смазанных и уплотненных подшипников или экранированных подшипников.
Другие методы нагрева
Подшипниковая печь
- Подшипниковая печь
Подшипники сухие. Этот метод также можно использовать для предварительно смазанных подшипников.
★При использовании этого метода с предварительно смазанными подшипниками не нагревайте подшипники выше 120°C - Индукционный нагрев
Этот метод также может быть использован для внутренних колец цилиндрических роликоподшипников. Подшипники сухие и могут быть нагреты за короткий промежуток времени.
Подшипники сухие и могут быть нагреты за короткий промежуток времени.
После использования этого метода обработайте подшипник размагничивающей обработкой. Для получения более подробной информации о методах нагрева подшипников обращайтесь в NTN.
* Щелкните здесь для обращения с подшипниковыми узлами.
https://www.ntnglobal.com/en/products/bearingunit/handling.html
Установка подшипника
Контакт
[email protected]
+ 001 0231 123 32
Подписаться
Информация
Все демонстрационное содержимое предназначено только для примера и предназначено для представления работающего сайта. Пожалуйста, используйте RocketLauncher для установки эквивалента демо, все изображения будут заменены образцами изображений.
Процедуры установки и монтажа подшипников
Для достижения оптимальной производительности подшипников и предотвращения их преждевременного выхода из строя необходимы правильные процедуры обращения и методы монтажа с использованием надлежащих инструментов. Подшипники должны быть установлены правильно. Неправильный монтаж повлияет не только на точность и срок службы подшипника, но и на работу оборудования, в котором он установлен. Рекомендуемая процедура установки подшипника следующая:
Подшипники должны быть установлены правильно. Неправильный монтаж повлияет не только на точность и срок службы подшипника, но и на работу оборудования, в котором он установлен. Рекомендуемая процедура установки подшипника следующая:
- Подготовка к монтажу
- Проверка вала и корпуса
- Распаковка (промывка подшипника при необходимости)
- Монтаж подшипника
- Смазка
- Пробный запуск оборудования
Процедуры передачи: что можно и чего нельзя делать
Подготовка к монтажу +
При подготовке к монтажу выберите подходящее и чистое рабочее место. Перед началом процедуры все необходимые детали, инструменты и оборудование должны быть под рукой.
Абсолютная чистота необходима всегда! Грязь и влажность являются опасными нарушителями, так как даже мельчайшие частицы, попадающие в подшипник, могут повредить поверхности качения.

Осмотр вала и корпуса +
Осмотрите вал и корпус, чтобы убедиться в отсутствии заусенцев, заусенцев и других дефектов. Убедитесь, что вал и корпус соответствуют спецификациям, используя правильно выбранные допуски в соответствии со стандартом 7 Американской ассоциации производителей подшипников (AMBA) «Подгонка вала и корпуса для метрических шариковых и роликовых подшипников». Сюда входят размеры, перпендикулярность уступа и радиусы скругления. Несоблюдение надлежащего соответствия вала и корпуса ухудшит рабочие характеристики подшипника, что приведет к его преждевременному выходу из строя. Причину таких сбоев не всегда легко установить, и на поиск причины сбоя может быть потрачено много времени.
Проверьте диаметр вала в двух положениях (А и В) в четырех плоскостях.
Запишите эти измерения для дальнейшего использования.Проверьте диаметр отверстия корпуса в двух положениях (А и В) в четырех плоскостях.
Запишите эти измерения для дальнейшего использования.Распаковка (промывка подшипника, при необходимости) +
Распакуйте подшипник непосредственно перед монтажом.
Работа голыми руками может привести к ржавчине, рекомендуется использовать пару чистых виниловых перчаток. Грязные перчатки являются возможным источником пыли и грязи, которые могут попасть в подшипник и вызвать проблемы в будущем. Обычно подшипник не нужно мыть после распаковки, так как антикоррозионное консервирующее покрытие совместимо с большинством смазочных материалов. Тем не менее, высокоскоростные и высокоточные подшипники, которые используются для специальных применений или когда смазка несовместима с консервантом, подшипник, возможно, придется промыть, чтобы удалить антикоррозийную жидкость.
При очистке подшипника необходимо использовать свежий керосин, свободный от примесей, таких как пыль и грязь. Промойте подшипник фильтрующим душем.
 Если душ недоступен, используйте сетку, чтобы окунуть подшипник в керосин.
Если душ недоступен, используйте сетку, чтобы окунуть подшипник в керосин.Процесс очистки следует разделить на грубую очистку и окончательную очистку. Для каждого процесса следует использовать отдельный керосиновый контейнер. Затем подшипники следует тщательно высушить. После очистки немедленно накройте подшипники, желательно пластиком.
Монтаж подшипника — Способы монтажа +
Метод прессования:
Это наиболее распространенный метод установки подшипника, который можно использовать для подшипников с максимальным диаметром отверстия 80 мм. При монтаже с натягом между валом и внутренним кольцом используйте монтажную тележку в соответствии с размером внутреннего кольца.
Рекомендуется нанести на вал тонкий слой трансмиссионного масла.
Если к подшипнику качения необходимо приложить усилие для монтажа, оно должно прилагаться по прямой линии и равномерно.
 Убедитесь, что подшипник отцентрован правильно.
Убедитесь, что подшипник отцентрован правильно.Если пресс недоступен, забейте подшипник, используя только безударный молоток и монтажную тележку, чтобы свести к минимуму удары по подшипнику и равномерно распределить монтажные усилия.
Подшипник нельзя бить напрямую молотком, а давление следует прикладывать только к внутреннему кольцу.
При одновременной установке внутреннего и наружного колец используйте металлический буфер и приложите силу одновременно к обоим кольцам.
Метод теплового расширения:
Если зазор между внутренним кольцом и валом большой, рекомендуется метод теплового расширения.
Этот метод монтажа прост, если имеется нагревательный бак или индукционный нагреватель.
Категорически запрещается нагревать подшипник открытым пламенем!
Смазка +
Правильная смазка необходима для продления срока службы подшипника!
Подшипник без него не выживет.
- Уменьшить трение
- Охлаждение
- Уменьшить износ
- Защита от ржавчины
- Ингибировать коррозию
- Защита от загрязнения
Компоненты
Структура смазки
Состав смазки
Преимущества Удобство: подшипники с заводскими уплотнениями и смазкой не требуют обслуживания. Экономичность: Герметичный и смазанный подшипник уменьшает количество деталей в приложении. Смазка менее склонна к утечке по сравнению с маслом. Смазка действует как уплотнение, предотвращающее попадание загрязняющих веществ. - Стандартное заполнение консистентной смазкой NACHI для закрытых и экранированных подшипников составляет 20 ~ 30 %.
- Слишком большое количество смазки может вызвать чрезмерное трение, что приведет к перегреву подшипника и выходу его из строя.

