

Содержание
Виды заготовок для деталей машин. Припуски на обработку деталей
Виды заготовок для деталей машин. Припуски на обработку деталей
План:
1. Виды заготовок.
2. Припуски на механическую обработку.
3. Факторы влияющие на величины припусков.
Ключевые слова по теме лекции::
Отливки; поковки и штамповки; прокат; припуск; общий припуск; межоперационный припуск; симметричный припуск;
1. Виды заготовок
Заготовками для изготовления деталей машин могут служить:
1) отливки чугунные, стальные, из цветных металлов, из пластмасс;
2) поковки и штамповки;
3) прокат стали (горячекатанный и холоднотянутый) и цветных металлов.
Выбор вида заготовок зависит от конструктивных форм деталей, их назначения, условий их работы в собранной машине, испытываемых напряжений и т. д.
д.
Фасонные детали, не подвергающиеся ударным нагрузкам, действию растяжения и изгиба, изготовляются обычно из чугунных отливок; для фасонных деталей машин, работающих в тяжёлых условиях и испытывающих большие напряжения, вместо чугунных отливок применяют стальные.
Заготовки в виде поковок, изготовляемых в штампах, применяются для деталей, работающих преимущественно на изгиб, растяжение и кручение, и имеющих значительную разницу в поперечных сечениях. При изготовлении поковок стремятся получить конфигурацию заготовки, приближающуюся к упрощённому очертанию детали.
Заготовки в виде поковок применяются преимущественно для крупных деталей, а в единичном и мелкосерийном производстве — и для мелких деталей.
Заготовки в виде штамповки получается ковкой в штампах. В штампованной заготовке структура более однородна, благодаря чему деталь будет более прочной. Штамповкой получаются размеры, наиболее близкие к окончательным. При изготовлении штамповок лучше используется металл и уменьшается его расход. Процесс изготовления штамповок по сравнению с ковокой значительно быстрее и требует менее квалифицированного труда. Себестоимость штампованных заготовок меньше, чем кованных. Заготовки в виде штаповок могут применяться только в том случае, если по производственной программе требуется их значительное количество (крупносерийное и массовое производство).
Процесс изготовления штамповок по сравнению с ковокой значительно быстрее и требует менее квалифицированного труда. Себестоимость штампованных заготовок меньше, чем кованных. Заготовки в виде штаповок могут применяться только в том случае, если по производственной программе требуется их значительное количество (крупносерийное и массовое производство).
Заготовки из проката (круглого, квадратного или шестигранного) применяются для деталей, по конфигурации приближающихся к какому-либо виду проката.
Правильное решение вопроса о выборе заготовок можно получить только в результатте технико-экономических расчётов путём сопоставления вариантов себестоимости готвой детали при том или другом виде заготвки.
На рис. 10, 11, 12 изображены заготовки в виде отливки, штамповки и из проката с указанием припусков.
Рис.10. Заготовка чугунной втулки в виде отливки.
|
|
Рис. 12. Заготовка винта из проката.
12. Заготовка винта из проката.
2. Припуски на механическую обработку
Всякая заготовка, предназначенная для дальнейшей механической обработки, изготавляется с припуском на размеры готовой детали.
Припуск — это излишек материала, необходимый для получения окончательных размеров и заданного класса шероховатости поверхности детали. Поверхности детали, не подвергающиеся механической обработке, припусков не имеют.
Припуски разделяют на общие и межоперационные. Общий припуск — это припуск, снимаемый в течении всего процесса обработки данной поверхности — от размера заготовки до окончательного размера готовой детали. Межоперационный припуск — это припуск, который удаляют при выполнении отдельной операции.
Припуск должен иметь размеры, обеспечивающие выполнение необходимой для данной детали механической обработки при удовлетворении установленных требований к шероховатости и качеству поверхности металла и точности размеров деталей при наименьшем расходе материала и наименьшей стоимости детали.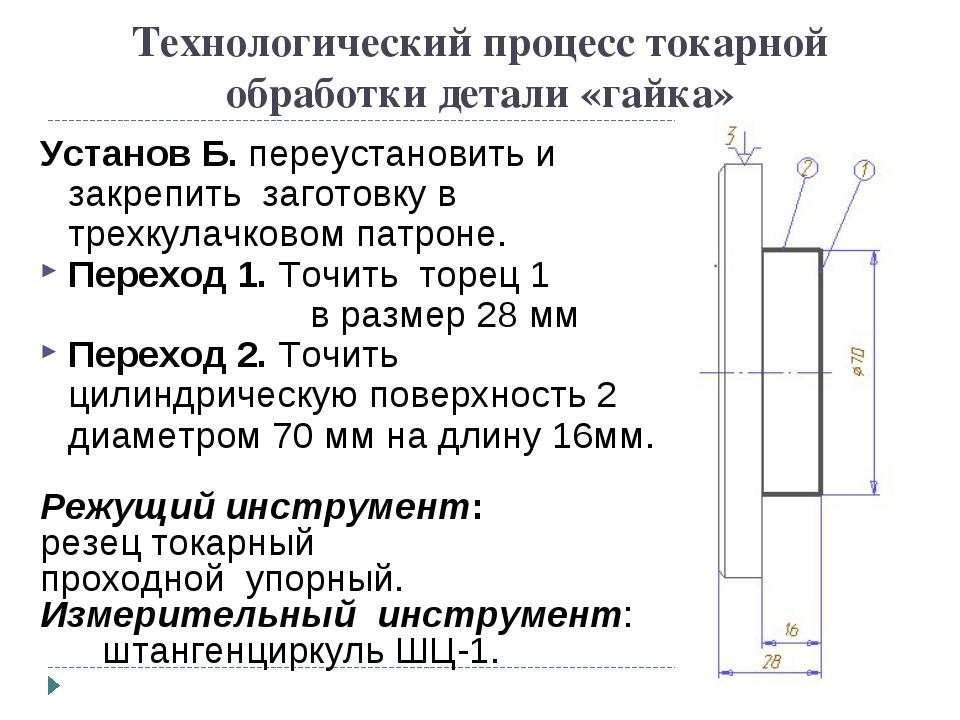
Величины припусков могут определяться расчётно-аналитическим и табличным методами.
Величина припуска, определяемая расчётом, выражается следующими формулами:
а) Симметричный припуск — на диаметр наружных и внутренних поверхностей тал вращения (вал и отверстие):
симметричный припуск — на обе противолежащие параллельные плоские поверхности:
асимметричный припуск — на плоскую поверхность
Zimin = Hi-1 + Ti-1+ ri-1 + ei
где, Zimin-минимальный припуск на выполняемый переход; Rzi-1-высота микронеровностей, полученная на предыдущей операции; Ti-1-толщина дефектного слоя, оставшегося от предшествующей обработки; ri-1-суммарное значение пространственных отклонений; ei-погрешность установки заготовки на выполняемой операции; i – индекс поверхности, предшествующей обработке.
3. Факторы влияющие на величины припусков
Величины припусков на обработку и допуски на размеры заготовок зависят от ряда факторов, степень влияния которых различна. К числу основных факторов относятся следующие:
а) материал заготовки;
б) конфигурация и размеры заготовки;
в) вид заготовки и способ её получения;
г) требования в отношении механической обработки;
д) технические условия в отношении качества и шероховатости поверхности и точности размеров детали.
Материал заготовки. У заготовок, получаемых литьём, поверхностный слой имеет твёрдую корку. Для нормальной работы режущего инструмента необходимо, чтобы глубина резаниия была больше толщины корки отливки; исходя из этого должен быть назначен припуск.
Поковки и штамповки могут быть из легированной или углеродистой стали. Поковки выполняют из слитка или проката. При изготвлении на них образуется слой окалины, который при дальнейшей механической обработке сильно увеличивает износ режущего инструмента. Глубина резания здесь также должна быть больше толщины слоя окалины.
Глубина резания здесь также должна быть больше толщины слоя окалины.
Конфигурация и размеры заготовки. Заготовку сложной конфигурации получить свободной ковкой затруднительно, поэтому ради упрощениия формы заготовки иногда оказывается необходимым увеличивать припуски на обработку.
В штамповках сложной конфигурации затруднено течение материала, поэтому для таких штамповок также необходимо увеличивать припуски.
В отливках сложной конфигурации в целях достижения более равномерного остывания металла необходимо делать плавные, постепенные переходы от тонких стенок к толстым, не допуская резкого изменения поперечных сечений. Это требование также вызывает необходимость увеличения припусков.
При изготовлении крупных отливок необходимо считаться с усадкой, которая в таких отливках достигает значительных размеров, и назначать для них увеличенные припуски.
Вид заготовки и способ её изготовления. Заготовки бывают в виде отливок, поковок, штаповок и проката. В зависимости от вида заготовки и способа её получения величины припусков и допуски на размеры заготовки различны. Так, для литой детали, изготовленной ручной формовкой, припуск больше, чем в отливке машинной формовки.
В зависимости от вида заготовки и способа её получения величины припусков и допуски на размеры заготовки различны. Так, для литой детали, изготовленной ручной формовкой, припуск больше, чем в отливке машинной формовки.
Требования в отношении механической обработки. В соответствии с требованиями к шероховатости поверхности и точности размеров детали принимается тот или иной способ механической обработки. Для каждой промежуточной операции механической обработки необходимо оставлять припуск, снимаемый режущим инструментом за один или несколько проходов. Следовательно, общий припуск находится в зависимости от способов механической обработки, требующейся для изготовления детали по техническим условиям.
Технические условия в отношении качества, шероховатости поверхности и точности размеров детали. Требования, предъявляемые к детали в соответствии с техническими условиями, обуславливают величину припуска: чем выше эти требования, тем больше должна быть величина припуска. Например, если по техническим условиям требуется, чтобы поверхность металла была чистой, без каких-либо расслоений, черноты, раковин и т.д., то припуск приходится увеличивать для удаления с поверхности металла всех этих недостатков. Если размеры детали должны быть выполнены точно в пределах установленных допусков, то припуск должен обеспечивать возможность достижения необходимой точности и шероховатости поверхности,что должно быть учтено при определении величины припуска.
Например, если по техническим условиям требуется, чтобы поверхность металла была чистой, без каких-либо расслоений, черноты, раковин и т.д., то припуск приходится увеличивать для удаления с поверхности металла всех этих недостатков. Если размеры детали должны быть выполнены точно в пределах установленных допусков, то припуск должен обеспечивать возможность достижения необходимой точности и шероховатости поверхности,что должно быть учтено при определении величины припуска.
Вопросы для самоконтроля.
1. Какие виды заготовок Вы знаете?
2. Приведите примеры заготовок деталей машин?
3. Что такое припуск?
4. Какие виды припусков Вы знаете?
5. Как расчитываются припуски на обработку?
6. Перечислите факторы, влияющие на величину припуска?
обтачивание, протачивание, растачивание, сверление, нарезание резьбы, зенкерование, развертывание Спб
Сущность токарной обработки состоит в формировании поверхности детали инструментом с режущей кромкой, при этом, как правило, происходит вращение заготовки и перемещение резца. Процесс точения достаточно разнообразен по форме и материалам обрабатываемых деталей, типам операций, условиям обработки, требованиям, себестоимости и многим другим факторам. С помощью черновых и чистовых операций, выполняемых на токарных станках с ЧПУ, получают детали различной конфигурации с показателем чистоты поверхности Ra до 1,25, а в некоторых случаях и выше. Точность поверхности зависит от жесткости системы станок-инструмент-деталь, от применяемого инструмента и режимов резания: чем тверже режущая кромка инструмента (твердые сплавы, металлокерамика, эльбор, кубический нитрид бора, алмаз и т.д.), выше скорость вращения заготовки, меньше подача и вылет резца, тем лучше показатели чистоты и точности поверхности.
Процесс точения достаточно разнообразен по форме и материалам обрабатываемых деталей, типам операций, условиям обработки, требованиям, себестоимости и многим другим факторам. С помощью черновых и чистовых операций, выполняемых на токарных станках с ЧПУ, получают детали различной конфигурации с показателем чистоты поверхности Ra до 1,25, а в некоторых случаях и выше. Точность поверхности зависит от жесткости системы станок-инструмент-деталь, от применяемого инструмента и режимов резания: чем тверже режущая кромка инструмента (твердые сплавы, металлокерамика, эльбор, кубический нитрид бора, алмаз и т.д.), выше скорость вращения заготовки, меньше подача и вылет резца, тем лучше показатели чистоты и точности поверхности.
•оформление сложных поверхностей тел вращения, фасонное точение, обтачивание галтелей и скруглений
•нарезание внутренней и наружной резьбы с помощью резцов и инструмента: метчиков, резьбонарезных головок.
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки.
Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку. Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы.
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
Обточка конических деталей типа вал
При данном виде обработки токарные станки с ЧПУ имеют бесспорное преимущество. Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Оформление сложных поверхностей тел вращения, фасонное точение
Для получения тел вращения с криволинейной образующей на универсальных станках необходимо применять проходные или фасонные резцы с использованием копира или гидрокопировального суппорта. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Современные токарные станки с ЧПУ имеют широкие технологические возможности. Фасонные поверхности весьма многообразны, их получение во многих случаях обеспечивается не геометрией инструмента, а формообразующими движениями рабочих органов станка по программе. Применение фасонных инструментов для работы на станках с ЧПУ встречается крайне редко. Получение всего разнообразия форм поверхностей детали может быть достигнуто за счет грамотного проектирования программы обработки. Точность круговой и прямолинейной интерполяции позволяет сделать плавные переходы между кадрами.
Это позволяет обойтись сравнительно узкой номенклатурой инструментов при обработке различных деталей. Программируемой точкой резца служит либо его вершина, либо центр закругления при вершине.
На станках с ЧПУ токарной группы особенно эффективно применение инструментов с многогранными неперетачиваемыми пластинками из твердого сплава и сверх твердых материалов. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Торцовка заготовок, обработка уступов
Этот вид обработки достижим при закреплении детали в патроне шпинделя станка. Операция производится подрезными или проходными резцами. Лучшую чистоту поверхности дает обработка «от центра к периферии» или при движении к центру заготовки соответственное увеличение скорости вращения шпинделя (постоянство скорости резания).
Вытачивание канавок
Канавки прорезают на цилиндрической, конической и торцевой поверхности детали с помощью канавочных и прорезных резцов за один или несколько проходов (в зависимости от конфигурации и требуемой точности поверхностей). При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
Отрезка изделия или заготовки
производится отрезными резцами, при этом инструмент перемещается в поперечном направлении к центру детали. В зависимости от размера детали применяют различные методы фиксации почти отрезанной или отрезанной детали. Поломку инструмента в конце резания предотвращают использованием поддерживающих люнетов и снижением подачи резца (на 45-55%) при приближении к центру детали на половину радиуса заготовки. Малые детали падают в лоток, ловитель детали или фиксируются в приспособлении револьверной головки.
Сверление, зенкерование, развертывание отверстий
Основным способом получения отверстий является сверление. Сверление — это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
В универсальном станке обрабатывающий инструмент: зенкер, сверло, развертка — закрепляется в коническом отверстии задней бабки напрямую или через зажимной патрон. в станках ЧПУ — в позиции резцедержки с использованием специальных резцовых блоков и оправок.
С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения. Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Для точности токарной обработки необходима правильная и одинаковая заточка режущих кромок сверла, перпендикулярность торца заготовки оси инструмента, отсутствие заусенцев, неровностей поверхности.
С помощью систем контроля и настройки фирмы Renishaw, программное обеспечение в станках с ЧПУ позволяет задать параметры коррекции на длину и диаметр инструмента и выполнять обнаружение поломки в процессе обработки. Подача инструмента в станке происходит механически. Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Растачивание отверстий
Получение точных отверстий, ступенчатых отверстий большого диаметра, а также внутренних канавок возможно с помощью операции растачивания. Изделие зажимается в патрон передней бабки, поддерживается люнетом (в случае значительной длины или массы). При этом доступ к торцу, обрабатываемому расточным резцом, остается свободен. Точность расточки на токарном станке с ЧПУ превышает точность сверления, часто обеспечивается технологией обработки, режущим инструментом, опытом токаря, системами уточненной настройки режущего инструмента и техническим состоянием оборудования.
Нарезание внутренней и наружной резьбы
с помощью резцов и инструмента: плашек, метчиков, резьбонарезных головок
Подробно о способах нарезания и видах получаемой резьбы рассказано в статье l.
Специальные возможности токарных станков
С помощью токарных станков с ЧПУ может проводиться обработка шпоночных пазов, отделка поверхностей (полировка, суперфиниширование), доводка (притирка), обкатывание шариками и роликами, накатывание, алмазное выглаживание т.д.
Станки с ЧПУ характеризуются производственной гибкостью, т. е. способностью быстро переналаживаться на обработку различных деталей. Для этого нужно всего лишь заменить управляющую программу и, при необходимости, оснастку и режущий инструмент. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз. Эти станки обеспечивают более высокую геометрическую точность обработанных деталей, что объясняется уменьшением влияния человеческого фактора, их более высокой статической и динамической жесткостью, а также более высокой точностью позиционирования и повторяемости траектории движения инструмента относительно обрабатываемой заготовки. Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Металлорежущее оборудование с числовым программным управлением позволяет обрабатывать такие детали, которые невозможно изготовить на обычном универсальном оборудовании. Это детали со сложными пространственными рабочими полостями, которые должны быть изготовлены не только с высокой точностью геометрической формы и размеров, но и с низкой шероховатостью, например штампы, пресс-формы и др.
Моделирование деформации заготовки и съем материала при токарной обработке
%PDF-1.7
%
1 0 объект
>
эндообъект
6 0 объект
>
эндообъект
2 0 объект
>
транслировать
application/pdf10.1016/j.procir.2013.06.062
 Шиндлер
ШиндлерJournalProcedia CIRP© 2013 Авторы показывают Опубликовано Elsevier B.V. Открытый доступ по лицензии CC BY-NC-ND. 2013.06.0626.410.1016/j.procir.2013.06.062noindexElsevier2013-07-19T16:33:43+05:302014-11-03T16:49:48+05:302014-11-03T16:49:48+05:30TrueAcrobat Distiller 10.0.0 (Windows)uuid:5478fbfa-606c-41ee-b970- 0dd86b346f29uuid:2eff11b1-d155-4585-b8ab-e0335917f77a
конечный поток
эндообъект
3 0 объект
>
эндообъект
4 0 объект
>
эндообъект
5 0 объект
>
эндообъект
7 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
8 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
90 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
10 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
11 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
12 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
13 0 объект
>
эндообъект
14 0 объект
>
эндообъект
15 0 объект
>
/А 66 0 Р
/С [0,0 0,0 1,0]
/Ч/П
/Граница [0 0 1]
/Тип /Аннот
>>
эндообъект
16 0 объект
>
/А 67 0 Р
/С [0,0 0,0 1,0]
/Ч/П
/Граница [0 0 1]
/Тип /Аннот
>>
эндообъект
17 0 объект
>
транслировать
HT]6|R\~I[5rh]>XK9гI|
a%jwr9Yr8&i4L$JQaB69$d`lЋwUN/Csj8+&Kn!˅[XjZ]
]D%!R*?so䂞I*NhG//q#ɍGWxsg=b p1un6z-_åon~’6qi@@_TrCi6h QMG
`Za3;9>
feSϻHs>bˑ-a{Qvizwdication$m gѬ>3yqC M%f»yUKVʘJWL+Ź`C»g
IFMn:=MRBP`J- 7$0O%7
Общие методы получения точности обработки детали (1)
Точность обработки относится к степени, в которой действительные геометрические параметры (размер, форма и положение) детали после обработки соответствуют идеальным геометрическим параметрам, указанным на чертеже. Чем выше степень этого соответствия, тем выше точность обработки.
Чем выше степень этого соответствия, тем выше точность обработки.
Сегодня мы обсудим следующие 3 аспекта:
- Как получить размерную точность деталей
- Метод получения точности формы
- Метод получения точности положения
(1) Способ пробного резания
То есть сначала попробовать вырезать небольшой участок обрабатываемой поверхности, измерить размер пробного пропила, отрегулировать положение режущей кромки инструмента относительно заготовки в соответствии с требованиями обработки, а затем попробуйте вырезать, а затем измерить, поэтому после двух или трех пробных разрезов и измерений, когда он обрабатывается. После того, как размер соответствует требованиям, вырежьте всю обрабатываемую поверхность.
Метод пробного отрезания заключается в следующем: «пробный отрез-измерение-регулировка-повторный отрезок» и повторяется до тех пор, пока не будет достигнута требуемая точность размеров. Например, пробное растачивание системы коробчатых отверстий.
Точность, достигаемая методом пробной резки, может быть очень высокой, он не требует сложных приспособлений, но этот метод трудоемок (требует многократных регулировок, пробных вырезов, измерений и расчетов), имеет низкую производительность и зависит от уровня квалификации рабочих и точности измерительных приборов, качество нестабильное, поэтому используется только для штучного мелкосерийного производства.
Как разновидность метода пробной резки, он основан на обработке обрабатываемой детали, обработке другой согласованной заготовки или объединении двух (или более) заготовок вместе для обработки. Требования к окончательным обрабатываемым размерам в работе по согласованию основаны на требованиях по согласованию с обрабатываемыми деталями.
(2) Метод регулировки
Используйте образцы или стандартные детали, чтобы отрегулировать точные относительные положения станков, приспособлений, режущих инструментов и заготовок, чтобы обеспечить точность размеров заготовок.![]() Поскольку размер регулируется заранее, нет необходимости снова пытаться вырезать во время обработки. Размер получается автоматически и остается неизменным при обработке партии деталей. Это метод регулировки. Например, при использовании приспособления для фрезерного станка положение инструмента определяется блоком инструментов. Суть метода регулировки заключается в использовании устройства с фиксированным расстоянием или устройства наладки инструмента на станке или предварительно установленного держателя инструмента, чтобы заставить инструмент достичь определенной точности положения относительно станка или приспособления, а затем обработать партия заготовок.
Поскольку размер регулируется заранее, нет необходимости снова пытаться вырезать во время обработки. Размер получается автоматически и остается неизменным при обработке партии деталей. Это метод регулировки. Например, при использовании приспособления для фрезерного станка положение инструмента определяется блоком инструментов. Суть метода регулировки заключается в использовании устройства с фиксированным расстоянием или устройства наладки инструмента на станке или предварительно установленного держателя инструмента, чтобы заставить инструмент достичь определенной точности положения относительно станка или приспособления, а затем обработать партия заготовок.
Станок подает, а затем режет в соответствии с циферблатом, что также является своего рода методом регулировки. Этот метод требует сначала определить шкалу на циферблате в соответствии с методом пробной резки. В массовом производстве для регулировки часто используются приспособления для наладки инструмента, такие как стопоры с фиксированным диапазоном, прототипы и прототипы.
Метод настройки обеспечивает лучшую точность обработки и стабильность, чем метод пробной резки, и имеет более высокую производительность. Он не требует высоких станочников, но предъявляет высокие требования к наладчикам станков. Он часто используется в серийном производстве и массовом производстве.
(3) Метод фиксированного размера
Метод использования соответствующего размера инструмента для обеспечения размера обрабатываемой части заготовки называется методом размерной обработки. Для обработки используются инструменты стандартного размера, а размер обрабатываемой поверхности определяется размером инструмента. То есть инструмент с определенной точностью размеров (например, развертка, развёртка, сверло и т. д.) используется для обеспечения точности обрабатываемой детали (например, отверстия).
Метод калибровки прост в эксплуатации, имеет высокую производительность и относительно стабильную точность обработки. К техническому уровню рабочих это почти не имеет никакого отношения. Обладает высокой производительностью и широко используется в различных видах производства. Например, сверление, развертывание и т. д.
Обладает высокой производительностью и широко используется в различных видах производства. Например, сверление, развертывание и т. д.
(4) Активный метод измерения
В процессе обработки размеры обработки измеряются во время обработки, а результаты измерений сравниваются с размерами, требуемыми конструкцией, или станок может продолжать работу или остановить станок. Это активный метод измерения.
В настоящее время значение активного измерения может отображаться в цифровом виде. Активный метод измерения добавляет в технологическую систему измерительное устройство (то есть единство станков, режущих инструментов, приспособлений и заготовок), что становится ее пятым фактором.
Активный метод измерения имеет стабильное качество и высокую производительность, что является направлением развития.
(5) Метод автоматического управления
Этот метод состоит из измерительного устройства, питающего устройства и системы управления. Он объединяет измерительное, подающее устройство и систему управления в автоматическую систему обработки, и процесс обработки автоматически завершается системой.
Он объединяет измерительное, подающее устройство и систему управления в автоматическую систему обработки, и процесс обработки автоматически завершается системой.
Ряд задач, таких как измерение размера, регулировка компенсации инструмента, обработка резки и остановка станка, автоматически выполняются для автоматического достижения требуемой точности размеров. Например, при обработке на станке с ЧПУ детали обрабатываются с помощью различных инструкций программы для контроля последовательности обработки и точности обработки.
Существует два специальных метода автоматического контроля
①Автоматическое измерение
Означает, что станок имеет устройство для автоматического измерения размера заготовки. Когда заготовка достигает необходимого размера, измерительное устройство выдает команду на автоматический отвод станка и прекращение работы.
②Цифровое управление
Это означает, что в станке есть серводвигатели, пары накатных винтов и гаек и полный набор цифровых устройств управления для контроля точного движения инструментальной стойки или рабочего стола.
