Содержание
Укажите место проверки теплового зазора в ГРМ?
1) между штангой толкателя и регулировочным винтом
2) между толкателем и кулачком распредвала
3) между носком коромысла и торцом стержня клапана.
Что обеспечивает герметичность сопряжений клапан-седло клапана?
1) их шлифовка и притирка по месту пастами
2) подгонка по месту с применением уплотнителей
3) установка самоподжимных манжет
14. Может ли в системе смазки устанавливаться радиатор?
1) нет, устанавливается только в системе охлаждения
2) может, на автомобилях работающих в тяжелых условиях
3) устанавливается на всех автомобильных двигателях
15. Как приводится в действие масляный центробежный фильтр тонкой очистки (центрифуга)?
1) реактивными силами струи масла из сопла ротора
2) клиноременной передачей
3) шестеренчатым приводом
16. Картерные газы:
1) уменьшают износ цилиндров
2) повышают давление в картере
3) способствуют смесеобразованию
4) улучшают смазывание цилиндров
5) ухудшают смазывающие свойства масла
Вариант 6
Какое компрессионное кольцо работает в самых тяжелых условиях?
1) верхнее
2) нижнее
3) среднее.
Какая деталь соединяет коленчатый вал двигателя с поршнем?
1) поршневой палец
2) шатун
3) шатунный подшипник.
Сколько шатунов крепится на 1 шатунной шейке коленчатого вала 8-ми цилиндрового V-образного двигателя?
1) один
2) два
3) четыре.
4) восемь
Какое количество клапанов установлено на двигателе КамАЗ-740.10?
1) 6 впускных и 6 выпускных клапанов
2) 8 впускных и 8 выпускных клапанов
3) 12 впускных и 12 выпускных клапанов
4) 16 впускных и 16 выпускных клапанов
С какой скоростью вращается распределительный вал?
1) в два раза быстрее коленчатого вала
2) в два раза медленнее коленчатого вала
3) со скоростью вращения коленчатого вала
4) в четыре раза быстрее коленчатого вала
Для чего предусмотрены тепловые зазоры в ГРМ?
1) для предотвращения разрушения коромысел и толкателей
2) для исключения неплотного закрытия клапанов
3) для уменьшения износа направляющих клапанов и толкателей.
Сколько воздуха теоретически необходимо и достаточно для полного сгорания 1 кг. бензина?
1) 7 кг.
2) 11 кг.
3) 15 кг.
4) 20 кг.
Какие функции выполняет термостат?
1) перекрывает доступ ОЖ к радиатору при прогреве холодного двигателя после пуска;
2) обеспечивает циркуляцию ОЖ по системе;
3) производит отключение радиатора отопителя после прогрева двигателя;
4) сообщает расширительный бочок с системой охлаждения.
9 Тепловые зазоры в клапанных механизмах устанавливаются для того, чтобы исключить…
1) разрушение распределительного вала;
2) повышенный износ кулачков;
3) неплотное закрытие клапанов;
4) масляное голодание питания ГРМ.
Каким способом заполняют топливоподводящие каналы насоса высокого давления перед пуском дизельного двигателя?
1) проворачивая коленчатый вал двигателя пусковой рукояткой;
2) проворачивая коленчатый вал двигателя стартером;
3) наливая топливо в каналы вручную;
4) возвратно-поступательным перемещением кнопки топливоподкачивающего насоса.
Что такое детонация?
1) возникновение при работе двигателя стуков и вибраций;
2) возникновение резких металлических стуков в верхней части двигателя;
3) взрывное сгорание рабочей смеси в цилиндрах двигателя;
4) самовоспламенение рабочей смеси после выключения зажигания.
Как смазываются шейки и вкладыши коленчатого вала?
1) самотеком;
2) разбрызгиванием;
3) масляным туманом;
4) под давлением
13. Сколько пружин установлено на одном клапане двигателя ЯМЗ – 740?
1) одна
2) две
3) три
4) четыре
Что сменил инжекторный двигатель в автомобилестроении?
1). впускной коллектор ;
2).карбюратор ;
3). электроклапан ;
4). трансмиссию.
Как изменится емкость аккумулятора, если увеличить число пластин, или их размеры?
1. уменьшится
2. не изменится
3. уменьшится немного
4. увеличиться
увеличиться
Каково соотношение скоростей вращения коленчатого и распределительного валов?
1). 1:1
2). 2:1
3). 1:2
4). 4:1
Вариант 7
1. Что указывает цифра в обозначении антифриза (например, антифриз марки 40)
1. отрицательную температуру замерзания антифриза
2. отрицательную температуру, при которой рекомендуется использовать антифриз
3. нормальную температуру антифриза в работающем двигателе
4. процентное содержание воды.
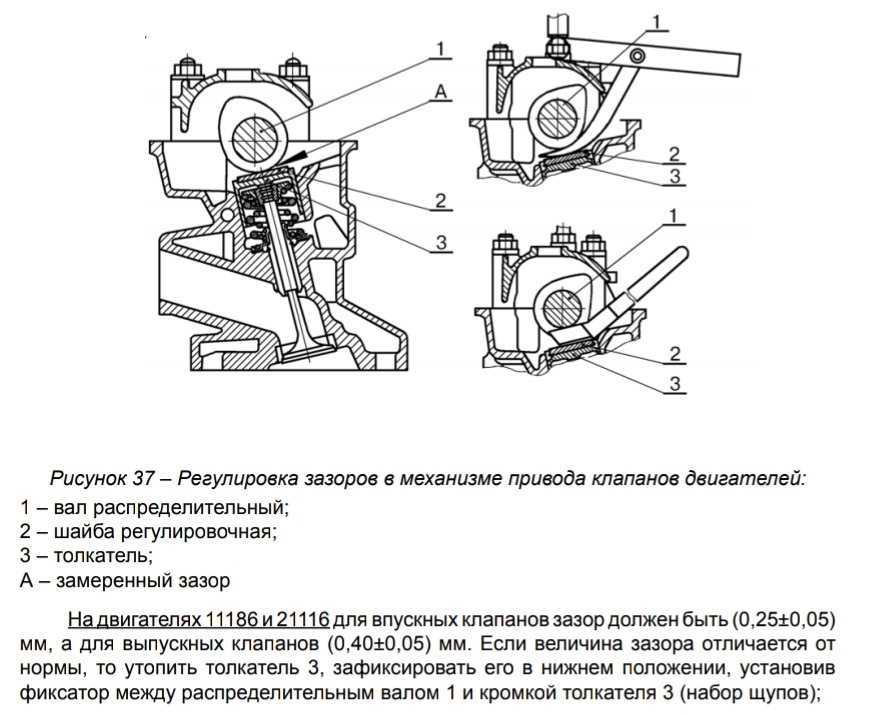
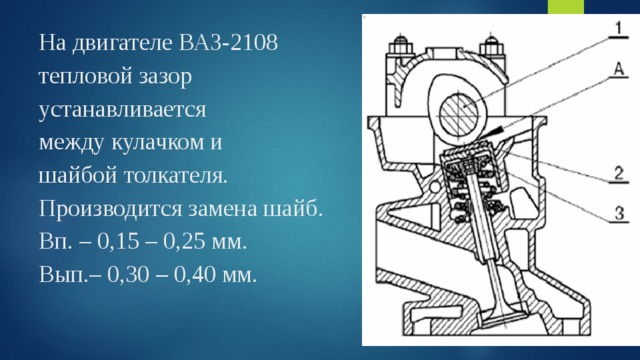
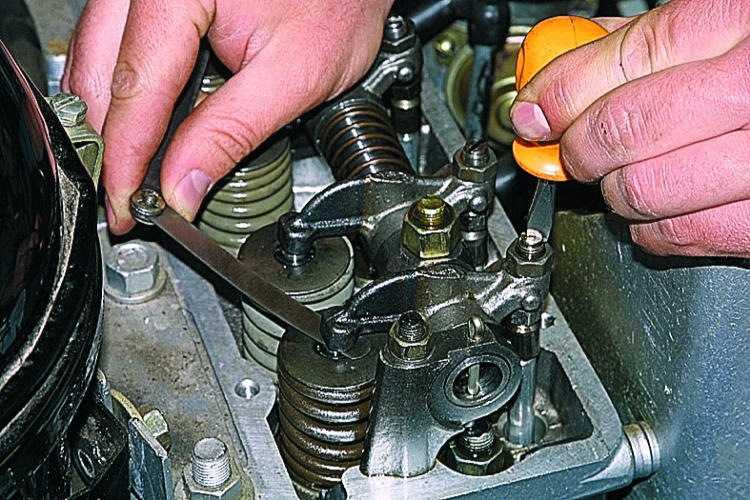
Проверка и регулировка тепловых зазоров клапанов газораспределительного механизма двигателей
Проверка и регулировка тепловых зазоров клапанов газораспределительного механизма двигателей | |||||||||||||||||||||||||||||
Изучить технологию Двигатели ЗМЗ-53 и КамАЗ-740, Тепловой зазор обеспечивает Для каждой модели двигателя
Таблица 1 Тепловые зазоры в клапанных механизмах
В процессе эксплуатации Зазоры проверяют и при необходимости регулируют периодически во время
Рисунок 1 – Механизм а – 3 – направляющая толкателя; 4 – штанга; 5 – прокладка крышки; 6 – 8 – регулировочный винт; 9 – болт крепления крышки головки; 10 – сухарь; 12 – тарелка пружины; 13 и 14 — клапанные пружины; 15 – направляющая шайба; 17 – клапан; б –
Рисунок 2 – Механизм а – колпачок; 4 и 5 – клапанные пружины; 6 – сухарь; 7 – тарелка пружины; 8 рычага; 9 – рычаг; 10 – корпус распределительного вала; 11 – кулачок; 12 механизма; 13 – сферическая опора рычага; 14 – регулировочный болт; 15 – регулировочного болта; 16 – стальная втулка; 17 – нижняя опорная шайба; б – которых поршень в четвертом цилиндре достигает в. Г – контргайка; 1 – 4 – очередность регулировки клапанов. | ||||||||||||||||||||||||||||

 Как увеличение, так и
Как увеличение, так и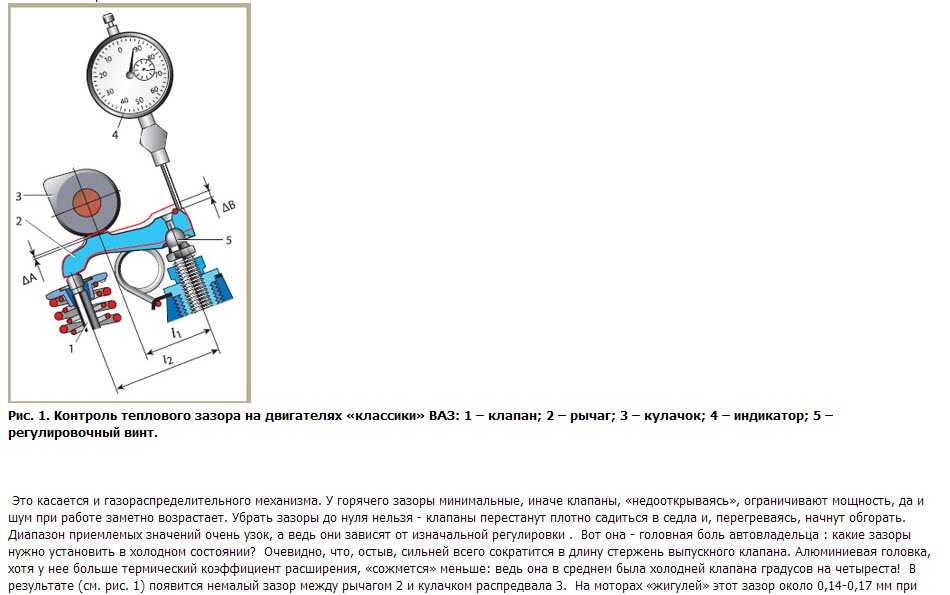 Если зазор
Если зазор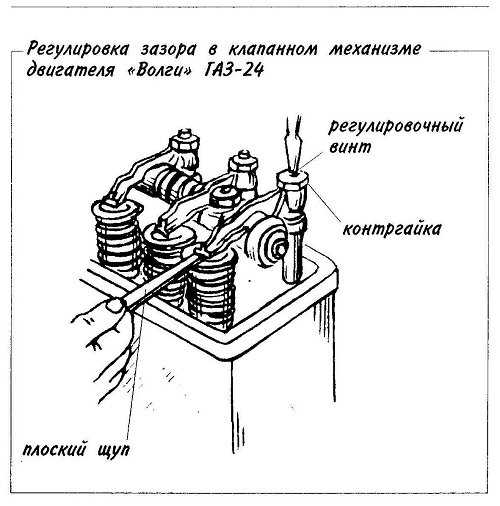 м.т. в такте сжатия; В
м.т. в такте сжатия; ВТермопрокладки
или термоформовка на месте?
Содержание
Как вы, наверное, знаете, на рынке существует множество различных типов материалов для термоинтерфейса (TIM). С таким количеством переменных выбор термопрокладки по сравнению с решением для формовки на месте может быть сложным. Некоторые из переменных включают в себя:
- Выбор оптимального поставщика
- Форма (выдаваемый наполнитель или отдельная подушечка)
- Теплопроводность
Если вы добавите особые требования к производительности компании, выбор подходящих термопрокладок или пасты может стать еще более сложной задачей.
—Статья продолжается ниже —
Посетите ресурсный центр Modus Form-in-Place прокладок
Во-первых, мы собираемся обсудить вопрос о термопрокладке или пасте, чтобы немного упростить процесс выбора. Мы также очень кратко коснемся различных вариантов теплопроводности, а также выбора потенциального поставщика, поскольку оба эти фактора играют важную роль в принятии решения о спецификации. Мы углубимся в более подробное обсуждение теплопроводности и выбора поставщиков в других блогах, потому что обе темы являются большими.
Мы также очень кратко коснемся различных вариантов теплопроводности, а также выбора потенциального поставщика, поскольку оба эти фактора играют важную роль в принятии решения о спецификации. Мы углубимся в более подробное обсуждение теплопроводности и выбора поставщиков в других блогах, потому что обе темы являются большими.
В рамках данного блога мы будем использовать термин «термопрокладка» для описания материалов термоинтерфейса, вырезанных по размеру. Имейте в виду, что в отрасли полно других терминов, таких как теплопроводящая прокладка, тепловая прокладка процессора, тепловые прокладки, не говоря уже о продуктах конкретных торговых марок, таких как популярная «Gap Pad» компании Bergquist (теперь часть Henkel) и «Fujipoly». Прокладки для заполнения зазоров Sarcon».
Аналогичным образом мы будем использовать термин «термонаполнитель» для описания распределяемого теплопроводящего материала для заполнения зазоров. Опять же, поскольку на самом деле не существует стандартной отраслевой терминологии, мы используем «термический наполнитель» вместо дозированной термопасты, дозированной термопрокладки и жидких материалов для заполнения зазоров.
Термопрокладка или термонаполнитель?
Вам, наверное, интересно, почему компания Modus Advanced, Inc. вообще обсуждает варианты термопрокладки или термонаполнителя? У нас есть клиенты, которые используют оба решения для эффективной передачи тепла, и мы получили множество отзывов об использовании обоих решений. Мы также высекаем и вырезаем термопрокладки на станках с ЧПУ, а также распределяем любые материалы, от силикона до уретана. Мы обсуждаем управление температурным режимом с точки зрения пользователя, а не с точки зрения состава материала.
Готовы перестать читать и вернуться к просмотру YouTube, чтобы узнать последние новости о дрэг-рейсинге или велосипедных трюках? Хорошо, быстрый и простой способ принять решение — выяснить, готова ли ваша компания или контрактный производитель настроить дозирование термонаполнителя. Если они хотят настроить встроенную операцию дозирования, а затем обеспечить своевременную сборку компонентов на поверхности наполнителя, то термический наполнитель, вероятно, будет наиболее экономичным и настоятельно рекомендуемым решением для вас.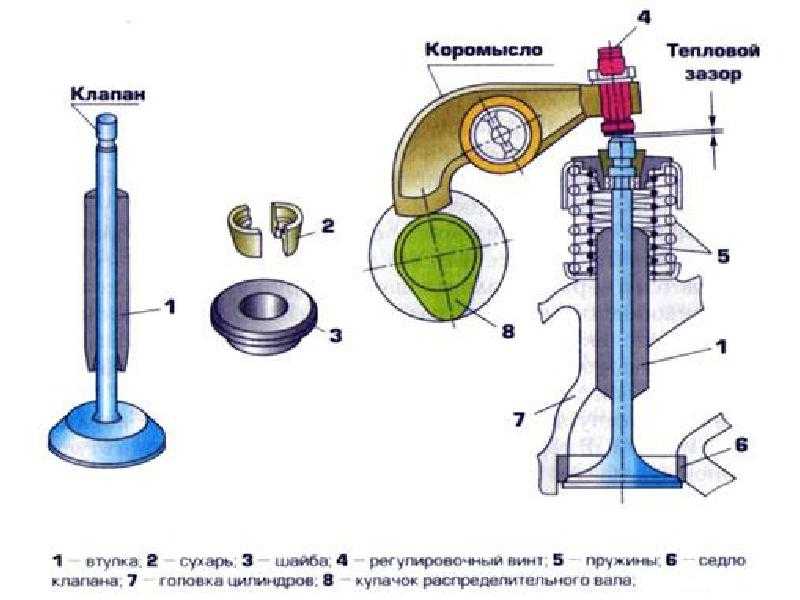 Итак, если это все, что вам нужно знать, не стесняйтесь вернуться на YouTube, потому что теперь вы можете оправдать использование более дешевого решения для термонаполнителя в своей сборке!
Итак, если это все, что вам нужно знать, не стесняйтесь вернуться на YouTube, потому что теперь вы можете оправдать использование более дешевого решения для термонаполнителя в своей сборке!
Термический наполнитель – дозирующее оборудование
Как упоминалось выше, термонаполнитель обычно рекомендуется для применения на месте или в процессе дозирования. Термический наполнитель можно наносить с помощью стандартного дозирующего оборудования. При покупке оборудования для дозирования вам следует склоняться к программируемым/автоматизированным вариантам дозирования. Мы видели приличных роботов от Nordson, способных дозировать термонаполнитель в диапазоне 15 000 долларов США . Если бюджет доступен, и вы ищете лучшее в программировании, управлении движением и объеме дозирования, варианты высококлассного дозирующего оборудования от Datron и Rampf могут стоить более 150 000 долларов. Совет для инсайдеров: высококачественное дозирующее оборудование также можно использовать для изготовления электропроводящих формованных прокладок с высокими допусками (экранирующих прокладок от электромагнитных помех)! Просто скажу, что, исходя из нашего опыта, материалы для теплового интерфейса и экранирование от электромагнитных помех обычно идут рука об руку!
Изображение: дозированный термонаполнитель
—Статья продолжается ниже —
Справочник по прокладкам Form in Place: полный сборник информации о разработке, дозировании и производстве FIP
Термонаполнитель – установка и обучение операторов
Мы не собираемся утверждать, что научиться создавать несложные программы на современных роботах-дозаторах легко, но, безусловно, этому можно научиться за несколько дней или, в худшем случае, недель, если ваш оператор может тратить на самообучение всего пару часов в день.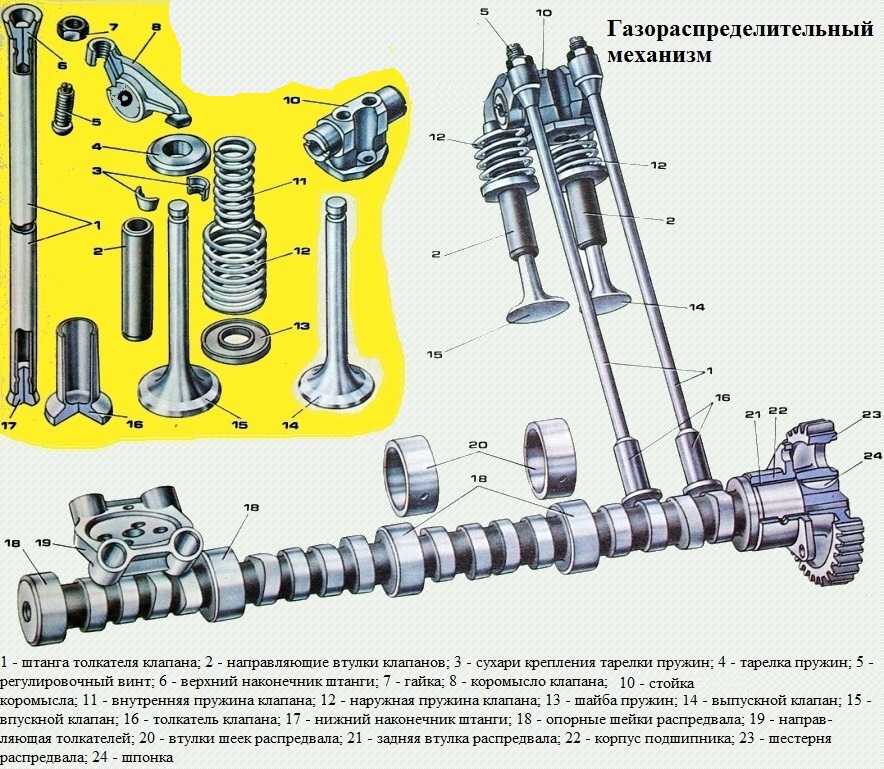 Доступны различные ресурсы, которые помогут операторам начать работу, в том числе инструкторы на месте, дистанционное видео (Skype и др.) и, конечно же, надежное руководство оператора! Не позволяйте обучению операторов повлиять на ваше решение о покупке дозирующего оборудования. Это не долгий и затяжной процесс, чтобы научиться программировать основные движения и переменные дозирования.
Доступны различные ресурсы, которые помогут операторам начать работу, в том числе инструкторы на месте, дистанционное видео (Skype и др.) и, конечно же, надежное руководство оператора! Не позволяйте обучению операторов повлиять на ваше решение о покупке дозирующего оборудования. Это не долгий и затяжной процесс, чтобы научиться программировать основные движения и переменные дозирования.
Термонаполнитель – преимущества
Как вкратце обсуждалось выше, экономия затрат, вероятно, является самым большим преимуществом использования термонаполнителя по сравнению с термопрокладками. Самый простой способ оценить экономическую выгоду — это использовать более оптимальное количество распределяемого теплового наполнителя, необходимого для передачи тепла. При использовании альтернативной термопрокладки, в зависимости от форм-факторов, пользователям может потребоваться допустить различное количество падений или отходов из-за проблем с выходом материала в процессе резки. Очевидно, что чем меньше отходов материала, тем ниже стоимость решения.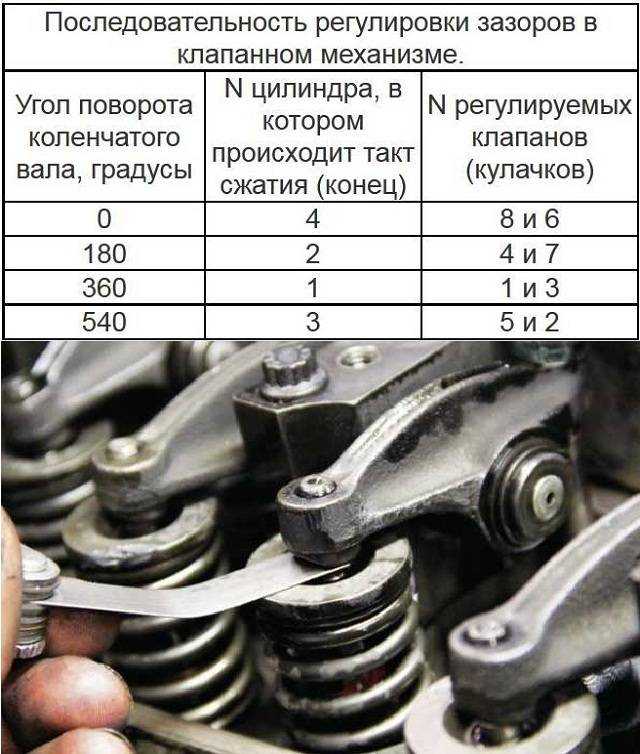
Вторым преимуществом является возможность быстрого программирования различных путей дозирования. Если ваше приложение имеет более одного размера и/или толщины интерфейса, вы можете распределять их все из одного и того же наполнителя вместо добавления нескольких частей TIM в спецификацию с соответствующими логистическими и административными расходами.
Кроме того, если произойдет изменение версии, не будет никаких затрат на инструмент или штамп, связанных с обновлением программы дозирования термонаполнителя. Изменения параметров дозирования также можно вносить по запросу, что потенциально сокращает время подготовки к обновлению версий. Изображение: дозированный термонаполнитель
Третье преимущество, о котором следует помнить, заключается в том, что наполнители, как правило, обеспечивают лучшие тепловые характеристики, чем прокладки с аналогичной проводимостью. Причина этого в том, что, поскольку эти материалы распределяются в жидком состоянии, они очень эффективно смачивают прилегающие поверхности, тем самым снижая тепловое контактное сопротивление.
Термонаполнитель – Недостатки
Очевидным недостатком термонаполнителя является потенциальная необходимость добавления нового производственного процесса. В зависимости от системы качества, в рамках которой работает ваша компания или CM, новый производственный процесс может быть таким же простым, как покупка оборудования и его установка; или так же сложно, как исследование, составление бюджета, тестирование, квалификация и, наконец, обучение нескольких операторов программированию и мониторингу робота!
Вторым и, возможно, менее очевидным недостатком термического наполнителя является соотношение количества произведенных деталей и времени установки. Настройка робота для дозирования нескольких десятков или пары сотен деталей, вероятно, будет не самым экономичным вариантом, учитывая, что настройка и тестирование существующей программы может занять час или больше. Новая программа может занять день или больше в зависимости от уровня компетенции оператора станка.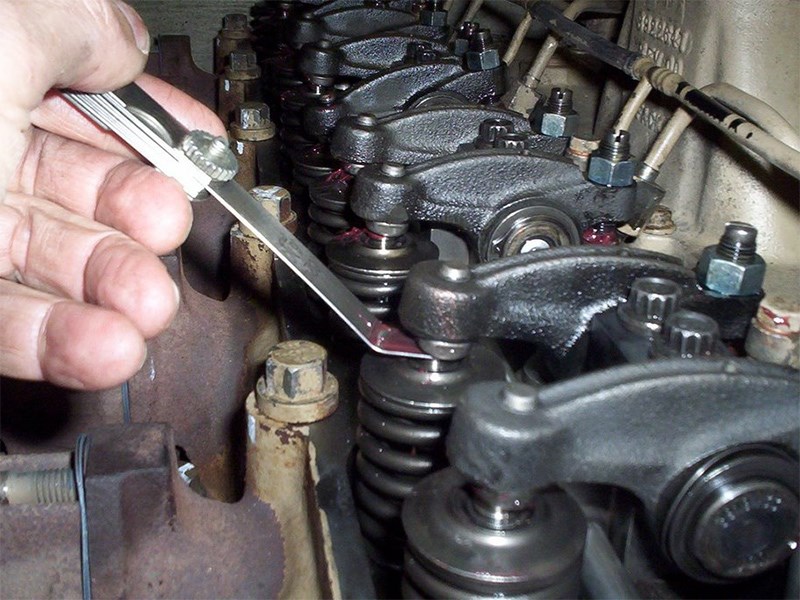 При этом учитывается не только движение машины, но и объем дозируемого материала, а также время, необходимое для проверки дозированного продукта.
При этом учитывается не только движение машины, но и объем дозируемого материала, а также время, необходимое для проверки дозированного продукта.
Третье соображение также связано с объемом и, в частности, с использованием двухкомпонентных наполнителей. Эти материалы смешиваются в насадке статического смесителя. Если материал в форсунке затвердеет слишком сильно, форсунку придется выбросить, а это означает, что весь материал, который попал в нее, будет потерян. В зависимости от жизнеспособности используемого материала и времени простоя производства между сменами это может происходить чаще или реже.
Еще одно предостережение, о котором следует помнить, касается дозирующего оборудования. Из-за природы теплопроводных частиц термонаполнители обладают высокой абразивностью. Насосы, клапаны и другие компоненты дозирующего оборудования поглощают эти требования, снижая скорость быстрого износа оборудования. Из-за этого на самом деле существует лишь несколько производителей, которые предоставляют оборудование, подходящее для термического дозирования наполнителей.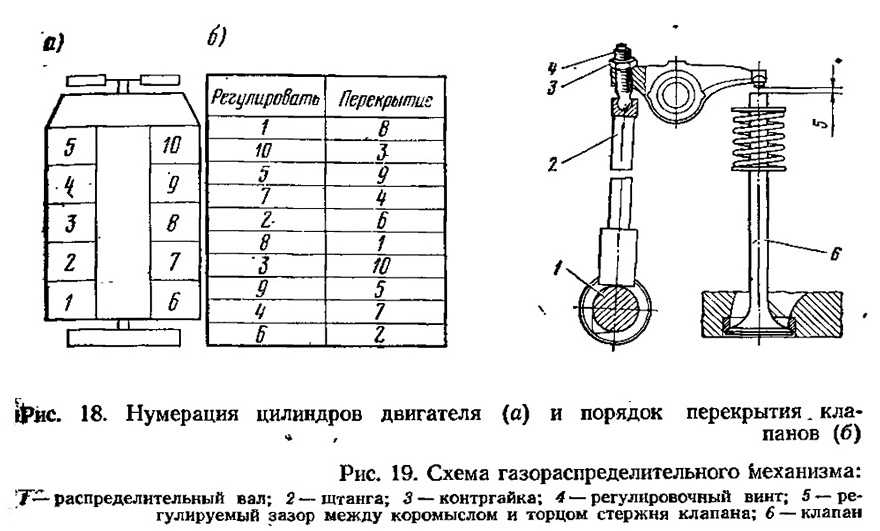
— Статья продолжается ниже —
Пример из практики: пересмотр традиционных отношений с поставщиками.
Термопрокладки – процесс высечки
Термопрокладки
обычно вырезаются из листов в соответствии с требованиями заказчика. В зависимости от производителя материала теплового интерфейса стандартные размеры листов обычно меньше 24 x 24 дюйма. Многие производители материалов (такие как Modus™, которые перерабатывают листы в прокладки) используют процесс высечки для производства термопрокладок в соответствии с конкретными требованиями заказчика. Несмотря на то, что существует множество способов резки термопрокладок, метод высечки или штамповки позволяет неизменно получать детали превосходного качества, отвечающие самым жестким требованиям по допускам, особенно для более тонких материалов.
Для изготовления термопрокладок с использованием этого метода резки требуется штамп. Будьте готовы заплатить где-то в районе 250 долларов до 500 долларов за установку высечки. Что приятно, матрицу можно использовать для изготовления десятков тысяч деталей, а в некоторых случаях даже сотен тысяч деталей, прежде чем ее нужно будет заменить.
Что приятно, матрицу можно использовать для изготовления десятков тысяч деталей, а в некоторых случаях даже сотен тысяч деталей, прежде чем ее нужно будет заменить.
Изображение: Термопрокладки
Термопрокладки — преимущества
Вероятно, самым большим преимуществом использования термопрокладок является их портативность. Вырезанные термопрокладки можно доставлять в любую точку мира и использовать в нескольких местах на заводе без необходимости программировать роботов или обучать техников. Подушечки вырезаются заранее и используются по требованию.
Подушечки также остаются портативными после установки на место. Вполне возможно крепление накладок; например, в первый день радиатора; а затем отправить их на сборочный завод для монтажа на печатной плате через два дня.
Еще одним важным преимуществом использования вырубных термопрокладок является широкий выбор доступных материалов для решения проблем управления температурой.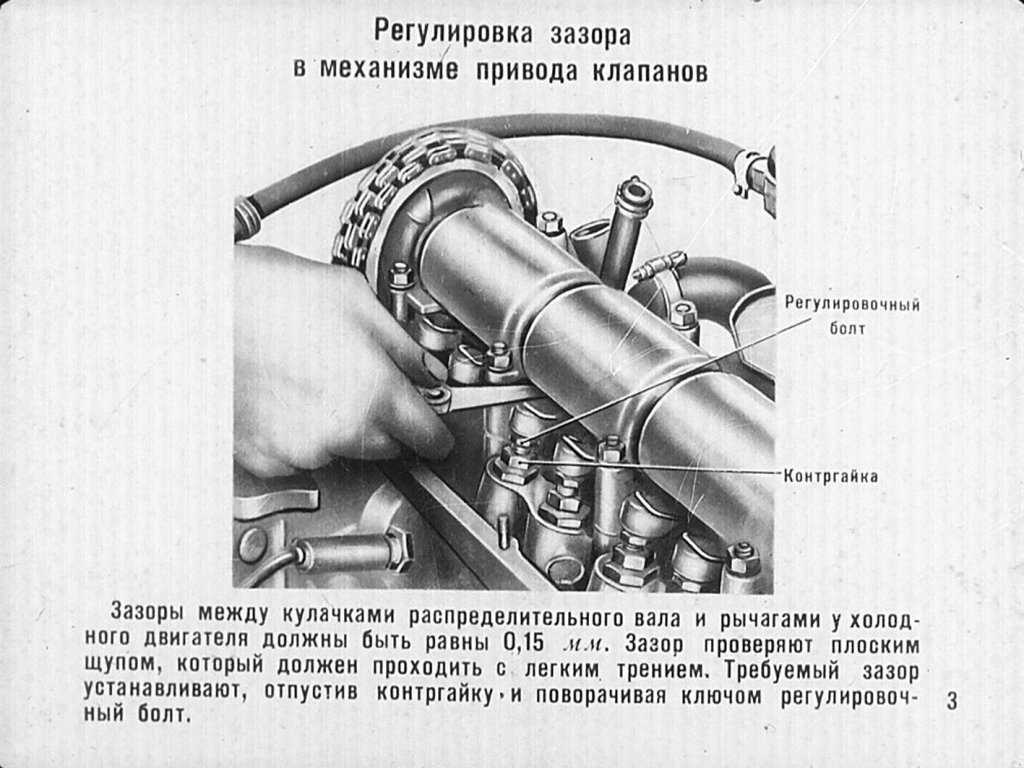 Сегодня
Сегодня
управление температурным режимом потребитель может буквально
выбор из сотен, если не тысяч, вариаций материала из источников со всего мира
. Слово предостережения: обязательно изучите качество материала и требования поставщика, прежде чем выбирать материал! Многие ведущие поставщики тепловых устройств предоставляют потенциальным клиентам отчеты об испытаниях, чтобы подтвердить свои заявления.
Термопрокладки — недостатки
Вероятно, самым большим недостатком использования термопрокладок является то, что они могут быть дороже, чем вариант с термонаполнителем. Как было сказано ранее, термопрокладки вырезаются из листов. В зависимости от размера подложки и листа максимальное использование листа обычно составляет 90%. Конечно, есть исключения, когда «Mr. Super Die Cut Operator» получит выход 95%, но не рассчитывайте на это! Изображение: вырубная термопрокладка
В зависимости от типа операции резки, форм-фактора деталей и гибкости процесса формования листа, это может значительно варьироваться в сторону более эффективного использования листа.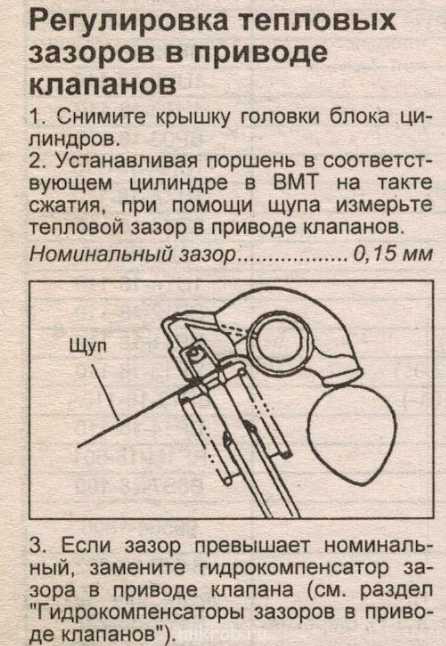 С прямоугольными частями, обычно используемыми в телекоммуникационной отрасли, в дополнение к «Mr. Super Die Cut Operator», можно было увидеть показатели урожайности в 95 – 100% диапазон!
С прямоугольными частями, обычно используемыми в телекоммуникационной отрасли, в дополнение к «Mr. Super Die Cut Operator», можно было увидеть показатели урожайности в 95 – 100% диапазон!
Полное раскрытие – в зависимости от формы детали также очень распространен выход 80%. Это означает, что клиент платит не только за подушечки, вырезанные из листа, но и за 20% выбрасываемого листа. Для меньших объемов выход листа может не иметь большого значения, но тем, у кого большие объемы, следует, по крайней мере, рассмотреть возможность выдачи.
Ваш лучший вариант
Было бы неплохо, если бы существовало простое и очевидное решение? Достойной стратегией выбора между двумя вариантами могло бы стать рассмотрение годовых объемов. Если вам понадобятся сотни тысяч или больше, вам, вероятно, следует рассмотреть вариант дозирования. Если ваше использование со временем будет увеличиваться, а в настоящее время нет бюджета для добавления линии выдачи, термопрокладки могут быть лучшим вариантом (или очевидным выбором). Принимая решение, вы обязательно должны учитывать общую стоимость, качество материалов и варианты вашей цепочки поставок.
Принимая решение, вы обязательно должны учитывать общую стоимость, качество материалов и варианты вашей цепочки поставок.
Эффективная теплопередача жизненно важна для создания эффективных и надежных продуктов, поэтому выбор правильного TIM является ключевым фактором успеха и долговечности продукта на рынке. Modus Advanced, Inc. предлагает различные варианты TIM через свои продукты WesTherm™ и Nolato Compatherm™.
Наполнитель зазоров Compatherm® компании Nolato представляет собой теплопроводный материал, разработанный для удовлетворения растущего спроса на надежные и экономичные ТИМ. Эти сверхмягкие и гибкие материалы идеально подходят для приложений, требующих передачи тепла от печатной платы к радиатору, могут значительно снизить тепловое сопротивление и значительно улучшить охлаждение, заполняя воздушные зазоры и небольшие неровности. Доступный в широком диапазоне толщин, механических свойств, футеровки и тепловых характеристик, этот материал также может быть изготовлен по индивидуальному заказу.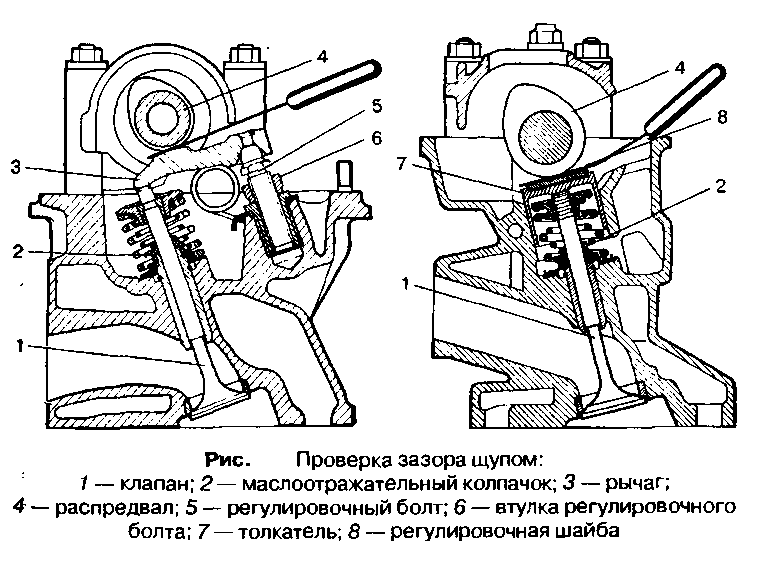 Материалы Nolato Compatherm® доступны как в виде термопрокладок, так и в виде термонаполнителя.
Материалы Nolato Compatherm® доступны как в виде термопрокладок, так и в виде термонаполнителя.
Какое решение вы сейчас используете? Не стесняйтесь поделиться в разделе комментариев и не забудьте бесплатно загрузить наш портфель продуктов Compatherm ниже!
Как выбрать и использовать заполнители тепловых зазоров
Большинство проектировщиков размещают тепловые материалы в электронных сборках, распределяя заполнители зазоров на месте, поскольку автомобильная электроника, телекоммуникационное оборудование, энергосберегающее освещение и другие отрасли требуют более высокой производительности и тонкости. линии соединения и снижение механического давления на компоненты и паяные соединения. Эта тенденция приведет к изменениям в характеристиках термоматериалов и обращении с ними, а также в процессах сборки и оборудовании, используемом на заводе.
Заполнители зазоров на месте
Термически эффективные прокладки и заполнители стали жизненно важными для удовлетворения требований по увеличению производительности и уменьшению размеров электронных узлов, таких как блоки питания и блоки управления, без ущерба для надежности. Современные термоматериалы обычно представляют собой силиконовые эластомеры с керамическим наполнителем, с которыми легко обращаться. Они также хорошо соответствуют форме и текстуре поверхности радиаторов или электронных компонентов. Кроме того, они обладают высокой теплопроводностью по сравнению с неподвижным воздухом, который они призваны устранять.
Современные термоматериалы обычно представляют собой силиконовые эластомеры с керамическим наполнителем, с которыми легко обращаться. Они также хорошо соответствуют форме и текстуре поверхности радиаторов или электронных компонентов. Кроме того, они обладают высокой теплопроводностью по сравнению с неподвижным воздухом, который они призваны устранять.
Кроме того, для применений, крайне чувствительных к присутствию силиконов, были разработаны не содержащие силикона заполнители термических зазоров. Эти наполнители используются в основном там, где существует риск возникновения электрической дуги или пробоя, которые могут превратить силикон в изолирующий кремнезем и помешать правильной работе системы.
Предварительно сформированные прокладки для зазоров стандартных или нестандартных форм, размеров и толщины имеют по крайней мере одно важное преимущество — они чрезвычайно просты в использовании по сравнению с более старыми типами материалов, такими как термопасты. Смазки сложны в использовании и неточны, поэтому они нежелательны в современной производственной среде.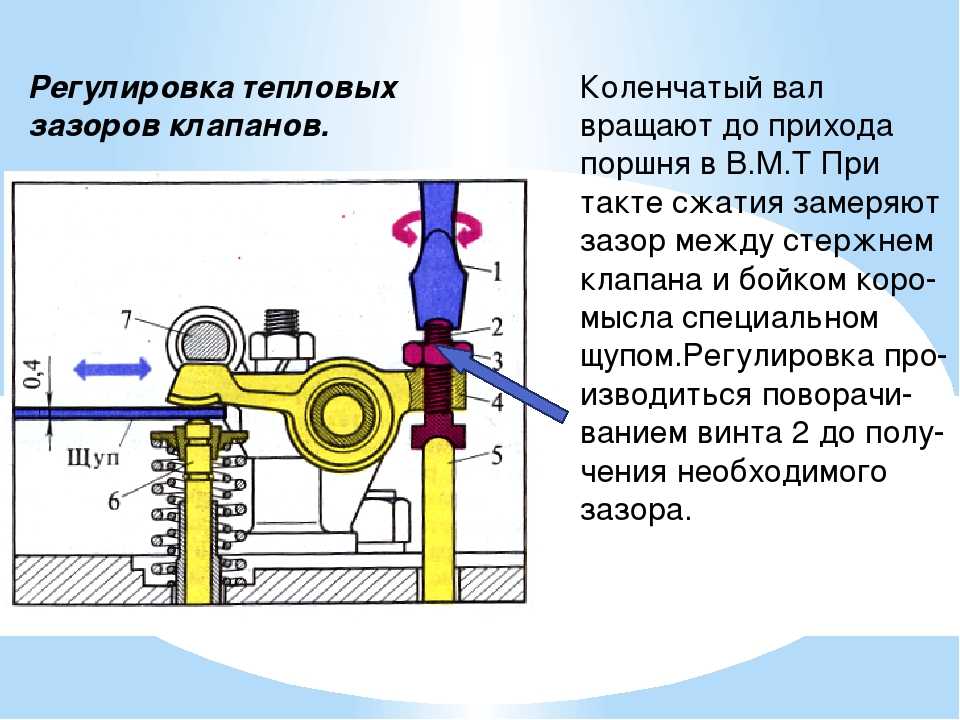 Тем не менее, возникает растущая потребность в термических материалах (рис. 1) , которые могут быть сформированы на месте.
Тем не менее, возникает растущая потребность в термических материалах (рис. 1) , которые могут быть сформированы на месте.
Термические материалы, отверждаемые на месте, наносимые в виде жидкости, позволяют получить чрезвычайно тонкую линию соединения, что повышает теплопроводность и является предпочтительным в очень миниатюрных узлах, таких как автомобильные электронные блоки управления (ECU).
Тщательный расчет формы и объема отложений может свести к минимуму давление, оказываемое на чувствительные компоненты, такие как пассивные устройства для поверхностного монтажа (SMD) и микросхемы с шариковой решеткой (BGA), когда устройство полностью собрано. Производители устройств BGA часто указывают максимальное давление на контакт, которое может быть превышено, когда крышка корпуса плотно прилегает к термопрокладке, размещенной на компоненте.
Отверждаемый на месте материал при нанесении также может быть уверен, что он «смачивается» и, следовательно, очень хорошо прилегает даже к шероховатым поверхностям.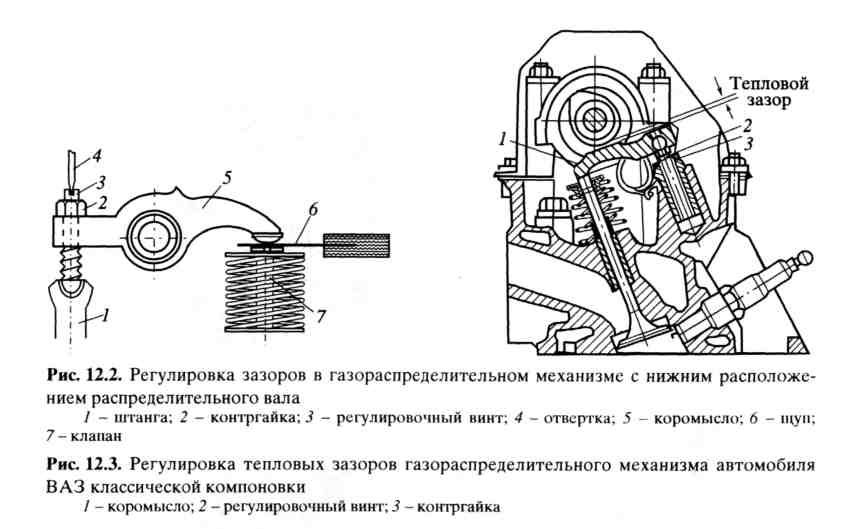 Это способствует устранению крошечных воздушных карманов, улучшая тепловые характеристики. Оптимальный объем и форму отложения можно точно оценить, экспериментируя со стеклянными тестовыми компонентами, которые обеспечивают четкое представление о покрытии поверхности и толщине линии склеивания.
Это способствует устранению крошечных воздушных карманов, улучшая тепловые характеристики. Оптимальный объем и форму отложения можно точно оценить, экспериментируя со стеклянными тестовыми компонентами, которые обеспечивают четкое представление о покрытии поверхности и толщине линии склеивания.
На практике характеристики отверждаемых на месте заполнителей зазоров могут выражаться в лучших тепловых характеристиках, чем то, что можно увидеть, просто сравнивая обычные параметры, указанные в технических описаниях материалов. Даже если материал, отверждаемый на месте, имеет более низкую кажущуюся теплопроводность (Вт/м·К), чем готовые типы термоматериалов, такие как прокладки, более тонкая линия склеивания и отличные смачивающие свойства материала, отверждаемого на месте, могут обеспечить улучшенные тепловые свойства. на практике.
Еще одно преимущество материалов, отверждаемых на месте, заключается в том, что любые конструктивные изменения, которые изменяют положение или типы используемых компонентов, могут быть быстро учтены путем изменения формы и объема нанесенного термического материала.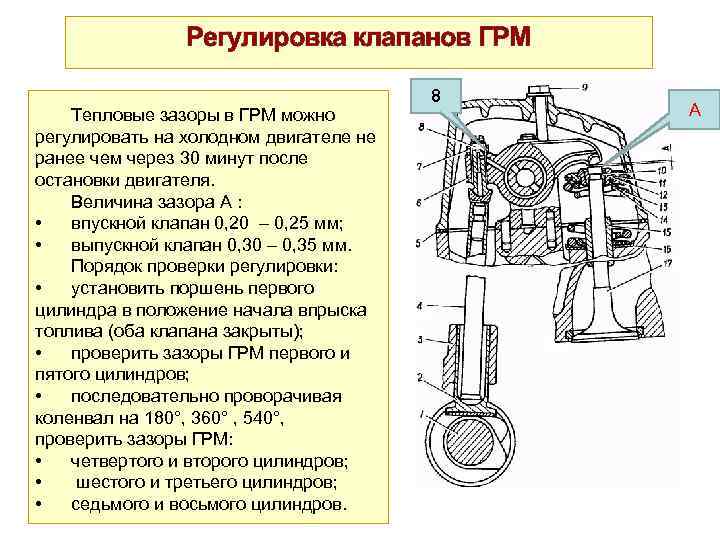 Если используется автоматическое дозирующее оборудование (рис. 2) , его можно перепрограммировать, избегая необходимости повторного заказа прокладок для заполнения промежутков разных размеров или форм.
Если используется автоматическое дозирующее оборудование (рис. 2) , его можно перепрограммировать, избегая необходимости повторного заказа прокладок для заполнения промежутков разных размеров или форм.
Компания Bergquist успешно разработала несколько типов неагрессивных, термостабильных, теплопроводных одноразовых растворов для заполнения зазоров. К ним относятся двухкомпонентные материалы, которые предназначены для смешивания при дозировании и смачивания прилегающих поверхностей, заполняя даже самые маленькие воздушные зазоры и пустоты.
Отверждение начинается при смешивании двух частей и завершается после того, как материал уложен на место. После полного отверждения материал остается гибким и мягким эластомером, что помогает снять напряжения из-за несоответствия коэффициента теплового расширения (КТР) во время термоциклирования.
Характеристики материала
Одноразовые заполнители зазоров в разной степени тиксотропны, поэтому сохраняют свою форму после дозирования. Для смачивания материала прилегающих поверхностей необходимо приложить внешнюю силу. Эти материалы имеют относительно высокую вязкость в состоянии покоя. Однако при приложении силы сдвига, например, во время процесса дозирования, вязкость снижается, что облегчает дозирование.
Для смачивания материала прилегающих поверхностей необходимо приложить внешнюю силу. Эти материалы имеют относительно высокую вязкость в состоянии покоя. Однако при приложении силы сдвига, например, во время процесса дозирования, вязкость снижается, что облегчает дозирование.
На самом деле кажущаяся вязкость зависит от скорости сдвига. Пользователи должны помнить об этом при тестировании и сравнении материалов. После дозирования материал восстанавливает свою вязкость. Затем он может оставаться на месте, сохраняя свою форму, не течет и не капает.
Поведение материала после дозирования и перед отверждением описывается с точки зрения его устойчивости к оседанию. Этот индекс обеспечивает меру его внутренних когезионных характеристик (консистенция материала) в сочетании с его адгезионными характеристиками (способность прилипать к целевой поверхности).
Заполнители зазоров имеют ряд реологических характеристик и могут быть адаптированы для удовлетворения конкретных требований к текучести, от самовыравнивающихся до высокотиксотропных материалов, которые сохраняют свою форму при дозировании.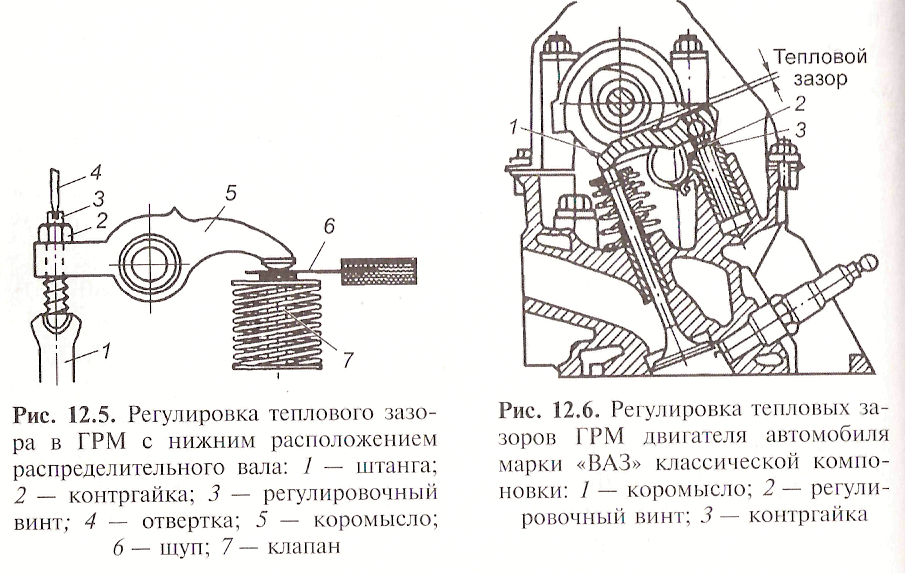
Двухкомпонентные системы заполнения зазоров начинают отвердевать после смешивания двух компонентов. Жизнеспособность или срок службы определяется как время, в течение которого вязкость удваивается после этого смешивания. Жизнеспособность сильно зависит от температуры. Она будет уменьшаться при температуре выше 25°C и увеличиваться при температуре ниже 25°C.
Время отверждения двухкомпонентного материала определяется как время достижения 90% отверждения после смешивания. Двухкомпонентные заполнители зазоров отверждаются при комнатной температуре (25°C), или время отверждения может быть ускорено при воздействии повышенных температур.
Хотя заполнители зазоров не предназначены для использования в качестве конструкционных клеев, при отверждении они обладают заметной естественной липкостью, что обеспечивает мягкую адгезию к соседним компонентам. Это помогает удерживать материал и устраняет откачку во время повторяющихся температурных циклов.
Факторы, влияющие на адгезию, включают чистоту поверхности, геометрию и текстуру.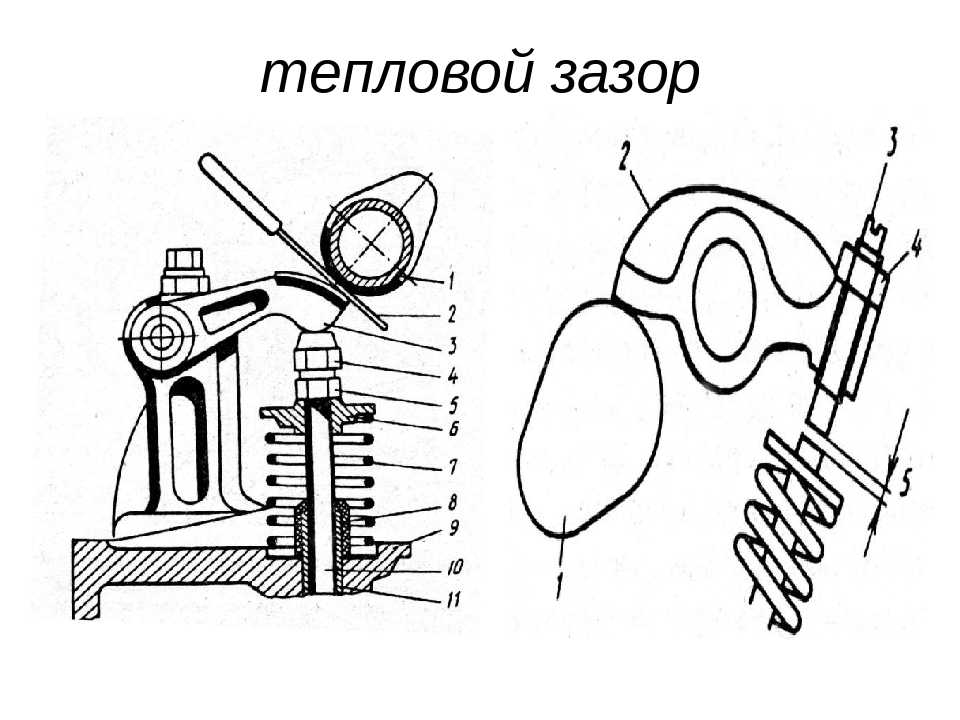 При использовании заполнителей рекомендуется тщательно очистить и обезжирить все поверхности с помощью растворителя и дать им полностью высохнуть перед нанесением заполнителя.
При использовании заполнителей рекомендуется тщательно очистить и обезжирить все поверхности с помощью растворителя и дать им полностью высохнуть перед нанесением заполнителя.
Рекомендации по использованию
Заполнители зазоров на силиконовой основе обычно могут выдерживать длительное использование при температурах от –60°C до 200°C в течение длительного времени. Однако в конкретных приложениях может быть целесообразно изучить характеристики и поведение материалов как в нижней, так и в верхней части температурного спектра, чтобы убедиться в их пригодности для данных условий.
Двухкомпонентные материалы необходимо смешивать в соотношении 1:1 по объему. В качестве вспомогательного средства для смешивания, не требующего сложного измерительного оборудования, доступны одноразовые пластиковые статические смесительные насадки. Эти насадки могут быть прикреплены к концам картриджей или установлены на автоматизированном дозирующем оборудовании и автоматически смешивают две части вместе в желаемом соотношении.
Компания Bergquist рекомендует промывать только что открытые контейнеры через статический смеситель до тех пор, пока не будет достигнут однородный цвет. Это обеспечит правильное соотношение смеси 1 к 1. Если не указано иное, для обеспечения надлежащего смешивания рекомендуется использовать смесительные сопла с минимум 21 смесительным элементом. Чтобы обеспечить одинаковые характеристики материала и рабочие характеристики, всегда следует использовать двухкомпонентные системы Bergquist с одинаковыми номерами партий для обеих частей.
Дозирование для достижения наилучших результатов
Пистолеты-аппликаторы и оборудование для статического смешивания представляют собой недорогое средство дозирования для отбора проб и мелкосерийного производства. Bergquist предлагает пистолеты с ручным и пневматическим приводом различных размеров. Растрирование и нанесение по трафарету также подходят для некоторых материалов, хотя материал начнет отверждаться, пока он находится на трафарете или трафарете.