

Содержание
Какие бывают резьбы
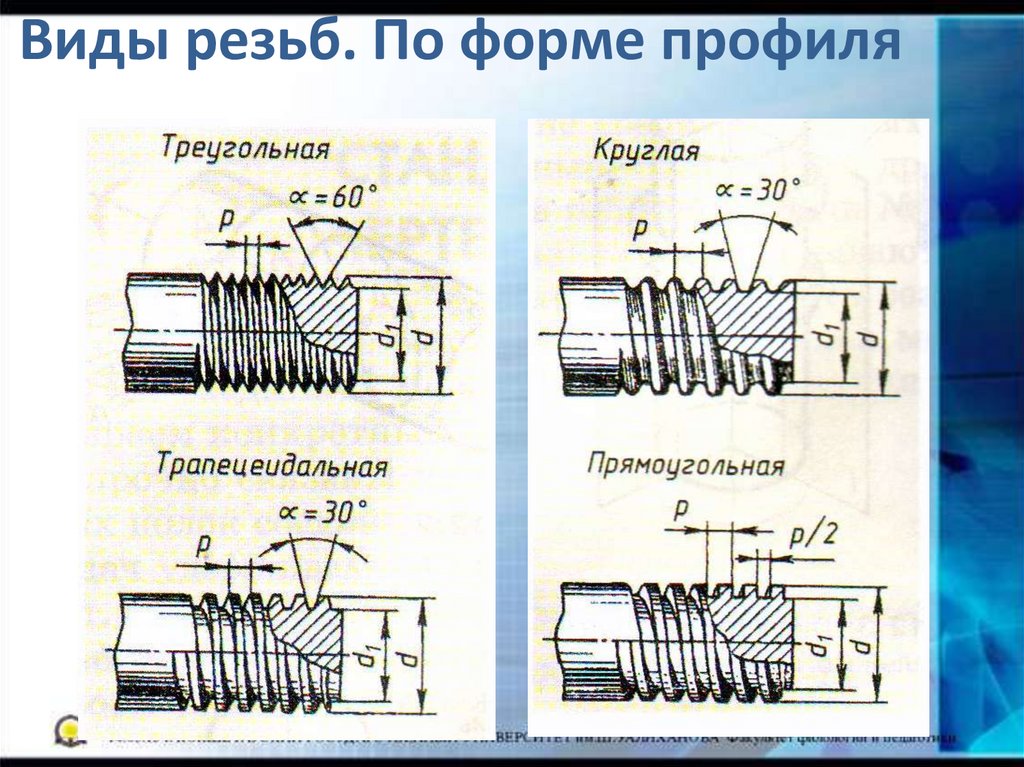
В технике резьбой называются выступы и впадины расположенные поочерёдно на поверхности тела вращения по винтовой линии. На все применяемые резьбы общего назначения, равно как и их определения, разработаны стандарты.
В такой отрасли промышленности, как машиностроение, чаще всего используется метрическая резьба, имеющая довольно крупный шаг. Она отличается прочностью соединений, реализуемых с ее помощью, износостойкостью и малой чувствительностью к ошибкам изготовления. В большинстве случаев на крепежных резьбовых деталях нарезается однозаходная правая резьба, а резьба левая используется редко.
- Дюймовая резьба
- Трубная цилиндрическая резьба
- Резьба трубная коническая
- Трапецеидальная резьба
- Упорная резьба
- Прямоугольная резьба
- Обозначение метрической резьбы на чертежах
- Обозначение метрической резьбы
- Метрическая резьба
- Резьба метрическая
- Шаг метрической резьбы
- Метрическая резьба таблица
- Резьба метрическая ГОСТ
- Диаметры метрических резьб
- Контроль метрической резьбы
- Стандарты метрических резьб
- Резьбы метрические стандартные
- Размеры под метрическую резьбу
- Внутренняя метрическая резьба
- Таблица метрических резьб
- Отверстия под нарезание метрической резьбы
- Таблица размеров метрических резьб
- Нарезка метрической резьбы
- Нарезание метрической резьбы
- Виды метрической резьбы
- Основные размеры метрической резьбы
- Контроль метрической резьбы
Метрическая резьба
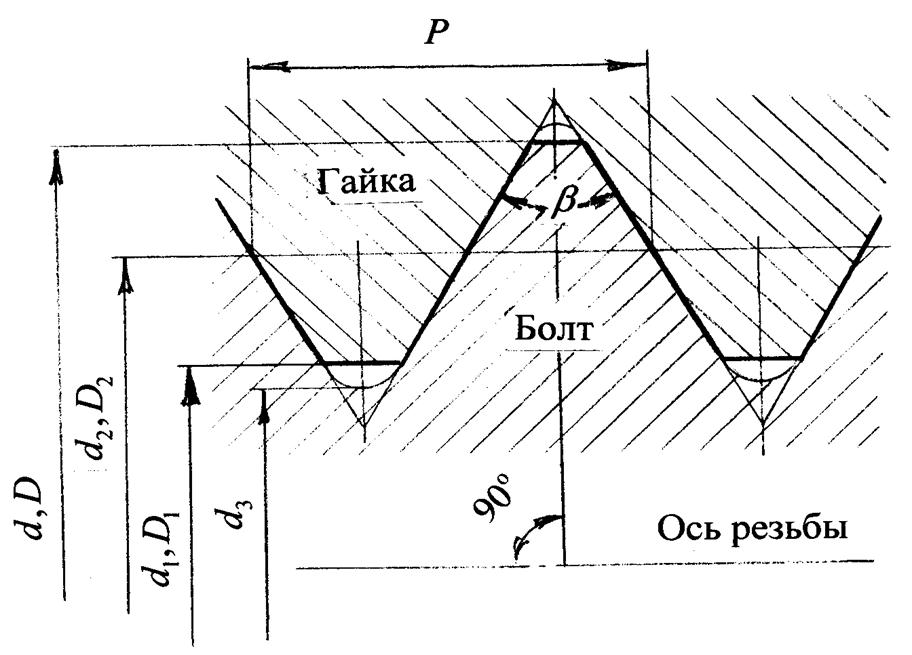
Этот тип крепежной резьбы в нашей стране является основным. Её профиль является треугольным, угол которого составляет
Её профиль является треугольным, угол которого составляет 60°. Согласно действующим в России стандартам размеры всех ее элементов указываются в миллиметрах.
Если предполагается, что соединение будет подвергаться серьезным ударным нагрузкам, выбирается крупный шаг резьбы. В тех случаях, когда стенки деталей имеют небольшую толщину или же требуется обеспечить высокую герметичность соединения, то используется резьба с шагом меньшего значения. Помимо этого она используется в установочных и регулировочных гайках и винтах. Меткая резьба обеспечивает точную регулировку и практически повсеместно используется в различных измерительных инструментах (например, а микрометрах).
Новые машины и механизмы разрабатываются с применением только метрической резьбы.
Дюймовая резьба
Тот тип резьбы характеризуется треугольным профилем, однако он, в отличие от резьбы метрической, имеет угол не 60°, а 55°. Кроме того, для задания номинальных размеров используется такая единица измерения, как дюйм, который равен 25,4 миллиметрам, а шаг указывается количеством витков, которое приходится на 1 дюйм длины.
В России детали дюймовой резьбой применяются только для ремонта машин и оборудования иностранного производства. Использование в новых отечественных конструкциях дюймовой крепежной резьбы не допускается действующими стандартами.
Трубная цилиндрическая резьба
Индивидуальной особенностью этой разновидности резьбы является то, что ее профиль, так же, как и профиль метрической резьбы, представляет собой равнобедренный треугольник, однако угол при вершине составляет не 60°, а 55°.
Трубная резьба используется для того, чтобы соединять между собой трубы, а также различные детали с тонкими стенками, имеющие цилиндрическую форму.
Трубная коническая резьба
Профиль этого типа резьбы такой же, как и у резьбы дюймовой. Для диаметров от 6 дюймов до 16 дюймов она стандартизована. Основная сфера ее применения – создание резьбовых соединений воздушных, водяных, масляных и топливных трубопроводов станочного и другого оборудования.
Трапецеидальная резьба
Эта резьба характеризуется профилем в виде равнобокой трапеции, с геометрическим углом между её боковыми гранями равным 30°. Основным назначением трапецеидальной резьбы является преобразование движения вращения в поступательное движение тогда, когда соединение испытывает значительные нагрузки. Она может быть как правой, так и левой, однозаходной и многозаходной.
Упорная резьба
Эта резьба отличается тем, что ее профиль представляет собой неправильную трапецию. Её боковые стороны имеют наклоны по отношению к оси резьбы, которые составляют 3° и 30°.
Существует также и упорная усиленная стандартизованная резьба, которая имеет угол наклона одной из сторон равный 45°. Она используется для диаметров от 80 до 2000 миллиметров.
Прямоугольная резьба
Этот тип резьбы имеет ограниченное применение и не стандартизован. Из всех типов она имеет наибольший коэффициент полезного действия, однако ее изготовление представляет определенную сложность из-за геометрической формы профиля. Кроме того, по показателям её прочности она ниже, чем у резьбы других типов.
Кроме того, по показателям её прочности она ниже, чем у резьбы других типов.
Круглая резьба
Профиль резьбы этого типа представляет собой дуги, соединенные между собой прямыми линиями. Она стандартизована, а угол между сторонами ее профиля составляет 30°. Сфера применения этой резьбы ограничивается трубопроводной арматурой, креплением крюков подъемных кранов. Иногда она используется для соединения деталей, которым предстоит функционировать в условиях воздействия весьма агрессивной внешней среды.
Токарная резьба — РИНКОМ
Токарная резьба — РИНКОМ
Скрыть уведомление
Внимание! Мы не работаем в праздничные дни с 31 декабря 2022 по 8 января 2023. Все заявки будут обработаны 9 января.
Главная
Статьи
Токарная резьба
Токарная резьба
1 августа 2022
Гирин Кирилл
Нарезание резьбы на токарном станке – автоматизированный процесс.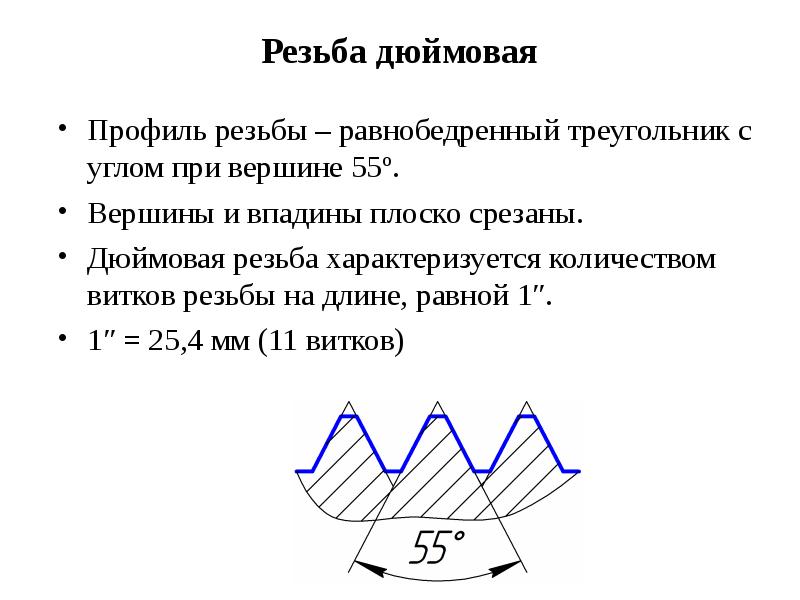 С его помощью подготавливаются элементы разъемных соединений, востребованные при прокладке магистральных сетей, изготовлении механизмов, проведении ремонтных и модернизационных работ.
С его помощью подготавливаются элементы разъемных соединений, востребованные при прокладке магистральных сетей, изготовлении механизмов, проведении ремонтных и модернизационных работ.
В материале:
- Способы формирования резьбы
- Работа с резцом
- Нормативные документы
- Специфика использования резцов
- Технологические особенности
- Приобретение резцов
- Подготовка резьбы посредством метчиков и плашек
- Скоростные режимы при работе с метчиками
- Допуски при работе с плашками
- Скоростные режимы при использовании плашек
- Приобретение метчиков и плашек для токарных работ
- Работа с резьбонарезными головками
- Рекомендации по повышению качества резьбы
Рис.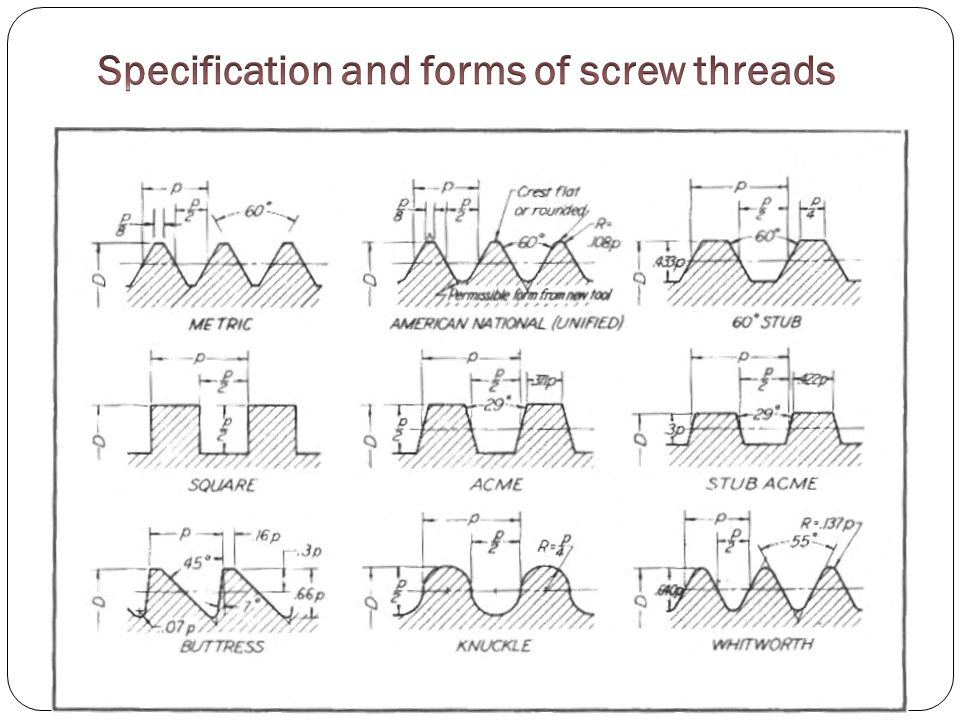 1 Нарезание резьбы на станке
1 Нарезание резьбы на станке
Способы формирования резьбы
Токарное нарезание резьбы возможно 3 способами: резцами, метчиками (плашками) и головками. Каждый метод обладает собственными особенностями.
Работа с резцом
Нарезание резьбы на токарном станке резцом происходит в следующем порядке.
- Деталь зажимается в патроне.
- Мастер устанавливает резец, соответствующий параметрам подготавливаемой резьбы.
- Металлорежущий инструмент перемещается вдоль заготовки, формируя прорези винтового типа.
На характеристики резьбы влияют: скорость подачи инструмента, частота вращения заготовки и угол подъема резца. Изменяя перечисленные параметры, удастся получить треугольную, прямоугольную, трапецеидальную, упорную и угловую резьбу.
Рис. 2 Треугольная резьба
Рис.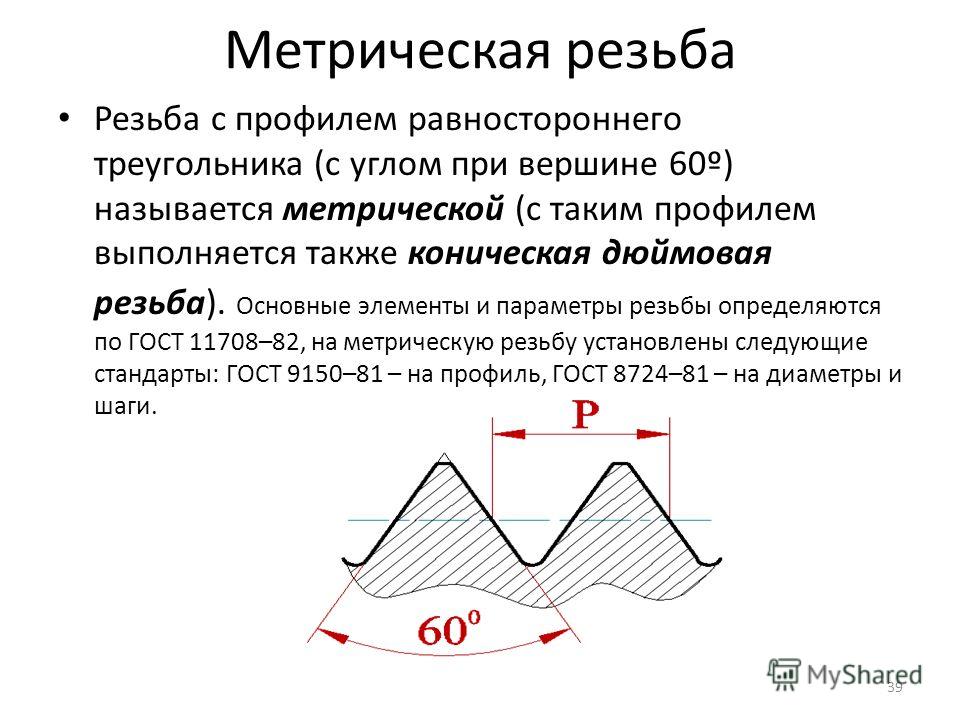 3 Прямоугольная резьба
3 Прямоугольная резьба
Рис. 4 Трапецеидальная резьба
Рис. 5 Упорная резьба
Рис. 6 Круглая резьба
Нарезать резьбу на токарном станке можно в один или несколько проходов. В первом случае резьба называется однозаходной, во втором – многозаходной. Многозаходная нарезка отличается не только шагом, но и ходом. Параметр выражен в расстоянии между двумя однотипными точками соседних витков. Размерность хода измеряется параллельно оси детали.
ВАЖНО. Ход однозаходной резьбы, сформированный одной ниткой, равняется ее шагу. Для расчета хода многозаходной резьбы необходимо перемножить шаг и число заходов.
Нормативные документы
Для каждого типа наружной резьбы, нарезаемой резцом, предусмотрен соответствующий ГОСТ. Стандарт определяет профиль и размерность резьбы, а также предъявляет требования к ее качеству.
Рис. 7 ГОСТы на различные типы резьбы
Специфика использования резцов
Для нарезания резьбы резцом на токарном станке применяется различный инструмент. Продукция соответствует ГОСТ 18876-73, производится из быстрорежущей стали. Основные типы и параметры использования резцов представлены в сводной таблице.
| Тип резца | Специфика применения |
| Стержневой |
|
| Призматический многопрофильный |
|
| Призматический однопрофильный |
|
| Дисковый многопрофильный |
|
| Дисковый однопрофильный |
|
| Дисковый для внутренней резьбы |
|
На схемах присутствуют обозначения углов:
- α — задний угол;
- γ — передний угол;
- φ — угол заборного конуса.


Буквой h обозначается высота, на которой устанавливается резец.
ВАЖНО. Для формирования винтовых резьбовых канавок рекомендуется использовать отогнутые или прямые резцы. Подготовить внутреннюю резьбу помогут изогнутые инструменты, размещаемые в профильных оправках.
Технологические особенности
При нарезании резьбы резцом на токарном станке соблюдается ряд правил.
- Передний угол резца варьируется в пределах от 0 до 25 градусов. При его подборе учитывается материал, из которого выполнена деталь. Для работы с заготовками из конструкционных сталей используется инструмент с нулевым углом заточки. Обработка легированных сплавов, устойчивых к воздействию высоких температур, производится резцами с углом заточки 5 – 10 градусов. В случае взаимодействия с материалами повышенной вязкости задействуются резцы, заточенные под углом 25 градусов.
- Профиль вершины резца соответствует профилю резьбы.
- Задние боковые углы инструмента не должны взаимодействовать с только что сформированной резьбой.
- Внутренняя резьба формируется в заранее подготовленных отверстиях. Их получают при помощи сверления и расточки.
Для работы со стальными заготовками используется инструмент из сплавов Т15К6, Т14К8 и Т30К4. Подготовку резьбы на поверхности чугунных деталей обеспечат резцы с пластинами из сплавов ВК4, ВК6М и ВК3М.
Рис. 9 Схемы использования резьбонарезных резцов
Компания «РИНКОМ» предлагает широкий спектр резцов для токарных станков. В ассортименте решения для бытового и производственного использования. Продукция различается материалом изготовления, геометрией и направлением подачи, выполнена согласно отраслевым нормативам.
Рис. 10 Ассортимент резцов для нарезки резьбы
Подготовка резьбы посредством метчиков и плашек
Метчики и плашки используются для нарезки внутренней и внешней резьбы на токарном станке.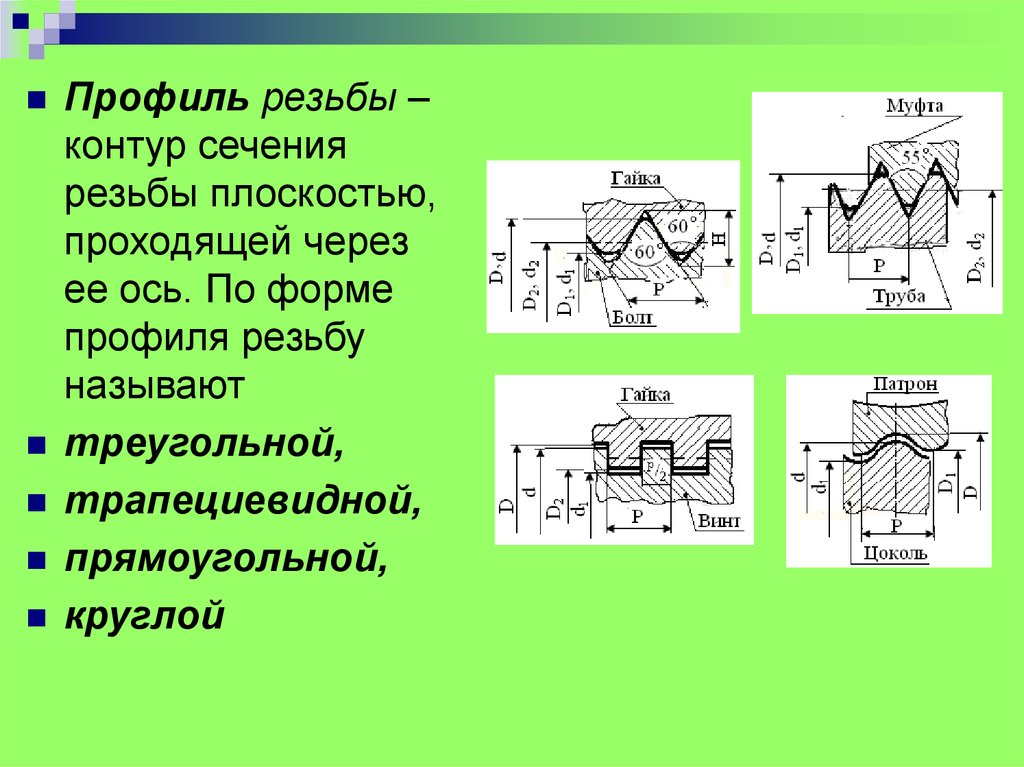 Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
ВАЖНО. Использование классического инструмента увеличивает количество операций и нагрузку на мастера. Специалист задействует черновые, получистовые и чистовые метчики.
Рис. 11 Конструктивные особенности машинного метчика
Скоростные режимы при работе с метчиками
Подготовка резьбы метчиком на токарном станке предполагает соблюдение скоростного режима. Он зависит от материала изготовления детали.
- Заготовки на базе алюминия, чугуна и бронзы – от 6 до 22 м в минуту.
- Заготовки из конструкционных сталей и прочих материалов – от 5 до 12 м в минуту.
Превышение обозначенной скорости приведет к снижению качества резьбы, увеличит вероятность дефектов.
Рис. 12 Дефекты на поверхности резьбы
Допуски при работе с плашками
Токарные работы по нарезке резьбы плашками требуют использования обточенных заготовок. Диаметр изделий рассчитывается с учетом установленных допусков.
Для работы с инструментом используется патрон с плашкодержателем. Он устанавливается в пиноль задней бабки, располагается на одной оси с деталью.
Рис. 13 Плашкодержатель с плашкой для токарного станка
Скоростные режимы при использовании плашек
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
- Заготовки из латуни – от 10 до 15 м в минуту.
- Заготовки из чугуна – от 2 до 3 м в минуту.
- Заготовки из легированных и конструкционных сталей – от 3 до 4 м в минуту.
- для внутренней резьбы – призматические;
- для наружной резьбы – радиальные, круглые и тангенциальные.
- Корректный подбор оснастки и методики нарезания.
- Предварительная подготовка заготовки согласно технологической документации. Обеспечение допусков, указанных в нормативных таблицах, удаление механических дефектов на поверхности детали.
- Правильный подбор режима обработки.
- Применение подходящих смазывающе-охлаждающих жидкостей.
- Корректная настройка станка. Проведение дополнительных мероприятий по расчету и сборке гитары при необходимости.
- Использование резцов с соответствующим качеством заточки. Параметр проверяется посредством шаблона. При наличии отклонений резец не допускается в работу.
- Детальный осмотр и обмер первых изготовленных деталей. При необходимости подстройка оборудования. Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов.
- Периодическая проверка исправности токарного станка и смежных компонентов.
- Своевременная заточка металлорежущих инструментов. При невозможности восстановления резец (пластина) списывается в утиль.
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
Приобретение метчиков и плашек для токарных работ
Компания «РИНКОМ» также реализует метчики и плашки. Продукция соответствует ГОСТ и DIN, поставляется наборами и поштучно. В наличии инструмент для производственных нужд и решения для бытового использования.
Рис. 14 Набор плашек
Работа с резьбонарезными головками
Резьбонарезные головки применяются реже, чем плашки и резцы. Инструмент работает с заготовками любого типа, подготавливает резьбу посредством гребенок. Последние представлены в нескольких исполнениях:
Продукция изготавливается из стали HSS или иных высокопрочных сплавов. Специфика крепления соответствует конфигурации патрона, для которого предназначен инструмент.
Рис. 15 Гребенки для нарезания резьбы
Ключевая особенность головок – удаление режущего инструмента из рабочей зоны при обратном ходе. Это исключает контакт с вновь нарезанной резьбой, снижает вероятность ее порчи.
Головки позволяют работать с червяками и винтами. При взаимодействии с крупными деталями они фиксируются на суппорте станка. Такой подход повышает производительность и устойчивость инструмента.
Рис. 16 Резьбонарезные головки
При подборе головок учитывается конфигурация станка и параметры обрабатываемых материалов. В случае необходимости используются дополнительные модули, подготавливающие заготовку к обработке.
Рекомендации по повышению качества резьбы
Получить качественную резьбу, соответствующую требуемым характеристикам, позволит соблюдение следующих рекомендаций.
 Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов.
Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов.
Качество готовой резьбы оценивается посредством калибров, шагомеров и микрометров. Калибры контролируют диаметр резьбы при серийном производстве, обеспечивают быстрое проведение оценочных операций.
Рис. 17 Резьбонарезные головки
Шагомеры оснащаются сменными вставками, позволяют работать с заготовками различных типов. Ввиду низкой точности измерений приборы используются в мелкосерийном производстве.
Рис. 18 Шагомер для работы с резьбой
Наиболее ответственные детали проверяют при помощи микрометров. Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Рис. 19 Проверка резьбы микрометром
К работе допускаются только поверенные приборы. Использование изделий без сопроводительных документов неприемлемо. Это увеличивает риск дефектов и отклонений в размерах, снижает производительность и качество труда.
При хранении готовых изделий используются специальные ящики. Поверхность деталей может обрабатываться маслом для предотвращения коррозии.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
19 декабря 2022
Виды отверток
14 декабря 2022
Ширина фрезерования
25 ноября 2022
Глубина фрезерования: принципы и расчеты
9 ноября 2022
Как нарезать резьбу клуппом?
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Винт с треугольной головкой из термопласта d1 = 32 мм, наружная резьба M5 x 40 мм Артикул: 66163215
Перейти к содержимому
Maedler North America
$0,00
0
Тележка
Поиск товаров
Описание
Дополнительная информация
| Артикул | 66163215 |
| d1 [мм] | 32 |
| d2 [мм] | М5 |
| л [мм] | 40 |
| h2 [мм] | 26 |
| h3 [мм] | 16 |
| d3 [мм] | 14 |
| Вес [г] | 13 |
КАТАЛОГ СТРАНИЦА ПРОДУКТА
ФАЙЛЫ САПР (нажмите, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую с вашим запросом.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Термопласт (полиамид PA), черный глянцевый. Винт Grub
, сталь оцинкованная, хромированная.
Специальная форма очень элегантна и удобна для захвата.
Доступность:
2 в наличии (заказы доставляются в течение 1-2 недель)
Винт с треугольной головкой из термопласта d1 = 32 мм наружная резьба M5 x 40 мм Артикул: 66163215 количество
| Количество | Скидка (%) | Цена |
|---|---|---|
| 1 — 9 | — | 3,60 $ |
| 10 — 24 | 7,22 % | 3,34 $ |
| 25 — 49 | 17,22 % | 2,98 $ |
| 50+ | 26,67 % | 2,64 $ |
 6 » data-tiered-price-exclude-taxes=»
3.6 »>
6 » data-tiered-price-exclude-taxes=»
3.6 »> Maedler North America — ваш идеальный партнер во всем, что связано с технологиями трансмиссии. Имея в наличии более 30 000 деталей, мы уверены, что вы найдете то, что ищете.
Имея в наличии более 30 000 деталей, мы уверены, что вы найдете то, что ищете.
Мы здесь, чтобы помочь вам
Имя
Ваш адрес электронной почты
Ваше сообщение
Copyright © MaedlerNorthAmerica 2021 | Работает на MaedlerNorthAmerica.com
Винт с треугольной головкой из термопласта d1 = 40 мм, наружная резьба M8 x 16 мм Артикул: 66164016
Перейти к содержимому
Maedler North America
$0,00
0
Тележка
Поиск товаров
Описание
Дополнительная информация
| Артикул | 66164016 |
| d1 [мм] | 40 |
| d2 [мм] | М8 |
| л [мм] | 16 |
| h2 [мм] | 30 |
| h3 [мм] | 17 |
| d3 [мм] | 16 |
| Вес [г] | 19 |
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (нажмите, чтобы загрузить)
Если вам нужна доработка или изготовление продукта на заказ, пожалуйста, свяжитесь с нами напрямую с вашим запросом.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Термопласт (полиамид PA), черный глянцевый. Винт Grub
, сталь оцинкованная, хромированная.
Специальная форма очень элегантна и удобна для захвата.
Доступность:
2 в наличии (заказы доставляются в течение 1-2 недель)
Винт с треугольной головкой из термопласта d1 = 40 мм наружная резьба M8 x 16 мм Артикул: 66164016 количество
| Количество | Скидка (%) | Цена |
|---|---|---|
| 1 — 9 | — | 4,37 $ |
| 10 — 24 | 6,64 % | 4,08 $ |
| 25 — 49 | 16,7 % | $3,64 |
| 50+ | 27,23 % | 3,18 $ |
 37 » data-tiered-price-exclude-taxes=»
4.37 »>
37 » data-tiered-price-exclude-taxes=»
4.37 »> Maedler North America — ваш идеальный партнер во всем, что связано с технологиями трансмиссии.
