Содержание
Трапецеидальная резьба
ГОСТ 9484 – 81
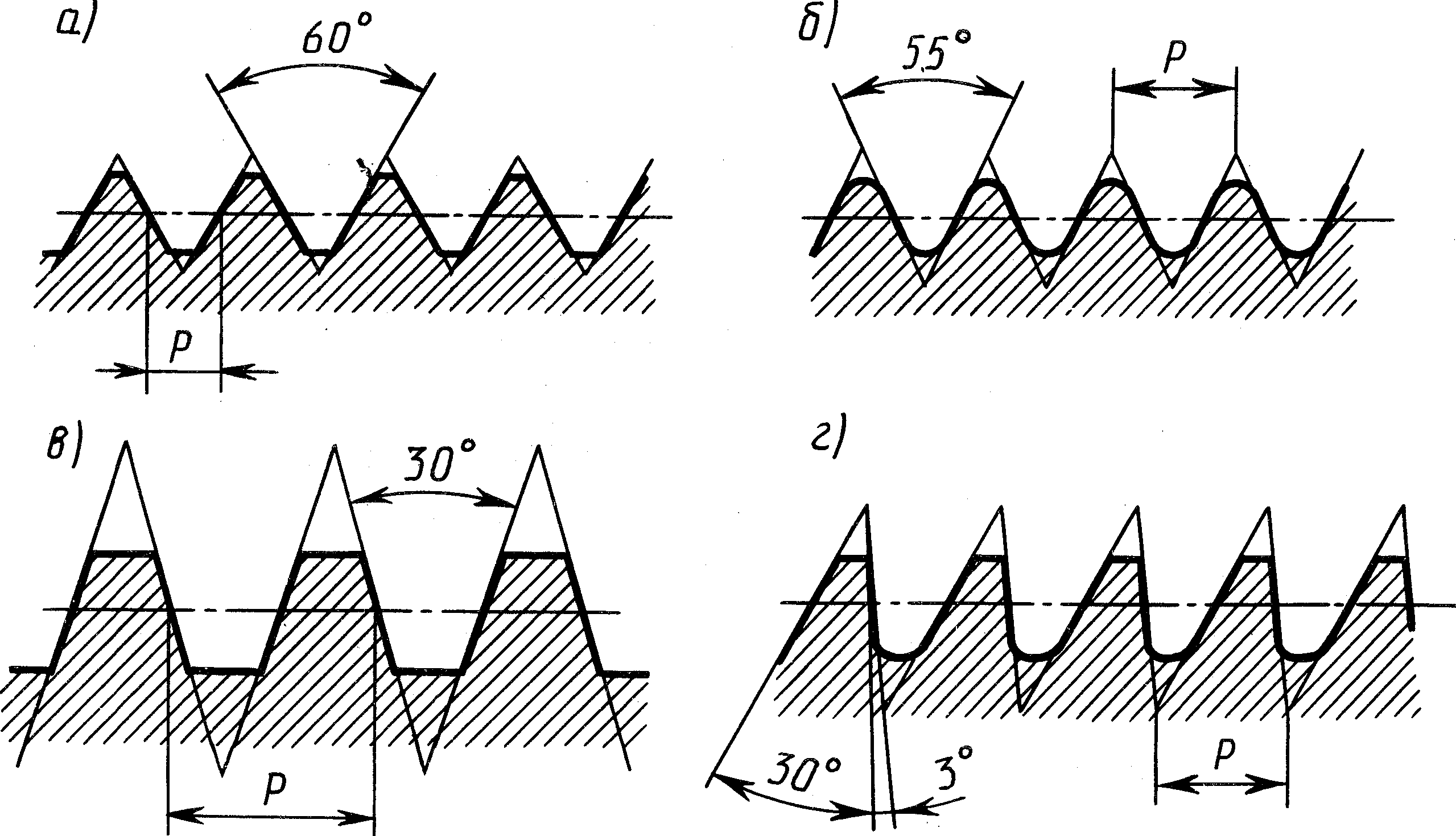
Трапецеидальная резьба имеет профиль с углом 30°. Шаг резьбы измеряется в миллиметрах.
Трапецеидальная резьба применяется в узлах механизмов для преобразования вращательного движения в поступательное, например: ходовые винты станков, силовые винты прессов, подъёмные винты и т.д. Резьбы данного типа могут выдерживать значительные нагрузки.
Трапецеидальная резьба обозначается буквами Тr
– англ. trapezoidal:
- Тr 28 × 5 – диаметр
28ммшаг5мм - Тr 28 × 5 LH – диаметр
28ммшаг5ммрезьба левая - Тr 20 × 8 (P4) – диаметр
20 мм, шаг4 мми ход8 мммногозаходная резьба - Тr 20 × 8 (P4) LH – диаметр
20 мм, шаг4 мми ход8 мммногозаходная резьба левая
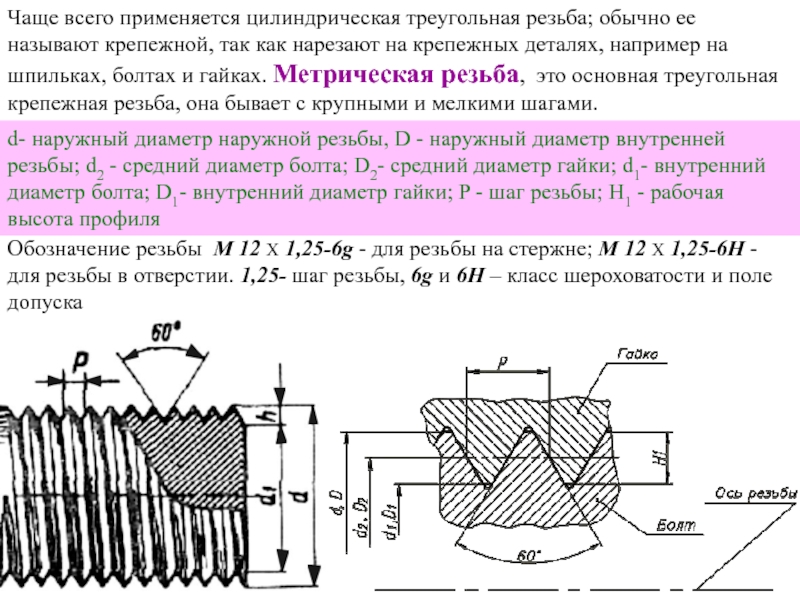
- d – наружный диаметр наружной резьбы (винта)
- D – наружный диаметр внутренней резьбы (гайки)
- d2 – средний диаметр наружной резьбы
- D2 – средний диаметр внутренней резьбы
- d1 – внутренний диаметр наружной резьбы
- D1 – внутренний диаметр внутренней резьбы
- P – шаг резьбы
- H – высота исходного треугольника
- H1 – рабочая высота профиля
В основе функционирования приводов многих машин, оборудования и механизмов лежит такой процесс, как преобразование движения вращательного в движение поступательное. По этому принципу действуют, например, приводы измерительных машин и оборудования, системы регулирования задвижек и клапанов, сканирующих столиков, роботов и станков.
По этому принципу действуют, например, приводы измерительных машин и оборудования, системы регулирования задвижек и клапанов, сканирующих столиков, роботов и станков.
Для того чтобы эффективно осуществить преобразование вращения некоей детали в поступательное движение детали другой чаще всего используется пара винт – гайка. Такие передачи представляют собой изделия, имеющие общемашиностроительное применение, причем, следует заметить, от того, насколько качественно они разработаны и изготовлены, во многом зависит производительность, функциональность и надежность того оборудования, составными частями которого они являются.
За счет того, что передачи винт – гайка имеют повышенную плавность зацепления, они практически полностью бесшумны при работе. Их конструкция относительно проста, а одним из несомненных преимуществ является то, что их использование позволяет достичь немалого выигрыша в силе. По большому счету, передача винт – гайка с технической точки зрения ничем не отличается от обычного резьбового соединения, однако поскольку они применяются для того, чтобы передавать движение, их изготавливают таким образом, чтобы сила трения в резьбе была минимальной.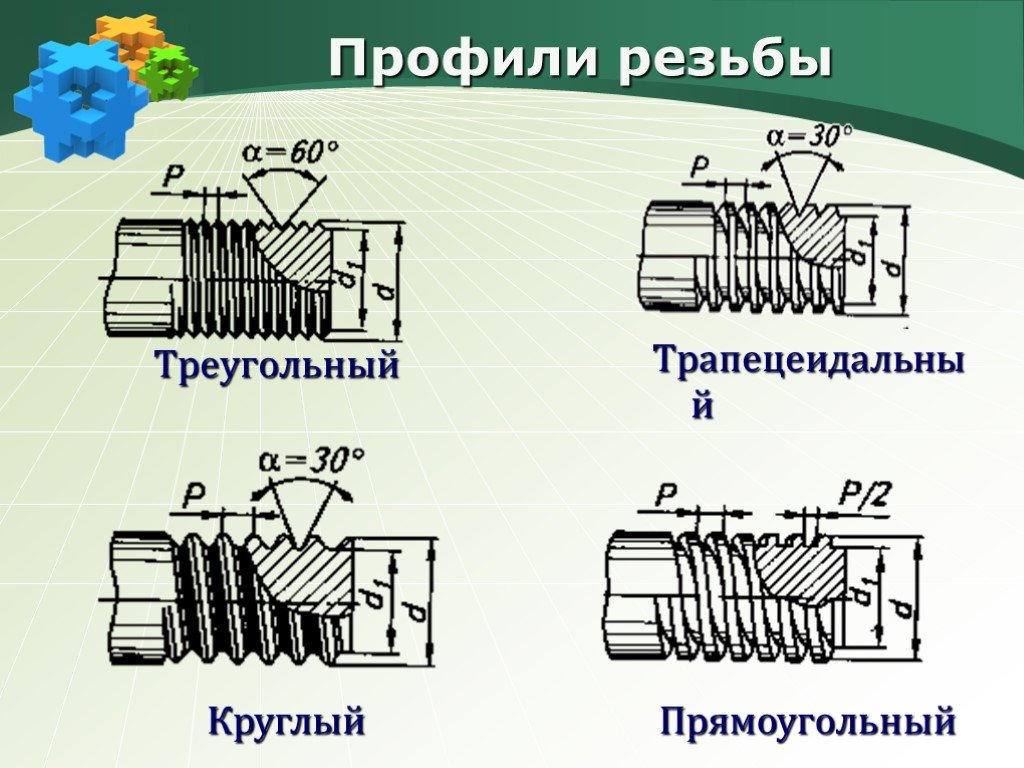
В принципе, этого можно достичь за счет использования прямоугольной резьбы, однако она имеет и свои недостатки. Например, ее невозможно нарезать на стандартных резьбонарезных станках, а по сравнению с резьбой трапецеидальной она имеет намного более низкую прочность. Эти факторы приводят к тому, что в передачах винт – гайка прямоугольная резьба используется достаточно редко. В них наиболее распространена резьба трапецеидальная, имеющая крупный, средний и мелкий шаг, а также резьба упорная.
Чаще всего в передачах винт – гайка можно встретить трапецеидальную резьбу, имеющую средний шаг. Ее же, но с шагом мелким, применяют тогда, когда необходимо обеспечить небольшое перемещение, а с шагом крупным – тогда, когда устройство эксплуатируется в тяжелых условиях. Кроме того, благодаря особенностям профиля, трапецеидальную резьбу можно успешно использовать в механизмах, требующих обеспечения реверсивного перемещения. Такие резьбы бывают одно- и многозаходными, правыми и левыми.
Основные требования к тем материалам, которые используются в передачах винт – гайка – это износостойкость, прочность и хорошая обрабатываемость. Что касается тех винтов, которые не подвергаются закалке, то их изготавливают из сталей А50, Ст50 и Ст45, а тех, которые подвергаются закалке – из сталей 40ХГ, 40Х, У65, У10. Гайки изготавливают обычно из бронзы БрОЦС-6-6-3 или БрОФЮ-1.
Трапецеидальная резьба, Tr
Метрическая
резьба с углом профиля при вершине 30°,
теоретическая высота профиля Н=
0,866Р.
Стандарт:
ГОСТ 9484-81 — основные нормы
взаимозаменяемости. Резьба трапецеидальная.
Профили. ГОСТ 24737-81 —
основные нормы взаимозаменяемости.
Резьба трапецеидальная однозаходная.
Основные размеры. ГОСТ 24738-81 —
основные нормы взаимозаменяемости.
Резьба трапецеидальная однозаходная.
Диаметры и шаги. 24739-81 —
основные нормы взаимозаменяемости.
Резьба трапецеидальная многозаходная.
Условное
обозначение однозаходной резьбы: буква
Tr, числовое значение номинального
диаметра резьбы в миллиметрах, числовое
значение шага, буквыLHдля левой
резьбы и обозначение поля допуска.
Например, однозаходная наружная резьба
с номинальным диаметром 50 мм с шагом
8 мм обозначается как,Tr50×8-7е;
такая же по диаметру и шагу, но левая
резьбаTr50×8LH-7е.
Условное
обозначение многозаходной резьбы: буква
Tr, числовое значение номинального
диаметра резьбы в миллиметрах, числовое
значение хода, в скобкахРс числовым
значением шага, буквыLHдля левой
резьбы и обозначение поля допуска
среднего диаметра (допуск 4hи 4Hв условном обозначении не ставится).
Например, многозаходной наружная резьба
с номинальным диаметром 20 мм с ходом
8 мм и шагом 4 мм обозначается как,Tr20×8 (Р4)-7е; такая же по диаметру и
шагу но левая резьбаTr20×8(Р4)LH-7е.
Упорная резьба, s
Метрическая
резьба с углом наклона боковых сторон
профиля 30° и 3°.
Стандарт:
ГОСТ 10177-82 — Основные нормы
взаимозаменяемости. Резьба упорная.
Профиль и основные размеры. Условное
обозначение резьбы: буква S, числовое
значение номинального диаметра резьбы
в миллиметрах, числовое значение шага,
буквыLHдля левой резьбы и обозначение
поля допуска.
Условное
обозначение многозаходной резьбы: буква
S, числовое значение номинального
диаметра резьбы в миллиметрах, числовое
значение хода, в скобкахРс числовым
значением шага, буквыLHдля левой
резьбы и обозначение поля допуска.
Упорная усиленная резьба, s45°
Резьба
с углом наклона боковых сторон профиля
45° и 3°, с номинальным диаметром от 80 до
2000 мм.
Условное
обозначение резьбы: буква S, значение
угла 45°, числовое значение номинального
диаметра резьбы в миллиметрах, числовое
значение шага, буквыLHдля левой
резьбы и обозначениеТT
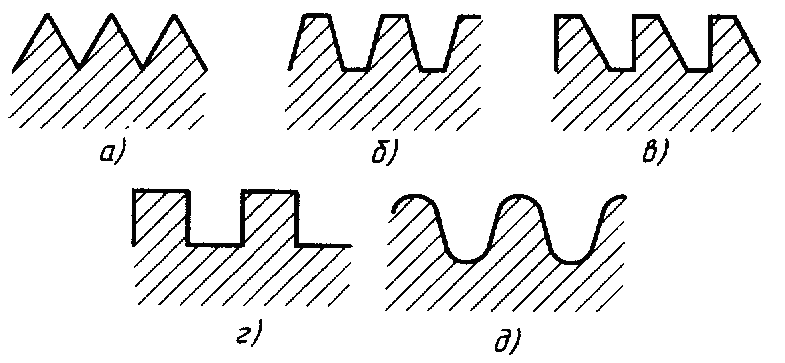
Резьба Эдисона круглая, e
Применяется
для электротехнических изделий, например
цоколь
ламп накаливания.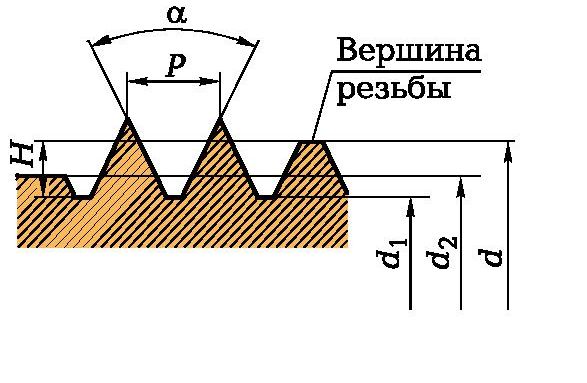
Стандарт:
ГОСТ 6042 — 83 резьба Эдисона круглая.
Профили, размеры и предельные размеры.
Условное
обозначение резьбы: Буква E, номер
резьбы, если резьба для неметаллических
элементов букваNчерез наклонную
черту (/) и номер ГОСТа, например E 27 ГОСТ
6042–83 или E 27/N ГОСТ 6042-83.
Способы изготовления
Применяются
следующие способы получения резьб:
лезвийная
обработка резанием;абразивная
обработка;накатывание;
выдавливание
прессованием;литье;
электрофизическая
и электрохимическая обработка.
Наиболее
распространенным и универсальным
способом получения резьб является
лезвийная обработка резанием. К ней
относятся:
нарезание
наружных резьб плашками;нарезание
внутренних резьб метчиками;точение
наружных и внутренних резьб резьбовыми
резцами
и гребенками;резьбофрезерование
наружных и внутренних резьб дисковыми
и червячными фрезами;нарезание
наружных и внутренних резьб резьбонарезными
головками;вихревая
обработка наружных и внутренних резьб.
Накатывание
является наиболее высокопроизводительным
способом обработки резьб, обеспечивающим
высокое качество получаемой резьбы. К
накатыванию резьб относятся:
накатывание
наружных резьб двумя или тремя роликами
с радиальной, осевой или тангенциальной
подачей;накатывание
наружных и внутренних резьб резьбонакатными
головками;накатывание
наружных резьб плоскими плашками;накатывание
наружных резьб инструментом ролик-сегмент;накатывание
(выдавливание) внутренних резьб
бесстружечными метчиками.
К
абразивной обработке резьб относится
шлифованиеоднониточными и многониточными кругами.
Применяется для получения точных, в
основном ходовых резьб.
Выдавливание
прессованием применяется для получения
резьб из пластмасс и цветных сплавов.
Не нашло широкого применения в
промышленности.
Литье
(обычно под давлением) применяется для
получения резьб невысокой точности из
пластмасс и цветных сплавов.
Электрофизическая
и электрохимическая обработка (например,
электроэрозионная,
электрогидравлическая) применяется
для получения резьб на деталях из
материалов с высокой твердостью и
хрупких материалов, например твердых
сплавов, керамики и т. п.
Порядок
проведения работы
Заходим
в папку «Для
закачек» >> «Разъемные соединения»
>> «Болтовое соединение».
Открываем файл-заготовку. На главном
виде изображены 2 детали (показаны
штриховкой под 45° и под -45°).
Из
главного вида видно, что в двух деталях
имеются сквозные отверстия без резьбы.
Диаметры отверстий 22 мм (1,1d —
диаметр отверстия под болт). Высота
детали А равна 30 мм.
Высота детали Б — 15 мм.
Сначала
требуется вставить из библиотек
стандартных изделий болт соответствующего
ГОСТа. Длина болта (длина изделия без
головки) рассчитывается по формуле:
LБолта
= А
+ Б + Sш
+ Н + а, (3)
где
А
и Б —
толщины соединяемых деталей, мм;
Sш
= 0,15d —
толщина шайбы, мм;
H
= 0,8d —
высота гайки, мм;
а
= (0,25 ÷ 0,5)d —
запас резьбы на прочность, мм.
В
верхней части программы Компас 3d
находим вкладку Библиотеки.
Нажимаем.
Далее заходим в папку Стандартные
изделия >> Вставить элемент >>
Крепежные изделия (не путать со вкладкой
Крепежные изделия ОСТ92) >> Болты >>
Болты с шестигранной головкой >> Болт
ГОСТ 7798-70 (исполнение 1). Выбираем
Выбираем
нужный болт и кликаем на нем левой
кнопкой мыши (ЛКМ) 2 раза. После чего
возникает диалоговое окно, на верхнюю
часть которого мы не обращаем внимания.
Нас интересует только нижняя часть:
«Отображение» и «Конструкция и размеры».
Для
редактирования параметров болта нам
нужно подвести курсор мышки к нужному
нам словосочетанию и два раза на него
кликнуть. Зададим вид и детализацию
болта: установим вид «Спереди», а
детализацию — «Стандартную». «Вид»
отвечает за то как болт будет изображен
на чертеже (видом спереди, видом слева,
видом сверху и т.д.), а «Детализация» —
за «сложность» изображения, т.е. будут
ли там упрощения или нет (речь идет о
фасках и о разрезах). Детализацию
«Расширенная» никогда выбирать не
нужно.Зададим
диаметр резьбы болта, шаг резьбы и т.д.
Для этого подведем курсор мыши к
словосочетанию диаметр резьбы и кликнем
на него 2 раза. Снова появится диалоговое
окно, в которое мы вносим наши значения.
Диаметр резьбы болта устанавливаем
равным 20 мм (т.к. диаметр отверстий
1,1d),
шаг резьбы 2,5 мм (берется из
справочников), длину болта задаем 70 мм
(мы ее уже рассчитали по формуле 3),
размер под ключ берем максимальный из
предлагаемых т.е. равным 30 мм. Нажимаем
«Применить».Затем
болт нужно как-то «прикрепить» к
чертежу. Под головкой болта имеется
крестик — это и есть та первая точка
фиксации (а их всего две) болта на
чертеже. Подводим этот крестик на болте
к точке пересечения осевой линии и
нижней грани нижней детали (все пока
делаем на виде спереди). Нажимаем ЛКМ
(рис. 4).
Рис.
4. Первая точка фиксации болта на главном
виде
После
этого болт зафиксирован в данной точке.
Болт пока еще может вращаться вокруг
оси, проходящей через точку закрепления,
направленной «на нас». Теперь, вращательным
движением вверх, мы должны совместить
вновь появившейся крестик на болте,
опять же, с осевой линией. После этого
После этого
болт оказывается зафиксирован в двух
точках (рис. 5).
Рис.
5. Вторая точка фиксации болта на главном
виде
Теперь
необходимо вставить шайбу. Нажимаем:
Библиотеки
>> Стандартные изделия >> Вставить
элемент >> Крепежные изделия >>
Шайбы и выбираем ГОСТ 11371-78 (исп. 1).
Задаем вид «Спереди», детализацию
«Упрощенную» и диаметр (Dш
= 1,2d
) 24 мм.
Принцип вставки такой же — первый
раз фиксируем на осевой линии в нужном
месте. Нельзя допускать того, чтобы
шайба не касалась верхней детали! Для
этого надо не торопиться и правильно
совместить крестик на шайбе с точкой
пересечения осевой линии и верхней
грани верхней детали. Первая точка
есть. А теперь, как и в случае с болтом,
круговым движение мы придаем ей
горизонтальное положение. (рис. 6,
7)
Рис.
6. Первая точка фиксации шайбы на главном
виде
Рис.
7. Вторая точка фиксации шайбы на главном
виде
Вставляем
гайку. Выбираем: «Библиотеки»
>> «Гайки шестигранные» >> «Гайка
ГОСТ 5915-71 (исполнение 1)».
Задаем ее параметры — вид «Спереди»,
детализация «Стандартная». Диаметр
резьбы гайки и шаг резьбы гайки такие
же, как и у болта — то есть 20 и 2,5 мм
соответственно. Нажимаем применить.На
чертеже действия аналогичные предыдущим.
Только здесь, в 11-ом Компасе, гайка, при
вставке на чертеж, очень плохо видна.
Подводим крестик к пересечению осевой
линии и верхней грани шайбы, нажимаем
ЛКМ. Потом круговым движение совмещаем
второй крестик с осевой линией сверху.
(рис. 8)
Рис.
8. Первая точка фиксации гайки на главном
виде
После
фиксации гайки во второй раз на осевой
линии, имеем (рис. 9):
Рис.
9. Вторая точка фиксации гайки на главном
виде
Замечание —
вид спереди от вида слева здесь отличается
только числом видимых граней на болте
и на гайке. На виде спереди их 3, а на
виде слева их должно быть 2.Вид
слева можно построить из Библиотек:
Болт
>> Шайба >> Гайка,
но только с другим «Видом». Либо можно
скопировать болт, гайку, шайбу, указав
только точку относительно которой
будет все скопировано, а, следовательно,
и вставлено впоследствии. Затем
необходимо лишь указать место, в которое
вставляется все ранее скопированное.
И после этого отредактировать «Вид»
болта и гайки. Но необходимо помнить,
что в Компасе есть несоответствие видов
в программе с «нашими» видами! То есть
виду слева «в жизни» соответствует вид
«Сверху» в Компасе! Поясним: когда мы
делаем вид «наш слева», то в Компасе
при задании характеристик болта, гайки
и шайбы, мы должны указать вид «Сверху».
И тогда на мониторе он окажется видом
«Слева» (рис. 10)!
 На виде спереди их 3, а на
На виде спереди их 3, а на Рис.
10. Виды: спереди (слева) и слева (справа)
У
вида сверху такая же проблема. То есть
виду сверху «у нас в жизни», в Компасе
соответствует вид «Слева». А виду снизу
«у нас в жизни» соответствует вид
«Справа».Переходим
к построению вида сверху. Если мы будем
смотреть на наш вид спереди сверху, то
первое, что мы увидим — это болт,
затем увидим гайку, а потом шайбу. А так
как все стандартные изделия будут
вставляться в одну точку, то у нас
получится «каша». И чтобы ее избежать,
мы будем помещать наши изделия в центр
вида сверху в обратном порядке — то
есть шайбу, гайку и потом болт. Видно,
что этот порядок вставки изделий
отличается от порядка видимости своей
противоположностью.Выбираем
в Библиотеке шайбу. Задаем ей вид
«Слева». Вставляем в центр вида сверху.Берем
гайку, задаем ей вид «Слева» (остальные
параметры остались неизменны). Вставляем
в центр. Туда же, куда и шайбу!Теперь
берем болт и вставляем его с видом
«Справа» (так как при установке в Компасе
вида «Слева» у болта на чертеже нам
будем видна только головка болта, а нам
для нашего вида сверху нужна видимость
резьбы болта).После
всего этого имеем следующий вид (рис.
11)
 То есть
То есть Рис.
11. Промежуточный вариант вида сверху
Все
виды находятся в проекционной связи.
Это значит, что если мы проведем
вспомогательные прямые, то сможет легко
узнать, почему на виде сверху получаются
те или иные кривые и прямые. Итак, большая
окружность — шайба, многогранник —
гайка (на самом деле гайки тут нет —
она оказалась позади болта, а мы видим
только шайбу и болт), но на ней не хватает
окружности, которая соответствует
фаске. Её можно дорисовать «вручную»,
предварительно опустив перпендикуляр
посредством вертикальной вспомогательной
прямой от вида спереди. И потом уже на
виде сверху нарисовать окружность
соответствующего диаметра. Окончательный
вид вида сверху показан на рисунке 12.
Рис.
12. Итоговый вариант вида сверху
Предположим,
что мы запутались, в какой очередности
помещать стандартные изделия на вид
сверху, и нам необходимо поменять их
(изделия) местами. В этом случае можно
воспользоваться одной функцией КОМПАСА
под названием «Изменить порядок». Для
этого подводим курсор к тому объекту,
порядок (видимость) которого необходимо
изменить, нажимаем ЛКМ и тут же жмем
ПКМ (не сводя курсор с места). Выбираем
«Изменить порядок» и выбираем нужное
нам положение объекта относительно
других (рис. 13).
 В этом случае можно
В этом случае можно Рис.
13. Пример использования операции
«Изменить порядок»
Итоговый
чертеж болтового соединения показан
на рисунке 14 .
Рисунок
14.
Чертеж болтового соединения
Заполнение
спецификация и основной надписи.
Сначала необходимо добавить лист
спецификации. Для этого нажимаем на
кнопку «Состояние
слоев» >> Листы >> Создать лист.
Задаем тип нового листа — «Спецификация.
Первый лист. ГОСТ 2.106-96 Ф1 номер 17» (рис.
15).
Рис.
15. Пример добавления листа спецификации
Оформление
чертежа. Проставляем номера позиций и
заполняем спецификацию (рис. 16).
Рис.
16. Сборочный чертеж болтового соединения
со спецификацией
Варианты
индивидуальных заданий по теме «Болтовое
соединение» представлены в таблице 1
на странице 34.
Винт с треугольной головкой из термопласта d1 = 32 мм наружная резьба M5 x 20 мм Артикул: 66163214
Описание
Дополнительная информация
| Артикул | 66163214 |
| d1 [мм] | 32 |
| d2 [мм] | М5 |
| л [мм] | 20 |
| h2 [мм] | 26 |
| h3 [мм] | 16 |
| d3 [мм] | 14 |
| Вес [г] | 10 |
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (нажмите, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую, чтобы отправить запрос.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Термопласт (полиамид PA), черный глянцевый. Винт Grub
, сталь оцинкованная, хромированная.
Специальная форма очень элегантна и удобна для захвата.
Доступность:
2 в наличии (заказы доставляются в течение 1-2 недель)
Винт с треугольной головкой из термопласта d1 = 32 мм наружная резьба M5 x 20 мм Артикул: 66163214 количество
| Количество | Скидка (%) | Цена |
|---|---|---|
1 — 9 | — | 3,60 $ |
| 10 — 24 | 7,22 % | 3,34 $ |
| 25 — 49 | 17,22 % | 2,98 $ |
| 50+ | 26,67 % | 2,64 $ |
 6 » data-tiered-price-exclude-taxes=»
3.6 » data-tiered-price-include-taxes=»
3.82″>
6 » data-tiered-price-exclude-taxes=»
3.6 » data-tiered-price-include-taxes=»
3.82″> 64″ data-tiered-price-exclude-taxes=»2.64″ data-tiered-price-include-taxes=»2.8″>
64″ data-tiered-price-exclude-taxes=»2.64″ data-tiered-price-include-taxes=»2.8″>Винт с треугольной головкой из термопласта d1 = 50 мм наружная резьба M10 x 50 мм Артикул: 66165018
Описание
Дополнительная информация
| Артикул | 66165018 |
| d1 [мм] | 50 |
| d2 [мм] | М10 |
| л [мм] | 50 |
| h2 [мм] | 35 |
| h3 [мм] | 19 |
| d3 [мм] | 19 |
| Вес [г] | 50 |
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (нажмите, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую, чтобы отправить запрос.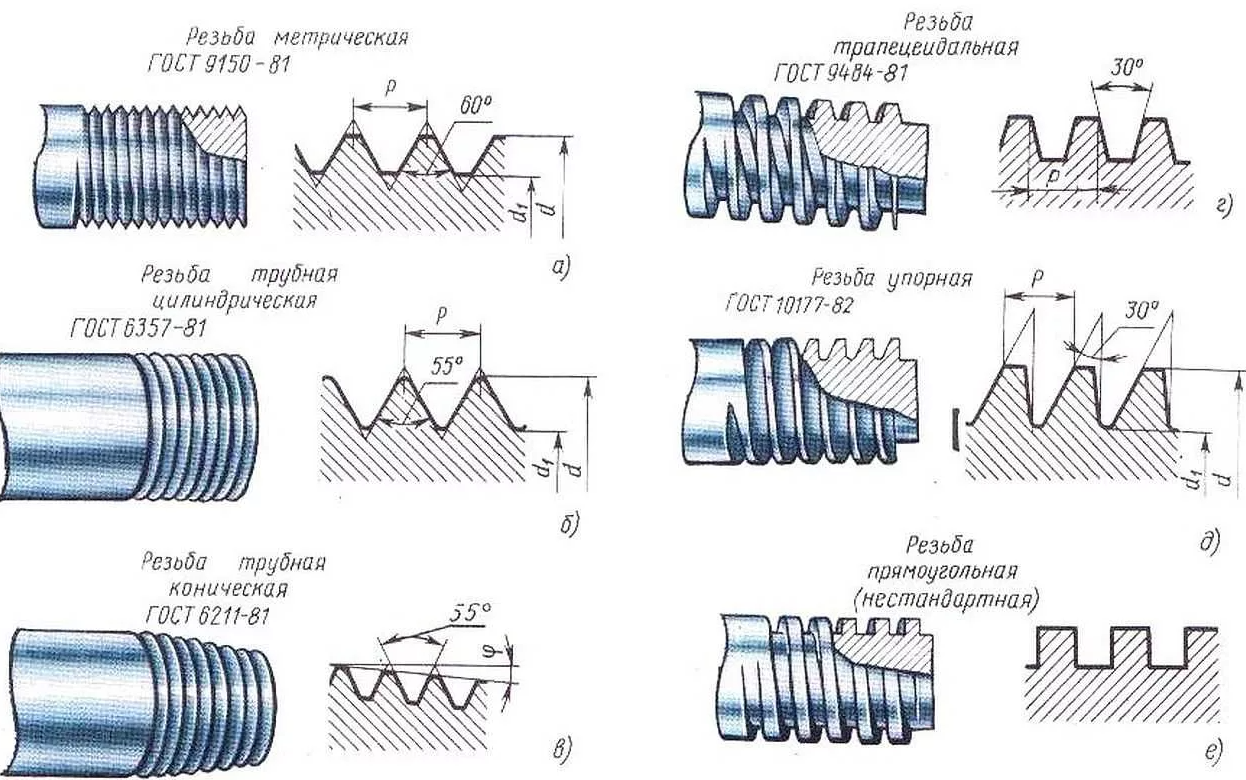
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Термопласт (полиамид PA), черный глянцевый. Личинка 9Винт 0077, сталь оцинкованная, хромированная.
Специальная форма очень элегантна и удобна для захвата.
Доступность:
2 в наличии (заказы доставляются в течение 1-2 недель)
Винт с треугольной головкой из термопласта d1 = 50 мм наружная резьба M10 x 50 мм Артикул: 66165018 количество
| Количество | Скидка (%) | Цена |
|---|---|---|
1 — 9 | — | 6,22 $ |
| 10 — 24 | 6,59 % | 5,81 $ |
| 25 — 49 | 16,88 % | 5,17 $ |
 22 » data-tiered-price-exclude-taxes=»
6.22 » data-tiered-price-include-taxes=»
6.22″>
22 » data-tiered-price-exclude-taxes=»
6.22 » data-tiered-price-include-taxes=»
6.22″>