

Содержание
Требования к эксплуатации грузозахватных приспособлений
Требования к эксплуатации грузозахватных приспособлений и тары.
Неопределенность должна исчезнуть.
Ежов Ю.Г.
Начальник отдела конструкторских разработок
ООО СКБ «Высота»
Савинцев И.Г.
Начальник отдела экспертизы
ООО СКБ «Высота»
Шеменев А.В.
Ведущий инженер-конструктор
ООО СКБ «Высота»
Шапрунов В.В.
Эксперт
ООО СКБ «Высота»
Федеральные нормы и правила «Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения», утвержденные приказом Ростехнадзора от 12 ноября 2013 года №533, содержат раздел устанавливающий основные требования к процессу эксплуатации, проверке состояния и дефектации грузозахватных приспособлений и тары. Данный раздел ФНП достаточно принципиально отличается от разделов, приведенных в ранее действующих правилах безопасности по грузоподъемным машинам, касающихся съемных грузозахватных приспособлений и тары, как по содержанию, так и по объему. В разделе приведены требования к персоналу, документации, оснащению персонала, выбору стропов и их ветвей (при их замене), оценке работоспособности и возможности ремонта грузозахватных приспособлений, в т.ч стропов.
В разделе приведены требования к персоналу, документации, оснащению персонала, выбору стропов и их ветвей (при их замене), оценке работоспособности и возможности ремонта грузозахватных приспособлений, в т.ч стропов.
Одновременно, в этом разделе ФНП изложены требования по безопасному использованию грузовой тары и основные положения проведения испытаний грузозахватных приспособлений.
В связи с тем, что на съемные грузозахватные приспособления (приспособления для грузоподъемных операций) распространяются требования ТР ТС 010/2011, в части установления для этих приспособлений назначенного срока службы, в пункте 222 ФНП, в частности, содержится требование о невозможности использования в работе грузозахватных приспособлений с истекшим сроком безопасной эксплуатации (службы).
В целях обеспечения возможности иметь алгоритм для подтверждения эксплуатирующими организациями соответствия технологических процессов эксплуатации съемных грузозахватных приспособлений и грузовой тары требованиям ФНП группой разработчиков из Набережных Чел-нов и Санкт-Петербурга, в инициативном порядке, создан проект межгосударственного стандарта «Краны грузоподъемные. Съемные грузозахватные приспособления и тара. Эксплуатация», предусмотренного программой разработки стандартов по линии ТК 289 «Краны грузоподъемные».
Съемные грузозахватные приспособления и тара. Эксплуатация», предусмотренного программой разработки стандартов по линии ТК 289 «Краны грузоподъемные».
Необходимость в разработке стандарта возникла в результате оценки фактического уровня безопасности при эксплуатации съёмных грузозахватных приспособлений и тары на опасных производственных объектах, в границах которых используются грузоподъемные краны. Оценка проводилась в процессе экспертной деятельности, связанной с продлением срока безопасной эксплуатации грузоподъемных кранов, отработавших назначенный срок службы. Результат оценки уровня безопасности при эксплуатации грузозахватных приспособлений и тары, во многих случаях, был неудовлетворительный.
Действия специалистов и персонала предприятий, связанного с эксплуатацией грузозахватных приспособлений и тары до сих пор не имеют под собой обоснованного нормативного подтверждения. Несколько пунктов в ранее действующих Правилах ПБ 10-382-00 и в созвучных им ПБ 10-157-97, ПБ 10-257-98, ПБ 10-611-03, касающихся эксплуатации грузозахватных приспособлений и тары, так и не создали на практике необходимых предпосылок для поддержания необхо-димого уровня их безопасности при эксплуатации.
Требования пунктов ранее действующих Правил о том, что осмотр съёмных грузозахватных приспособлений и тары должен производится по инструкции, разработанной специализированной организации, сводился на нет несуразной оговоркой, содержащейся в следующем за этим требованием предложении: «При отсутствии инструкции браковку стропов проводят в соответствии с приложением к Правилам». Как следует из этого, браковка грузозахватных приспособлений (кроме стропов) и тары ничем не регламентировалась, а инструкций, о которых говорится выше, эксплуатирующие организации у специализированных не спешили заказывать (раз допускалось их отсутствие).
Попытки создания нормативных (методических) документов, в которых тем или иным образом была освещена тема эксплуатации и оценки работоспособности грузозахватных приспособлений и тары, все же были. В частности следует отметить РД 220-12-98 «Типовая инструкция по безопасной эксплуатации металлических грузозахватных приспособлений и тары», РД 220-14-98 «Типовая инструкция по безопасной эксплуатации текстильных ленточных стропов», МДС 12-31.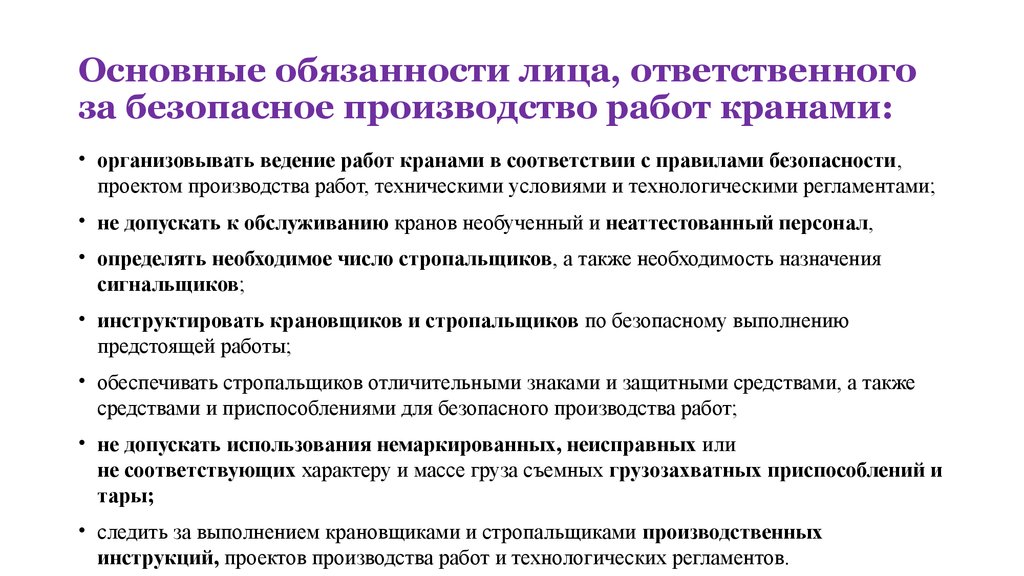 2007 «Методические рекомендации по техническому освидетельствование съемных грузозахватных приспособлений» (имеются в открытом доступе в сети интернет).
2007 «Методические рекомендации по техническому освидетельствование съемных грузозахватных приспособлений» (имеются в открытом доступе в сети интернет).
РД по шифром 220, согласованные с Госгортехнадзором России в декабре 1998 года, содержат общие сведения о грузозахватных приспособлениях, техническое описание некоторых конструкций, основные принципы проектирования, общие требования к их использованию и ремонту. Браковочные показатели приведены из соответствующего приложения к ПБ 10-14-92 и технических условий на текстильные стропы, предшествующих разработанному впоследствии ОАО «ВНИИПТМАШ» РД 24-СЗК-01-01.
Документ под шифром МДС 12-31.2007, как и РД 220-12-98, распространяется и на тару, но конкретные сведения о методах, условиях её освидетельствования, а также браковочные показатели в данных документах отсутствуют.
В МДС приводятся сведения о сфере применения съемных грузозахватных приспособлений, общих требованиях к их изготовлению и использованию. По тексту документа имеются указания о том, что техническое освидетельствование съемных грузозахватных приспособлений и тары должно проводиться согласно стандарта предприятия или другого нормативного документа.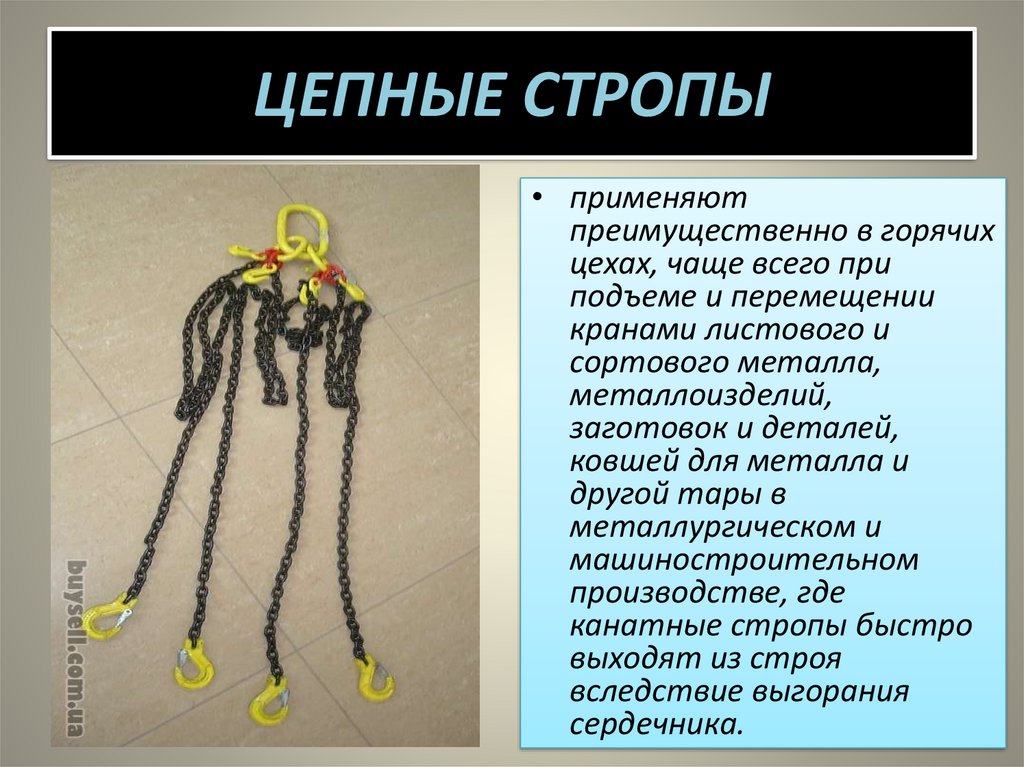
Указанный в МДС порядок проверки технической документации предполагает, что грузозахватные приспособления, изготовленные собственными силами владельца, могут не иметь паспорта, что противоречит требованиям как отмененных, так и действующих нормативных документов.
Даются указания о том, что:
- выявленные в технической документации несоответствия (их отсутствие, неясности, ошибки в записях) устраняются;
- осмотр и оценку технического состояния стропов производят согласно требованиям РД 10-33-93 и ГОСТ 25573-82;
- осмотр и оценку технического состояния грузозахватных приспособлений производят по методикам, разрабатываемым ИТР и утверждаемым главным инженером строительной организации;
- испытания съемных грузозахватных приспособлений проводят по программам, составленным учетом указаний о величине статической и динамической нагрузках (25 и 10 % соответственно) при этом, в каких случаях следует их проводить не указывается.
Другие, менее известные документы, составленные в виде инструкций, в большинстве своем содержат описание устройства грузозахватных приспособлений, схемы строповки типовых грузов, а также требования к их изготовлению. Зачастую эти выдержки из учебных пособий для подготовки рабочих, учебников для ВУЗов и техникумов, Правил ПБ 10-382-00, ПОТ РМ 007-98, ГОСТов на стропы и тару, в том числе о их браковке согласно норм, применяемых при изготовлении.
Зачастую эти выдержки из учебных пособий для подготовки рабочих, учебников для ВУЗов и техникумов, Правил ПБ 10-382-00, ПОТ РМ 007-98, ГОСТов на стропы и тару, в том числе о их браковке согласно норм, применяемых при изготовлении.
Следует отметить, что фактически ни один из упомянутых выше документов, стропальщиками и специалистами, связанными с эксплуатацией съемных грузозахватных приспособлений и тары не используется. Одновременно необходимо признать, что для оценки работоспособности тары, несмотря на указания ранее действующих Правил, не было разработано документов, отвечающих их требованиям, тем более, что определения, какую тару (конструкция, материал) при этом следует рассматривать, не приводилось.
Вопрос определения «судьбы» грузозахватных приспособлений и тары после отработки ими назначенного срока службы, до разработки ФНП, не поднимался ни «эксплуатантами», ни представителями Ростехнадзора, т.к. ввиду полного отсутствия какой-либо нормативной базовой основы, ответа никто и не пытался искать. То же самое относится и к «судьбе» используемых в работе текстильных стропов на полимерной основе после окончания гарантийного срока службы.Ответы на поставленные выше вопросы, сформулированные в виде нормативных положений, нашли отражение в проекте национального стандарта, а именно:
То же самое относится и к «судьбе» используемых в работе текстильных стропов на полимерной основе после окончания гарантийного срока службы.Ответы на поставленные выше вопросы, сформулированные в виде нормативных положений, нашли отражение в проекте национального стандарта, а именно: - изложены требования по использованию грузозахватных приспособлений и тары в работе, в том числе в части безопасности при строповке грузов, а также способов обвязки и зацепки грузов, включая крупнотоннажные контейнеры;
- освещены вопросы транспортирования, технического обслуживания, ремонта, хранения и утилизации съемных грузозахватных приспособлений и тары;
- в развитие требований ФНП, установлен порядок проведения оценки работоспособности съемных грузозахватных приспособлений и грузовой тары, который должен осуществляться в виде осмотров, проводимых ответственными специалистами эксплуатирующей организации и обследований, проводимых экспертной организацией.В проекте стандарта предлагается вариант для реализации пунктов ФНП, касающихся эксплуатации грузозахватных приспособлений и тары, в частности:
для съемных грузозахватных приспособлений и грузовой тары, не имеющих в эксплуатационных документах сведений о назначенном сроке безопасной эксплуатации (службы) устанавливаются сроки эксплуатации до первичного обследования с целью определения возможности их дальней-шей эксплуатации;
приводятся «пошаговые» указания по оценке работоспособности съемных грузозахватных приспособлений и грузовой тары, охватывая при этом организацию и условия оценки, состав работ и методы, проверку наличия и состояния технической документации, проверку наличия и состояния маркировки, проверку состояния металлоконструкций, стропов и гибких соединительных элементов других грузозахватных приспособлений, захватов и блоков, болтовых и шарнирных соединений, с указанием браковочных показателей.
Таблица, приводимая в проекте стандарте, достаточно объективно устанавливает ограничения по предельному сроку эксплуатации (службы) грузозахватных приспособлений.
Таблица 3.
| Тип грузозахватного приспособления | Назначенный срок службы, лет* | ||
|---|---|---|---|
| А2-А3 | А4-А5 | А6-А8 | |
| Строп текстильный на полимерной основе, используемый для непосредственной обвязки груза | 1** | 0,5** | 0,25** |
| Строп текстильный на полимерной основе, используемый для зацепки и (или) свободной укладки груза | 3** | 2** | 1** |
| Строп текстильный на полимерной основе грузоподъемностью более 20 т, отнесенный к разряду редко используемых | 5 | ||
| Строп канатный кольцевой и петлевой грузоподъемностью до 10 т включительно, используемый для непосредственной обвязки груза | 1,5** | 1** | 0,5** |
| Строп канатный кольцевой и петлевой, используемый для свободной укладки груза: | |||
| грузоподъемностью до 10 т включительно | 4** | 2** | 1** |
| грузоподъемностью более 10 т | 5 | 3** | 1** |
| Строп канатный ветвевой грузоподъемностью до 10 т включительно | 6 | 4** | 2** |
| Строп канатный ветвевой грузоподъемностью более 10 т | 8 | 5 | 2,5** |
| Строп цепной | 10 | 8 | 4** |
| Захват зацепной, опорный и анкерный | 10 | 8 | 4 |
| Захват фрикционный | 7 | 5 | 2,5 |
| Грейфер | 7 | 5 | 4 |
| Траверса, оснащенная канатными ветвями*** | 8 | 5 | 4 |
| Траверса, оснащенная цепными ветвями*** | 10 | 8 | 6 |
| Траверса, не имеющая в составе гибких элементов | 12 | 10 | 8 |
Траверса, не имеющая в составе гибких элементов, используемая с применением только автоматических средств зацепки, в т. ч. спредер ч. спредер | 16 | 12 | 8 |
| Редкоиспользуемые грузозахватные приспособления, за исключением оснащенных гибкими элементами (ветвями) из каната и текстильной ленты | 20 | ||
**Обследование на предмет продления срока безопасной эксплуатации (установления нового назначенного срока службы) стропов данной категории не проводится. По истечению назначенного срока они изымаются из эксплуатации и утилизируются в установленном порядке.
В связи с тем, что в отечественной логистике, являющейся частью глобальной логистической инфраструктуры, транспортировка и переработка значительной части грузов осуществляется с использованием крупнотоннажных контейнеров, в проекте стандарта конкретно освещены вопросы, связанные с их безопасной эксплуатацией.
Широкое применение полимерной (пластиковой) тары, перемещаемой вилочными захвата-ми, также не осталось без внимания,– в проекте стандарта приведены методы оценки работоспособности данного вида тары и браковочные показатели.
Ввиду особой важности, придаваемой аспекту, связанному с проведением испытаний, в проекте стандарта определены конкретные случаи, при которых съемные грузозахватные приспособления и грузовая тара подвергаются испытанию статической нагрузкой. Одновременно, достаточно развернуто отражены условия и методы испытаний траверс, грейферов и крупнотоннажных контейнеров.
В дополнение к терминологии, принятой в ФНП, применительно к тексту национального стандарта, в частности, даны определения следующим терминам:
браковка: Решение о невозможности использования в работе съемного грузозахватного приспособления или тары, основанное на оценке соответствия показателям, приведенным в руководстве по эксплуатации или настоящем стандарте, принятое и оформленное в установленном порядке ответственными специалистами эксплуатирующей организации или экспертной организацией.
строповка: Технологическая операция или совокупность технологических операций, выполняемых в процессе подъема и перемещения груза, с целью соединения последнего с краном. Строповка осуществляется посредством обвязки, зацепки, захватывания груза и (или) его подвешивания на крюк крана, с использованием, как правило, съемных грузозахватных приспособлений.
Строповка осуществляется посредством обвязки, зацепки, захватывания груза и (или) его подвешивания на крюк крана, с использованием, как правило, съемных грузозахватных приспособлений.
обвязка: Технологическая операция по подготовке груза, не имеющего строповочных элементов, к зацепке грузозахватным приспособлением либо крюком крана. Обвязка выполняется, как правило, с использованием кольцевых и петлевых стропов.
зацепка: Технологическая операция по соединению захватов съемного грузозахватного приспособления либо крюка крана со строповочными элементами груза либо с элементами обвязки груза.
Помимо основного предназначения, применение национального стандарта возможно в качестве методического пособия при разработке руководств по эксплуатации для проектируемых, и инструкций для используемых съемных грузозахватных приспособлений и тары, а также при составлении программ профессионального обучения стропальщиков и учебных программ подготовки специалистов в области эксплуатации грузоподъемных кранов, при этом он не отменяет указаний эксплуатационной документации, которой и необходимо руководствоваться, если в ней изложены более жесткие требования, чем в национальном стандарте.
Общие требования безопасности при работах с применением грузозахватных приспособлений
- Грузоподъёмные механизмы, сменные грузозахватные устройства, съемные грузозахватные приспособления и тара должны содержаться и эксплуатироваться в соответствии с требованиями Правил устройства и безопасной эксплуатации грузоподъёмных кранов.
- На грузоподъёмных механизмах находящихся в работе, указываются наименование организации, инвентарный номер, грузоподъёмность и дата следующего технического освидетельствования.
- На съемных грузозахватных приспособлениях электротали, находящихся в работе, на прочно прикрепленной металлической бирке или клейме указываются инвентарный номер, грузоподъёмность и дата испытания.
- На таре (за исключением специальной технологической) указывается ее назначение, номер, собственная масса, наибольшая масса груза, для транспортирования которого она предназначена. Тара по требованиям безопасности должна соответствовать ГОСТ 12.
 010 — 82.
010 — 82. - Емкость тары должна исключать возможность перегрузки грузоподъёмных средств.
- Грузоподъёмные механизмы сменные грузозахватные устройства, съемные грузозахватные приспособления таль Болгария и тара допускаются к эксплуатации, подвергаются периодическим осмотрам и испытаниям в сроки и в порядке, определяемыми соответствующей нормативной технической документацией.
- Место установки грузоподъёмных механизмов и режим их работы должны соответствовать проекту производства работ или технологической карте.
- Вновь установленные грузоподъёмные механизмы тали электрические, тельфера и применяемые съемные грузозахватные приспособления до допуска к работе подвергаются техническому освидетельствованию, включающему осмотр, статические и динамические испытания.
- Полному техническому освидетельствованию подлежат перед началом работ такелажные схемы в целом для перемещения грузов.
- Грузоподъёмные механизмы, в том числе и механизмы, предназначенные для подъёма людей (телескопические вышки, гидроподъёмники и т.
 п.), не реже одного раза в 12 месяцев должны подвергаться полному техническому освидетельствованию.
п.), не реже одного раза в 12 месяцев должны подвергаться полному техническому освидетельствованию. - В процессе эксплуатации съемные грузозахватные приспособления электротали и тара подвергаются периодическим осмотрам: траверсы, клещи и другие захваты и тара — каждый месяц; стропы (за исключением редко используемых) — каждые 10 дней.
- Редко используемые съемные грузозахватные приспособления должны осматриваться перед выдачей их в работу.
- Результаты осмотров съемных грузозахватных приспособлений электротельфера работник, ответственный за содержание их в исправном состоянии, заносит в Журнал учета и осмотра стропов, результаты осмотров тары — в Журнал технического освидетельствования тары.
- Внеочередное полное техническое освидетельствование грузоподъёмных механизмов производится после их реконструкции, ремонта несущих конструкций механизмов с заменой расчетных элементов и узлов, капитального ремонта или смены механизма, замены крюка.

- После смены изношенных грузовых или других канатов проводится проверка правильности запасовки и надёжности крепления концов каната, а также обтяжка канатов рабочим грузом.
- Техническое освидетельствование проводит инженерно-технический работник по надзору за безопасной эксплуатацией грузоподъёмных машин при участии инженерно-технического работника, ответственного за содержание грузоподъёмных машин в исправном состоянии.
- Проверка правильности запасовки и надёжности крепления канатов, обтяжки канатов рабочим грузом производится под контролем инженерно-технического работника, ответственного за содержание грузоподъёмных машин в исправном состоянии.
- Разрешение на пуск в работу грузоподъёмных механизмов выдает инженерно-технический работник по надзору за безопасной эксплуатацией грузоподъёмных машин на основании документации завода-изготовителя и результатов технического освидетельствования.
- Разрешение на применение вновь изготовленных съемных грузозахватных приспособлений и тары выдает инженерно-технический работник, ответственный за содержание грузоподъёмных машин в исправном состоянии.

- Статические испытания грузоподъёмных механизмов производятся грузом, превышающим их номинальную грузоподъёмность на 25 %.
- Грузоподъёмный механизм тельфер, выдержавший статические испытания, подвергается динамическому испытанию грузом, превышающим номинальную грузоподъёмность на 10 %. Испытания проводятся для проверки эффективности действия тормозов.
- Допускается производить динамическое испытание рабочим грузом с повторным подъёмом и опусканием.
- Во всех случаях при обнаружении дефектов во время испытаний грузоподъёмного механизма испытания необходимо прервать и, устранив дефекты, провести вновь.
- Дата и результаты технического освидетельствования грузоподъёмного механизма записываются в паспорт механизма с указанием срока следующего освидетельствования и в Журнал учета и осмотра стропов.
- Подача электрического напряжения на грузоподъёмный механизм от внешней электросети осуществляется с помощью вводного устройства, имеющего ручное и дистанционное управление для снятия напряжения.

- Крюк, из зева которого при работе возможно выпадение съемного грузозахватного приспособления, должен быть снабжен замком, предотвращающим его выпадение.
- Грузоподъёмные механизмы, находящиеся в работе, подлежат периодическим осмотрам и ремонтам в сроки, предусмотренные системой планово-предупредительных ремонтов. Лицо, ответственное за содержание грузоподъёмных машин в исправном состоянии, обязано обеспечить своевременное устранение неисправностей, появляющихся во время эксплуатации грузоподъёмного механизма.
Ростехнадзор разъясняет: Вопросы эксплуатации съемных грузозахватных приспособлений(СГП или СГЗП) и тары на подъемных сооружениях
Вопрос от 25.01.2019:
Какие разрешительные документы необходимы для проведения испытаний нагрузкой грузоподъемных, грузозахватных приспособлений?
Ответ: В соответствии с пунктом 3 » Федеральных норм и правил в области промышленной безопасности «Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения», утвержденных приказом Ростехнадзора от 12. 11.2013 г. № 533 (далее — ФНП ПС), съемные грузозахватные приспособления относятся к оборудованию, используемому совместно с подъемными сооружениями.
11.2013 г. № 533 (далее — ФНП ПС), съемные грузозахватные приспособления относятся к оборудованию, используемому совместно с подъемными сооружениями.
Исходя из норм статьи 7 (приложение № 3) технического регламента Таможенного союза «О безопасности машин и оборудования» ТР ТС 010/2011, утвержденного Решением Комиссии Таможенного союза от 18 октября 2011 г. № 823, машины и (или) оборудование, выпускаемые в обращение на единой таможенной территории Таможенного союза, подлежат оценке соответствия требованиям технического регламента.
Необходимость, условия и способы проведения испытаний грузозахватных приспособлений в период эксплуатации определяются с учетом требований эксплуатационной документации изготовителя, в соответствии с пунктом 233 ФНП ПС.
Согласно пункту 195, пункту 199 ФНП ПС, стальные канаты и цепи, устанавливаемые на ПС при замене ранее установленных, должны соответствовать по длине, марке, диаметру и разрывному усилию, указанным в паспорте подъемного сооружения и иметь сертификат предприятия – изготовителя.
В силу пункта 219 ФНП ПС, требования промышленной безопасности при эксплуатации грузозахватных приспособлений, в том числе к проведению технического обслуживания, ремонта, реконструкции, должны быть не ниже требований промышленной безопасности при эксплуатации подъемных сооружений, совместно с которым они используются по назначению.
Вопрос от 17.05.2018:
В п. 222 ФНП по ПС сказано, что грузозахватные приспособления с истекшим сроком безопасной эксплуатации (службы) не должны находиться в местах производства работ. В эксплуатационной документации (паспорт по форме приложения 4 РД-10-33-93) изготовитель не приводит сроки безопасной эксплуатации. В п. 8.2.9. ГОСТ 33715-2015 «Съемные грузозахватные приспособления и тара» указано, что при отсутствии в эксплуатационных документах необходимых сведений, за назначенные, для СГП принимают сроки службы, приведенные в таблице 3, для тары — в таблице 4. Но упомянутый ГОСТ носит рекомендательный характер и необязателен к применению.
Прошу разъяснить будет ли являться нарушением, если срок безопасной эксплуатации не отслеживается, проводятся только осмотры?
Ответ: В каждом паспорте стропа указывается гарантийный срок эксплуатации(3 месяца). Согласно » п.223 и п.228 ФНП №533 стропальщики и крановщики (операторы) должны проводить осмотр грузозахватных приспособлений перед их применением, при этом следует использовать браковочные показатели, приведенные в их руководстве (инструкции) по эксплуатации. Для стальных канатов стропов следует использовать браковочные признаки, приведенные в приложении № 4 к ФНП №533, а для цепей стропов следует использовать браковочные признаки, приведенные в приложении № 7 к ФНП №533.
Браковочные признаки текстильных стропов также приведены в приложении № 7 к ФНП №533. Осмотр съемных грузозахватных приспособлений и тары должен производиться по инструкции, утвержденной распорядительным актом эксплуатирующей организации (при отсутствии норматива или браковочных показателей изготовителя) и определяющей порядок и методы осмотра, браковочные показатели. Выявленные в процессе осмотра поврежденные съемные грузозахватные приспособления должны изыматься из работы, при этом результаты осмотра съемных грузозахватных приспособлений и тары заносят в журнал осмотра грузозахватных приспособлений.
Выявленные в процессе осмотра поврежденные съемные грузозахватные приспособления должны изыматься из работы, при этом результаты осмотра съемных грузозахватных приспособлений и тары заносят в журнал осмотра грузозахватных приспособлений.
Таким образом, рекомендованный срок безопасной эксплуатации стропа не является обязательным и необходим для планирования замены эксплуатируемых стропов.
Вопрос от 17.05.2018:
В » п. 233 ФНП по ПС говорится, что необходимость, условия и способы проведения испытаний грузозахватных приспособлений в период эксплуатации определяются с учетом требований эксплуатационной документации изготовителя. В ГОСТ 33715-2015 «Съемные грузозахватные приспособления и тара» также говорится о необходимости испытания строп, но упомянутый ГОСТ носит рекомендательный характер. Прошу разъяснить следует ли из того, что изготовитель в эксплуатационной документации (паспорт по форме приложения 4 РД-10-33-93) не определил необходимость испытания строп необязательность их испытания?
Ответ: В каждом паспорте стропа указывается на проведение испытания стропа с указанием даты проведения испытания и результатов испытания (годен, не годен), необходимость, условия и способы проведения испытаний грузозахватных приспособлений в период эксплуатации определяются с учетом требований эксплуатационной документации изготовителя и приложения №7 «Нормы браковки канатных и цепных стропов, а также текстильных стропов на полимерной основе» ФНП № 533. По браковке стропов при визуальном осмотре, определяется годность стропа к эксплуатации и не требуется проведение испытаний строп, т.к. изготовитель гарантирует соответствие стропа заявленным характеристикам при изготовлении. Согласно п.п.225,226 ФНП №533 проведение проверки грузоподъемности стропа проводится только после проведения ремонта с целью проверки качества выполненного ремонта с проведением статических испытаний с нагрузкой, составляющей 125 процентов по отношению к номинальной паспортной грузоподъемности отремонтированного грузозахватного приспособления.
По браковке стропов при визуальном осмотре, определяется годность стропа к эксплуатации и не требуется проведение испытаний строп, т.к. изготовитель гарантирует соответствие стропа заявленным характеристикам при изготовлении. Согласно п.п.225,226 ФНП №533 проведение проверки грузоподъемности стропа проводится только после проведения ремонта с целью проверки качества выполненного ремонта с проведением статических испытаний с нагрузкой, составляющей 125 процентов по отношению к номинальной паспортной грузоподъемности отремонтированного грузозахватного приспособления.
Вопрос от 17.05.2018:
В » п. 228 ФНП по ПС говорится, что в процессе эксплуатации съемных грузозахватных приспособлений (СГЗП) и тары эксплуатирующая организация в лице назначенного приказом специалиста (или специалистов согласно требованиям подпункта «ж» пункта 23 настоящих ФНП) должна периодически производить их осмотр. Т.е. специалистом ответственным за осмотр может быть назначен и ответственный за безопасное производство работ и ответственный за работоспособное состояние.

В то же время согласно п. 140 решение о вводе в эксплуатацию СГЗП и тары записывается в специальный журнал учета и осмотра специалистом, ответственным за безопасное производство работ.
Специфика работы Организации такова, что СГЗП хранятся совместно с ПС в гараже и периодический осмотр гораздо удобнее вести ответственному за работоспособное состояние ПС. Прошу разъяснить, возможно ли такая организация эксплуатация СГЗП при которой назначаются два ответственных: ответственный за безопасное производство работ делает запись в журнале о вводе в эксплуатацию СГЗП (п.140), а ответственный за работоспособное состояние проводит периодический осмотр СГЗП (п.228).
Ответ: Согласно » п.23 «ж» Организация, эксплуатирующая ОПО с ПС (далее — эксплуатирующая организация), должна соблюдать требования руководств (инструкций) по эксплуатации имеющихся в наличии ПС и выполнять следующие требования: разработать и утвердить распорядительным актом эксплуатирующей организации, инструкции с должностными обязанностями, а также поименный перечень лиц, ответственных за промышленную безопасность в организации из числа ее аттестованных специалистов:
- специалист, ответственный за осуществление производственного контроля при эксплуатации ПС;
- специалист, ответственный за содержание ПС в работоспособном состоянии;
- специалист, ответственный за безопасное производство работ с применением ПС.

В организациях, где СГП закреплены за определёнными самоходными ПС и производство работ с применением ПС выполняется на одном участке (цехе), разрешается возложить обязанности специалиста, ответственного за безопасное производство работ в части осмотра СГП на специалиста ответственного за содержание ПС в работоспособном состоянии.
Вопрос от 28.03.2019:
Ростехнадзором были разъяснены вопросы назначения работника, проводящего осмотры СГП следующим образом:
Согласно п.23 «ж» Организация, эксплуатирующая ОПО с ПС (далее — эксплуатирующая организация), должна соблюдать требования руководств (инструкций) по эксплуатации имеющихся в наличии ПС и выполнять следующие требования: разработать и утвердить распорядительным актом эксплуатирующей организации, инструкции с должностными обязанностями, а также поименный перечень лиц, ответственных за промышленную безопасность в организации из числа ее аттестованных специалистов: специалист, ответственный за осуществление производственного контроля при эксплуатации ПС; специалист, ответственный за содержание ПС в работоспособном состоянии; специалист, ответственный за безопасное производство работ с применением ПС.
В организациях, где СГП закреплены за определёнными самоходными ПС и производство работ с применением ПС выполняется на одном участке (цехе), разрешается возложить обязанности специалиста, ответственного за безопасное производство работ в части осмотра СГП на специалиста ответственного за содержание ПС в работоспособном состоянии.
Из вышеприведенного разъяснения получается, что возложение обязанностей по осмотру СГП на специалиста ответственного за содержание ПС в работоспособном состоянии возможно только в организациях, где СГП закреплены за определёнными самоходными ПС и производство работ с применением ПС выполняется на одном участке (цехе). Но в п. 228 сказано, что специалистов для осмотра СГП назначают согласно требованиям подпункта «ж» пункта 23 настоящих ФНП, где перечислены и ответственный за безопасное производство работ и ответственный за работоспособное состояние.
Прошу более подробно разъяснить почему ответственный за работоспособное состояние не может быть назначен специалистом для осмотра СГП?
Ответ: Согласно п. 23 «ж» Организация, эксплуатирующая ОПО с ПС (далее — эксплуатирующая организация), должна соблюдать требования руководств (инструкций) по эксплуатации имеющихся в наличии ПС и выполнять следующие требования: разработать и утвердить распорядительным актом эксплуатирующей организации, инструкции с должностными обязанностями, а также поименный перечень лиц, ответственных за промышленную безопасность в организации из числа ее аттестованных специалистов:
23 «ж» Организация, эксплуатирующая ОПО с ПС (далее — эксплуатирующая организация), должна соблюдать требования руководств (инструкций) по эксплуатации имеющихся в наличии ПС и выполнять следующие требования: разработать и утвердить распорядительным актом эксплуатирующей организации, инструкции с должностными обязанностями, а также поименный перечень лиц, ответственных за промышленную безопасность в организации из числа ее аттестованных специалистов:
- специалист, ответственный за осуществление производственного контроля при эксплуатации ПС;
- специалист, ответственный за содержание ПС в работоспособном состоянии;
- специалист, ответственный за безопасное производство работ с применением ПС.
В организациях, где СГП закреплены за определёнными самоходными ПС и производство работ с применением ПС выполняется на одном участке (цехе), разрешается возложить обязанности специалиста, ответственного за безопасное производство работ в части осмотра СГП на специалиста ответственного за содержание ПС в работоспособном состоянии, при этом сведения об учете и осмотре СГП, закреплённых за ПС, можно дополнительно отражать в вахтенном журнале ПС.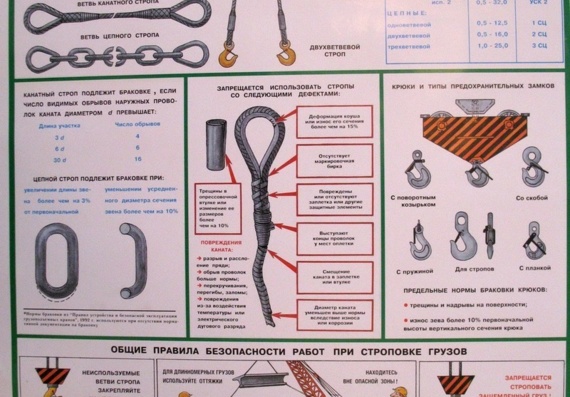
ФНП 533 не запрещает назначение ответственного за работоспособное состояние специалистом для осмотра СГП.
Вопрос от 19.04.2016:
На основании » п.п. 264 и 148 «к» Федеральных норм и правил в области промышленной безопасности «Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения» следует, что съемные грузозахватные приспособления и тара не подлежат экспертизе промышленной безопасности.
Прошу разъяснить, требуется ли проведение экспертизы промышленной безопасности съемных грузозахватных приспособлений и тары, участвующих в технологическом процессе транспортирования расплавов черных и цветных металлов (объект является ОПО также по признаку получения, транспортирования, использования расплавов черных и цветных металлов, сплавов на основе этих расплавов с применением оборудования, рассчитанного на максимальное количество расплава 500 килограммов и более).
Ответ Ростехнадзора: Управление горного надзора рассмотрело Ваше обращение и сообщает, что съемные грузозахватные приспособления и тара участвующая в технологическом процессе транспортирования расплавов черных и цветных металлов на опасном производственном объекте не подлежат экспертизе промышленной безопасности.
Вопрос от 06.11.2015:
В Ростехнадзор поступил вопрос следующего содержания: в пункте 228 правил безопасности ОПО, на которых используются подъёмные сооружения, существует понятие редко используемых съёмных грузозахватных приспособлений. Каким образом организации определить, что съёмное грузозахватное приспособление редко используемое?
Ответ: Специалистами Управления государственного строительного надзора Ростехнадзора дан ответ на данный вопрос.
В соответствии с п. 228 » Федеральных норм и правил в области промышленной безопасности «Правила безопасности опасных производственных объектов, на которых используются подъёмные сооружения», утверждённых приказом Ростехнадзора от 12.11.2013 № 533, (далее – ФНП по ПС) в процессе эксплуатации съёмных грузозахватных приспособлений и тары эксплуатирующая организация в лице назначенного приказом специалиста (или специалистов, согласно требованиям подпункта «ж» пункта 23 настоящих » ФНП) должна периодически производить их осмотр не реже чем:
- траверс, клещей, захватов и тары – каждый месяц;
- стропов (за исключением редко используемых) – каждые 10 дней;
- редко используемых съёмных грузозахватных приспособлений – перед началом работ.

Из изложенного следует, что если траверсы, клещи, захваты и тара используются реже чем 1 раз в месяц или стропы используются реже чем 1 раз в 10 дней, то их следует относить к редко используемым и производить их осмотр согласно п. 228 ФНП по ПС перед началом работы.
Отнесение съёмных грузозахватных приспособлений и тары к категории редко используемых оформляется распорядительным документом эксплуатирующей организации.
Изготовление грузозахватных приспособлений и тары
Изготовление грузозахватных приспособлений и тары должно производиться в соответствии с нормативными документами и технологическими картами. В случае применения сварки в проектной документации должны содержаться указания по ее выполнению и контролю качества.
При изготовлении грузозахватных приспособлений и тары предприятие-изготовитель обязано выполнять требования Правил к их конструкции, изготовлению и эксплуатации, а также требования других нормативных документов и технологических карт на их производство.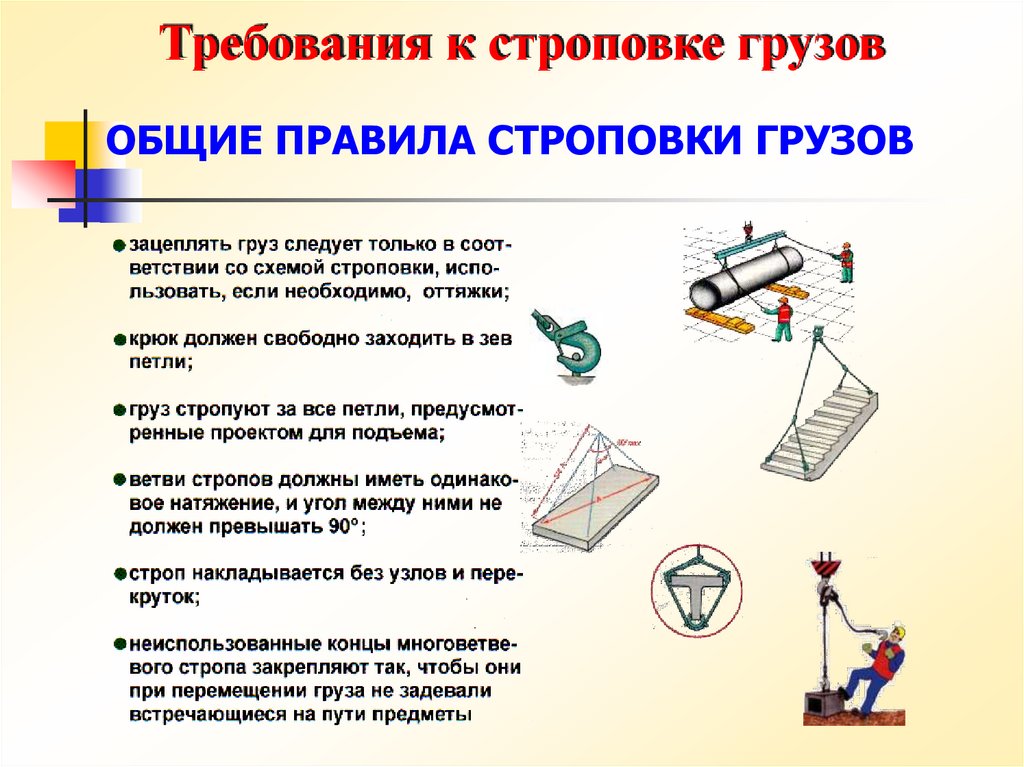
Требования к материалам, сварке и контролю качества при изготовлении грузозахватных приспособлений и тары устанавливаются конструкторской документацией.
Изготовление стропов, захватов, траверс и других грузозахватных приспособлений должно проводиться в организациях, располагающих техническими средствами и квалифицированными специалистами, обеспечивающими их качественное изготовление.
Грузовые канатные стропы должны изготавливаться в соответствии с требованиями Правил, РД 10-33-93 «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации».
Конструктивные размеры и способы крепления деталей и звеньев грузозахватных приспособлений устанавливаются проектом исходя из условий качества их изготовления и обеспечения надежности при эксплуатации.
Например, для навески ветвей стропа на грузовой крюк применяются звенья в виде неразъемных и разъемных петель (рис. 1).
Для захвата груза применяются звенья в виде крюков, скоб и петель (рис. 2).
2).
Звенья (подвески), петли и скобы должны изготавливаться гибкой; допускается изготовление их ковкой, штамповкой или плазменной резкой из листового или полосового материала.
Рис. 1. Звенья (подвески) для навески ветвей стропа на крюк крана:
1 — звено типа Ов1; 2 — звено типа Т с одним упором; 3 — звено типа О;
4 — звено типа Т с двумя упорами; 5 — звено типа Рт1; 6 — двухветвевой строп
Рис. 2. Звенья стропов для захвата груза:
1 — крюк; 2 — предохранительный замок; 3 — цепной двухветвевой строп;
4 — канатный двухветвевой строп; 5 — скоба
Применение других способов резки допускается при согласовании технологического процесса резки со специализированной организацией по кранам.
Крюки должны изготавливаться ковкой или штамповкой. Допускается изготовление крюков из листовой или полосовой стали при условии направления волокон вдоль вертикальной оси крюка. Крюки грузоподъемностью до 1 т допускается изготавливать гибкой из прутков по технологии, согласованной со специализированной организацией по кранам.
Крюки грузоподъемностью до 1 т допускается изготавливать гибкой из прутков по технологии, согласованной со специализированной организацией по кранам.
При изготовлении кованых и штампованных крюков сварка не допускается.
Крюки, изготовленные из листовой стали и круглого прутка, после сварки должны подвергаться нормализации.
Крюки должны снабжаться предохранительными замками (рис. 3).
На поверхности крюков, звеньев и других элементов стропов не допускаются трещины, плены, расслоения, волосины и надрывы.
Сварной шов треугольного звена (петли) должен располагаться в центре нижней прямолинейной части звена, а овального кольца — на прямолинейной части.
Крюки после ковки или штамповки, разъемные звенья после гибки и неразъемные звенья после сварки должны пройти термообработку и быть очищены от окалины. Вид термообработки — нормализация.
Для элементов, изготовленных из низколегированных сталей, твердость после нормализации не должна превышать НВ 140.
При изготовлении неразъемных звеньев рекомендуется применять электрическую контактную сварку оплавлением; допускается применять электрическую дуговую сварку и кузнечно-горновую сварку.
Рис. 3. Крюк стропа
1 – крюк; 2 — замок
Другие виды сварки могут быть применены по согласованию со специализированной организацией по кранам.
Конструкция шва, сварочные материалы, технология выполнения сварного соединения и методы контроля должны обеспечить прочность соединения не ниже прочности основного металла.
При применении контактной сварки увеличение диаметра сечения d в месте сварки не должно превышать 0,1d. Образовавшийся в месте стыка грат должен быть зачищен заподлицо с основным металлом.
В местах сварки не должно быть непроваров и подрезов. Глубина местных выжигов и пригаров при контактной электросварке не должна превышать 0,7 мм.
Канатные стропы должны изготовляться из цельного каната. Сращивание канатов не допускается. При изготовлении ветвей стропов концы канатов должны заделываться способом заплетки, гильзоклиновым соединением или алюминиевой втулкой.
Заплетка канатов способом через одну под две пряди выполняется в следующем порядке. Сначала на расстоянии 0,5-0,7 м от конца каната накладывают перевязку, конец каната расплетают на пряди, вырезают сердечник и накладывают перевязки на концы всех прядей. Затем конец каната огибают вокруг коуша и перевязывают расплетенный конец с основным канатом в том месте, где будет начинаться пробивка.
Сначала на расстоянии 0,5-0,7 м от конца каната накладывают перевязку, конец каната расплетают на пряди, вырезают сердечник и накладывают перевязки на концы всех прядей. Затем конец каната огибают вокруг коуша и перевязывают расплетенный конец с основным канатом в том месте, где будет начинаться пробивка.
Первую прядь для пробивки выбирают так, чтобы после снятия перевязки не было закручивания конца, при этом она должна лежать ближе к низу справа, если смотреть со стороны ходового конца. При первой пробивке ходовую прядь пробивают под одну коренную прядь, вторую — под две пряди, третью — под три пряди, четвертую ходовую прядь пробивают через то же место, что и первые три, но в обратном направлении под две коренные пряди, пятую — в том же месте под одну прядь, шестую — в обратном направлении под ту же прядь, что и первую. При последующих пробивках производят пробивку каждой ходовой пряди через одну смежную под две следующие коренные. В последней пробивке три пряди оставляют, а три пробивают.
Во время заплетки пробитые пряди обстукивают молотком, ходовые — обтягивают. Концы прядей обрубают у самого каната и обматывают проволокой заплетенную часть каната. Число проколов каната каждой прядью при заплетке выбирается в зависимости от диаметра каната: при диаметре до 15 мм — 4 прокола, до 28 мм — 5 проколов, при 28 мм — 6 проколов.
Заплетка — операция трудоемкая, требующая высокой квалификации исполнителя. На соединенном участке каната должно быть обеспечено правильное положение и одинаковое натяжение прядей. Поэтому заплетку лучше выполнять на специальных машинах.
При гильзоклиновом способе крепления концы каната заделывают в круглую гильзу, которую крепят в специальной оправке. Часть каната пропускают через гильзу, которую затем через ручей коуша снова заводят в гильзу. Между ветвями каната в середину гильзы вставляют клин-вкладыш. Надежность гильзоклинового соединения зависит от качества очистки каната в месте соединения, правильности установки заготовки в штампе и величины усилия опрессовки.
Заделку концов канатов в алюминиевой трубке путем ее обжатия методом обкатки роликами или продавливания через волок выполняют на специальных прессах, снабженных комплектом матриц пуансонов. Прочность соединения контролируется величиной давления пресса.
Втулки после обжатия и гильзы после опрессовки не должны иметь трещин. Заделанный конец каната должен выступать из втулки или гильзы не менее чем на 2 мм.
Механическая обработка деталей должна выполняться по размерам, предельным отклонениям и шероховатости, указанным на чертеже. На обработанных поверхностях деталей не допускаются подрезы, забоины, задиры и другие механические повреждения. Резьбовые соединения, в т. ч. крепеж, должны выполняться в соответствии с государственными стандартами. В резьбе не должно быть сорванных ниток, искаженного профиля, забоин. На концах резьбы должны быть сделаны заходные фаски.
Цепные стропы изготовляются из цепей, выполненных из калиброванных и некалиброванных прутков. Прутки предварительно испытываются на разрыв, загиб в холодном и горячем состоянии, пробивку отверстий и свариваемость. При изготовлении цепных стропов на их концах заделывают овальные звенья или устанавливают крюк.
При изготовлении цепных стропов на их концах заделывают овальные звенья или устанавливают крюк.
Грузозахватные приспособления (стропы, цепи, траверсы, захваты и т. п.) после изготовления подлежат испытанию на предприятии-изготовителе, а после ремонта (кроме стропов) — на предприятии, на котором они ремонтировались. Стропы ремонту не подлежат.
Грузозахватные приспособления должны подвергаться осмотру и испытанию нагрузкой, на 25% превышающей их паспортную грузоподъемность.
Для проверки качества изготовления грузозахватные приспособления (стропы, захваты, траверсы и т. п.) подвергаются на предприятии-изготовителе приемо-сдаточным испытаниям согласно Правилам и нормативным документам.
Например, элементы стропов (крюки, соединительные звенья, ветви стропов и др.) при их серийном изготовлении для поставки на предприятия, производящие стропы, подлежат испытанию статической нагрузкой, превышающей номинальную грузоподъемность элемента на 25%, на предприятии-изготовителе. Испытанию подвергают не менее 2% каждой партии изготавливаемых элементов, но не менее 2 ед.
Испытанию подвергают не менее 2% каждой партии изготавливаемых элементов, но не менее 2 ед.
Допускается испытывать указанные элементы непосредственно в составе стропа соответствующей грузоподъемности.
При индивидуальном изготовлении подлежат испытанию элементы каждого стропа или каждый строп.
При испытаниях стропов статической нагрузкой, превышающей грузоподъемность этого стропа на 25%, их ветви должны быть расположены под углом 90° друг к другу.
Допускаются испытания под другим углом с соответствующим пересчетом действующих нагрузок.
При серийном изготовлении стропов время их выдержки под нагрузкой составляет 3 мин, при индивидуальном изготовлении — 10 мин.
Испытательную нагрузку создают с помощью тарировочных грузов или нагрузочных приспособлений с контролем величины нагрузки посредством измерительных приборов.
Элементы стропов (соединительные звенья, крюки) испытывают с помощью нагрузочных устройств или стендов, снабженных приборами, контролирующими величину действующей нагрузки.
Соответствие материалов и полуфабрикатов элементов стропов и сварочных материалов установленным требованиям проверяют по технической документации на изготовление, утвержденной в установленном порядке.
Качество материалов проверяют по сертификатам или результатам лабораторного анализа.
Для элементов, подвергающихся выборочной проверке, при получении неудовлетворительных результатов по какому-либо из показателей должна производиться повторная проверка по этому показателю удвоенного числа образцов, взятых из той же партии.
При неудовлетворительных результатах повторной проверки партию бракуют.
Правилами не допускается проведение ремонта стропов, в связи с тем что для ремонта необходимо демонтировать звенья стропов и установить новые.
Если, например, нужно заменить крюк или подвеску (скобу) канатного стропа, то необходимо расплести канат или разрушить гильзоклиновую заделку каната, разобрать заделку концов, каната в алюминиевой трубке и в конечном итоге снова проводить изготовление деталей и узлов стропа и его испытание. Дешевле, надежнее и безопаснее будет в эксплуатации заменить непригодный строп новым.
Дешевле, надежнее и безопаснее будет в эксплуатации заменить непригодный строп новым.
Сведения об изготовленных грузозахватных приспособлениях Должны заноситься в Журнал учета грузозахватных приспособлений, в котором должны быть указаны наименование приспособления, паспортная грузоподъемность, номер нормативного документа (технологической карты), номер сертификата на примененный материал, результаты контроля качества сварки, результаты испытаний грузозахватного приспособления.
После изготовления и испытания грузозахватные приспособления на предприятии-изготовителе регистрируют в специальном журнале учета грузозахватных приспособлений и оформляют паспорт по форме, установленной Правилами.
Например, в паспорте канатного стропа указывают грузоподъемность, номер нормативного документа, предприятие-изготовитель и его адрес, массу стропа, порядковый номер, год выпуска стропа, дату испытаний, результаты испытаний, условия, при которых может эксплуатироваться строп.
При поставке партии однотипных стропов допускается изготавливать один паспорт на всю партию. При этом в паспорте должны быть указаны порядковые номера стропов, входящих в данную партию.
Грузозахватные приспособления должны снабжаться клеймом или прочно прикрепленной металлической биркой с указанием номера, паспортной грузоподъемности и даты испытания. Грузозахватные приспособления, кроме клейма (бирки), должны быть снабжены паспортом.
Каждый строп должен быть снабжен маркировочной биркой, на которой указывают:
- наименование предприятия-изготовителя или его товарный знак;
- порядковый номер стропа по системе нумерации предприятия-изготовителя;
- грузоподъемность стропа;
- дату испытаний (месяц, год).
- Способ крепления маркировочной бирки должен обеспечивать ее сохранность до конца эксплуатации стропа.
- Рекомендуемые размеры маркировочных бирок и способы их крепления приведены на рис.
 4 и 5.
4 и 5.
| А) | Б) |
Рис. 4. Бирки маркировочные:
а — для стропов грузоподъемностью до 3,2 т; б — свыше 3,2 т
На каждом элементе и захвате стропа на установленном для маркировки месте методом штамповки или ударным способом должно быть нанесено:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение элемента или захвата по системе предприятия-изготовителя;
- порядковый номер по системе нумерации предприятия-изготовителя или номер партии.
Все стропы, согласно РД 10-33-93, должны иметь маркировочные бирки.
Бирки рекомендуется выполнять из стальных листов — марка стали СтЗ по ГОСТ 380, толщина 1-1,5 мм.
Крепежные кольца для навешивания бирок на строп рекомендуется выполнять из проволоки нормальной точности диаметром 2-3 мм.
Рис. 5. Кольца крепежные:
а — для стропов грузоподъемностью до 3,2 т; б — свыше 3,2 т
Размеры бирок и колец для стропов грузоподъемностью до 3,2 т приведены на рис. 4а и 5а, для стропов грузоподъемностью свыше 3,2 т — на-, рис. 4б и 5б.
4а и 5а, для стропов грузоподъемностью свыше 3,2 т — на-, рис. 4б и 5б.
Бирки рекомендуется крепить к звену стропа, навешиваемому на крюк крана, при помощи крепежного кольца или вплетать в канат универсального стропа.
Надписи на бирках следует выполнять ударным способом. Для стропов грузоподъемностью до 3,2 т следует применять шрифт 3-ПР 3 по ГОСТ 26.020, для стропов грузоподъемностью свыше 3,2 т — шрифт 5-ПР 3 по ГОСТ 26.020.
Подборка по базе: ТИТУЛЬНИКИ и ТРЕБОВАНИЯ к ИАР по программе ПСЭГНПиГНХ в 2021 год, Тема 3.4 Правила техники безопасности и гигиенические требования, Приложение 1. Требования к написанию проекта.doc, Приложение №1 Технические требования _Техническое задание_.PDF, Введение новых законодательных и нормативных правовых актов соде, Терминал бесконтактной сдачи (аппаратные и программные требовани, Приложение 3 к извещению Требования к содержанию, составу заявки, Этические требования к психологу-консультанту. 1 2 3 Требования к съемным грузозахватным приспособлениям и таре. Съемное грузозахватное приспособления: Грузозахватные приспособления (стропы, цепи, траверсы, захваты и т.п.) после изготовления подлежат испытанию на предприятии-изготовителе, а после ремонта (кроме стропов) — на предприятии, на котором они ремонтировались. Грузозахватные приспособления должны подвергаться осмотру и испытанию нагрузкой, на 25% превышающей их паспортную грузоподъемность.Сведения об изготовленных грузозахватных приспособлениях должны заноситься в Журнал учета грузозахватных приспособлений, в котором должны быть указаны наименование приспособления, паспортная грузоподъемность, номер нормативного документа (технологической карты), номер сертификата на примененный материал, результаты контроля качества сварки, результаты испытаний грузозахватного приспособления. Сроки осмотра съемных грузозахватных приспособлений. В процессе эксплуатации съемные грузозахватные приспособления и тару необходимо периодически осматривает ответственный специалист, назначенный владельцем крана, по инструкции, разработанной организацией изготовителем в установленные сроки: траверсы клещи и других захватов и тары – каждый месяц; стропы (за исключением редко используемых) — каждые 10 дней; редко используемые съемные грузозахватные приспособления — перед выдачей их в работу. Результаты осмотра заносят в журнал учета и осмотра съемных грузозахватных приспособлений ответственным специалистом. Стропальщик осматривает съемные грузозахватные приспособления и тару перед каждым применением Неисправные, неучтенные, не имеющие бирок и (или) маркировок съемные грузозахватные приспособления и тару должны убираться с мест производства работ в специально отведенные места Стропы маркировка, конструкция, назначение. Стропы должны снабжаться клеймом или прочно прикрепленной металлической биркой с указанием номера, паспортной грузоподъемности и даты испытания. Грузозахватные приспособления, кроме клейма (бирки), должны быть снабжены паспортом. Стропы относятся к наиболее простым в конструктивном исполнении грузозахватным приспособлениям и служат, для соединения груза с краном и представляют собой гибкие элементы с концевыми креплениями и захватными органами различных конструкций. В качестве гибкого несущего элемента, как правило, используются стальные проволочные канаты, реже — цепи и ленты. Стальной проволочный канат сглаживает динамические нагрузки и надежен, так как разрушение каната происходит не внезапно, как у цепи, а количество оборванных проволок увеличивается постепенно, что позволяет следить за состоянием каната и браковать его задолго до обрыва. Стальные цепи по сравнению со стальными канатами являются их высокая гибкость, простота конструкции, технологичность и способность огибать острые грани, без применения подкладок. По числу ветвей стропы разделяют на канатные одноветвевые (1СК), двухветвевые (2СК), трехветвевые (ЗСК), четырехветвевые (4СК) и универсальные (УСК), цепные одноветвевые (1СЦ), двухветвевые (2СЦ), трехветвевые (ЗСЦ), четырехветвевые (4СЦ) и универсальные (УСЦ). Простые стропы (СК и СЦ) применяют для навешивания грузов, имеющих специальные приспособления (петли, крюки, рымы, болты и т.п.), универсальные стропы — для строповки грузов обвязкой. Карабины, серьги, кольца, их назначение и устройство. Ответственными деталями монтажных приспособлений являются стальные кольца и серьги, при помощи которых соединяют различные элементы грузозахватных приспособлений. Для захвата элементов конструкций за монтажные петли наряду с крюками применяют карабины. Помимо этого, карабины служат в качестве запорных устройств в монтажных приспособлениях при навешивании люлек и в других случаях. Крюки и требования к ним. Большинство грузоподъемных кранов снабжаются крюками, которые в зависимости от способа изготовления разделяются на кованые (штампованные) и пластинчатые. А по форме — на однорогие и двурогие. Крюк выбирается в зависимости от грузоподъемности и расчет его не требуется. В эксплуатации износ крюка в его зеве не должен превышать 10 % первоначальной высоты сечения, не допускается деформации крюка, трещин. При наличии данных факторов крюк подлежит замене. Признаки браковки цепных строп. Цепной строп подлежит браковке при удлинении звена цепи более 3% от первоначального размера и при уменьшении диаметра сечения звена цепи вследствие износа более 10%. Конструкция стальных канатов Канаты состоят из проволок свитых в пряди, а пряди вокруг сердечника в канат (для кранов и строп применяют канаты с шестью прядями). По сочетанию направлений свивки каната и его элементов бывают: крестовой свивки, когда проволочки и канат свиты в разные стороны; односторонней свивки – когда проволочки и канат свиты в одну сторону. По материалу сердечника различают канаты с органическим или металлическим сердечником. По виду покрытия поверхности проволок в канате: из проволок без покрытия; из оцинкованной проволоки в зависимости от поверхностной плотности цинка; канат или пряди покрыты полимерными материалами. По назначению каната: грузолюдские, грузовые. Браковка канатов грузоподъемных кранов, находящихся в эксплуатации, должна производиться в соответствии с руководством по эксплуатации крана. При отсутствии в руководстве по эксплуатации соответствующего раздела браковка производится согласно ПОПБГК. Признаки браковки канат стропа. Канаты не должны допускаться к дальнейшей работе при обнаружении: корзинообразной деформации, выдавливания сердечника, выдавливания или расслоения прядей, местного увеличения диаметра каната, местного уменьшения диаметра каната, раздавленных участков, перекручиваний, заломов, перегибов, повреждений в результате температурных воздействий или электрического дугового разряда. При уменьшении диаметра каната в результате поверхностного износа или коррозии на 7% и более по сравнению с номинальным диаметром канат подлежит браковке даже при отсутствии видимых обрывов проволок. При уменьшении первоначального диаметра наружных проволок в результате износа или коррозии на 40% и более канат бракуется. При наличии у каната поверхностного износа или коррозии проволок число обрывов как признак браковки должно быть уменьшено в соответствии с данными таблице. Нормы браковки каната в зависимости от поверхностного износа или коррозии
Определение износа или коррозии проволок по диаметру производится с помощью микрометра или иного инструмента, обеспечивающего аналогичную точность.  При обнаружении в канате одной или нескольких оборванных прядей канат к дальнейшей работе не допускается. При обнаружении в канате одной или нескольких оборванных прядей канат к дальнейшей работе не допускается.Нормы браковки канатных строп по числу видимых обрывов проволок на участке канатного стропа длиной на 3-х диаметрах каната не более 4-х обрывов проволок; на 6- диамеитрах каната не более 6-и обрывов проволок; на 30-и диаметрах каната не более 16-и обрывов проволок. Способы соединения стальных канатов. Требования Правил к креплениям зажимами, заплётке. Петля стропа, сопряженная с кольцами, крюками или другими деталями, должна быть выполнена: а) с применением коуша и заплеткой свободного конца каната или установкой зажимов; б) с применением стальной кованой, штампованной, литой втулки с закреплением клином; в) путем заливки легкоплавким сплавом; г) другим способом в соответствии с нормативными документами. При применении втулок и клиньев — корпуса, втулки и клинья не должны иметь острых кромок, о которые может перетираться канат. При применении заплетки — число проколов каната каждой прядью при заплетке должно соответствовать указанному в таблице.
Последний прокол каждой прядью должен производиться половинным числом ее проволок (половинным сечением пряди). Допускается последний прокол делать половинным числом прядей каната. При применении зажимов — конструкция зажимов должна соответствовать нормативным документам. Количество зажимов определяется при проектировании с учетом диаметра каната, но должно быть не менее трех. Шаг расположения зажимов и длина свободного конца каната за последним зажимом должны составлять не менее шести диаметров каната. Требования к текстильным ленточным съемным грузозахватным приспособлениям — при обвязке груза стропы должны накладываться без узлов и перекруток; под острые углы металлических грузов (швеллер, уголок, двутавр) необходимо подкладывать подкладки. — на грузе, перегружаемом такими стропами, в местах соприкосновения не должно быть зазубрин и острых кромок, которые могут повредить ленту стропа. — рабочие поверхности крюка грузоподъемной машины должны исключать повреждение стропа, не иметь острых кромок. — радиус кривизны поверхности, непосредственно соприкасаемой со стропом, должен быть не менее 0,75 несущей ширины стропа. Запрещается: использовать стропы для перемещения грузов, когда извлечение из-под груза происходит с трением, зажатых между грузом другими поверхностями, а также вытаскивать стропы из-под груза, лежащего на них; размещать места сшивок лент на грузозахватном органе; эксплуатировать стропы в средах, содержащих абразивные материалы — цемент, бетон и т. Требования к хранению съемных грузозахватных приспособлений — хранение съёмных грузозахватных приспособлений должно проводиться в отведенных местах на предприятии с засчитай их от коррозии и механических повреждений. Требования к таре Тара предназначена для перемещения мелкоштучных, сыпучих, пластичных грузов. При этом должна исключаться возможность выпадения отдельных грузов. На таре наносится следующая информация: клеймо или прочно прикрепленную бирку (табличку) с указанием наименования изготовителя или его товарного знака, назначения, номер, собственный вес и наибольший вес груза, для транспортировки которого она предназначена. Тара подлежит браковке при обнаружении деформации, трещин в местах сопряжения металла или изменения сечения сварных элементов, а также при отсутствии бирки (таблички),при потере формы, трещинах, износе более 10% элементов крепления петель для зацепки. Траверсы, их назначение, конструкции, осмотр, выбраковка. Траверсы служат для подъема длинномерных конструкций и тяжеловесного оборудования. Применение позволяет: увеличить полезную высоту подъема груза; уменьшить растягивающие усилия в стропе; избежать сжимающих усилий в поднимаемом элементе и изгибающих в монтажных петлях. Траверсы выполняют балочными или решетчатыми. Балочные траверсы изготавливают из труб или двух соединенных между собой швеллеров или уголков. Такие траверсы изготавливают длиной не более 4 м. При большей длине значительно увеличивается вес. Решетчатые траверсы изготавливают длиной более 4 м в виде простейших ферм треугольной формы. Траверсы балансирного типа используются при подъеме грузов, у которых точки захвата расположены на разных уровнях, а также при подъеме тяжеловесного оборудования двумя кранами. Для подъема стеновых панелей, плит перекрытий и покрытий следует применять траверсы с вершиной фермы, обращенной вниз. Для подъема и монтажа колонн находят применение унифицированные траверсы с пальцевыми захватами и штыревым замком для дистанционной расстроповки. Траверсы бывают плоскостные и пространственные. Пространственные траверсы применяются для подъема изделий, воспринимающих только вертикальные нагрузки. В случае подъема груза двумя кранами различной грузоподъемности применяют траверсы балансирного типа с отверстиями для скоб, навешиваемых на крюки кранов и обеспечивающих изменения плеч. Траверсы подлежат браковке при обнаружении деформации прогиба более 2 мм на длине 1 м, трещин в местах резких перегибов или изменения сечения сварных элементов, а также при отсутствии клейма или бирки, указывающей номер, грузоподъемность, габариты поднимаемого груза, дату испытания, собственный вес; при потере формы, трещинах, износе более 10% подвесных колец и элементов их крепления; при износе более 10% осей и посадочных мест;при отсутствии контрольных гаек, узлов крепления. Захваты, их назначение, конструкции, осмотр, выбраковка. Захваты применяют в тех случаях, когда приходится перемещать однотипные грузы. — клещевые захваты удерживают груз рычагами за его выступающие части. — фрикционные захваты удерживают груз за счет сил трения такие как, рычажные фрикционные захваты зажимают груз с помощью рычагов. рычажно-канатные фрикционные захваты имеют канаты с блоками, их применяют для строповки тюков, кип. — эксцентриковые захваты (рис. г) основной деталью является эксцентрик, который при повороте надежно зажимает листовые материалы. — клиновые (цанговые) захваты предназначены для строповки грузов, имеющих круглые отверстия. — подхватызаводятся под груз или в специальные отверстия на грузе. К ним относятся вилочные захваты, предназначенные для строповки поддонов. Признаки браковки захватов: отсутствие клейма или бирки; выкрашивание зубьев насечки на рабочих поверхностях, соприкасающихся с грузом; изгибы и изломы рычагов, а также ; износ шарниров, а именно: при потере формы, трещинах, износе более 10% подвесных колец и элементов их крепления; при износе более 10% осей и посадочных мест; при отсутствии контрольных гаек, узлов крепления; при обнаружении деформации прогиба более 2 мм на длине 1 м, трещин в местах резких перегибов или изменения сечения сварных элементов. Погрузочно-разгрузочные работы 1. 1.9. Для подвешивания груза на крюк грузоподъемных кранов мостового типа, управляемых из кабины, должны быть назначены стропальщики, прошедшие надлежащее обучение, аттестацию и имеющие удостоверение на право производства работ по обвязке грузов. Во время работы стропальщик должен иметь отличительную нарукавную повязку или жетон. 1.10. В тех случаях, когда зона, обслуживаемая краном, полностью не обозревается из кабины машиниста, для передачи сигналов стропальщика машинисту (крановщику) должен быть назначен сигнальщик из числа рабочих, обученных подаче сигналов. 1.11. В кабине каждого крана должна храниться прошнурованная и пронумерованная книга — вахтенный журнал для записи замечаний машиниста при приеме и сдаче смены. 1.12. Каждый кран должен быть укомплектован углекислотным огнетушителем, диэлектрическими перчатками, диэлектрическим ковриком, дверь кабины крана должна запираться на замок. 1.13. На конструкции крана должна быть вывешена хорошо видимая обслуживающему персоналу табличка с указанием регистрационного номера, грузоподъемности крана и очередного срока технического освидетельствования. 1.14. Грузоподъемные машины, грузозахватные приспособления и тара, не прошедшие технического освидетельствования или с просроченными сроками технического освидетельствования, к работе не допускаются. 1.15. В организации должны быть разработаны способы правильной строповки грузов и вывешено графическое изображение в местах производства работ. 1.16. Место производства работ по подъему и перемещению грузов должно быть хорошо освещено. При недостаточном освещении места работы, сильном снегопаде или тумане, а также в других случаях, когда машинист крана плохо различает сигналы стропальщика или перемещаемый груз, работа крана должна быть прекращена. 1.17. О случаях травмирования и обнаружения неисправности оборудования, приспособлений и инструмента рабочие должны немедленно сообщить мастеру и начальнику участка. 1.18. Лица, не выполняющие требований настоящей Инструкции, несут уголовную и административную ответственность в установленном порядке. 2. Требования безопасности перед началом работы знать! 2.1. Прежде чем приступить к работе, машинист (крановщик) должен ознакомиться с записями в вахтенном журнале, получить в установленном порядке ключ — марку и произвести приемку крана, убедившись в исправности всех его механизмов и частей, для чего он должен при выключенном рубильнике: — произвести внешний осмотр механизмов крана, их тормозов и электрооборудования, защитного заземления, крюка, а также каната и убедиться в их исправности; — проверить наличие смазки механизмов и канатов и в случае необходимости произвести их смазку; — проверить наличие и исправность ограждений механизмов, электрооборудования, галерей, площадок; — убедиться в наличии и исправности рабочего и ремонтного освещения, а также звукового сигнального устройства; — убедиться в наличии резинового диэлектрического коврика в кабине крана; — осмотреть подкрановые пути и убедиться в отсутствии на кране в подкрановых путях ремонтного персонала и посторонних лиц; — осмотреть металлоконструкции, ограждения крана и убедиться в отсутствии посторонних предметов, которые могут при движении упасть с крана; — проверить исправность приборов безопасности — ограничителя подъема крюка, ограничителя грузоподъемности и других приборов безопасности. 2.2. Осмотр крана в ночное и вечернее время следует производить только при достаточном освещении. 2.3. После осмотра крана перед пуском его в работу машинист должен опробовать вхолостую и проверить исправность действия: — всех механизмов; — электрооборудования, в том числе: концевых выключателей, нулевой блокировки, блокировочных контактов люка, двери кабины и двери на мосту крана, освещения и т.д. 2.4. После осмотра крана и проверки исправности его механизмов крановщик должен сделать соответствующую запись в вахтенном журнале. 2.5. После осмотра крана и обнаружения неисправностей машинист (крановщик), не приступая к работе, должен отключить кран с помощью линейного рубильника, сделать соответствующую запись в вахтенном журнале и доложить об этом лицу, ответственному за исправное состояние крана. Машинист (крановщик) имеет право приступить к работе на кране только после устранения обнаруженных неисправностей и соответствующей записи и подписи в вахтенном журнале лицом, устранившим неисправность. 2.6. Машинист (крановщик) не имеет право приступить к работе, если нет аттестованных стропальщиков или если им при осмотре и опробовании механизмов будет установлено, что: знать! — в зеве крюка имеется износ от грузозахватного приспособления свыше 10% первоначального сечения, а также наличие трещин и разогнутости крюка; — крюк не вращается в обойме; — гайка, крепящая крюк, не имеет устройства, предотвращающего ее самоотвинчивание; — блоки крюка или другого захватного органа не вращаются вокруг своей оси; — оси не закреплены запорными планками или другими запорными устройствами; — канаты имеют дефекты, из-за которых подлежат выбраковке; — тормоз не производит торможения; — оси рычажной системы тормозов не имеют шплинтов, заклепки обкладок задевают за поверхность тормозного шкива; — у соединительных муфт отсутствуют шпильки и гайки на шпильках, отсутствуют или изношены упругие кольца; — редукторы тормоза, тормозные шкивы, электродвигатель, а также другое оборудование крана не укреплены и смещаются при работе механизмов; — троллеи, расположенные на мосту крана, соприкасаются меж собой или с металлоконструкциями крана; — токосъемники соприкасаются со смежными троллеями; — гибкие троллеи провисают; — изоляция электропровода повреждена; — заземляющая проводка имеет обрыв; — бездействуют концевые выключатели или их рычаги не возвращаются в исходное положение, бездействуют блокировочное контакты люка, дверей кабины, моста и пр. — не работают автоматически противоугонные устройства, нулевая защита, сигнал и другие предохранительные устройства; — снято ранее установленное ограждение механизмов и токоведущих частей электрооборудования; — отсутствует резиновый диэлектрический коврик в кабине, защитное заземление корпусов электрооборудования, а также металлоконструкции крана в целом; — корпуса контроллеров и другого электрооборудования, а также сам кран находятся под напряжением; — имеющееся на кране освещение неисправно. 3. Требования безопасности во время работы 3.1. Машинисту (крановщику) запрещается работать с необученными стропальщиками и допускать к строповке грузов посторонних лиц. Работу нужно производить только по сигналу стропальщика или специально выделенного сигнальщика. Машинист во время работы не должен отвлекаться от своих прямых обязанностей и допускать на кран посторонних лиц. 3.2. Подъем и перемещение машин, металлоконструкций или другого груза, снятого с фундамента, крановщик должен производить лишь после освобождения поднимаемого груза от всех креплений. 3.3. Включение и остановку механизмов крана машинист должен производить плавно, без рывков. Производить перевод механизмов с прямого хода на обратный до полной остановки их не разрешается, за исключением случаев, когда необходимо предотвратить аварию или несчастный случай. 3.4. Подъезжать к тупиковым упорам или к соседнему крану машинист (крановщик) должен только на пониженной скорости. 3.5. Перед началом передвижения крана, при подъеме, опускании и перемещении груза машинист должен давать предупредительный звуковой сигнал. 3.6. Машинист не должен допускать превышения грузоподъемности крана; крюк следует устанавливать точно под грузом, подлежащим подъему; перед подъемом груза необходимо предупредить сигналом стропальщика и других лиц о необходимости отойти от поднимаемого груза. 3.7. При подъеме груза, близкого по массе грузоподъемности крана, следует предварительно поднять груз на высоту 200 — 300 мм, и, убедившись в исправности тормоза и надежности строповки, можно продолжать подъем на нужную высоту; убедиться в отсутствии людей возле груза, между поднимаемым грузом и стенами, колоннами, штабелями, станками и другим оборудованием; грузы следует перемещать от грузов и стен, колонн, и других препятствий на расстоянии по горизонтали менее чем 1000 мм 3. 3.9. Уборку и разборку грузов машинист должен производить, не нарушая установленных для складирования габаритов и не загромождая проходов, на местах, исключающих возможность их опрокидывания. 3.10. При разгрузке или погрузке железнодорожных вагонов, бункеров и др., не обозреваемых непосредственно из кабины, машинист должен предварительно убедиться в отсутствии людей в зоне разгрузки или погрузки, и выполнять работу под руководством лица, отвечающего за безопасное производство работ по перемещению грузов грузоподъемными машинами. 3.11. При опускании крюков или другого грузозахватного органа крана на уровень, ниже обычного (например, при подъеме груза из колодцев, котлованов и пр.), машинист должен следить, чтобы при самом нижнем положении крюка на барабане осталось не менее полутора витков каната, не считая витков, находящихся под зажимными устройствами. 3.12. При наличии на одном подкрановом пути нескольких кранов машинист во избежание столкновения последних должен следить за исправностью ограничителей взаимных перемещений, но не использовать ограничители (концевые выключатели) как рабочий орган для остановки крана, не допускать сближения кранов более чем на 1000 мм. 3.13. Машинисту не разрешается толкать краном соседний кран, а при двухъярусном расположении кранов зона их работы должна быть разграничена. 3.14. Для предотвращения самопроизвольного разворота длинномерных и громоздких грузов во время их подъема или перемещения применять специальные оттяжки или багры; 3.15. Перед выходом на настил галереи крана машинист обязан отключить рубильник крана изъять из пульта ключ-марку и повесить на него плакат с надписью: «Не включать — работают люди». 3.16. Во время работы крана машинист должен следить за тем, чтобы рабочее место под краном было надлежащим образом освещено. Перед уходом с крана крановщик обязан: изъять из пульта ключ-марку; отключить рубильник, установленный в кабине, и установить кран на место стоянки. 3.17. Ученик, проходящий стажировку может управлять краном только в присутствии и под непосредственным руководством машиниста (крановщика). 3.18. При подъеме и перемещении грузов, машинист не должен: знать! — поднимать груз, масса которого превышает грузоподъемность крана, неправильно обвязанный груз, раскачивать грузы или опускать их с большой скоростью и ударять, а также вынимать отливки из земли или сливы металла без предварительного их освобождения; — поднимать груз, находящийся в неустойчивом положении, а также груз, подвешенный за один рог двурогого крюка, и таре, заполненной выше краев; — подтаскивать крюком груз при наклонном натяжении каната, отрывать укрепленный груз, примерзший или чем-либо заваленный и т.п.; — поднимать и перемещать крюком людей, а также неуравновешенный груз, выравниваемый массой людей или поддерживаемый людьми; — производить без разрешения руководства цеха подъем груза двумя кранами; — оставлять груз в подвешенном состоянии; — производить самостоятельный ремонт крана, его механизмов и электрооборудования, осмотр и ремонт главных троллей, токоприемников, а также смену плавких предохранителей; — включать рубильник и работать механизмами крана при нахождении на его галереи людей; исключения допускаются для слесарей, электромонтеров, осматривающих механизмы крана, в этом случае включение рубильника и механизмов крана можно производить лишь по указанию лица, производящего осмотр и имеющего на руках ключ — марку; — оставлять на настиле галереи или тележке инструмент, а также закрепленное оборудование и детали; — сбрасывать что-либо с крана; — входить на кран и сходить с него во время движения; — выходить на подкрановые пути, ходить по ним, перелезать с одного крана на другой, а также переходить с одной галереи на другую через тележку. Стропальщику запрещается устанавливать груз на временные перекрытия, трубы, кабели, крышки канализационных колодцев, на проходы, проезды, а также загромождать подходы к крановым рубильникам, посадочным площадкам кранов, пожарным электрощитам и другие места, не предназначенные для укладки груза. Стропальщик не должен устанавливать груз наклонно к стенам зданий, оборудованию и т. д. 1. Общие требования безопасности 3.20. Вывод крана в ремонт должен производиться лицом, ответственным за содержание крана в исправном состоянии. Дата и время вывода крана в ремонт и фамилия ответственного за его проведение должны быть указаны в вахтенном журнале крана и наряде — допуске. 3.21. На производство ремонта мостового крана должен выдаваться наряд — допуск, в котором должны быть указаны меры к созданию безопасных условий выполнения ремонтных работ, в частности, указаны меры по предупреждению поражения ремонтного персонала током, падения с высоты. 3.22. При выводе крана в ремонт в кабине выключается главный рубильник, вынимаются плавкие предохранители и вывешивается на ручке рубильника плакат: «Не включать — работают люди». Ключ крановщик передает лицу, ответственному за проведение ремонтных работ. 3.23. Машинист может начать работу на кране после ремонта только с разрешения лица, ответственного за исправное состояние крана. 3.24. В случае ремонта подкрановых путей или крана, работающего в смежном пролете, машинист обязан при сближении к огражденной закрытой зоне в смежных участках подкрановых путей снижать скорость движения моста. 3.25. Машинист должен спустить груз и прекратить работу крана: знать! — в случае поломки крана; — в случае спадения канатов с барабана или блоков, образования на канатах петель или обнаружения повреждения канатов; — при неисправности приборов безопасности; — если корпуса электрооборудования или металлические конструкции крана находятся под напряжением; — при частом срабатывании максимально — токовой или тепловой защиты электродвигателей. 3.26. При каждой вынужденной остановке крана машинист должен сделать соответствующую запись в вахтенном журнале и доложить ответственному за исправное состояние грузоподъемных машин. 4. Требования безопасности в аварийных ситуациях 4.1. При возникновении неисправностей крана, а также при внезапном прекращении питания крана электрическим током или остановке крана машинист должен поставить в нулевое положение рукоятки контролеров, отключить рубильник в кабине и доложить лицу, ответственному за безопасное производство работ по перемещению грузов кранами, и лицу, ответственному за исправное состояние грузоподъемных кранов. 4.2. В случае, если из-за отсутствия напряжения в электросети груз остается в подвешенном состоянии, надо принять меры, если возможно, к его спуску ручным растормаживанием в присутствии лица, ответственного за исправное состояние крана, или огородить место под грузом. 4.3. При возникновении на кране пожара машинист должен немедленно отключить рубильник в кабине и приступить к тушению пожара имеющимися на кране противопожарными средствами. 4.4. Устранение неисправностей крана должно производиться только при отключении его от питающей сети. 4.5. При несчастном случае пострадавший или очевидец обязаны немедленно известить мастера или начальника участка, которые должны организовать оказание первой помощи пострадавшему и направить его в лечебное учреждение. 5. Требование безопасности по окончании работы. Знать! 5.1. По окончании смены или работы крана машинист должен: — освободить от груза крюк или другое грузозахватное устройство; не оставлять груз в подвешенном состоянии; — поставить кран у посадочной площадки или на место, предназначенное для его стоянки; — снять грузозахватное приспособление и поднять крюк в верхнее положение; — рукоятки всех контролеров перевести в нулевое положение и отключить рубильник в кабине крана; — осмотреть кран, произвести его чистку, сделать запись в вахтенном журнале о состоянии или неполадках в работе крана, имевших место в течение смены; — краны, работающие на открытом воздухе, укрепить с помощью предохранительных устройств от угона ветром. 1 2 3 |
 docx, охрана труда требования к объектам.docx, Обеспечение качества образования в соответствии с требованиями Ф
docx, охрана труда требования к объектам.docx, Обеспечение качества образования в соответствии с требованиями Ф

 Существенными недостатками стальных цепей являются их большая масса, возможность внезапного разрыва вследствие быстрого раскрытия образовавшихся трещин и необходимость тщательного повседневного контроля состояния (износа) звеньев цепи. Кроме того, стальные цепи не допускают приложения динамических нагрузок, а дефекты в металле звеньев цепи трудно обнаружить.
Существенными недостатками стальных цепей являются их большая масса, возможность внезапного разрыва вследствие быстрого раскрытия образовавшихся трещин и необходимость тщательного повседневного контроля состояния (износа) звеньев цепи. Кроме того, стальные цепи не допускают приложения динамических нагрузок, а дефекты в металле звеньев цепи трудно обнаружить.


 Клиновая втулка и клин должны иметь маркировку, соответствующую диаметру каната.
Клиновая втулка и клин должны иметь маркировку, соответствующую диаметру каната.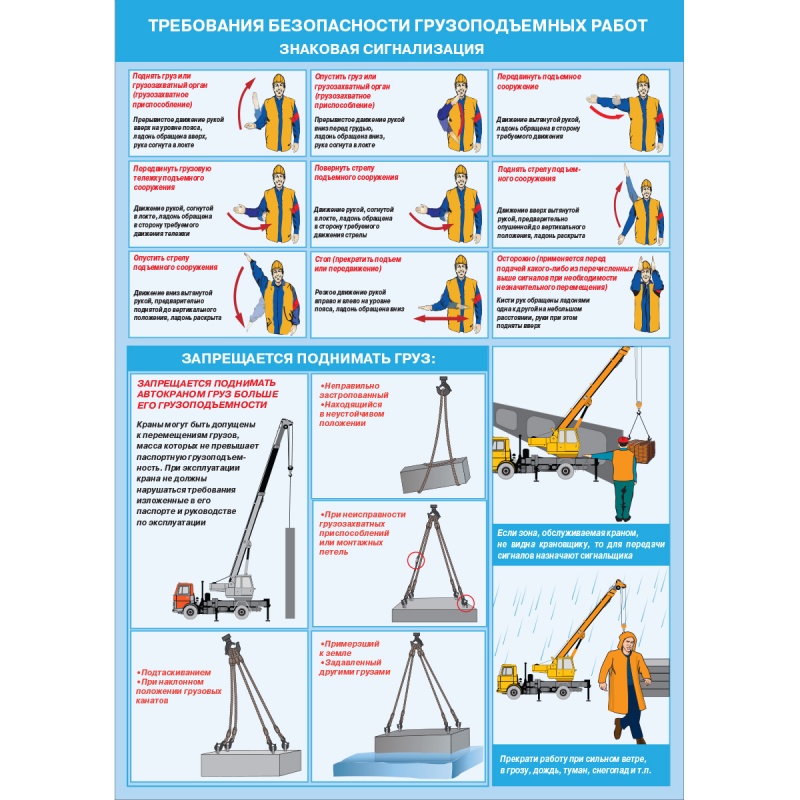 Скобы зажима должны устанавливаться со стороны свободного конца каната.
Скобы зажима должны устанавливаться со стороны свободного конца каната. д., при концентрации пыли вещества в воздухе более 10 мг/куб.м;контактировать с кислотами, щелочами, растворителями.Стропы, ленты которых изготовлены из волокон капрона, допускается применять для транспортировки грузов, имеющих температуру не выше 80 °C, а стропы, ленты которых изготовлены из волокон лавсана, полиэфира, полипропилена и полиамида, — не выше 100
д., при концентрации пыли вещества в воздухе более 10 мг/куб.м;контактировать с кислотами, щелочами, растворителями.Стропы, ленты которых изготовлены из волокон капрона, допускается применять для транспортировки грузов, имеющих температуру не выше 80 °C, а стропы, ленты которых изготовлены из волокон лавсана, полиэфира, полипропилена и полиамида, — не выше 100
 Вершина угла может быть обращена вверх или вниз. Траверсы комплектуют различными захватами, к числу которых относятся канатные или цепные стропы с крюками, карабинами или захватами.
Вершина угла может быть обращена вверх или вниз. Траверсы комплектуют различными захватами, к числу которых относятся канатные или цепные стропы с крюками, карабинами или захватами.
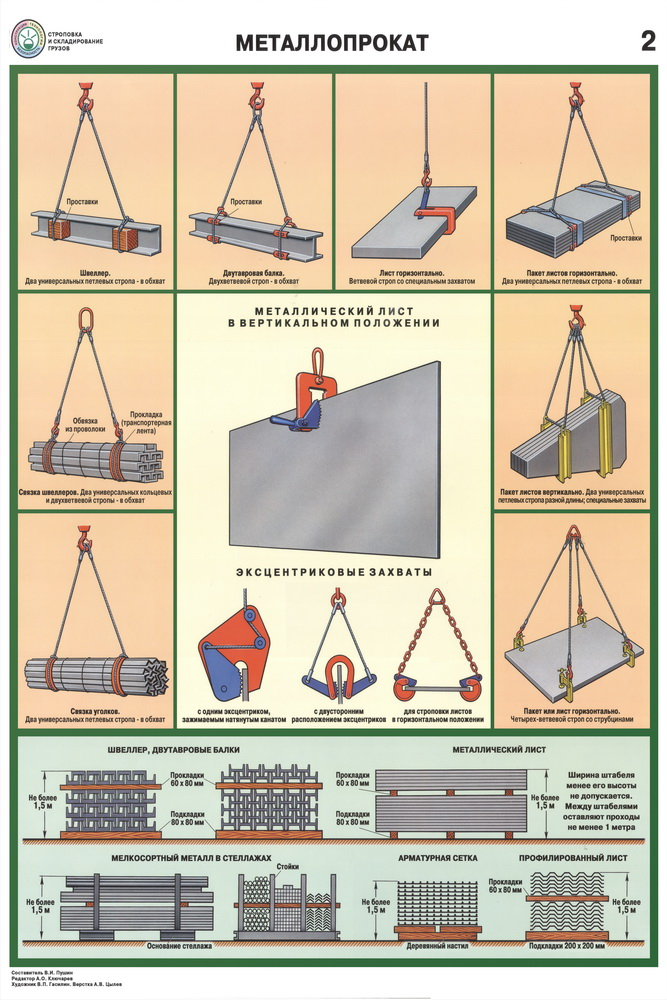
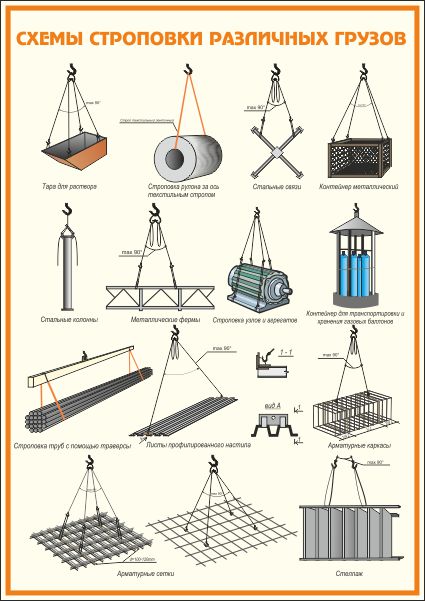 8. Машинист во время работы отвечает за все действия прикрепленного к нему для прохождения стажировки ученика, несет полную ответственность за нарушение требований по управлению и обслуживанию крана, изложенных в настоящей Инструкции и контролирует работу стропальщика.
8. Машинист во время работы отвечает за все действия прикрепленного к нему для прохождения стажировки ученика, несет полную ответственность за нарушение требований по управлению и обслуживанию крана, изложенных в настоящей Инструкции и контролирует работу стропальщика. Записи в вахтенном журнале ежедневно должны проверяться механиком — лицом, ответственным за исправное состояние грузоподъемных машин.
Записи в вахтенном журнале ежедневно должны проверяться механиком — лицом, ответственным за исправное состояние грузоподъемных машин..jpg)
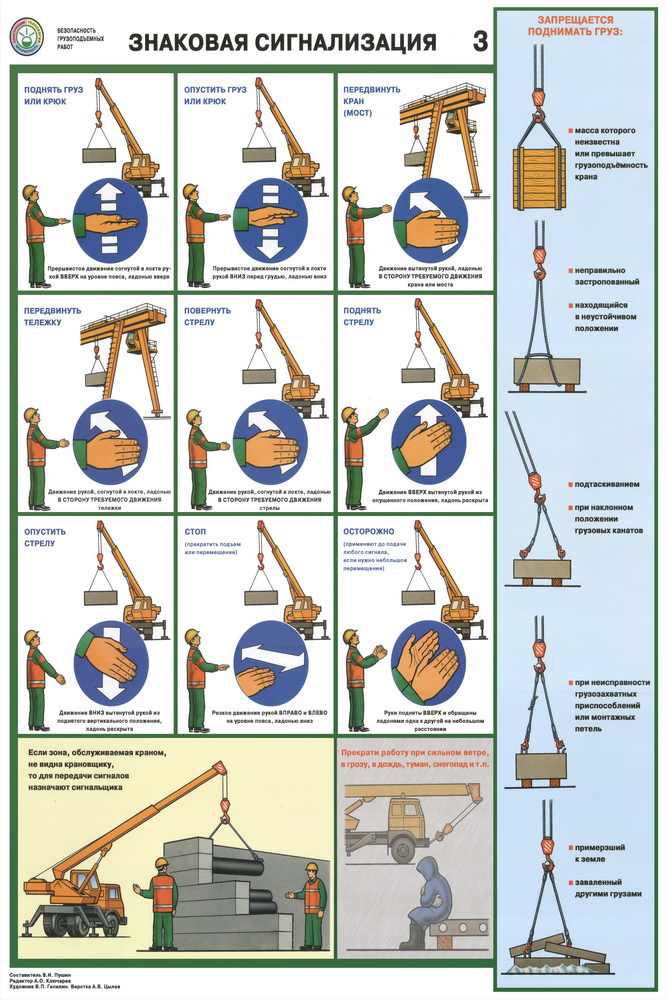

 ;
;
 8. Для перемещения в горизонтальном направлении груза его следует предварительно поднять на 500 мм выше встречающихся на пути предметов и следить за тем, чтобы перемещение грузов производилось не над рабочими местами, где постоянно работают люди.
8. Для перемещения в горизонтальном направлении груза его следует предварительно поднять на 500 мм выше встречающихся на пути предметов и следить за тем, чтобы перемещение грузов производилось не над рабочими местами, где постоянно работают люди.




 Одновременно он должен вызвать пожарную охрану и известить администрацию.
Одновременно он должен вызвать пожарную охрану и известить администрацию.
Требования Правил к грузозахватным приспособлениям. — Мегаобучалка
Ответ:
Изготовление грузозахватных приспособлений и тары должно производиться в соответствии с нормативными документами и технологическими картами. В случае применения сварки в проектной документации должны содержаться указания по ее выполнению и контролю качества.
Грузозахватные приспособления (стропы, цепи, траверсы, захваты и т.п.) после изготовления подлежат испытанию на предприятии — изготовителе, а после ремонта (кроме стропов) — на предприятии, на котором они ремонтировались. Стропы ремонту не подлежат.
Грузозахватные приспособления должны подвергаться осмотру и испытанию нагрузкой, на 25% превышающей их паспортную грузоподъемность.
Сведения об изготовленных грузозахватных приспособлениях должны заноситься в Журнал учета грузозахватных приспособлений, в котором должны быть указаны наименование приспособления, паспортная грузоподъемность, номер нормативного документа (технологической карты), номер сертификата на примененный материал, результаты контроля качества сварки, результаты испытаний грузозахватного приспособления.
Грузозахватные приспособления должны снабжаться клеймом или прочно прикрепленной металлической биркой с указанием номера, паспортной грузоподъемности и даты испытания. Грузозахватные приспособления, кроме клейма (бирки), должны быть снабжены паспортом.
Лицо, ответственное за безопасное производство работ кранами, обязано:
— вести учет съемных грузозахватных приспособлений, тары и крановых весов;
— выдавать разрешение на эксплуатацию вновь вводимых съемных грузозахватных приспособлений, тары и крановых весов с записью в журнале учета и осмотра;
— контролировать и обеспечивать процесс навешивания бирок на прошедшие осмотр, неисправные и не допущенные к эксплуатации съемные грузозахватные приспособления;
— перед применением новых изготовленных или приобретенных у других предприятий грузозахватных приспособлений другой конструкции, знакомить стропальщиков с устройством и принципом работы, с порядком и методом осмотров, браковочными показателями;
— производить осмотр грузозахватных приспособлений: траверс, клещей, крановых весов, подвесок и тары – один раз в месяц, а стропов (за исключением редко используемых) каждые 10 дней, с записью результатов в журнале осмотров;
— редко используемые съемные грузозахватные приспособления должны осматриваться перед выдачей их в работу с росписью в том же журнале;
— не допускать нахождения на участке и использование съемных грузозахватных приспособлений и тары, имеющих дефекты, не имеющих маркировки и не записанных в журнале учета и осмотра;
— при обнаружении неисправных съемных грузозахватных приспособлений и тары, убрать их с места производства работ, передать на ремонт ответственным за организацию ремонтов съемных грузозахватных приспособлений и тары по подразделению, с записью в журнале осмотра.
Выбор стропов начинают с определения массы груза и расположения его центра тяжести. Если на грузе таких обозначений нет, то необходимо уточнить эти параметры у мастера, бригадира или лица, ответственного за производство грузоподъемных работ. Во всех случаях стропальщик должен сам убедиться в том, что груз, подлежащий перемещению может быть поднят имеющимися в его распоряжении грузоподъемными средствами. Определив массу поднимаемого груза и расположение центра тяжести, стропальщик определяет число мест застропки и их расположение с таким расчетом, чтобы груз не мог опрокинуться или самостоятельно развернуться. Из этого расчета выбирают строп или подходящее грузозахватное приспособление, закрепленные за стропальщиком. Одновременно следует учитывать длину выбираемого многоветвевого стропового грузозахватного приспособления.
При выборе длины стропа следует исходить из того, что при малой длине угол между ветвями строп будет больше 90°, а при большой длине — теряется высота подъема груза и возникает возможность его кручения. Оптимальные углы между ветвями строп находятся в пределах 60—90° (рис. 1). При выборе строп следует также определить, из каких элементов должна состоять гибкая часть стропа (стальной канат или цепь, траверса или другой вид жестких строп и т. п.) и какие концевые и захватные элементы целесообразнее использовать для подъема конкретного груза. Перед работой следует тщательно проверить состояние крановой подвески с крюком и крюковой обоймы.
Оптимальные углы между ветвями строп находятся в пределах 60—90° (рис. 1). При выборе строп следует также определить, из каких элементов должна состоять гибкая часть стропа (стальной канат или цепь, траверса или другой вид жестких строп и т. п.) и какие концевые и захватные элементы целесообразнее использовать для подъема конкретного груза. Перед работой следует тщательно проверить состояние крановой подвески с крюком и крюковой обоймы.
Рис. 1. Схема распределения нагрузок на ветви стропа:
I — рекомендуемая зона захвата груза; II — нерекомендуемая
При обнаружении неисправности следует доложить об этом крановщику.
Выбор стропа
Определив массу поднимаемого груза, стропальщик должен правильно выбрать строп с учетом нагрузки, которая возникает в каждой его ветви. Нагрузка, приходящаяся на каждую ветвь, меняется в зависимости от числа мест зацепки груза, от его размеров, от угла между ветвями стропа, от длины его ветвей. Усилия, возникающие в ветвях стропа при подъеме груза, можно определять двумя способами (рис. 2). Нагрузку, приходящуюся на каждую ветвь стропа, можно определить по первому способу так
2). Нагрузку, приходящуюся на каждую ветвь стропа, можно определить по первому способу так
S — Qg/nk cos а,
где Q — масса груза; n — число ветвей стропа; а — угол между вертикально опущенной осью и ветвью стропа; k— коэффициента неравномерности нагрузки стропа на каждую ветвь, зависящую от п; g — ускорение свободного падения 9,8 м/с2). Заменив для простоты расчета ~l/cosa коэффициентом m, получим S = mQg/nk. Значения величин, применяемых в формуле, приведены ниже:
| n | … 1 | — | — | ||||
| k | … 1 | 0,75 | 0,75 | — | — | — | |
| а, град | … 0 | ||||||
| m | . .. 1 .. 1
| 1,04 | 1,06 | 1,16 | I ,31 | 1 ,41 |
При подъеме груза массой 1000 кг, числом ветвей стропа п = 4 и а = 45° имеем
Рис. 2. Схема строповки грузов четырехветвевым стропом
S= 1,42-10 000-9,8/4-0.75 = 46 390 Н,
Грузоподъемная сила, приходящаяся на одну ветвь стропа, равна ~50 кН.
При подсчете усилий в ветвях стропа вторым способом замеряем длину С ветвей (в нашем случае 3000 мм) и высоту А треугольника, образованного ветвями стропа (в нашем случае 2110 мм). Полученные значения подставляем в формулу
S = QCg/Ank.
Нагрузка на одну ветвь стропа 5= 10 000.3000.9,8/2110-4.0,75 = 46 450 Н,
т. е. также равна ~50 кН.
Нагрузка, приходящаяся на одну ветвь стропа, прямо пропорциональна углу между ветвями стропа и обратно пропорциональна числу ветвей. Таким образом, для подъема того или иного груза имеющимся стропом стропальщик должен проверить, чтобы нагрузка на каждую ветвь стропа не превышала допустимой, указанной на бирке, клейме или надписи. В соответствии с действующими правилами Госгортехнадзора грузоподъемность стропов, имеющих несколько ветвей, рассчитывают с учетом угла между ветвями 90°. Поэтому, работая групповыми стропами, нужно лишь следить, чтобы угол а не превышал 45°. Если груз обвязывается одноветвевыми стропами, например облегченными, рассчитанными на вертикальное положение (а = 0°), то возникает необходимость учитывать изменения угла и, следовательно, нагрузки на ветви стропа.
В соответствии с действующими правилами Госгортехнадзора грузоподъемность стропов, имеющих несколько ветвей, рассчитывают с учетом угла между ветвями 90°. Поэтому, работая групповыми стропами, нужно лишь следить, чтобы угол а не превышал 45°. Если груз обвязывается одноветвевыми стропами, например облегченными, рассчитанными на вертикальное положение (а = 0°), то возникает необходимость учитывать изменения угла и, следовательно, нагрузки на ветви стропа.
Нагрузки, действующие на одну ветвь стропа при различных углах между ветвями, приведены в табл.
НАГРУЗКИ, ДЕЙСТВУЮЩИЕ НА ВЕТВЬ СТРОПА, кН
При строповке груза групповым стропом нагрузка на его ветви, если их более трех, в большинстве случаев распределяется неравномерно, поэтому стропальщик должен стремиться так зацепить груз, чтобы все ветви стропа после зацепления и натяжения имели по возможности одинаковую длину, симметричность расположения и одинаковое натяжение.
Стерилизация: упаковка и хранение | Часто задаваемые вопросы | Инфекционный контроль | Отдел гигиены полости рта
- Очистка
- Мониторинг
- Упаковка и хранение
Упаковочные материалы (например, обернутые или контейнерные системы) обеспечивают проникновение стерилизующего агента и сохраняют стерильность обрабатываемого предмета после стерилизации.
Упаковочные материалы включают обернутые перфорированные кассеты для инструментов, пакеты из пластика или бумаги и стерилизационные обертки (которые могут быть ткаными или неткаными). Упаковочные материалы должны быть рассчитаны на тип используемого процесса стерилизации и должны подходить для стерилизуемых предметов.
Типы и использование упаковочных материалов для стерилизации
| Метод стерилизации | Требования к упаковочным материалам | Допустимые материалы |
|---|---|---|
| Паровой автоклав |
|
|
| Сухой жар |
|
|
| Ненасыщенный химический пар |
|
|
Изменено из Miller CH и Palenik CJ (2010).
Перед помещением упакованных инструментов в стерилизатор как минимум укажите на этикетке следующую информацию:
- Использованный стерилизатор
- Номер цикла или нагрузки
- Дата стерилизации
- Срок годности, если применимо
Стерильные инструменты и расходные материалы следует хранить в крытых или закрытых шкафах. Стоматологические инструменты и расходные материалы не следует хранить под раковиной или в других местах, где они могут намокнуть. Завернутые упаковки стерилизованных инструментов следует осматривать перед открытием и использованием, чтобы убедиться, что упаковка не была нарушена (т. е. намокла, порвана или проколота) во время хранения.
Методы хранения упакованных стерилизованных инструментов могут быть привязаны либо к дате, либо к событию. Хотя в некоторых учреждениях по-прежнему указывается дата каждой стерилизованной упаковки и используются методы определения срока годности (первый пришел, первый вышел), другие предприятия перешли на практику, связанную с событием. Этот подход предполагает, что продукт должен оставаться стерильным до тех пор, пока какое-либо событие не приведет к его загрязнению (например, упаковка не порвется или не намокнет). Все упаковки, содержащие стерильные предметы, должны быть проверены перед использованием, чтобы убедиться, что упаковка не мокрая, не порвана и не повреждена каким-либо образом. Если это так, инструменты должны быть повторно очищены, упакованы в новую упаковку и повторно стерилизованы.
Этот подход предполагает, что продукт должен оставаться стерильным до тех пор, пока какое-либо событие не приведет к его загрязнению (например, упаковка не порвется или не намокнет). Все упаковки, содержащие стерильные предметы, должны быть проверены перед использованием, чтобы убедиться, что упаковка не мокрая, не порвана и не повреждена каким-либо образом. Если это так, инструменты должны быть повторно очищены, упакованы в новую упаковку и повторно стерилизованы.
Ссылки
Ассоциация развития медицинского оборудования, Американский национальный институт стандартов. Полное руководство по паровой стерилизации и обеспечению стерильности в медицинских учреждениях. АНСИ/ААМИ СТ79-2010; А1:2010; А2:2011; А3:2012; и A4: 2013. Арлингтон, Вирджиния: Ассоциация развития медицинского оборудования, 2010.
CDC. Руководство по инфекционному контролю в стоматологических учреждениях – 2003 г. MMWR 2003 г.; 52 (№ РР-17): 1–66. Доступно по адресу: https://www.cdc.gov/mmwr/PDF/rr/rr5217. pdf значок pdf[PDF-1.2M]. По состоянию на 18 марта 2016 г.
pdf значок pdf[PDF-1.2M]. По состоянию на 18 марта 2016 г.
ЦКЗ. Краткое изложение методов профилактики инфекций в стоматологических учреждениях: основные требования к безопасному уходу. Доступно по адресу: https://www.cdc.gov/oralhealth/infectioncontrol/pdf/safe-care2.pdf значок pdf[PDF – 844 КБ]. По состоянию на 31 марта 2016 г.
Харте Дж. А., Молинари Дж. А. Инструментальная обработка и рециркуляция. В: Молинари Дж. А., Харте Дж. А., ред. Практический инфекционный контроль Коттона в стоматологии , 3-е изд. Балтимор: Липпинкотт Уильямс и Уилкинс, 2010; 221–231.
Харте Дж.А., Молинари Дж.А. Процедуры стерилизации и мониторинг. В: Molinari JA, Harte JA eds. Практический инфекционный контроль Коттона в стоматологии , 3-е изд. Балтимор: Липпинкотт Уильямс и Уилкинс, 2010; 148–170.
Миллер С.Х., Паленик С.Дж. Инструментальная обработка. В: Миллер CH, Паленик CJ, ред. Инфекционный контроль и обращение с опасными материалами для стоматологической бригады , 4-е изд. Сент-Луис: Мосби, 2010; 135–169.
Сент-Луис: Мосби, 2010; 135–169.
Rutala WA, Weber DJ и Консультативный комитет по практике инфекционного контроля в здравоохранении. Руководство по дезинфекции и стерилизации в медицинских учреждениях, 2008:1–158. Доступно по адресу: https://www.cdc.gov/infectioncontrol/pdf/guidelines/disinfection-guidelines.pdf значок pdf[PDF – 1,26M]. По состоянию на 18 марта 2016 г.
Руководство ISO 41:1984 Руководство по упаковке. Рекомендации по удовлетворению потребностей потребителей и защите | 95,99 | ИСО/КОПОЛКО |
Руководство ИСО/МЭК 41:2003 Упаковка. | 95,99 | ИСО/КОПОЛКО |
Руководство ISO/IEC 41:2018 Упаковка. Рекомендации по удовлетворению потребностей потребителей | 60,60 | ИСО/КОПОЛКО |
ISO 780:1984 Упаковка. Графическая маркировка для обращения с товарами | 95,99 | ИСО/ТК 122 |
ИСО 780:1985 Упаковка. | 95,99 | ИСО/ТК 122 |
ISO 780:1997 Упаковка. Графическая маркировка для обращения с товарами | 95,99 | ИСО/ТК 122 |
ISO 780:2015 Упаковка. Распределительная упаковка. Графические символы для обработки и хранения упаковок | 90,93 | ИСО/ТК 122 |
ISO/R 884:1968 Графическая маркировка транзитных упаковок, содержащих фотоматериалы, чувствительные к лучистой энергии | 95,99 | ИСО/ТК 122 |
ISO 2233:1986 Упаковка. | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 2872:1985 Упаковка. Полные, заполненные транспортные упаковки. Испытание на сжатие | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 3394:1975 Размеры жестких прямоугольных упаковок. Транспортные упаковки | 95,99 | ИСО/ТК 122 |
ISO 3394:1984 Размеры жестких прямоугольных упаковок. | 95,99 | ИСО/ТК 122 |
ISO 3394:2012 Упаковка. Полные, заполненные транспортные упаковки и штучные грузы. Размеры жестких прямоугольных упаковок | 90,93 | ИСО/ТК 122 |
ISO 3676:1983 Упаковка. Размер упаковки. Размеры | 95,99 | ИСО/ТК 122 |
ISO 3676:2012 Упаковка. | 90,93 | ИСО/ТК 122 |
ISO 8317:1989 Упаковка, недоступная для детей. Требования и процедуры испытаний для повторно закрывающихся упаковок | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 8317:2003 Упаковка, недоступная для детей. Требования и процедуры испытаний для повторно закрывающихся упаковок | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 8317:2003/Cor 1:2005 Упаковка, недоступная для детей. | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 8317:2015 Упаковка, недоступная для детей. Требования и процедуры испытаний для повторно закрывающихся упаковок | 90,93 | ИСО/ТК 122/ПК 3 |
ISO 11156:2011 Упаковка. Доступная конструкция. Общие требования | 90,93 | ИСО/ТК 122 |
ISO 11683:1993 Упаковка. | 95,99 | ИСО/ТК 122 |
ISO 11683:1997 Упаковка. Тактильные предупреждения об опасности. Требования | 90,93 | ИСО/ТК 122 |
ISO 13127:2012 Упаковка. Упаковка с защитой от детей. Методы механических испытаний повторно закрывающихся систем упаковки с защитой от детей | 90,93 | ИСО/ТК 122/ПК 3 |
ISO 13127:2012/Cor 1:2012 Упаковка. | 60,60 | ИСО/ТК 122/ПК 3 |
ISO 13274:2013 Упаковка. Транспортная упаковка для опасных грузов. Испытания на совместимость пластмасс для упаковки и КСГМГ | 90,93 | ИСО/ТК 122/ПК 3 |
ISO 13274:2013/Cor 1:2014 Упаковка. | 60,60 | ИСО/ТК 122/ПК 3 |
ISO 14375:2018 Упаковка для фармацевтических продуктов, недоступная для детей. Требования и испытания | 60,60 | ИСО/ТК 122/ПК 3 |
ISO 15394:2000 Упаковка. Штриховой код и двухмерные символы для отгрузочных, транспортных и приемочных этикеток | 95,99 | ИСО/ТК 122 |
ISO 15394:2009 Упаковка. | 95,99 | ИСО/ТК 122 |
ISO 15394:2017 Упаковка. Штрих-код и двухмерные символы для отгрузочных, транспортных и приемных этикеток | 60,60 | ИСО/ТК 122 |
ISO 16101:2004 Упаковка. Транспортная упаковка для опасных грузов. Испытания на совместимость с пластмассами | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 16103:2005 Упаковка. | 90,93 | ИСО/ТК 122/ПК 3 |
ISO 16104:2003 Упаковка. Транспортная упаковка для опасных грузов. Методы испытаний | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 16106:2006 Упаковка. Транспортные упаковки для опасных грузов. Тара для опасных грузов, контейнеры средней грузоподъемности (КСГМГ) и крупногабаритная тара. | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 16106:2020 Транспортные упаковки для опасных грузов. Тара для опасных грузов, контейнеры средней грузоподъемности (КСГМГ) и крупногабаритная тара. Руководство по применению ISO 9001 | 60,60 | ИСО/ТК 122/ПК 3 |
ISO/TR 16218:2013 Упаковка и окружающая среда. | 60,60 | ИСО/ТК 122/ПК 4 |
ISO 16467:2003 Упаковка. Транспортные упаковки для опасных грузов. Методы испытаний КСГМГ | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 16495:2013 Упаковка. Транспортная упаковка для опасных грузов. Методы испытаний | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 16495:2022 Упаковка. | 60,60 | ИСО/ТК 122/ПК 3 |
ISO 16883:2007 Упаковка. Транспортные упаковки для опасных грузов. Методы испытаний крупногабаритной тары | 95,99 | ИСО/ТК 122/ПК 3 |
ISO/TR 17098:2013 Переработка упаковочных материалов. Отчет о веществах и материалах, которые могут препятствовать переработке | 60,60 | ИСО/ТК 122/ПК 4 |
ISO/TR 17350:2013 Прямая маркировка на пластмассовых многоразовых транспортных средствах (RTI) | 60,60 | ИСО/ТК 122 |
ISO 17351:2013 Упаковка — шрифт Брайля на упаковке лекарственных средств | 90,93 | ИСО/ТК 122 |
ISO 17363:2007 Применение RFID в цепочке поставок — грузовые контейнеры | 95,99 | ИСО/ТК 122 |
ISO 17363:2013 Применение RFID в цепочке поставок — грузовые контейнеры | 90,93 | ИСО/ТК 104/ПК 4 |
ISO 17364:2009 Применение RFID в цепочке поставок. | 95,99 | ИСО/ТК 122 |
ISO/IEC CD 17364 Применение RFID в цепочке поставок — возвратные транспортные средства (RTI) и возвратные упаковочные изделия (RPI) | 30,98 | ИСО/МЭК СТК 1/ПК 31 |
ISO 17364:2013 Применение RFID в цепочке поставок — возвратные транспортные средства (RTI) и возвратные упаковочные изделия (RPI) | 90,92 | ИСО/МЭК СТК 1/ПК 31 |
ISO 17365:2009 Применение RFID в цепочке поставок. | 95,99 | ИСО/ТК 122 |
Компакт-диск ISO/IEC 17365 Применение RFID в цепочке поставок — Транспортные единицы | 30,98 | ИСО/МЭК СТК 1/ПК 31 |
ISO 17365:2013 Применение RFID в цепочке поставок. Транспортные единицы | 90,92 | ИСО/МЭК СТК 1/ПК 31 |
ISO 17366:2009 Применение RFID в цепочке поставок. | 95,99 | ИСО/ТК 122 |
Компакт-диск ISO/IEC 17366 Применение RFID в цепочке поставок. Упаковка продукции | 30,98 | ИСО/МЭК СТК 1/ПК 31 |
ISO 17366:2013 Применение RFID в цепочке поставок. Упаковка продукции | 90,92 | ИСО/МЭК СТК 1/ПК 31 |
ISO 17367:2009 Применение RFID в цепочке поставок. | 95,99 | ИСО/ТК 122 |
ИСО/МЭК DIS 17367 Применение RFID в цепочке поставок. Маркировка товаров | 40,98 | ИСО/МЭК СТК 1/ПК 31 |
ISO 17367:2013 Применение RFID в цепочке поставок. Маркировка продукции | 90,92 | ИСО/МЭК СТК 1/ПК 31 |
ISO/TR 17370:2013 Руководство по применению носителей данных для управления цепочками поставок | 60,60 | ИСО/ТК 122 |
ИСО 17451-1:2016 Упаковка. | 90,93 | ИСО/ТК 122 |
ISO/TS 17451-2:2017 Упаковка. Кодирование содержимого запасов товаров для дома и личных вещей. Часть 2. Структура обмена сообщениями XML для электронной передачи данных запасов | 90,93 | ИСО/ТК 122 |
ISO 17480:2015 Упаковка — Доступный дизайн — Легкость открывания | 90,93 | ИСО/ТК 122 |
ISO/TR 18568:2021 Упаковка и окружающая среда. | 60,60 | ИСО/ТК 122/ПК 4 |
ISO 18601:2013 Упаковка и окружающая среда. Общие требования к использованию стандартов ISO в области упаковки и окружающей среды | 90,93 | ИСО/ТК 122/ПК 4 |
ISO 18602:2013 Упаковка и окружающая среда. Оптимизация системы упаковки | 90,93 | ИСО/ТК 122/ПК 4 |
ISO 18603:2013 Упаковка и окружающая среда. | 90,93 | ИСО/ТК 122/ПК 4 |
ISO 18604:2013 Упаковка и окружающая среда. Переработка материалов | 90,93 | ИСО/ТК 122/ПК 4 |
ISO 18605:2013 Упаковка и окружающая среда. Восстановление энергии | 90,93 | ИСО/ТК 122/ПК 4 |
ISO 18606:2013 Упаковка и окружающая среда. | 90,93 | ИСО/ТК 122/ПК 4 |
ISO/TS 18614:2016 Упаковка. Материал этикетки. Информация, необходимая для заказа и определения характеристик самоклеящихся этикеток | 90,93 | ИСО/ТК 122 |
ISO 19709-1:2016 Транспортная упаковка. Системы контейнеров для малых грузов. Часть 1. Общие требования и методы испытаний | 90,93 | ИСО/ТК 122 |
ISO/TS 19709-2:2016 Транспортная упаковка. | 90,60 | ИСО/ТК 122 |
ISO/TS 19709-3:2016 Транспортная упаковка. Системы малых грузовых контейнеров. Часть 3. Штабелируемая система Bond (BSS) | 90,93 | ИСО/ТК 122 |
ISO 19809:2017 Упаковка. Доступный дизайн. Информация и маркировка | 60,60 | ИСО/ТК 122 |
ISO 21067-1:2016 Упаковка. | 90,93 | ИСО/ТК 122 |
ISO 21067-2:2015 Упаковка. Словарь. Часть 2. Термины «Упаковка и окружающая среда» | 90,93 | ИСО/ТК 122/ПК 4 |
ISO 21067:2007 Упаковка. Словарь | 95,99 | ИСО/ТК 122 |
ISO 21976:2018 Упаковка. | 60,60 | ИСО/ТК 122 |
ISO 22015:2019 Упаковка. Доступный дизайн. Обращение и манипуляции | 60,60 | ИСО/ТК 122 |
ISO/PRF TR 22251-1 Руководство по применению RFID на возвратных транспортных средствах. Часть 1: Для металлических возвратных транспортных средств | 50. 00 00 | ИСО/ТК 122 |
ISO/DTR 22251-2 Руководство по применению RFID на возвратных транспортных единицах — Часть 2: Для пластиковых RTI | 30.20 | ИСО/ТК 122 |
ISO 22742:2005 Упаковка. Линейный штриховой код и двухмерные символы для упаковки продукции | 95,99 | ИСО/ТК 122 |
ISO 22742:2010 Упаковка. | 90,93 | ИСО/ТК 122 |
ISO 22982-1:2021 Транспортная упаковка. Транспортные упаковки с регулируемой температурой для отправки посылок. Часть 1. Общие требования | 60,60 | ИСО/ТК 122 |
ИСО 22982-2:2021 Транспортная упаковка. Транспортные упаковки с контролируемой температурой для отправки посылок. | 60,60 | ИСО/ТК 122 |
ISO/TS 22984:2021 Транспортная упаковка. Методы очистки и санитарной обработки многоразовых транспортных средств для целей распределения | 60,60 | ИСО/ТК 122 |
ISO 23412:2020 Услуги непрямой, рефрижераторной доставки с контролируемой температурой. Наземная перевозка посылок с промежуточной передачей | 60,60 | ИСО/ТК 315 |
ISO/FDIS 23416 Общие спецификации и методы испытаний термочувствительных лекарственных упаковок в соответствии с принципами надлежащей практики распространения | 50. 00 00 | ИСО/ТК 122 |
ISO/DIS 23417 Общие спецификации и методы проверки упаковок нестерильных медицинских изделий в соответствии с принципами надлежащей практики распространения | 40,99 | ИСО/ТК 122 |
ISO 23667:2007 Упаковка. Транспортная упаковка для опасных грузов. Жесткие пластмассовые и композитные КСГМГ. Испытания на совместимость | 95,99 | ИСО/ТК 122/ПК 3 |
ISO 28219:2009 Упаковка. | 95,99 | ИСО/ТК 122 |
ISO 28219:2017 Упаковка. Этикетирование и прямая маркировка продукции линейным штрих-кодом и двумерными символами | 90,20 | ИСО/ТК 122 |
ISO 28862:2018 Упаковка. Упаковка, недоступная для детей. Требования и процедуры испытаний одноразовой упаковки для нефармацевтической продукции | 60,60 | ИСО/ТК 122/ПК 3 |
 Рекомендации по удовлетворению потребностей потребителей
Рекомендации по удовлетворению потребностей потребителей Графическая маркировка для обращения с товарами
Графическая маркировка для обращения с товарами Полные, заполненные транспортные упаковки. Подготовка к испытаниям
Полные, заполненные транспортные упаковки. Подготовка к испытаниям Транспортные упаковки
Транспортные упаковки Полные, заполненные транспортные упаковки и штучные грузы. Размеры штучных грузов
Полные, заполненные транспортные упаковки и штучные грузы. Размеры штучных грузов Требования и процедуры испытаний для повторно закрывающихся упаковок. Техническое исправление 1
Требования и процедуры испытаний для повторно закрывающихся упаковок. Техническое исправление 1 Тактильные предупреждения об опасности. Требования
Тактильные предупреждения об опасности. Требования Упаковка с защитой от детей. Методы механических испытаний повторно закрывающихся систем упаковки с защитой от детей. Техническое исправление 1
Упаковка с защитой от детей. Методы механических испытаний повторно закрывающихся систем упаковки с защитой от детей. Техническое исправление 1 Транспортная упаковка для опасных грузов. Испытания упаковки и КСГМГ на совместимость с пластмассами. Техническое исправление 1
Транспортная упаковка для опасных грузов. Испытания упаковки и КСГМГ на совместимость с пластмассами. Техническое исправление 1 Штриховой код и двухмерные символы для отгрузочных, транспортных и приемных этикеток
Штриховой код и двухмерные символы для отгрузочных, транспортных и приемных этикеток Транспортная упаковка для опасных грузов. Переработанный пластик
Транспортная упаковка для опасных грузов. Переработанный пластик Руководство по применению ISO 9001
Руководство по применению ISO 9001 Процессы химической регенерации
Процессы химической регенерации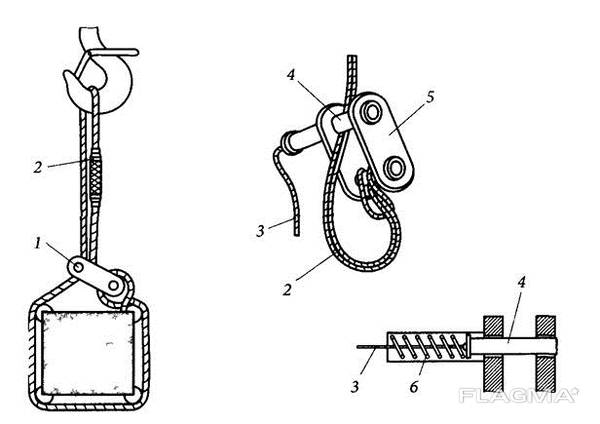 Транспортная упаковка для опасных грузов. Методы испытаний
Транспортная упаковка для опасных грузов. Методы испытаний Возвратные транспортные средства (RTI)
Возвратные транспортные средства (RTI) Транспортные единицы
Транспортные единицы Упаковка продукции
Упаковка продукции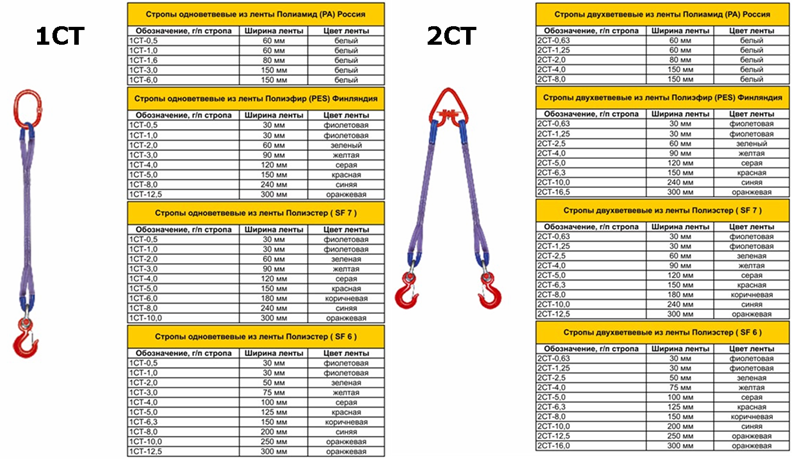 Маркировка продукции
Маркировка продукции Кодирование содержимого инвентарных запасов для перевозки предметов домашнего обихода и личных вещей. Часть 1. Цифровая кодировка инвентарных запасов
Кодирование содержимого инвентарных запасов для перевозки предметов домашнего обихода и личных вещей. Часть 1. Цифровая кодировка инвентарных запасов Маркировка для идентификации материала
Маркировка для идентификации материала Повторное использование
Повторное использование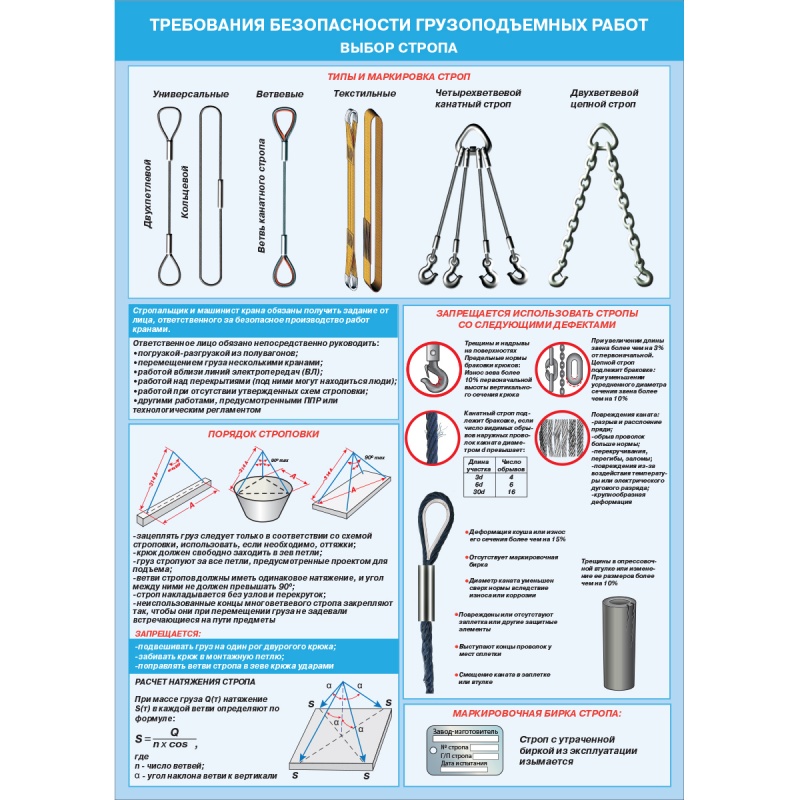 Органическая переработка
Органическая переработка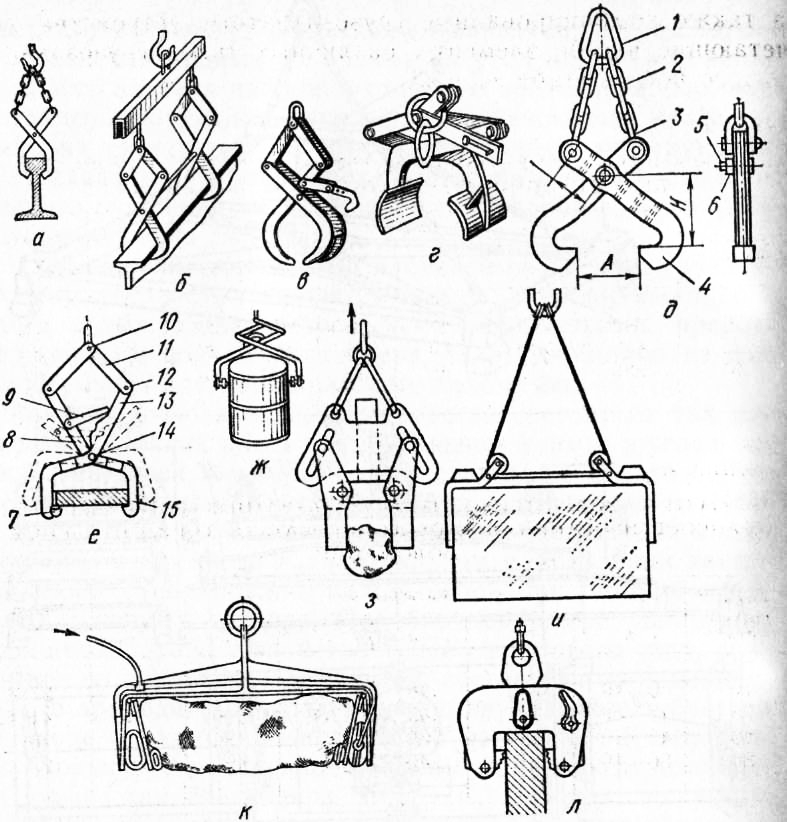 Системы малых контейнеров. Часть 2. Штабелируемая система колонн (CSS)
Системы малых контейнеров. Часть 2. Штабелируемая система колонн (CSS) Словарь. Часть 1. Общие термины
Словарь. Часть 1. Общие термины Средства проверки вскрытия упаковки лекарственных средств
Средства проверки вскрытия упаковки лекарственных средств Линейный штрих-код и двухмерные символы для упаковки продукции
Линейный штрих-код и двухмерные символы для упаковки продукции Часть 2. Общие требования к испытаниям
Часть 2. Общие требования к испытаниям Этикетирование и прямая маркировка продукции линейным штрих-кодом и двумерными символами
Этикетирование и прямая маркировка продукции линейным штрих-кодом и двумерными символамиОбработка материалов
Обзор
Погрузочно-разгрузочные работы – это перемещение, защита, хранение и контроль материалов и продуктов в процессе производства, складирования, распределения,
потребления и утилизации.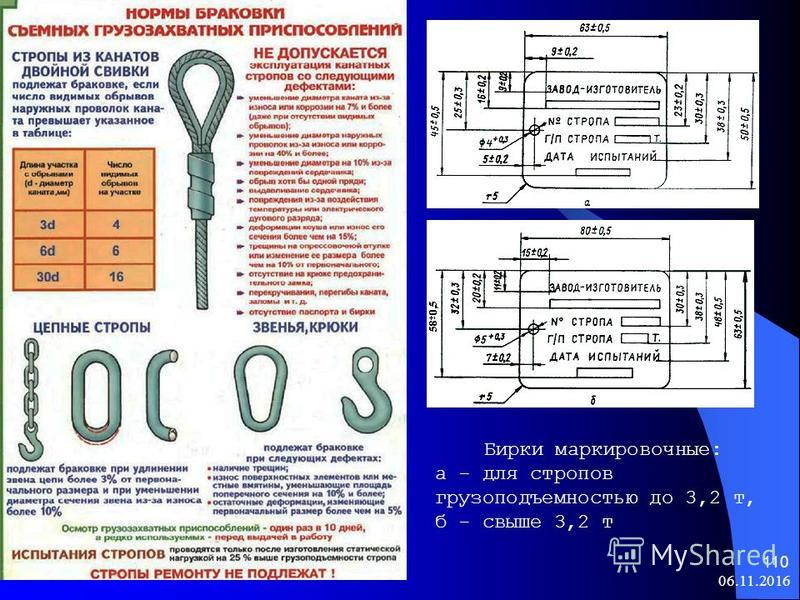 Как процесс, погрузочно-разгрузочные работы включают в себя широкий спектр ручных, полуавтоматических и
Как процесс, погрузочно-разгрузочные работы включают в себя широкий спектр ручных, полуавтоматических и
автоматизированное оборудование и системы, поддерживающие логистику и обеспечивающие работу цепочки поставок. Их применение помогает:
- Прогнозирование
- Распределение ресурсов
- Планирование производства
- Управление потоками и процессами
- Управление запасами и контроль
- Доставка клиенту
- Послепродажная поддержка и обслуживание
Система и процессы обработки материалов в компании внедряются для улучшения обслуживания клиентов, сокращения запасов, сокращения времени доставки и снижения общих затрат на обработку при производстве, распределении и транспортировке.
Как используется погрузочно-разгрузочное оборудование?
Существует множество ручных, полуавтоматических и автоматических погрузочно-разгрузочных устройств и технологий, которые помогают в перемещении, защите, хранении и контроле материалов и продуктов на всех этапах производства, распределения, потребления и утилизации. К ним относятся:
К ним относятся:
- Автоматизированные системы хранения и поиска
- Транспортные средства с автоматическим управлением (AGV)
- Автоматическая идентификация и сбор данных
- Ролики и колеса
- Элементы управления
- Конвейеры
- Доковое оборудование
- Эргономика
- Подъемное оборудование
- Промышленные роботы
- Интегрированные системы обработки материалов
- Системы выполнения заказов
- Автопогрузчики
- Монорельсы и краны для рабочих станций
- Мостовые краны
- Упаковка
- Защитное ограждение
- Стойки
- Программное обеспечение
- Сортировка
- Хранение
Где используется обработка материалов?
Системы обработки материалов используются в каждой отрасли, включая:
- Аэрокосмическая промышленность
- Прибор
- Автомобилестроение
- Напиток
- Химические вещества
- Строительство
- Товары народного потребления
- Электронная коммерция
- Еда
- Оборудование
- Больница
- Производство
- Обработка материалов
- Бумага
- Фармацевтика
- Пластик
- Розничная торговля
- Складирование и распределение
Узнайте больше о том, как системы обработки материалов используются в различных отраслях и областях применения.
Каковы принципы обращения с материалами?
При проектировании системы погрузочно-разгрузочных работ важно учитывать передовой опыт, чтобы гарантировать, что все оборудование и процессы, включая ручные, полуавтоматические и автоматизированные, на объекте работают вместе как единое целое.
унифицированный, системный. Путем анализа целей процесса обработки материалов и согласования их с руководящими принципами, такими как
10 Принципов обработки материалов, правильно спроектированная система улучшит обслуживание клиентов, сократит запасы, сократит время доставки и снизит общие затраты на обработку при производстве, распределении и транспортировке. Эти принципы включают:
- Планирование: Определите потребности, стратегические цели и функциональные характеристики предлагаемой системы и вспомогательных технологий в начале проектирования. План должен быть разработан в рамках коллективного подхода с участием консультантов, поставщиков и конечных пользователей, а также руководителей, инженеров, информационных систем, финансов и операций.

- Стандартизация: Все методы обработки материалов, оборудование, средства управления и программное обеспечение должны быть стандартизированы и способны выполнять ряд задач в различных условиях эксплуатации.
- Работа: Процессы погрузочно-разгрузочных работ должны быть упрощены за счет сокращения, объединения, сокращения или устранения ненужных перемещений, которые снижают производительность. Примеры включают использование гравитации для облегчения движения материала и максимальное использование прямолинейного движения.
- Эргономика: Работа и условия труда должны быть адаптированы для поддержки способностей работника, сокращения монотонного и напряженного ручного труда и обеспечения безопасности.
- Единичная загрузка: Поскольку для перемещения нескольких отдельных предметов вместе в качестве одной загрузки требуется меньше усилий и работы (в отличие от перемещения многих предметов по одному), использоваться.
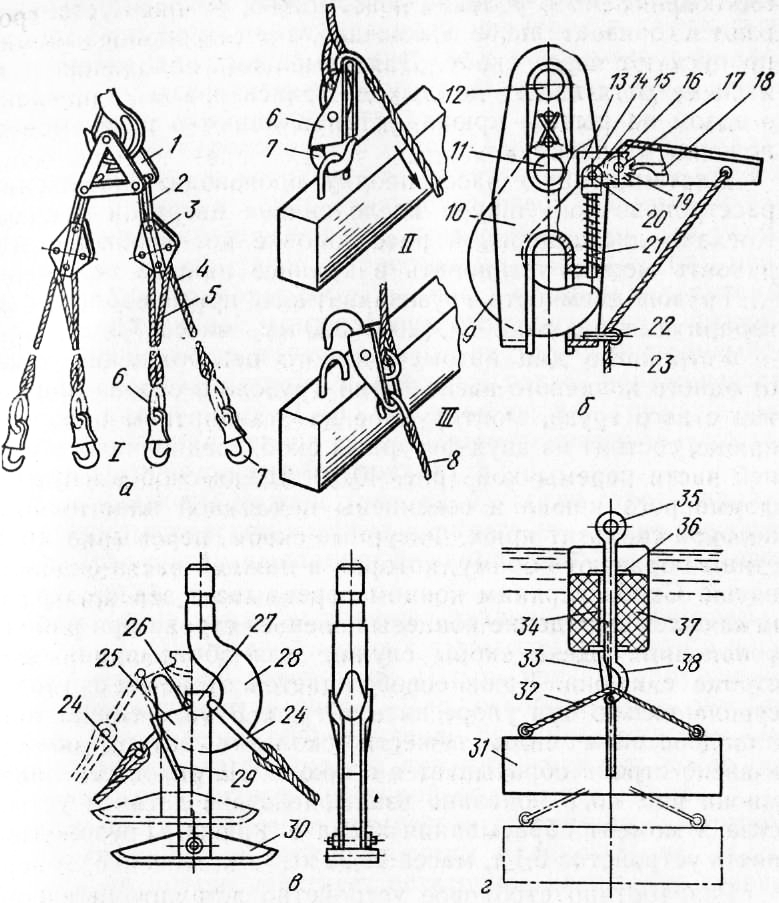
- Использование пространства: Чтобы максимизировать эффективное использование пространства на объекте, важно, чтобы рабочие зоны были организованы и не были загромождены, чтобы максимальная плотность складских помещений (без ущерба для доступности и гибкости) и использование верхнего пространства.
- Система: Перемещение и хранение материалов должны координироваться на протяжении всех процессов, от получения, проверки, хранения, производства, сборки, упаковки, комплектования и выбора заказа до отгрузки, транспортировки и обработки возвратов.
- Окружающая среда: При проектировании системы необходимо учитывать потребление энергии и потенциальное воздействие на окружающую среду, по возможности внедрить процессы повторного использования и переработки, а также установить безопасные методы обращения с опасными материалами.
- Автоматизация: Для повышения операционной эффективности, оперативности, последовательности и предсказуемости следует внедрять автоматизированные технологии обработки материалов, когда это возможно и где это целесообразно.

- Стоимость жизненного цикла: Для всего оборудования, указанного для системы, необходимо провести анализ стоимости жизненного цикла. Области рассмотрения должны включать капиталовложения, установку, настройку, программирование, обучение, тестирование системы, эксплуатацию, техническое обслуживание и ремонт, стоимость повторного использования и окончательную утилизацию.
Погрузочно-разгрузочное оборудование | Ambrose Packaging & Solutions
Позвольте Ambrose внедрить новые технологии в вашу деятельность. Модернизируйте оборудование и системы для обработки материалов
, чтобы получить финансовые и эксплуатационные преимущества.
Конвейерные и сортировочные модульные строительные системыСтеллажи для хранения и мезонины Эргономичные подъемные устройства Потолочные подъемные устройства
Конвейерные и сортировочные устройства
По мере увеличения объемов производства и изменения предлагаемой продукции логистика перемещения продукции из одной зоны вашего предприятия в другую должна становиться все более важной. наименьшая из ваших забот.
Компания Ambrose уделяет особое внимание упрощению задач по обработке материалов за счет использования различных методов перемещения с помощью модульной транспортировки, спиральной транспортировки, элеваторов, сортировщиков, отклонителей или решений для обработки поддонов. Мы обеспечиваем гибкость управления перемещением предметов разного размера вверх, вниз и по кругу.
Держите вещи в движении
Модульные строительные системы
Благодаря модульным зданиям ваши возможности огромны. В дополнение к гибкости конструкции вы получите более быстрые сроки строительства, меньшее вмешательство в существующие операции, качественную сборку и отделку, отличное соотношение цены и качества и значительные налоговые льготы (раздел 179 «Налоговый вычет»), поскольку эти модульные системы классифицируются как оборудование.
Чистые помещения, помещения для контроля качества, офисы супервайзеров на возвышенности, внутризаводские конференц-залы, будки охраны и наружные навесы — это лишь несколько способов, которыми модульная система может предоставить вам долговечные, безопасные и компактные решения.
Сделайте это модульным
Стеллажи для хранения и мезонины
Когда продукты и материалы не перемещаются по вашему складу, им требуется функциональное и доступное место для хранения до тех пор, пока они не будут извлечены, что стало возможным с использованием таких методов хранения, как обычные стеллажи для поддонов, стеллажи с отталкиванием, поток поддонов. стеллажи, структурные стеллажи или модули выбора.
Мы поможем вам оптимизировать ваше предприятие, используя компактные мезонины и решения для промышленных стоек, которые сделают вашу работу более эффективной и удобной. Существующее вертикальное пространство может расширить ваши складские и рабочие зоны, не увеличивая площадь здания.
Давайте создадим пространство
Эргономичные подъемные устройства
Мы разрабатываем эргономичные рабочие места, которые не только соответствуют стандартам охраны труда и техники безопасности, но и повышают эффективность. Наша приверженность безопасности распространяется на сохранение благополучия ваших сотрудников за счет создания условий, снижающих утомляемость и риск.
Защитите здоровье своих сотрудников, уменьшите материальный ущерб и повысьте производительность. Благодаря мобильным и вакуумным подъемникам, манипуляторам и специализированным подъемным устройствам вы можете уменьшить нагрузку на подъем (и наклон) ваших операторов.
Защитите свою команду
Мостовой подъем
Если вам нужно поднять десять фунтов или несколько сотен тонн, у нас есть широкий выбор надежных кранов и лебедок для решения этой задачи.
Давайте сделаем тяжелую работу
РЕШЕНИЯ ДЛЯ ПЕРЕМЕЩЕНИЯ МАТЕРИАЛОВ
Сократите время простоя и повысьте производительность
Максимизируйте свое пространство
Дышите спокойно, зная, что наши мезонинные и промышленные стойки организуют и расширят ваше существующее пространство, чтобы у вас было больше места для работы.
Работай умом, а не силой
Подъемные устройства поставляются в различных вариантах для выполнения многих функций. Правильный выбор может иметь огромное значение для безопасности и производительности сотрудников.
Один размер не подходит всем
Благодаря нашему широкому ассортименту продуктов на платформе мы можем предложить замечательную гибкость для транспортировки продуктов и материалов по всему вашему предприятию. Энергосберегающие технологии и их способность автоматически запускаться и останавливаться позволяют вашему складу работать эффективно и бесперебойно.
Оптимизация от начала до конца
Позвольте Амброузу планировать текущие и будущие потребности вашей компании, разрабатывая решения для обработки материалов, которые могут управлять логистикой для растущего бизнеса.
КОМПАНИИ, С КОТОРЫМИ МЫ РАБОТАЕМ
Наши производители
НУЖНА ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ?
Мы здесь, чтобы помочь.
Свяжитесь с нами сегодня
Упаковочное оборудование — TPC Packaging Solutions
Просмотреть все упаковочное оборудование
Упаковочное оборудование может значительно сократить трудозатраты, оптимизировать процесс упаковки и повысить производительность вашей компании. С помощью упаковочного оборудования вы можете автоматизировать свою упаковочную линию и перенаправить свой персонал туда, где он нужен больше всего.
Автоматизация производства позволяет компаниям повысить эффективность без ущерба для качества или мастерства. Роботизированная автоматизация упаковки, в частности, точно имитирует движения человека для повышения производительности процесса. Обработка и размещение предметов, упаковка ящиков и укладка на поддоны становятся более эффективными при использовании роботизированных решений.
Компания TPC Packaging Solutions уже более 50 лет является поставщиком упаковочных и транспортировочных продуктов. Наш опыт и знания говорят нам, что не всегда существует универсальное решение для автоматизации упаковочной линии. Вот почему мы предлагаем множество вариантов упаковочного оборудования, чтобы гарантировать, что ваше предприятие получит оптимизированное решение.
Типы полуавтоматического и полностью автоматизированного упаковочного оборудования
TPC Packaging Solutions предлагает множество типов полуавтоматического и полностью автоматизированного упаковочного оборудования. Наши продукты могут быть адаптированы для удовлетворения потребностей каждого приложения и помогают повысить эффективность и безопасность на рабочем месте. Ниже приведены некоторые из наших наиболее популярных решений для автоматизации.
Термоусадочное оборудование
Термоусадочное оборудование выполняет процессы упаковки в термоусадочную пленку. Для выполнения этого процесса необходимы всего два компонента: термоусадочная пленка. Используя эти элементы, практически все можно упаковать так, чтобы оно было защищенным от атмосферных воздействий, водонепроницаемым и/или защищенным от несанкционированного доступа. Термоусадочное оборудование делает это быстро и надежно, даже на больших продуктах или изделиях неправильной формы.
TPC предлагает широкий выбор термоусадочных пленок, в том числе:
- Антистатические пленки для электроники
- Термоусадочная трубка
- ПВХ, полиэтилен и полиолефин
- Термоусадочные ленты
- Печатные термоусадочные этикетки
Идентификация продукта (маркировка, кодирование и маркировка)
Идентификация продукта — это использование этикеток, маркировок и штрих-кодов (включая двумерные и QR-коды) для облегчения отслеживания продукта и защиты торговой марки. Добавляя эти идентификаторы к изделиям, производители могут лучше отслеживать их движение в производственном процессе и к конечному пользователю. Это упрощает управление ресурсами в рамках запасов, отслеживание проблемы до источника и, при необходимости, отзыв продуктов у розничных продавцов и потребителей. Эти идентификаторы также могут предоставлять важную информацию о продукте розничным продавцам и потребителям и предотвращать фальсификацию или подделку продукта.
Компании могут использовать несколько различных методов идентификации продукции, в том числе:
- Маркировка и кодирование . Товарные знаки и коды могут быть напечатаны непосредственно на продуктах или вторичной упаковке продуктов. Этот отпечаток будет содержать информацию, требуемую в соответствии с законодательством (например, коды партий, штрих-коды, серийные номера, сроки годности и т. д.), информацию о конкретных продуктах (например, коды партий), информацию о торговой марке (например, логотипы и графические изображения) и/или логистическая информация (например, сведения о хранении или отгрузке).
 Прямая печать на первичной упаковке обычно требует использования CIJ (непрерывного струйного принтера) или лазерного маркировщика, и выбор зависит от факторов применения, таких как расположение маркировки, скорость производства, площадь производственной линии, меры безопасности и техническое обслуживание. Для прямой печати на вторичной упаковке (т. След линии и окружающая среда. Когда это возможно, многие пользователи предпочитают прямую печать этикеткам, поскольку при прямой печати экономия затрат и обслуживания весьма значительна.
Прямая печать на первичной упаковке обычно требует использования CIJ (непрерывного струйного принтера) или лазерного маркировщика, и выбор зависит от факторов применения, таких как расположение маркировки, скорость производства, площадь производственной линии, меры безопасности и техническое обслуживание. Для прямой печати на вторичной упаковке (т. След линии и окружающая среда. Когда это возможно, многие пользователи предпочитают прямую печать этикеткам, поскольку при прямой печати экономия затрат и обслуживания весьма значительна.
- Маркировка . В приложениях, требующих этикетки вместо прямой маркировки, этикетки продуктов могут быть нанесены либо из предварительно напечатанного материала, либо созданы в режиме реального времени и распечатаны по мере необходимости. Этикетки могут быть изготовлены из различных материалов, включая бумагу, полиэстер и фольгу. Они также считаются либо «термическими», либо «термотрансферными» (требующими ленты), при этом их выбор основан на прикладных потребностях и/или требованиях заказчика. Аппликаторы этикеток играют важную роль в маркировке как первичной, так и вторичной упаковки, а также дополняют автоматизацию третичной маркировки (поддонов/контейнеров), где они предоставляют важную информацию о содержимом, хранении и деталях доставки. TPC предлагает широкий выбор продуктов и оборудования. для операций первичной и вторичной маркировки, кодирования и маркировки, в том числе:
- Принтеры штрихового кода и графики с высоким разрешением
- Принтеры для печати на панельных коробках
- Аппликаторы для печати и нанесения этикеток
- Аппликаторы этикеток для смежных панелей и углов
- Полуавтоматические/автоматические этикетировочные машины для бутылок
- Лазерные кодировщики
- Принтеры горячего тиснения
- Программное обеспечение для создания этикеток Диспенсеры для этикеток
Сборщики ящиков и поддонов
Автоматические сборщики ящиков и поддонов берут заготовки ящиков и собирают их в полностью собранные ящики с запечатанным дном. Они довольно просты по сравнению с другими типами упаковочного оборудования. Сборщики ящиков и лотков могут снизить трудозатраты и освободить людей от выполнения этой часто повторяющейся и утомительной задачи. Высокоскоростные сборщики быстро доставляют готовые коробки, экономя время и деньги. Конструкторы ящиков и лотков доступны в различных скоростях и легко регулируются.
Заклейщики коробок
Заклейщики коробок загибают и запечатывают верхнюю часть упакованных картонных коробок. Они обеспечивают более высокую скорость линии, что приводит к значительной экономии средств. Запайщики корпусов обеспечивают надежность и эффективность до конца производственных процессов после завершения процесса упаковки. Существует несколько разновидностей запайщиков коробок, в том числе полуавтоматические и полностью автоматические, а также регулируемые модели.
Компания TPC предлагает решения для автоматической герметизации даже самых уникальных коробок, в том числе:
- Н-образные уплотнения
- Г-образные зажимы
- С-образные зажимы
- Высокие, короткие, узкие и большие ящики
Упаковщики в коробки
Упаковщики в коробки наполняют коробки готовой продукцией, автоматически загружая ее в коробки. Это оборудование может значительно повысить производительность, поскольку оно работает быстро и эффективно. Существует несколько типов оборудования для упаковки в ящики, в том числе:
- Обертывание
- Роботизированные упаковщики коробок
- Вертикальные упаковщики в гильзы
- Горизонтальные упаковщики в гильзы
Оборудование для обвязки
Нанесение ленты из термосвариваемого материала вокруг продукта или набора продуктов для создания пакета называется обвязкой. Автоматизированное обвязочное или обвязочное оборудование улучшает внешний вид продукции и позволяет добавлять на упаковку рекламный или информативный текст. Обвязочное оборудование также может быть использовано для запечатывания продуктов.
Использование автоматизированных решений для обвязки или обвязки дает несколько уникальных преимуществ. Например, обвязка позволяет обрабатывать разные продукты в смешанных производственных циклах и включает в себя уплотнительные элементы, которые не соприкасаются с самим продуктом. Обвязочное оборудование простое в эксплуатации и требует минимального обслуживания. Обвязочное оборудование бывает нескольких видов, в том числе:
- Полуавтоматические настольные обвязочные станки
- Автоматические аркооблицовочные станки
- Боковые уплотнительные ленты
- Бандажное оборудование из нержавеющей стали для пищевой промышленности
- Переносные обвязочные инструменты
Укладчики на поддоны
Укладчик на поддоны — это автомат, который сортирует, перемещает и укладывает ящики с товарами на поддон. Автоматические укладчики на поддоны идеально подходят для крупногабаритных перевозок и обеспечивают превосходную стабильность груза, точность и скорость работы. Существует четыре типа паллетайзеров:
- Роботизированный
- Рядный
- Высокий уровень
- Низкий уровень
Машины для обертывания в стрейч-пленку
В упаковочных средах с высокой производительностью машины для обертывания в стрейч-пленку обеспечивают необходимую эффективность, в то же время позволяя людям брать на себя более важные задачи. Эти машины также позволяют компаниям сократить расходы за счет уменьшения толщины стретч-пленки. Машины для упаковки в стрейч-пленку последовательно оборачивают каждый поддон, и можно использовать более тонкую пленку без ущерба для стабильности груза.
Существует несколько типов машин для обертывания стретч-пленкой, в том числе:
- Полуавтоматические
- Полностью автоматический
- Поворотные столы
- Обмотчик с поворотным рукавом
- Горизонтальные обертки
- Переносные обертки
- Модели с высоким и низким профилем
Выберите упаковочное оборудование от TPC Packaging Solutions
TPC Packaging Solutions предлагает широкий выбор упаковочного оборудования, включая многочисленные дополнительные модели помимо упомянутых здесь. Некоторое другое оборудование, которое мы производим, включает:
- Промышленные поворотные столы
- Ленточные машины с L-образными зажимами
- Картонажные машины
- Конвейеры
- Системы доставки бумаги, воздушных подушек или пузырьков по запросу
- Весы
- Упаковщики в рулоны и с калиткой
- Погрузочно-разгрузочное оборудование
Компания TPC производит оборудование по индивидуальному заказу для различных отраслей промышленности. Например, в пищевой промышленности и производстве напитков, а также в медицинской промышленности требуется упаковка с регулируемой температурой. TPC имеет большой опыт в соблюдении этих строгих требований. Мы также являемся надежным источником для создания и внедрения индивидуальных решений на следующих рынках:
- Комплектация и упаковка для электронной коммерции
- Рынок послепродажного обслуживания автомобилей
- Производство и сборка
- Строительство и строительство
- Техническое обслуживание, ремонт и эксплуатация (ТОиР)
Свяжитесь с нами сегодня, чтобы найти индивидуальное решение для упаковки вашей продукции. Наши специалисты помогут вам разработать индивидуальное решение для автоматизации, которое решит уникальные задачи, с которыми сталкивается ваша рабочая среда.
Предлагаем качественную продукцию из:
Заинтересованы в автоматизации вашей упаковочной линии? Свяжитесь с нами по телефону 800. 543.4930 , и один из наших представителей TPC будет рад помочь. Мы можем запланировать посещение, чтобы лучше понять ваш процесс упаковки.
В TPC мы стремимся найти для вашей компании самое лучшее упаковочное оборудование. Свяжитесь с нами сегодня!
Галерея упаковочного оборудования
Нажмите на изображение ниже, чтобы увеличить его.
Системы обработки сыпучих материалов | National Bulk Equipment
Для просмотра этого видео включите JavaScript и рассмотрите возможность обновления веб-браузера до
поддерживает HTML5 видео
Оборудование, системы и проекты для обработки и упаковки National Bulk Equipment
создаются в соответствии с конкретными требованиями.
каждого приложения. Это гарантирует, что NBE обеспечивает всестороннее улучшение процесса; вверх и вниз по течению, в масштабах всего предприятия,
и в цепочку поставок.
ПОСМОТРЕТЬ ОБЪЯВЛЕНИЯ О ВАКАНСИИ NBE
The Fullstream Advantage
Обширный портфель оборудования NBE и проектных возможностей применяется во всем диапазоне операций обработки. Повышение производительности
цели проектов по восходящей, средней и нисходящей ветвям за счет использования метода реализации проекта NBE, разработанного для приложений (ETA).
Upstream
Upstream
Upstream
Разгрузка и хранение сырья
Извлечение материала из мешков для сыпучих материалов, контейнеров для сыпучих материалов, бочек, контейнеров для сыпучих материалов или неоптовых упаковок; предоставление объемного хранения
для материалов, полученных с железнодорожной или автомобильной доставкой. Реализация проекта NBE инженер-приложение (ETA) приносит
эффективность производительности и совокупная стоимость владения для вышестоящего оборудования и систем.
См. Категории производительности ETA
Переработка и переработка
Переработка и переработка
Переработка и переработка
Транспортировка и переработка сырья
Транспортировка материала между системами обработки или упаковки, перемещение материала при обработке сыпучих материалов
оборудование; преобразование сыпучего материала для последующих процессов. Реализация проекта NBE инженер-приложение (ETA)
обеспечивает эффективность производительности и преимущества общей стоимости владения для оборудования и систем среднего уровня.
См. Категории производительности ETA
Переработка и переработка
Переработка и переработка
Переработка и переработка
Упаковка и утилизация готовой продукции
Упаковка готовой сыпучих продуктов в мешки для сыпучих материалов, гейлорд-контейнеры или контейнеры для сыпучих материалов; восстановление и рекультивация
непродаваемый упакованный продукт для повторного использования или переработки. Реализация проекта NBE инженер-приложение (ETA) приносит
эффективность производительности и совокупная стоимость владения для последующего оборудования и систем.
См. Категории производительности ETA
Реализация проекта от инженера к приложению
Улучшение опыта реализации проектов по оборудованию для владельцев проектов, специалистов по проектированию и проектированию
Выйдите за рамки ограничений производителей машин, работающих на заказ и инженеров на заказ. Избегайте соглашаться на
ввода приложений, которые не соответствуют требованиям, а ресурсы проекта слишком ограничены, чтобы идти в ногу со временем. NBE от инженера к приложению
(ETA) при реализации проекта используется портфолио оборудования и систем NBE, а также опыт NBE в области полнопоточных приложений.
чтобы гарантировать, что каждый проект достигает оптимальной производительности от предварительного RFQ до оборота.
Как ETA обеспечивает ясность и эффективность реализации проекта
Совместное выполнение проекта
Он начинается еще до того, как NBE примет проект. ТЭО, оценка на месте, PFD, 3D
моделирование. Именно такой тип активного, ориентированного на проект сотрудничества продолжается на протяжении всего
проект. Конструктивное, информированное и отзывчивое управление проектами NBE гарантирует владельцам проектов,
AEC и EPC наблюдают за эффективностью проекта спустя долгое время после установки, запуска и сдачи.
Реальный опыт и знания
Получите доступ к экспертным знаниям и ресурсам, ориентированным на приложения, по вопросам соблюдения нормативных требований, оценки рисков и
смягчение последствий, эффективность оборудования и многое другое. Каждая область практики NBE, от приложений, механических и
техника автоматизации; для управления проектами, изготовления и сборки, а также обслуживания клиентов является важным
участник базы знаний NBE по обработке и упаковке приложений и идей.
Возможности и производительность Fullstream
Надлежащее выполнение поставки проекта ETA требует больших усилий. ETA требует, чтобы наш кампус и его объекты были специально построены
способствовать разработке проектов, разрабатывать и проверять эти проекты, а также встраивать эти проекты в усовершенствования проекта. Расчетное время прибытия
требует, чтобы наш опыт работы с проектами охватывал весь спектр применения и интеграции оборудования. Выполнение NBE ETA
удаляет четность и повышает производительность процесса.
Выполнение проекта от инженера к приложению осуществляется NBE посредством открытой и целенаправленной реализации
Категории производительности ETA. Владельцы проектов, AEC и EPC уверены во взаимно определенных ожиданиях и
ощутимая производительность, присущая реализации проекта ETA компанией NBE.
ПОСМОТРИТЕ, КАК ETA МОЖЕТ ПОМОЧЬ
Практики отрасли делятся своим мнением о реализации проекта «от инженера к приложению»
Реализация проекта от инженера к приложению (ETA) компанией National Bulk Equipment позволяет владельцам проектов, AEC и EPC
выйти за рамки ограничений, связанных с производством оборудования на заказ или проектированием на заказ. Сдача проекта ETA
привносит в производство технологического и упаковочного оборудования согласование методов выполнения проекта и уже имеющихся идей
признаны и практикуются владельцами проектов, AEC и EPC.
Проекты по переработке и упаковке
Разгрузка
Разгрузка
Проекты по разгрузке сыпучих материалов NBE обеспечивают точную подачу материала; обеспечение надежного нисходящего снабжения перерабатывающих предприятий.
Щелкните здесь, чтобы открыть дополнительную информацию во всплывающем окне
Магазин
Магазин
Проекты NBE по хранению сыпучих материалов позволяют выполнять операции по обработке, чтобы использовать закупку, поставку и запасы сыпучих материалов.
Щелкните здесь, чтобы открыть дополнительную информацию во всплывающем окне
Транспортировка
Транспортировка
Специализированные проекты NBE по транспортировке сыпучих материалов обеспечивают безопасное, эффективное и точное перемещение материалов между технологическими функциями и внутри них.
Щелкните здесь, чтобы открыть дополнительную информацию во всплывающем окне.
Заполнение
Заполнение
Проекты NBE по заполнению сыпучими материалами для конкретных приложений обеспечивают высокую производительность при непрерывном или периодическом заполнении.
Щелкните здесь, чтобы открыть дополнительную информацию во всплывающем окне
Mix
Mix
В проектах NBE по смешиванию сыпучих материалов создаются однородные смеси сухих материалов для подачи на полномасштабные или пилотные технологические линии.
Щелкните здесь, чтобы открыть дополнительную информацию во всплывающем окне. автоматизация извлечения сухого или жидкого содержимого из упаковки.
Щелкните здесь, чтобы открыть дополнительную информацию во всплывающем окне
Подача
Подача
Проекты NBE по подаче материалов для конкретных процессов обеспечивают оптимальную доступность последующих процессов, защищая продукт, персонал и выход.
Щелкните здесь, чтобы открыть дополнительную информацию во всплывающем окне. увидеть, что оптимальная производительность восходящего потока обеспечивает надежную воспроизводимую пропускную способность нисходящего потока.
Просмотр проектов обработки в действии
Разгрузчики контейнеров для массовых грузов
Просмотр Проекты NBE по разгрузке контейнеров для массовых грузов обеспечивают контролируемую подачу в последующие процессы; легко управлять временем цикла и проблемами с высотой подъема.
Посмотреть проекты по переработке в действии
Разгрузчики барабанов
Посмотрите, как проекты NBE по разгрузке барабанов привносят в приложения среднего объема полнофункциональные функции, такие как полное вращение, сбор пыли и автоматизация.
Просмотр проектов обработки в действии
Станции разрыва мешков
Обратите внимание на станции разрыва мешков NBE в комплексных проектных приложениях, обеспечивающие безопасную и точную ручную подачу второстепенных ингредиентов в мелкосерийное серийное производство.
View Processing Projects In Action
Бункеры и бункеры
См. Проекты бункеров и бункеров NBE, которые интегрируются с операциями по переработке сухих сыпучих материалов для обеспечения надежной, встроенной подачи материалов для конкретного применения.
Просмотр проектов обработки в действии
Конвейеры для продуктов и материалов
Наблюдайте за проектами NBE по конвейерам для сыпучих материалов, которые доставляют материал из автономного хранилища на встроенные операции и между этапами процесса; независимо от типа материала.
View Processing Projects In Action
Конвейеры для обработки поддонов
См. проекты механических конвейеров NBE, обеспечивающие безопасное и эффективное перемещение сухих сыпучих материалов во время операций обработки; независимо от вертикального или горизонтального течения.
Просмотр проектов обработки в действии
Наполнители мешков для сыпучих материалов
Посмотреть Проекты NBE по наполнению мешков для сыпучих материалов повышают производительность при одновременном снижении отходов материала, оптимизации безопасности оператора и упрощении интеграции.
View Processing Projects In Action
Заполнение контейнеров для сыпучих материалов
Посмотрите, как проекты NBE по наполнению контейнеров для сыпучих материалов обеспечивают сертифицированное точное заполнение контейнеров различных типов в процессах, требующих строгой целостности материалов.
Просмотр проектов обработки в действии
Наполнители бочек
См. Проекты NBE по наполнению бочек, обеспечивающие увеличение выхода продукции, сокращение переделок и повышение безопасности; встроенная автоматизация используется для обеспечения оптимальной точности заполнения.
Посмотреть проекты по переработке в действии
Джамбо-смесители
См. Проекты смешивания с вертикальным шнеком NBE, обеспечивающие непрерывное смешивание в больших объемах; однородные смеси, подаваемые вниз по течению, без повреждения продукта.
View Processing Projects In Action
Регенерация в одной упаковке: сухой продукт
См. проекты NBE по восстановлению сухих продуктов: утилизация непригодных для продажи продуктов и их упаковки; значительно сократить материальные потери, отходы упаковки и доработку в автономном режиме.
View Processing Projects In Action
Высокопроизводительная регенерация
Наблюдайте за проектами NBE по высокопроизводительной регенерации продукции в непрерывном режиме, извлечении некондиционного производственного материала, устранении материальных потерь и увеличении выхода.
Просмотр проектов обработки в действии
Индивидуальная утилизация: жидкий продукт
Watch Проекты NBE по переработке влажных продуктов обеспечивают контролируемое и тщательное отделение некондиционных, неправильно маркированных или иным образом непригодных для продажи продуктов из упаковки.
