

Содержание
Основы физики и техники ультразвука
- Главная
- Полезная информация: Библиотека
- Основы физики и техники ультразвука
Описание
Издательство «Высшая школа», 1987 г., 352 стр.
В пособии дано систематизированное изложение научных основ ультразвуковой обработки материалов и особенностей технологии её применения в различных областях современной техники. В двух разделах пособия изложены физические принципы распространения ультразвука и результаты теоретических и экспериментальных исследований ультразвуковой технологии применительно к конкретным процессам производства. Обобщён опыт промышленного использования ультразвука.
Раздел 1. Физические принципы распространения ультразвука
Глава 1. Свободные колебания и волны
1.1. Параметры колебательного движения
1.2. Колебания систем с несколькими степенями свободы
1.3. Колебания систем с бесконечным числом степеней свободы. Волновое движение
1. 4. Энергия упругих колебаний
4. Энергия упругих колебаний
Глава 2. Свободные колебания тел ограниченной формы
2.1. Поверхностные волны
2.2. Продольные и крутильные колебания стержней
2.3. Изгибные колебания стержней
2.4. Свободные колебания пластин
Глава 3. Затухающие и вынужденные колебания
3.1. Колебания при наличии трения
3.2. Затухающие колебания и волны в сплошных средах
3.3. Коэффициент поглощения волны
3.4. Вынужденньхе колебания
3.5. Вынужденньте колебания тел ограниченной формы
Глава 4. Образование ударных волн
4.1. Изменение формы волны
4.2. Спектральный состав волн конечной амплитуды
4.3. Нелинейное поглощение волн конечной амплитуды
4.4. Поглощение волн конечной амплитуды в релаксирующих средах
Глава 5. Радиационное давление
5.1. Среднее по времени давление в звуковом поле
5.2. Ланжевеновское давление звука
5.3. Рэлеевское давление звука
5.4. Движение частиц в среде под действием радиационного давления
Глава 6. Акустические течения
Акустические течения
6.1. Общие положения теории акустических течений
6.2. Крупномасштабные эккартовские течения
6.3. Рэлеевское течение в стоячей воде
6.4. Шлихтинговское течение в пограничном слое
Глава 7. Кавитация
7.1. Кавитационная прочность жидкости
7.2. Динамика кавитационной полости
7.3. Кавитационная область
7.4. Давление в кавитационной области
7.5. Звукокапиллярньхй эффект
Раздел II. Техника и технология жидкофазной ультразвуковой обработки
Глава 8. Источники ультразвуковых колебаний
8.1. Элементы теории четырёхполюсника
8.2. Магнитострикционные преобразователи
8.3. Пьезоэлектрические преобразователи
8.4. Электрические генераторы для питания преобразователей
8.5. Гидродинамическне и аэродинамические источники ультразвука
Глава 9. Применение ультразвукового воздействия в процессах обогащения полезных ископаемых
9.1. Акустическое эмульгирование флотореагентов
9.2. Ультразвуковая обработка пульпы перед обогащением
9. 3. Акустическое диспергирование поверхностных плёнок и реагентных покрытий на минеральных частицах. Дезинтеграция минералов
3. Акустическое диспергирование поверхностных плёнок и реагентных покрытий на минеральных частицах. Дезинтеграция минералов
9.4. Управление процессом ультразвуковой дезинтеграции с помощью совместного действия звуковых полей разного частотного диапазона
9.5. Акустическая интенсификации процессов пеногашения, классификациии обезвоживания продуктов обогащения
Глава 10. Интенсификация гидрометаллургических процессов в ультразвуковом поле
10.1. Воздействие ультразвука на процесс выщелачивания
10.2. Акустическая интенсификация электрогидрометаллургических процессов
10.3. Цементация из водных растворов в ультразвуковом поле
10.4. Воздействие ультразвука на сорбционные процессы
10.5. Интенснфикация экстракционных процессов с помощью ультразвука
Глава 11. Основы ультразвуковой обработки жидкого металла
11.1. Особенности распространения мощного ультразвука в расплавах металлов и сплавов
11.2. Техника введения ультразвука в жидкий металл
11. 3. Механизм рафинирования расплава от неметаллических газовых и твёрдых включений в поле мощного ультразвука
3. Механизм рафинирования расплава от неметаллических газовых и твёрдых включений в поле мощного ультразвука
11.4. Рафинирование расплава в стационарном объёме
11.5. Рафинирование расплава в потоке при непрерывном литье слитков
11.6. Ультразвуковое распыление металлов и сплавов
11.7. Металлизация и пайка в ультразвуковом поле
Глава 12. Основы ультразвуковой обработки кристаллизующегося металла
12.1. Современное состояние теории динамической кристаллизации
12.2. Каталитическое действие акустической кавитации на процессы зарождения в ультразвуковом поле
12.3. Условия формирования литой субдендритной структуры
12.4. Непрерывное литьё цветных металлов и сплавов в ультразвуковом поле
12.5. Вакуумный дуговой переплав чёрных металлов и сплавов в ультразвуковом поле
12.6. Фасонное литьё цветных металлов и сплавов в ультразвуковом поле
12.7. Наплавка с применением ультразвука
12.8. Получение композиционных материалов с применением ультразвуковой кавитации
Глава 13. Ультразвуковое диспергирование и гидроабразивная обработка
Ультразвуковое диспергирование и гидроабразивная обработка
13.1. Закономерности ультразвукового диспергировання
13.2. Разработка метода повышения эффективности ультразвукового диспергирования
13.3. Разработка оптимальных режимов ультразвукового диспергирования
13.4. Ультразвуковая аппаратура, работающая под избыточным статическим давлением
13.5. Экспериментальные исследования ультразвукового диспергирования
13.6. Гидроабразивная обработка поверхности металлических материалов
Глава 14. Ультразвуковая очистка
14.1. Закономерности ультразвуковой очистки
14.2. Методы ультразвуковой очистки
14.3. Технологические установки для ультразвуковой очистки
14.4. Промышленное применение ультразвуковой очистки
14.5. Ультразвуковое травление
Глава 15. Применение ультразвука при получении металлов и полупроводников повышенной чистоты
15.1. Зонная (кристаллизационная) очистка металлов
15.2. Дистилляция в поле ультразвука
15.3. Процессы выращивания кристаллов в поле ультразвука
15.![]() 4. Ультразвуковая обработка поверхности полупроводниковых материалов
4. Ультразвуковая обработка поверхности полупроводниковых материалов
Без колебания о колебаниях. Использование ультразвука в процессе отмывки, статьи по электронике
Успех выполнения процесса отмывки в электронике зависит от огромного количества составляющих. И немалый вклад в положительный результат вносит оборудование. Причиной этого является наличие в оборудовании агитации — воздействия, которое ускоряет и увеличивает эффективность операции отмывки. Основным видом агитации при отмывке погружением считается ультразвук. Очень часто в своей практике я вижу принципиально разные отношения к ультразвуку: одни специалисты считают, что ультразвук моет все и это самый лучший вид агитации, другие уверены, что ультразвук портит все и использовать его категорически нельзя. Но, как обычно, истина где-то посередине, и тому, где именно ее искать, и посвящена эта статья.
Ну и начнем мы с обсуждения того, что же такое ультразвук.
Ультразвук — звуковые волны, имеющие частоту выше воспринимаемых человеческим ухом, обычно, под ультразвуком понимают частоты выше 20 кГц [1]. По физической природе ультразвук представляет собой упругие волны, и в этом он не отличается от звука, поэтому частотная граница между звуковыми и УЗ-волнами условна [2].
По физической природе ультразвук представляет собой упругие волны, и в этом он не отличается от звука, поэтому частотная граница между звуковыми и УЗ-волнами условна [2].
Главное, что нам надо понять, что ультразвуковые колебания перемещаются в виде волны и, по сути, к ним применимы все те законы, что мы с Вами учили в курсе оптики. Но в отличие от световых волн ультразвук распространяется в упругой среде (это в первую очередь жидкости и твердые тела) в вакууме ультразвук не распространяется (так как по сути передача ультразвука -это смещение частиц вещества под действием УЗ излучения и так как в вакууме вещества нет, а в газах его очень мало, то условно считаем, что там ультразвук не распространяется). Колебания, вызываемые источником ультразвука, вызывают смещение среды в направлении перпендикулярном движению волны (рис.1).
Рис.1 Смещение среды в следствие колебаний, вызываемых источником ультразвука
Если наполнить ультразвуковую ванночку чистой водой и включить ультразвук мы можем визуально увидеть круги, расходящиеся по воде (рис. 2).
2).
Рис. 2 Воздействие ультразвука на воду
В однородной среде ультразвук распространяется прямолинейно и равномерно; на границе двух сред он будет отражаться, преломляться и рассеиваться; а также будет затухать на определенной длине от источника и поглощаться средой, превращаясь в тепло. Также, колебания ультразвука могут вызывать резонанс, что является причиной повреждения кварцевых генераторов, частота которых близка к частоте колебаний ультразвука (а именно часовых кварцев с частотой 32,768 кГц). Тут же сразу хочется оговорится, что частота используемого в целях отмывки ультразвука лежит в области 25-45 кГц и никак не может вступать в резонанс с мегагерцовыми колебаниями, а все остальные резонаторы, за исключением часовых кварцев, работают именно в Мегагерцовом диапазоне). Т.е. те резонаторы, чья частота далека от 25-45 кГц никак не повреждаются ультразвуком, если конечно их корпус выдерживает отмывку (рис. 3).
Рис. 3 Воздействие ультразвука на резонаторы. Мегагерцевый резонатор не повреждается ультразвуком (а), часовые кварцы могут повреждаться при использовании частоты ультразвука 35 кГц, но не будут повреждаться при 40 или 25 кГц (б)
Мегагерцевый резонатор не повреждается ультразвуком (а), часовые кварцы могут повреждаться при использовании частоты ультразвука 35 кГц, но не будут повреждаться при 40 или 25 кГц (б)
Встретив препятствие, ультразвук либо обогнет его (если размеры препятствия существенно меньше длины волны) либо отразится от препятствия (если размеры сопоставимы или больше длины волны). Для частоты 35 кГц длина волны УЗ волн в воде будет порядка 4.2 см (вычислено по формуле λ=с/f, при помощи данных о скорости УЗ в воде – 1480 м/с, взятых из [3]). Таким образом, от крупных компонентов, лежащих на дне ванне изделий и т.п. ультразвук будет отражаться, а вот мелкие загрязнения в растворе, и мелкие компоненты для волны препятствием являться не будут, т.е. очистка будет происходить и под ними. Также из вышенаписанного следует, что для обеспечения прохождения волны, изделия в ультразвуковую ванну следует помещать вертикально, причем категорически нельзя использовать корзины, дно которых закрыто, толщина сетки которых больше 5мм, а также нельзя класть платы параллельно излучателю (все это относится к большинству оборудования, у которого излучатели располагаются на дне ванны либо сам корпус является резонатором). Возможно, если класть изделия навалом на дно, то их помещается больше, возможно высота ванночки меньше высоты платы, но все это не отменяет того, что Вы таким образом вместо отмывки просто портите свою ванну (рис. 4).
Возможно, если класть изделия навалом на дно, то их помещается больше, возможно высота ванночки меньше высоты платы, но все это не отменяет того, что Вы таким образом вместо отмывки просто портите свою ванну (рис. 4).
Рис. 4 Помещение изделий в ультразвуковую ванну
Также, продолжая разговор о корзинах, надо добавить, что правильная корзина никогда не стоит на дне ванны, она стоит на ножках на высоте 15-30 мм над дном, причем так, чтобы ножки не попадали на излучатели. Нахождение посторонних предметов на излучателях вызывает избыточный шум, неправильную работу и в конечном итоге порчу излучателей.
Так что же происходит в УЗ ванне? Очень часто написано много общих слов и терминов, из которых очень трудно понять суть. Если говорить простыми словами то под действием ультразвука частички жидкости двигаются вправо-влево, образуя разрывы, в которых пустота (вакуум), а также пары жидкости и области, где этот разрыв схлопывается с достаточно большой силой. Т.е. по ходу движения волны в первой фазе – фазе разрыва жидкость расходится, а во второй фазе при схлопывании возникает локальное повышение давления и температуры. Такое явление называется кавитация. Кавитационные пузырьки возникают преимущественно в граничных поверхностях между жидкостью и очищаемыми изделиями, так как дефекты поверхности и загрязнения в растворе способтсвуют разрыву жидкости. И собственно то механическое очищающее действие, которое оказывает ультразвук, осуществляется по большей части за счет этого явления, которое является механическим воздействием на очищаемое изделие. Надо понимать, что такое явление выражено тем сильнее, чем меньше частота (количество колебаний в единицу времени), так как размер пузырька с уменьшением длины волны и увеличением частоты будет сильно падать (он примерно равен 1/6πλ3 и значит, при уменьшении длины волны в 2 раза уменьшится в 8 раз).
по ходу движения волны в первой фазе – фазе разрыва жидкость расходится, а во второй фазе при схлопывании возникает локальное повышение давления и температуры. Такое явление называется кавитация. Кавитационные пузырьки возникают преимущественно в граничных поверхностях между жидкостью и очищаемыми изделиями, так как дефекты поверхности и загрязнения в растворе способтсвуют разрыву жидкости. И собственно то механическое очищающее действие, которое оказывает ультразвук, осуществляется по большей части за счет этого явления, которое является механическим воздействием на очищаемое изделие. Надо понимать, что такое явление выражено тем сильнее, чем меньше частота (количество колебаний в единицу времени), так как размер пузырька с уменьшением длины волны и увеличением частоты будет сильно падать (он примерно равен 1/6πλ3 и значит, при уменьшении длины волны в 2 раза уменьшится в 8 раз).
Рис. 5 Фазы разрыва и схлопывания жидкости
Описанное выше явление кавитации происходит только при определенной мощности, которая зависит от частоты ультразвука и применяемой жидкости. Для воды в низкочастотном диапазоне при атмосферном давлении – это 300-1000 Вт/л [4]. Сравнивая эти цифры, с цифрами из таблицы 1, можно сделать вывод, что при отмывке электроники кавитации не происходит. А что же еще нам дает эффективную отмывку? Как было отмечено выше – скорость ультразвука в воде 1480 м/с (1,5 км в секунду!!!) и если на пути его встречается препятствие, то при его огибании возникают акустические течения. Природа акустических течений объясняется законом сохранения импульса. Звуковая волна, проходящая через среду, несёт в себе импульс, который постепенно передаётся частицам среды, вызывая их упорядоченное движение [5]. Такие течения способны «отколотить» препятствие, если оно плохо держится на поверхности и ускорить процесс растворения растворимых загрязнений на поверхности. Также свой вклад вносит звуковое давление, создающее периодические импульсы на границе отмывочной среды и препятствия.
Для воды в низкочастотном диапазоне при атмосферном давлении – это 300-1000 Вт/л [4]. Сравнивая эти цифры, с цифрами из таблицы 1, можно сделать вывод, что при отмывке электроники кавитации не происходит. А что же еще нам дает эффективную отмывку? Как было отмечено выше – скорость ультразвука в воде 1480 м/с (1,5 км в секунду!!!) и если на пути его встречается препятствие, то при его огибании возникают акустические течения. Природа акустических течений объясняется законом сохранения импульса. Звуковая волна, проходящая через среду, несёт в себе импульс, который постепенно передаётся частицам среды, вызывая их упорядоченное движение [5]. Такие течения способны «отколотить» препятствие, если оно плохо держится на поверхности и ускорить процесс растворения растворимых загрязнений на поверхности. Также свой вклад вносит звуковое давление, создающее периодические импульсы на границе отмывочной среды и препятствия.
Таблица. Зависимость удельной мощности от объема ванны [6]
Рекомендуемые для очистки электроники частоты лежат в диапазоне 30-45 кГц (больше не эффективно, меньше слишком разрушительно). Стоит также отметить, что не желательно включать ультразвук совместно с барботажем, потому что иначе у нас вместо областей вакуума, будут области с воздухом, на сжатие которого будет тратится наша механическая энергия. Никакой нормальной очистки при этом происходить не будет, а вот перегрев жидкости Вам гарантирован.
Стоит также отметить, что не желательно включать ультразвук совместно с барботажем, потому что иначе у нас вместо областей вакуума, будут области с воздухом, на сжатие которого будет тратится наша механическая энергия. Никакой нормальной очистки при этом происходить не будет, а вот перегрев жидкости Вам гарантирован.
Очень часто в рекламе оборудования мы можем увидеть, что воздух в жидкости мешает работать ультразвуку, поэтому покупайте у нас оборудование с функции дегазации. Гнаться за кнопкой «degas» не надо, дегазация выполнится сама собой, если мы просто включим ванночку с ультразвуком минут на 10-20 до начала работы.
Хочется пояснить, еще вот какую вещь, в стандарте IPC-СН-65 [7] написано, что наибольшая эффективность ультразвука достигается в водных растворах и при температурах от 40 до 75 градусов. Но объяснения почему именно так, нет, хотя, на мой взгляд, это объяснение примитивно просто. Если вновь мы обратимся к рис 5 и вспомним, что ультразвук вызывает колебания жидкости и в результате этих колебаний происходит образование и схлопывание полостей, то нам станет понятно, что наиболее легко раздвигаться и схлопываться будут наиболее плотные и наименее вязкие жидкости. А если обратится к справочникам, то можно увидеть, что наиболее плотной и наименее вязкой средой является вода и водные растворы. Для того, чтобы понять почему рекомендуют использовать ультразвук при температурах выше 45 мы посмотрим на рис 6. Как мы видим, после температуры 40 градусов, вязкость всех показанных на рисунке веществ падает и становится меньше 1.5 мПа/с, т.е. все растворители при такой температуре становятся маловязкими, а плотность их все еще достаточно велика. (например для воды плотность при 20°С – 999,2 кг/м3, а при 50°С – 988 кг/м3).
А если обратится к справочникам, то можно увидеть, что наиболее плотной и наименее вязкой средой является вода и водные растворы. Для того, чтобы понять почему рекомендуют использовать ультразвук при температурах выше 45 мы посмотрим на рис 6. Как мы видим, после температуры 40 градусов, вязкость всех показанных на рисунке веществ падает и становится меньше 1.5 мПа/с, т.е. все растворители при такой температуре становятся маловязкими, а плотность их все еще достаточно велика. (например для воды плотность при 20°С – 999,2 кг/м3, а при 50°С – 988 кг/м3).
Рис.6 Зависимость вязкости веществ от температуры
Также немного надо остановиться на мощности ультразвуковой ванны. Можно обратить внимание, что для разных объемов и разных генераторов мы видим разные цифры удельной мощности (таблица 1), причем видно, что тем больше объем ванны, тем меньше значение мощности в Вт/л, рекомендуемой для отмывки. Это связано с тем, что не вся энергия уходит на создание колебаний в жидкости, и чем больше ванна тем выше КПД передачи мощности в жидкость.
После того, как небольшой экскурс в физику явления мы сделали, надо бы ответить на вопрос, а что же мы реально можем повредить ультразвуком и как проверить повредим или нас просто пугают страшилками.
Можно сразу обозначить ряд элементов, которые могут повреждаться ультразвуком и лучше их не мыть с помощью ультразвука:
— реле за счет «залипания» контактов
— предохранители в стеклянном корпусе
— часовые кварцы, при использовании частоты 35 кГц
— «советские» микросхемы в металлическом корпусе
Что касается последних, то именно из-за них бытует мнение, что никакие микросхемы нельзя мыть в ультразвуке, но это совсем не соответствует действительности. Лет 40 назад «в те далекие времена, когда компьютеры были большими, а программы меленькими», микросхемы делались так: на подложку помещался кристалл, разваривали его золотыми проводками к «ногам» микросхемы и одевали металлический кожух. (рис. 7) Именно эти микросхемы боялись и продолжают бояться ультразвука, потому что вибрации ультразвука, передаваясь на корпус микросхемы повреждают эти самые тонкие золотые разварки, действуя на них, подобно пальцам гитариста на струны гитары.
Рис. 7 Разварка кристалла
Но с тех пор изменился не только размер компьютеров и программ для них, изменился и подход к корпусированию. Теперь большиснство схем, особенно импортного производства, заливается компаундом, делающим разварки неподвижными, а во многих микросхемах исчезли и разварки как таковые. Поэтому прежде чем начать бояться мыть микросхему в ультразвуке есть смысл внимательно посмотреть на нее и на ее даташит, в котором как правило есть раздел Cleaning – очень рекомендую читать этот раздел заранее, в нем бывает много неприятных неожиданностей, связанных отнюдь не только с ультразвуком. Если же у Вас остались сомнения, то в стандарте IPC-TM-650 тест 2.6.9.2. [6] описана следующая процедура проверки: налить в УЗ ванну, работающую на частоте примерно 40 кГц и с мощностью УЗ как в таблице 1 деионизованную воду (причина использования воды, как тестовой жидкости уже обсуждалась выше), нагреть до 60°С, включить ультразвук на примерно 15 минут для дегазации жидкости, после чего в корзину положить статистически достоверное количество каждого типа микросхем, устойчивость которых к ультразвуку мы хотим проверить (не забываем, что один и два статистически достоверным количеством не является) и включить ультразвук. Время воздействия ультразвука выбирается как предполагаемое время воздействия в процессе отмывки *10 (т.е. если мы полагаем что время отмывки будет 5 минут, мы помещаем микросхемы в ванну с УЗ на 50 минут.
Время воздействия ультразвука выбирается как предполагаемое время воздействия в процессе отмывки *10 (т.е. если мы полагаем что время отмывки будет 5 минут, мы помещаем микросхемы в ванну с УЗ на 50 минут.
По окончании теста вынимаем микросхемы, сушим, осмотриваем на предмет визуальных повреждений и проводим функциональный тест. По результатам этого теста и принимается решение о «мыть или не мыть».
Список использованной литературы
1. https://ru.wikipedia.org/wiki/Ультразвук
2. Физический энциклопедический словарь. — М.: Советская энциклопедия. Главный редактор А. М. Прохоров. 1983.
3. Балдев Радж, В.Раджендран, П.Паланичами. Применения ультразвука.-Москва.:Техносфера, 2006.
4. Медведев А.М. «Ультразвуковая очистка. Теория и практика»,«Схемотехника», № 9, 2001
5. https://ru.wikipedia.org/wiki/Акустические_течения
6. IPC-TM-650 Руководство по методам тестирования, тест на устойчивость компонентов к ультразвуку http://www. ipc.org/TM/2.6.9.2.pdf
ipc.org/TM/2.6.9.2.pdf
7. IPC-CH-65 Руководство по очистке печатных плат и сборок, 2011
Материалы предоставлены Группой компаний «Диполь»: www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство электроники Отмывка электронных модулей Ультразвуковая отмывка Ультразвуковая ванна Микроэлектроника Сборка и корпусирование компонентов Ультразвуковая отмывка Ультразвуковая ванна
Ультразвуковая очистка: фундаментальная теория и применение
Аннотация
Презентация, описывающая теорию ультразвука и то, как ультразвуковая технология применяется для прецизионной очистки. В этой презентации будут рассмотрены важность и применение ультразвука в прецизионной очистке, а также объяснения оборудования для ультразвуковой очистки и его применения. Параметры процесса ультразвуковой очистки будут обсуждаться вместе с процедурами правильной эксплуатации оборудования для ультразвуковой очистки для достижения максимальных результатов.
В этой презентации будут рассмотрены важность и применение ультразвука в прецизионной очистке, а также объяснения оборудования для ультразвуковой очистки и его применения. Параметры процесса ультразвуковой очистки будут обсуждаться вместе с процедурами правильной эксплуатации оборудования для ультразвуковой очистки для достижения максимальных результатов.
Введение
Технология очистки постоянно меняется. Обезжиривание парами с использованием хлорированных и фторированных растворителей, долгое время являвшееся стандартом для большей части промышленности, постепенно прекращается в интересах экологии нашей планеты. В то же время требования к очистке постоянно растут. Чистота стала важной проблемой во многих отраслях, где ее никогда не было в прошлом. В таких отраслях, как электроника, где чистота всегда была важна, она стала более важной для поддержки растущих технологий. Кажется, что каждый прогресс в технологии требует все большего и большего внимания к чистоте для его успеха. В результате индустрия уборки столкнулась с проблемой обеспечения необходимой чистоты и сделала это за счет быстрых инноваций за последние несколько лет. Многие из этих достижений связаны с использованием ультразвуковой технологии. Индустрия очистки в настоящее время борется за замену обезжиривания растворителями на альтернативные «экологически безопасные» средства очистки. Хотя доступны заменители химикатов на водной, полуводной и нефтяной основе, они часто несколько менее эффективны в качестве чистящих средств, чем растворители, и могут не работать должным образом в некоторых применениях, если для обеспечения требуемых уровней чистоты не добавляется механическая энергия. Ультразвуковая энергия в настоящее время широко используется в критически важных приложениях для очистки, чтобы ускорить и усилить очищающий эффект альтернативных химикатов. Эта статья предназначена для ознакомления читателя с базовой теорией ультразвука и с тем, как можно наиболее эффективно применять ультразвуковую энергию для улучшения различных процессов очистки.
В результате индустрия уборки столкнулась с проблемой обеспечения необходимой чистоты и сделала это за счет быстрых инноваций за последние несколько лет. Многие из этих достижений связаны с использованием ультразвуковой технологии. Индустрия очистки в настоящее время борется за замену обезжиривания растворителями на альтернативные «экологически безопасные» средства очистки. Хотя доступны заменители химикатов на водной, полуводной и нефтяной основе, они часто несколько менее эффективны в качестве чистящих средств, чем растворители, и могут не работать должным образом в некоторых применениях, если для обеспечения требуемых уровней чистоты не добавляется механическая энергия. Ультразвуковая энергия в настоящее время широко используется в критически важных приложениях для очистки, чтобы ускорить и усилить очищающий эффект альтернативных химикатов. Эта статья предназначена для ознакомления читателя с базовой теорией ультразвука и с тем, как можно наиболее эффективно применять ультразвуковую энергию для улучшения различных процессов очистки.
Что такое «ультразвук»?
Ультразвук — это наука о звуковых волнах за пределами слышимости человека. Частота звуковой волны определяет ее тон или высоту тона. Низкие частоты производят низкие или басовые тона. Высокие частоты производят высокие или высокие тона. Ультразвук – это звук настолько высокой высоты, что человеческое ухо его не слышит. Частоты выше 18 килогерц обычно считаются ультразвуковыми. Частоты, используемые для ультразвуковой очистки, варьируются от 20 000 циклов в секунду или килогерц (кГц) до более чем 100 000 кГц. Наиболее часто используемые частоты для промышленной очистки находятся в диапазоне от 20 кГц до 50 кГц. Частоты выше 50 кГц чаще используются в небольших настольных ультразвуковых очистителях, например, в ювелирных магазинах и стоматологических кабинетах.
Теория звуковых волн
Чтобы понять механику ультразвука, необходимо сначала иметь общее представление о звуковых волнах, о том, как они генерируются и как они проходят через проводящую среду. Словарь определяет звук как передачу вибрации через упругую среду, которая может быть твердой, жидкой или газообразной. Генерация звуковой волны. Звуковая волна возникает, когда в звукопроводящей среде генерируется одиночное или повторяющееся смещение, например, в результате «ударного» события или «вибрационного» движения. Смещение воздуха конусом радиодинамика — хороший пример «вибрационных» звуковых волн, генерируемых механическим движением. Когда диффузор динамика движется вперед и назад, воздух перед диффузором поочередно сжимается и разрежается, создавая звуковые волны, которые распространяются по воздуху, пока, наконец, не рассеются. Мы, вероятно, лучше всего знакомы со звуковыми волнами, генерируемыми переменным механическим движением. Существуют также звуковые волны, создаваемые одним «шоковым» событием. Примером может служить гром, возникающий при мгновенном изменении объема воздуха в результате электрического разряда (молнии). Другим примером шокового события может быть звук, возникающий при падении деревянной доски лицевой стороной на цементный пол.
Словарь определяет звук как передачу вибрации через упругую среду, которая может быть твердой, жидкой или газообразной. Генерация звуковой волны. Звуковая волна возникает, когда в звукопроводящей среде генерируется одиночное или повторяющееся смещение, например, в результате «ударного» события или «вибрационного» движения. Смещение воздуха конусом радиодинамика — хороший пример «вибрационных» звуковых волн, генерируемых механическим движением. Когда диффузор динамика движется вперед и назад, воздух перед диффузором поочередно сжимается и разрежается, создавая звуковые волны, которые распространяются по воздуху, пока, наконец, не рассеются. Мы, вероятно, лучше всего знакомы со звуковыми волнами, генерируемыми переменным механическим движением. Существуют также звуковые волны, создаваемые одним «шоковым» событием. Примером может служить гром, возникающий при мгновенном изменении объема воздуха в результате электрического разряда (молнии). Другим примером шокового события может быть звук, возникающий при падении деревянной доски лицевой стороной на цементный пол. Ударные события являются источниками единой волны сжатия, исходящей от источника.
Ударные события являются источниками единой волны сжатия, исходящей от источника.
Природа звуковых волн
На схеме выше используются витки пружины, похожей на игрушку Slinky, для представления отдельных молекул проводящей звук среды. На молекулы среды влияют соседние молекулы примерно так же, как витки пружины влияют друг на друга. Источник звука в модели находится слева. Сжатие, создаваемое источником звука при его движении, распространяется по всей длине пружины, поскольку каждый соседний виток пружины давит на соседний. Важно отметить, что, хотя волна проходит от одного конца пружины к другому, отдельные витки остаются в своих одинаковых относительных положениях, смещаясь сначала в одну, а затем в другую сторону по мере прохождения звуковой волны. В результате каждый виток сначала подвергается сжатию, когда он подталкивается к следующему витку, а затем — частичке разрежения, когда он удаляется от соседнего витка. Точно так же любая точка звукопроводящей среды попеременно подвергается то сжатию, то разрежению.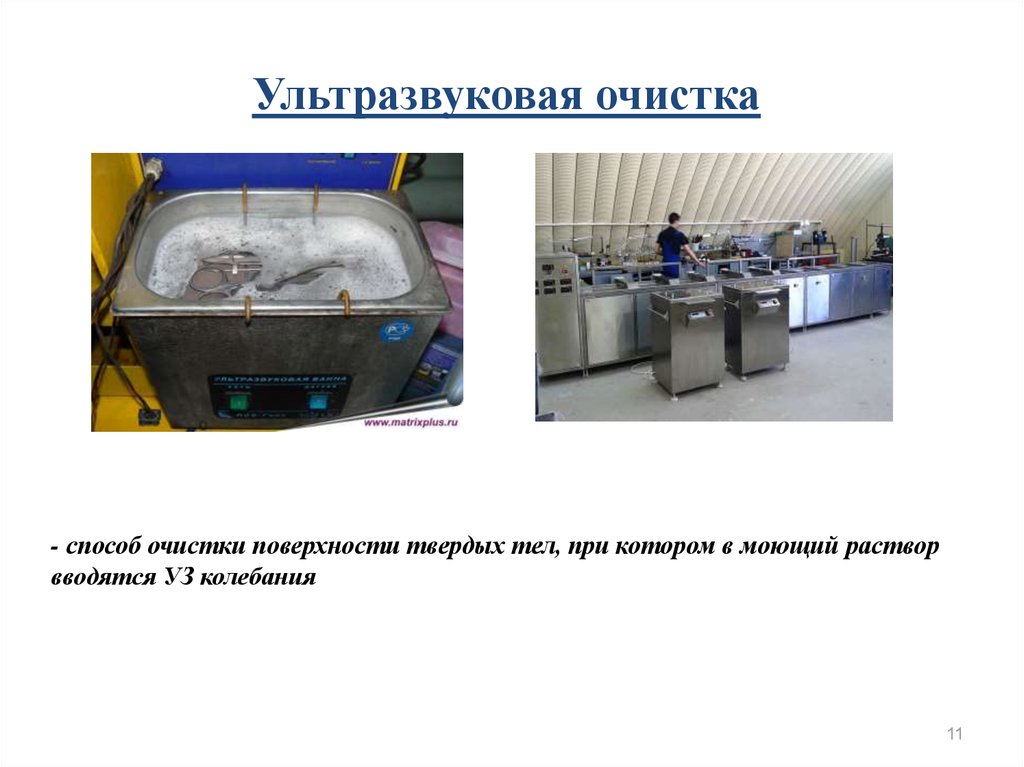 В точке в области сжатия давление в среде положительное. В точке в области разрежения давление в среде отрицательное.
В точке в области сжатия давление в среде положительное. В точке в области разрежения давление в среде отрицательное.
Кавитация и имплозия
В упругих средах, таких как воздух и большинство твердых тел, существует непрерывный переход при передаче звуковой волны. В неупругих средах, таких как вода и большинство жидкостей, существует непрерывный переход, пока амплитуда или «громкость» звука относительно низка. Однако по мере увеличения амплитуды величина отрицательного давления в областях разрежения в конечном итоге становится достаточной, чтобы вызвать разрушение жидкости из-за отрицательного давления, вызывая явление, известное как кавитация. Кавитационные «пузыри» образуются в местах разрежения, когда жидкость разрушается или разрывается из-за отрицательного давления звуковой волны в жидкости. По мере прохождения волновых фронтов кавитационные «пузыри» колеблются под действием избыточного давления, со временем увеличиваясь до неустойчивых размеров. Наконец, насильственное схлопывание кавитационных «пузырей» приводит к их взрывам, в результате которых из мест схлопывания исходят ударные волны. Коллапс и взрыв множества кавитационных «пузырей» в жидкости, активированной ультразвуком, приводит к эффекту, обычно связанному с ультразвуком. Было подсчитано, что в местах взрыва кавитационных пузырьков возникают температуры, превышающие 10 000°F, и давление, превышающие 10 000 фунтов на квадратный дюйм. Преимущества ультразвука в процессах очистки и ополаскивания Очистка в большинстве случаев требует растворения загрязнителя (как в случае растворимого загрязнения), перемещения (как в случае нерастворимого загрязнения) или одновременного растворения и перемещения (как в случае нерастворимых частиц, удерживаемых растворимым связующим, таким как масло или жир). Механический эффект ультразвуковой энергии может способствовать как ускорению растворения, так и перемещению частиц. Ультразвук полезен не только при очистке, но и при ополаскивании.
Наконец, насильственное схлопывание кавитационных «пузырей» приводит к их взрывам, в результате которых из мест схлопывания исходят ударные волны. Коллапс и взрыв множества кавитационных «пузырей» в жидкости, активированной ультразвуком, приводит к эффекту, обычно связанному с ультразвуком. Было подсчитано, что в местах взрыва кавитационных пузырьков возникают температуры, превышающие 10 000°F, и давление, превышающие 10 000 фунтов на квадратный дюйм. Преимущества ультразвука в процессах очистки и ополаскивания Очистка в большинстве случаев требует растворения загрязнителя (как в случае растворимого загрязнения), перемещения (как в случае нерастворимого загрязнения) или одновременного растворения и перемещения (как в случае нерастворимых частиц, удерживаемых растворимым связующим, таким как масло или жир). Механический эффект ультразвуковой энергии может способствовать как ускорению растворения, так и перемещению частиц. Ультразвук полезен не только при очистке, но и при ополаскивании. Остатки чистящих химикатов быстро и полностью удаляются с помощью ультразвуковой промывки. При удалении загрязнителя путем растворения необходимо, чтобы растворитель вступил в контакт с загрязнителем и растворил его. Очистка происходит только на границе между чистящим химическим веществом и загрязняющим веществом. (Рисунок 1)
Остатки чистящих химикатов быстро и полностью удаляются с помощью ультразвуковой промывки. При удалении загрязнителя путем растворения необходимо, чтобы растворитель вступил в контакт с загрязнителем и растворил его. Очистка происходит только на границе между чистящим химическим веществом и загрязняющим веществом. (Рисунок 1)
Рисунок 1
По мере растворения загрязняющего вещества чистящим средством на границе раздела свежего чистящего средства и загрязняющего вещества образуется насыщенный слой. Как только это произошло, действие очистки прекращается, так как насыщенный химический состав больше не может воздействовать на загрязняющее вещество. Свежая химия не может добраться до загрязнителя. (Рисунок 2)
Рисунок 2
Ультразвуковая кавитация и имплозия эффективно вытесняют насыщенный слой, позволяя свежему химическому составу вступить в контакт с загрязнителем, оставшимся для удаления. Это особенно удобно при очистке неровных поверхностей или внутренних проходов. (Рисунок 3)
Это особенно удобно при очистке неровных поверхностей или внутренних проходов. (Рисунок 3)
Рисунок 3
Ультразвуковые скорости Очистка растворением
Некоторые загрязняющие вещества состоят из нерастворимых частиц, свободно прикрепленных и удерживаемых на месте ионными или когезионными силами. Этим частицам нужно только сместиться достаточно, чтобы разрушить силы притяжения, которые нужно удалить. (Рисунок 4)
Рисунок 4
Кавитация и имплозия в результате воздействия ультразвука вытесняют и удаляют с поверхностей свободно удерживаемые загрязнения, такие как пыль. Чтобы это было эффективно, необходимо, чтобы связующая среда была способна смачивать удаляемые частицы. (Рисунок 5)
Рисунок 5
Комплексные загрязнители как растворимых, так и нерастворимых компонентов. Эффект ультразвука в этих случаях практически одинаков, поскольку механическое микроперемешивание помогает ускорить как растворение растворимых загрязняющих веществ, так и перемещение нерастворимых частиц. Также было продемонстрировано, что ультразвуковая активность ускоряет или усиливает эффект многих химических реакций. Это, вероятно, вызвано в основном высокими уровнями энергии, создаваемыми высокими давлениями и температурами в местах имплозии. Вполне вероятно, что превосходные результаты, достигнутые во многих операциях ультразвуковой очистки, могут быть, по крайней мере, частично связаны с эффектом сонохимии.
Также было продемонстрировано, что ультразвуковая активность ускоряет или усиливает эффект многих химических реакций. Это, вероятно, вызвано в основном высокими уровнями энергии, создаваемыми высокими давлениями и температурами в местах имплозии. Вполне вероятно, что превосходные результаты, достигнутые во многих операциях ультразвуковой очистки, могут быть, по крайней мере, частично связаны с эффектом сонохимии.
Процесс A Superior
На приведенных выше иллюстрациях поверхность очищаемой детали представлена как плоская. В действительности поверхности редко бывают плоскими, вместо этого они состоят из холмов, долин и извилин любого описания. На рис. 6 показано, почему ультразвуковая энергия оказалась более эффективной для улучшения очистки, чем другие альтернативы, включая промывку распылением, чистку щеткой, турбулизацию, перемешивание воздуха и даже электроочистку во многих случаях применения. Особо следует отметить способность ультразвуковой активности проникать внутрь сложных деталей и способствовать очистке внутренних поверхностей.
Рисунок 6
Ультразвуковое оборудование
Для подачи ультразвуковой энергии в систему очистки требуется ультразвуковой преобразователь и ультразвуковой источник питания или «генератор». Генератор подает электрическую энергию на желаемой ультразвуковой частоте. Ультразвуковой преобразователь преобразует электрическую энергию ультразвукового генератора в механические колебания.
Ультразвуковой генератор
Ультразвуковой генератор преобразует электрическую энергию из сети, которая обычно представляет собой переменный ток частотой 50 или 60 Гц, в электрическую энергию ультразвуковой частоты. Это достигается различными способами различными производителями оборудования. Почти все современные ультразвуковые генераторы используют твердотельную технологию.
В технологии ультразвуковых генераторов появилось несколько относительно недавних инноваций, которые могут повысить эффективность оборудования для ультразвуковой очистки.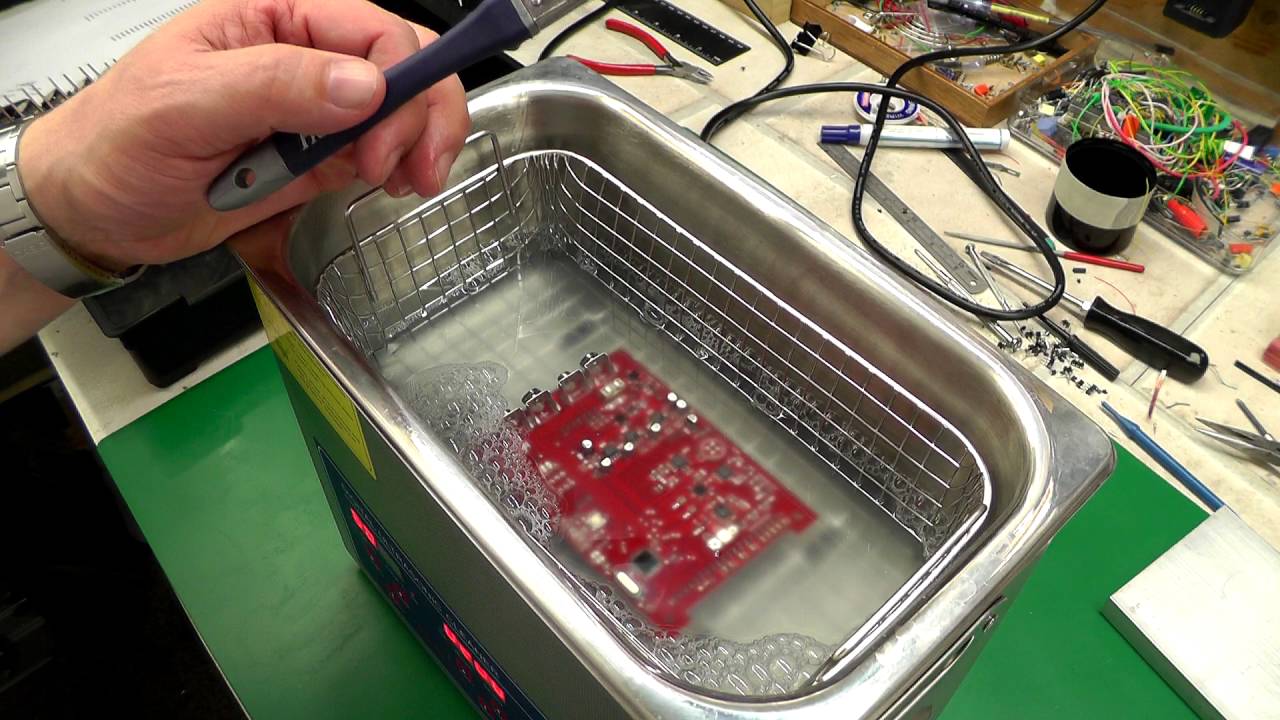 К ним относятся выходные сигналы прямоугольной формы, медленно или быстро включающие и выключающие ультразвуковую энергию, а также модулирующие или «подметающие» частоту выходного сигнала генератора вокруг центральной рабочей частоты. Самые передовые ультразвуковые генераторы имеют средства для регулировки различных выходных параметров, чтобы настроить выходную ультразвуковую энергию для задачи.
К ним относятся выходные сигналы прямоугольной формы, медленно или быстро включающие и выключающие ультразвуковую энергию, а также модулирующие или «подметающие» частоту выходного сигнала генератора вокруг центральной рабочей частоты. Самые передовые ультразвуковые генераторы имеют средства для регулировки различных выходных параметров, чтобы настроить выходную ультразвуковую энергию для задачи.
Прямоугольный выходной сигнал
Подача прямоугольного сигнала на ультразвуковой преобразователь приводит к акустическому выходу, богатому гармониками. В результате получается многочастотная система очистки, которая вибрирует одновременно на нескольких частотах, являющихся гармониками основной частоты. Многочастотная работа предлагает преимущества всех частот, объединенных в одном резервуаре для ультразвуковой очистки.
Импульс
В импульсном режиме ультразвуковая энергия включается и выключается со скоростью, которая может варьироваться от одного раза в несколько секунд до нескольких сотен раз в секунду.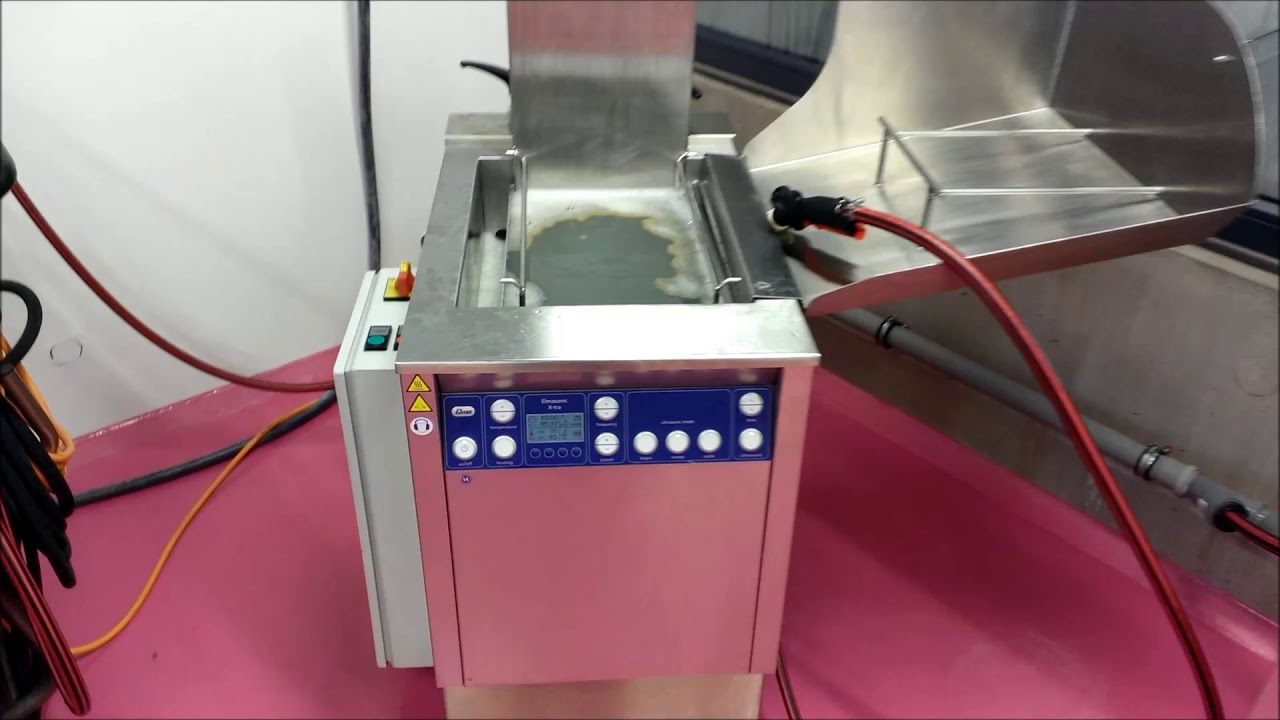
Процент времени, в течение которого ультразвуковая энергия включена, также может быть изменен для получения различных результатов. При более низкой частоте импульсов происходит более быстрая дегазация жидкостей, поскольку слипающиеся пузырьки воздуха получают возможность подняться на поверхность жидкости во время отключения ультразвуковой энергии. При более высокой частоте импульсов процесс очистки может быть улучшен, поскольку повторяющиеся высокоэнергетические «всплески» ультразвуковой энергии происходят каждый раз при включении источника энергии.
Развертка по частоте
В режиме развертки частота выходного сигнала ультразвукового генератора модулируется вокруг центральной частоты, которая сама может регулироваться.
Различные эффекты производятся путем изменения скорости и величины частотной модуляции. Частоту можно модулировать от одного раза в несколько секунд до нескольких сотен раз в секунду с амплитудой изменения от нескольких герц до нескольких килогерц. Подметание может использоваться для предотвращения повреждения чрезвычайно чувствительных деталей или для уменьшения воздействия стоячих волн в очистных резервуарах. Операция зачистки также может оказаться особенно полезной для облегчения кавитации терпенов и химических веществ на основе нефти. Комбинация импульсного режима и режима развертки может обеспечить еще лучшие результаты, когда требуется кавитация терпенов и химических веществ на основе нефти. Частота и амплитуда Частота и амплитуда являются свойствами звуковых волн. На рисунках ниже показаны частота и амплитуда с использованием представленной ранее пружинной модели. На диаграмме, если A является базовой звуковой волной, B с меньшим смещением среды (менее интенсивным сжатием и разрежением) при прохождении фронта волны представляет собой звуковую волну меньшей амплитуды или «громкости». C представляет собой звуковую волну более высокой частоты, на которую указывает большее количество волновых фронтов, проходящих данную точку в течение заданного периода времени.
Подметание может использоваться для предотвращения повреждения чрезвычайно чувствительных деталей или для уменьшения воздействия стоячих волн в очистных резервуарах. Операция зачистки также может оказаться особенно полезной для облегчения кавитации терпенов и химических веществ на основе нефти. Комбинация импульсного режима и режима развертки может обеспечить еще лучшие результаты, когда требуется кавитация терпенов и химических веществ на основе нефти. Частота и амплитуда Частота и амплитуда являются свойствами звуковых волн. На рисунках ниже показаны частота и амплитуда с использованием представленной ранее пружинной модели. На диаграмме, если A является базовой звуковой волной, B с меньшим смещением среды (менее интенсивным сжатием и разрежением) при прохождении фронта волны представляет собой звуковую волну меньшей амплитуды или «громкости». C представляет собой звуковую волну более высокой частоты, на которую указывает большее количество волновых фронтов, проходящих данную точку в течение заданного периода времени.
Ультразвуковые преобразователи
В настоящее время используются два основных типа ультразвуковых преобразователей: магнитострикционные и пьезоэлектрические. Оба выполняют одну и ту же задачу преобразования электрической энергии переменного тока в вибрационную механическую энергию, но делают это с помощью различных средств.
Магнитострикционные
Магнитострикционные преобразователи используют принцип магнитострикции, при котором определенные материалы расширяются и сжимаются при помещении в переменное магнитное поле.
Переменная электрическая энергия ультразвукового генератора сначала преобразуется в переменное магнитное поле с помощью катушки с проволокой. Затем переменное магнитное поле используется для возбуждения механических колебаний ультразвуковой частоты в резонансных полосках из никеля или другого магнитострикционного материала, которые прикрепляются к поверхности, подлежащей вибрации. Поскольку магнитострикционные материалы ведут себя одинаково с магнитным полем любой полярности, частота электрической энергии, подаваемой на преобразователь, составляет 1/2 желаемой выходной частоты. Магнитострикционные преобразователи первыми стали надежным источником ультразвуковых колебаний для приложений с высокой мощностью, таких как ультразвуковая очистка. Из-за присущих механических ограничений физического размера оборудования, а также электрических и магнитных сложностей магнитострикционные преобразователи большой мощности редко работают на частотах намного выше 20 кГц. С другой стороны, пьезоэлектрические преобразователи могут легко работать в мегагерцовом диапазоне. Магнитострикционные преобразователи обычно менее эффективны, чем их пьезоэлектрические аналоги. Это связано прежде всего с тем, что магнитострикционный преобразователь требует двойного преобразования энергии из электрической в магнитную, а затем из магнитной в механическую. Некоторая эффективность теряется при каждом преобразовании.
Поскольку магнитострикционные материалы ведут себя одинаково с магнитным полем любой полярности, частота электрической энергии, подаваемой на преобразователь, составляет 1/2 желаемой выходной частоты. Магнитострикционные преобразователи первыми стали надежным источником ультразвуковых колебаний для приложений с высокой мощностью, таких как ультразвуковая очистка. Из-за присущих механических ограничений физического размера оборудования, а также электрических и магнитных сложностей магнитострикционные преобразователи большой мощности редко работают на частотах намного выше 20 кГц. С другой стороны, пьезоэлектрические преобразователи могут легко работать в мегагерцовом диапазоне. Магнитострикционные преобразователи обычно менее эффективны, чем их пьезоэлектрические аналоги. Это связано прежде всего с тем, что магнитострикционный преобразователь требует двойного преобразования энергии из электрической в магнитную, а затем из магнитной в механическую. Некоторая эффективность теряется при каждом преобразовании. Эффекты магнитного гистерезиса также снижают эффективность магнитострикционного преобразователя.
Эффекты магнитного гистерезиса также снижают эффективность магнитострикционного преобразователя.
Пьезоэлектрические
Пьезоэлектрические преобразователи преобразуют переменную электрическую энергию непосредственно в механическую за счет использования пьезоэлектрического эффекта, при котором определенные материалы изменяют размер при воздействии на них электрического заряда.
Электрическая энергия ультразвуковой частоты подается на преобразователь ультразвуковым генератором. Эта электрическая энергия подается на пьезоэлектрический элемент (элементы) преобразователя, которые вибрируют. Эти колебания усиливаются резонансными массами преобразователя и направляются в жидкость через излучающую пластину. Ранние пьезоэлектрические преобразователи использовали такие пьезоэлектрические материалы, как встречающиеся в природе кристаллы кварца и титанат бария, которые были хрупкими и нестабильными. Поэтому ранние пьезоэлектрические преобразователи были ненадежными. В современных преобразователях используются более прочные, эффективные и высокостабильные керамические пьезоэлектрические материалы, которые были разработаны в результате усилий ВМС США и их исследований по разработке усовершенствованных гидроакустических транспондеров в 1919 году.40-е годы. Подавляющее большинство преобразователей, используемых сегодня для ультразвуковой очистки, используют пьезоэлектрический эффект.
В современных преобразователях используются более прочные, эффективные и высокостабильные керамические пьезоэлектрические материалы, которые были разработаны в результате усилий ВМС США и их исследований по разработке усовершенствованных гидроакустических транспондеров в 1919 году.40-е годы. Подавляющее большинство преобразователей, используемых сегодня для ультразвуковой очистки, используют пьезоэлектрический эффект.
Оборудование для ультразвуковой очистки
Оборудование для ультразвуковой очистки варьируется от небольших настольных устройств, которые часто можно найти в стоматологических кабинетах или ювелирных магазинах, до огромных систем емкостью несколько тысяч галлонов, используемых в различных промышленных целях. Выбор или проектирование надлежащего оборудования имеет первостепенное значение для успеха любого применения ультразвуковой очистки. Для самого простого применения может потребоваться только простой очиститель резервуаров с подогревом с промывкой в раковине или в отдельной емкости. Более сложные системы очистки включают одну или несколько промывок, дополнительные технологические резервуары и осушители горячим воздухом. Автоматизация часто добавляется для сокращения трудозатрат и обеспечения согласованности процесса. В самых крупных установках используются погружные ультразвуковые преобразователи, которые можно устанавливать сбоку или на дне очистных резервуаров практически любого размера. Погружные ультразвуковые преобразователи обеспечивают максимальную гибкость и простоту установки и обслуживания. Системы очистки резервуаров с подогревом (рис. 7) используются в лабораториях и для очистки небольших партий.
Более сложные системы очистки включают одну или несколько промывок, дополнительные технологические резервуары и осушители горячим воздухом. Автоматизация часто добавляется для сокращения трудозатрат и обеспечения согласованности процесса. В самых крупных установках используются погружные ультразвуковые преобразователи, которые можно устанавливать сбоку или на дне очистных резервуаров практически любого размера. Погружные ультразвуковые преобразователи обеспечивают максимальную гибкость и простоту установки и обслуживания. Системы очистки резервуаров с подогревом (рис. 7) используются в лабораториях и для очистки небольших партий.
Рисунок 7 Небольшие автономные чистящие средства (рис. 8) используются в кабинетах врачей и ювелирных магазинах.
Рис. 8 Консольные системы очистки (рис. 9) включают бак(и) ультразвуковой очистки, бак(и) промывки и осушитель для периодической очистки. Системы могут быть автоматизированы за счет использования системы обработки материалов, управляемой ПЛК.
Рисунок 9 В системах, разработанных по индивидуальному заказу, может быть предложен широкий спектр опций, как показано на рисунке 10. Крупномасштабные установки или модернизация существующих резервуаров на линиях гальваники и т. д. могут быть достигнуты за счет использования модульных погружные ультразвуковые преобразователи. Ультразвуковые генераторы часто размещают в корпусах с климат-контролем.
Рисунок 10
Оптимизация процесса ультразвуковой очистки
Параметры процесса Эффективное применение процесса ультразвуковой очистки требует учета ряда параметров. Хотя время, температура и химическое вещество остаются важными для ультразвуковой очистки, как и для других технологий очистки, существуют и другие факторы, которые необходимо учитывать, чтобы максимизировать эффективность процесса. Особенно важны те переменные, которые влияют на интенсивность ультразвуковой кавитации в жидкости. Максимальная кавитация Максимальная кавитация очищающей жидкости, очевидно, очень важна для успеха процесса ультразвуковой очистки. Несколько переменных влияют на интенсивность кавитации. Температура является наиболее важным параметром, который следует учитывать при максимизации интенсивности кавитации. Это связано с тем, что многие свойства жидкости, влияющие на интенсивность кавитации, связаны с температурой. Изменения температуры приводят к изменениям вязкости, растворимости газа в жидкости, скорости диффузии растворенных в жидкости газов и давления пара, что влияет на интенсивность кавитации. В чистой воде эффект кавитации достигает максимума примерно при 160°F. Вязкость жидкости должна быть минимизирована для достижения максимального кавитационного эффекта. Вязкие жидкости медлительны и не могут реагировать достаточно быстро, чтобы образовать кавитационные пузырьки и сильный взрыв. Вязкость большинства жидкостей уменьшается с повышением температуры. Для наиболее эффективной кавитации очищающая жидкость должна содержать как можно меньше растворенного газа.
Максимальная кавитация Максимальная кавитация очищающей жидкости, очевидно, очень важна для успеха процесса ультразвуковой очистки. Несколько переменных влияют на интенсивность кавитации. Температура является наиболее важным параметром, который следует учитывать при максимизации интенсивности кавитации. Это связано с тем, что многие свойства жидкости, влияющие на интенсивность кавитации, связаны с температурой. Изменения температуры приводят к изменениям вязкости, растворимости газа в жидкости, скорости диффузии растворенных в жидкости газов и давления пара, что влияет на интенсивность кавитации. В чистой воде эффект кавитации достигает максимума примерно при 160°F. Вязкость жидкости должна быть минимизирована для достижения максимального кавитационного эффекта. Вязкие жидкости медлительны и не могут реагировать достаточно быстро, чтобы образовать кавитационные пузырьки и сильный взрыв. Вязкость большинства жидкостей уменьшается с повышением температуры. Для наиболее эффективной кавитации очищающая жидкость должна содержать как можно меньше растворенного газа. Газ, растворенный в жидкости, высвобождается во время фазы роста пузырьков кавитации и предотвращает их сильное сжатие, необходимое для желаемого ультразвукового эффекта. Количество растворенного газа в жидкости уменьшается по мере повышения температуры жидкости. Скорость диффузии растворенных газов в жидкости увеличивается при более высоких температурах. Это означает, что жидкости при более высоких температурах легче выделяют растворенные газы, чем жидкости при более низких температурах, что помогает свести к минимуму количество растворенного газа в жидкости. Умеренное повышение температуры жидкости приближает ее к давлению пара, а это означает, что паровая кавитация достигается легче. Паровая кавитация, при которой кавитационные пузырьки заполняются парами кавитирующей жидкости, является наиболее эффективной формой кавитации. Однако по мере приближения к температуре кипения интенсивность кавитации снижается, так как жидкость начинает кипеть в местах кавитации. Интенсивность кавитации напрямую связана с мощностью ультразвука на уровнях мощности, обычно используемых в системах ультразвуковой очистки.
Газ, растворенный в жидкости, высвобождается во время фазы роста пузырьков кавитации и предотвращает их сильное сжатие, необходимое для желаемого ультразвукового эффекта. Количество растворенного газа в жидкости уменьшается по мере повышения температуры жидкости. Скорость диффузии растворенных газов в жидкости увеличивается при более высоких температурах. Это означает, что жидкости при более высоких температурах легче выделяют растворенные газы, чем жидкости при более низких температурах, что помогает свести к минимуму количество растворенного газа в жидкости. Умеренное повышение температуры жидкости приближает ее к давлению пара, а это означает, что паровая кавитация достигается легче. Паровая кавитация, при которой кавитационные пузырьки заполняются парами кавитирующей жидкости, является наиболее эффективной формой кавитации. Однако по мере приближения к температуре кипения интенсивность кавитации снижается, так как жидкость начинает кипеть в местах кавитации. Интенсивность кавитации напрямую связана с мощностью ультразвука на уровнях мощности, обычно используемых в системах ультразвуковой очистки. Когда мощность значительно превышает порог кавитации, интенсивность кавитации выравнивается и может быть дополнительно увеличена только с помощью методов фокусировки. Интенсивность кавитации обратно пропорциональна ультразвуковой частоте. По мере увеличения частоты ультразвука интенсивность кавитации снижается из-за меньшего размера кавитационных пузырьков и, как следствие, менее сильного их взрыва. Уменьшение эффекта кавитации на более высоких частотах может быть преодолено за счет увеличения мощности ультразвука. Важность минимизации содержания растворенного газа
Когда мощность значительно превышает порог кавитации, интенсивность кавитации выравнивается и может быть дополнительно увеличена только с помощью методов фокусировки. Интенсивность кавитации обратно пропорциональна ультразвуковой частоте. По мере увеличения частоты ультразвука интенсивность кавитации снижается из-за меньшего размера кавитационных пузырьков и, как следствие, менее сильного их взрыва. Уменьшение эффекта кавитации на более высоких частотах может быть преодолено за счет увеличения мощности ультразвука. Важность минимизации содержания растворенного газа
Во время отрицательного давления звуковой волны жидкость разрывается и начинают формироваться кавитационные пузырьки. По мере развития отрицательного давления внутри пузыря газы, растворенные в кавитирующей жидкости, начинают диффундировать через границу в пузырек. По мере снижения отрицательного давления за счет прохождения части разрежения звуковой волны и достижения атмосферного давления кавитационный пузырек начинает схлопываться за счет собственного поверхностного натяжения. Во время компрессионной части звуковой волны любой газ, который диффундировал в пузырек, сжимается и, наконец, снова начинает диффундировать через границу, чтобы снова войти в жидкость. Однако этот процесс никогда не завершается до тех пор, пока пузырек содержит газ, поскольку диффузия из пузыря не начинается до тех пор, пока пузырек не сожмется. И как только пузырь сжимается, граничная поверхность, доступная для диффузии, уменьшается. В результате кавитационные пузырьки, образующиеся в жидкостях, содержащих газ, не схлопываются до полного взрыва, а скорее приводят к образованию небольшого кармана сжатого газа в жидкости. Это явление может быть полезным при дегазации жидкостей. Маленькие пузырьки газа группируются вместе, пока, наконец, не станут достаточно плавучими, чтобы всплыть на поверхность жидкости.
Во время компрессионной части звуковой волны любой газ, который диффундировал в пузырек, сжимается и, наконец, снова начинает диффундировать через границу, чтобы снова войти в жидкость. Однако этот процесс никогда не завершается до тех пор, пока пузырек содержит газ, поскольку диффузия из пузыря не начинается до тех пор, пока пузырек не сожмется. И как только пузырь сжимается, граничная поверхность, доступная для диффузии, уменьшается. В результате кавитационные пузырьки, образующиеся в жидкостях, содержащих газ, не схлопываются до полного взрыва, а скорее приводят к образованию небольшого кармана сжатого газа в жидкости. Это явление может быть полезным при дегазации жидкостей. Маленькие пузырьки газа группируются вместе, пока, наконец, не станут достаточно плавучими, чтобы всплыть на поверхность жидкости.
Увеличение общего эффекта очистки
Очистка Выбор химических веществ чрезвычайно важен для общего успеха процесса ультразвуковой очистки. Выбранный химикат должен быть совместим с очищаемым основным металлом и обладать способностью удалять присутствующие загрязнения. Он также должен хорошо кавитировать. Большинство чистящих химикатов можно удовлетворительно использовать с ультразвуком. Некоторые из них разработаны специально для использования с ультразвуком. Однако избегайте непенящихся составов, обычно используемых при мойке распылением. Предпочтительны сильно смачиваемые составы. Многие из новых нефтеочистителей, а также полуводные очистители на основе нефти и терпена совместимы с ультразвуком. Использование этих составов может потребовать некоторых специальных соображений относительно оборудования, включая повышенную мощность ультразвука, чтобы быть эффективным.
Он также должен хорошо кавитировать. Большинство чистящих химикатов можно удовлетворительно использовать с ультразвуком. Некоторые из них разработаны специально для использования с ультразвуком. Однако избегайте непенящихся составов, обычно используемых при мойке распылением. Предпочтительны сильно смачиваемые составы. Многие из новых нефтеочистителей, а также полуводные очистители на основе нефти и терпена совместимы с ультразвуком. Использование этих составов может потребовать некоторых специальных соображений относительно оборудования, включая повышенную мощность ультразвука, чтобы быть эффективным.
Рисунок 11
Ранее упоминалось, что температура важна для достижения максимальной кавитации. Эффективность чистящего средства также зависит от температуры. Хотя эффект кавитации максимален в чистой воде при температуре приблизительно 160°F, оптимальная очистка часто наблюдается при более высоких или более низких температурах из-за влияния температуры на чистящее химическое вещество. Как правило, каждое химическое вещество лучше всего работает при рекомендованной температуре процесса, независимо от влияния температуры на ультразвук. Например, хотя максимальный ультразвуковой эффект достигается при температуре 160°F, наиболее едкие очистители используются при температурах от 180°F до 19°С.0 ° F, потому что химический эффект значительно усиливается при добавлении температуры. Другие чистящие средства могут разрушаться и терять свою эффективность, если их использовать при температурах выше 140°F. Наилучшей практикой является использование химикатов при максимальной рекомендуемой температуре, не превышающей 190°F. Дегазация чистящих растворов чрезвычайно важна для достижения удовлетворительных результатов очистки. Свежие растворы или растворы, которые остыли, должны быть дегазированы перед тем, как приступить к очистке. Дегазация проводится после добавления химиката и достигается за счет воздействия ультразвуковой энергии и повышения температуры раствора. Время, необходимое для дегазации, значительно варьируется в зависимости от емкости резервуара и температуры раствора и может варьироваться от нескольких минут для небольшого резервуара до часа и более для большого резервуара.
Как правило, каждое химическое вещество лучше всего работает при рекомендованной температуре процесса, независимо от влияния температуры на ультразвук. Например, хотя максимальный ультразвуковой эффект достигается при температуре 160°F, наиболее едкие очистители используются при температурах от 180°F до 19°С.0 ° F, потому что химический эффект значительно усиливается при добавлении температуры. Другие чистящие средства могут разрушаться и терять свою эффективность, если их использовать при температурах выше 140°F. Наилучшей практикой является использование химикатов при максимальной рекомендуемой температуре, не превышающей 190°F. Дегазация чистящих растворов чрезвычайно важна для достижения удовлетворительных результатов очистки. Свежие растворы или растворы, которые остыли, должны быть дегазированы перед тем, как приступить к очистке. Дегазация проводится после добавления химиката и достигается за счет воздействия ультразвуковой энергии и повышения температуры раствора. Время, необходимое для дегазации, значительно варьируется в зависимости от емкости резервуара и температуры раствора и может варьироваться от нескольких минут для небольшого резервуара до часа и более для большого резервуара.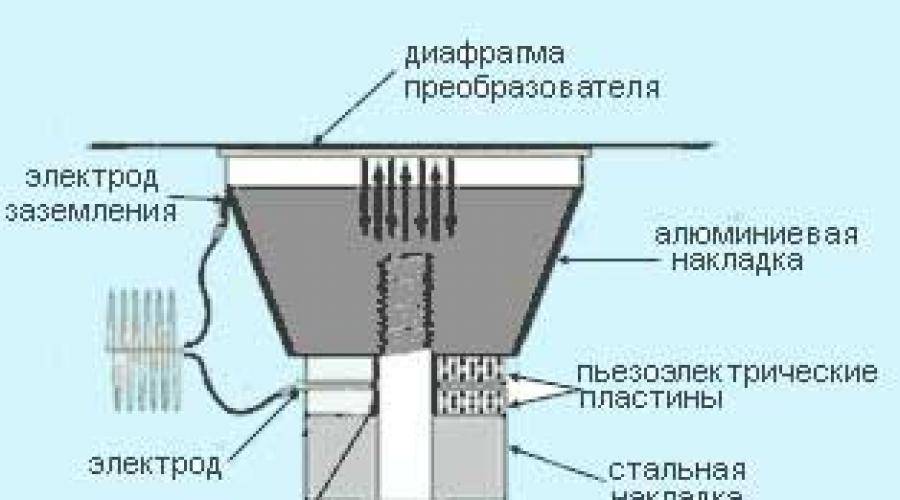 Для дегазации неотапливаемого резервуара может потребоваться несколько часов. Дегазация завершена, когда маленькие пузырьки газа не видны, поднимающиеся к поверхности жидкости, и видна рябь.
Для дегазации неотапливаемого резервуара может потребоваться несколько часов. Дегазация завершена, когда маленькие пузырьки газа не видны, поднимающиеся к поверхности жидкости, и видна рябь.
Рисунок 12
Мощность ультразвука, подаваемая в бак для очистки, должна быть достаточной для кавитации всего объема жидкости при рабочей нагрузке. Ватт на галлон — это единица измерения, часто используемая для измерения уровня мощности ультразвука в резервуаре для очистки. По мере увеличения объема бака количество ватт на галлон, необходимое для достижения требуемой производительности, уменьшается. Для очистки очень массивных деталей или деталей с высоким отношением поверхности к массе может потребоваться дополнительная ультразвуковая мощность. Чрезмерная мощность может вызвать кавитационную эрозию или «пригорание» деталей из мягкого металла. Если в одной системе очистки необходимо очищать широкий спектр деталей, рекомендуется использовать ультразвуковой регулятор мощности, чтобы можно было регулировать мощность в соответствии с потребностями различных потребностей в очистке. Часть Воздействие как чистящего химического вещества, так и ультразвуковой энергии важно для эффективной очистки. Необходимо следить за тем, чтобы все области очищаемых деталей были залиты очищающей жидкостью. Корзины для деталей и приспособления должны быть спроектированы таким образом, чтобы обеспечить проникновение ультразвуковой энергии и расположение деталей таким образом, чтобы они подвергались воздействию ультразвуковой энергии. Часто бывает необходимо складывать детали по отдельности в определенной ориентации или поворачивать их в процессе очистки, чтобы тщательно очистить внутренние проходы и глухие отверстия.
Часть Воздействие как чистящего химического вещества, так и ультразвуковой энергии важно для эффективной очистки. Необходимо следить за тем, чтобы все области очищаемых деталей были залиты очищающей жидкостью. Корзины для деталей и приспособления должны быть спроектированы таким образом, чтобы обеспечить проникновение ультразвуковой энергии и расположение деталей таким образом, чтобы они подвергались воздействию ультразвуковой энергии. Часто бывает необходимо складывать детали по отдельности в определенной ориентации или поворачивать их в процессе очистки, чтобы тщательно очистить внутренние проходы и глухие отверстия.
Заключение
При правильном использовании ультразвуковая энергия может значительно повысить скорость и эффективность многих процессов очистки и ополаскивания погружением. Это особенно полезно для повышения эффективности предпочтительных сегодня водных чистящих средств и, по сути, необходимо во многих случаях для достижения желаемого уровня чистоты. С ультразвуком водные химические вещества часто могут давать результаты, превосходящие результаты, достигнутые ранее с использованием растворителей. Ультразвук — это не технология будущего, это во многом технология сегодняшнего дня.
С ультразвуком водные химические вещества часто могут давать результаты, превосходящие результаты, достигнутые ранее с использованием растворителей. Ультразвук — это не технология будущего, это во многом технология сегодняшнего дня.
Ультразвуковая очистка: основы теории и применения
Главная » Приборы для охлаждения и нагрева » Ультразвуковая очистка: основы теории и применения
Разместил(а): админ
в Охлаждающих и нагревательных приборах
6 июля 2018 г.
0
Введение в ультразвук:
Ультразвуковой очиститель работает по принципу звуковых волн. С помощью ряда преобразователей звуковые волны вводятся в жидкую среду. Эти звуковые волны при прохождении через жидкую среду создают кавитацию за счет сжатия и разрежения образовавшихся пузырьков. Образовавшиеся микроскопические пузырьки невозможно увидеть невооруженным глазом, так как они очень маленькие и существуют лишь доли секунды. Внутри пузыря присутствует частичный вакуум, и по мере увеличения давления вокруг пузыря жидкость входит внутрь, и пузырек быстро разрывается. Струя жидкости, образующаяся при схлопывании пузырьков, движется с чрезвычайно высокой скоростью. Температура может достигать 5000°C, что примерно соответствует температуре поверхности Солнца. Сочетание этой чрезвычайно высокой температуры и скорости струи обеспечивает очень интенсивную очистку в концентрированной зоне. Сжатие и разрежение пузырьков за очень короткое время приводит к тому, что жидкость быстро поглощает тепло, и область быстро охлаждается. Это приводит к тому, что жидкость нагревается, а не нагревается, если какие-либо детали вводятся в ультразвуковую машину.
Струя жидкости, образующаяся при схлопывании пузырьков, движется с чрезвычайно высокой скоростью. Температура может достигать 5000°C, что примерно соответствует температуре поверхности Солнца. Сочетание этой чрезвычайно высокой температуры и скорости струи обеспечивает очень интенсивную очистку в концентрированной зоне. Сжатие и разрежение пузырьков за очень короткое время приводит к тому, что жидкость быстро поглощает тепло, и область быстро охлаждается. Это приводит к тому, что жидкость нагревается, а не нагревается, если какие-либо детали вводятся в ультразвуковую машину.
Применение ультразвуковой очистки:
Сначала необходимо определить необходимость очистки, а затем уровень требуемой чистоты. Существует множество тестов, которые можно провести для измерения чистоты, таких как количество частиц, микроскопический анализ, испытание на адгезию и многие другие.
На ультразвуковую очистку влияют 7 основных факторов:
- Время
- Температура
- Химия
- Близость конструкции преобразователя/крепления детали
- Выходная частота ультразвука
- Вт на галлон
- Загрузка-объем (конфигурация) очищаемой детали
Время:
Время, необходимое для очистки деталей, зависит от степени их загрязнения и степени очистки. Среднее время очистки 2-10 минут. Ультразвуковая чистка — это не быстрый процесс. Для некоторых инструментов может потребоваться предварительная очистка, чтобы подготовить их к окончательной очистке. Другие несколько применений могут потребовать более одного этапа ультразвуковой очистки для завершения требуемой очистки. Моющие химикаты могут быть удалены в процессе ополаскивания с ультразвуковым перемешиванием
Температура/химия:
Температура и химия идут рука об руку. Оптимальная температура для ультразвуковой очистки в водном растворе составляет 140°С. Для растворов с высоким pH требуется высокая температура, чтобы усилить синергетический эффект химии.
Для растворов с высоким pH требуется высокая температура, чтобы усилить синергетический эффект химии.
Химические факторы, учитываемые для эффективной водной ультразвуковой очистки:
- Вода жесткая, мягкая, деионизированная или дистиллированная
- рН
- Поверхностно-активные вещества, смачивающие вещества, диспергаторы, эмульгаторы, омыляющие вещества
- Дополнительные ингредиенты, секвестранты, ингибиторы, буферные агенты, пеногасители.
Химические вещества, предназначенные для очистки распылением, или ингибиторы ржавчины не подходят для ультразвуковой очистки
Близость датчика:
Общая процедура ультразвуковой очистки заключается в том, чтобы поместить детали внутрь корзины, а затем поместить корзину через ультразвуковой стирка, ополаскивание распылением, ополаскивание погружением, сушка. Иногда корзины могут маскировать или затенять излучающую поверхность ультразвуковых преобразователей. На основе приложения разработаны преобразователи. Одни устанавливаются снизу, другие по бокам. Автоматизированные системы должны учитывать расположение датчиков, чтобы обеспечить однородность очистки.
На основе приложения разработаны преобразователи. Одни устанавливаются снизу, другие по бокам. Автоматизированные системы должны учитывать расположение датчиков, чтобы обеспечить однородность очистки.
Выходная частота ультразвука:
Чем выше частота, тем ниже частота кавитации. Более высокие частоты используются для деликатного оборудования. Для обычных применений базовой частотой является 40 кГц. Более низкие частоты используются для больших металлических масс, поскольку большие массы поглощают большую мощность ультразвуковой очистки.
Ватт на галлон:
Как правило, мелкие детали требуют более высокой мощности на галлон для достижения желаемого уровня чистоты. Существует нечто известное как «феномен большого резервуара», в котором говорится, что существует обратная зависимость между плотностью мощности и объемом жидкости в резервуаре. Для 6-30 галлонов требуется 60-85 Вт на галлон. Точно так же для 50-100 галлонов требуется только около 25-35 Вт на галлон.
Загрузка:
Основным критерием загрузки является то, что вес груза должен составлять половину веса объема воды. Это связано с тем, что большая масса не позволит провести внутреннюю очистку. Необходимо учитывать даже форму и плотность деталей. Также хорошо, если вы можете использовать 2 меньших нагрузки, а не использовать одну большую нагрузку.
Для получения дополнительной информации об оборудовании для охлаждения и нагрева посетите https://www.firstsourcels.com/cooling-heating
Примеры применения ультразвуковой очистки Branson:
- Лаборатория — удаляет кровь, белок, загрязнения
- Industrial – Глубокая очистка для удаления грязи, воска, масел с деталей легкой промышленности и всех видов, таких как сталь, легкие и цветные металлы, пластик и стекло.
- Электроника – безопасная и безотказная очистка самых деликатных деталей. Удаляет флюс и загрязнения с печатных плат, SMD, кристаллов кварца, конденсаторов и многих других
- Помимо очистки – очистители Branson чрезвычайно универсальны и могут использоваться для разделения клеток, лизиса, смешивания, эмульгирования, пробоподготовки, дегазации жидкостей.

- 3D-печать — Branson предлагает идеальный способ удаления поддерживающего материала при моделировании методом наплавления деталей, напечатанных на 3D-принтере. Сокращение времени постобработки. Процесс создания прототипа.

Универсальность ультразвуковой ванны Branson:
Датчики являются сердцем ультразвуковых аппаратов. Он состоит из пьезоэлектрических кристаллов. Эти кристаллы резонируют на определенной частоте, давая ультразвуковые волны за счет подводимой электрической энергии, т. е. они преобразуют электрическую энергию в акустическую. В ультразвуковой ванне Branson используются запатентованные преобразователи, которые состоят из алюминиевого рупора (излучает частоту на излучающую пластину), излучающей пластины (передает волны в среду) и соединительного листа для соединения излучающей пластины и рупора. Склеивающий лист увеличивает срок службы преобразователей.
Концепция «отсутствия слепых зон» была введена в Брэнсоне, когда во всем резервуаре создавались однородные и сферические волны, охватывающие все возможные области в резервуаре. Нет зон, куда не могли бы добраться волны. Эта уникальная функция обеспечивает наилучшую очистку.
Нет зон, куда не могли бы добраться волны. Эта уникальная функция обеспечивает наилучшую очистку.
Предусмотрено управление разверткой, которое устраняет стоячие волны и создает единообразие волн по всему резервуару. Частота не задается непрерывно, поэтому волны распространяются равномерно.
В процессе кавитации образуется пена, которая действует как амортизатор, противостоит разрушению и имеет тенденцию оставаться во взвешенном состоянии в жидкости, снижая эффективность очистки. Эта проблема может быть устранена путем дегазации, которая представляет собой удаление нежелательного воздуха из жидкости. В ультразвуковой ванне Branson дегазацию можно установить на 99 минут.
Ультразвуковая ванна Branson автоматически регулирует свою мощность, когда подается любой другой/другой тип ввода. Он активно отслеживает рабочую частоту ванны и сразу же восстанавливает оптимальную частоту бака.
Когда цикл завершается и в течение 15 минут не нажимаются никакие кнопки управления, устройство переходит в спящий режим, который отвечает за энергосберегающую зеленую функцию.
