Содержание
Технология изготовления резины. Вулканизация — Технарь
Процесс изготовления резины и резиновых деталей состоит из приготовления сырой резиновой смеси, получения из нее полуфабрикатов или деталей и их вулканизации. Этот процесс включает в себя следующие операции: вальцевание, каландрирование, получение заготовок, формование и вулканизацию, обработку готовых деталей.
Для приготовления сырой резины каучук разрезают на куски и пропускают через вальцы (рис. 7.1) для придания пластичности. Затем в специальных смесителях каучук смешивают с порошкообразными компонентами, входящими в состав резины (вулканизирующими веществами, наполнителями, ускорителями вулканизации и т.д.), вводя их в резиновую смесь точно по весовой дозировке. Перемешивание можно производить и на вальцах. Таким образом, получают однородную, пластичную и малоупругую массу – сырую резину. Она легко формуется, растворяется в органических растворителях и при нагревании становится клейкой.
Провальцованная сырая резина поступает на каландр (рис. 7.2), где получают листы заданной толщины. Из каландрованных листов заготовки деталей получают: вырезкой по шаблонам, вырубкой шанцевыми ножами, формованием на шприц-машине.
Для изготовления резиновых деталей формовым способом используют гидравлические вулканизационные прессы с электрообогревом. Прессование производят в пресс-формах методами прямого и литьевого прессования. Литье под давлением применяют для изготовления деталей сложной конфигурации.
Для получения прочных высокоэластичных изделий (покрышек, трансмиссионных лент, ремней, рукавов) резиновую смесь наносят на высокопрочные ткани (корд, бельтинг) из хлопчатобумажного, полиамидного или полиэфирного волокна. Для сцепления резины с тканью применяют способы напрессования или пропитывания. В первом случае тонкие листы каландрованной резины на специальных дублировочных каландрах напрессовывают на ткань. Во втором случае ткань пропитывают раствором резиновой смеси (резиновым клеем) и сушат для удаления растворителя. Прорезиненную ткань раскраивают, собирают в пакеты и прессуют в изделия.
Прорезиненную ткань раскраивают, собирают в пакеты и прессуют в изделия.
Многие резиновые изделия армируют металлическими деталями. Металлические детали (за исключением латунных) не обладают адгезией к резине, поэтому легко вырываются из изделия. Чтобы увеличить адгезию металлической арматуры к резине, на металл наносят клеевую пленку или осуществляют латунирование.
Наиболее высокой прочности сцепления металла с резиной достигают нанесением на металлическую поверхность пленки изоционатного клея «лейконат».
Любой процесс формования заканчивается процессом вулканизации (нагревания с серой). Каучук состоит из линейных молекул. При нагревании с серой происходит укрупнение молекул и образование сетчатой структуры молекул, при этом каучук превращается в резину. В резине, кроме линейных, есть двух- и трехмерные молекулы.
Усложнение и укрупнение молекул приводит к тому, что вещество приобретает упругость, без снижения эластичности, а, кроме того, и стойкость к термическим и химическим воздействиям. Кроме того, в резину добавляют сажу, которая увеличивает его прочность.
Кроме того, в резину добавляют сажу, которая увеличивает его прочность.
Длительность и температура вулканизации зависит от рецептуры резиновой смеси (от типа каучука и эффективности введенного ускорителя). Обычно вулканизацию проводят при температуре 120 – 150 °С.
При формовании деталей вулканизация их производится в пресс-формах на вулканизационных гидравлических прессах с паровым или электрическим обогревом. Формовой метод вулканизации дает более плотную, однородную структуру, более точные размеры и более гладкую поверхность резинового изделия. При невозможности вулканизации в пресс-форме, особенно изделий, полученных на шприц-машине накатыванием и дублированием, вулканизацию проводят в вулканизационном котле.
Почти все синтетические каучуки получают методом эмульсионной полимеризации в водных средах. Размеры образующихся в этих условиях частиц полимера получаются близкими к размерам коллоидных частиц. В присутствии специально вводимых веществ (эмульгаторов) частицы полимеров образуют устойчивую эмульсию полимера в воде, которая называется латексом.
В настоящее время выпускается большое количество латексов, из которых можно непосредственно изготавливать резиновые изделия. Латексы применяются для получения фрикционных изделий, для пропитки корда, для изготовления шлифовальных камней, резиновых нитей, эластичных волосяных подушек, перчаток, воздушных шаров, тонкостенных изделий, для замены клеев эластичными пастами, для получения резиновых пеноматериалов. Для получения резиновых изделий толщиной не более 0,2 мм форму (обычно стеклянную) несколько раз погружают в латекс. После каждого погружения на форме остается слой латекса, из которого высушиванием удаляют воду.
Процесс изготовления изделий из латексов состоит из следующих операций: смешивания латекса с вулканизирующими агентами и другими компонентами резиновой смеси; высаживания резины на форму в виде пленки; вулканизации.
Метки: Вулканизациявысокоэластичных изделийгидравлические вулканизационные прессы с электрообогревомКаучукПровальцованная сырая резинарезинарезиновой смесиТехнология изготовления резиныФормовой метод вулканизацииэластичными пастамиэмульсионной полимеризации
7.
 2.3. Технология изготовления резины. Вулканизация
2.3. Технология изготовления резины. Вулканизация
Общетехнические дисциплины / Технология производств / 7.2.3. Технология изготовления резины. Вулканизация
Процесс изготовления резины и резиновых деталей состоит из приготовления сырой резиновой смеси, получения из нее полуфабрикатов или деталей и их вулканизации. Этот процесс включает в себя следующие операции: вальцевание, каландрирование, получение заготовок, формование и вулканизацию, обработку готовых деталей.
Для приготовления сырой резины каучук разрезают на куски и пропускают через вальцы (рис. 7.1) для придания пластичности. Затем в специальных смесителях каучук смешивают с порошкообразными компонентами, входящими в состав резины (вулканизирующими веществами, наполнителями, ускорителями вулканизации и т.д.), вводя их в резиновую смесь точно по весовой дозировке. Перемешивание можно производить и на вальцах. Таким образом, получают однородную, пластичную и малоупругую массу – сырую резину. Она легко формуется, растворяется в органических растворителях и при нагревании становится клейкой.
Провальцованная сырая резина поступает на каландр (рис. 7.2), где получают листы заданной толщины. Из каландрованных листов заготовки деталей получают: вырезкой по шаблонам, вырубкой шанцевыми ножами, формованием на шприц-машине.
Для изготовления резиновых деталей формовым способом используют гидравлические вулканизационные прессы с электрообогревом. Прессование производят в пресс-формах методами прямого и литьевого прессования. Литье под давлением применяют для изготовления деталей сложной конфигурации.
Для получения прочных высокоэластичных изделий (покрышек, трансмиссионных лент, ремней, рукавов) резиновую смесь наносят на высокопрочные ткани (корд, бельтинг) из хлопчатобумажного, полиамидного или полиэфирного волокна. Для сцепления резины с тканью применяют способы напрессования или пропитывания. В первом случае тонкие листы каландрованной резины на специальных дублировочных каландрах напрессовывают на ткань. Во втором случае ткань пропитывают раствором резиновой смеси (резиновым клеем) и сушат для удаления растворителя.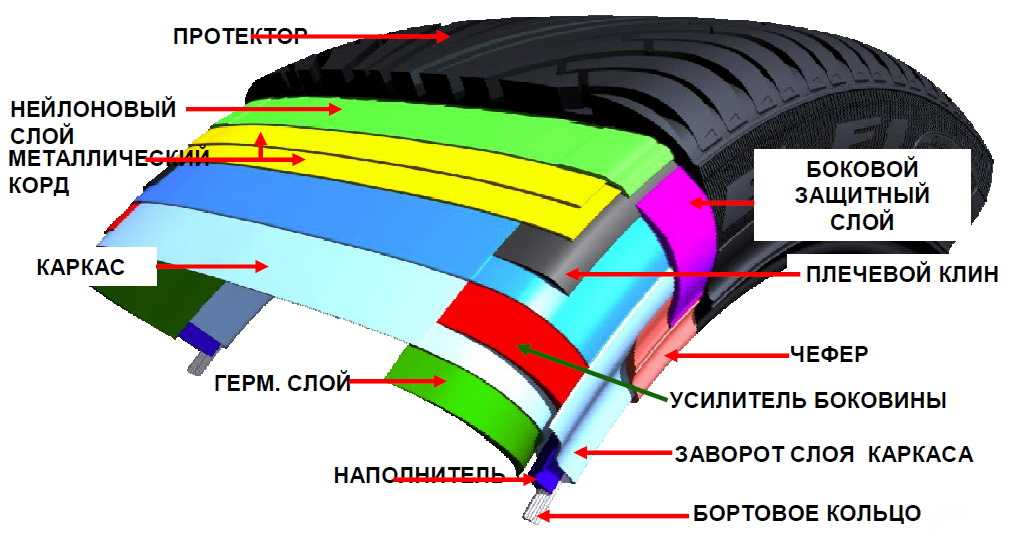 Прорезиненную ткань раскраивают, собирают в пакеты и прессуют в изделия.
Прорезиненную ткань раскраивают, собирают в пакеты и прессуют в изделия.
Многие резиновые изделия армируют металлическими деталями. Металлические детали (за исключением латунных) не обладают адгезией к резине, поэтому легко вырываются из изделия. Чтобы увеличить адгезию металлической арматуры к резине, на металл наносят клеевую пленку или осуществляют латунирование.
Наиболее высокой прочности сцепления металла с резиной достигают нанесением на металлическую поверхность пленки изоционатного клея «лейконат».
Любой процесс формования заканчивается процессом вулканизации (нагревания с серой). Каучук состоит из линейных молекул. При нагревании с серой происходит укрупнение молекул и образование сетчатой структуры молекул, при этом каучук превращается в резину. В резине, кроме линейных, есть двух- и трехмерные молекулы.
Усложнение и укрупнение молекул приводит к тому, что вещество приобретает упругость, без снижения эластичности, а, кроме того, и стойкость к термическим и химическим воздействиям. Кроме того, в резину добавляют сажу, которая увеличивает его прочность.
Кроме того, в резину добавляют сажу, которая увеличивает его прочность.
Длительность и температура вулканизации зависит от рецептуры резиновой смеси (от типа каучука и эффективности введенного ускорителя). Обычно вулканизацию проводят при температуре 120 – 150 °С.
При формовании деталей вулканизация их производится в пресс-формах на вулканизационных гидравлических прессах с паровым или электрическим обогревом. Формовой метод вулканизации дает более плотную, однородную структуру, более точные размеры и более гладкую поверхность резинового изделия. При невозможности вулканизации в пресс-форме, особенно изделий, полученных на шприц-машине накатыванием и дублированием, вулканизацию проводят в вулканизационном котле.
Почти все синтетические каучуки получают методом эмульсионной полимеризации в водных средах. Размеры образующихся в этих условиях частиц полимера получаются близкими к размерам коллоидных частиц. В присутствии специально вводимых веществ (эмульгаторов) частицы полимеров образуют устойчивую эмульсию полимера в воде, которая называется латексом.
В настоящее время выпускается большое количество латексов, из которых можно непосредственно изготавливать резиновые изделия. Латексы применяются для получения фрикционных изделий, для пропитки корда, для изготовления шлифовальных камней, резиновых нитей, эластичных волосяных подушек, перчаток, воздушных шаров, тонкостенных изделий, для замены клеев эластичными пастами, для получения резиновых пеноматериалов. Для получения резиновых изделий толщиной не более 0,2 мм форму (обычно стеклянную) несколько раз погружают в латекс. После каждого погружения на форме остается слой латекса, из которого высушиванием удаляют воду.
Процесс изготовления изделий из латексов состоит из следующих операций: смешивания латекса с вулканизирующими агентами и другими компонентами резиновой смеси; высаживания резины на форму в виде пленки; вулканизации.
Изготовленные на заказ резиновые детали | RD Rubber Technology
Перейти к содержимому
Точное литье резиновых деталей
ПрименениеКачество
Инженерное качество
RD Резиновые технологии, инженерное качество в каждой детали, которую мы производим.
Сертификаты качества
Возможности проверки
Испытание материалов
Узнать больше
Продукция/Области применения
RD Rubber Technology Corporation специализируется на производстве изготовленных по индивидуальному заказу прецизионных формованных резиновых деталей для различных областей применения, от разработки и испытаний прототипов до полномасштабного производства резиновых деталей по индивидуальному заказу.
уплотнительные кольца
Прокладки
Люверсы
Защелки
Клапаны
Диафрагмы
Тарельчатые сборки
Другие продукты/приложения
Узнать больше
Техника
Техника, чтобы превзойти ожидания на каждом шагу.
Учить больше
Машиностроение
Разработка продукта
В компании RD Rubber Technology наша способность работать с нашими клиентами на этапе разработки их продукта была краеугольным камнем нашего бизнеса с момента основания в 1986 году.
Учить больше
Разработка продукта
Возможности прототипирования
RD Rubber Technology понимает, что в условиях современного глобального рынка как никогда важно вывести свой продукт на рынок как можно быстрее.
Учить больше
Возможности прототипирования
Инжиниринг
Инжиниринг, чтобы превзойти ожидания на каждом шагу.
Узнать больше
Разработка продукта
В компании RD Rubber Technology наша способность работать с нашими клиентами на этапе разработки их продукта была краеугольным камнем нашего бизнеса с момента основания в 1986 году.
Узнать больше
Возможности прототипирования
RD Rubber Technology понимает, что в условиях современного глобального рынка как никогда важно вывести свой продукт на рынок как можно быстрее.
Узнать больше
Market Served
RD Rubber Technology работает по всему миру с широким кругом OEM-производителей.
Medical Healthcare
RD Rubber Technology — производитель нестандартных компонентов для отрасли здравоохранения, предлагающий различные резиновые и силиконовые детали для медицинских приложений
Фармацевтическая
биофармацевтический
Медицинский прибор
Узнать больше
Аэрокосмическая и оборонная промышленность
RD Rubber Technology является производителем нестандартных компонентов для аэрокосмической, оборонной, военной и государственной промышленности.
Военный
Правительство
спутниковое
Подробнее
Промышленный
От эскиза салфетки до готового продукта RD Rubber Technology работает с широким кругом OEM-производителей, чтобы вывести их продукцию на рынок.
Переработка пищевых продуктов
Молочная переработка
Инструментарий
Полупроводник
Узнать больше
Свяжитесь с нашей командой сегодня
Свяжитесь с нашей командой экспертов и инженеров, связавшись с нами или запросив предложение
Свяжитесь с намиЗапросить предложение
Введение в резиновые технологии ОНЛАЙН | Учебные курсы
Чтобы мы могли обработать ваш запрос, нам нужно, чтобы вы согласились с нашей политикой конфиденциальности.
Показать политику
Зачем нам нужны ваши личные данные?
Предоставляя вашу личную информацию, например. имя, почтовый/электронный адрес, номер телефона позволяют компании Smithers предоставлять вам индивидуальную информацию о наших услугах. Это могут быть приобретенные продукты, такие как отчеты о рынке и места для проведения конференций, услуги по тестированию или консультационные услуги, а также цифровые ресурсы, такие как официальные документы, вебинары и брошюры. Smithers обязуется гарантировать, что информация, которую мы собираем и используем, подходит для этой цели, и будет обрабатывать (собирать, хранить и использовать) предоставленную вами информацию в соответствии с применимыми законами о защите данных. Smithers приложит все усилия, чтобы ваша информация была точной и актуальной, сохраняя ее только до тех пор, пока это необходимо.
Как мы будем использовать ваши данные?
Обычно мы собираем личную информацию от вас только в том случае, если у нас есть ваше согласие на это, когда нам нужна личная информация для выполнения контракта с вами, предоставления контента или услуги, которую вы запросили, или когда обработка находится в нашей законные интересы для продвижения услуг и/или продуктов по тестированию, консультированию, информации и обеспечению соответствия требованиям, предлагаемых Smithers.
Будут ли Смитерс делиться моими данными?
Компания-член Smithers может время от времени передавать вашу личную информацию другой компании-члену Smithers, в некоторых случаях за пределами Европейской экономической зоны. Компании-члены Smithers по соглашению между собой обязаны защищать такую информацию и соблюдать применимые законы о конфиденциальности. Smithers не будет передавать вашу информацию, полученную в результате участия, без вашего согласия.
Как Smithers будет защищать мои данные и обеспечивать их безопасность?
Компания Smithers соблюдает строгие процедуры для обеспечения безопасности вашей личной и финансовой информации. Чтобы предотвратить несанкционированный доступ или раскрытие вашей информации, мы внедрили строгие меры безопасности и оптимальные методы для обеспечения защиты вашей информации в Интернете.
Как долго Smithers будет хранить мои данные?
Smithers будет хранить личную информацию, полученную от вас, если у нас есть постоянная законная деловая необходимость в этом.