

Содержание
«Завод бурового оборудования»: технологии, контроль качества — Завод бурового оборудования
Для изготовления бурильных труб, буровых штанг, обсадных и колонковых труб, замков для бурильных труб применяются только сертифицированные материалы высокого качества. Вся трубная продукция, предназначенная для бурения, проходит электротермическую закалку с нагревом изделия токами высокой частоты, что обеспечивает более высокую прочность и износостойкость поверхности деталей.
Поскольку во время эксплуатации бурильные трубы подвергаются тяжелым нагрузкам (высокий уровень спуска, интенсивное вращательные функции при бурении, работа с агрессивными средами), им необходима надежная антикоррозийная защита. Для этого все замковые соединения и весь буровой инструмент подвергаются карбонитрации, что повышает усталостную прочность деталей на 50-80%, резко увеличивает износостойкость, обеспечивает минимальные величины деформаций в пределах допуска чертежа, а также подавляется эффект «заедания» при контактном трении. Коэффициент трения снижается с 0,7-0,8 до 0,04-0,15.
Коэффициент трения снижается с 0,7-0,8 до 0,04-0,15.
Наши технологии изготовления бурильных труб направлены на:
- устранение заедания резьбы и увеличение общей износостойкости резьбовых соединений;
- увеличение количества циклов на «свинчивание-развинчивание»;
- высокую балансировку бурильной колонны и соосности замка с осью трубы.
Все наши разработки позволяют вам вести бурение на высоких скоростях и участках уменьшенного зазора между трубой и стенкой скважины. Кроме того, мы делаем бурильные трубы гладкими по наружной поверхности, чтобы уменьшить разрушения стенок скважины и обеспечить равномерный износ всей бурильной колонны.
Все эти достижения стали возможным благодаря опыту наших конструкторов, технологов, металловедов, а также специальному оборудованию, которое мы используем в процессе производства.
Машина сварки трением Thompson-60 (Frictionweld)
Ее использование позволяет получить высокое качество сварного соединения и ускорить процесс за счет точного дозирования энергии. Кроме того, с помощью этой машины можно сваривать металлы и сплавы в различных сочетаниях.
Кроме того, с помощью этой машины можно сваривать металлы и сплавы в различных сочетаниях.
Закалочная печь РК1000/12 и отпускная печь РР1000/85
Максимальная рабочая температура в закалочной печи не менее 1200°С, в отпускной – не менее 850°С. Современная система управления и регулирования всего процесса термообработки обеспечивает равномерную закалку и отпуск деталей по всей длине и на всю глубину. Печи оснащены системой контроля температуры в разных точках рабочей камеры и системой равномерного распределения заданной температуры по всей рабочей камере.
Закалочный комплекс на базе установки индукционного нагрева «Элсит 100ПС»
Высокая температура нагрева и более интенсивное охлаждение после закалки ТВЧ обеспечивает высокую твердость изделия, и соответственно, более высокую прочность и износостойкость поверхности детали. Закалка производится в нескольких зонах в автоматическом режиме. Появление на поверхности сжимающих напряжений (благодаря образованию мартенситной структуры) способствует повышению эксплуатационной прочности деталей, закаленных с помощью ТВЧ.
Токарные станки с ЧПУ
Токарная обработка с давних времен по праву считается одним из основных видов обработки металлов. Токарные станки можно увидеть в цеху любого машиностроительного или металлообрабатывающего предприятия. Сейчас трудно найти механизм, в котором не присутствовала бы деталь, обработанная на токарном станке. Использование станков с ЧПУ в токарной обработке позволяет получать высокоточные унифицированные детали. Это происходит за счет применения труда высококвалифицированных рабочих и передовых технологий – высоких скоростей обработки (до 3000 об/мин), специального режущего инструмента, использования мощной системы охлаждения.
Мы провели полное техническое перевооружение участка токарной механообработки, установив самое современное импортное оборудование – станки с ЧПУ моделей Challenger BNC-2260, Hardinge Talent GS 250, HAASST-30, трубонарезные станки модели MS22. Это высокопроизводительные токарные станки для точной обработки деталей. Все токарные станки оснащены 8-12-местными инструментальными головками. Жесткость станин станков позволяет проводить механическую обработку с максимальной точностью. Участок обслуживается высококвалифицированными операторами станков с ЧПУ.
Все токарные станки оснащены 8-12-местными инструментальными головками. Жесткость станин станков позволяет проводить механическую обработку с максимальной точностью. Участок обслуживается высококвалифицированными операторами станков с ЧПУ.
Постоянное отслеживание размеров токарной обработки позволяет вовремя вносить коррективы в программу, а использование твердосплавного инструмента европейских производителей позволяет получать требуемую точность. Квалификация наших токарей позволяет выполнять заказы качественно и в срок, а применяемое оборудование обеспечивает надлежащее качество токарной обработки как по размерам, так и по чистоте поверхности.
Контроль качества
Мы поставляем только надежный буровой инструмент, а все благодаря жесткому контролю качества бурильных труб на всех этапах производства от поступления на Завод трубной заготовки до выпуска готовой продукции. Контроль качества производит отдел технического контроля.
Лаборатория металловедения и термической обработки
Основные направления деятельности лаборатории:
- входной контроль поступаемых на завод заготовок на их соответствие химическому составу, содержанию неметаллических включений и пр.
 ;
; - исследование и выбор материалов, оценка их технологических и служебных качеств путем комплексного анализа их структуры и свойств;
- разработка режимов термической обработки и поверхностного упрочнения выпускаемой продукции с целью обеспечения требуемых эксплуатационных и механических свойств;
- исследование причин брака в производстве, связанных с процессами термической обработки металла и разработка предложений по его предупреждению и устранению;
- анализ преждевременного выхода бурильных труб из строя, диагностика причин эксплуатационных повреждений.
 ;
;Для решения поставленных задач используется обширный комплекс современных методов металловедческих исследований и испытаний, включая оптическую и электронную микроскопию, испытание механических свойств, микроспектральный анализ фазового состава, анализ и обработка изображений (структурных составляющих, неметаллических включений и пр.), дюрометрические исследования и др.
Металлографический инвертированный микроскоп Nikon Eclipse MA 100 используется для изучения структуры металлов и сплавов. Позволяет достигать увеличение до 1000-крат с высочайшей числовой апертурой (до 0,95). Также применяются объективы 50-крат, 100-крат, 400-крат. Полученное изображение выводится на монитор и при помощи встроенной камеры можно получить моментальную фотографию изучаемого объекта.
Позволяет достигать увеличение до 1000-крат с высочайшей числовой апертурой (до 0,95). Также применяются объективы 50-крат, 100-крат, 400-крат. Полученное изображение выводится на монитор и при помощи встроенной камеры можно получить моментальную фотографию изучаемого объекта.
Данный микроскоп незаменим при проведении металлографических исследований и позволяет получить качественные и точные результаты.
Лаборатория механических испытаний
В лаборатории механических испытаний отдела технического контроля проводят следующие виды испытаний:
- испытание на разрыв, которое проводится на разрывной машине Р-50. Механические свойства проверяются на образцах, вырезанных из тела трубы, сварного соединения и деталей приварных замков. По результатам испытаний определяют временное сопротивление, предел текучести, относительное удлинение и сужение.
- испытание на ударную вязкость. Метод основан на разрушении образца с концентратом посередине одним ударом маятникового копра типа МК-30А.

В технологическом потоке изготовления продукции немаловажную роль играет контроль качества параметров резьбы. Для этого лаборатория технического контроля оснащена универсальным измерительным микроскопом УИМ-23 с модернизированным программным обеспечением и специальной видео-насадкой. В результате таких модернизаций программное обеспечение обрабатывает сигналы измерений, автоматически рассчитывает и выводит на монитор компьютера заданные параметры.
Отдел технического контроля
Для обеспечения точного контроля и измерения параметров профиля резьбы труб была приобретена измерительная машина «MarSurf». MarSurf XC 20 – это совершенный прибор, соответствующий высшему уровню техники измерения поверхности. Это прибор на базе резьбовых соединений определяет все основные параметры и профили в соответствие с международными нормами как в пункте ОТК, так и в производственных условиях.
Оборудование, находящееся в лабораториях технического контроля, полностью соответствует необходимым техническим требованиям. Каждый вид оборудования и его программное обеспечение идентифицировано и зарегистрировано, регулярно проходит проверку.
Каждый вид оборудования и его программное обеспечение идентифицировано и зарегистрировано, регулярно проходит проверку.
В лабораториях отдела технического контроля работают грамотные специалисты, которые проходят обучение, тем самым, повышая уровень квалификации, а также участвуют в научных конференциях.
ООО «Бурильные трубы»
Связаться с компанией
623405, Свердловская область, г. Каменск-Уральский, ул. Заводская, 5
Часы работы: Понедельник-Пятница с 8-00 до 17-00
Контакт: Богушевич Владислав Владимирович
Телефон: +7-343-939-30-06
Е-mail: [email protected]
скрыть контакты
ООО «Бурильные трубы» является ведущим производителем труб из высокопрочных и сверхлегких алюминиевых сплавов, задачей которого являются разработка, производство и поставка продукции для бурения, строительства и эксплуатации скважин на нефть и газ.
— Высокая удельная прочность легкосплавных бурильных труб (ЛБТ)
— Более низкий коэффициент гидравлического сопротивления
— Более низкий модуль упругости и меньший коэффициент трения в обычных буровых растворах
— Возможность изготовления протекторного утолщения в середине ЛБТ
— Высокая коррозионная стойкость алюминиевых сплавов
ООО «Бурильные трубы» является 100%-ным дочерним предприятием ОАО «Каменск-Уральский металлургический завод» – крупнейшим в России производителем полуфабрикатов из алюминиевых и магниевых сплавов, создано в 2007 г. на базе трубопрессового цеха для ускорения развития бизнеса и услуг для предприятий нефтегазового комплекса.
на базе трубопрессового цеха для ускорения развития бизнеса и услуг для предприятий нефтегазового комплекса.
НАШИ ПРЕИМУЩЕСТВА:
Выгодное географическое положение. ООО «Бурильные трубы» расположен на территории города Каменск-Уральского, который находится в центре Урала, в 100 км на юго-восток от Екатеринбурга, самого высокоиндустриального района России.
Выгодное географическое положение к основным нефтегазодобывающим регионам (Оренбург, Западная и Восточная Сибирь, Башкортостан, Татарстан, Казахстан и др.) существенно сокращает транспортные затраты по доставке ЛБТ. Возможность отгрузки продукции ж/д вагонами, полувагонами, малотоннажными и крупнотоннажными контейнерами, автотранспортом
Современная технология и оборудование позволяет производить полный цикл обработки труб современных конструкций (прессование, термообработка, правка, УЗК контроль, линия механической обработки и сборки труб, в том числе в сборе с замками горячей и холодной сборки) в том числе ЛБТВК.
Технико-технологические наработки в области производства труб специального сортамента.
Возможность быстро реагировать на потребности рынка в области инструмента для нефтяных сервисов (расширение номенклатуры продукции)
Высокое качество обеспечивают современные методы контроля технологических параметров на всех этапах производства продукции.
Индивидуальный подход к каждому Заказчику и каждому Заказу.
Дополнительные возможности. Совместно с нашими партнерами инжиниринговой компанией «Акватик-БТ» мы готовы не только изготовить продукцию (ЛБТ, ЛНКТ, ЛОТ), но и оказывать полный спектр услуг: комплексные расчеты компоновок бурильных колонн, разработку рекомендаций по бурению и т.д.
Реквизиты
Документы
Фотогалерея
| Директор: | Петункин Игорь Владимирович |
| Контактное лицо: | Богушевич Владислав Владимирович |
| Сайт: | бурильные-трубы.рф |
| Сфера деятельности: | Металлургическая промышленность |
| ИНН: | 6612021897 |
Документы
Развернуть
svidetelystvo-ogrn
svidetelystvo-inn
Лицензии
Развернуть
razreshenie
Свидетельства
Развернуть
sertifikat-sootvetstviya-ross-ru. ayu42
ayu42
sertifikat-sootvetstviya-ross-ru.ayu42
sertifikat-sootvetstviya-ross-ru.ayu42
sertifikat-sootvetstviya-ross-ru.ayu42
| Директор: | Петункин Игорь Владимирович |
| Контактное лицо: | Богушевич Владислав Владимирович |
| Сайт: | бурильные-трубы.рф |
| Сфера деятельности: | Металлургическая промышленность |
| ИНН: | 6612021897 |
Документы
Развернуть
svidetelystvo-ogrn
svidetelystvo-inn
Лицензии
Развернуть
razreshenie
Свидетельства
Развернуть
sertifikat-sootvetstviya-ross-ru.ayu42
sertifikat-sootvetstviya-ross-ru.ayu42
sertifikat-sootvetstviya-ross-ru.ayu42
sertifikat-sootvetstviya-ross-ru.ayu42
Керноприемные трубы
ООО «Бурильные трубы»
Легкосплавные насосно-компрессорные трубы (ЛНКТ)
ООО «Бурильные трубы»
Легкосплавные бурильные трубы (ЛБТВК)
ООО «Бурильные трубы»
КАМЕНСК-УРАЛЬСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД, ОАО
ЗАО «Кушвинский завод прокатных валков»
ООО «СтальТранс»
ООО «УГМК-ОЦМ»
ООО «УМК-Сталь»
ООО «ТМК-ИНОКС»
ПАО «Надеждинский металлургический завод»
ООО Завод «УралЭнергоДеталь»
АО «Первоуральский новотрубный завод»
ОАО «Верх-Исетский металлургический завод»
Министерство международных и внешнеэкономических связей Свердловской области , 2023
Процессы производства бурильных труб | TuffRod
Стоимость труб.
Имя*
Название компании*
Адрес электронной почты*
Телефон
Город и штат
комментариев*
В TuffRod мы понимаем, что наличие правильной информации для принятия обоснованного решения при покупке бурильной трубы имеет важное значение, и хотим, чтобы наши клиенты понимали методы производства, которые мы используем.
Мы используем три наиболее распространенных метода изготовления труб горизонтально-направленного бурения: цельнокованые, инерционно-сварные и прессовые и сварные.
Ниже приводится объяснение того, как изготавливаются бурильные трубы с использованием каждого из методов, чтобы дать вам лучшее понимание.
Цельная внутренняя и внешняя кованая бурильная труба (IEU)
Цельная кованая или цельная кованая бурильная труба IEU изготавливается исключительно из одного куска материала. Эта труба имеет одинаковый химический состав для резьбовых соединений и средней трубы без зоны сварки между ними.
Сырье, или сырая труба, распиливается на точно рассчитанную длину, чтобы обеспечить надлежащие допуски на готовую длину. Затем концы зеленой трубы нагревают, чтобы получить пригодный для обработки материал для процесса ковки или осадки.
В процессе высадки сталь приобретает желаемый внешний диаметр, внутренний диаметр и длину ключа, необходимые для соединения ниппеля и муфты.
Следующим этапом является термообработка всей трубы до определенной степени твердости. После термообработки и правки трубы высаженные концы обрабатываются с высокой точностью и нарезаются резьбы.
Окончательная проверка — последний и самый ответственный шаг.
Инерционная сварная бурильная труба
Бурильная труба, сваренная инерционным способом, аналогична цельной бурильной трубе в том, что сырая труба разрезается по длине; высадки выкованы на каждом конце, чтобы сформировать более толстую стенку, что создает большую поверхность сварного шва. Чем больше площадь поперечного сечения, тем больше прочность в этой области сварного шва.
Чем больше площадь поперечного сечения, тем больше прочность в этой области сварного шва.
Основное отличие от инерционной сварной бурильной трубы состоит в том, что она изготавливается из трех отдельных частей.
- Средняя трубка
- 2 резьбовых соединения
- Бурильные замки
Бурильные замки обычно изготавливаются из пруткового сплава. После того, как прутковый материал распиливается по длине, просверливается и подвергается механической обработке, он подвергается термообработке до заданной твердости.
После термической обработки замки проходят окончательную механическую обработку, нарезание резьбы и контроль. Следующим этапом является процесс инерционной сварки.
Процесс сварки представляет собой метод сварки в твердом состоянии, при котором металл склеивается без расплавления. Поскольку во время инерционной сварки не образуется расплавленный продукт, после завершения сварки нет перелитого металла или укрупнения зерен.
Средняя труба удерживается неподвижно с помощью гидравлических зажимов, а резьбовой замок зажимается в цанговом патроне на вращающемся шпинделе. К шпинделю также крепится маховик с заранее рассчитанным весом.
Цикл сварки состоит из разгона шпинделя до заданной скорости, которая управляется электроникой для отключения системы привода при достижении заданной скорости. Это позволяет массе вращающегося бурильного замка и шпинделя быть свободной и вращаться только за счет кинетической энергии. В определенный момент машина сжимает бурильный замок и трубу вместе, вызывая трение на границе сварки. Давление поддерживается до тех пор, пока вся энергия вращающегося шпинделя не будет израсходована на сварной шов, что, в свою очередь, останавливает вращение.
Этот сплав металла с металлом обеспечивает 100-процентное проплавление сварного шва. Зона сварки затем подвергается механической обработке, термообработке и проверке для обеспечения надлежащей прочности и твердости.
Прессовая посадка и сварка
Этот процесс является одним из старейших процессов производства бурильных труб. Этот процесс очень похож на инерционную сварку трубы в том смысле, что замковые соединения изготавливаются отдельно от стержня, а средняя часть тела выковывается и обрабатывается, чтобы замковые соединения можно было запрессовать в кованые концы трубы.
Этот процесс очень похож на инерционную сварку трубы в том смысле, что замковые соединения изготавливаются отдельно от стержня, а средняя часть тела выковывается и обрабатывается, чтобы замковые соединения можно было запрессовать в кованые концы трубы.
После точного прессования они проходят процесс сварки MIG. После того, как трубы сварены, зона сварки подвергается соответствующей термообработке для обеспечения необходимой прочности и твердости.
Качественная бурильная труба
Любой из вышеперечисленных производственных процессов позволит получить качественную бурильную трубу. Как и любой другой продукт, если вы сделаете это правильно и воздержитесь от каких-либо ярлыков, вы получите качественный продукт.
Выбрав компанию с хорошей репутацией для покупки новой бурильной колонны, необходимо уметь правильно ее обслуживать, чтобы получить максимальную отдачу от своих инвестиций.
Чтобы узнать больше о производстве бурильных труб, свяжитесь со специалистами по бурильным трубам для ГНБ в TuffRodd или позвоните по телефону (844) 586-9354 сегодня!
Наверх Свяжитесь с нами
RDT — Re-Tool Jointing
Сосредоточенность на экономии денег наших клиентов за счет инноваций всегда была первостепенной задачей для RDT. Имея это в виду, когда мы строили наше основное производственное предприятие в Бизли, штат Техас, мы разработали схему нашего завода таким образом, чтобы мы были лучшим выбором для наших клиентов, когда речь шла об услугах по замене инструмента для соединения бурильных труб, тяжелых Весовая бурильная труба и утяжеленные бурильные трубы. В отличие от большинства производителей, у нас есть два специальных здания на территории кампуса, которые занимаются этим видом услуг. Это позволяет нам предлагать это решение по снижению затрат, не прерывая рабочий процесс для производства нашей новой линейки продуктов. Первое здание предназначено исключительно для обработки бурильных труб, а второе здание используется для производства тяжелых бурильных труб и утяжеленных бурильных труб.
Имея это в виду, когда мы строили наше основное производственное предприятие в Бизли, штат Техас, мы разработали схему нашего завода таким образом, чтобы мы были лучшим выбором для наших клиентов, когда речь шла об услугах по замене инструмента для соединения бурильных труб, тяжелых Весовая бурильная труба и утяжеленные бурильные трубы. В отличие от большинства производителей, у нас есть два специальных здания на территории кампуса, которые занимаются этим видом услуг. Это позволяет нам предлагать это решение по снижению затрат, не прерывая рабочий процесс для производства нашей новой линейки продуктов. Первое здание предназначено исключительно для обработки бурильных труб, а второе здание используется для производства тяжелых бурильных труб и утяжеленных бурильных труб.
ЧТО ТАКОЕ ЗАМЕЧАНИЕ?
Процесс услуги по замене инструмента представляет собой снятие трубчатого бурильного замка с основного корпуса бурильной трубы, утяжеленной бурильной трубы и утяжеленной бурильной трубы и замену его НОВЫМИ бурильными замками. Этот процесс вступает в силу, когда наружный диаметр трубы уменьшается из-за значительного износа бурильного замка или из-за ограниченного расстояния между ключами. Наши НОВЫЕ бурильные замки привариваются к существующему основному корпусу, чтобы труба не теряла длину. Фактически трубчатый элемент может вернуться к своей первоначальной длине, поскольку все повторные нарезки резьбы устраняются за счет удаления старых бурильных замков и приварки нового бурильного замка.
Этот процесс вступает в силу, когда наружный диаметр трубы уменьшается из-за значительного износа бурильного замка или из-за ограниченного расстояния между ключами. Наши НОВЫЕ бурильные замки привариваются к существующему основному корпусу, чтобы труба не теряла длину. Фактически трубчатый элемент может вернуться к своей первоначальной длине, поскольку все повторные нарезки резьбы устраняются за счет удаления старых бурильных замков и приварки нового бурильного замка.
Альтернативный метод, называемый «восстановлением», иногда путают с соединением с повторным инструментом. «Восстановление» на самом деле представляет собой процесс нанесения еще одного слоя металла вокруг бурильного замка для восстановления изношенной поверхности внешнего диаметра. Этот процесс не учитывает потерю длины бурильного замка, которую вы получите из-за повторной нарезки резьбы, которую необходимо будет сделать. Наплавленный металл, используемый при «восстановлении», имеет гораздо более мягкий состав материала, чем металл в НОВОМ бурильном замке.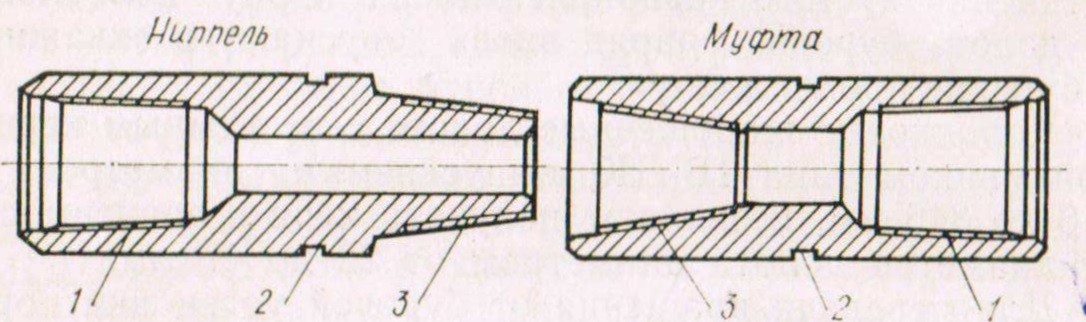 Это приведет к быстрому уменьшению наружного диаметра вашей трубы из-за быстрого износа более мягкого материала. Этот процесс НЕ является рекомендуемой практикой API и не является услугой, которую RDT и ее дочерние компании будут предоставлять.
Это приведет к быстрому уменьшению наружного диаметра вашей трубы из-за быстрого износа более мягкого материала. Этот процесс НЕ является рекомендуемой практикой API и не является услугой, которую RDT и ее дочерние компании будут предоставлять.
RDT следует строгим правилам и процессам при переоснащении изделий. В рамках наших услуг по повторному соединению инструментов используются разные процессы в зависимости от продукта, над которым ведется работа. Ниже приводится краткий обзор этих процессов по конкретным продуктам:
Бурильные трубы
В RDT контроль качества и безопасность всегда стоят на первом месте в любой работе, которую мы выполняем. Таким образом, прежде чем мы сможем даже запустить это приложение для вашей бурильной трубы, труба должна быть сначала обработана и соответствовать нашим критериям проверки. После того, как труба пройдет проверку, RDT удалит замки с исходной линии сварки и инерционно приварит новые замки на место. Это не только сэкономит вам на покупке новой трубы, так как труба уже высажена и имеет установленный класс, процесс выполняется быстрее, чем изготовление новой бурильной трубы.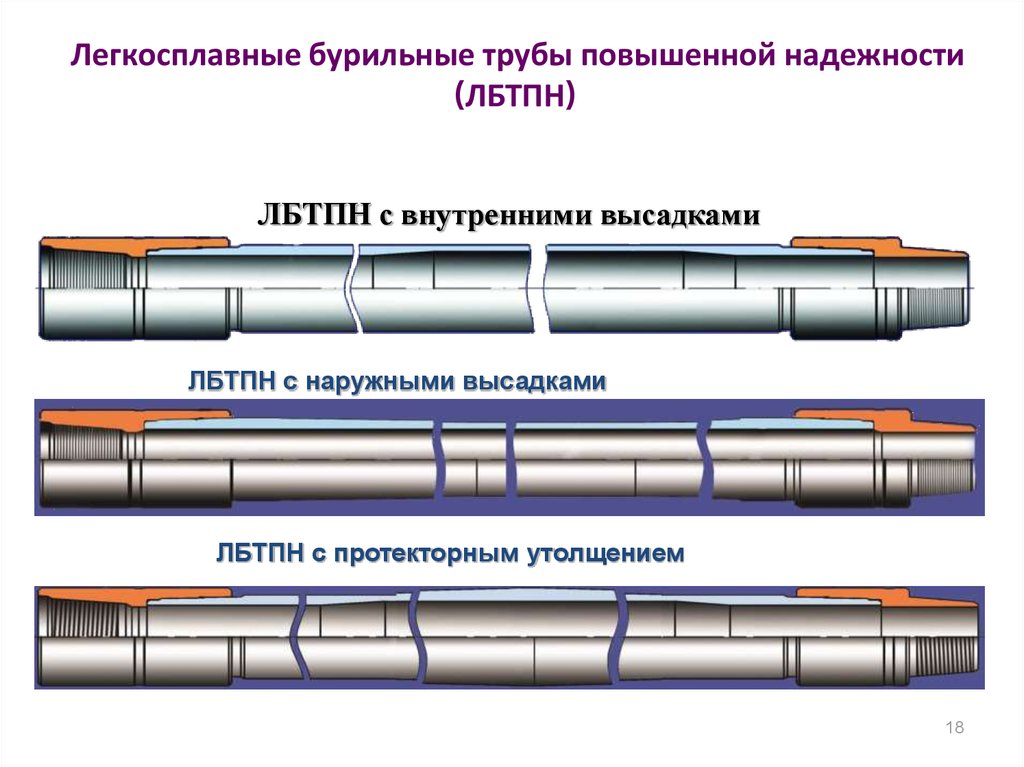
По запросу клиента, после сварки замковых соединений, могут быть добавлены другие дополнительные услуги, такие как жесткое бандажирование и внутреннее пластиковое покрытие. В тех случаях, когда труба изначально подвергалась закалке и отпуску, по запросу заказчика RDT может изменить марку до выполнения какой-либо сварки.
Утяжеленная бурильная труба
Что касается утяжеленной бурильной трубы, процесс начинается с отрезания бурильного замка в стратегическом месте бурильного замка, а затем удаления всех твердых бандажирующих материалов, которые могут уже присутствовать на трубе. НОВЫЙ бурильный замок изготовлен из термообработанной стали 4145. RDT использует технику сварки, называемую субдуговой сваркой (широко известную как «сварка встык»), для крепления НОВЫХ бурильных замков. По вашему запросу, после сварки НОВЫХ бурильных замков, компания RDT может также нанести твердую окантовку и/или внутреннее покрытие на недавно переоснащенную тяжелую бурильную трубу.
Утяжеленные бурильные трубы
В случае утяжеленных бурильных труб, как правило, муфтовый конец соединяется только с замковым соединением. Основными причинами замены инструмента на утяжеленных бурильных трубах может быть увеличение длины трубы, так как подрядчик не может вернуть стойку в мачту/вышку. Коробчатый конец трубы, как правило, является более слабым соединением по сравнению со штыревым концом. Имея это в виду, RDT рекомендует переоборудовать конец муфты только для того, чтобы сохранить исходное соединение и внешний диаметр.
Основными причинами замены инструмента на утяжеленных бурильных трубах может быть увеличение длины трубы, так как подрядчик не может вернуть стойку в мачту/вышку. Коробчатый конец трубы, как правило, является более слабым соединением по сравнению со штыревым концом. Имея это в виду, RDT рекомендует переоборудовать конец муфты только для того, чтобы сохранить исходное соединение и внешний диаметр.
ПРЕИМУЩЕСТВА ОБСЛУЖИВАНИЯ
Экономия затрат Преимущества: Экономия затрат при выборе нашего процесса переоснащения по сравнению с покупкой совершенно НОВОЙ колонны бурильных труб может составить более 50%. Это не только дает нашим клиентам возможность продлить срок службы существующих труб, но также может вернуть трубу, которая считалась «хламом», без каких-либо дополнительных капитальных затрат.
Технические преимущества: Что касается бурильных труб, RDT будет сваривать муфтовое соединение там, где изначально существовало штифтовое соединение. Это увеличивает срок службы ваших трубных изделий несколькими способами:
- Создает новую область проскальзывания
- Трубка вращается с противоположной стороны, где до обслуживания не было напряжений
- Возможность замены соединения без потери длины трубы
Использование нашего процесса Re-Tool Jointing означает, что теперь у вас есть совершенно новые бурильные замки, а не просто отремонтированные, где все размеры проходят проверку на любом уровне.
