

Содержание
Технология сварки балки из листового материала
Главная » Статьи » Технология сварки балки из листового материала
Сварная балка: технология изготовления — СтеллаСтрой
Главная » Статьи » Сварная балка: технология изготовления
Сварные балки в промышленном виде чаще всего используются двутаврового сечения. Естественно для изготовления такой балки используют специальную технологию, которая подразумевает создание прочной и надежной конструкции. Поскольку металл является одним из самых дорогих строительных материалов, постоянно ведется поиск способа снизить затраты металла при сохранении требуемой прочности конструкции.
Изготовление балки в Москве и Московской области происходит на специальном заводе. Популярность таких балок обусловлена экономией металла при сохранении необходимой несущей способности конструкции. Сварные двутавровые балки представляют собой элементы с уменьшенным поперечным сечением, в сравнении с монолитными конструкциями.
Чаще всего для изготовления балки используют углеродистую сталь. Элемент состоит из трех частей, которые соединяются при помощи сварки. Некоторые виды балок делают с помощью горячего проката. Такое производство требует сложного оборудования. Низкоуглеродистая сталь применяется реже, из нее делают балки только если того требует проектная необходимость.
Элемент состоит из трех частей, которые соединяются при помощи сварки. Некоторые виды балок делают с помощью горячего проката. Такое производство требует сложного оборудования. Низкоуглеродистая сталь применяется реже, из нее делают балки только если того требует проектная необходимость.
Сваривание выполняется под действием флюса автоматическим методом. Для увеличения запаса прочности, приваривание полочки двутавра выполняется с двух сторон. В процессе производства важно следить за точным расположением элементов и плотным их прилеганием друг к другу. Это обеспечит надежность балки в готовом виде.
Себестоимость изготовления сварной балки зависит от масштаба производства и количества партии. Чем меньше завод делает готовых элементов, тем дороже обходится каждый из них. Большое количество изготавливаемых элементов позволяет поставить производство полностью на автоматизированный поток под конкретную задачу.
При изготовлении большой партии сварных балок применяют технологию беспрерывного производства. В таком режиме обслуживание оборудования обходится дешевле, чем его непосредственный запуск в работу. Помимо сборки и сварки листовых элементов двутавра на заводе изготовителе выполняют разные вспомогательные процессы. К ним относится правка деталей, зачистка кромок и точная резка исходного материала.
В таком режиме обслуживание оборудования обходится дешевле, чем его непосредственный запуск в работу. Помимо сборки и сварки листовых элементов двутавра на заводе изготовителе выполняют разные вспомогательные процессы. К ним относится правка деталей, зачистка кромок и точная резка исходного материала.
Все стыковые соединения должны быть плотно проплавлены, а сформированный шов сварки должен отвечать нормативным требованиям. Все изделия проходят операционный контроль на этапе производства и окончательную проверку в готовом виде.
Сварная балка. Пять этапов изготовления
Условно изготовление сварной двутавровой балки можно разделить на пять этапов. Начальный этап подразумевает подготовку и резку листового материала на полосы необходимой толщины. В зависимости от оборудования и толщины обрабатываемого материала, резка одного метра выполняется примерно в течение минуты.
Дальше заготовленные листы подают на фрезерный станок, которые обрабатывает его торцы. Это позволяет улучшить качество сваривания между полкой и стенкой двутавра за счет плотного прилегания хорошо обработанных и подготовленных листов.
Третий этап производства двутавровой балки заключается в правильной сборке конструкции. При изготовлении небольшого количества балок используют стеллаж для сборки, на котором с помощью специальной подъемной техники выполняют установку всех элементов конструкции.
При этом важно соблюдать симметричное расположение полочек и проверять перпендикулярность элементов. Для более крупных партий целесообразно вводить специальное оборудование для сборки, которые максимально исключает ручную трудоемкую работу.
Сваривание на стеллаже выполняется с помощью автоматизированных портальных сварочных установок. В зависимости от задач будущей конструкции применяют разную последовательность наложения швов.
На последнем этапе производится устранение геометрических нарушений, которые неизбежно появляются во время сварки (грибовидность). Готовая балка проходит через систему выравнивающих роликов.
stellastroy.ru
Технология изготовления сварных двутавровых балок
Технология изготовления сварных двутавровых балок, помимо прочности и надёжности, к ним предъявляются и другие требования. Одной из основных характеристик балок является их плотность. Для любых видов работ, плотность металлических балок должна быть максимально высокой. Из основных задач для разработчиков балок, является снижение их металлоёмкости. Это значит, что постоянно ведутся работы по разработке балок, требующих меньшее количество металла при сохранении характеристик прочности.
Одной из основных характеристик балок является их плотность. Для любых видов работ, плотность металлических балок должна быть максимально высокой. Из основных задач для разработчиков балок, является снижение их металлоёмкости. Это значит, что постоянно ведутся работы по разработке балок, требующих меньшее количество металла при сохранении характеристик прочности.
О сварной двутавровой балке и её производстве
Двутавровые балки экономически выгодны в строительстве. Использование сварных двутавровых балок, в качестве строительных металлоконструкций каркасов, даёт возможность не только облегчить элементы конструкции, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, тем самым уменьшить массу металлической конструкции.
Изготовление сварных двутавровых балок.
Технология изготовления сварнной балки, экономичен и успешно конкурирует с изготовлением балок способом прокатки, по другому называют горячекатанная двутавровая балка. Изготавливаются двутавровые балки, конечно же, из металла. Чаще всего для производства балок применяются углеродистые стали. В частности, довольно распространены двутавровые балки из низкоуглеродистых сталей.
Изготавливаются двутавровые балки, конечно же, из металла. Чаще всего для производства балок применяются углеродистые стали. В частности, довольно распространены двутавровые балки из низкоуглеродистых сталей.
Среди всех видов балок, наибольшее распространение получили балки двухтаврового сечения. В основе этих балок лежит двухтавровый профиль, имеющий поясные швы. Профиль двухтавровых балок состоит из трёх элементов, соединяемых друг с другом посредством сварки. Cварка балки двутавровой происходит под действием флюса. Изготовление профиля для балок, происходит с помощью автоматов для сварки. Для увеличения надёжности балки, соединяемые элементы балки подвергаются сварке с двух сторон. Чтобы гарантировать максимальную прочность сварки балок, при создании сварного шва, балки применяются выходные и заходные планки. Так же следят за перпендикулярностью расположения элементов балки и за качеством их прилегания.
При изготовлении сварных двутавровых балок мелкими партиями, заводы вынуждены использовать примитивную малопроизводительную оснастку, и такие профили обходятся сравнительно дорого. Серийное производство сварных балок в поточных линиях или автоматических станах, которые выполняют весь цикл производства двутавра, на предлагаемом нами современном оборудовании, позволяет поднять производительность труда и снизить стоимость двутавровых балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Серийное производство сварных балок в поточных линиях или автоматических станах, которые выполняют весь цикл производства двутавра, на предлагаемом нами современном оборудовании, позволяет поднять производительность труда и снизить стоимость двутавровых балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Наиболее широкое применение имеет двутавровый профиль с поясными швами, выполняемыми обычно сварочными автоматами под флюсом. Двутавр собирают из трёх листовых элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто предусматривают сборочную и сварочную операции для получения листового элемента требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления шва.
Технологический процесс изготовления сварной двутавровой балки.
01Раскрой листового металла на полосы — штрипс нужной длины и ширины изготавливается на установке термической резки с ЧПУ, которая позволяет распускать лист одновременно несколькими резаками. Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
02Фрезеровка торцов — для улучшения провара шва между полкой и стенкой двутавра производится фрезерная обработка торцов на торцефрезерном станке.
03Сборка балки двутавровой должна быть достаточно точной, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Сборка на стеллаже с помощью простейших приспособлений является трудоёмкой и может применяться только в единичном производстве. Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
С помощью стана для сборки двутавровых балок Z15, достигается симметрия расположения стенки относительно полок балки, обеспечивается взаимная перпендикулярность полки и стенки балки. Сборка двутавровой балки осуществляется в 2 этапа: сборка профиля T-образной формы, затем балка кантуется на 180° и собитается двутавр.
Сборка двутавровой балки осуществляется в 2 этапа: сборка профиля T-образной формы, затем балка кантуется на 180° и собитается двутавр.
Эффект использования сборочного стана, обеспечивается быстродействием и надёжностью механизма позиционирования элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
xn—-7sbabec1clej3cj.xn--p1ai
Особенности технологии изготовления сварных балок коробчатого сечения
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ КОНСТРУКЦИЙ
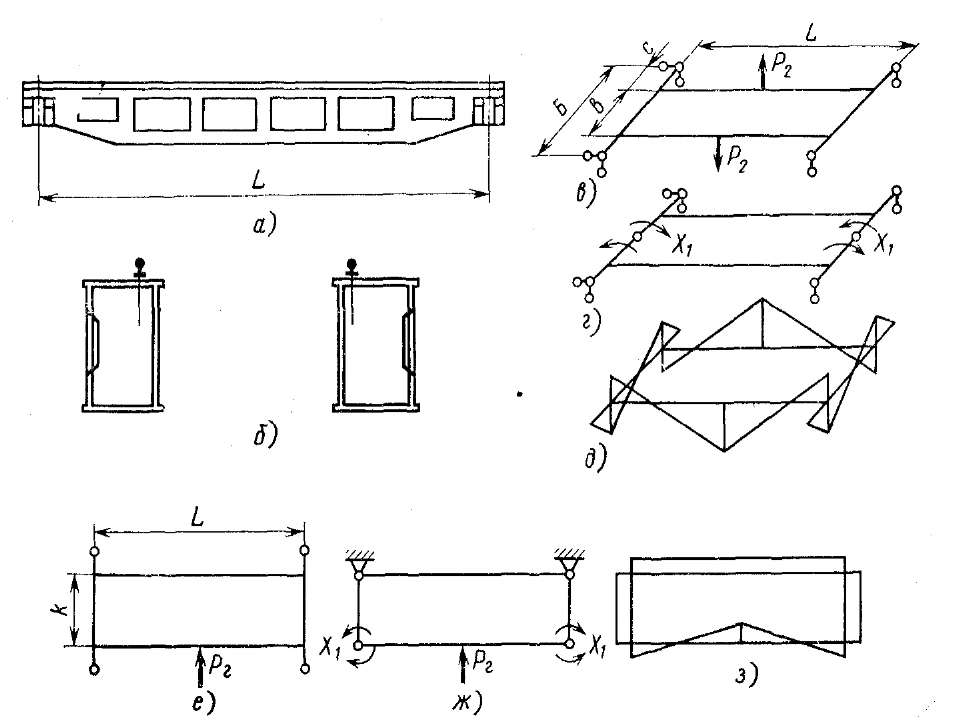
Балки коробчатого сечения (рис. 36, а) сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Рис. 36. Изготовление балок коробчатого сечения: а — сечение балок; б — установка боковых стенок; в — сварка внутренних швов |
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
наклонным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса.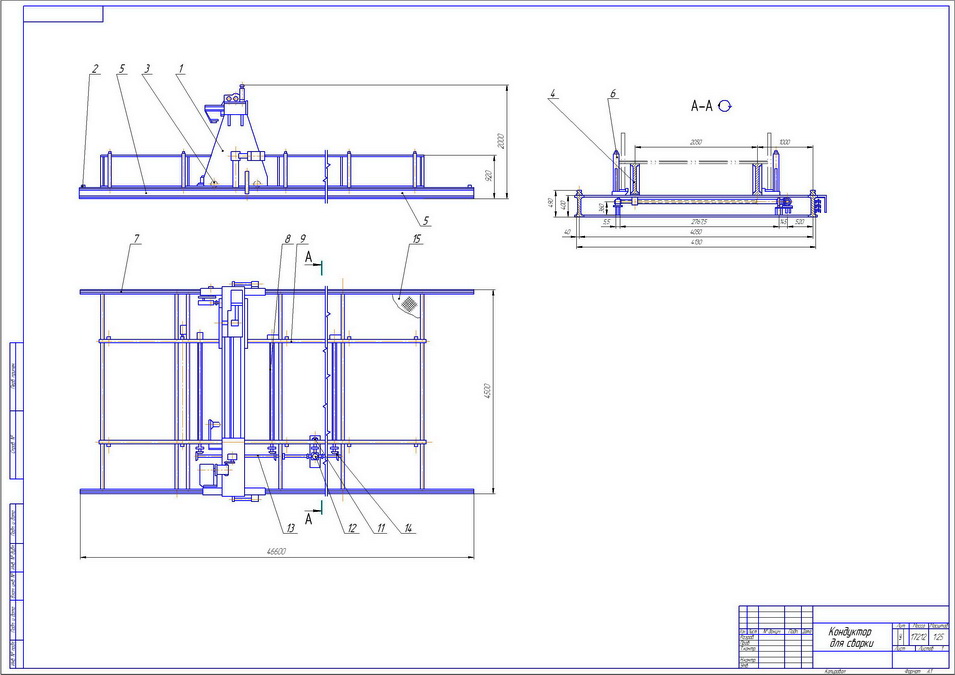 Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии (рис. 37). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и сваривают под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
систему козелков, размещенных параллельно друг другу на расстоянии 1,5…2
72
м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Ее переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется постановкой боковых стенок, что необходимо иметь в виду при проектировании их раскроя. Сборку боковых стенок с «гребенкой» выполняют с помощью портальной самоходной установки 4, Для сварки диафрагм со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде СО 2.
Сборка балки завершается на стенде 2, куда без кантовки передается мостовым краном собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок боковых стенок, полученные в результате приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку до полной выборки ее строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области, и искривления устраняются. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют его прихватками. После освобождения балки от закрепления строительный подъем восстанавливается. Далее балку передают на стенд / для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсовым направляющим перемещаются два сварочных автомата 15, выполняющих; под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов (рис. 38, а). В отличие от балок у них нет диафрагм, что затрудняет их сборку. Поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру (рис. 38, б). Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости, угловых швов наклоненными электродами. Для этого используют, двухдуговые тракторы типа ТС-2ДУ.
Рис. 38. Кондуктор для сборки стержней коробчатого сечения: а — сечение стержня; б — схема кондуктора |
С помощью стекла и алюминия можно создавать не только эффектные экстерьеры зданий, но и формировать элегантные пространственные решения внутри помещений. Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
В рамах тележек железнодорожного подвижного состава нередко наиболее сложные элементы выполняют в виде стальной отливки с относительно тонкими стенками. Примером этому может служить рама тележки электровоза ВЛ-80 (рис. 51), состоящая …
В тяжелом машиностроении рамы клетей мощных прокатных станов собирают и сваривают из балочных заготовок в виде массивных стальных отливок. На рис. 51 показана рама вертикальной клети прокатного стана, составленная из …
msd.com.ua
Производство балок
Статья про производство балок, оборудование и технологию изготовления. Коротко и подробно о самом главном в этом бизнесе
Балка – представляет собой особый конструктивный элемент, который является наклонным или же горизонтальным брусом, который в основном работает на изгиб.
Чаще всего, как правило, именно горизонтально расположенная балка воспринимает отдельно расположенную вертикальную поперечную весовую нагрузку. Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Оборудование для производства балок
Специфический процесс производства всегда предполагает такое же специфическое или индивидуальное оборудование. Для производства сварных балок используется специальная линия.
Существует всего два варианта такого оборудования. Это такое оборудование как:
- Автоматический стан для производства сварной двутавровой балки.
 Такое устройство дает возможность все процессы изготовления балки на одном целостном станке.
Такое устройство дает возможность все процессы изготовления балки на одном целостном станке. - Линия для производства сварной двутавровой балки. В состав и комплектующие данной линии оборудования могут входить непосредственно:
- станок для сборки двутавровых балок;
- установка для сварки балки;
- станок для правки полок двутавровой балки;
- машина термической резки для раскроя листа.
Данное оборудование всегда может не только охватить весь технологический процесс производства стальных двутавровых балок, но и существенно снизить расходы ресурсов на изготовления балок. Такое оборудование можно приобрести по частям, как отдельные устройства, так и как целую непрерывную линию.
Технология производства балок
Существует несколько характеристик и принципов, от которых зависит и по которым определяется прочность балки:
- площадь и форма поперечного сечения;
- длина;
- материал изготовления;
- способ, которым она крепилась.

Существует несколько основных материалов производства балок, и чаще всего это: стальные, железобетонные, деревянные балки. В строительстве в основном используется именно стальная, двутавровая балка, так как она считается самой прочной и самой сильной, выдерживающей очень большие нагрузки.
Двутавровые балки больше всего используют при возведении и конструкции разнообразных каркасов зданий и мостов. Также такие стальные балки применяют тавровые балки, швеллеры, или же балки с полым профилем, и возможно, балки с угловым профилем сечения.
Каждый процесс производства имеет свои принципы и свои нормы, которые зачастую устанавливаются законами или нормами правительства государства, так как большинство производств, будь оно как промышленное так и не промышленное связано либо с людьми которые работают на производстве, либо с людьми, потребляющими или эксплуатирующими полученные продукт.
Такие нормы не обошли и процесс, а вернее технологию производства балок. Данная технология также имеет свои определенные ступени, этапы и процессы. Процесс производства балок имеет всего пять основных этапов:
Процесс производства балок имеет всего пять основных этапов:
- Раскрой листового металла на полосы. Штрипс требуемой длины, а также ширины изготавливается на специфической для данного производства установке термической резки с ЧПУ, которая также позволяет распускать лист на части одновременно несколькими резаками. Скорость процесса резки, в зависимости от толщины и плотности металла, доходит до одного метра за минуту, что довольно быстро в нынешнее время.
- Фрезеровка кромок. Данный процесс направлен на улучшение провара шва между самой полкой и конечно, стенкой. Для этого производится фрезерная регулировка и обработка всех кромок на специальном кромкофрезерном станке.
- Сборка балки. Процесс сборки обязан быть правильным. Вся сборка двутавровой балки должна быть достаточно четкой и точной, а самое главное особое внимание уделяется симметрии территориального расположения и взаимной перпендикулярности полки и двутавровой стенки балки.
- Сварка балки. Весь процесс регулируется автоматизированными линиями производства.
 Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.
Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва. - Правка полок двутавровой балки. Во время процесса производства сварной двутавровой балки всегда непременно возникает нарушение ее «геометрии» полок и стенок.
Наглядное видео процесса:
Как видите, сам процесс довольно несложный.
Читайте также
moybiznes.org
Сварная балка – производство и технология сварки
- Преимущества сварных двутавровых балок
- Технологический процесс производства сварных балок двутаврового сечения
- Как выполняется сварка балок двутаврового сечения
- Сварочные установки, используемые в производстве балок двутаврового сечения
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.
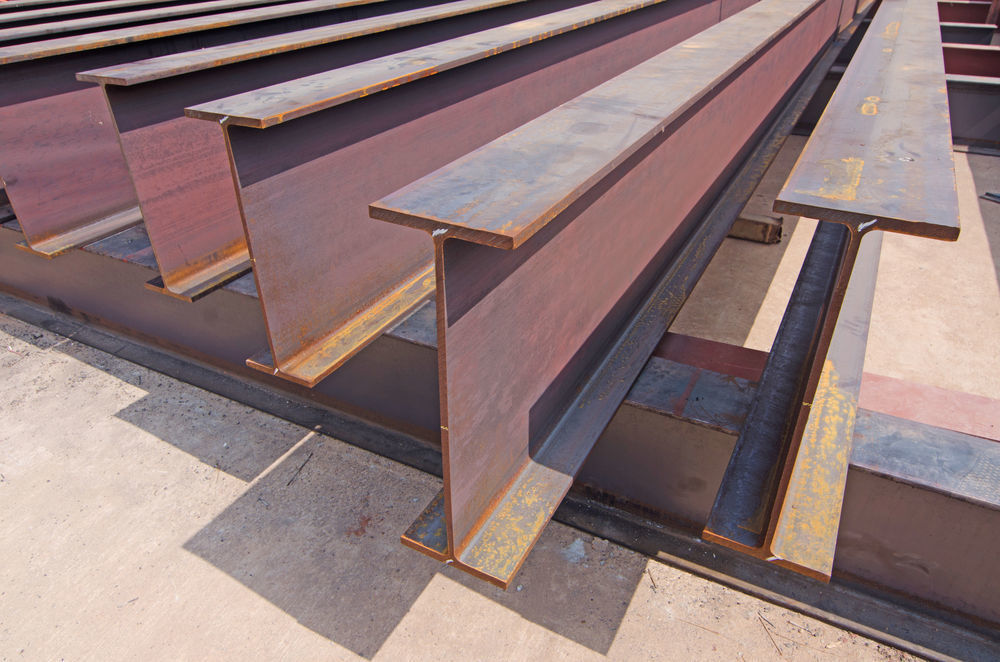
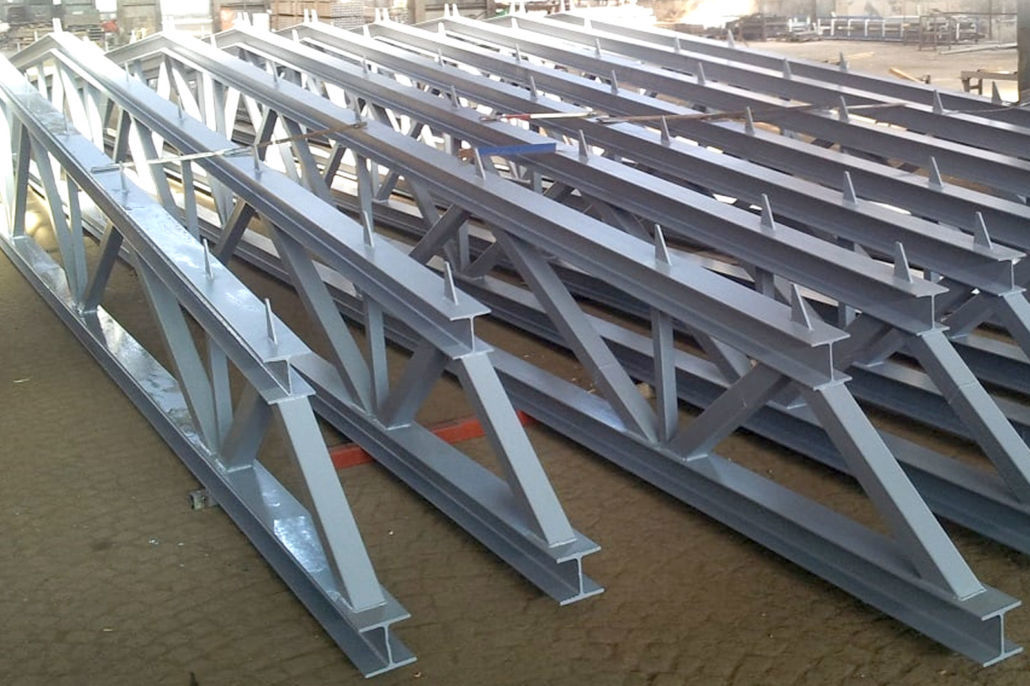
Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровки
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операция
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
Сварка
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделия
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типа
На таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.
Консольная сварочная установка с ЧПУ
Сварочные манипуляторы
Сварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторы
Наиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Сварная балка — технология, изготовление
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
Содержание страницы
- 1 Что это такое
- 2 Процесс изготовления
- 3 Дефекты, которые могут возникнуть при сварке
- 4 Области применения
- 5 Виды
- 6 Возможности
Что это такое
Наиболее часто в строительстве используется двутавровая балка – это металлическое соединение, состоящее из стенки и верхней и нижней полки, грубо говоря, ее профиль поход на русскую букву «Н», то есть имеется стенка и по обеим сторонам присутствуют две полки. Такой тип металлоконструкции может быть сварным или прокатным, все зависит от способа изготовления.
Такой тип металлоконструкции может быть сварным или прокатным, все зависит от способа изготовления.
Прокатная балка изготавливается на прокатных станах из цельного слитка. В процессе прохождения через прокатные плети металл меняет форму и на выходе получается цельный металлический двутавр..
Сварная балка изготавливается путем сварки трех элементов – пояса и двух стенок в единую металлическую конструкцию. Сварные балки чаще всего изготавливаются из стали различных марок.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность.
 Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр. - Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве.
 Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая. - 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее. Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную.
 Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали; - Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
Области применения
Сварная двутавровая балка широко используется в строительстве:
- Различных несущих конструкций, это может быть фундамент, каркас здания и так далее;
- Межэтажных перекрытий;
- Эстакад;
- Мостов
- Путепроводов;
- Тоннелей;
- Виадуков;
- Жилых зданий;
- Торговых центров;
- Складов;
- Стадионов и так далее.
Таким образом, сварная балка имеет очень огромный диапазон применяемости в нынешнем строительстве, она способна обеспечить нужную прочность и жесткость конструкции.
Виды
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;
Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.
Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Сварная балка — технология производства, сварка балок, особенности
Для постройки многоэтажных домов, мостов, технический сооружений применяются балки. Их изготавливают из различных металлических сплавов, а для производства чаще всего применяется сверхпрочная легированная сталь. В зависимости от технологии производства различают несколько видов балок. В России популярность получила сварная балка, которая создается методом сварки отдельных стальных элементов друг с другом. При соблюдении всех сварочных правил получившая деталь получится прочной и надежной, с ее помощью можно возвести любое строение (мост, дом, навесную конструкцию). Но как они создаются? Какие у них есть конструктивные преимущества?
Содержание
- 1 Общие сведения
- 2 Особенности и преимущества
- 3 Сварка балок
- 4 Технология производства
- 4.
 1 Российские производители сварных балок
1 Российские производители сварных балок
- 4.
- 5 Заключение
Общие сведения
Сварная балка — разновидность балочных конструкций, которые изготавливают методом сварки отдельных металлических заготовок. Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
- Посередине детали располагается длинная плоская деталь-перемычка, обладающая постоянной шириной. Для получения сужающихся двутавров могут применяться металлические перемычки переменной ширины, когда ширина одного края меньше ширины другого края. Такие запчасти используются для монтажа навесных конструкций или креплений.
- По бокам к перемычке перпендикулярно привариваются две детали, которые выполняют роль своеобразных «стенок». Стенки обладают постоянной шириной, хотя иногда могут использоваться сужающиеся стенки, если нужно создать перекрытие.

- Для маркировки может наноситься «штамп», который будет отражать основные сведения о запчасти. Ключевая информация — марка металла, тип запчасти, категория детали, дата производства, информация о заводе-изготовителе.
Особенности и преимущества
Двутавровая сварная балка изготавливается из листовой стали, которая нарезается на отдельные пластины. Чтобы скрепить пластины, выполняется следующие операции — зачистка краев, фрезерование и металлосварка. Главное преимущество сварных балок — невысокая металлоемкость и простота. Для производства отдельной запчасти не нужно оборудование, а затраты листовой стали будут минимальными. Сварная балка обладает высокой прочностью и надежностью, не деформируется под действием высоких нагрузок, хорошо переносит воздействие химических реактивов и высоких температур.
Основной сферой применения двутавров является строительство различных объектов — домов, складов, заводских помещений, каркасных конструкций. Двутавры подходят для создания длинных пролетов, эстакад, мостов, перекрытий, площадок, подкрановых конструкций. В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
- Снижение общей массой конструкции на 10-20%. Это достигается за счет того, что сварные двутавры выпускается в различных сечениях. Это позволяет подобрать деталь для создания любой конструкции.
- Универсальный состав. Метод металлосварки позволять соединить практически любые разновидности стали, поэтому двутавр можно сделать даже из разнородных материалов. Это упрощает подбор стали, а удешевляет производство запчастей.
- Возможность создания несимметричных стенок. С помощью сварки можно соединить любые металлические поверхности. Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.
- Минимум обрезок, мусора. Сварной двутавр делается из плоских заготовок, которые создаются методом нарезки металлических листов.
 Во время сварки образуется минимум мусора. Поэтому эта технология производства является экономной, а обрезок во время работы образуется по минимуму.
Во время сварки образуется минимум мусора. Поэтому эта технология производства является экономной, а обрезок во время работы образуется по минимуму.
Сварка балок
Для соединения отдельных балок применяется сварочная технология. Для соединения двутавровые концы соединяются друг с другом — после этого выполняется их сварка с помощью соответствующего оборудования. Чтобы повысить прочность шва, металлосварку выполняют с помощью устройств-автоматов, которые обеспечивают равномерную подачу проволоки в активную зону. Целесообразно применение флюсов — они улучшают качество швов, которые будут хорошо выдерживать воздействие серьезных нагрузок или высоких температур.
Другие преимущества флюса:
- При расправлении стали флюс минимизирует разбрызгивание металла (все компоненты остаются в активной зоне). Благодаря этому становится возможной высокоэнергетическая металлосварка (при силе токе до 4.000 ампер).
- Флюсы надежно изолируют активную зону от воздействие внешней среды (это минимизирует риск образования оксидов, снижающих прочность шва).

- Применение флюсов позволяет снизить экономические затраты на выполнение работ. Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
Металлосварку можно выполнять и с помощью ручной или полуавтоматической сварки без применения защитных флюсов. Для сборки отдельных элементов рекомендуется использовать установки-кондукторы, которые будут надежно фиксировать запчасти во время сварочных работ. Возможно применение прихваток, хомутов и другого подобного оборудования для фиксации. Главный недостаток ручной и полуавтоматической сварки заключается в более низком качестве шва. Во время работ повышается разбрызгивание металла с образованием угара (общие потери могут доходить до 20% и выше).
Технология производства
Изготовление сварной балки выглядит так:
- На начальном этапе производства выполняется выбор стальных заготовок, который будут свариваться друг с другом.
 Заготовки проверяются на прочность, жесткость, устойчивость при изгибе. Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
Заготовки проверяются на прочность, жесткость, устойчивость при изгибе. Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой. - Потом рабочие-металлурги выполняют разметку металлических заготовок для нарезки. Во время разметки важно соблюдать точность, чтобы обеспечить высокое качество сварки. Нарезка металла выполняется с помощью режущих станков, работающих в режиме повышенной мощности. Средняя скорость нарезки металла должна составлять не более 1 метра в минуту — в противном случае весьма вероятно появления значимых дефектов стали.
- После нарезки выполняется фрезеровка металлических заготовок. Фрезеровка проводится для того, чтобы все элементы будущей конструкции легко скреплялись друг с другом, образуя качественное надежное соединение. Фрезеровку рекомендуется выполнять на станках. Обратите внимание — процедуру фрезеровки можно пропустить, если получившийся двутавр Вы не будете использовать для возведения крупных построек.
 Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять.
Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять. - Теперь выполняется соединение и сварка заготовок. Чтобы получить прочную балочную конструкцию, нужно следить за соблюдением симметрии стенок. Чтобы упростить сборку, можно использовать механические или автоматические станки. Сварка заготовок выполняется методом «лодочки» или по модели наклоненного электрода. Первый метод позволяет получить более прочный надежный шов, однако он требует много времени и энергозатрат. Второй метод менее энергозатратный, однако его лучше не использовать для изготовления балок, которые будут применяться для постройки больших конструкций или многоэтажных домов.
- После сварки выполняются ультразвуковая проверка шва, а финальные замеры получившихся изделий. Если во время сварки были допущены ошибки относительно наклона, то в таком случае двутавр будет кривой. Чтобы исправить этот недостаток, готовую стальную конструкцию можно обработать с помощью правочного станка.
 Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).
Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).
Российские производители сварных балок
Если сварка проведена правильно, то получившийся шов будет очень прочным, надежным. В России основными производителями балок являются отечественные компании, которые работают согласно нормам ГОСТ 26020 или СТО АСЧМ 20-93. Основные российские производители сварной балки — Амурметалл, Абинский электрометаллургический завод, Ашинский металлургический завод, Горьковский комбинат, завод «Красный Октябрь».
Заключение
Сварная балка представляет собой двутавровую длинную запчасть, которая в сечении имеет вид буквы «Н». Производство сварной балки выполняется в несколько этапов. Основные этапы — нарезка листового металла на отдельные заготовки, фрезерование заготовок, монтаж элементов, проведение сварки, ультразвуковая проверка, финальные замеры. Двутавры сварные применяются в строительстве — из них делают дома, мосты, навесные конструкции, каркасные помещения.
Двутавры сварные применяются в строительстве — из них делают дома, мосты, навесные конструкции, каркасные помещения.
Преимущества — низкие металлозатраты, простота производства, низкий вес готовой конструкции, минимум мусора. Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Используемая литература и источники:
- И. И. Соколов Газовая сварка и резка металлов
- Н. И. Никифоров, С. П. Нешумова, И. А. Антонов Справочник газосварщика и газорезчика
- Wold top steelmakers of 2007 // Metal Bulletin Weekly.
Поделиться в социальных сетях
Технология изготовления сварной двутавровой балки презентация, доклад
Министерство образования и науки Красноярского края
Краевое государственное бюджетное
профессиональное образовательное учреждение
«Красноярский техникум социальных технологий»
Тема: «Технология изготовления сварной двутавровой балки»
РАЗРАБОТАЛ ПРЕПОДАВАТЕЛЬ СПЕЦ. ДИСЦИПЛИН
ДИСЦИПЛИН
ГУБИЧ ТАТЬЯНА АЛЕКСАНДРОВНА
Балки- конструктивные элементы, работающие в основном на поперечный изгиб.
Балки двутаврового сечения используют, когда нагрузка приложена в вертикальной плоскости.
Применяют при сооружении пролетных строений, перекрытий, мостов, при изготовлении кранов, металлических опор, эстакад и иных решетчатых конструкций.
Балка двутаврового сечения
Преимущества использования
сварных балок
снижение массы конструкций сварного двутавра до 35% по сравнению с горячекатаным за счет оптимального подбора составного сечения стальной балки;
возможность применения в сечении сварной балки разных типов сталей полок и стенок (бистальная балка) наиболее напряженные участки балки изготавливаются из стали повышенной прочности, а наименее напряженные — из малоуглеродистой стали, позволяет снизить стоимость балки;
возможность изготовления несимметричных , переменных , составных сечений стального двутавра, дает снижение веса конструкции до 10%;
минимализация отходов на 25% за счет изготовления сварной балки требуемой длины;
использование сварных балок позволяет: разнообразить архитектуру сооружений, увеличить широту пролета зданий, уменьшить вес несущих конструкций, повысить рентабельность проектов
Технические требования
ГОСТ 26020-83, СТО АСЧМ 20-93
При изготовлении сварной балки используется лист марки стали
Ст3пс
Ст3сп
Ст3сп5
09Г2С
09Г2С-12
10-15ХСНД
Типы сварных швов: Т8, Т3
Сварная балка выпускается высотой (Н) от 200 до 3000 мм, толщина листа (t,s) от 8 до 50 мм, ширина полки 200-800 мм
Сварные балки изготавливаются длиной от 3 до 12 м. Допускается изготовление балок длиной до 16.5 м.
Допускается изготовление балок длиной до 16.5 м.
Расчетный вес указывается с точностью +/- 3 %. Окончательный вес определяется по факту изготовления.
Виды нестандартных балок:
Перфорированная балка (облегченная балка с «окнами» в стенке с сохранением всех механических параметров)
Балка переменного сечения (балка с изменением высоты стенки вдоль длины)
Разнополочная балка (балка с различной шириной полок)
Усиленная балка (балка, усиленная ребрами жесткости)
Крановая балка
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
Линия по производству сварной двутавровой балки
— стенд для сборки и прихватки балок
— два участка сварки (доварки), оборудованных консольными машинами для сварки под флюсом
— стан для правки грибовидности полок балки
— камера дробеструйной обработки
— торцефрезерный станок
— участок резки с ленточно-пильным станком
— конвейеры, рычажные кантователи
1. Подготовка поверхности (очистка)
Подготовка поверхности (очистка)
удаление следов коррозии;
удаление оксидных пленок с металла перед сварочными работами.
Этапы изготовления сварных балок
Степени очистки металла
Дробеструйная камера (дробеструйная установка, машина, аппарат)
2. Раскрой
Раскрой листового проката осуществляется на машине термической резки.
Машина с числовым программным управлением предназначена для раскроя по программе листового проката черных, цветных металлов и их сплавов методом плазменной или кислородной
газопламенной резки.
Этапы изготовления сварных балок
Портальные машины для роспуска металла на полосы
Этапы изготовления сварных балок
3. Правка
Правка производится на 7-валковом стане, предназначенном для правки листовых металлических заготовок посредством создания пластических деформаций металла при прохождении между валками.
Этапы изготовления сварных балок
4.Фрезеровка кромок
Производится для улучшения провара на кромко-фрезерном стане
Кромкофрезерные и торцефрезерные станки
Этапы изготовления сварных балок
5. Сборка балок
Сборка сварных двутавровых балок осуществляется на сборочном стане. Подготовленные заготовки (полосы) укладываются с помощью крана на входной конвейер сборочного стана, фиксируются и позиционируются с помощью трех комплектов зажимов сборочного стана. Затем сборочный стан, в соответствии с исходными параметрами стенки и полок, производит центрирование и гидравлическое обжатие заготовок. Пуск и остановка процесса сборки балки контролируются с пульта управления.
Процесс сборки:
сборка профиля T-образной формы;
собранный тавр с помощью крана кантуется на 180° и возвращается на входной рольганг сборочного стана;
Этапы изготовления сварных балок
6. Обварка балки
Обварка балки
Во время сварки балка располагается на стапелях под углом 45 градусов, что обеспечивает хороший провар и катет шва.
На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала.
Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса
Консольные и портальные установки для сварки под флюсом балок
Этапы изготовления сварных балок
7.Правка
Во время производства сварной двутавровой балки непременно возникает нарушение «геометрии» ее полок — «грибовидность», которая появляется в результате нагрева металла. Стан для правки сварных двутавровых балок предназначен исправлять эту деформацию, путем ее прокатки через систему роликов, используя при этом свойства упругости металла.
Этапы изготовления сварных балок
8.Дробеструйная очистка II ступень
Дробеструйная установка — это разновидность оборудования, предназначенная для очистки металлических конструкций после проведения сварочных работ. Машина производит мощные струи стальной дроби, направленные на поверхность конструкции под разными углами, удаляющие ржавчину, сварочный шлак, грязь, жировой налет, создавая блестящую чистую поверхность металла, с целью улучшения качества лакокрасочного покрытия.
Этапы изготовления сварных балок
9. Покраска
Антикоррозионная защита поверхности сварных балок, осуществляется различными видами ЛКМ, согласно требованию заказчика,
пневматическим или безводушным распылением,
струйным обливом,
распылением в электрическом поле,
окунанием,
кистью.
Порядок сварки балки
Сварка первого шва
Сварка балки с t>8 мм
Положение балки при сварке
СВАРОЧНЫЕ ДЕФОРМАЦИИ
Спасибо за внимание!
Скачать презентацию
Технология изготовления сварных балок — презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
(Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
Приложение 4.1.20
Технология изготовление
сварных балок
Занятие по дисциплине Технология производства сварных
конструкций (МДК 01.02)
Тема: Технология изготовления сварных конструкций
Сварные балки
В конструкциях, работающих при нагрузках, создающих поперечный
изгиб, используют балки различных размеров и поперечных сечений
Краткая характеристика области применения
сварных балок
Строительные
конструкции
Перекрытия жилых и
производственных
помещений
Колонны зданий
Конструкции
стальных мостов
Транспортное и
тяжёлое
машиностроение
Автомобильные
мосты
Рамные конструкции
мостовых кранов
Железнодорожные
мосты
Рамные конструкции
вагонов
Подкрановые пути
Рамные конструкции
автомобилей
Рамные конструкции
Рамные конструкции
экскаваторов
Изготовление
двутавровых балок
Конструкция двутавровой сварной балки
Двутавровые балки в сварном варианте
изготовляют высотой до 2000 мм при толщине
стенки 10.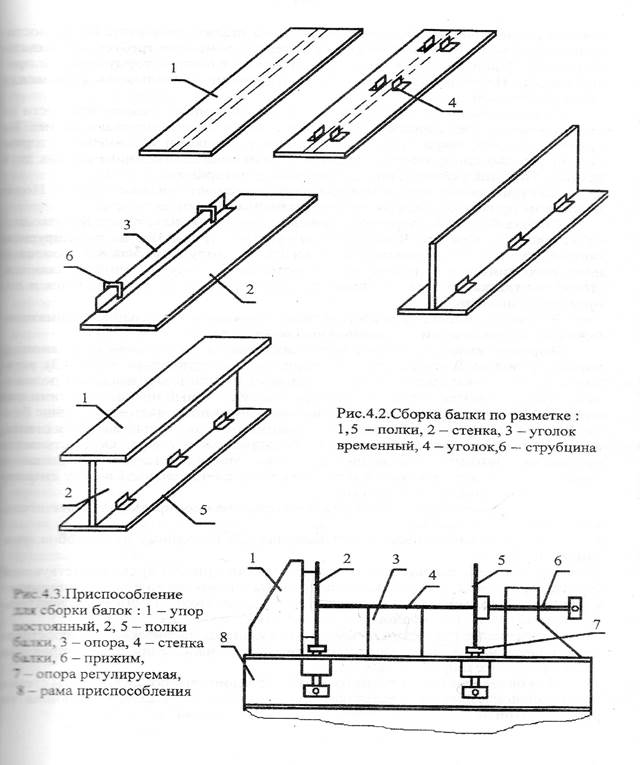 ..16 мм и толщине полок 16…50 мм.
..16 мм и толщине полок 16…50 мм.
Балки высотой более 800 мм имеют на стенке
поперечные ребра жесткости, обеспечивающие
местную устойчивость ее при
эксплуатационных нагрузках.
Все элементы балки должны быть
изготовлены на гильотинных
ножницах, газокислородной,
воздушно-плазменной или
плазменной резкой.
Термическая резка заготовок для изготовления
сварной балки
Термическая резка заготовок для изготовления
сварной балки
После правки кромки полок и стенки
механически обрабатывают на
кромкострогальных станках для
придания им прямолинейности, при
необходимости на кромках стенки
образуют фаски.
При сборке двутавровой балки
необходимо обеспечить симметрию и
взаимную перпендикулярность полок и
стенки, прижатие их друг к другу с
допускаемыми по чертежу местными
зазорами в стыках и закрепление
прихватками.
Для этого используют сборочные
приспособления с винтовыми и
пневматическими прижимами.
Приспособление для сборки балки с
винтовыми зажимами
Приспособление для сборки
двутавровой балки с пневматическими
зажимами
Линия сборки двутавровых балок
Линия сборки двутавровых балок
При изготовлении двутавровых балок сварные швы соединения
полки и стенки выполняют автоматической сваркой под
флюсом или в среде защитных газов.
Сварочные установки комплектуют
сварочными тракторами либо
подвесными головками в зависимости
от габаритов балок и применяемой
конструкции кантователя или
вращателя
Линия сварки двутавровой балки с перемещение трактора
по поверхности изделия
Линия сварки двутавровой балки с перемещение трактора
по направляющим вдоль изделия
Линия сварки двутавровой балки с портальной тележкой,
перемещающейся вдоль изделия
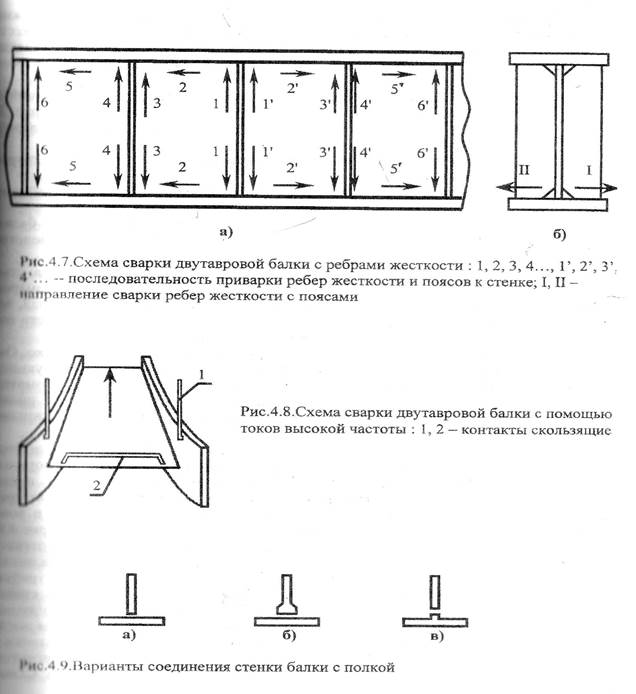
При приварке ребёр жёсткости в первую
очередь выполняют швы, соединяющие ребро
со стенкой. Причем сварку ведут начиная с
ребер в середине балки последовательно в
направлении к краям. Для предотвращения
Для предотвращения
изгиба балки концы ее следует закрепить
жестко к стенду или плите болтовыми или
клиновыми хомутами
При изготовлении двутавровых балок
наблюдаются искажения формы их элементов
под воздействием усадочных сил, возникающих
при сварке.
Поэтому в технологическом процессе следует
предусматривать приемы по компенсации
возможных деформаций либо применять
операции по исправлению их до допускаемых
техническими требованиями значений.
В практике используют три метода правки:
механическую, термическую и
термомеханическую.
Механическую правку осуществляют в холодном состоянии.
Изгиб балок устраняют на горизонтально-правильных прессах.
Грибовидность полок исправляют путем пластического
деформирования винтовыми или гидравлическими струбцинами
либо прокаткой в специальных валковых машинах или
переносных устройствах.
Правка грибовидности двутавровой балки
прокаткой на специальном станке
Термическую правку проводят путем
поверхностного нагрева газовыми горелками до
температуры 600. ..700 град. полос или
..700 град. полос или
«клиньев». Охлаждение водой после нагрева не
допускается.
Термическая правка грибовидности и
перекоса полок
Термическая правка изгиба в
плоскости стенки
Термическая правка изгиба в виде
выпучивания стенки
Параметры клинового нагрева
Термомеханическую правку применяют при изгибе
балки в плоскости полок. Нагрев полос на всю
глубину сечения балки проводят после приложения
необходимого усилия.
Технология изготовления
балок коробчатого
сечения
По характеру эксплуатации элементы балки от сосредоточенной
нагрузки испытывают в верхней части сжатие, а в нижней растяжение. Это условие может быть выполнено лишь при
наличии строительного подъема (fc) в среднем равного 0,001
длины.
Раскрой поясов и вертикальных стенок делают
так, чтобы в центре балки не было сварных
швов.
Заготовки вырезают на гильотинных
ножницах из листов толщиной до 25 мм и
газовой резкой при большей толщине.
Кромки заготовок по контуру обрабатывают на
кромкострогальном станке. Кромки диафрагм,
соединяемые с поясом и вертикальными
стенками, механически обрабатывают при
строгом соблюдении углов 90 град.
Пост сборки-сварки пояса
1 — стенд; 2 — флюсовая подформовка; 3 — катучая балка со сварочным
аппаратом; 4 — катучая балка с аппаратурой для гамма- или рентгеновского
контроля швов
Схема сборки вертикальной
стенки
Пост сборки и приварки диафрагм
к верхнему поясу
Пост механизированной сборки
вертикальных стенок с диафрагмами и
поясом
Пост приварки диафрагм к
вертикальным стенкам
Пост сборки балки с нижним
поясом
Пост автоматической сварки
поясных швов
Первыми сваривают швы нижнего пояса, что
позволяет использовать усадочные силы в этих швах
для получения 1/2 fc
При приварке ребер жесткости, а также боковых ферм,
площадок под механизмы и других элементов конструкции,
устанавливаемых на вертикальные стенки, предварительно
выгибают балку в обратную сторону ожидаемой деформации
при сварочных работах. Усилия создают грузами или
Усилия создают грузами или
грузозахватами.
Устройство для транспортировки и
кантовки коробчатой балки
Схема транспортировки и кантовки
балки четырех крюковым краном
English
Русский
Правила
Электронно -лучевые технологии производства производства для индивидуально изготовленного протеза челюсти: отчет о случаях
ScienceDirect
Registersign в
View PDF
- Доступ через Ваше учреждение
Глобисто .e1-1706.e15
https://doi.org/10.1016/j.joms.2016.03.046Получить права и контент
В области челюстно-лицевой реконструкции аддитивные технологии производства, в частности электронно-лучевое плавление (ЭЛП), предлагают клиницистам возможность индивидуальной конструкции челюстных протезов, которые соответствуют как несущей способности, так и эстетическим требованиям. Этот метод позволяет создать инновационный функциональный дизайн, сочетающий интегрированные пористые области для врастания кости и вторичной биологической фиксации с твердыми несущими областями, обеспечивающими биомеханические характеристики. Индивидуальный протез нижней челюсти, изготовленный с использованием EBM, был успешно использован для восстановления дефекта нижней челюсти пациента после резекции единым блоком. Более 9-месячный период наблюдения, осложнений у пациентки не было. Короткое время операции, хороший эстетический результат и высокий уровень удовлетворенности пациентов, измеренный с помощью опросников качества жизни — QLQ-C30 Европейской организации по исследованию и лечению рака (основной опросник качества жизни из 30 пунктов) и H&N35 (модуль рака головы и шеи) — сообщалось для этого случая. В качестве возможной будущей альтернативы малоберцовым трансплантатам или другим реконструктивным методам могут быть предложены индивидуально спланированные и разработанные протезы, изготовленные методом EBM. Однако роль пористости, роль геометрии и оптимальное сочетание твердых и пористых частей, а также свойства поверхности по отношению к мягким тканям должны быть тщательно оценены в долгосрочных клинических испытаниях.
Индивидуальный протез нижней челюсти, изготовленный с использованием EBM, был успешно использован для восстановления дефекта нижней челюсти пациента после резекции единым блоком. Более 9-месячный период наблюдения, осложнений у пациентки не было. Короткое время операции, хороший эстетический результат и высокий уровень удовлетворенности пациентов, измеренный с помощью опросников качества жизни — QLQ-C30 Европейской организации по исследованию и лечению рака (основной опросник качества жизни из 30 пунктов) и H&N35 (модуль рака головы и шеи) — сообщалось для этого случая. В качестве возможной будущей альтернативы малоберцовым трансплантатам или другим реконструктивным методам могут быть предложены индивидуально спланированные и разработанные протезы, изготовленные методом EBM. Однако роль пористости, роль геометрии и оптимальное сочетание твердых и пористых частей, а также свойства поверхности по отношению к мягким тканям должны быть тщательно оценены в долгосрочных клинических испытаниях.
Фрагменты разделов
В 2013 году у 84-летней женщины был диагностирован плоскоклеточный рак левой нижней челюсти. Впоследствии ей была проведена первичная абляционная операция. Резекцию проводили между нижним левым вторым резцом и нижним левым клыком спереди и над углом нижней челюсти. Нижний альвеолярный нерв не сохранен. Выполнена надподъязычная диссекция шеи и извлечены лимфатические железы, свободные от метастазов. Кожно-мышечный лоскут платизмы использовали для внутриротовой
Оценка с помощью сканирующей электронной микроскопии показала наличие 3 различных поверхностей (рис. 3), а именно пористых областей на концах имплантата (рис. 3B, C), внутренней поверхности пластин для винтовой фиксации (рис. 3F) и наружная поверхность обращена к мягким тканям (рис. 3Е). Размеры пористой сети показали толщину стоек около 400 мкм, тогда как размер пор колебался от 500 до 700 мкм. На поверхностях стоек обнаружены полуспекшиеся частицы порошка размером от 30 до 9 мкм.0003
В течение ограниченного периода наблюдения данный случай демонстрирует потенциал использования EBM для производства индивидуальных решений для реконструкции нижней челюсти. Несмотря на то, что в доклинических экспериментальных исследованиях in vivo имеется множество доказательств биосовместимости18, 20, 24 клинического использования ацетабулярных чашек 25 и хороших механических свойств пористых имплантатов, изготовленных с помощью ДМ,10, 26 лишь несколько клинических исследования использования реконструкции нижней челюсти пока доступны. Там 9 мая0003
Несмотря на то, что в доклинических экспериментальных исследованиях in vivo имеется множество доказательств биосовместимости18, 20, 24 клинического использования ацетабулярных чашек 25 и хороших механических свойств пористых имплантатов, изготовленных с помощью ДМ,10, 26 лишь несколько клинических исследования использования реконструкции нижней челюсти пока доступны. Там 9 мая0003
Ссылки (41)
- C. Larsson et al.
Реакция кости на титановые имплантаты с модифицированной поверхностью: исследования электрополированных имплантатов с различной толщиной оксида и морфологией
Пористость каркасов из трехмерных биоматериалов и остеогенез
Биоматериалы
(2005)
- J.R. Jones et al.
Оптимизация каркасов из биоактивного стекла для инженерии костной ткани
Биоматериалы
(2006)
- Ли и др.
Влияние формы ячеек на механические свойства сеток Ti-6Al-4V, полученных методом электронно-лучевой плавки
Фиксация имплантата врастанием кости
J Артропластика
(1999)
- С.
 Сингаре и др.
Сингаре и др. Разработка и изготовление индивидуальной титановой ложки для нижней челюсти на основе быстрого прототипирования
Med Eng Phys
(2004)
- E. Marin et al.
Характеристика ячеистых твердых частиц в Ti6Al4V для применения в ортопедических имплантатах: трабекулярный титан
J Mech Behav Biomed Mater
(2010)
- J.C. Springer et al.
Реакция клеток дермы и эпидермиса in vitro на имплантаты из титанового сплава, изготовленные методом электронно-лучевого плавления Haslauer
и др.
Биосовместимость in vitro дисков из титанового сплава, изготовленных методом прямого изготовления металла
Ячеистые структуры Ti-6Al-4V с взаимосвязанной макропористостью для костных имплантатов, изготовленных методом селективного электронно-лучевого плавления
Acta Biomater
(2008)
15-летнее исследование остеоинтегрированных имплантатов при лечении беззубой челюсти Хирш
и др.
Анализ свободных микрососудистых лоскутов для реконструкции распространенного остеорадионекроза нижней челюсти: ретроспективное когортное исследование
J Oral Maxillofac Surg
(2008)
Костно-мио-кожный лоскут малоберцовой кости для реконструкции нижней челюсти: 15-летний опыт Cannady
и др.
Реконструкция микрососудов: процедуры, основанные на доказательствах
Facial Plast Surg Clin North Am
(2015)
Реконструкция нижней челюсти с микрососудистой хирургией
Semin Surg Oncol
(2000)
Выбор костных и костно-кожных лоскутов для реконструкции нижней челюсти
Int J Clin Oncol
(2005)
Современные концепции реконструкции нижней челюсти при раке полости рта и ротоглотки
Curr Opin Otolaryngol Head Neck Surg
(2011)
 E. Хайден и др.
E. Хайден и др. Реконструкция сегментарного дефекта нижней челюсти: современное состояние
Curr Opin Otolaryngol Head Neck Surg
(2012)
Внутрикостная фиксация зубных протезов. I. Экспериментальные исследования
Scand J Plast Reconstr Surg
(1969)
Ортопедические имплантаты нового поколения, изготовленные методом аддитивного производства с использованием электронно-лучевой плавки
Int J Biomater
(2012)
Сложная геометрия и интегрированная макропористость: клиническое применение электронно-лучевого плавления для изготовления имплантатов с костной фиксацией на заказ стали свидетелями быстрого прогресса в технологиях производства биомедицинских имплантатов. Аддитивное производство (или 3D-печать) разрушило основные барьеры на пути создания сложных 3D-геометрий. Электронно-лучевая плавка (EBM) — один из таких процессов 3D-печати, применимый к металлам и сплавам.
 EBM предлагает скорость наращивания на два порядка выше, чем у сопоставимых лазерных технологий, и среду высокого вакуума для предотвращения накопления микроэлементов. Эти особенности делают EBM особенно выгодным для материалов, подверженных самопроизвольному окислению и поглощению азота при контакте с воздухом (например, титан и сплавы на основе титана). Для реконструкции скелета анатомическая мимикрия и интегрированная макропористая структура для облегчения врастания кости, несомненно, являются ключевыми характеристиками имплантатов, произведенных EBM. Используя конечно-элементное моделирование условий физиологической нагрузки, конструкция протеза может быть дополнительно персонализирована. В этом обзоре рассматриваются многие уникальные клинические применения EBM при восстановлении скелета и новаторские инновации в ортопедической реабилитации. От простой вертлужной впадины до пятого пальца, от комплекса кисти и запястья до плеча, от замены позвонков до черепно-челюстно-лицевой реконструкции, ДМ прошла через все это.
EBM предлагает скорость наращивания на два порядка выше, чем у сопоставимых лазерных технологий, и среду высокого вакуума для предотвращения накопления микроэлементов. Эти особенности делают EBM особенно выгодным для материалов, подверженных самопроизвольному окислению и поглощению азота при контакте с воздухом (например, титан и сплавы на основе титана). Для реконструкции скелета анатомическая мимикрия и интегрированная макропористая структура для облегчения врастания кости, несомненно, являются ключевыми характеристиками имплантатов, произведенных EBM. Используя конечно-элементное моделирование условий физиологической нагрузки, конструкция протеза может быть дополнительно персонализирована. В этом обзоре рассматриваются многие уникальные клинические применения EBM при восстановлении скелета и новаторские инновации в ортопедической реабилитации. От простой вертлужной впадины до пятого пальца, от комплекса кисти и запястья до плеча, от замены позвонков до черепно-челюстно-лицевой реконструкции, ДМ прошла через все это. В то время как грудино-реберные реконструкции могут быть редкими, восстановление длинных костей с использованием имплантатов, изготовленных EBM, становится чрезвычайно частым. Несмотря на различные достоинства, некоторые проблемы остаются нерешенными. Тем не менее, благодаря способности производить остеоинтегрирующиеся имплантаты любой мыслимой формы/размера и допускающим врастание кости и функциональную нагрузку, ДМ может проложить путь для многочисленных увлекательных и новых применений в восстановлении, регенерации и реабилитации скелета.
В то время как грудино-реберные реконструкции могут быть редкими, восстановление длинных костей с использованием имплантатов, изготовленных EBM, становится чрезвычайно частым. Несмотря на различные достоинства, некоторые проблемы остаются нерешенными. Тем не менее, благодаря способности производить остеоинтегрирующиеся имплантаты любой мыслимой формы/размера и допускающим врастание кости и функциональную нагрузку, ДМ может проложить путь для многочисленных увлекательных и новых применений в восстановлении, регенерации и реабилитации скелета.Электронно-лучевая плавка (EBM) предлагает непревзойденные возможности в производстве чистых, сложных и сложных геометрических форм из сплавов, представляющих биомедицинский интерес, включая Ti6Al4V и CoCr. Мы рассматриваем широкий спектр клинических применений EBM при восстановлении скелета, как в виде серийно выпускаемых имплантатов, так и в виде персонализированных протезов для конкретных пациентов. От замены больших объемов пораженной болезнью кости до сложных реконструкций из нескольких материалов, почти каждая часть человеческого скелета была заменена аналогом, изготовленным методом EBM, для достижения макроскопической анатомической мимикрии.
 Тем не менее, различные вопросы, касающиеся долгосрочной работы имплантатов, ориентированных на конкретного пациента, остаются без ответа. Направления дальнейшего развития включают разработку персонализированных имплантатов и протезов на основе смоделированных условий нагрузки и учета трабекулярной микроструктуры кости с учетом физиологических факторов, таких как возраст пациента и статус заболевания.
Тем не менее, различные вопросы, касающиеся долгосрочной работы имплантатов, ориентированных на конкретного пациента, остаются без ответа. Направления дальнейшего развития включают разработку персонализированных имплантатов и протезов на основе смоделированных условий нагрузки и учета трабекулярной микроструктуры кости с учетом физиологических факторов, таких как возраст пациента и статус заболевания.Контроль остаточного кислорода в технологической атмосфере при лазерной плавке Ti-6Al-4V
2021, Аддитивное производство (L-PBF) Ti-6Al-4V исследовали с использованием внешней системы мониторинга кислорода, оснащенной двумя типами кислородных датчиков, обычно используемых в оборудовании L-PBF: лямбда-зондом и электрохимическим датчиком кислорода. Записи изменений кислорода во время L-PBF показали, что электрохимический датчик более надежен, чем лямбда-зонд, сигнал которого показал максимальное отклонение около 700 ppm O 2 через 7 ч, что связано с его чувствительностью к водороду, присутствующему в системе.
 Исследование показало, что надлежащий мониторинг кислорода в используемой системе L-PBF лабораторного масштаба необходим для ограничения поглощения кислорода и азота встроенным материалом. Были измерены концентрации до 2200 частей на миллион O 2 и 500 частей на миллион N 2 в детали Ti-6Al-4V, изготовленной в стандартных условиях, по сравнению с максимальными уровнями 1800 частей на миллион O 2 и 250 частей на миллион N 2 с внешним контролем кислорода. Кроме того, результаты подчеркивают критическое влияние конструкции компонентов, таких как колонны с большим удлинением или решетчатые структуры, на аккумулирование тепла в случае Ti-6Al-4V, что приводит к повышенному поглощению кислорода и азота, поскольку до 600 частей на миллион O 2 и 150 ppm N 2 разница между нижней и верхней частью цилиндрических образцов высотой 70 мм, использованных в этом исследовании. Определение свойств растяжения образцов, построенных на разной высоте, свидетельствует о неблагоприятном влиянии увеличения кислорода с высотой построения на пластичность, которая снизилась с 12% до менее 6% между нижним и верхним положениями.
Исследование показало, что надлежащий мониторинг кислорода в используемой системе L-PBF лабораторного масштаба необходим для ограничения поглощения кислорода и азота встроенным материалом. Были измерены концентрации до 2200 частей на миллион O 2 и 500 частей на миллион N 2 в детали Ti-6Al-4V, изготовленной в стандартных условиях, по сравнению с максимальными уровнями 1800 частей на миллион O 2 и 250 частей на миллион N 2 с внешним контролем кислорода. Кроме того, результаты подчеркивают критическое влияние конструкции компонентов, таких как колонны с большим удлинением или решетчатые структуры, на аккумулирование тепла в случае Ti-6Al-4V, что приводит к повышенному поглощению кислорода и азота, поскольку до 600 частей на миллион O 2 и 150 ppm N 2 разница между нижней и верхней частью цилиндрических образцов высотой 70 мм, использованных в этом исследовании. Определение свойств растяжения образцов, построенных на разной высоте, свидетельствует о неблагоприятном влиянии увеличения кислорода с высотой построения на пластичность, которая снизилась с 12% до менее 6% между нижним и верхним положениями. В этой работе подчеркивается, что возможное присутствие примесей в атмосфере L-PBF может оказывать вредное влияние на свойства компонентов Ti-6Al-4V, которое можно уменьшить, настроив систему контроля содержания кислорода.
В этой работе подчеркивается, что возможное присутствие примесей в атмосфере L-PBF может оказывать вредное влияние на свойства компонентов Ti-6Al-4V, которое можно уменьшить, настроив систему контроля содержания кислорода.Рациональный дизайн, биофункционализация и биологические характеристики титановых имплантатов гибридного аддитивного производства для ортопедических применений: обзор
2020, Journal of the Mechanical Behavior of Biomedical Materials
Эволюция металлургии и биоматериалов постепенно сместила фокус металлическая конструкция имплантата, взаимодействующая с костью, от адекватной механической прочности и биосовместимости до быстрой остеоинтеграции и ингибирования инфекции. Относительно хорошо зарекомендовавшая себя в настоящее время технология – аддитивное производство в порошковом слое (AM), предлагающая возможность изготовления пористых имплантатов с точными механическими свойствами, топологической архитектурой пор и специфическими для пациента конструкционными функциями, произвела революцию в производстве индивидуальных многофункциональных металлических имплантатов для индивидуального применения.
 пациент с анатомически специфическими требованиями. Несмотря на то, что АМ-титан и его сплав Ti-6Al-4V исследовались и применялись для клинического применения в течение десятилетий, разработка пористых АМ-титановых имплантатов далека от завершения, и для достижения отличных долгосрочных клинических характеристик необходимы дальнейшие исследования. В этом обзоре мы обобщаем текущий статус АМ в изготовлении костных имплантатов, уделяя особое внимание экспериментальным результатам различных факторов, влияющих на остеоинтеграцию, врастание кости и сосудов, а также гибридным стратегиям борьбы с инфекцией, включая: размер пор, пористость, структура пор, методы модификации поверхности и учет биологических факторов. Кроме того, мы также обсуждаем остеогенную способность конструкций, изготовленных с использованием различных методов производства и титановых сплавов. С этой целью мы подчеркиваем захватывающую перспективу AM для производства имплантатов, взаимодействующих с костью, за счет оптимизации путем разработки материалов, конструкции имплантата, биофункционализации до клинической оценки, чтобы обеспечить повышенную специфичность для пациента и долгосрочную функцию.
пациент с анатомически специфическими требованиями. Несмотря на то, что АМ-титан и его сплав Ti-6Al-4V исследовались и применялись для клинического применения в течение десятилетий, разработка пористых АМ-титановых имплантатов далека от завершения, и для достижения отличных долгосрочных клинических характеристик необходимы дальнейшие исследования. В этом обзоре мы обобщаем текущий статус АМ в изготовлении костных имплантатов, уделяя особое внимание экспериментальным результатам различных факторов, влияющих на остеоинтеграцию, врастание кости и сосудов, а также гибридным стратегиям борьбы с инфекцией, включая: размер пор, пористость, структура пор, методы модификации поверхности и учет биологических факторов. Кроме того, мы также обсуждаем остеогенную способность конструкций, изготовленных с использованием различных методов производства и титановых сплавов. С этой целью мы подчеркиваем захватывающую перспективу AM для производства имплантатов, взаимодействующих с костью, за счет оптимизации путем разработки материалов, конструкции имплантата, биофункционализации до клинической оценки, чтобы обеспечить повышенную специфичность для пациента и долгосрочную функцию.
Индивидуальные титановые имплантаты для восстановления целостности нижней челюсти: систематический обзор доказательств
2019, Journal of Cranio-Maxillofacial Surgery
Как и при любом новом лечении, безопасность и минимизация осложнений являются главной задачей . С точки зрения биосовместимости, существует мнение, что аддитивно изготовленные PSI из титана/сплава безопасны, и в некоторых случаях технология проектирования и изготовления фактически улучшает остеоинтеграцию за счет селективной пористости и индивидуальных биомеханических свойств (Suska et al., 2016; Lee et al. , 2016). Безопасный профиль цитотоксичности был научно подтвержден Tuomi et al. с использованием методов in vitro (Tuomi et al., 2017) и остеоинтегративной способности Thor et al. после удаления отпечатанного титанового PSI у пациента с использованием аналитических методов, таких как микрокомпьютерная томография, сканирующая электронная микроскопия с обратным рассеянием, гистология и количественная полимеразная цепная реакция (Thor et al.
 , 2016).
, 2016).Обзор усталостных характеристик сплава Ti-6Al-4V, полученного методом электронно-лучевой плавки присадок
2019, International Journal of Fatigue
Ti-6Al-4V был наиболее изученным сплавом благодаря его применению в аэрокосмической, биомедицинской и автомобильной промышленности из-за его высокого отношения прочности к весу, коррозионной стойкости, ударной вязкости и обрабатываемости [14], и на его долю приходится почти 50% мирового рынка титана [15]. Некоторые текущие применения компонентов EBM Ti-6Al-4V включают медицинские и зубные имплантаты [16-18], робототехнику [19], аэрокосмические компоненты [20–22] и возможность создания новых функций на существующей детали [23]. Свойства прочности на растяжение EBM Ti-6Al-4V в исходном состоянии часто соответствуют стандартам ASTM (ASTM F136 [24], ASTM F1108 [25], ASTM 348 [26]) и стандартам Министерства обороны США для аэрокосмических применений [27], но часто не соответствуют требованиям к усталостным нагрузкам.

Электронно-лучевая плавка (ЭЛП) представляет собой быстро развивающийся процесс аддитивного производства металлов, который вызывает значительный интерес в аэрокосмической и биомедицинской промышленности для высокопрочного титанового сплава Ti-6Al-4V. В этих отраслях есть приложения с ограниченной усталостью, но отсутствие понимания взаимосвязей процесса EBM, микроструктуры и усталости ограничивает широкое использование и создает проблемы для сертификации. В этом обзоре были собраны данные об одноосной усталости, и эффекты ориентации сборки, шероховатости поверхности и горячего изостатического прессования связаны с усталостными свойствами, выявляющими микроструктуру, дефекты и механизмы разрушения. Наблюдения и выводы подтверждаются статистическим анализом с использованием средней усталостной долговечности, полученной с помощью статистической модели предела усталости. Обсуждаются взаимосвязи между EBM-процессом и постпроцессной структурой, чтобы определить наилучшую практику для проектирования, устойчивого к усталости.
 Характеристики материала EBM сравниваются с традиционно изготовленным Ti-6Al-4V и обсуждаются возможные методы повышения сопротивления усталости. Анизотропное усталостное поведение наблюдалось в готовых деталях, и не было обнаружено статистических различий в усталостных характеристиках HIP-материала и материала в исходном состоянии при том же состоянии шероховатой поверхности, что и на заводе. Однако усталостная долговечность, сравнимая с традиционным изготовленным пластинчатым Ti-6Al-4V, достигается, когда к деталям, изготовленным с помощью EBM, применяются как HIP после обработки, так и механическая обработка.
Характеристики материала EBM сравниваются с традиционно изготовленным Ti-6Al-4V и обсуждаются возможные методы повышения сопротивления усталости. Анизотропное усталостное поведение наблюдалось в готовых деталях, и не было обнаружено статистических различий в усталостных характеристиках HIP-материала и материала в исходном состоянии при том же состоянии шероховатой поверхности, что и на заводе. Однако усталостная долговечность, сравнимая с традиционным изготовленным пластинчатым Ti-6Al-4V, достигается, когда к деталям, изготовленным с помощью EBM, применяются как HIP после обработки, так и механическая обработка.Обзор процессов производства порошковых добавок для металлических биоматериалов
2018, Порошковые технологии
Текущие основные моменты металла-AM, классифицированные по типу слоя для биомедицинских приложений, делятся на две основные категории; системы с порошковым слоем и порошковой подачей. Системы плавки в порошковом слое подразделяются на технологии селективного лазерного плавления (SLM), прямого лазерного спекания металлов (DMLS), селективного лазерного спекания (SLS) и электронно-лучевого плавления (EBM) [23–25].
 Между тем, система с подачей порошка включает в себя лазерное осаждение металла (LMD) и лазерное формирование сетки (LENS) [26].
Между тем, система с подачей порошка включает в себя лазерное осаждение металла (LMD) и лазерное формирование сетки (LENS) [26].Аддитивное производство металлов (metal-AM) претерпело заметные изменения за последние три десятилетия. Сначала он использовался исключительно как инновационный ресурс прототипа. Из-за технологической зрелости, которая позволяет комбинировать различные производственные процессы для производства заказной детали со сложной геометрией, технология аддитивного производства (AM) привлекает все большее внимание. За последние десять лет он стал основным направлением промышленно развитой области, такой как биомедицина. Обзор охватывает недавний прогресс в технологиях производства металлических АМ, основные типы металлических биоматериалов и наиболее распространенные биомедицинские применения. Далее обсуждаются направления будущего потенциала металла-АМ в биомедицинских исследованиях и внедрении. Селективное лазерное плавление (SLM), селективное лазерное спекание (SLS), электронно-лучевое плавление (EBM) и лазерное формование сетки (LENS) являются наиболее распространенными процессами аддитивного производства на основе металлов, используемыми при производстве биосовместимых деталей.
 В этом обзоре освещаются эволюция и любимая тенденция технологий металл-АМ. Кроме того, также представлено продвижение металлических биоматериалов, таких как титан и его сплавы, сплавы на основе кобальта, нержавеющая сталь 316L, никель-титан и другие металлические биоматериалы, поскольку это привело к нескольким новым исследованиям в области металлургии. АМ в области медицины. Рост использования металла-АМ в биомедицинской промышленности также был значительным, особенно в ортопедии и стоматологии. Прогнозируется, что металл-AM будет продолжать доминировать и приносить дальнейшую пользу развитию биомедицинской промышленности.
В этом обзоре освещаются эволюция и любимая тенденция технологий металл-АМ. Кроме того, также представлено продвижение металлических биоматериалов, таких как титан и его сплавы, сплавы на основе кобальта, нержавеющая сталь 316L, никель-титан и другие металлические биоматериалы, поскольку это привело к нескольким новым исследованиям в области металлургии. АМ в области медицины. Рост использования металла-АМ в биомедицинской промышленности также был значительным, особенно в ортопедии и стоматологии. Прогнозируется, что металл-AM будет продолжать доминировать и приносить дальнейшую пользу развитию биомедицинской промышленности.
Посмотреть все цитирующие статьи в Scopus
Исследовательская статья
Клинический ретроспективный анализ 9 случаев интрапаротидной шванномы лицевого нерва
Журнал челюстно-лицевой хирургии, том 9-0755, выпуск 8, 2016, стр.
Лечение внутриушной шванномы лицевого нерва (IFNS) является сложной задачей, поскольку она встречается крайне редко и часто ошибочно диагностируется как плеоморфная аденома или другая опухоль околоушной железы.
 Цель этого исследования состояла в том, чтобы сообщить об опыте авторов в лечении IFNS и проанализировать литературу по диагностике и лечению IFNS.
Цель этого исследования состояла в том, чтобы сообщить об опыте авторов в лечении IFNS и проанализировать литературу по диагностике и лечению IFNS.С января 1997 г. по октябрь 2015 г. в Шэньчжэньской народной больнице (Шэньчжэнь, Китай) было выполнено 916 последовательных паротидэктомий. Из 916 образцов опухолей околоушных желез было выявлено и ретроспективно проанализировано 9 случаев ИФНС, подтвержденных гистопатологией. Кроме того, был систематически проанализирован 161 опубликованный случай с 1956 по 2015 год.
Из 916 образцов опухолей околоушных желез было выявлено девять случаев ИФНС, что составило 0,98% всех опухолей околоушных желез. Всем этим больным с ИФНС было выполнено удаление опухоли и паротидэктомия с сохранением непрерывности лицевого нерва (ЛН). Средний период наблюдения составил 6,2 года (диапазон от 1 до 16 лет). Функция лица постепенно улучшалась со II степени по Хаусу-Бракманну (HBG) до III сразу после операции до HBG I в течение последующих 3–9месяцев во всех случаях.
 Рецидив опухоли с вовлечением шилососцевидного отверстия наблюдался в 1 случае через 3 года после операции. Остальные остались без рецидивов. Из 161 случая IFNS, описанного в литературе, в 17 случаях с парезом лицевого нерва было обнаружено внутривисочное поражение, но парез лицевого нерва не был обнаружен только у пациентов с поражением околоушной железы.
Рецидив опухоли с вовлечением шилососцевидного отверстия наблюдался в 1 случае через 3 года после операции. Остальные остались без рецидивов. Из 161 случая IFNS, описанного в литературе, в 17 случаях с парезом лицевого нерва было обнаружено внутривисочное поражение, но парез лицевого нерва не был обнаружен только у пациентов с поражением околоушной железы.IFNS легко ошибочно диагностируется как плеоморфная аденома или опухоль Уортина до операции; правильный диагноз IFNS зависит, главным образом, от интраоперационного наблюдения макроскопической связи между опухолью и FN или иссечения замороженной биопсии. Целостность ЛН должна быть сохранена у пациентов с ИФНС и без лицевого пареза, когда это возможно.
Исследовательская статья
Пероральный пропранолол для лечения детских гемангиом в постпролиферативной фазе: одноцентровое ретроспективное исследование 31 случая
Журнал челюстно-лицевой хирургии, том 74, выпуск 8, 2016, стр. , 1623-1629
Инфантильные гемангиомы (ИГ) являются наиболее распространенными доброкачественными опухолями, поражающими младенцев, и большинство ИГ являются самоограничивающимися.
 Однако бывают случаи, требующие специфического лечения. Пропранолол в настоящее время широко используется для лечения тяжелых ИГ. Несколько исследований показали эффективность и ограниченные побочные эффекты, связанные с пропранололом в качестве терапии первой линии для ИГ. Существует ограниченное количество публикаций, описывающих роль пропранолола в лечении ИГ за пределами пролиферативной фазы (> 12 месяцев). Цель этого исследования заключалась в оценке эффектов и безопасности перорального приема высоких доз (2,0 мг/кг в день) пропранолола при ИГ за пределами пролиферативной фазы (>12 месяцев).
Однако бывают случаи, требующие специфического лечения. Пропранолол в настоящее время широко используется для лечения тяжелых ИГ. Несколько исследований показали эффективность и ограниченные побочные эффекты, связанные с пропранололом в качестве терапии первой линии для ИГ. Существует ограниченное количество публикаций, описывающих роль пропранолола в лечении ИГ за пределами пролиферативной фазы (> 12 месяцев). Цель этого исследования заключалась в оценке эффектов и безопасности перорального приема высоких доз (2,0 мг/кг в день) пропранолола при ИГ за пределами пролиферативной фазы (>12 месяцев).В это исследование были включены пациенты с ИГ, которые принимали системное лечение пропранололом из отделения челюстно-лицевой хирургии Стоматологической больницы Китайского медицинского университета. Это одноцентровое ретроспективное исследование, проводившееся с апреля 2011 года по июль 2015 года. Все дети старше 12 месяцев имели право участвовать в исследовании. Цифровые фотографии, сделанные до и после лечения, были проанализированы группой из 3 пластических хирургов.
 Эстетические результаты оценивались по 4-балльной шкале и оценивались как плохие, средние, хорошие и отличные. Последующие визиты пациентов планировались ежемесячно, и регистрировались изменения размера, текстуры и цвета поражений. Побочные эффекты после лечения оценивались и лечились соответствующим образом.
Эстетические результаты оценивались по 4-балльной шкале и оценивались как плохие, средние, хорошие и отличные. Последующие визиты пациентов планировались ежемесячно, и регистрировались изменения размера, текстуры и цвета поражений. Побочные эффекты после лечения оценивались и лечились соответствующим образом.Мы собрали данные о 31 подходящем пациенте. У 31 пациента было 32 гемангиомы (у 1 пациентки было 2 очага поражения) и они получали системное лечение пропранололом в высокой дозе 2 мг/кг в день. Средний возраст начала терапии пропранололом составлял 18,4 месяца (диапазон от 12 до 48 месяцев), а средняя продолжительность лечения составляла 10,1 месяца (диапазон от 8 до 16 месяцев). Ответы на лечение 32 гемангиом включали 17 отличных ответов (53,1%), 8 хороших ответов (25%) и 7 умеренных ответов (21,9%).%). Серьезных побочных эффектов не наблюдалось, рецидив наблюдался у 3 пациентов во время лечения и последующего курса лечения.
Пероральный пропранолол, 2 мг/кг в день, является безопасным и эффективным средством лечения ИГ за пределами пролиферативной фазы (возраст >12 месяцев) у населения Китая.

Исследовательская статья
Обратная идентификация напряжения течения в процессе резания металла с использованием методологии поверхности отклика
Практика и теория имитационного моделирования, том 60, 2016, стр. 40-53
В этом исследовании была представлена методология для определения поведения напряжения течения рабочего материала в диапазоне деформации, скорости деформации и температуры, возникающих в процессе формирования стружки, посредством обратного моделирования операций ортогонального резания. Этот подход был основан на концепции планирования экспериментов (DOE) и методологии поверхности отклика (RSM). Первоначально расширение теории обработки Оксли, включающее модель материала Джонсона-Кука, было интегрировано с RSM для быстрой оценки параметров материала. Предоставив параметры материала с помощью теории обработки Оксли, оптимальный набор коэффициентов трения был определен путем оценки результатов моделирования методом конечных элементов (КЭ).
 Заключительный шаг включал прямую интеграцию 2D моделей КЭ, включающих оптимальные граничные условия трения, с RSM для переоценки оптимального набора параметров материала. Этот подход был реализован для определения определяющих параметров для широкого спектра материалов, включая Inconel 718 в состаренном состоянии, простую углеродистую сталь AISI 1080 и алюминиевый сплав AA6082-T6. Калибровка моделей материалов с использованием представленной обратной методики привела к значительному улучшению результатов моделирования. Были обсуждены причины надежности предложенной обратной методологии.
Заключительный шаг включал прямую интеграцию 2D моделей КЭ, включающих оптимальные граничные условия трения, с RSM для переоценки оптимального набора параметров материала. Этот подход был реализован для определения определяющих параметров для широкого спектра материалов, включая Inconel 718 в состаренном состоянии, простую углеродистую сталь AISI 1080 и алюминиевый сплав AA6082-T6. Калибровка моделей материалов с использованием представленной обратной методики привела к значительному улучшению результатов моделирования. Были обсуждены причины надежности предложенной обратной методологии.Исследовательская статья
Определяет ли тип практики сложность пациентов, попадающих в ортогнатическую хирургию?
Журнал челюстно-лицевой хирургии, том 74, выпуск 8, 2016 г., стр. 1643-1648
Это исследование было направлено на определение того, определяет ли тип практики челюстно-лицевой хирургии (OMS) сложность пациентов, встречающихся для ортогнатической хирургии.
 и определить, были ли значимые различия в сопутствующих заболеваниях между группами пациентов.
и определить, были ли значимые различия в сопутствующих заболеваниях между группами пациентов.Это было ретроспективное когортное исследование ортогнатических хирургических пациентов, прооперированных хирургами в академическом медицинском центре (AMC; отделение OMS в Университете Алабамы-Бирмингема), по сравнению с группой частной практики (PP), которая также работала во вспомогательном центре AMC. средство. Хирургические процедуры, включенные в это исследование, включали остеотомию по Ле Фору, двустороннюю сагиттальную расщепленную остеотомию, гениопластику и комбинации этих процедур. Опытный хирург тщательно изучил медицинские записи групп AMC и PP на предмет возраста, пола, истории болезни, классификации Американского общества анестезиологов (ASA) и показаний к хирургическим процедурам. Эти данные были статистически сопоставлены для выявления различий в сложности пациентов.
Средний возраст пациентов в 2 группах был одинаковым (AMC, 29 лет; PP, 27 лет). В условиях ПП лечили гораздо больше женщин (соотношение мужчин и женщин, 1,06:1 в группе АМС и 1:1,6 в группе ПП).
 В группе AMC был больший процент пациентов с сопутствующими заболеваниями, большая доля пациентов с классом 2 или 3 по ASA и большая доля пациентов, которым были проведены процедуры по причинам, отличным от неправильного прикуса или косметических целей, и эти пропорции были статистически значимыми. Средняя продолжительность операции и средняя продолжительность пребывания в стационаре были больше в группе АМС.
В группе AMC был больший процент пациентов с сопутствующими заболеваниями, большая доля пациентов с классом 2 или 3 по ASA и большая доля пациентов, которым были проведены процедуры по причинам, отличным от неправильного прикуса или косметических целей, и эти пропорции были статистически значимыми. Средняя продолжительность операции и средняя продолжительность пребывания в стационаре были больше в группе АМС.Это ретроспективное когортное исследование показывает, что отделения OMS в AMC, как правило, лечат ортогнатических хирургических пациентов с частыми сопутствующими заболеваниями и системными заболеваниями и оперируют больший процент пациентов с сопутствующими зубочелюстными проблемами по сравнению с более рутинными зубочелюстными скелетными и окклюзионными деформациями.
Исследовательская статья
Хирургическая реконструкция дефектов верхней и нижней челюсти с использованием печатной титановой сетки
Журнал челюстно-лицевой хирургии, том 73, выпуск 7, 2015 г.
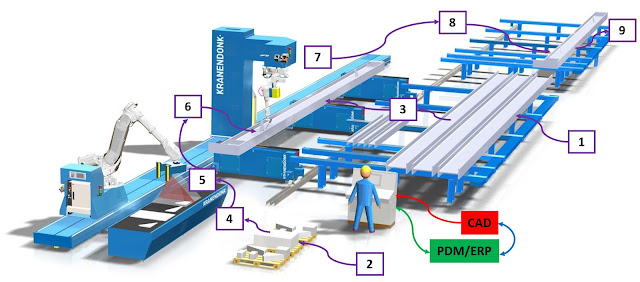 , стр. 1437.e1-1437.e9
, стр. 1437.e1-1437.e9Для реконструкции дефектов верхней и нижней челюсти с помощью напечатанной титановой сетки с использованием компьютерной хирургии (CAS) для достижения структурных, эстетических и функциональных целей.
Авторы разработали и провели это проспективное исследование пациентов с дефектами верхней или нижней челюсти, которым была проведена реконструкция с помощью напечатанной титановой сетки с использованием CAS. После операции предоперационный дизайн и послеоперационный результат оценивались с помощью программного обеспечения Geomagic Studio.
Выборка состояла из 2 пациентов с дефектами верхней челюсти и 2 пациентов с дефектами нижней челюсти. Удовлетворительный контур достигнут у всех пациентов. Степень соответствия между предоперационным дизайном и послеоперационным результатом была выше, чем 81 и 94% в пределах 3 мм для реконструкции нижней и верхней челюсти соответственно.
Результаты этого исследования свидетельствуют о том, что сложные дефекты верхней и нижней челюсти могут быть удовлетворительно реконструированы с помощью индивидуальных напечатанных титановых сеток с использованием CAS.

Исследовательская статья
Вызванная диетой дислипидемия приводит к неалкогольной жировой болезни печени и окислительному стрессу у морских свинок
Translational Research, Volume 168, 2016, pp. высококалорийный диетический режим приводит к изнурительным расстройствам, таким как ожирение, неалкогольная жировая болезнь печени (НАЖБП) и резистентность к инсулину. По мере роста заболеваемости возрастает потребность в животных моделях с высокой достоверностью для эффективного изучения причинно-следственной связи между диетой и прогрессированием заболевания. Морская свинка с дислипидемией демонстрирует высокое сходство с профилем липопротеинов человека и может в этом аспекте превосходить другие модели грызунов. В этом исследовании изучалось влияние двух долгосрочных западных диет (0,35% холестерина, 18,5% растительного масла и 15% или 20% сахарозы) по сравнению со стандартным изокалорийным питанием у взрослых морских свинок. Биохимические маркеры подтвердили дислипидемию в соответствии с режимом питания; тем не менее, обе группы с высоким содержанием жира показали снижение процентного содержания жира в тканях по сравнению с контрольной группой.
 Макроскопическая картина, гистопатологическая оценка и маркеры функции печени в плазме подтвердили НАЖБП в группах с высоким содержанием жиров, что подтверждается окислительно-восстановительным дисбалансом печени и маркерами, указывающими на эндотелиальную дисфункцию печени. Маркеры плазмы указывали на эндотелиальную дисфункцию в ответ на диету с высоким содержанием жиров, хотя атеросклеротических поражений не было. Оценка толерантности к глюкозе не выявила признаков резистентности к инсулину. Увеличение содержания сахарозы на 5% между двумя диетами с высоким содержанием жиров не привело к существенным различиям между группами. В заключение мы считаем, что морская свинка с дислипидемией является действительной моделью диеты, вызванной дислипидемией, особенно в отношении стеатоза печени и эндотелиальной дисфункции. Кроме того, отсутствие ожирения поддерживает настоящую исследовательскую установку, нацеленную на НАЖБП у людей, не страдающих ожирением.
Макроскопическая картина, гистопатологическая оценка и маркеры функции печени в плазме подтвердили НАЖБП в группах с высоким содержанием жиров, что подтверждается окислительно-восстановительным дисбалансом печени и маркерами, указывающими на эндотелиальную дисфункцию печени. Маркеры плазмы указывали на эндотелиальную дисфункцию в ответ на диету с высоким содержанием жиров, хотя атеросклеротических поражений не было. Оценка толерантности к глюкозе не выявила признаков резистентности к инсулину. Увеличение содержания сахарозы на 5% между двумя диетами с высоким содержанием жиров не привело к существенным различиям между группами. В заключение мы считаем, что морская свинка с дислипидемией является действительной моделью диеты, вызванной дислипидемией, особенно в отношении стеатоза печени и эндотелиальной дисфункции. Кроме того, отсутствие ожирения поддерживает настоящую исследовательскую установку, нацеленную на НАЖБП у людей, не страдающих ожирением.
Финансовая поддержка была предоставлена Правительством Швеции, Стратегическим финансированием области материаловедения, Центром передового опыта BIOMATCELL VINN в области биоматериалов и клеточной терапии, регионом Вестра-Гёталанд, Фондом Инги Бритт и Арне Лундберг, Хьяльмаром.
 Фонд Свенссона и Фонд Адлербертска. Грантополучатели не участвовали в разработке дизайна исследования, сборе данных, интерпретации, написании и подаче статьи. В КАЧЕСТВЕ. работает в компании Arcam AB, производящей машины для электронно-лучевой плавки. Эта компания не имела никакого влияния на содержание рукописи.
Фонд Свенссона и Фонд Адлербертска. Грантополучатели не участвовали в разработке дизайна исследования, сборе данных, интерпретации, написании и подаче статьи. В КАЧЕСТВЕ. работает в компании Arcam AB, производящей машины для электронно-лучевой плавки. Эта компания не имела никакого влияния на содержание рукописи.
Посмотреть полный текст
© Американская ассоциация челюстно-лицевых хирургов, 2016 г.
2
Широко используемая технология может ускорить разработку жаропрочных компонентов реактивных двигателей
- Дата:
- 12 июля 2022 г.
- Источник:
- Национальный институт материаловедения, Япония
- Резюме:
- Инженерам удалось изготовить монокристалл никеля с очень небольшим количеством кристаллических дефектов путем облучения никелевого порошка лазерным лучом с большим радиусом и плоской вершиной (т. ). Этот метод может быть использован для изготовления широкого спектра монокристаллических материалов, в том числе термостойких материалов для реактивных двигателей и газовых турбин.

- Поделиться:
ПОЛНАЯ ИНФОРМАЦИЯ
NIMS и Высшая инженерная школа Университета Осаки преуспели в изготовлении монокристалла никеля с очень небольшим количеством кристаллических дефектов путем облучения никелевого порошка лазерным лучом большого радиуса с плоской вершиной (т. луча, интенсивность которого одинакова по всему поперечному сечению луча). Этот метод может быть использован для изготовления широкого спектра монокристаллических материалов, в том числе термостойких материалов для реактивных двигателей и газовых турбин.
реклама
Предыдущие исследования показали, что монокристаллы могут быть изготовлены с использованием аддитивного производства с использованием электронного луча. Однако этот метод требует дорогостоящего оборудования, а его эксплуатация также обходится дорого из-за необходимости создания вакуума, что ограничивает его широкое применение. Хотя лазерное аддитивное производство может быть выполнено с использованием более дешевого оборудования, предыдущие попытки изготовления монокристаллов с использованием этой технологии потерпели неудачу. Когда необработанный металлический порошковый материал облучается лазерным лучом, он плавится, образуя границу раздела твердое тело-жидкость. Было трудно вырастить зерна вблизи границы раздела в одном направлении и предотвратить образование деформационных дефектов, вызванных их затвердеванием. Было обнаружено, что эта проблема связана с профилем интенсивности обычных гауссовских лазерных лучей (т. е. лазерных лучей с колоколообразной интенсивностью в поперечном сечении луча), что вызывает образование поликристаллов, состоящих из менее ориентированных кристаллических зерен с много границ зерен.
Когда необработанный металлический порошковый материал облучается лазерным лучом, он плавится, образуя границу раздела твердое тело-жидкость. Было трудно вырастить зерна вблизи границы раздела в одном направлении и предотвратить образование деформационных дефектов, вызванных их затвердеванием. Было обнаружено, что эта проблема связана с профилем интенсивности обычных гауссовских лазерных лучей (т. е. лазерных лучей с колоколообразной интенсивностью в поперечном сечении луча), что вызывает образование поликристаллов, состоящих из менее ориентированных кристаллических зерен с много границ зерен.
Исследовательской группе Высшей инженерной школы NIMS-Osaka University удалось изготовить монокристаллы с помощью лазерного луча с плоской вершиной, сформировав плоскую поверхность ванны расплава на никелевых порошках. Отдельные кристаллические зерна росли в одном направлении с меньшим количеством дефектов, вызывающих деформацию. Монокристаллы без границ зерен, склонные к растрескиванию, очень прочны при высоких температурах.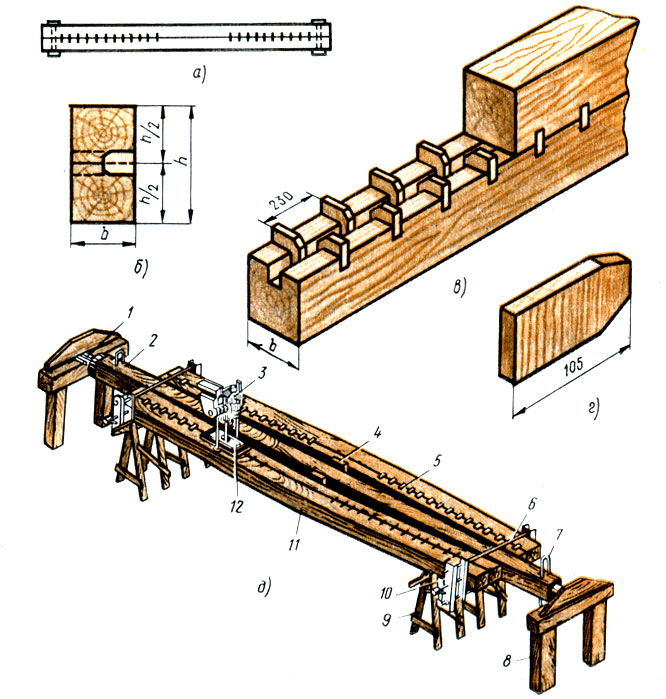 Этот новый метод позволяет свести к минимуму возникновение деформации и растрескивание кристаллов во время их затвердевания. Кроме того, этот метод не требует использования затравочных кристаллов, что упрощает процессы аддитивного производства.
Этот новый метод позволяет свести к минимуму возникновение деформации и растрескивание кристаллов во время их затвердевания. Кроме того, этот метод не требует использования затравочных кристаллов, что упрощает процессы аддитивного производства.
Помимо никеля, этот метод лазерного аддитивного производства может использоваться для обработки других металлов и сплавов в монокристаллические объекты. Компоненты реактивных двигателей и газовых турбин становятся все более сложными по форме и легкими, растет спрос на аддитивное производство этих компонентов с использованием жаропрочных суперсплавов на основе никеля. Поскольку монокристаллы прочнее поликристаллов при высоких температурах, перспективно их практическое использование в качестве жаростойких материалов. Ожидается, что глобальные исследования и разработки, направленные на достижение этой цели с использованием более дешевой и широко используемой технологии лазерного аддитивного производства, будут быстро активизироваться.
изменить мир к лучшему: спонсируемая возможность
Источник истории:
Материалы предоставлены Национальным институтом материаловедения, Япония . Примечание. Содержимое можно редактировать по стилю и длине.
Примечание. Содержимое можно редактировать по стилю и длине.
Номер журнала :
- Деннис Эдгард Джоди, Томонори Киташима, Юитиро Коидзуми, Такаёси Накано, Макото Ватанабэ. Изготовление монокристаллов чистого никеля методом селективного лазерного плавления лазерным лучом с плоской вершиной . Письма о аддитивном производстве , 2022; 3: 100066 DOI: 10.1016/j.addlet.2022.100066
Цитировать эту страницу :
- MLA
- АПА
- Чикаго
Национальный институт материаловедения, Япония. «3D-печать монокристаллов никеля с использованием технологии лазерного аддитивного производства: широко используемая технология может ускорить разработку термостойких компонентов реактивного двигателя». ScienceDaily. ScienceDaily, 12 июля 2022 г.  htm>.
htm>.
Национальный институт материаловедения, Япония. (2022, 12 июля). 3D-печать монокристаллов никеля с использованием технологии лазерного аддитивного производства: широко используемая технология может ускорить разработку термостойких компонентов реактивного двигателя. ScienceDaily . Получено 22 сентября 2022 г. с сайта www.sciencedaily.com/releases/2022/07/220712141244.htm
Национальный институт материаловедения, Япония. «3D-печать монокристаллов никеля с использованием технологии лазерного аддитивного производства: широко используемая технология может ускорить разработку термостойких компонентов реактивного двигателя». ScienceDaily. www.sciencedaily.com/releases/2022/07/220712141244.htm (по состоянию на 22 сентября 2022 г.).
реклама
Электронно-лучевая технология изготовления протезов челюсти индивидуального изготовления: история болезни
История болезни
. 2016 авг;74(8):1706.e1-1706. e15.
e15.
doi: 10.1016/j.joms.2016.03.046.
Эпаб 2016 10 мая.
Фелиция Суска
1
, Йоран Кьеллер
2
, Питер Тарнов
3
, Эдуард Грига
4
, Ларс Нюборг
5
, Андерс Снис
6
, Андерс Палмквист
7
Принадлежности
- 1 Отделение челюстно-лицевой хирургии и отделение биоматериалов, Сальгренская академия, Гетеборгский университет, Гетеборг, Швеция; и BIOMATCELL VINN Excellence Center of Biomaterials and Cell Therapy, Гетеборг, Швеция. Электронный адрес: felicia.
 [email protected].
[email protected]. - 2 Адъюнкт-профессор, отделение челюстно-лицевой хирургии, Сальгренская академия, Гетеборгский университет, Гетеборг, Швеция.
- 3 Доцент кафедры пластической хирургии Сальгренской академии Гетеборгского университета, Гетеборг, Швеция.
- 4 Доцент, кафедра материалов и производственных технологий, Технологический университет Чалмерса, Гетеборг, Швеция.
- 5 Профессор кафедры материалов и производственных технологий Технологического университета Чалмерса, Гетеборг, Швеция.
- 6 BIOMATCELL VINN Передовой центр биоматериалов и клеточной терапии, Гетеборг, Швеция; и Arcam AB, Мёльндал, Швеция.

- 7 Доцент кафедры биоматериалов Сальгренской академии Гетеборгского университета, Гётеборг, Швеция; и BIOMATCELL VINN Excellence Center of Biomaterials and Cell Therapy, Гетеборг, Швеция.
PMID:
27178123
DOI:
10.1016/j.joms.2016.03.046
Отчеты о клинических случаях
Felicia Suska et al.
J Oral Maxillofac Surg.
2016 авг.
. 2016 авг;74(8):1706.e1-1706.e15.
doi: 10.1016/j.joms.2016.03.046.
Эпаб 2016 10 мая.
Авторы
Фелиция Суска
1
, Йоран Кьеллер
2
, Питер Тарнов
3
, Эдуард Грига
4
, Ларс Нюборг
5
, Андерс Снис
6
, Андерс Палмквист
7
Принадлежности
- 1 Отделение челюстно-лицевой хирургии и отделение биоматериалов, Сальгренская академия, Гетеборгский университет, Гетеборг, Швеция; и BIOMATCELL VINN Excellence Center of Biomaterials and Cell Therapy, Гетеборг, Швеция.
 Электронный адрес: [email protected].
Электронный адрес: [email protected]. - 2 Адъюнкт-профессор, отделение челюстно-лицевой хирургии, Сальгренская академия, Гетеборгский университет, Гетеборг, Швеция.
- 3 Доцент кафедры пластической хирургии Сальгренской академии Гетеборгского университета, Гетеборг, Швеция.
- 4 Доцент, кафедра материалов и производственных технологий, Технологический университет Чалмерса, Гетеборг, Швеция.
- 5 Профессор кафедры материалов и производственных технологий Технологического университета Чалмерса, Гетеборг, Швеция.
- 6 BIOMATCELL VINN Передовой центр биоматериалов и клеточной терапии, Гетеборг, Швеция; и Arcam AB, Мёльндал, Швеция.

- 7 Доцент кафедры биоматериалов Сальгренской академии Гетеборгского университета, Гётеборг, Швеция; и BIOMATCELL VINN Excellence Center of Biomaterials and Cell Therapy, Гетеборг, Швеция.
PMID:
27178123
DOI:
10.1016/j.joms.2016.03.046
Абстрактный
В области челюстно-лицевой реконструкции аддитивные производственные технологии, в частности электронно-лучевое плавление (EBM), предлагают клиницистам возможность индивидуального проектирования челюстных протезов, которые соответствуют как несущей способности, так и эстетическим требованиям. Этот метод позволяет создать инновационный функциональный дизайн, сочетающий интегрированные пористые области для врастания кости и вторичной биологической фиксации с твердыми несущими областями, обеспечивающими биомеханические характеристики. Индивидуальный протез нижней челюсти, изготовленный с использованием EBM, был успешно использован для восстановления дефекта нижней челюсти пациента после резекции единым блоком. Более 9-месячный период наблюдения, осложнений у пациентки не было. Короткое время операции, хороший эстетический результат и высокий уровень удовлетворенности пациентов, измеряемый опросниками качества жизни — QLQ-C30 Европейской организации по исследованию и лечению рака (базовый опросник качества жизни из 30 пунктов) и H&N35 (модуль рака головы и шеи) — были зарегистрированы для этого случая. В качестве возможной будущей альтернативы малоберцовым трансплантатам или другим реконструктивным методам могут быть предложены индивидуально спланированные и разработанные протезы, изготовленные методом EBM. Однако роль пористости, роль геометрии и оптимальное сочетание твердых и пористых частей, а также свойства поверхности по отношению к мягким тканям должны быть тщательно оценены в долгосрочных клинических испытаниях.
Индивидуальный протез нижней челюсти, изготовленный с использованием EBM, был успешно использован для восстановления дефекта нижней челюсти пациента после резекции единым блоком. Более 9-месячный период наблюдения, осложнений у пациентки не было. Короткое время операции, хороший эстетический результат и высокий уровень удовлетворенности пациентов, измеряемый опросниками качества жизни — QLQ-C30 Европейской организации по исследованию и лечению рака (базовый опросник качества жизни из 30 пунктов) и H&N35 (модуль рака головы и шеи) — были зарегистрированы для этого случая. В качестве возможной будущей альтернативы малоберцовым трансплантатам или другим реконструктивным методам могут быть предложены индивидуально спланированные и разработанные протезы, изготовленные методом EBM. Однако роль пористости, роль геометрии и оптимальное сочетание твердых и пористых частей, а также свойства поверхности по отношению к мягким тканям должны быть тщательно оценены в долгосрочных клинических испытаниях.
Copyright © 2016 Американская ассоциация челюстно-лицевых хирургов. Опубликовано Elsevier Inc. Все права защищены.
Похожие статьи
Использование трехмерного заказного пористого титанового протеза для реконструкции тела нижней челюсти.
Касемьяр К., Ассули Н., Темам С., Колб Ф.
Касемьяр К. и др.
Int J Oral Maxillofac Surg. 2017 Октябрь;46(10):1248-1251. doi: 10.1016/j.ijom.2017.06.001. Epub 2017 22 июня.
Int J Oral Maxillofac Surg. 2017.PMID: 28648958
Реконструкция нижней челюсти с использованием пластин, предварительно изогнутых для быстрого прототипирования трехмерных печатных моделей, улучшает контурную деформацию.
Адзума М., Янагава Т., Исибаси-Канно Н., Учида Ф., Ито Т.
 , Ямагата К., Хасэгава С., Сасаки К., Адачи К., Табучи К., Секидо М., Букава Х.
, Ямагата К., Хасэгава С., Сасаки К., Адачи К., Табучи К., Секидо М., Букава Х.
Адзума М. и др.
Голова Лицо Мед. 2014 23 окт;10:45. дои: 10.1186/1746-160X-10-45.
Голова Лицо Мед. 2014.PMID: 25338640
Бесплатная статья ЧВК.Сложная геометрия и интегрированная макропористость: клиническое применение электронно-лучевого плавления для изготовления индивидуальных имплантатов с костной фиксацией.
Палмквист А., Йолич М., Грига Э., Шах Ф.А.
Палмквист А. и др.
Акта Биоматер. 5 июня 2022 г.: S1742-7061(22)00340-3. doi: 10.1016/j.actbio.2022.06.002. Онлайн перед печатью.
Акта Биоматер. 2022.PMID: 35675890
Обзор.
Реконструкция нижней челюсти с использованием индивидуального трехмерного титанового имплантата, установленного на лингвальной поверхности нижней челюсти.

Jo YY, Kim SG, Kim MK, Shin SH, Ahn J, Seok H.
Джо YY и др.
J Craniofac Surg. 2018 март; 29(2):415-419. doi: 10.1097/SCS.0000000000004119.
J Craniofac Surg. 2018.PMID: 29215451
Оптимальный дизайн индивидуального эндопротеза для реконструкции обширных дефектов нижней челюсти методом конечных элементов.
Ли П., Шен Л., Ли Дж., Лян Р., Тянь В., Тан В.
Ли П. и др.
J Краниомаксиллофак Хирург. 2014 янв; 42(1):73-8. doi: 10.1016/j.jcms.2013.02.005. Epub 2013 27 марта.
J Краниомаксиллофак Хирург. 2014.PMID: 23541861
Посмотреть все похожие статьи
Цитируется
Ключи к успешной реконструкции дефектов нижней челюсти с использованием титановых имплантатов, напечатанных с помощью трехмерной печати.
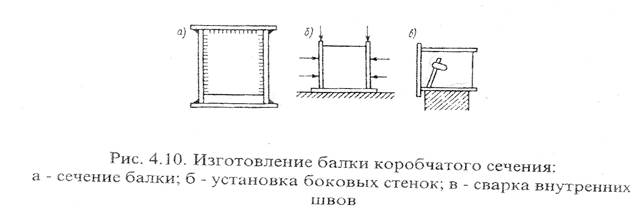
Ким Дж.В.
Ким Дж.В.
J Korean Assoc Oral Maxillofac Surg. 2021 31 августа; 47 (4): 237-238. doi: 10.5125/jkaoms.2021.47.4.237.
J Korean Assoc Oral Maxillofac Surg. 2021.PMID: 34462380
Бесплатная статья ЧВК.Аннотация недоступна.
Аддитивное производство сплава Ti6Al4V методом электронно-лучевой плавки для разработки имплантатов для биомедицинской промышленности.
Тамайо Дж.А., Риаскос М., Варгас К.А., Баэна Л.М.
Тамайо Дж.А. и соавт.
Гелион. 2021 7 мая; 7 (5): e06892. doi: 10.1016/j.heliyon.2021.e06892. Электронная коллекция 2021 май.
Гелион. 2021.PMID: 34027149
Бесплатная статья ЧВК.Обзор.
Роль эпигенетической функционализации имплантатов и биоматериалов в остеоинтеграции и регенерации кости – обзор.

Асаад Ф., Пеланите Г., Филип Дж., Далин С., Ларссон Л.
Асаад Ф. и др.
Молекулы. 2020 12 декабря; 25 (24): 5879. doi: 10.3390/молекулы25245879.
Молекулы. 2020.PMID: 33322654
Бесплатная статья ЧВК.Обзор.
Изучение макропористости аддитивно изготовленных титановых метаматериалов для регенерации кости с качеством за счет дизайна: систематический обзор литературы.
Мартинес-Маркес Д., Дельмар И., Сан С., Стюарт Р.А.
Мартинес-Маркес Д. и соавт.
Материалы (Базель). 2020 27 октября; 13 (21): 4794. дои: 10.3390/ma13214794.
Материалы (Базель). 2020.PMID: 33121025
Бесплатная статья ЧВК.Обзор.
Достижения в изготовлении черепно-лицевых протезов: описательный обзор целостного лечения.
Джазаери Х.
 Э., Канг С., Масри Р.М., Кун Л., Фахимипур Ф., Ваневенховен Р., Томпсон Г., Гейсарифар М., Тахрири М., Тайеби Л.
Э., Канг С., Масри Р.М., Кун Л., Фахимипур Ф., Ваневенховен Р., Томпсон Г., Гейсарифар М., Тахрири М., Тайеби Л.
Джазайери Х.Э. и соавт.
J Adv Prosthodont. 2018 дек;10(6):430-439. doi: 10.4047/jap.2018.10.6.430. Epub 2018 19 декабря.
J Adv Prosthodont. 2018.PMID: 30584472
Бесплатная статья ЧВК.Обзор.
Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
ЭБМ-технологии | Добавка GE
Являясь признанным лидером в области рентабельных решений аддитивного производства (АП) для производства ортопедических имплантатов и применения в аэрокосмической отрасли, процесс электронно-лучевой плавки (ЭЛП) может открыть новое поколение аддитивных инноваций. Эта передовая технология предлагает свободу дизайна, отличные свойства материалов и возможности штабелирования. Когда вы объедините эти преимущества с устранением снятия стресса, ваш бизнес увидит повышение производительности, когда вы внедрите технологию EBM.
Когда вы объедините эти преимущества с устранением снятия стресса, ваш бизнес увидит повышение производительности, когда вы внедрите технологию EBM.
откройте для себя наши станки ebm
скачать техническую документацию
Что такое ДМ?
В процессе EBM используется мощный электронный пучок, который генерирует энергию, необходимую для высокой плавильной способности и высокой производительности. Горячий процесс позволяет изготавливать детали без остаточного напряжения, а вакуум обеспечивает чистую и контролируемую среду. Посмотрите видео, чтобы увидеть процесс в действии.
смотреть видео
Стенограмма видео
Аддитивное производство предлагает большую свободу в проектировании и позволяет создавать оптимизированные детали, не ограниченные рамками традиционного производства. Arcam EBM обладает уникальной способностью плотно укладывать детали внутри сборки для повышения производительности. Оптимизированный файл сборки нарезается и загружается в систему Arcam EBM. Вслед за этим в машину загружается металлический порошок. Затем камера сборки закрывается и создается вакуум, чтобы обеспечить чистую контролируемую среду, позволяющую обрабатывать реактивный материал. Система нанесения порошка Next Arcam EBM равномерно распределяет тонкий слой порошка по области сборки. Мощный электронный луч мощностью шесть киловатт нагревает слой порошка до оптимальной температуры окружающей среды, а затем приступает к расплавлению порошка. Сначала плавка контура, затем плавка штриховки. Электронно-лучевой блок, генерирующий пучок, не содержит движущихся частей, что обеспечивает чрезвычайно быстрое и точное управление лучом. Среда сборки поддерживается в горячем состоянии, достигая температуры, превышающей 1000 градусов по Цельсию. Это приводит к отсутствию остаточных напряжений и позволяет обрабатывать склонные к растрескиванию материалы. По мере завершения каждого слоя сборка опускается и на нее насыпается новый слой порошка для сборки. Процесс повторяет отрисовку сборки по одному слою за раз.
Вслед за этим в машину загружается металлический порошок. Затем камера сборки закрывается и создается вакуум, чтобы обеспечить чистую контролируемую среду, позволяющую обрабатывать реактивный материал. Система нанесения порошка Next Arcam EBM равномерно распределяет тонкий слой порошка по области сборки. Мощный электронный луч мощностью шесть киловатт нагревает слой порошка до оптимальной температуры окружающей среды, а затем приступает к расплавлению порошка. Сначала плавка контура, затем плавка штриховки. Электронно-лучевой блок, генерирующий пучок, не содержит движущихся частей, что обеспечивает чрезвычайно быстрое и точное управление лучом. Среда сборки поддерживается в горячем состоянии, достигая температуры, превышающей 1000 градусов по Цельсию. Это приводит к отсутствию остаточных напряжений и позволяет обрабатывать склонные к растрескиванию материалы. По мере завершения каждого слоя сборка опускается и на нее насыпается новый слой порошка для сборки. Процесс повторяет отрисовку сборки по одному слою за раз. Когда сборка завершена, резервуар извлекается, и машина Arcam EBM подготавливается к следующей сборке.
Когда сборка завершена, резервуар извлекается, и машина Arcam EBM подготавливается к следующей сборке.
Высокая производительность и низкая стоимость
Мы работали с независимым консультантом, чтобы оценить производственные затраты EBM по сравнению с несколькими лазерными станками. Для исследования были выбраны два приложения: скоба для аэрокосмической промышленности и набедренная чашка для ортопедической промышленности. Оба приложения были изготовлены из титана (Ti64). Консультант обнаружил, что электронно-лучевая плавка имеет значительное преимущество по стоимости по сравнению с другими методами.
подробнее
«В зависимости от характеристик детали себестоимость изготовления детали может быть до 50% ниже для EBM.»
Часто задаваемые вопросы
Что такое горячий процесс?
Ответ
Во время горячего процесса электронный луч нагревает каждый слой сборки до тех пор, пока весь слой порошка не достигнет оптимальной температуры процесса для используемого материала.
В результате в процессе EBM получаются детали без остаточных напряжений и имеют микроструктуру, свободную от мартенситных структур.
Как работает вакуумная камера?
Ответ
Процесс электронно-лучевой плавки происходит в вакуумной камере, чтобы обеспечить чистую и контролируемую среду сборки.
Вакуумное производство является важным аспектом процесса EBM, поскольку оно поддерживает химические характеристики строительного материала.
Что такое спекание?
Ответ
Во время спекания детали свободно плавают в спеченном порошке. Это позволяет плотно укладывать детали и ограничивает или устраняет необходимость в опорах.
Какие преимущества EBM предлагает ортопедической промышленности?
Ответ
Технология EBM предлагает большую свободу проектирования, а также сборку больших объемов благодаря возможности штабелирования деталей. Эта комбинация позволяет изготавливать сложные и детализированные ортопедические имплантаты.
На рынке растет число имплантатов, сертифицированных CE и одобренных FDA и изготовленных с использованием технологии Arcam EBM.
Какие преимущества EBM предлагает аэрокосмической отрасли?
Ответ
Авиакосмическая промышленность — это инновационная отрасль, и инженеры всегда ищут способы сделать детали легче, быстрее и эффективнее. Процесс EBM позволяет производить легкие компоненты с очень эффективным соотношением цены и качества. EBM также позволяет аддитивно изготавливать детали из материалов, склонных к растрескиванию.
ДМ в ортопедической промышленности
LimaCorporate
100 000 пациентов позже: напечатанное на 3D-принтере бедро десятилетней давности и становится сильным
Rejoint
переосмысление замены колена с помощью аддитивной технологии и искусственного интеллекта
EBM в аэрокосмической промышленности
Avio Aero
.
чистая медь и инструментальная сталь
GE Additive запускает поддержку D-материала для чистой меди и высоколегированной инструментальной стали
zenith tecnica
Zenith Tecnica празднует пятый год поставки титановых деталей AM ведущему производителю спутников
Готовы ускорить свой путь к производству?
Томас Кельнер
19 сентября 2019 г.
Gale Apps — Технические трудности
Приложение, к которому вы пытаетесь получить доступ, в настоящее время недоступно. Приносим свои извинения за доставленные неудобства. Повторите попытку через несколько секунд.
Если проблемы с доступом сохраняются, обратитесь за помощью в наш отдел технической поддержки по телефону 1-800-877-4253. Еще раз спасибо, что выбрали Gale, обучающую компанию Cengage.
org.springframework.remoting.RemoteAccessException: невозможно получить доступ к удаленной службе [authorizationService@theBLISAuthorizationService]; вложенным исключением является com.zeroc.Ice.UnknownException
unknown = «java.lang.IndexOutOfBoundsException: индекс 0 выходит за границы для длины 0
в java.base/jdk.internal.util.Preconditions.outOfBounds(Preconditions.java:64)
в java.base/jdk.internal.util.Preconditions.outOfBoundsCheckIndex(Preconditions.java:70)
в java.base/jdk.internal.util.Preconditions.checkIndex(Preconditions. java:248)
java:248)
в java.base/java.util.Objects.checkIndex(Objects.java:372)
в java.base/java.util.ArrayList.get(ArrayList.java:458)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.populateSessionProperties(LazyUserSessionDataLoaderStoredProcedure.java:60)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.reQuery(LazyUserSessionDataLoaderStoredProcedure.java:53)
в com.gale.blis.data.model.session.UserGroupEntitlementsManager.reinitializeUserGroupEntitlements(UserGroupEntitlementsManager.java:30)
в com.gale.blis.data.model.session.UserGroupSessionManager.getUserGroupEntitlements(UserGroupSessionManager.java:17)
в com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getProductSubscriptionCriteria(CrossSearchProductContentModuleFetcher.java:244)
на com.gale.blis.api.authorize.contentmodulefetchers. CrossSearchProductContentModuleFetcher.getSubscribedCrossSearchProductsForUser(CrossSearchProductContentModuleFetcher.java:71)
CrossSearchProductContentModuleFetcher.getSubscribedCrossSearchProductsForUser(CrossSearchProductContentModuleFetcher.java:71)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getAvailableContentModulesForProduct(CrossSearchProductContentModuleFetcher.java:52)
на com.gale.blis.api.authorize.strategy.productentry.strategy.AbstractProductEntryAuthorizer.getContentModules(AbstractProductEntryAuthorizer.java:130)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.isAuthorized(CrossSearchProductEntryAuthorizer.java:82)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.authorizeProductEntry(CrossSearchProductEntryAuthorizer.java:44)
на com.gale.blis.api.authorize.strategy.ProductEntryAuthorizer.authorize(ProductEntryAuthorizer.java:31)
в com.gale.blis.api.BLISAuthorizationServiceImpl. authorize_aroundBody0(BLISAuthorizationServiceImpl.java:57)
authorize_aroundBody0(BLISAuthorizationServiceImpl.java:57)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody1$advice(BLISAuthorizationServiceImpl.java:61)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize(BLISAuthorizationServiceImpl.java:1)
в com.gale.blis.auth.AuthorizationService._iceD_authorize(AuthorizationService.java:97)
в com.gale.blis.auth.AuthorizationService._iceDispatch(AuthorizationService.java:406)
в com.zeroc.IceInternal.Incoming.invoke(Incoming.java:221)
в com.zeroc.Ice.ConnectionI.invokeAll(ConnectionI.java:2706)
на com.zeroc.Ice.ConnectionI.dispatch(ConnectionI.java:1292)
в com.zeroc.Ice.ConnectionI.message(ConnectionI.java:1203)
в com.zeroc.IceInternal.ThreadPool.run(ThreadPool.java:412)
в com.zeroc.IceInternal.ThreadPool.access$500(ThreadPool.java:7)
в com.zeroc.IceInternal. ThreadPool$EventHandlerThread.run(ThreadPool.java:781)
ThreadPool$EventHandlerThread.run(ThreadPool.java:781)
в java.base/java.lang.Thread.run(Thread.java:834)
»
org.springframework.remoting.ice.IceClientInterceptor.convertIceAccessException(IceClientInterceptor.java:348)
org.springframework.remoting.ice.IceClientInterceptor.invoke(IceClientInterceptor.java:310)
org.springframework.remoting.ice.MonitoringIceProxyFactoryBean.invoke(MonitoringIceProxyFactoryBean.java:71)
org.springframework.aop.framework.ReflectiveMethodInvocation.proceed(ReflectiveMethodInvocation.java:186)
org.springframework.aop. framework.JdkDynamicAopProxy.invoke(JdkDynamicAopProxy.java:215)
framework.JdkDynamicAopProxy.invoke(JdkDynamicAopProxy.java:215)
com.sun.proxy.$Proxy151.authorize(Неизвестный источник)
com.gale.auth.service.BlisService.getAuthorizationResponse(BlisService.java:61)
com.gale.apps.service.impl.MetadataResolverService.resolveMetadata(MetadataResolverService.java:65)
com.gale.apps.controllers.DiscoveryController.resolveDocument(DiscoveryController.java:57)
com.gale.apps.controllers.DocumentController.redirectToDocument(DocumentController.java:22)
jdk.internal. reflect.GeneratedMethodAccessor246.invoke (неизвестный источник)
reflect.GeneratedMethodAccessor246.invoke (неизвестный источник)
java.base/jdk.internal.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:43)
java.base/java.lang.reflect.Method.invoke(Method.java:566)
org.springframework.web.method.support.InvocableHandlerMethod.doInvoke(InvocableHandlerMethod.java:205)
org.springframework.web.method.support.InvocableHandlerMethod.invokeForRequest(InvocableHandlerMethod.java:150)
org.springframework.web.servlet.mvc.method.annotation.ServletInvocableHandlerMethod.invokeAndHandle(ServletInvocableHandlerMethod.java:117)
org. springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.invokeHandlerMethod (RequestMappingHandlerAdapter.java:895)
springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.invokeHandlerMethod (RequestMappingHandlerAdapter.java:895)
org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.handleInternal (RequestMappingHandlerAdapter.java:808)
org.springframework.web.servlet.mvc.method.AbstractHandlerMethodAdapter.handle(AbstractHandlerMethodAdapter.java:87)
org.springframework.web.servlet.DispatcherServlet.doDispatch(DispatcherServlet.java:1067)
org.springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:963)
org. springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:1006)
springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:1006)
org.springframework.web.servlet.FrameworkServlet.doGet(FrameworkServlet.java:898)
javax.servlet.http.HttpServlet.service(HttpServlet.java:626)
org.springframework.web.servlet.FrameworkServlet.service(FrameworkServlet.java:883)
javax.servlet.http.HttpServlet.service(HttpServlet.java:733)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:227)
org.apache.catalina. core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.tomcat.websocket.server.WsFilter.doFilter(WsFilter.java:53)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.catalina.filters.HttpHeaderSecurityFilter.doFilter(HttpHeaderSecurityFilter.java:126)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org. apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.servlet.resource.ResourceUrlEncodingFilter.doFilter(ResourceUrlEncodingFilter.java:67)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.RequestContextFilter.doFilterInternal (RequestContextFilter.java:100)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org. apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
com.gale.common.http.filter.SecurityHeaderFilter.doFilterInternal(SecurityHeaderFilter.java:29)
org. springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org. owasp.validation.GaleParameterValidationFilter.doFilterInternal(GaleParameterValidationFilter.java:97)
owasp.validation.GaleParameterValidationFilter.doFilterInternal(GaleParameterValidationFilter.java:97)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:126)
org.springframework.boot.web.servlet.support.ErrorPageFilter.access$000(ErrorPageFilter.java:64)
org. springframework.boot.web.servlet.support.ErrorPageFilter$1.doFilterInternal(ErrorPageFilter.java:101)
springframework.boot.web.servlet.support.ErrorPageFilter$1.doFilterInternal(ErrorPageFilter.java:101)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:119)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.FormContentFilter.doFilterInternal (FormContentFilter.java:93)
org. springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.doFilterInternal (WebMvcMetricsFilter.java:96)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain. java:189)
java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.CharacterEncodingFilter.doFilterInternal (CharacterEncodingFilter.java:201)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org. apache.catalina.core.StandardWrapperValve.invoke(StandardWrapperValve.java:202)
apache.catalina.core.StandardWrapperValve.invoke(StandardWrapperValve.java:202)
org.apache.catalina.core.StandardContextValve.invoke(StandardContextValve.java:97)
org.apache.catalina.authenticator.AuthenticatorBase.invoke(AuthenticatorBase.java:542)
org.apache.catalina.core.StandardHostValve.invoke(StandardHostValve.java:143)
org.apache.catalina.valves.ErrorReportValve.invoke(ErrorReportValve.java:92)
org.apache.catalina.valves.AbstractAccessLogValve.invoke(AbstractAccessLogValve.java:687)
org. apache.catalina.core.StandardEngineValve.invoke(StandardEngineValve.java:78)
apache.catalina.core.StandardEngineValve.invoke(StandardEngineValve.java:78)
org.apache.catalina.connector.CoyoteAdapter.service(CoyoteAdapter.java:357)
org.apache.coyote.http11.Http11Processor.service(Http11Processor.java:374)
org.apache.coyote.AbstractProcessorLight.process(AbstractProcessorLight.java:65)
org.apache.coyote.AbstractProtocol$ConnectionHandler.process(AbstractProtocol.java:893)
org.apache.tomcat.util.net.NioEndpoint$SocketProcessor.doRun(NioEndpoint.java:1707)
org.apache. tomcat.util.net.SocketProcessorBase.run(SocketProcessorBase.java:49)
tomcat.util.net.SocketProcessorBase.run(SocketProcessorBase.java:49)
java.base/java.util.concurrent.ThreadPoolExecutor.runWorker(ThreadPoolExecutor.java:1128)
java.base/java.util.concurrent.ThreadPoolExecutor$Worker.run(ThreadPoolExecutor.java:628)
org.apache.tomcat.util.threads.TaskThread$WrappingRunnable.run(TaskThread.java:61)
java.base/java.lang.Thread.run(Thread.java:834)
Электронно-лучевые технологии в различных отраслях промышленности
Автомобили и электромобили
Узкие сварные швы и оптимальное упрочнение деталей
Короткое время цикла, высокий уровень автоматизации и низкий процент брака являются ключевыми параметрами в автомобильной промышленности. Электронно-лучевая технология предлагает идеальные предпосылки для сварки проводящих металлов, таких как медь и никель, или легких металлов, таких как алюминий и алюминиевые сплавы, с очень узкими швами или для закалки компонентов.
Электронно-лучевая технология предлагает идеальные предпосылки для сварки проводящих металлов, таких как медь и никель, или легких металлов, таких как алюминий и алюминиевые сплавы, с очень узкими швами или для закалки компонентов.
Электронный луч также является эффективным и экономичным инструментом для точной сварки филигранных медных шпилек, таких как те, которые используются в электроприводах. Электронно-лучевая технология предлагает производителям простую автоматизацию, всесторонний контроль всех параметров процесса и большую свободу проектирования для производства компонентов транспортных средств, таких как шасси, трансмиссии, трансмиссии и двигатели.
Частое применение
- Корпус контроллера заряда, шпилька, ролик короткого замыкания
- Заслонка (клапан) для турбонагнетателей
- Механизмы управления
- Водило планетарной передачи
- Шток поршня
- Приводные валы, даже в виде полого вала (снижение веса 30%)
Что говорят о нас наши клиенты3
помощь, гибкость, высококвалифицированный опытный персонал и сотрудничество, ориентированное на решение, — вот что представляет собой эта компания. Мы настоятельно рекомендуем pro-beam за их надежное обслуживание клиентов — до и после фазы проекта.
Мы настоятельно рекомендуем pro-beam за их надежное обслуживание клиентов — до и после фазы проекта.
Ярфас Давид, Audi Hungaria
Аэрокосмическая промышленность
Автоматическое отслеживание швов даже для сложных компонентов
Аэрокосмические компании уже много лет полагаются на продукты, разработанные pro-beam. Электронно-лучевая технология идеально подходит для крупных компонентов с аэродинамическими свойствами, сложных структур и сложных материалов, таких как титановые сплавы. Благодаря автоматизированному процессу отслеживания шва мы в пять раз увеличиваем производительность при сварке лопаток двигателей. Электронно-лучевая технология в настоящее время также является основным процессом, используемым для ремонтной сварки, поскольку она гарантирует требуемое качество, которому доверяют авиапассажиры. Непрерывная запись параметров процесса обеспечивает постоянный контроль качества и документирование.
Типичные области применения
- Компоненты двигателя, напр.
 лопасти турбины
лопасти турбины - Подлокотники для пассажирских самолетов
- Топливные баки (например, для ракеты и спутников для космических исследований Ariane)
Что говорят о нас наши клиенты
MT Aerospace AG тесно сотрудничает с pro-beam на протяжении многих лет. Вместе мы смогли добиться массового производства по самым высоким стандартам, в три раза более строгим, чем обычно. Это особенно примечательно, если рассматривать его в контексте крупного компонента диаметром 6 м и глубиной сварного шва 70 мм, а также использования специальных алюминиевых сплавов для аэрокосмической отрасли.
MT Aerospace AG
Машиностроение и производство оборудования
Сварка толстостенных деталей и нержавеющих сталей
При потенциальной глубине провара более 150 мм и узкой геометрии шва электронный луч идеально подходит для сварки толстостенных деталей. компоненты и нержавеющие стали, например, используемые для контейнеров и сосудов в машиностроении и производстве оборудования. Сварные швы E-Beam обладают не только высокой несущей способностью, но и обеспечивают герметичность. Эта технология соединения надежно предотвращает загрязнение содержимого сосуда в процессе производства, поскольку для этого процесса не требуется дополнительный материал. Кроме того, время производства может быть сокращено благодаря одноэтапному процессу сварки и тому факту, что, в отличие от обычных процессов сварки, не требуется доработка.
Сварные швы E-Beam обладают не только высокой несущей способностью, но и обеспечивают герметичность. Эта технология соединения надежно предотвращает загрязнение содержимого сосуда в процессе производства, поскольку для этого процесса не требуется дополнительный материал. Кроме того, время производства может быть сокращено благодаря одноэтапному процессу сварки и тому факту, что, в отличие от обычных процессов сварки, не требуется доработка.
Типичные применения
- Суда и контейнеры для инженерии растений
- Заживание инструментов
- Поршневые стержни
- Центрифужные роторы
Что говорят наши клиенты. часто используются. В сочетании с «производством напитков и продуктов питания» все компоненты быстро становятся элементарным компонентом для обеспечения гигиены, безопасности и качества. Независимо от того, имеем ли мы дело с крупными деталями или просто незначительным сварным швом. pro-beam — это компания Krones, отвечающая всем требованиям. Сотрудничество с pro-beam выходит за рамки обычных отношений между заказчиком и поставщиком. Для Krones это стало настоящим партнерством.
Сотрудничество с pro-beam выходит за рамки обычных отношений между заказчиком и поставщиком. Для Krones это стало настоящим партнерством.
Hermann Schuster, Krones AG
Энергетика
Уникальная комбинация: вольфрам и медь
Выключатели из вольфрама часто соединяются с медью в энергетике. Вольфрам обеспечивает высокую температурную стабильность, а медь обладает электро- и теплопроводностью. Электронно-лучевой процесс хорошо подходит для сварки комбинаций обоих металлов. Кроме того, электронно-лучевая технология обеспечивает практически беспористые сварные швы, что является важной предпосылкой для применений, в которых высокие электрические токи протекают по движущимся точкам контакта.
Типичные области применения
- Высокопроводящие линии
- Автоматические выключатели
- Силовые кольца
Полупроводники
Сварка вместо охлаждения для изготовления пайки
9000 из меди, алюминия или титана, которые используются, например, в системах покрытий для полупроводниковой промышленности. В результате электронно-лучевая сварка представляет собой популярную альтернативу пайке в высокотехнологичной промышленности. Благодаря низкому подводу тепла и минимальному короблению сохраняются механические и технологические свойства. Это позволяет производителям использовать более доступные материалы.
В результате электронно-лучевая сварка представляет собой популярную альтернативу пайке в высокотехнологичной промышленности. Благодаря низкому подводу тепла и минимальному короблению сохраняются механические и технологические свойства. Это позволяет производителям использовать более доступные материалы.
Типичные области применения
- Охлаждающие пластины
Медицинская техника
Имплантаты без остатков, которые можно установить немедленно
Безопасность имеет первостепенное значение в медицинской технике. Поэтому продукты и производственные процессы подчиняются строгим стандартам и правилам. Все металлы, используемые в медицинской технике (включая титан, который особенно популярен в качестве материала для имплантатов), могут быть успешно соединены с помощью электронно-лучевой технологии. И их биосовместимость остается неизменной.
В этом отношении электронно-лучевая сварка отвечает всем требованиям, создавая очень узкие и устойчивые к коррозии швы прямым способом. Благодаря низкому подводу тепла свойства материала имплантатов остаются неизменными. Имплантаты можно использовать почти сразу и без остатков сварки, поскольку процесс электронно-лучевой сварки происходит в вакууме.
Благодаря низкому подводу тепла свойства материала имплантатов остаются неизменными. Имплантаты можно использовать почти сразу и без остатков сварки, поскольку процесс электронно-лучевой сварки происходит в вакууме.
Типичные области применения
- Резервуары для анестезии
- Компоненты для протезов
- Кардиостимуляторы
- Искусственные суставы
Наука и исследования
Группы экспертов для проектов с крупными компонентами
Мы обладаем многолетним опытом и проверенными ноу-хау в качестве партнеров по разработке проектов «Большая наука». Благодаря современному оборудованию, ориентированному на технологический процесс, и команде опытных инженеров-технологов и руководителей проектов мы лучше всего подготовлены для удовлетворения ваших отраслевых требований. Наш процесс управления качеством регулируется различными стандартами. pro-beam также работает, в частности, в соответствии с RCC-MR (французский ядерный кодекс).
