

Содержание
Технологический процесс работы станции
ЗАДАЧИ И СОДЕРЖАНИЕ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технологическим
процессом называется система организации
работы станции, основанная на применении
передовых и научных методов труда,
предусматривающее эффективное
использование имеющихся технических
средств, целесообразный порядок и
последовательность обработки поездов,
вагонов, грузовых фронтов и производственных
участков, а также нормы времени на
выполнение различных операций.
В
технологическом процессе отражается
порядок планирования и оперативного
руководства станции, организация работы
технической конторы, технология обработки
поездов и производства маневров, погрузки
и выгрузки, а также особенности
деятельности станции в зимний период,
указания о контроле за выполнением
технологического процесса и об анализе
работы станции.
Технологический
процесс должен обеспечивать: рациональное
использование технических средств
станции, минимальные затраты времени
на обработку поездов и вагонов, взаимную
увязку работы станции и обслуживаемых
грузовых фронтов, производственных
участков с графиком движения и контактным
графиком, строгое соблюдение требований
безопасности движения поездов,
производства маневровой работы и техники
безопасности.
Основные
принципы построения технологического
процесса следующие:
непрерывность
обработки поездов, вагонов, грузовых
фронтов и производственных участков.
Этому способствуют: своевременная и
достоверная информация о подходе и
составе поездов, четкое сменно –
суточное и текущее планирование поездной
и маневровой работы, четкое взаимодействие
всех участков станции и правильное
распределение работы между ними,
выявление «узких мест» в развитии и
техническом оснащении различных
участков и устранение их;сокращение времени
на выполнение каждой операции, применяя
рациональные приемы работы, механизацию
и автоматизацию производственных
процессов;параллельность
операций с поездами и группами вагонов;слаженность в
действиях всех работников, участвующих
в транспортных операциях, на основе
создания единых смен и комплексных
бригад;диспетчерское
руководство работой станции, отличающееся
высоким профессиональным уровнем и
оперативностью.
РАЗРАБОТКА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технологический
процесс разрабатывают на основе ТРА
станции и требований, инструкций по
эксплуатации промышленного ж. д.
транспорта и отрасли. Разработку
технологического процесса начинают с
детального анализа работы станции,
грузовых фронтов и производственных
цехов(участков), в результате которого
определяют меры ускорения обработки
вагонов, сокращения межоперационных
простоев грузовых механизмов. Затем
устанавливают технологию выполнения
маневровых и грузовых операций в каждом
парке, участке с учетом широкого
применения передовых методов. На основе
хронометража изучения передового опыта
и расчетов определяют нормы на отдельные
операции (маневровые, грузовые, технический
осмотр и др.).
На следующем
этапе работы получают рациональную
операциализацию путей и маневровых
локомотивов, порядок обслуживания
пунктов погрузки – выгрузки, распределяют
работу между сортировочной горкой и
вытяжными путями и т. д.; составляют
д.; составляют
графики обработки поездов( маневровых
составов), устанавливают порядок
взаимодействия в работе горки и парков
станции, увязывают технологию работы
всех участков станции с графиком движения
и контактным графиком внутризаводских
перевозок.
Результаты
выполненных расчетов проверяют
графически, составляя суточный план –
график работы станции. На план график
нанося все поезда, прибывающие на станцию
и отправляемые за сутки по расписанию,
отражая их обработку во всех парках, а
также маневровую и грузовую работу,
занятость путей, горловин и др. станционных
устройств. План – график используют
также для обоснования норм простоя на
станции вагонов различной категории.
Технологический
процесс разрабатывается начальником
станции и назначенными им работниками.
В его разработке участвуют начальники
служб (движения, вагонной, локомотивной
и др.) и ответственные по транспорту
обслуживающих цехов. Составленный
технологический процесс после согласования
с участниками разработки утверждается
начальником транспортного цеха.
К технологическому
процессу прилагаются:
расчеты
норм времени на маневровые и грузовые
операции;расчеты
норм времени нахождения вагонов на
станции и грузовых фронтах производственных
цехов;расчеты потребности
в маневровых локомотивах;формы графиков
исполненной работы, которые ведут
диспетчеры станций.
Для
работников основных профессий (
составителей, операторов горок(дежурных
по горке), приемосдатчиков, осмотрщиков
– ремонтников) составляются карты
организации труда (технологические), в
которых указывают точный порядок
действий по выполнению каждой операции,
нормы времени на отдельные операции;
приемы и технику работы; перечень
материалов, приспособлений и инструментов,
применяемых при выполнении операций,
порядок пользования или хранения их;
требования к оснащению рабочего места
( освещение, стеллажи для хранения
запасных частей, инструмента, тормозных
башмаков ит. д.). на станциях организуется
д.). на станциях организуется
изучение передовых приемов труда, и
отбор наиболее целесообразных приемов
выполнения каждой операции.
Технологический
процесс корректируют при изменении
технического оснащения станции, резком
изменении вагонопотоков, изменении
графика движения и плана формирования
поездов.
Тема 9 Технологический процесс работы станции. Техническо-распорядительный акт станции — FINDOUT.SU
Тема 9 Технологический процесс работы станции. Техническо-распорядительный акт станции
Поможем в ✍️ написании учебной работы
Имя
Поможем с курсовой, контрольной, дипломной, рефератом, отчетом по практике, научно-исследовательской и любой другой работой
Выберите тип работыЧасть дипломаДипломная работаКурсовая работаКонтрольная работаРешение задачРефератНаучно — исследовательская работаОтчет по практикеОтветы на билетыТест/экзамен onlineМонографияЭссеДокладКомпьютерный набор текстаКомпьютерный чертежРецензияПереводРепетиторБизнес-планКонспектыПроверка качестваЭкзамен на сайтеАспирантский рефератМагистерская работаНаучная статьяНаучный трудТехническая редакция текстаЧертеж от рукиДиаграммы, таблицыПрезентация к защитеТезисный планРечь к дипломуДоработка заказа клиентаОтзыв на дипломПубликация статьи в ВАКПубликация статьи в ScopusДипломная работа MBAПовышение оригинальностиКопирайтингДругое
Нажимая кнопку «Продолжить», я принимаю политику конфиденциальности
Цель: Изучить техническо-распорядительный акт и технологический процесс работы станции
План:
1. Технологический процесс работы станции
Технологический процесс работы станции
2. Техническо-распорядительный акт станции
Технологическим процессом работы станции называется рациональная система выполнения операций с грузами, обслуживания пассажиров, обработки вагонов и поездов, основанная на применении передовых методов труда и наилучшем использовании технических средств.
Технологические процессы каждой конкретной станции разрабатывают на основе типовых технологических процессов участковых, сортировочных и грузовых станций.
Технологический процесс устанавливает, какие технические операции выполняются на станции, в какой последовательности, какими средствами, какие работники отвечают за производство определенных операций, а также регламентирует нормы времени на их выполнение и определяет общее время обработки вагонов на станции. В возможных случаях предусматривают одновременное выполнение двух или нескольких операций. Технологический процесс определяет взаимодействие цехов станции и согласование работы станции с участками.
Технологический процесс оформляют в виде особого документа.
Другим важнейшим документом станции является техническо-распорядительный акт (ТРА).
ТРА содержит основные данные о всех технических средствах станции (путевом развитии, стрелочном хозяйстве, устройстве сигнализации и связи, грузовых устройствах и др.) и их специализации. Он определяет порядок использования технических средств, предусматривая при этом полное обеспечение безопасности движения поездов и маневровой работы.
Техническо-распорядительный акт (ТРА) является паспортом станции, который устанавливает порядок использования технических средств станции, обеспечивающий безопасный и беспрепятственный прием, отправление и проследование поездов, а также безопасность внутристанционной маневровой работы. Порядок этот обязателен для работников всех служб. ТРА состоит из четырех разделов.
Раздел 1. Общие сведения о станции. Здесь указывают характер работы и классность станции, перечисляют прилегающие к ней перегоны и установленные на них средства сигнализации и связи по движению поездов, приводят краткие сведения о подъездных путях, нумерацию, назначение, длину и вместимость каждого пути станции, пути приема поездов с разрядными и негабаритными грузами и стоянки вагонов с этими грузами, наличие на стыках электрической изоляции, контактной сети. Устанавливают районы сигналистов, работающих на станционных путях, указывают места хранения навесных замков от стрелок, курбелей и красных колпаков, используемых при временном выключении стрелочных переводов из централизации. Характеризуют сортировочные устройства и средства механизации сортировочной работы (АРС, ГАЦ, АЗСР, ТГЛ), пассажирские и грузовые устройства (платформы, площадки, повышенный путь и др.), освещение путей. Перечисляют устройства для экипировок локомотивов, опробования автотормозов, водопоя живности, восстановительные средства, ближайшие станции их приписки и приводят порядок вызова восстановительного, пожарного поездов, аварийно-полевой команды, летучек связи и контактной сети.
Здесь указывают характер работы и классность станции, перечисляют прилегающие к ней перегоны и установленные на них средства сигнализации и связи по движению поездов, приводят краткие сведения о подъездных путях, нумерацию, назначение, длину и вместимость каждого пути станции, пути приема поездов с разрядными и негабаритными грузами и стоянки вагонов с этими грузами, наличие на стыках электрической изоляции, контактной сети. Устанавливают районы сигналистов, работающих на станционных путях, указывают места хранения навесных замков от стрелок, курбелей и красных колпаков, используемых при временном выключении стрелочных переводов из централизации. Характеризуют сортировочные устройства и средства механизации сортировочной работы (АРС, ГАЦ, АЗСР, ТГЛ), пассажирские и грузовые устройства (платформы, площадки, повышенный путь и др.), освещение путей. Перечисляют устройства для экипировок локомотивов, опробования автотормозов, водопоя живности, восстановительные средства, ближайшие станции их приписки и приводят порядок вызова восстановительного, пожарного поездов, аварийно-полевой команды, летучек связи и контактной сети. Здесь же отражают основные требования к стрелочному хозяйству и эксплуатации стрелочных переводов, предусмотренные ПТЭ. Определяют стрелочные районы, обслуживаемые одним старшим дежурным стрелочного поста; перечисляют номера стрелок, входящих в стрелочный пост или пост централизации, указывая их нормальное положение, пути и парки, где установлены башмаконакладыватели и башмакосбрасыватели. В этом же разделе определены места нахождения восстановительных и пожарных поездов, аварийно-пожарных команд и порядок вызова их для восстановления движения и тушения пожара.
Здесь же отражают основные требования к стрелочному хозяйству и эксплуатации стрелочных переводов, предусмотренные ПТЭ. Определяют стрелочные районы, обслуживаемые одним старшим дежурным стрелочного поста; перечисляют номера стрелок, входящих в стрелочный пост или пост централизации, указывая их нормальное положение, пути и парки, где установлены башмаконакладыватели и башмакосбрасыватели. В этом же разделе определены места нахождения восстановительных и пожарных поездов, аварийно-пожарных команд и порядок вызова их для восстановления движения и тушения пожара.
Раздел 2. Прием и отправление поездов. В нем перечислены районы управления движением поездов и круг обязанностей работников, руководящих приемом и отправлением поездов в каждом районе, установлено минимальное время между моментом дачи ДСП распоряжения о приготовлении маршрута и моментом приема и отправления поезда, а на станциях с электрической централизацией стрелок – время, необходимое для проследования поездом расстояния от входного сигнала до оси станции, а также правила предупреждения руководителя маневров о предстоящем приеме (отправлении) поезда. Разработан порядок проверки свободности путей и встречи прибывающих на станцию поездов, действий ДСП при нарушении нормальной работы устройств СЦБ, выдачи предупреждений на поезда. В конце раздела даются дополнительные указания о приеме и отправлении поездов в зависимости от местных условий.
Разработан порядок проверки свободности путей и встречи прибывающих на станцию поездов, действий ДСП при нарушении нормальной работы устройств СЦБ, выдачи предупреждений на поезда. В конце раздела даются дополнительные указания о приеме и отправлении поездов в зависимости от местных условий.
Раздел 3. Организация маневровой работы. Здесь определены должностные лица, распоряжающиеся маневровой работой в каждом районе станции, установлены районы работы маневровых локомотивов и указаны порядок и особенности работы в них, состав маневровых бригад. Перечислены средства радиосвязи на маневровых локомотивах, средства передачи дежурному стрелочного поста и сигналисту заданий на установку стрелок; приведен перечень работников, которым предоставлено право пользоваться устройствами радиосвязи и двусторонней парковой связью, и порядок согласования возможности заезда маневрового локомотива в другой маневровый район и возвращения его оттуда. В этом же разделе указывают меры предупреждения случаев выхода подвижного состава за предельные столбики в противоположном конце путей при маневрах, порядок и нормы закрепления вагонов на путях станции, отражают условия маневров на путях с неблагоприятным профилем для предупреждения ухода вагонов на перегон или маршрут следования организованных поездов, места экипировки маневровых локомотивов, порядок включения автотормозов в маневровом составе.
Обеспечение техники безопасности – последний раздел ТРА. В него включены перечни негабаритных мест на территории станции, где работники, связанные с движением поездов и маневровой работой, должны проявлять особую осторожность, чтобы предупредить производственный травматизм, а также установлены маршруты служебных проходов к месту работы и другие меры безопасности.
Содержание каждого пункта ТРА должно быть изложено четко, конкретно, в полном соотвествии с ПТЭ и Инструкцией по движению поездов и маневровой работе, условиями работы станции при имеющихся путевом развитии, устройствах Сцб и связи и других технических средствах. Особенно четко должны быть определены обязанности работников и последовательность их действий при нарушениях нормальной работы устройств СЦБ и связи при приеме и отправлении поездов.
Составленный начальником станции и проверенный ревизором движения ТРА утверждают для станций сортировочных, пассажирский, крупных грузовых и участковых (по перечню начальника дороги) начальник службы движения дороги, для остальных станций – начальник отдела движения отделения дороги. При переустройстве путевого развития, устройств СЦБ, контактной сети, а также изменении порядка приема или отправления поездов или маневровой работы ТРА пересоставляют или корректируют. Изменения эти согласовываются и утверждаются предусмотренным порядком.
При переустройстве путевого развития, устройств СЦБ, контактной сети, а также изменении порядка приема или отправления поездов или маневровой работы ТРА пересоставляют или корректируют. Изменения эти согласовываются и утверждаются предусмотренным порядком.
Выписки из техническо-распорядительного акта, заверенные начальником станции, находятся в помещениях дежурного по станции, маневрового диспетчера, дежурных по паркам и сортировочным горкам, исполнительных постов, по локомотивному депо и осмотрщиков вагонов. Они содержат необходимые данные, относящиеся к кругу обязанностей указанных работников.
К техническо-распорядительному акту прилагают схематический план станции, ведомость подъездных путей, Инструкцию о порядке работы подталкивающих локомотивов, ведомость занятия приемо-отправочных путей пассажирскими, почтово-багажными и грузо-пассажирскими поездами, Инструкцию о порядке пользования устройствами СЦБ, выкопировки из схемы питания и секционирования контактной сети, Инструкцию о работе сортировочной горки или полугорки, ведомость условных звуковых сигналов при маневрах, инструкцию по технике безопасности и прочие приложения, разрабатываемые в зависимости от местных условий работы станции. [9].
[9].
Знание и четкое выполнение работниками станций технологических процессов и требований техническо-распорядительных актов является важным условием их успешной работы.
Контрольные вопросы:
1. Что такое технологический процесс работы станции?
2. Что такое техническо-распорядительный акт станций?
3. Что прилагается к ТРА станции?
4. Сколько разделов включает ТРА станции?
|
⇐ ПредыдущаяСтр 5 из 8Следующая ⇒ Система организации работы станции, предусматривающая порядок и последовательность обработки поездов и вагонов, наилучшее использование технических средств и штата станции, основана на современных технологиях выполнения отдельных операций и представляет собой технологический процесс работы станции. В нем указывается, какие технические операции выполняются на станции, в какой последовательности, в какие сроки и какими средствами, а также какие работники (составители, осмотрщики, приемосдатчики) отвечают за выполнение каждой операции. Технологический процесс работы станции разрабатывается на основе графика движения и плана формирования поездов, с учетом объема и характера вагонопотоков и маршрута их следования по станции. При этом стремятся обеспечить поточность и параллельность выполнения отдельных операций, уменьшение затрат времени на каждую из них и слаженность в работе штата. Технологические процессы работы на станциях могут применяться как типовые, так и составленные специально для станции, исходя из большого объема работ на ней. Технологическим процессом называется система организации работы станции, основанная на эффективном использовании технических средств и подвижного состава. Технологический процесс разрабатывается с учетом следующих принципов: параллельное выполнение максимального числа операций по всем элементам обработки поездов и переработки вагонопотоков; непрерывность последовательно выполняемых операций с минимальными межоперационными интервалами; взаимодействие между прилегающими перегонами и парками станции на основе соответствия пропускной и перерабатывающей способности взаимодействующих элементов; научная организация производства, обеспечивающая повышение производительности труда, снижение себестоимости перевозок и улучшение условий труда работников станции; технически обоснованные нормы времени нахождения вагонов на станции и нормативы на выполнение производственных операций. В технологическом процессе приводятся техническая и эксплуатационная характеристики станции, отражаются объемы и характер работы, порядок информационного обеспечения и планирования поездной и грузовой работы станции. В технологическом процессе излагается система оперативного руководства движением поездов и маневровой работой, порядок обработки местных вагонов, обслуживания подъездных путей, а также особенности работы в зимних условиях. Важным вопросом при разработке технологического процесса является установление специализации путей и парков, обеспечивающей рациональное использование путей, создание условий для безопасного движения поездов и маневровых составов, наименьшее число пересечений поездных и маневровых маршрутов. На сортировочных станциях выделяют отдельные парки путей для приема поездов, накопления вагонов по назначениям плана формирования, для отправления поездов. Основные понятия маневровой работы
Маневровой называется работа, связанная с передвижением вагонов с локомотивами, а также одиночных локомотивов по путям станции для расформирования и формирования составов, обработки поездов и вагонов, подачи вагонов к местам погрузки и выгрузки, подачи поездных локомотивов под составы и уборки их из-под составов в депо.
Маневровые передвижения подвижного состава с одного пути на другой с переменой направления движения называются маневровыми рейсами. Каждый из них состоит из двух полурейсов , т. е. из двух передвижений в одном и другом направлениях.
Маневровая работа с вагонами может проводиться на вытяжных путях толчками и осаживанием и на сортировочных горках путем роспуска составов с использованием силы тяжести скатываемых вагонов.
Основные требования к порядку выполнения маневровой работы установлены ПТЭ. В них указано, что маневры на станционных путях должны проводиться по указанию одного работника — дежурного по станции, маневрового диспетчера либо дежурного по сортировочной горке или парку, а на участках, оборудованных диспетчерской централизацией, — поездного диспетчера. Движением локомотива, производящего маневры, должен руководить только один работник — руководитель маневров (составитель поездов), ответственный за правильное их выполнение.
В целях обеспечения безопасности движения и сохранности вагонов ПТЭ установлены ограничения скорости маневровых передвижений. Маневры проводят со скоростью не более:
60 км/ч — при следовании по свободным путям одиночных локомотивов и локомотивов с вагонами, прицепленными сзади, включенными и опробованными тормозами;
40 км/ч — при движении локомотива с вагонами, прицепленными сзади, а также при следовании одиночного самоходного состава по свободным путям;
25 км/ч — при движении маневровых составов вагонами вперед по свободным путям, а также восстановительных и пожарных поездов;
15 км/ч — при движении с вагонами, занятыми людьми, а также с негабаритными грузами боковой и нижней негабаритности четвертой—шестой степеней;
5 км/ч — при маневрах толчками, при подходе отцепа вагонов к другому отцепу в подгорочном парке;
3 км/ч — при подходе локомотива (с вагонами или без них) к вагонам.
Подвижной состав на станционных путях должен устанавливаться в пределах их полезной длины. Стоящие на станции вагоны необходимо сцепить и надежно закрепить (во избежание ухода) ручными тормозами или тормозными башмаками.
⇐ Предыдущая12345678Следующая ⇒ |


 Разрабатывает его ДС с участием руководителей локомотивного и вагонного депо, дистанций пути, сигнализации и связи, энергоснабжения, механизации погрузочно-выгрузочных работ. При разработке технологического процесса за основу принимаются Типовые технологические процессы соответствующих станций, издаваемые ОАО «РЖД». Технологический процесс крупных пассажирских, сортировочных и грузовых станций утверждается начальником дороги, остальных (II и III классов) — начальником отделения дороги. Для промежуточных станций, обгонных пунктов и разъездов (IV и V классов) технологические процессы не разрабатывают. Для них в НОДН составляют технологические карты, в которых определяют порядок работы сборных и вывозных поездов. Технологические процессы и технологические карты периодически корректируют в зависимости от изменения технического оснащения станций, графика движения и плана формирования поездов.
Разрабатывает его ДС с участием руководителей локомотивного и вагонного депо, дистанций пути, сигнализации и связи, энергоснабжения, механизации погрузочно-выгрузочных работ. При разработке технологического процесса за основу принимаются Типовые технологические процессы соответствующих станций, издаваемые ОАО «РЖД». Технологический процесс крупных пассажирских, сортировочных и грузовых станций утверждается начальником дороги, остальных (II и III классов) — начальником отделения дороги. Для промежуточных станций, обгонных пунктов и разъездов (IV и V классов) технологические процессы не разрабатывают. Для них в НОДН составляют технологические карты, в которых определяют порядок работы сборных и вывозных поездов. Технологические процессы и технологические карты периодически корректируют в зависимости от изменения технического оснащения станций, графика движения и плана формирования поездов. В них указывают порядок действий и нормы времени на выполнение каждой технологической операции, приемы работы, обеспечивающие наиболее рациональные условия труда и безопасность движения. В картах организации труда приводят перечень инструментов, материалов и приспособлений, которые применяют при выполнении определенных операций, указывают порядок пользования ими и их хранения; перечисляют требования к оснащению рабочего места; определяют условия освещения, оборудования стеллажей для хранения инструментов, приспособлений, запасных частей и др.
В них указывают порядок действий и нормы времени на выполнение каждой технологической операции, приемы работы, обеспечивающие наиболее рациональные условия труда и безопасность движения. В картах организации труда приводят перечень инструментов, материалов и приспособлений, которые применяют при выполнении определенных операций, указывают порядок пользования ими и их хранения; перечисляют требования к оснащению рабочего места; определяют условия освещения, оборудования стеллажей для хранения инструментов, приспособлений, запасных частей и др. Важнейшее требование к производству маневровой работы — безусловное обеспечение безопасности передвижения и сохранности грузов и подвижного состава.
Важнейшее требование к производству маневровой работы — безусловное обеспечение безопасности передвижения и сохранности грузов и подвижного состава.

Технологический процесс — работа — станция
Cтраница 1
Технологический процесс работы станции во многом определяется качеством разработки технологии парков, пунктов обработки вагонов и документов их взаимоувязки, кроме того, на технологию оказывает существенное влияние размещение основных технических служб, которыми осуществляется управление технологическими процессами. Для станций в настоящее время является прогрессивным создание объединенных централизованных постов по руководству техническими и технологическими операциями. Такие посты позволяют приблизить оперативных руководителей к непосредственным исполнителям, уменьшить информационный поток на станции.
Такие посты позволяют приблизить оперативных руководителей к непосредственным исполнителям, уменьшить информационный поток на станции.
[1]
Технологический процесс работы станций представляет собой систему обработки поездов и вагонов, при которой обеспечиваются выполнение государ % гвенного плана перевозок графика движения и плана формирования поездов и быстрая обработка вагонов на станции при наилучшем использовании штата станции и ее технической оснащенности.
[2]
Технологический процесс работы станций увязывается с графиком движения на прилегающих участках и планом формирования поездов.
[3]
Технологический процесс работы станции также может быть представлен в виде сетевой модели, которая позволяет установить критический путь технологии, выявить резервы времени, скорректировать план работы так, чтобы улучшить показатели перевозочного процесса в целом. В число параметров такого графика, помимо продолжительности каждой операции, включают число груженых и порожних вагонов по каждой связи, характеристику технических средств и количество работников, участвующих в выполнении операций, а также денежную оценку затрат в каждом элементе. Сетевой график должен отражать весь технологический процесс, учитывать прибытие и отправление всех поездов и вагонов, обработку по прибытии, подачу и уборку вагонов, погрузку и выгрузку, маневры, а также перерывы между этими операциями.
Сетевой график должен отражать весь технологический процесс, учитывать прибытие и отправление всех поездов и вагонов, обработку по прибытии, подачу и уборку вагонов, погрузку и выгрузку, маневры, а также перерывы между этими операциями.
[4]
Технологический процесс работы станции определяет порядок и продолжительность обработки поездов, составов и вагонов, устанавливает систему планирования работы станции, организации информации о подходе поездов и грузов и оперативного руководства всеми операциями. Он составляется на сортировочных, участковых, пассажирских и грузовых станциях и должен обеспечивать наилучшее использование рабочего времени, производственных навыков и творческих возможностей каждого работника, максимальное сокращение затрат тяжелого и ручного труда и неблагоприятных воздействий окружающей среды.
[5]
Технологический процесс работы станции определяет порядок и продолжительность обработки поездов, составов и вагонов, устанавливает систему планирования работы станции, организации информации о подходе поездов и грузов и оперативного руководства всеми операциями. Он составляется на сортировочных, участковых, пассажирских и грузовых станциях и должен обеспечивать наилучшее использование рабочего йремени, производственных навыков и творческих возможностей каждого работника, максимальное сокращение затрат тяжелого и ручного труда и неблаголриятных воздействий окружающей среды.
Он составляется на сортировочных, участковых, пассажирских и грузовых станциях и должен обеспечивать наилучшее использование рабочего йремени, производственных навыков и творческих возможностей каждого работника, максимальное сокращение затрат тяжелого и ручного труда и неблаголриятных воздействий окружающей среды.
[6]
| Схем. а маневров. а — осаживанием. б — толчками.
[7] |
Технологические процессы работы станций — применяют как типовые, разработанные МПС, так и составленные специально для станций с большим объемом работы — сорти-ровочных грузЬвых, пассажирских и участковых — применительно к местным условиям работы.
[8]
Технологический процесс работы станций представляет собой рациональный взаимозависимый порядок организации обработки составов и вагонов на станции с подводом поездов с участков и отправлением их на участки, порядок оперативного планирования работы станции и информации о подходе поездов, а также порядок организации труда станционных работников и наилучшего использования технических средств.
[9]
Технологический процесс работы станции составляется начальником станции с участием начальников вагонного и локомотивного депо п утверждается по станциям внеклассным и I класса начальником дороги, а по остальным станциям — начальником отделения дороги.
[10]
| Номограмма для определения времени ( продолжительности темновой адаптации в условиях, характерных для работы станций.
[11] |
Технологический процесс работы станции и других транспортных подразделений предусматривает частые перемещения работников по территориям и помещениям с различными осветительными условиями. Существенная разница в нормах, а тем более фактических освещенно-стях на территориях станций и в служебно-технических помещениях, делает при проектировании иногда необходимым учет времени адаптации. На рис. 4.7 представлено [20] семейство кривых, по которым легко определяется время адаптации / ад при тех или иных освещенностях внутри помещения и вне его.
[12]
Технологическим процессом работы станции называется рациональная система выполнения операций с грузами, обслуживания пассажиров, обработки вагонов и поездов, основанная на применении передовых методов труда и наилучшем использовании технических средств. Технологические процессы каждой конкретной станции разрабатывают на основе типовых технологических процессов участковых, сортировочных и грузовых станций.
[13]
При разработке технологического процесса работы станции предусматривается максимальное совмещение по времени операций с поездами и вагонами, выполняемых различными работниками, обеспечение непрерывности операций, сведение к минимуму межоперационных интервалов, обеспечение согласованности в действиях работников станции и других хозяйственных единиц, участвующих в обработке поездов и вагонов. Должны быть обеспечены применение прогрессивных норм на отдельные операции с вагонами и составами, а также правильная четкая организация работы станции на основе диспетчерского руководства.
[14]
При разработке технологического процесса работы станции должны быть составлены инструкционно-технологические карты для станционных работников ведущих профессий — станционных диспетчеров, дежурных и операторов горок, технических конторщиков и списчиков вагонов, весовщиков-приемщиков, составителей и сцепщиков вагонов, дежурных по парку формирования, башмачников, работников пунктов технического осмотра.
[15]
Страницы:
1
2
3
4
Разработка, утверждение и пересмотр Технологического процесса работы железнодорожной станции
Домашняя страница
- В ТП работы станции Богданович внесены изменения – утвержден акт №2 от 12.09.2020 г. Вам необходимо обновить выписки на рабочих местах причастных. Какую информацию вы будете актуализировать?
- В ТП работы станции Богданович внесены изменения – утвержден акт №2 12.
 09.2020 г. Определите срок вступления изменений в действие.
09.2020 г. Определите срок вступления изменений в действие. - Определите, кто утверждает основную часть технологического процесса работы внеклассной станции.
- Определите основания для внесения изменений в ТП работы станции Шарташ.
- На станции Войновка установлено расхождение графика обработки транзитного поезда без переработки в парке «А» действующей технологии. Определите время, которое вы укажете на графике в процессе корректировки, если: закрепление – 8,76 мин., смена локомотивной бригады – 12,7 мин.
- Вам требуется заполнить график обработки транзитного поезда с переработкой в парке приема. Определите, как вы укажете время, затрачиваемое на технологические операции.
- На станции Екатеринбург-Пассажирский осуществляется прицепка и отцепка пассажирских вагонов от транзитных пассажирских поездов.
 Определите, кто дополнительно должен согласовывать ТП работы станции.
Определите, кто дополнительно должен согласовывать ТП работы станции. - Определите основания для переработки с переутверждением основной части ТП.
- Установите периодичность полной выверки содержания Технологического процесса в электронном и бумажных видах, копий и выписок.
- С 10 декабря вводится в действие новый график движения поездов. Определите, какой датой можно оформить окончание операций по выверке.
- На какой стадии допускается корректировка черновика акта изменений к ТП?
- Определите, сколько черновиков актов изменений к ТП может быть создано.
- Определите, какие операции входят в общую продолжительность времени нахождения поезда на станции.

- Определите, какие операции не входят в общую продолжительность времени нахождения поезда на станции.
- На станции создан акт изменений к ТП, заполнено основание его создания и внесены корректировки в необходимые пункты. В каком случае возможен перенос черновика акта изменений ТП в статус «Техпроцесс на подписании»?
- Каким образом формируется акт выверки ТП и приложений к нему?
- Определите, кто утверждает основную часть технологического процесса работы станции II класса.
- Определите, кто утверждает основную часть технологического процесса работы станции I класса.
- Определите, какие операции входят в общую продолжительность времени нахождения пассажирского поезда на станции.
- Определите, в каком разделе указана характеристика расположения парков станции и их специализация.

- Определите, в каком разделе указывается порядок выполнения маневровой работы в период длительных (более 1 часа) технологических перерывов в работе каждого локомотива.
- Определите, какие данные включает в себя раздел 2.
- Определите, в каких случаях раздел 3 ТП не заполняется.
- Определите, в каких случаях не заполняется п. 4.4 раздела 4 ТП.
- На станции выполняются операции с грузовыми поездами, которые не соответствуют содержанию основной части Типового технологического процесса. Определите, куда вы внесете данную информацию.
- Определите, какую информацию вы укажите при заполнении раздела 5 ТП из предложенного перечня.
- На станции отсутствуют железнодорожные пути необщего пользования.
 Определите, правильность заполнения пункта 6.1.
Определите, правильность заполнения пункта 6.1. - На станции отсутствует взаимодействие работников станции с ФГП ВО ЖДТ. Определите, правильность заполнения пункта 6.8.
- Определите, какую информацию вы укажите при заполнении раздела 7 ТП из предложенного перечня.
- Определите, в каком разделе указываются нормативные документы, на основании которых осуществляется подготовка станции к работе в зимний период.
- Определите, в каком разделе указывается информация о видах анализа, которые выполняются на станции
- Определите, какие документы вы включите в раздел 9 технологического процесса из предоставленного перечня.
- Определите, как можно сгруппировать документы в разделе 9.
- Вы заполняете раздел 9 ТП.
 Определите, в какую группу документов внесете ТРА станции.
Определите, в какую группу документов внесете ТРА станции. - Определите, как формируется перечень сокращений в разделе 10 ТП.
- При составлении графика обработки грузового поезда в графе «Исполнитель» требуется указать должность дежурного по парку. Определите, как вы ее пропишите, если в разделе 10 указан «ДСПП».
- Вам необходимо составить график обработки пассажирского поезда. Выберите, какие варианты составления предусмотрены в системе ИСУЖТ НС ТП.
- Определите, какие операции можно корректировать в типовом графике обработки.
- Выберите, какие графики обработки поездов и групп вагонов должны быть в ТП.
- Установите, как группируются операции графиков обработки поездов и составов с грузовыми и пассажирскими вагонами.
- Определите, как исчисляется время в графике обработки грузовых и пассажирских вагонов.
| Рельсовый транспорт |
|---|

 По решению начальника Центра организации работы железнодорожных станций (далее — ДЦС) для разработки технологического процесса работы железнодорожной станции привлекается технологическая группа ДЦС.
По решению начальника Центра организации работы железнодорожных станций (далее — ДЦС) для разработки технологического процесса работы железнодорожной станции привлекается технологическая группа ДЦС.

 Изменения в технологические процессы и технологические карты работы железнодорожных станций вносятся путем замены страниц, либо (при незначительном объеме текста) путем зачеркивания и исправления, оформляются актом, который хранится на станции.
Изменения в технологические процессы и технологические карты работы железнодорожных станций вносятся путем замены страниц, либо (при незначительном объеме текста) путем зачеркивания и исправления, оформляются актом, который хранится на станции.


 /отцепка, подачи/уборка вагонов и др.),
/отцепка, подачи/уборка вагонов и др.),
Маршрут технологического процесса — MorekTECHTechniki Wytwarzania i Procesy Technologiczne
Маршрут технологического процесса также называют производственным маршрутом, другими словами, план работ, подробное структурированное описание действий в рамках технологического процесса. Маршрут технологического процесса описывает последовательность действий, необходимых для изготовления детали, машины или устройства. Полное описание технологического маршрута включает индивидуальное определение каждой технологической операции (инструкционная карта). Каждый маршрут касается одного компонента или машины и устройства, хотя при обобщенном подходе, после внесения необходимых модификаций, он может быть использован для изготовления других компонентов того же класс деталей [1]. Следует подчеркнуть, что для данного производства данной детали существует не только и не только один подходящий технологический процесс. Практически в каждом случае возможна разработка нескольких вариантов технологического процесса, включающих различные технологические маршруты. Многовариантность технологического процесса зависит от имеющихся производственных ресурсов (прежде всего технологических машин, инструментов, технологических возможностей), а также вопросов логистики, в том числе количества станков и расстановки технологических машин в производственных цехах, или видов транспорта субподрядчикам.
Маршрут технологического процесса описывает последовательность действий, необходимых для изготовления детали, машины или устройства. Полное описание технологического маршрута включает индивидуальное определение каждой технологической операции (инструкционная карта). Каждый маршрут касается одного компонента или машины и устройства, хотя при обобщенном подходе, после внесения необходимых модификаций, он может быть использован для изготовления других компонентов того же класс деталей [1]. Следует подчеркнуть, что для данного производства данной детали существует не только и не только один подходящий технологический процесс. Практически в каждом случае возможна разработка нескольких вариантов технологического процесса, включающих различные технологические маршруты. Многовариантность технологического процесса зависит от имеющихся производственных ресурсов (прежде всего технологических машин, инструментов, технологических возможностей), а также вопросов логистики, в том числе количества станков и расстановки технологических машин в производственных цехах, или видов транспорта субподрядчикам.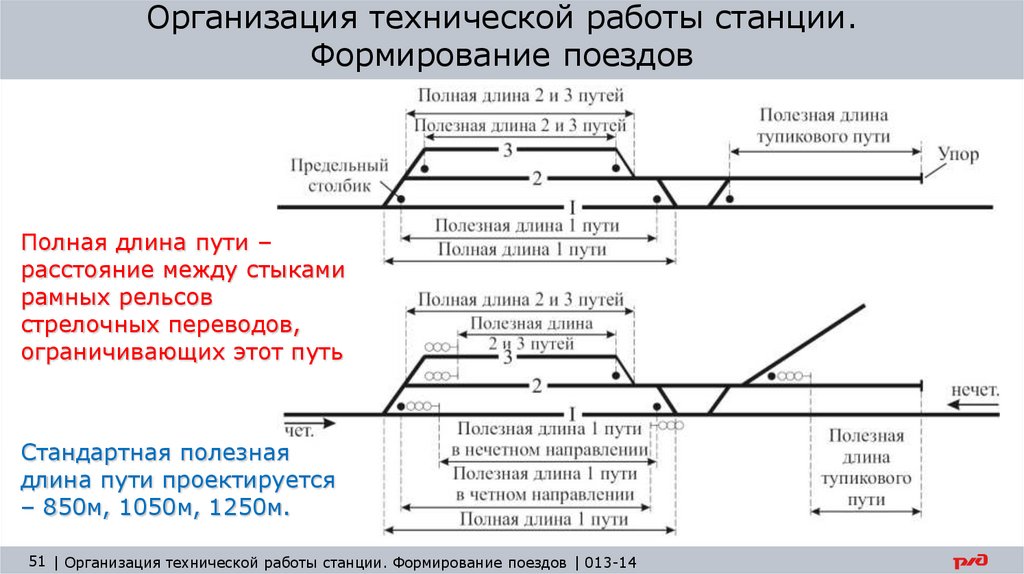 ).
).
Согласно [2], производственный маршрут включает определение времени из технологического норматива времени. Уточнение маршрута производства – это полное документирование технологического процесса (технологическая карта, карты инструкций на каждую технологическую операцию, карты норм времени). В машиностроении термин производственный маршрут или технологический процесс используется редко. Термин «технологический процесс» широко используется при изучении технологий в университетах, а также в металлургической и машиностроительной промышленности. Именно в рамках этого термина функционирует полное описание технологического процесса. В дидактическом контексте используется термин «маршрут технологического процесса», которого в технологической документации фактически нет. Однако она играет важную роль в процессе обучения, будь то на технических факультетах вузов или средних профессиональных учебных заведениях, и представляет собой укороченную схему технологического процесса. Какие данные должны быть включены, является договорным вопросом. Минимальное содержание должно включать следующие данные:
Минимальное содержание должно включать следующие данные:
- номер технологической операции;
- полный технологический эскиз на данную технологическую операцию — условные обозначения закрепления и закрепления и правильные размеры;
- .
Станция обработки
Расширенный вариант маршрута технологического процесса включает:
- номер технологической операции;
- словесное описание технологических обработок;
- полный технологический эскиз на данную технологическую операцию — условные обозначения закрепления и закрепления и правильные размеры;
- (обрабатывающие станции).
Станок
На рис. 1 представлен скан фрагмента иллюстративного маршрута технологического процесса. Маршрут технологического процесса должен в первую очередь описывать ход процесса пошагово, технологическую операцию за технологической операцией. Эскизы могут включать словесное описание технологических операций, но на этапе разработки маршрута это не обязательно.
Технологический маршрут в принципе может быть подготовлен любым способом, вручную или с использованием программного обеспечения САПР. Однако в каждом из этих случаев маршрут должен быть разборчивым и давать однозначное описание.
Рис. 1. Иллюстративный фрагмент маршрута технологического процесса.
Маршрут технологического процесса играет ключевую роль в упражнениях, в ходе которых участники должны отработать технологический процесс данной детали. Только на основании утвержденного варианта технологического маршрута разрабатываются инструктивные карты и карты норм времени.
В данном посте описывается маршрут технологического процесса в разрезе производственного процесса с использованием обычных технологических машин. Современное документирование технологических процессов может использовать бумажную документацию, но чаще для этого используется специальное программное обеспечение и ИТ-системы – в т.ч. САМ и ПЛМ. Трудно предположить, что присмотр за программами ЧПУ для станков с ЧПУ в бумажном варианте уместен. Следует подчеркнуть, что каждое производственное предприятие имеет свои закономерности и правила создания и ведения технологической документации. Точнее, в реальных промышленных условиях есть и такие производства, где технологическая документация не ведется или ведется недобросовестно. В таких ситуациях чаще всего все технологические знания, включая управление производством, являются прерогативой одного или нескольких человек. Таким образом, такие люди становятся стратегическим ресурсом, без которого невозможно ведение производственной деятельности.
Следует подчеркнуть, что каждое производственное предприятие имеет свои закономерности и правила создания и ведения технологической документации. Точнее, в реальных промышленных условиях есть и такие производства, где технологическая документация не ведется или ведется недобросовестно. В таких ситуациях чаще всего все технологические знания, включая управление производством, являются прерогативой одного или нескольких человек. Таким образом, такие люди становятся стратегическим ресурсом, без которого невозможно ведение производственной деятельности.
Номер технологической операции
В случае обычной, только бумажной, технологической документации принят способ нумерации последующих технологических операций через каждые 10. Благодаря этому стало намного проще вносить изменения в ходе процесса путем добавления новая технологическая операция. Новая технологическая операция между операциями, т.е. 20 и 30, взяли за номер 25.
Эскиз технологический
Заготовку зарисовывают тонкой или толстой линией, а поверхности, обрабатываемые на данной технологической операции, соответственно толстой или очень толстой линией, должны быть четко обозначены. Приведенные размеры относятся только к поверхностям, обрабатываемым на данной технологической операции, и хотя бы один из них должен определяться исходя из принятой основной контактной базы обработки. На технологическом эскизе также наносим технологические обозначения, определяющие способ крепления заготовки. В случае проведения производственного технического осмотра эскиз не требуется. Считается достаточным лишь упомянуть, что такая операция происходит в данном месте. Кроме того, можно численно определить, какой размер или размеры (шероховатость) должны быть проверены.
Приведенные размеры относятся только к поверхностям, обрабатываемым на данной технологической операции, и хотя бы один из них должен определяться исходя из принятой основной контактной базы обработки. На технологическом эскизе также наносим технологические обозначения, определяющие способ крепления заготовки. В случае проведения производственного технического осмотра эскиз не требуется. Считается достаточным лишь упомянуть, что такая операция происходит в данном месте. Кроме того, можно численно определить, какой размер или размеры (шероховатость) должны быть проверены.
Не для каждой технологической операции требуется технологический эскиз. В случае операций технического контроля ее основным описанием является карта технического контроля, разрабатываемая на каждую технологическую операцию, в которой проводятся плановые измерения геометрических величин. Следовательно, маршрут лишь на словах описывает операцию технического контроля.
Станция механической обработки
Определение станции механической обработки направлено на улучшение выбора производственных ресурсов. В упрощенной версии дается только общий термин, такой как поворотная станция. Конкретный тип технологической машины (станков) должен быть указан много раз, напр. производственный токарный станок (рис. 1). Иногда доступный парк техники предоставляется заранее. Затем следует выбрать конкретную модель технологической машины (станка).
В упрощенной версии дается только общий термин, такой как поворотная станция. Конкретный тип технологической машины (станков) должен быть указан много раз, напр. производственный токарный станок (рис. 1). Иногда доступный парк техники предоставляется заранее. Затем следует выбрать конкретную модель технологической машины (станка).
Sources
- Chrobot J., Konfigurowalne systemy sterowania przepływem produkcji
- Зык А., Проектирование процессов технологического института Эксплоатации – Паньствовы институт Бадавчи, 2005
- https://mfiles.pl/pl/index.php/Marszruta
- https://optimes.syneo.pl/blog/marszruta-produkcyjna-technologiczna/
- Морек Р., собственные учебные материалы
Образец оценки позиции 9
Производственная станция и производственный процесс § 371 международной заявки на патент № PCT/EP2017/062624, поданной 24 мая 2017 г. (находится на рассмотрении), в которой испрашивается приоритет по заявке на патент Германии № DE 20 2016 102 752.
 7, поданной 24 мая 2016 г., раскрытие которые полностью включены в настоящий документ посредством ссылки.
7, поданной 24 мая 2016 г., раскрытие которые полностью включены в настоящий документ посредством ссылки.
Изобретение относится к производственной станции и производственному процессу с характеристиками общей концепции основного процесса и пункта формулы изобретения устройства.
Такая производственная станция известна из WO 2015/132378 A1. Он имеет две ячееобразные зоны обработки, каждая из которых имеет рабочий пункт и обрабатывающее устройство, а также защитную перегородку, в частности ограждение, окружающее соответствующую зону обработки с безопасным пунктом доступа для транспортировки заготовок. Кроме того, производственная станция включает в себя автоматическое загрузочное устройство с загрузочными роботами, которые предназначены для загрузки и выгрузки заготовок на транспортное средство и с него за пределами защитной перегородки, а также для транспортировки заготовок в зону обработки и из нее через защитную перегородку. точка доступа.
Целью настоящего изобретения является раскрытие усовершенствованной технологии производства.
Изобретение достигает этой цели с помощью характеристик основного пункта формулы изобретения процесса и устройства. Заявляемая технология изготовления, т.е. производственная станция и производственный процесс, имеют разные преимущества. Автоматическое и многофункциональное загрузочное устройство и/или его загрузочный робот расположены внутри указанной защитной перегородки вместе с опорой для заготовки. Опора для заготовок расположена в рабочей зоне загрузочных роботов, которые могут получить к ней доступ по мере необходимости. Загрузочный робот разгружает конвейерные средства и подготавливает незагруженные заготовки к опоре для заготовок, а также выполняет процесс установки незагруженных заготовок.
Заявленная технология производства имеет особые преимущества в отношении оптимального использования доступного времени, в частности времени цикла, и степени использования используемых роботов, а также компактной и компактной конструкции и компоновки производственной станции. Время загрузки, подготовки и обработки может совпадать. В особенно предпочтительном варианте производственная станция имеет единую рабочую зону с двумя предпочтительно стационарными загрузочными роботами и опорой для заготовок, расположенной между загрузочными роботами. В качестве альтернативы производственная станция может иметь несколько зон обработки. Они могут быть технически и логистически связаны друг с другом. Кроме того, возможно многократное расположение загрузочных роботов и опор для заготовок.
Время загрузки, подготовки и обработки может совпадать. В особенно предпочтительном варианте производственная станция имеет единую рабочую зону с двумя предпочтительно стационарными загрузочными роботами и опорой для заготовок, расположенной между загрузочными роботами. В качестве альтернативы производственная станция может иметь несколько зон обработки. Они могут быть технически и логистически связаны друг с другом. Кроме того, возможно многократное расположение загрузочных роботов и опор для заготовок.
Загрузочный робот сконфигурирован как монтажный робот и выполняет разгрузку конвейерных средств и подачу одной или нескольких заготовок на опору для заготовок. Загрузочный робот дополнительно выполняет процесс настройки, т.е. выбор незагруженных заготовок на опоре заготовок и/или подготовка незагруженных заготовок к последующему процессу, выполняемому в зоне обработки, в частности к процессу сборки. Такой процесс подготовки может состоять из нескольких отдельных процессов или содержания работы. Подготовка и ввод в эксплуатацию заготовок могут также включать сборку и предварительное соединение отдельных заготовок.
Подготовка и ввод в эксплуатацию заготовок могут также включать сборку и предварительное соединение отдельных заготовок.
Другой загрузочный робот сконфигурирован и управляется как презентационный робот и служит для подачи заготовок, подаваемых с опоры для заготовок, в зону обработки и, возможно, также для удаления заготовок из зоны обработки и для их загрузки на конвейерное средство после процесса .
Защитная перегородка имеет точку доступа, сконфигурированную для защищенного входа и/или выхода конвейерных средств, и проходную зону внутри защитной перегородки с несколькими остановками для конвейерных средств. Остановки могут быть соответственно назначены загрузочному роботу. Они могут располагаться в зоне опоры заготовки. Выгрузка одной или нескольких заготовок с конвейерных средств и их подача на опору для заготовок, а также процесс подготовки происходят на одной из этих остановок. На другой остановке, например, соединенные заготовки после завершения процесса перегружаются на то же или другое конвейерное средство.
Между остановками для разгрузки и погрузки может быть одна или несколько дополнительных остановок. Они могут, например, служить в качестве мест ожидания и/или для целей буферизации, и/или в качестве временных депозитов. Это имеет особое преимущество в случае альтернативной производственной станции с несколькими зонами обработки и/или несколькими рабочими местами.
Производственная станция может быть сконфигурирована так, чтобы быть гибкой по типу и подходит для реализации различных процессов на различных и специфичных для типа заготовках, в частности, на деталях кузова автомобиля. Это обеспечивает высокую гибкость производства. Загрузочные роботы могут иметь сменные инструменты, в частности захватные инструменты, и иметь доступ к магазинам инструментов в рабочей зоне. Обрабатывающее устройство может иметь фиксированный или сменный держатель заготовки в рабочей точке и одного или нескольких технологических роботов, в частности сборочных роботов. Сменное крепление заготовки, которое может быть адаптировано к соответствующему типу заготовки, является преимуществом для вышеупомянутого гибкого производства. Его можно, например, подавать и заменять посредством дальнейшего доступа в защитную перегородку с помощью конвейера.
Его можно, например, подавать и заменять посредством дальнейшего доступа в защитную перегородку с помощью конвейера.
Конвейеры на уровне пола особенно подходят в качестве конвейерных средств. Это могут быть, например, автоматизированные беспилотные транспортные средства, т.е. AGV или FTS, которые можно запрограммировать на движение в произвольном направлении по конвейерным маршрутам, а затем управлять ими и выполнять повороты. Конфигурация в виде разнонаправленно перемещаемых или наземно-мобильных конвейерных средств имеет особое преимущество. Эти конвейеры могут перемещаться в произвольных направлениях из стационарного или подвижного состояния, в частности также поперек их продольной оси. Другие виды конвейерных средств, напр. с подвесным положением и руководством, альтернативно мыслимы. Конвейерное средство также может быть выполнено в виде системы фрикционных роликов, устанавливаемой на основании или приподнятой.
Производственная система может иметь одну или несколько из вышеупомянутых производственных станций, на которых различные этапы производственного процесса, общего для станции, могут выполняться на заготовках. Помимо одной или нескольких производственных станций, производственная система может иметь систему транспортировки с несколькими конвейерными средствами, а также дополнительными компонентами, например. логистический центр для подачи заготовок, дополнительные производственные станции или производственные станции другой конструкции и т. д. Кроме того, для целей очень гибкого производства предпочтительно, если конвейерные средства имеют типоразмерное, кодированное и, желательно, также сменное устройство для обработки груза, которое служит для контролируемого подъема одной или нескольких заготовок определенного типа. Конвейерные средства могут иметь нейтральную по типу конструкцию и, соответственно, оснащаться в вышеупомянутой логистической зоне необходимыми погрузочно-разгрузочными устройствами, а затем загружаться заготовками определенного типа.
Помимо одной или нескольких производственных станций, производственная система может иметь систему транспортировки с несколькими конвейерными средствами, а также дополнительными компонентами, например. логистический центр для подачи заготовок, дополнительные производственные станции или производственные станции другой конструкции и т. д. Кроме того, для целей очень гибкого производства предпочтительно, если конвейерные средства имеют типоразмерное, кодированное и, желательно, также сменное устройство для обработки груза, которое служит для контролируемого подъема одной или нескольких заготовок определенного типа. Конвейерные средства могут иметь нейтральную по типу конструкцию и, соответственно, оснащаться в вышеупомянутой логистической зоне необходимыми погрузочно-разгрузочными устройствами, а затем загружаться заготовками определенного типа.
Кроме того, предпочтительно, чтобы производственная система и/или конвейерная система имели путь транспортировки, который проходит вдоль ряда производственных станций и имеет несколько параллельных конвейерных путей, в частности, полос для конвейерных средств. Единая конвейерная дорожка, проходящая мимо точек доступа к производственным станциям, может использоваться для входа и выхода на соответствующую производственную станцию. Дополнительный конвейерный путь можно использовать для быстрого движения и для перемещения на большие расстояния. Его также можно использовать для подачи и удаления заготовок ( 4 ) на производственные станции и обратно ( 2 ), напр. чтобы обеспечить гибкое производство. В этом случае существует возможность для конвейерных средств ( 22 ) пересечь конвейерную дорожку ( 28 ) на конвейерную дорожку ( 29 ).
Единая конвейерная дорожка, проходящая мимо точек доступа к производственным станциям, может использоваться для входа и выхода на соответствующую производственную станцию. Дополнительный конвейерный путь можно использовать для быстрого движения и для перемещения на большие расстояния. Его также можно использовать для подачи и удаления заготовок ( 4 ) на производственные станции и обратно ( 2 ), напр. чтобы обеспечить гибкое производство. В этом случае существует возможность для конвейерных средств ( 22 ) пересечь конвейерную дорожку ( 28 ) на конвейерную дорожку ( 29 ).
Количество конвейерных дорожек может быть больше двух. Одностороннее движение предпочтительно с одним и тем же направлением движения на параллельных конвейерных путях является предпочтительным. В качестве альтернативы также можно организовать двустороннее движение за счет соответствующей конструкции конвейерного пути.
Вышеупомянутые и другие задачи и преимущества настоящего изобретения станут очевидными из прилагаемых чертежей и их описания.
Прилагаемые чертежи, которые включены в настоящее описание и составляют его часть, иллюстрируют примерные варианты осуществления изобретения и вместе с общим описанием изобретения, приведенным выше, и подробным описанием, приведенным ниже, служат для объяснения принципов изобретение.
Изобретение поясняется схематически и с помощью примеров на чертежах, на которых подробно показано следующее:
РИС. 1 представляет собой схематический вид производственной станции сверху; и
РИС. 2 представляет собой схематический частичный вид сверху производственной системы с набором производственных станций и конвейерной системы с конвейерным путем.
Изобретение относится к производственной станции ( 2 ) и производственному процессу. Кроме того, изобретение касается производственной системы ( 1 ) с одной или несколькими из этих производственных станций ( 2 ) вместе с соответствующими процессами.
РИС. 1 показан вид сверху схематического изображения производственной станции ( 2 ). ИНЖИР. 2 показан схематический и усеченный вид производственной системы ( 1 ), предпочтительно имеющей прямую линию производственных участков ( 2 ), которые, например, непосредственно примыкают друг к другу. Производственная система ( 1 ) может, кроме того, включать конвейерную систему ( 3 ) с несколькими конвейерными средствами ( 22 ) и одним или несколькими транспортными путями ( 27 ) для транспортировки заготовок, а также дополнительных компонентов. Непредставленный компонент может, например, быть логистической зоной для подачи и распределения, а также загрузки конвейерных средств ( 22 ) заготовками ( 4 ). Зона логистики также может использоваться для хранения и обслуживания конвейерных средств ( 22 ).
ИНЖИР. 2 показан схематический и усеченный вид производственной системы ( 1 ), предпочтительно имеющей прямую линию производственных участков ( 2 ), которые, например, непосредственно примыкают друг к другу. Производственная система ( 1 ) может, кроме того, включать конвейерную систему ( 3 ) с несколькими конвейерными средствами ( 22 ) и одним или несколькими транспортными путями ( 27 ) для транспортировки заготовок, а также дополнительных компонентов. Непредставленный компонент может, например, быть логистической зоной для подачи и распределения, а также загрузки конвейерных средств ( 22 ) заготовками ( 4 ). Зона логистики также может использоваться для хранения и обслуживания конвейерных средств ( 22 ).
Заготовки ( 4 ) могут быть любого вида и размера. Это предпочтительно касается корпусных частей корпусов транспортных средств. Заготовки ( 4 ) могут быть, например, детали из листового металла и/или пластмассовые детали или детали из других материалов. Заготовки ( 4 ) могут быть разработаны в зависимости от типа и предназначены для различных типов кузова. Типы кузовов могут, например, отличаться количеством дверей и формой кузова (седан, кабриолет, фургон и т. д.). То же самое может относиться и к другим видам заготовок для конечных конструкций, отличных от кузовов транспортных средств. Возможно изготовление заготовок ( 1 ) в производственной системе ( 1 ) в одну или несколько производственных стадий, при этом одна технологическая стадия или, возможно, весь процесс осуществляется на одной или нескольких производственных станциях ( 2 ).
Заготовки ( 4 ) могут быть разработаны в зависимости от типа и предназначены для различных типов кузова. Типы кузовов могут, например, отличаться количеством дверей и формой кузова (седан, кабриолет, фургон и т. д.). То же самое может относиться и к другим видам заготовок для конечных конструкций, отличных от кузовов транспортных средств. Возможно изготовление заготовок ( 1 ) в производственной системе ( 1 ) в одну или несколько производственных стадий, при этом одна технологическая стадия или, возможно, весь процесс осуществляется на одной или нескольких производственных станциях ( 2 ).
Конвейерные средства ( 22 ) подают заготовки ( 4 ) на соответствующую производственную станцию ( 2 ) и снова уносят их после завершения процесса. При этом одну или несколько заготовок ( 4 ) можно транспортировать по отдельности или группами на конвейерных средствах ( 22 ). Весь процесс и/или этапы процесса могут быть разных видов. Это может, например, касаться процессов сборки. После такого процесса сборки готовая сборка из нескольких заготовок ( 4 ) уносится, напр. с производственной станции ( 2 ). Термин «заготовка» ( 4 ) также включает такой узел.
Это может, например, касаться процессов сборки. После такого процесса сборки готовая сборка из нескольких заготовок ( 4 ) уносится, напр. с производственной станции ( 2 ). Термин «заготовка» ( 4 ) также включает такой узел.
Конвейерное средство ( 22 ) может удерживать и закреплять заготовку(и) ( 4 ) в определенном положении. Грузовое подвесное устройство ( 23 ) (сокращенно LSD) может быть размещен на конвейере ( 22 ) фиксированным или сменным образом для этой цели. LSD ( 23 ) может, например, иметь рамную или каркасную конструкцию. Он может удерживать одну или несколько заготовок ( 4 ) в заданном точном положении рядом друг с другом и/или друг над другом. Это может, например. иметь компоненты позиционирования и управляемые зажимные устройства. При этом LSD ( 23 ) можно адаптировать к заготовкам определенного типа ( 4 ) и может иметь подходящую форму для конкретного типа. Кроме того, LSD может выполнять кодирование и, таким образом, передавать информацию о типе и характере, количестве и расположении деталей ( 4 ), а также, при необходимости, об условиях производства. Код удобно считывать вне производственного цеха или на нем ( 2 ). Кроме того, при необходимости на него может быть нанесена информация, относящаяся к процессу, после завершения процесса.
Код удобно считывать вне производственного цеха или на нем ( 2 ). Кроме того, при необходимости на него может быть нанесена информация, относящаяся к процессу, после завершения процесса.
LSD ( 23 ) может быть предоставлен и контролироваться в пределах указанной зоны логистики. При необходимости их можно установить и заменить на нейтральном конвейере ( 22 ) в указанной зоне.
Производственная станция ( 2 ), показанная на РИС. 1 имеет зону обработки ( 11 ) с рабочей точкой ( 12 ) и обрабатывающим устройством ( 13 ). Производственная станция ( 2 ) предпочтительно имеет индивидуальную зону обработки ( 11 ). Это представляет собой производственную ячейку. В другом не показанном варианте осуществления производственная станция ( 2 ) может иметь несколько зон обработки ( 11 ) и иметь многоячеистую конструкцию. Производственный участок ( 2 ) также может иметь участок обработки ( 11 ) с несколькими рабочими местами ( 12 ).
Крепление заготовки ( 14 ) может присутствовать в рабочей точке ( 12 ). Последняя может быть сконфигурирована как стационарная или нестационарная установка с подходящими позиционирующими и зажимными элементами для определенной установки одной или нескольких заготовок ( 4 ). Крепление заготовки ( 14 ) может быть фиксированным или сменным. Он может иметь типовую конструкцию. Крепление инструмента ( 14 ) может быть выполнено, например, как зажимное и позиционирующее устройство определенного типа, которое может быть заменено целиком или расположено на стационарном основании определенным и изменяемым образом. Крепление заготовки ( 14 ) также может быть исключено.
Устройство обработки ( 13 ) может иметь несколько устройств обработки ( 15 ), которые выполняют указанный процесс на заготовке (заготовках) ( 4 ). Обрабатывающие устройства ( 15 ) могут быть, например, обрабатывающими роботами, в частности сборочными роботами. Они могут располагаться с одной или нескольких сторон рабочей точки ( 12 ) и крепления заготовки ( 14 ). В альтернативной конфигурации с несколькими рабочими точками ( 12 ) расположение обрабатывающих устройств ( 15 ) корректируется соответствующим образом.
Зона обработки ( 11 ) окружен защитной перегородкой ( 5 ). Защитная перегородка ( 5 ) выполнена, например, в виде ограждения или иным подходящим образом и защищает внутреннюю зону станции, в частности зону обработки ( 11 ), от неконтролируемого доступа людей или устройств. Защитная перегородка ( 5 ) имеет несколько безопасных точек доступа ( 6 , 7 , 8 ), которые обеспечивают контролируемый и безопасный доступ в защищенное внутреннее пространство станции. Точки доступа ( 6 , 7 , 8 ) могут быть в виде контролируемых и управляемых замков, напр. рольставни и т.п.
С одной стороны защитной перегородки ( 5 ) имеется одна или несколько безопасных точек доступа ( 6 , 7 ) для транспортировки заготовок и входа и/или выхода конвейерных средств ( 22 ) . В показанном варианте осуществления имеются две отдельные точки доступа ( 6 , 7 ), направленные в сторону пути транспортировки ( 27 ), при этом точка доступа ( 6 ) настроена как входные ворота, а точка доступа ( 7 ) как выходные ворота конвейерного средства ( 22 ). В качестве альтернативы для входа и выхода может быть предусмотрена одна точка доступа.
Другая защищенная точка доступа ( 8 ) может быть расположена в другом месте, например, в с тыльной стороны защитной перегородки ( 5 ), рядом с зоной обработки ( 11 ). Через точку доступа ( 8 ), что крепление заготовки ( 14 ) при необходимости можно заменить. Точка доступа ( 8 ) также может быть предназначена для прохода конвейера ( 22 ).
Проходная зона ( 9 ) для конвейерного средства ( 22 ) с несколькими, в частности двумя, определенными упорами ( 24 , 25 ) на производственной станции ( 2 ) и раздел безопасности ( 5 ). Проходная зона ( 9 ) подключается к точкам доступа ( 6 , 7 ) и соединяет возможно разделенные точки доступа ( 6 , 7 ). Разгрузка или разгрузка заготовки (деталей) ( 4 ) с конвейера ( 22 ) и/или ЗПУ ( 23 ) происходит на остановке ( 24 ). Загрузка или погрузка заготовок ( 4 ) после выполнения указанного процесса на то же или другое конвейерное средство ( 22 ) и/или LSD ( 23 ) происходит на остановке ( 25 ). Между указанными упорами ( 24 , 25 ) могут быть расположены один или несколько дополнительных упоров для разгрузки и загрузки.
На упорах ( 24 , 25 ) может быть расположено позиционирующее устройство ( 26 ), которое обеспечивает точное и заданное позиционирование соответствующих конвейерных средств ( 22 ). Устройство позиционирования ( 26 ) может альтернативно или дополнительно позиционировать LSD ( 23 ) на конвейере ( 22 ) и/или он может размещать одну или несколько заготовок ( 4 ) на конвейере ( 22 ). При необходимости он может поднять и установить LSD ( 23 ) с конвейера ( 22 ). Устройство позиционирования ( 26 ) также может выполнять мониторинг и контроль правильного положения заготовки, а также предоставленного количества, характера и размера заготовок ( 4 ). В связи с этим могут быть реализованы управление процессом и мониторинг станции.
Производственная станция ( 2 ) имеет автоматическое загрузочное устройство ( 16 ), которое предназначено для выгрузки одной или нескольких заготовок ( 4 ) с конвейера ( 22 ) и загрузки их на конвейерные средства ( 22 ). Кроме того, загрузочное устройство ( 16 ) служит для транспортировки заготовок ( 4 ) в зону обработки ( 11 ) и из зоны обработки ( 11 ). Загрузочное устройство ( 16 ) может дополнительно использоваться для транспортировки одной или нескольких заготовок ( 4 ) в зоне обработки ( 11 ), напр. на дополнительную обработку.
В показанном варианте загрузочное устройство ( 16 ) имеет двух загрузочных роботов ( 18 , 19 ). Они предпочтительно расположены стационарно. Опора заготовки ( 17 ) расположена между загрузочными роботами ( 18 , 19 ), расположенными на расстоянии друг от друга и предпочтительно вдоль проходной зоны ( 9 ). Он расположен в рабочей зоне обоих загрузочных роботов ( 18 , 19 ). Опора заготовки ( 17 ) может располагаться стационарно. Опора заготовки ( 17 ) может иметь форму стола.
Проходная зона ( 9 ) для конвейерных средств ( 22 ) на производственной станции ( 2 ) представляет собой часть погрузочной площадки ( 10 ), в которой процессы разгрузки и загрузки выполняются загрузочным аппаратом ( 16 ) и/или загрузочные роботы ( 18 , 19 ).
Один из загрузочных роботов ( 18 ) служит для разгрузки и подачи заготовок ( 4 ). Он также может выполнять процесс установки. Загрузочный робот ( 18 ) сконфигурирован как сборочный робот и имеет подходящий фиксированный или сменный инструмент, напр. захватный инструмент. Он находится на остановке ( 24 ).
Конвейерные средства ( 22 ), расположенные на остановке ( 24 ) и его заготовки ( 4 ), опора для заготовок ( 17 ) и инструментальный магазин ( 20 ), а также устройство подготовки ( 21 ) расположены в рабочей зоне предпочтительно поворотный загрузочный робот ( 18 ). Загрузочный робот ( 18 ) сконфигурирован и управляется для выполнения следующих операций: С одной стороны, он выгружает заготовку (заготовки) ( 4 ) с конвейера ( 22 ) и размещает их на заготовке. поддержка ( 17 ). Кроме того, он выполняет процесс настройки, который может состоять из одного или нескольких шагов или задач. За один процесс установки загрузочный робот ( 18 ) может разместить незагруженные заготовки ( 4 ) в заданном положении и, при необходимости, с относительной ориентацией на опоре для заготовок ( 17 ). Размещение также может включать сборку заготовок ( 4 ). Размещение также может, например, включать предоставление партии заготовок для процесса, который должен быть выполнен. Опора заготовки ( 17 ) могут иметь подходящие манипуляторы для определенного и позиционно точного размещения одной или нескольких заготовок ( 4 ).
Процесс наладки может состоять из технологической подготовки одной или нескольких незагруженных заготовок ( 4 ) для последующей обработки в зоне обработки ( 11 ). Такая подготовка процесса может, например, включают нанесение среды, в частности нанесение клея, на одну или несколько заготовок ( 4 ). Подготовительное устройство ( 21 ) можно, например, сконфигурировать для этой цели как прикладное устройство. Другой процесс подготовки может включать механическое изменение формы или другую обработку заготовки ( 4 ) с помощью загрузочного робота ( 18 ), имеющего подходящий для этой цели инструмент и/или одно или несколько адаптированных устройств для подготовки ( 21 ). размещается в рабочей зоне робота.
Магазин инструментов ( 20 ) может вмещать различные инструменты робота, напр. отличаются конструкцией конкретного типа и/или различными функциями обращения и обработки.
Второй загрузочный робот ( 19 ) разработан как презентационный робот. Находится на второй остановке ( 25 ). Его рабочая зона содержит рабочую точку ( 12 ), опору заготовки ( 17 ), второй упор ( 25 ) и, при необходимости, еще один инструментальный магазин ( 20 ). Предпочтительно вращающийся презентационный робот ( 19 ) спроектирован и управляется для выполнения следующих задач: Он служит для приема поставляемых заготовок ( 4 ) с опоры для заготовок ( 17 ) и подачи их в зону обработки ( 11 ) и, при необходимости, точно позиционированной доставки на местный монтаж заготовок ( 14 ). Другой задачей является удаление заготовок ( 4 ) из зоны обработки ( 11 ) после завершения процесса и загрузка этих заготовок ( 4 ) на конвейерное средство ( 22 ), расположенное на втором стоп ( 25 ). Презентационный робот ( 19 ) может, кроме того, играть вспомогательную роль в процессе и выполнять операции по обработке заготовок (заготовок) ( 4 ). Он может, например, снимать ранее поставленные заготовки ( 4 ) с крепления для заготовок ( 14 ) и подавать их обрабатывающим роботам ( 15 ) для дальнейшей обработки нижней поверхности.
Загрузочный и/или презентационный робот ( 19 ) также может подавать заготовки ( 4 ) обрабатывающим роботам ( 15 ) для эксклюзивной обработки. Таким образом, монтажное устройство ( 14 ) может стать ненужным.
Загрузочный робот и/или презентационный робот ( 19 ) также предпочтительно имеет сменный роботизированный инструмент, в частности, захватный инструмент. Загрузочный робот ( 19 ) также может вмещать обрабатывающий инструмент или обрабатывающий инструмент и может участвовать в процессе в рабочей точке ( 12 ).
Процессы разгрузки и подготовки за одну остановку ( 24 ), процесс в зоне обработки ( 11 ) и загрузка конвейерных средств ( 22 ) на второй остановке ( 25 ) могут происходить независимо и могут перекрываться во времени. Новые заготовки ( 4 ) могут быть выгружены, установлены и доступны в процедуре настройки во время этого процесса. Удаление заготовок ( 4 ) из зоны обработки ( 11 ) и загрузка конвейерных средств ( 22 ) с помощью загрузочного робота ( 19 ) может проходить по прямому маршруту. Загрузочный робот ( 19 ) затем может забрать подготовленные следующие заготовки ( 4 ) с опоры для заготовок ( 17 ) на обратном пути и доставить их в зону обработки ( 11 ).
Упоры ( 24 , 25 ) пространственно разнесены и расположены на расстоянии друг от друга. Разгруженное конвейерное средство ( 22 ) может перемещаться от упора ( 24 ) до упора ( 25 ) для перезарядки. Разгруженное конвейерное средство ( 22 ) может альтернативно покинуть производственную станцию ( 2 ), в то время как другое конвейерное средство ( 22 ) и, при необходимости, еще один LSD ( 23 ) затем направляется непосредственно к остановке ( 25 ) для получения заготовок ( 4 ), поступающих из процесса. Это может быть целесообразно в процессе сборки, чтобы можно было точно и, при необходимости, по типу подобрать собранную группу заготовок, имеющих собственную геометрию. Заготовки ( 4 ), необходимые для процесса, могут поставляться на остановке ( 24 ) с помощью одного или нескольких конвейеров ( 22 ).
Загрузочные и обрабатывающие роботы ( 14 , 18 , 19 ) предпочтительно проектируются как программируемые и многоосевые промышленные роботы. У них есть, например, четыре, пять, шесть или более роботизированных осей. Таким образом, они могут иметь любую комбинацию вращательных и/или поступательных роботизированных осей. Предпочтительно используются роботы с шарнирно-сочлененной рукой или роботы с шарнирной рукой с осями вращения. Промышленные роботы могут быть оснащены на приводном компоненте обменной муфтой и муфтой для среды для автоматической замены инструмента и соответствующего необходимого соединения для среды. Загрузочные и обрабатывающие роботы ( 14 , 18 , 19 ) могут быть закреплены на полу, стоять или подвешиваться, например. в портале.
Конвейерные средства ( 22 ) предпочтительно перемещаются индивидуально и независимо друг от друга. Их можно настроить любым удобным способом. Предпочтительно они представляют собой напольные конвейерные средства, которые работают на пути транспортировки ( 27 ) на полу завода. Конвейерные средства ( 22 ) могут, например. быть спроектированы как автоматизированные беспилотные транспортные средства, так называемые AGV или FTS. Они могут перемещаться по пути транспортировки ( 7 ) и в производственные цеха ( 2 ), через зону прохода ( 9 ) и обратно под управлением программы. Конвейерное средство ( 22 ) может быть управляемым и может проходить кривые. Предпочтительно они могут перемещаться в разных направлениях и/или перемещаться по поверхностям. Их можно, например, оснастить меканумными колесами, позволяющими затем двигаться в произвольных направлениях.
В соответствии с фиг. 2 конвейерный путь ( 27 ) проходит вдоль ряда производственных участков ( 2 ) и их точки доступа ( 6 , 7 ). Такой путь транспортировки ( 27 ) может иметь несколько, например. две параллельные конвейерные дорожки ( 28 , 29 ). Последние могут образовывать полосы движения, на которых конвейерные средства ( 22 ) могут работать независимо. Для конвейерных путей ( 28 , 29 ) может быть предусмотрено одностороннее движение с движением в одном направлении.
Целесообразно выстроить несколько путей транспортировки, чтобы можно было добраться до производственных участков ( 2 ) подряд. Возможно одновременное выполнение нескольких независимых производственных процессов, требующих более одной производственной станции ( 2 ) в производственной системе ( 1 ) и/или на нескольких производственных станциях ( 2 ).
Производственное помещение ( 1 ) и производственные участки ( 2 ), а также конвейерная система ( 3 ) имеют подходящие средства управления. В частности, может присутствовать система управления установкой, которая управляет производственным процессом, возможно, несколькими производственными этапами и движениями конвейерных средств (9). 0112 22 ). В системе управления может быть менеджер склада для управления заготовкой и производственным потоком, а также менеджер парка для управления движением конвейерных средств. Кроме того, система управления предприятием может воздействовать на секцию логистики, которой поручено обеспечение и управление конвейерными средствами ( 22 ) и LSD ( 23 ).
Возможны различные модификации показанного и описанного вариантов. Характеристики показанного варианта осуществления и вышеупомянутых модификаций, в частности, могут произвольно комбинироваться и, при необходимости, также заменяться местами.
Количество и конфигурация загрузочных роботов ( 18 , 19 ) могут варьироваться и могут составлять три или более. Загрузочный робот или монтажный робот ( 18 ) может воздействовать на несколько, напр. две опоры для заготовок ( 17 ) в нескольких зонах обработки ( 11 ). Производственная станция ( 2 ) может иметь несколько рабочих мест ( 12 ), которые расположены в одной или нескольких технологических зонах ( 11 ) и в которых выполняется многоэтапный процесс или несколько независимых процессов. Количество и конструкция опор заготовки ( 17 ), загрузочные и обрабатывающие роботы ( 15 , 18 , 19 ) корректируются соответствующим образом. Несколько рабочих точек ( 12 ) могут быть процедурно и логистически связаны, например, загрузочные роботы ( 18 , 19 ) берут на себя транспортировку заготовки. Одна или несколько рабочих точек ( 12 ) могут дополнительно соединяться с проходной зоной ( 9 ) и, возможно, с имеющимися в ней дополнительными упорами. Транспортное средство ( 22 ) и/или LSD ( 23 ), присутствующие в нем, могут использоваться в качестве временного хранилища или для хранения деталей и могут пополняться по ходу процесса. Заготовка, состоящая из нескольких частей, может частично разгружаться на первом упоре ( 24 ), а последующие операции разгрузки могут выполняться на дополнительных упорах.
Хотя настоящее изобретение было проиллюстрировано описанием различных вариантов осуществления, и хотя эти варианты осуществления были описаны достаточно подробно, оно не предназначено для ограничения или каким-либо образом ограничения объема прилагаемой формулы изобретения такими деталями. Различные признаки, показанные и описанные здесь, могут использоваться по отдельности или в любой комбинации. Дополнительные преимущества и модификации очевидны специалистам в данной области техники. Следовательно, изобретение в его более широких аспектах не ограничено конкретными деталями, репрезентативным устройством и способом, а также иллюстративным примером, показанным и описанным. Соответственно, от таких деталей могут быть сделаны отклонения, не отступая от духа и объема общей идеи изобретения.
- 1 Manufacturing system
- 2 Manufacturing station, manufacturing cell
- 3 Conveyor system
- 4 Workpiece, body part
- 5 Security partition, fence
- 6 Access point , замок, вход
- 7 Точка доступа, замок, выход
- 8 Точка доступа, замок, доступ для настройки
- 9 Проходная зона
- 10 Область загрузки
- 11 Площадь обработки
- 12 Точка обработки, рабочая точка
- 13 Обработкой.

- 16 Загрузочное устройство
- 17 Опора заготовки, приспособление, стол выбора
- 18 Загрузочный робот, монтажный робот
- 19 Загрузочный робот, презентационный робот
- 20 Журнал, журнал инструментов
- 21 Подготовительное устройство, приложение
- 22 Средство конвейера, AGV, AGV
- 22 . , LSD
- 24 Остановка, положение загрузки
- 25 Остановка, положение загрузки
- 26 Устройство позиционирования
- 27 Путь транспортировки0010
- 28 Конвейерный путь, ряд
- 29 Конвейерный путь, ряд
Процесс для станций | Икос
Все станции должны пройти строгую программу стандартизации и контроля качества ICOS, чтобы соответствовать высоким стандартам и получить маркировку стандартизированной станции измерения парниковых газов. Маркировка станций представляет собой интегрированный процесс для окончательного внедрения стандартов ICOS и проверки соответствия станций. Маркировка станций начинается с подачи официального заявления, которое также требует утверждения национальным правительством. Станция может подать заявку на станцию класса 1, станцию класса 2 или, в случае станций экосистемы, на ярлык ассоциированной станции.
По состоянию на 2022 год 104 из 149 измерительных станций ICOS были стандартизированы для измерения парниковых газов.
На этой странице:
Классы станций: Класс 1, Класс 2 и связанные станции
Сети Атмосферы и Экосистемы включают два класса станций: Станции Класса 1 оснащены полным оборудованием для измерения полного набора предопределенных переменных ICOS, и станции класса 2 оборудованы для измерения предопределенного подмножества переменных ICOS. Важно отметить, что стандартизация и качество данных находятся на одном уровне в обеих категориях станций.
Кроме того, сеть экосистемы ICOS дополняется набором связанных станций, в которых требования с точки зрения исследуемых переменных и соблюдения стандартов отличаются от требований станций класса 1 и класса 2. В настоящее время в сети Ocean используется только термин Class 1.
Процесс маркировки станций
Соответствие станций стандартам ICOS имеет первостепенное значение для пользователей данных ICOS. Чтобы гарантировать надежность и качество данных на станциях, ICOS разработала уникальный процесс обеспечения качества, называемый маркировкой станций. Процесс имеет жесткие критерии, которым должна соответствовать каждая станция, как для измерений на станциях, так и для производства данных. Как только станция соответствует всем критериям, установленным для станции ICOS, она получает маркировку ICOS в качестве гарантии того, что производимые данные имеют самое высокое качество.
Чтобы начать процесс, представитель страны, координатор (национальный координатор) или делегат Генеральной ассамблеи официально сообщает о новой станции в головной офис. Каждая станция ICOS должна быть одобрена принимающей организацией и национальным правительством. Тем не менее, прежде чем официально подать заявку на получение статуса станции ICOS, заинтересованной стороне рекомендуется связаться с соответствующим тематическим центром, чтобы обсудить станцию с точки зрения дизайна сети и характеристик станции.
Этапы процесса маркировки станций ICOS
Процесс маркировки станций обеспечивает общие стандарты ICOS и качество данных. На рисунке ниже показан процесс маркировки станций.
Процесс присвоения станциям маркировки ICOS
Преимущества маркировки ICOS для станций и их персонала
- Станции ICOS примут участие в последних разработках передовых методов измерения парниковых газов и обновленных процедурах обработки данных, которые уменьшает объем работы на станциях после их маркировки.
- станций ICOS получат существенную техническую поддержку для работы станций, чтобы гарантировать качество данных. Персонал станций ICOS будет участвовать в обучающих мероприятиях, организованных Тематическими центрами и Углеродным порталом, по передовым и наиболее современным методам сбора и использования данных.
- Стандартизация измерений и согласованная обработка данных, контроль качества и архивирование гарантируются через Тематические центры и службы данных Углеродного портала для обеспечения высочайшего качества, сопоставимости и достоверности данных.
- Предоставление тщательно разработанных продуктов данных, таких как расширенные визуализации и карты потоков во времени и пространстве, повысит влияние данных.
- ICOS окажет поддержку через контакты с производителями оборудования и договорится о групповых ценах на официальные станции ICOS.
- Глобальная видимость станций ICOS повысится благодаря предоставленным высококачественным данным и большому количеству пользователей. Это также окажет сильное положительное влияние на привлекательность принимающего учреждения.
- станций ICOS будет профессионально отслеживаться и цитироваться в рецензируемых статьях, что повысит узнаваемость персонала и учреждения станции.
- станций ICOS получат поддержку головного офиса в поиске возможностей финансирования на национальном и международном уровнях с использованием хорошо разработанного бренда ICOS в предложениях поддержки.
Использование данных
Контакты тематических центров ICOS
| Тематический центр Atmosphere Dr Leonard Rivier Gif-sur-Yvette, CEDEX | Тематический центр «Экосистема» Dr Dario Papale | Тематический центр океана Dr Richard Sanders |
Маркировочные документы станции
Подробнее
Доступны возможности для исследований в области развития технологий
Средства массовой информации: Изображение предоставлено Хьюстонским методистским научно-исследовательским институтом.
КОСМИЧЕСКИЙ ЦЕНТР КЕННЕДИ (Флорида), 15 сентября 2022 г. – Национальная лаборатория Международной космической станции (МКС) сегодня опубликовала объявление о новом исследовании, предлагающем концепции полета для «Развития технологий и прикладных исследований с использованием Национальная лаборатория МКС». В этом запросе рассматриваются летные проекты в области прикладных исследований и разработок, трансляционной медицины, повышения уровня технологической готовности и демонстрации технологий.
Разработка и демонстрация космических технологий являются стратегическим приоритетом для Национальной лаборатории МКС, поскольку они обеспечивают возможность ускоренного развития технологий, которые могут позволить достижения, улучшающие жизнь на Земле и развивающие торговлю на низкой околоземной орбите. В этом объявлении об исследовании участники могут предложить использовать уникальную среду ISS для разработки, тестирования или усовершенствования продуктов и процессов, которые имеют продемонстрированный потенциал для оказания краткосрочного и положительного прямого или косвенного экономического воздействия.
В частности, акцент будет сделан на предложениях по тестированию и космической квалификации прототипов аппаратных средств, а также на продвижение усовершенствований процессов, таких как (но не ограничиваясь ими): распространение новых технологий в области вычислений, электроники, нанотехнологий, робототехники, датчиков, связи, дистанционного зондирования и спутниковых технологий.
Например, проект Мэдисон-Сквер-Гарден (MSG) Entertainment Corp., получивший награду в рамках предыдущего Объявления об исследованиях Национальной лаборатории МКС, ориентированный на технологический прогресс, будет запущен на космическую станцию в рамках предстоящей миссии NASA Commercial Resupply Services. Компания будет использовать космическую станцию для тестирования нового сверхширокоугольного объектива на своей односенсорной камере с самым высоким разрешением в суровых условиях космоса. Данные, собранные в ходе этой демонстрации, помогут сформировать дизайн и настройки новой специальной камеры с более высоким разрешением, которую разрабатывает и изготавливает корпорация MSG Entertainment для захвата изображений космической станции и Земли во время будущих миссий. Изображения из этих будущих миссий будут освещать светодиодные экраны внутри новой сферы MSG в Лас-Вегасе, создавая захватывающий опыт.
Это объявление об исследовании будет проходить через двухэтапный процесс подачи предложений. Прежде чем получить приглашение представить полное предложение, все заинтересованные исследователи должны представить Шаг 1: Резюме концепции для рассмотрения. Центр развития науки в космосе, Inc. (CASIS), управляющий Национальной лабораторией МКС, проведет вебинар 27 сентября 2022 года в 13:00. EDT, чтобы обсудить средства и возможности МКС, связанные с этим объявлением об исследовании. Запись вебинара будет доступна исследовательскому сообществу через веб-страницу объявлений об исследованиях.
Этап 1: Резюме концепций необходимо представить до конца дня 10 января 2023 г. Этап 2: Полные предложения (от приглашенных для подачи) должны быть представлены до конца дня 15 марта 2023 г.
Концепции полета, выбранные через это объявление об исследовании может быть выделено на финансирование для обеспечения интеграции миссии и оперативной поддержки проектов, которые будут реализованы на МКС.
Чтобы узнать больше об этой возможности, в том числе о том, как отправить Шаг 1: Резюме концепции, посетите веб-страницу объявлений об исследованиях. Чтобы узнать больше о Национальной лаборатории МКС и науке, которую она спонсирует, посетите наш веб-сайт.
Изображение: Исследования из Хьюстонского методистского исследовательского института
СМИ контакт:
Патрик О’Нил
904-806-0035
[email protected]
# #
О международном космосе (ISS) Национальная лаборатория : Международная космическая станция (МКС) — единственная в своем роде лаборатория, которая позволяет проводить исследования и развивать технологии, невозможные на Земле. В качестве предприятия общественного обслуживания Национальная лаборатория МКС позволяет исследователям использовать этот многопользовательский объект для улучшения жизни на Земле, совершенствования космических бизнес-моделей, повышения научной грамотности будущей рабочей силы и расширения устойчивого и масштабируемого рынка на низкой околоземной орбите. Через эту орбитальную национальную лабораторию исследовательские ресурсы на МКС доступны для поддержки научных, технологических и образовательных инициатив, не связанных с НАСА, со стороны государственных учреждений США, академических институтов и частного сектора. Центр развития науки в космосе, Inc. (CASIS) управляет Национальной лабораторией МКС в соответствии с соглашением о сотрудничестве с НАСА, облегчая доступ к ее постоянной исследовательской среде микрогравитации, мощной точке обзора на низкой околоземной орбите, а также экстремальным и разнообразным условия космоса. Чтобы узнать больше о Национальной лаборатории ISS, посетите сайт www.ISSNationalLab.org.
# # #
Еще из блога Национальной лаборатории МКС
Наземная станция AWS
Легко управляйте спутниками и получайте данные с помощью полностью управляемой наземной станции как услуги
Наземная станция AWS — это полностью управляемый сервис, который позволяет вам контролировать спутниковую связь, обрабатывать данные и масштабировать свои операции, не беспокоясь о создании или управлении собственной инфраструктурой наземной станции. Спутники используются для самых разных целей, включая прогнозирование погоды, съемку поверхности, связь и видеотрансляции. Наземные станции составляют основу глобальных спутниковых сетей. Благодаря наземной станции AWS у вас есть прямой доступ к сервисам AWS и глобальной инфраструктуре AWS, включая глобальную оптоволоконную сеть с малой задержкой. Например, вы можете использовать Amazon S3 для хранения загруженных данных, Amazon Kinesis Data Streams для управления приемом данных со спутников и Amazon SageMaker для создания пользовательских приложений машинного обучения, которые применяются к вашим наборам данных. Вы можете сэкономить до 80 % на стоимости операций с наземными станциями, платя только за фактическое время использования антенны и полагаясь на глобальное присутствие наземных станций для загрузки данных, когда и где они вам нужны. Нет никаких долгосрочных обязательств, и вы получаете возможность быстро масштабировать свою спутниковую связь по требованию, когда это необходимо вашему бизнесу.
Узнайте, как компания Satellogic, клиент AWS, использует наземную станцию AWS
Знакомство с наземной станцией AWS
Знакомство с наземной станцией AWS
Узнайте больше о наземной станции AWS и облаке AWS
Наземная станция как услуга
Наземная станция AWS предоставляет глобальную сеть наземных станций в непосредственной близости от нашей глобальной сети регионов инфраструктуры AWS. С наземной станцией AWS вам больше не нужно беспокоиться о покупке, аренде, строительстве, масштабировании или управлении собственными наземными станциями спутниковой связи.
Безопасность, которой можно доверять
Безопасность в AWS имеет наивысший приоритет. Как клиент AWS, вы получите выгоду от архитектуры объекта и сети, созданной для удовлетворения требований организаций, наиболее чувствительных к безопасности. Наземная станция AWS обеспечивает первоклассную защиту данных и физическую безопасность без каких-либо дополнительных затрат.
Оплата по мере использования
При использовании наземной станции AWS вы платите только за фактическое время использования антенны. Никаких долгосрочных контрактов или скрытых комиссий. По единой цене вы можете использовать любую антенну в глобальной сети наземных станций AWS.
Более быстрая загрузка данных
Благодаря нескольким антеннам на каждой из наших географически разбросанных наземных станций AWS вы можете передавать свои спутниковые данные напрямую в регион AWS для немедленной обработки. Наш интерфейс планирования наземной станции позволяет вам получать данные, когда они вам нужны, без задержек планирования или конфликтов антенн.
Немедленная обработка данных
Наземная станция AWS размещает спутниковые антенны в непосредственной близости от регионов инфраструктуры AWS, предоставляя вам доступ к сервисам AWS с малой задержкой и по низкой цене для хранения и обработки ваших данных. Это позволяет сократить время обработки и анализа данных для таких сценариев использования, как прогноз погоды или изображения стихийных бедствий, с часов до минут или секунд.
Самостоятельное планирование
Вы можете легко запланировать контакты с вашим сателлитом, используя Консоль управления AWS и API. После резервирования контакты могут быть перенесены или отменены за 15 минут до начала.
Глобальная сеть антенн
Глобальная сеть антенн наземной станции
AWS позволяет вам связываться со спутником несколько раз за орбиту. Вы можете передать ценные спутниковые данные в ваш облако VPC AWS в течение нескольких секунд после их сбора, одновременно давая своим спутникам команду на выполнение следующей миссии. Операторы спутников наблюдения Земли теперь могут регулярно обновлять свои архивы изображениями с высоким разрешением, чтобы улучшить приложения для мониторинга и обнаружения изменений, которые лучше поддерживают такие отрасли, как мониторинг лесов и сельское хозяйство.
Передача данных между регионами
Межрегиональная доставка данных позволяет вам управлять несколькими одновременными контактами, используя глобальную сеть антенн наземной станции AWS из одного региона AWS. Это означает, что вы платите только за минуты доступа к антенне, не взимая дополнительную плату за передачу данных туда и обратно между регионами для обработки. Используя глобальную оптоволоконную сеть AWS с низкой задержкой и высокой пропускной способностью, вы можете собирать данные о погоде в режиме реального времени, чтобы оценивать изменение климатических условий по всему миру.
Обработка в реальном времени
Вы можете начать обработку спутниковых данных в течение нескольких секунд после приема антенной системой. Это позволяет за считанные секунды превратить необработанные данные в обработанную информацию или проанализированные знания. Сегодня операторы радаров с синтезированной апертурой (SAR) используют эту возможность для разработки интеллектуальных данных, которые службы быстрого реагирования могут использовать во время активных операций по поиску, спасению и восстановлению.
«Работая с AWS и используя глобальное покрытие, обеспечиваемое наземной станцией AWS, мы даем новое определение возможностям спутниковой отрасли и сокращаем затраты и время, необходимые организациям для получения преимуществ от спутниковых данных. Сочетание автоматизированного подхода Capella к сбору данных наблюдения Земли в режиме реального времени с проверенной инфраструктурой AWS и беспрецедентным набором услуг помогает нашим клиентам получать своевременную информацию, которая может спасти жизни и защитить здоровье планеты».
Паям Баназаде
Главный исполнительный директор Capella Space
Узнайте больше о наземной станции AWS
Посетите страницу характеристик
Войдите в консоль
Узнайте об AWS
- Что такое AWS?
- Что такое облачные вычисления?
- AWS Разнообразие, равенство и инклюзивность
- Что такое DevOps?
- Что такое контейнер?
- Что такое озеро данных?
- Облачная безопасность AWS
- Что нового
- Блоги
- Пресс-релизы
Ресурсы для AWS
- Начало работы
- Обучение и сертификация
- Портфолио решений AWS
- Архитектурный центр
- Часто задаваемые вопросы по продуктам и техническим вопросам
- Аналитические отчеты
- Партнеры AWS
Разработчики на AWS
- Центр разработчиков
- SDK и инструменты
- . NET на AWS
- Python на AWS
- Java на AWS
- PHP на AWS
- JavaScript на AWS
Помощь
- Свяжитесь с нами
- Подайте заявку в службу поддержки
- Центр знаний
- AWS re: Сообщение
- Обзор поддержки AWS
- Юридический
- Карьера в AWS
Amazon является работодателем с равными возможностями:
Меньшинства / Женщины / Инвалидность / Ветеран / Гендерная идентичность / Сексуальная ориентация / Возраст.
- Конфиденциальность
- |
- Условия сайта
- |
- Настройки файлов cookie
- |
- © 2022, Amazon Web Services, Inc. или ее дочерние компании. Все права защищены.
Поддержка AWS для Internet Explorer заканчивается 31. 07.2022. Поддерживаемые браузеры: Chrome, Firefox, Edge и Safari.
Узнать больше »
Система восстановления воды, Международная космическая станция
Международная космическая станция — совместное предприятие 16 стран. Новая система рекуперации воды позволит увеличить экипаж вдвое.
Инженеры НАСА Том Филлипс, Филлип Уэст и Роберт Резерфорд готовят одну из двух стоек системы рекуперации воды Международной космической станции к транспортировке.
14 ноября 2008 года космический шаттл «Индевор» стартует, чтобы начать миссию STS-126 с системой восстановления воды на борту.
Экспонент НАСА демонстрирует систему восстановления воды. Разработанная технология также обеспечивает чистой питьевой водой многие развивающиеся страны.
С появлением в ноябре 2008 года новой системы восстановления воды (WRS) Международная космическая станция (МКС) приблизилась к запланированному увеличению экипажа, и человечество сделало еще один небольшой шаг к исследованию дальнего космоса.
Снижая потребность в пополнении запасов с Земли, система уменьшит количество воды и расходных материалов, необходимых для запуска, примерно на 6,8 т в год и позволит разместить на борту вдвое больше людей.
Блок регенерации является второй частью регенеративной системы контроля окружающей среды и жизнеобеспечения НАСА (ECLSS), разработанной для станции, и является основным компонентом при увеличении экипажа из трех человек до шести в мае 2009 года.
Расположен в лаборатории Destiny. На борту МКС эта система является частью проекта «обустройство дома» стоимостью 250 млн долларов, в который также включено 19 млн долларов.м построенный в России космический туалет, который будет объединен с новой установкой утилизации воды.
«Система уменьшит количество воды и расходных материалов, необходимых для запуска, примерно на 6,8 т в год».
Предыстория проекта системы рекуперации воды на МКС
К концу 1960-х годов работа по выполнению обещания Дж. Ф. Кеннеди отправить человека на Луну к концу этого десятилетия завершилась исторической посадкой корабля «Аполлон-11». что будущее исследования космоса человеком потребует разработки систем для повторного использования воды и кислорода.
По мере того, как концепция обретала форму, обеспечение надежного и эффективного жизнеобеспечения быстро рассматривалось как ключевое не только для использования на запланированных космических станциях, но и для постоянного проживания на постоянной базе на Луне или для дальних миссий в космос. глубокое пространство.
С появлением МКС и предполагаемым выводом из эксплуатации флота НАСА из трех стареющих шаттлов, который должен был выйти в 2010 году, проект ECLSS получил дополнительный импульс, поскольку заменяющие корабли должны были быть меньше и способны вместить только меньшую полезную нагрузку. При таком приоритете грузоподъемности уменьшение веса предметов снабжения, требующих доставки на космическую станцию, означало, что можно было перевозить больше научных экспериментов или другого оборудования.
Первый элемент замкнутой системы жизнеобеспечения — кислородный генератор — был доставлен в июле 2006 года на борт космического корабля «Дискавери». 14 ноября 2008 года Endeavour стартовал с площадки 39A в Космическом центре Кеннеди, неся WRS в рамках миссии НАСА STS-126.
Подразделение мелиорации изначально столкнулось с проблемами, которые потребовали продления миссии на дополнительный день, и полностью заработало 25 ноября.
WRS
WRS перерабатывает мочу и воду для мытья, используемые космонавтами на борту для обеспечения питьевой водой. Первоначально вода извлекается из мочи с помощью дистилляции, процесс происходит в специально построенной вращающейся дистилляционной установке, которая компенсирует отсутствие гравитации на станции, облегчая тем самым разделение жидкостей и газов в условиях невесомости.
После этапа дистилляции эта вода объединяется с другими потоками сточных вод и поступает в сам узел водоочистки для очистки.
Здесь свободный газ и твердые частицы, такие как волосы, удаляются из сточных вод до того, как поток попадет в ряд фильтров. Впоследствии любые оставшиеся микроорганизмы, органические включения или другие загрязнения удаляются с помощью высокотемпературного катализа.
«Система рекуперации воды позволит разместить на борту в два раза больше людей».
Полученная вода соответствует самым высоким стандартам для питья. Чтобы гарантировать, что система надежно обеспечит запланированное предстоящее увеличение численности экипажа, пробы воды будут проверяться на качество каждые четыре дня в течение примерно трех месяцев.
Регенерированная вода играет еще одну важную роль в системах жизнеобеспечения МКС, поскольку она способна питать кислородный генератор станции. Эта система — первая развернутая часть ECLSS — использует электролиз для разделения жидкой воды на химические компоненты, высвобождая кислород и отработанный водород. Генератор кислорода был испытан после прибытия, а затем законсервирован до тех пор, пока Endeavour не доставил WRS.
Хотя эти разработки знаменуют собой большой шаг вперед в будущем человечества в космосе, они также обещают больше земных преимуществ, поскольку технология, разработанная НАСА для WRS, уже использовалась для обеспечения чистой питьевой водой в ряде развивающихся стран.
