Содержание
Виды технологических процессов 2021 new — Вика Николаева на DTF
Технологические процессы по уровню обобщения делятся на два вида: единичный и типовой.
1331
просмотров
Единичный технологический процесс применим только для изготовления одного конкретного изделия, а типовой технологический процесс — для изготовления группы схожих изделий.
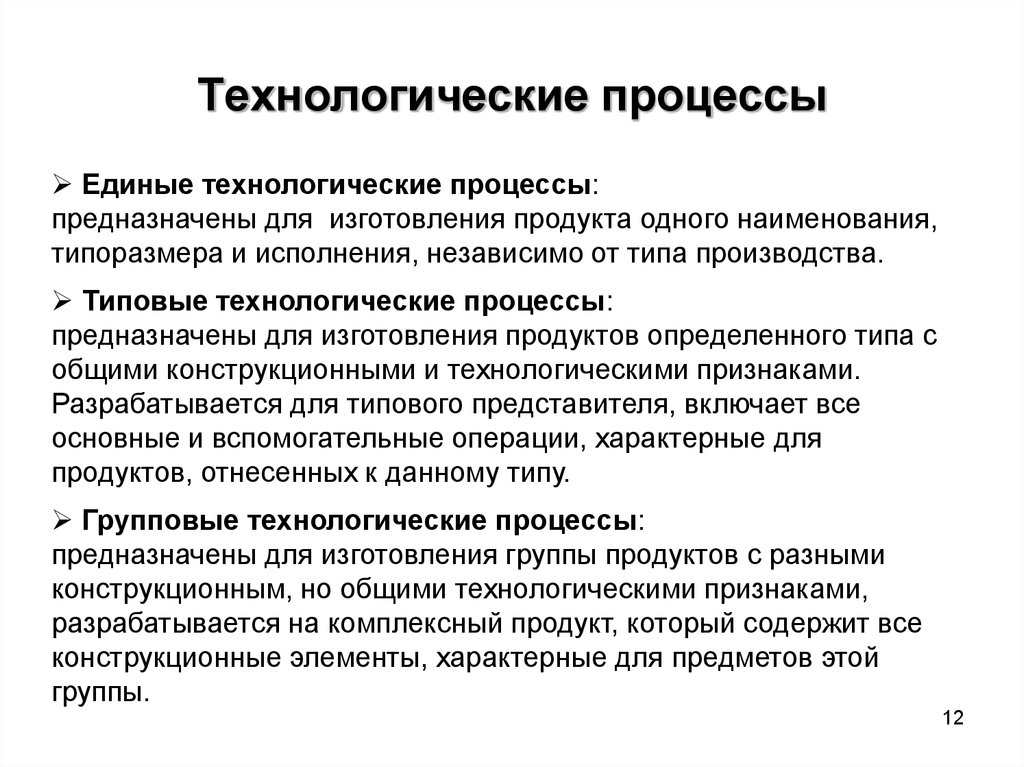
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
К преимуществам единичного технологического процесса относятся: с одной стороны, возможность учета всех особенностей данного изделия, а с другой стороны — наиболее эффективного изготовления изделия за счет учета конкретных производственных условий (имеющегося технологического оборудования, приспособлений, инструментальной оснастки, квалификации рабочих и т.п.).
Наряду с преимуществами единичный технологический процесс имеет и недостатки. Для его разработки требуются большие затраты времени и труда.
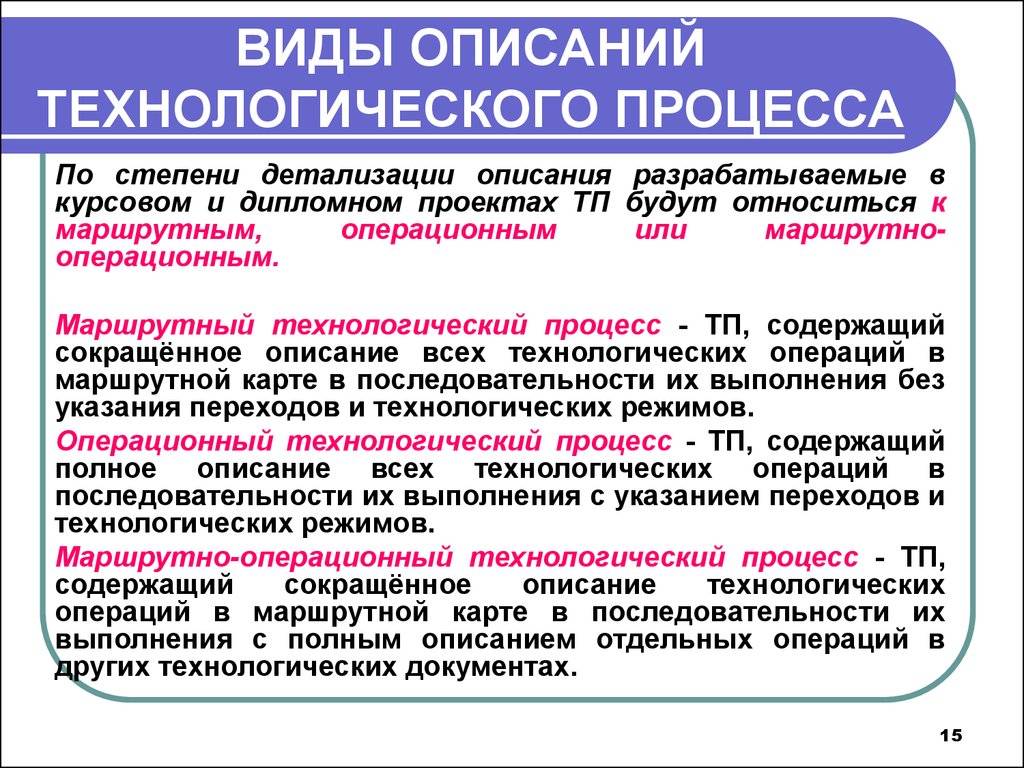
Затраты времени на разработку технологического процесса могут во много раз превышать затраты времени на его осуществление. Если изготавливается большое число изделий, то доля затрат времени на разработку технологического процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.
В единичном производстве высокая продолжительность разработки технологического процесса нередко входит в противоречие с продолжительностью самого процесса. Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога. Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление. Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-про- граммиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление. Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-про- граммиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Проектирование единичного технологического процесса отличается большим числом возможных решений по каждому изделию, подлежащему изготовлению. Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико-экономическими расчетами очень ограничена.
Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико-экономическими расчетами очень ограничена.
В массовом производстве высокая трудоемкость тщательной разработки единичного технологического процесса оказывается оправданной, так как ее величина несопоставимо мала по сравнению с трудоемкостью изготовления всего объема изделий данного наименования. Оправдывает себя в массовом производстве и применение специального оборудования, оснастки, отличающихся высокопроизводительными рабочими процессами.
Недостатки единичной технологии в массовом производстве проявляются в большой длительности технологической подготовки производства, обусловленной необходимостью создания специальных технологических средств.
Широкое применение единичной технологии в масштабе всего машиностроительного производства страны приводит к большим потерям. Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70% из общемашиностроительных узлов и деталей, близких по своему конструктивному строению. Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком-либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком-либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Все перечисленные негативные стороны единичной технологии послужили причиной поиска нового вида технологии, свободной от этих недостатков. Первым шагом в этом направлении явилась разработка типовой технологии, когда в 30-е гг. XX в. проф. А.П. Соколовский [11] высказал идею типизации технологических процессов.
Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы изделий с общими конструктивными признаками.
В основе типовой технологии лежит классификация изделий на классы — подклассы — группы — подгруппы — типы. Тип представляет собой группу схожих изделий, среди которых выбирается типовой представитель, обладающий наибольшей совокупностью свойств изделий, вошедших в эту группу. На типовой представитель разрабатывается типовой технологический процесс, по которому осуществляется изготовление всех изделий этого типа. В случае отсутствия в конкретном изделии той или иной характеристики (например, какой-то поверхности) при разработке рабочего процесса соответствующая операция из типового процесса исключается.
Тем самым типовой процесс в определенной степени разрешает противоречие между большими затратами времени на разработку процесса и малыми сроками на изготовление изделия, так как затраты времени на разработку рабочего технологического процесса для изготовления конкретного изделия резко сокращаются. Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Типовые процессы позволяют избегать повторных и новых разработок при проектировании рабочих технологических процессов, вследствие чего облегчается труд технолога и сокращаются затраты времени на разработку.
Важное обстоятельство: типовой технологический процесс, приобретая универсальность, одновременно теряет черты индивидуальности. Действительно, типовой технологический процесс изготовления деталей разрабатывается под группу конструктивно схожих деталей, вошедших в один тип. По этому типовому процессу изготавливаются все детали группы, несмотря на то что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
Потеря индивидуальности типового процесса заключается в том, что он не учитывает отмеченные выше различия, специфику изделий, вошедших в один тип. Как известно, в каждом типе из группы деталей выбирают типовую деталь, которая отличается наиболее часто встречающимися конструктивными формами, размерами, требованиями к точности и другими показателями качества. Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Чем больше изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству, тем сильнее отличается типовой процесс от оптимального. Это является одним из ограничений расширения группы изделий под один типовой технологический процесс. В результате изготавливаемые изделия приходится делить на большее число типов, что приводит к росту числа типовых процессов и снижает эффективность типизации.
В целом типовая технология способствует:
- 1) сокращению разнообразия технологических процессов и внесению однообразия в изготовление сходных изделий;
- 2) внедрению и распространению передового опыта и достижений науки и техники;
- 3) упрощению разработки рабочих технологических процессов и сокращению затрат времени на их разработку;
- 4) сокращению разнообразия средств технологического оснащения технологических процессов;
- 5) разработке новых высокоэффективных технологических процессов.
Эффективность единичной и типовой технологий будет разной в зависимости от типа производства. В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.
По мере роста разнообразия выпускаемых изделий, снижения серийности их выпуска, величин партий увеличиваются потери времени, связанные с частыми переналадками технологического оборудования и оснастки. В итоге снижается эффективность производства, повышается себестоимость изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В этих условиях возникла задача группирования изделий, отличающихся однородностью технологии изготовления, что позволяет снизить число переналадок оборудования и увеличить размеры партий, поступающих на обработку.
В результате решения этой задачи появился новый вид технологии — групповая технология, основоположником которой является проф. С.П. Митрофанов.
С.П. Митрофанов.
Если типовая технология направлена на сокращение трудоемкости технологической подготовки производства, повышение эффективности технологических процессов и распространение прогрессивных решений, то групповая технология предназначена для повышения эффективности производственного процесса.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Групповой процесс нашел применение в мелкосерийном и серийном производстве. Принципиальная сущность групповой технологии заключается прежде всего в группировании изделий в технологические группы по технологическому подобию.
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового изделия комплексное изделие является «собирательным», часто не существующим в действительности, объединяющим в себе черты большинства изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс, и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская отдельные технологические переходы.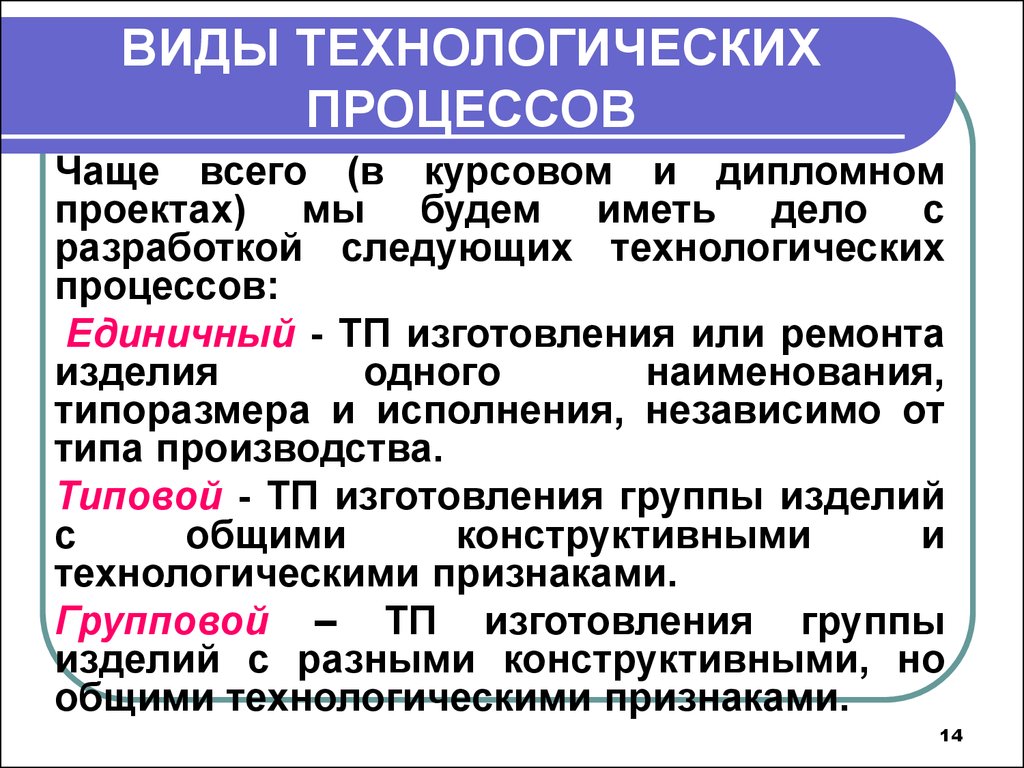 Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей, и если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.
Различают групповую операцию и групповой технологический процесс. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы. Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.
Применение групповой технологии особенно эффективно тогда, когда на ее основе в серийном и мелкосерийном производствах удается создать групповые поточные или даже автоматические линии изготовления изделий или деталей отдельных групп. Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т.е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).
Применение групповой технологии тем эффективней, чем больше технологическая группа.
При внедрении групповой технологии возникают трудности, связанные с организацией больших технологических групп, не только в связи со сложностью в построении групповых наладок и приспособлений, но и из-за необходимости учета календарного планирования по выпуску изделий.
Изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому за редким исключением избавиться полностью от переналадки оборудования не удается.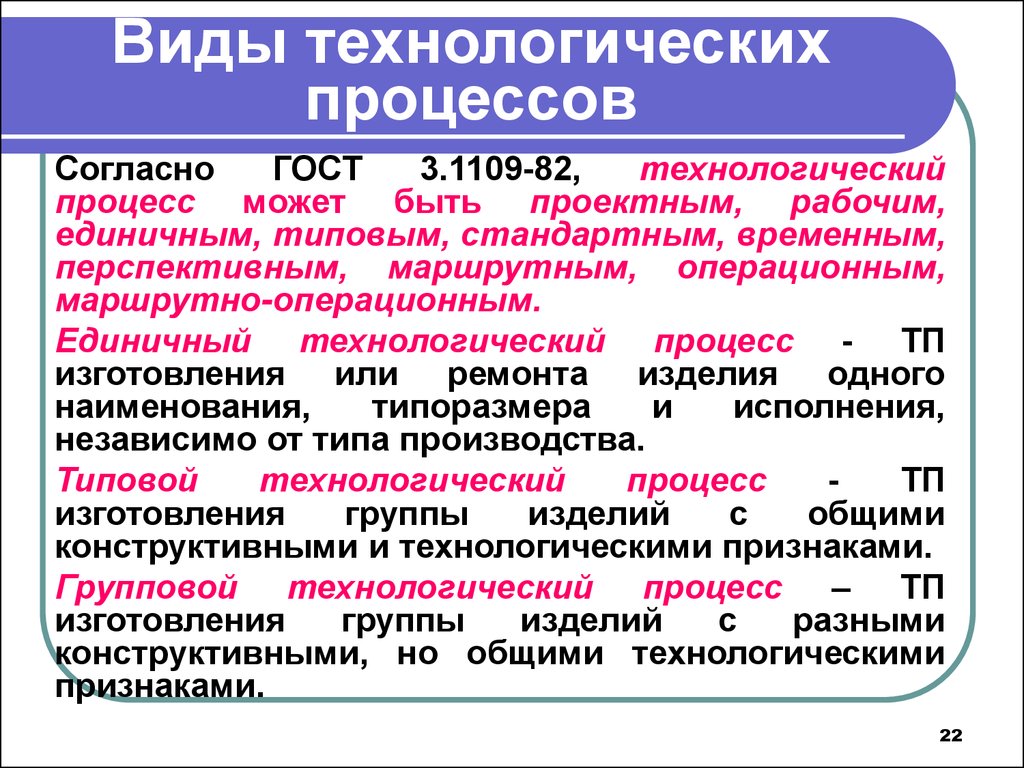
По мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций. Это ограничивает номенклатуру деталей в группе, приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).
Практика внедрения типовых и групповых технологических процессов показывает, что, несмотря на очевидные преимущества, доля их внедрения невысока и до сих пор доминирует единичная технология. Одной из главных причин этого является недостаток классификации изделий на типы, группы, которыми пользуются при разработке типовых и групповых процессов. Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
- • применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;
- • применение типового технологического процесса снижает объем и сроки технологической подготовки производства, но не обеспечивает оптимального процесса для каждой детали одного типа;
- • применение группового технологического процесса хотя и увеличивает размер партии, но требует повторяемости выпуска изделий, что существенно снижает область его эффективного применения.
Все три вида технологии не обладают гибкостью, так как не позволяют изменять в случае надобности маршрут.
Одной из главных причин недостатков всех видов технологических процессов является описание изделия на геометрическом уровне, когда деталь представляется совокупностью элементарных геометрических поверхностей, а сборочная единица — совокупностью деталей как геометрических тел.
Это приводит к тому, что технолог, разрабатывая технологический процесс, стремится изготавливать на операциях такие совокупности поверхностей, которые позволяют достичь наибольшей производительности. Однако при этом часто нарушаются связи между поверхностями, обусловленные совместным выполнением функций детали. В результате, во-первых, появляется многовариантность технологического процесса из-за большого числа комбинаций поверхностей, изготавливаемых на операциях, а во-вторых, из-за изготовления функционально связанных поверхностей на разных операциях возникают сложные технологические размерные связи, приводящие к необходимости введения дополнительных операций.
Все это приводит к необоснованному разнообразию технологических процессов, повышению трудоемкости их разработки, вызывают трудности в типизации технологических процессов и в группировании деталей при разработке групповых процессов.
Если же деталь описывать функциональными блоками в виде модулей поверхностей, объединенных совместным выполнением служебных функций, то геометрический признак становится вторичным, а элементарные поверхности входят в состав модулей поверхностей и не являются самостоятельными объектами при разработке технологических процессов.
Учитывая ограниченную номенклатуру МП и их высокую повторяемость, можно существенно снизить разнообразие технологических операций по составу изготавливаемых МП. В итоге упростятся разработка технологических процессов, их типизация и группирование деталей при использовании групповых процессов.
Все изложенное справедливо и для сборочных технологических процессов, если сборочную единицу рассматривать как совокупность модулей соединения.
С целью реализации изложенных преимуществ описания изделия как совокупности МП и МС, следует рассматривать построение технологического процесса как компоновку из модулей изготовления МП (МС), входящих в состав детали (сборочной единицы).
В связи с этим процесс получил название модульного технологического процесса, соответственно он может быть единичным, типовым, групповым процессом и представляет собой результат дальнейшего совершенствования методики разработки технологических процессов, начиная с описания изделия.
Модульный технологический процесс — это технологический процесс, построенный из модулей процессов изготовления МП или МС, входящих в состав изготавливаемого изделия. В основе модульного технологического процесса лежит объективное существование МП и МС, являющихся конструктивными элементами изделий. Узкая номенклатура и ограниченное число описывающих их характеристик открывает путь к типизации конструктивных решений МП, МС, унификации их характеристик и на этой основе разработке модулей технологического обеспечения изготовления МП и получения МС.
В состав модулей технологического обеспечения входят модули технологического процесса (МТИ) изготовления МП и сборочного процесса (МТС) получения МС, модули технологического оборудования (МО), инструментальной наладки (МИ), технологических баз (МТБ), приспособления (МПр) и контрольно-измерительного устройства (МКИ).
Поскольку модульное технологическое обеспечение разрабатывается под типовые МП и МС с унифицированными характеристиками, то оно отличается высоким уровнем обобщения, следовательно, широкой областью применения.
Имея технологическое обеспечение на модульном уровне, модульный технологический процесс изготовления, например, детали, строится следующим образом. Сначала определяется последовательность формирования из заготовки всех МП детали, затем из банка данных вызываются МТИ, МТБ, МО, МИ, МПр, МКИ, необходимые для изготовления каждого МП, затем МТИ объединяются в операции.
Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового технологических процессов. Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Идея типизации в модульном технологическом процессе реализуется на уровне модулей технологического обеспечения, при этом типизация осуществляется более эффективно, так как модули МП и МС в отличие от изделий описываются небольшим числом характеристик.
Например, даже сравнительно простая деталь содержит десятка два поверхностей и имеет большое разнообразие вариантов конструктивного решения. При этом требования к точности и качеству поверхностного слоя у поверхностей такой детали может быть различным, что еще больше увеличивает ее разнообразие. В итоге для изготовления такого множества деталей потребуется большое число типовых технологических процессов.
В отличие от детали МП одного наименования имеет меньшее число вариантов конструктивного решения, содержит, за редким исключением, не более трех поверхностей, что существенно снижает разнообразие МП и уменьшает число типовых модулей технологического процесса.
Идея групповой технологии, заключающаяся в организации технологических групп из разных изделий, в условиях модульной технологии решается наилучшим образом. Дело в том, что в силу ограниченной номенклатуры МП и МС сравнительно просто формировать технологические группы даже в условиях единичного производства, т.е. не требуется повторяемость выпускаемых изделий.
И в заключение отметим, что модульный технологический процесс приобретает некоторую гибкость, позволяя в ограниченных пределах изменять последовательность операций. Это объясняется тем, что в традиционных технологических процессах функционально связанные поверхности детали могут изготавливаться на разных операциях. Например, такие поверхности детали, как торец, отверстие и шпоночный паз, образующие комплект баз (МПБ311), могут изготавливаться на разных операциях. В результате между операциями возникают сложные размерные связи, которые нарушаются при изменении последовательности операции, что может привести к браку. Поэтому изменение разработанного маршрутного процесса недопустимо. В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
Принципы построения модульных технологических процессов позволяют по-новому строить машиностроительное производство, в основе которого лежит сквозное применение модульного принципа по всей производственной цепочке: изделие — технологические процессы — технологические системы — организация производственного процесса.
Автоматизация технологических процессов и производств
Направление подготовки:
15.03.04
Автоматизация технологических процессов и производств
Научная отрасль:
Инженерное дело, технологии и технические науки
Институт:
Институт новых материалов и технологий
Уровень образования:
Бакалавриат
Год(ы) набора:
2015-2018
Форма и срок обучения:
О наборе в текущем году смотреть здесь
Список актуальных программ
Самая востребованная программа!
Основная профессиональная образовательная программа 15. 03.04 — «Автоматизация технологических процессов и производств» направлена на подготовку высококвалифицированных инженерно — технических работников (инженер — конструктор, инженер — технолог), способных выполнять профессиональную деятельность на предприятиях машиностроительного, приборостроительного и военно-промышленного комплекса, в проектно-конструкторских и инжиниринговых организациях, ориентированных на автоматизацию и роботизацию современного промышленного производства а также в сфере малого бизнеса и организации инновационного производства.
03.04 — «Автоматизация технологических процессов и производств» направлена на подготовку высококвалифицированных инженерно — технических работников (инженер — конструктор, инженер — технолог), способных выполнять профессиональную деятельность на предприятиях машиностроительного, приборостроительного и военно-промышленного комплекса, в проектно-конструкторских и инжиниринговых организациях, ориентированных на автоматизацию и роботизацию современного промышленного производства а также в сфере малого бизнеса и организации инновационного производства.
Образовательная программа разработана с учетом следующих особенностей организации учебного процесса, современной рыночной экономики и требований рынка труда к подготовленным выпускникам:
— фундаментальная подготовка по естественнонаучным и общеинженерным дисциплинам, достаточная для самостоятельного выполнения учебных и реальных проектов, а также для продолжения обучения по образовательным программам магистратуры;
— практико-ориентированный подход к организации и реализации учебного процесса, обусловленный увеличением объема производственных практик, развитием социального партнерства с предприятиями – заказчиками подготовленных кадров в том числе организацией и проведением учебных занятий на базе предприятий-партнеров;
— широкое применение проектного подхода к организации реализации учебного процесса, ориентированного на выполнение студентами междисциплинарных учебных и реальных производственных проектов, предлагаемых предприятиями – заказчиками подготовленных кадров.
Особенностью образовательной программы является ориентация подготовки студентов выполнение трудовых функций, предусмотренных Профессиональными стандартами в сфере автоматизации производства, и обеспечение их профессиональной мобильности, активности, креативности, лидерских качеств и инициативности в поиске, внедрении и развитии прорывных технологий в области автоматизации современного производства, в сфере освоения новой техники и производственной культуры, характерной для пятого и шестого технологического уклада. Образовательная программа дает возможность обучающимся последовательно овладеть необходимым уровнем квалификации, начиная с рабочих профессий, обеспечивает включение выпускников в производственный процесс без дополнительного переобучения.
При проектировании образовательной программы использованы лучшие мировые практики подготовки специалистов в области техники и технологий, передовой отечественный опыт и собственные разработки УрФУ.
Ферментированные продукты традиционного производства и инновационные технологические процессы
Крайний срок подачи рукописи 24 апреля 2023 г.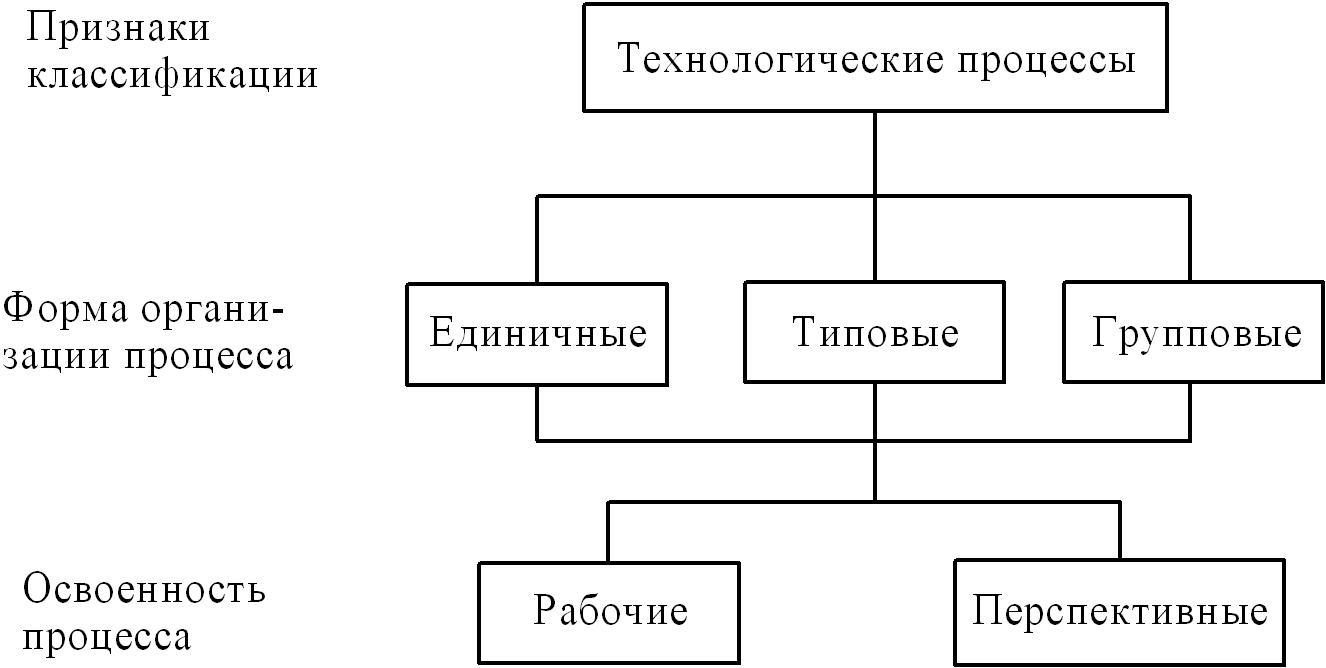
Крайний срок подачи рукописи для продления 24 мая 2023 г.
Методические рекомендации
Ферментация пищевых продуктов — это давняя традиция, которая преобразует основные и второстепенные компоненты пищевых продуктов под действием микробов и ферментов. Эти трансформированные компоненты могут играть роль консервантов, а также быть полезными для здоровья человека. Во многих культурах местные и традиционные продукты питания часто основаны на дикорастущих …
Ферментация пищевых продуктов — это давняя традиция, которая преобразует основные и второстепенные компоненты пищевых продуктов под действием микробов и ферментов. Эти трансформированные компоненты могут играть роль консервантов, а также быть полезными для здоровья человека. Во многих культурах местные и традиционные продукты питания часто зависят от диких штаммов микробов в ферментированных продуктах для продления срока годности их субстратов. Растет интерес к ферментированным продуктам, которые полезны для кишечника, особенно с учетом связи между осью кишечника и мозга. Лучшее понимание этапов обработки ферментированных пищевых продуктов требует инновационных технологических процессов, поскольку ферментация управляется микробными консорциумами, что приводит к полезным для здоровья свойствам. Такие процессы, включающие использование заквасок, обеспечат лучшее качество и безопасность ферментированных пищевых продуктов. Чтобы в полной мере воспользоваться преимуществами ферментации, что приведет к улучшению питательных и качественных свойств ферментированных пищевых продуктов, процесс потребует стандартизации.
Растет интерес к ферментированным продуктам, которые полезны для кишечника, особенно с учетом связи между осью кишечника и мозга. Лучшее понимание этапов обработки ферментированных пищевых продуктов требует инновационных технологических процессов, поскольку ферментация управляется микробными консорциумами, что приводит к полезным для здоровья свойствам. Такие процессы, включающие использование заквасок, обеспечат лучшее качество и безопасность ферментированных пищевых продуктов. Чтобы в полной мере воспользоваться преимуществами ферментации, что приведет к улучшению питательных и качественных свойств ферментированных пищевых продуктов, процесс потребует стандартизации.
Эта тема исследования предназначена для сбора оригинальных исследовательских статей и обзоров микробной активности в процессах ферментации традиционных или местных продуктов.
Масштаб этой темы исследования с междисциплинарными подходами подчеркивает инновационные методы этой древней технологии биообработки. В частности, приветствуются статьи по следующим темам, но не ограничиваются ими:
В частности, приветствуются статьи по следующим темам, но не ограничиваются ими:
• Информация о патогенных и непатогенных организмах в нашей пищевой системе
• Пребиотики и пробиотики в ферментации пищевых продуктов
• Закваски для ферментации пищевых продуктов
• Домашняя обработка местных ферментированных пищевых продуктов
• Промышленное применение микробов для ферментации пищевых продуктов
• Патогенные организмы в ферментированных пищевых продуктах
• Микробы для ферментации пищевых продуктов
• Микробы, продукты питания и здоровье
• Антимикробные агенты из природные источники
Ключевые слова :
Кустарное производство, Ферментированные продукты, Микробы, Натуральные продукты, Закваски, Традиционные продукты, Качество, Молочнокислые бактерии
Важное примечание :
Все вклады в эту тему исследования должны быть в рамках раздела и журнала, в который они представлены, как это определено в их заявлениях о миссии. Frontiers оставляет за собой право направить рукопись, выходящую за рамки рассмотрения, в более подходящий раздел или журнал на любом этапе рецензирования.
Frontiers оставляет за собой право направить рукопись, выходящую за рамки рассмотрения, в более подходящий раздел или журнал на любом этапе рецензирования.
ФЭУП — Моделирование технологических процессов
| Код: | ПРОДЕМ048 | Акроним: | СПТ |
| Ключевые слова | |
|---|---|
| Классификация | Ключевое слово |
| ОФИЦИАЛЬНЫЙ | Машиностроение |
| Активен? | Да |
| Ответственное подразделение: | Группа материалов и технологических процессов |
| Курс/CS Ответственный: | Докторская программа в области машиностроения |
Циклы обучения/курсы
| Акроним | Количество студентов | План исследования | Учебные годы | Кредиты UCN | Кредиты ECTS | Часы работы | Общее время |
|---|---|---|---|---|---|---|---|
| ПРОДЕМ | 3 | Учебный план с 2009/10 | 1 | — | 6,5 | 60 | 175,5 |
Преподавательский состав — Обязанности
| Учитель | Ответственность |
|---|---|
| Абель Диас душ Сантуш |
Преподавание — Часы
| Учебный контроль: | 1,00 |
| Тип | Учитель | Классы | час |
|---|---|---|---|
| Учебный надзор | Всего | 1 | 1,00 |
| Абель Диас душ Сантуш | 0,00 |
Язык обучения
Подходит для англоговорящих студентов
Задачи
Учащийся освоит основные концепции численных методов и будет иметь возможность выполнять численное моделирование технологических процессов, таких как объемная формовка металла и формовка листового металла, с использованием коммерческих кодов и соответствующих инструментов предварительной и последующей обработки.
Результаты обучения и компетенции
К концу семестра студенты должны:
1. быть знакомы с методами, используемыми в программах численного моделирования;
2. уметь использовать инструменты предварительной обработки, анализа и постобработки, которые необходимы для численного моделирования, а также уметь разрабатывать специальные инструменты программирования для эффективного получения численной модели и конкретных результатов;
3.уметь создавать численную модель приложений к технологическим процессам, выполняя анализ и получая результаты параллельно с критической оценкой. Кроме того, учащийся должен быть в состоянии предложить направления для улучшения, чтобы избежать дефектов путем выбора или изменения переменных обработки и оптимизации процесса.
Метод работы
Presencial
Программа
Технологические процессы; разные типы с использованием разных инструментов и машин, применяемых для разных материалов; численные модели для моделирования различных типов процессов.
Метод конечных элементов; приложение для решения задач с использованием коммерческого программного обеспечения; постановка задач предобработки и создания модели, анализ (обработка) и доработка численной модели, постобработка и анализ результатов.
Конструктивные модели характеристик материалов для использования в численном моделировании; металлические материалы, свойства и соответствующее поведение; определение параметров определяющих уравнений.
Обработка металлов давлением и соответствующие основные понятия; численное моделирование процессов формовки, анализ и оценка результатов с целью оптимизации параметров процесса или характеристик материала.
Использование численного моделирования для оптимизации процесса.
Обязательная литература
А. Д. Сантос; Учебная программа Apontamentos da unidade, 2008 г.
Рыба, Джейкоб;; Первый курс конечных элементов. ISBN: 978-0-470-03580-1
Дополнительная библиография
Данн, Фионн; Введение в вычислительную пластичность.