Содержание
Операции технического обслуживания систем охлаждения и смазки
Система смазки. Для смазки дизелей следует применять только те сорта масел, которые указаны в инструкциях по эксплуатации дизелей или разрешены пароходством. Соответствие качества масла требованиям ГОСТа должно быть подтверждено сертификатом, выдаваемым нефтебазой при отпуске масла.
На износ трущихся деталей существенное влияние оказывают качество масла и абразивные примеси в нем. В процессе эксплуатации качество масла изменяется вследствие окисления, накопления продуктов износа, выгорания и испарения легких фракций, срабатывания присадок. При длительной работе на холостом ходу и неудовлетворительном сгорании в масло может попадать топливо из камеры сгорания, снижая его вязкость и температуру вспышки.
Для восстановления нормальной смазки деталей масло в двигателе заменяют в сроки, предусмотренные инструкциями.
У современных дизелей объемы масляных емкостей бывают небольшими и свежее масло, доливаемое для восполнения^угара, заметно влияет на качество масла, циркулирующего в системе. В этих условиях количества выгорающих вместе*с маслом и задерживающихся в фильтрах примесей и примесей, вновь образующихся в результате старения масла и износа деталей, становятся равными, т. е. качество масла при работе дизеля не изменяется. У таких дизелей имеется возможность длительное время работать без смены масла.
В этих условиях количества выгорающих вместе*с маслом и задерживающихся в фильтрах примесей и примесей, вновь образующихся в результате старения масла и износа деталей, становятся равными, т. е. качество масла при работе дизеля не изменяется. У таких дизелей имеется возможность длительное время работать без смены масла.
Рис. 1. Схема опрессовки гидрозапорных (беспружинных) форсунок
При работе без смены масла необходимо систематически контролировать его качество и при неудовлетворительных результатах немедленно заменять. Влияние качества масла на износы разных типов двигателей неодинаково, поэтому при установлении браковочных признаков его следует придерживаться рекомендаций заводов-строителей. При их отсутствии для наиболее распространенных двигателей речных судов браковочными признаками можно считать: снижение температуры вспышки на 10—15% (до 170—180 °С), изменение вязкости масла на ±20% (меньше 9 или больше 14 сСт при исходной вязкости 11—12 сСт), общее содержание механических примесей до 1%, содержание воды до 0,3—0,5%, увеличение кислотного числа до 0,5 мг КОН на 1 г масла для небаббитовых и до 2,5 мг для баббитовых вкладышей.
Анализ масла производят береговые лаборатории пароходств или в судовых условиях с помощью переносных лабораторий.
Длительная работа двигателей без смены масла может привести к тому, что масляные трубопроводы, каналы забьются загрязнениями и осадками, содержащимися в масле, и недопустимо уменьшится поступление его к узлам трения. Поэтому перед’выходом судна в эксплуатацию нужно зачистить и промыть масляную систему.
Спуск отработавшего масла производят сразу после остановки дизеля, пока оно еще не остыло. Для очистки масляных полостей от отложений следует применять специальные резиновые лопатки или хорошую ветошь, не допуская попадания ее волокон в систему. Промывают полости дизельным топливом с помощью шприца или протирают ветошью, смоченной в топливе. У некоторых типов дизелей допускается промывать масляную систему путем заливки в нее дизельного топлива. При этом дизель должен кратковременно работать на дизельном топливе вместо штатной смазки. Промывку или замену фильтрующих элементов масляных фильтров, сепараторов и центрифуг выполняют в соответствии с указаниями инструкции по эксплуатации.
Обслуживание масляных насосов заключается в проверке и регулировке зазоров в зубчатом зацеплении и в корпусе насоса. При достижении предельного зазора шестерни заменяют.
Водяные полости масляных холодильников промывают так же, как и полости водяных. Для промывки масляных полостей используют дизельное топливо или содовый раствор.
Плотность масляных систем проверяют опрессовкой их ручным насосом.
Система охлаждения. Плотность систем охлаждения проверяют опрессовкой их ручным насосом под давлением 3—5 кгс/см2 с выдержкой времени не менее 10 мин, а также путем повседневного контроля за отсутствием течи соединений, сальников, трубопроводов и арматуры.
У водяных насосов проверяют наличие смазки приводов и подшипников, а также систематически контролируют состояние сальников (по течи из контрольных отверстий). Несвоевременная замена сальников может привести к попаданию воды в картер дизеля и обводнению масла.
Холодильники по мере их загрязнения очищают вручную и промывают обратным током воды,, проверяют плотность трубок, обращая особое внимание на крепление их к трубным доскам. Неисправные трубки заменяют или глушат деревянными заглушками.
Неисправные трубки заменяют или глушат деревянными заглушками.
Водоподготовка. В природной воде содержатся механические (минеральные и органические) примеси, растворенные соли и газы. Они загрязняют поверхности охлаждения, нарушают нормальный процесс теплопередачи или способствуют коррозии металла, в связи с чем перед заливкой в систему охлаждения воду необходимо очистить от вредных примесей.
Для этого ее подвергают следующим методам обработки:
— фильтрации и отстою, при которых вода освобождается от механических примесей;
— дистилляции (перегонке), при которой получают полностью обессоленную воду;
— кипячению, позволяющему получить воду, не содержащую солей, способных выделяться при рабочих температурах в системе охлаждения;
— катионированию, позволяющему получить воду, у которой при прохождении через натрий-катионитовый фильтр ионы кальция и магния замещаются ионами натрия, не образующего накипи при рабочих температурах в системе охлаждения.
При отсутствии специально обработанной воды в систему охлаждения заливают мягкую пресную речную воду (если это допускается инструкцией по эксплуатации дизеля).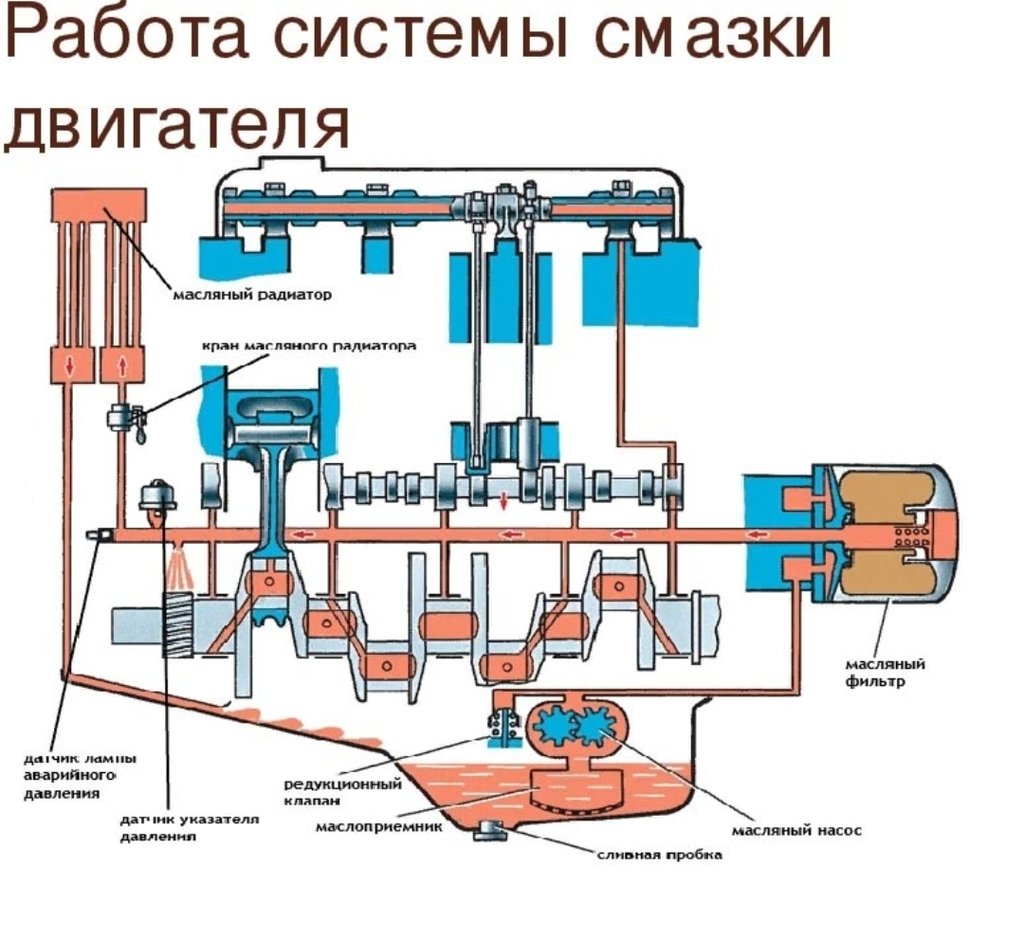 Если заливаемая вода является жесткой, т. е. содержит более 1,5—2,0 мг-экв/л (миллиграмм-эквивалент на литр) солей кальция и магния, в систему охлаждения некоторых типов дизелей вводят тринатрийфосфат и другие добавки, предотвращающие отложение накипи на поверхностях охлаждения.
Если заливаемая вода является жесткой, т. е. содержит более 1,5—2,0 мг-экв/л (миллиграмм-эквивалент на литр) солей кальция и магния, в систему охлаждения некоторых типов дизелей вводят тринатрийфосфат и другие добавки, предотвращающие отложение накипи на поверхностях охлаждения.
Для предупреждения коррозии охлаждаемых поверхностей применяют специальные присадки к охлаждающей воде: хромпик, хромпикнитритную смесь, эмульсол и другие, образующие на охлаждаемых поверхностях защитные пленки. Концентрация присадок в воде должна постоянно поддерживаться на уровне, предусмотренном инструкцией по эксплуатации дизеля. В целях предотвращения электрохимической коррозии, особенно при охлаждении морской водой, в полостях охлаждения со стороны забортной воды устанавливают цинковые протекторы.
Очистка охлаждаемых поверхностей от накипи. Соблюдение правил во-доподготовки и нормального температурного режима охлаждения исключает отложение значительного количества накипи, требующей специальной очистки охлаждаемых поверхностей.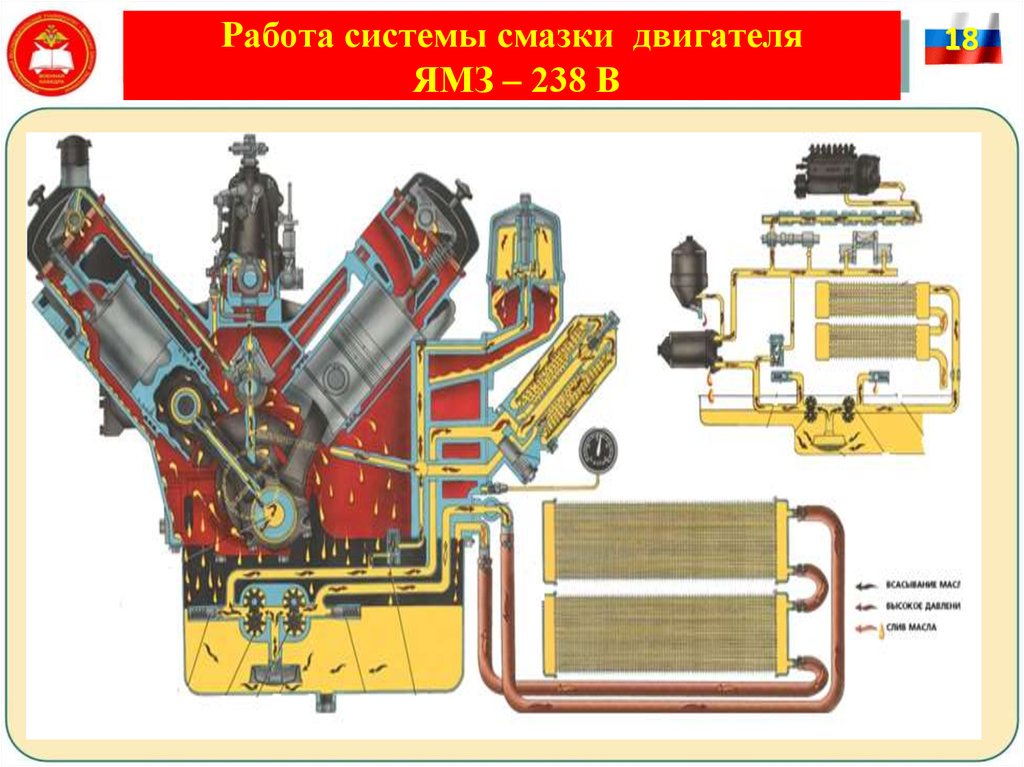 Однако в случае нарушения правил эксплуатации систем охлаждения обычной промывки для удаления ее становится недостаточно. При толщине накипи 1—2 мм возможны недопустимые перегревы стенок, в связи с чем ее надо удалять. Это можно делать вручную через открытые люки и пробки, после чего полости охлаждения промывают водой.
Однако в случае нарушения правил эксплуатации систем охлаждения обычной промывки для удаления ее становится недостаточно. При толщине накипи 1—2 мм возможны недопустимые перегревы стенок, в связи с чем ее надо удалять. Это можно делать вручную через открытые люки и пробки, после чего полости охлаждения промывают водой.
Более действенными являются химические способы удаления накипи путем разрушения ее кислотой или щелочью. Для этого в пространство охлаждения заливают раствор кислоты или щелочи в воде. В обоих случаях перед заливкой раствора отсоединяют все трубопроводы, снимают детали из цветных сплавов, к которым может проникнуть раствор кислоты или щелочи. Образовавшиеся отверстия забивают деревянными пробками, но сверху оставляют отверстия для выхода водорода, выделяющегося при воздействии раствора на накипь.
При обработке кислотой приготовляют раствор в воде соляной кислоты. Концентрацию его применяют разную: от 2 до 15%-ной. В зависимости от концентрации раствора и толщины слоя накипи длительность процесса разрушения ее составляет от 30 мин до 24 ч.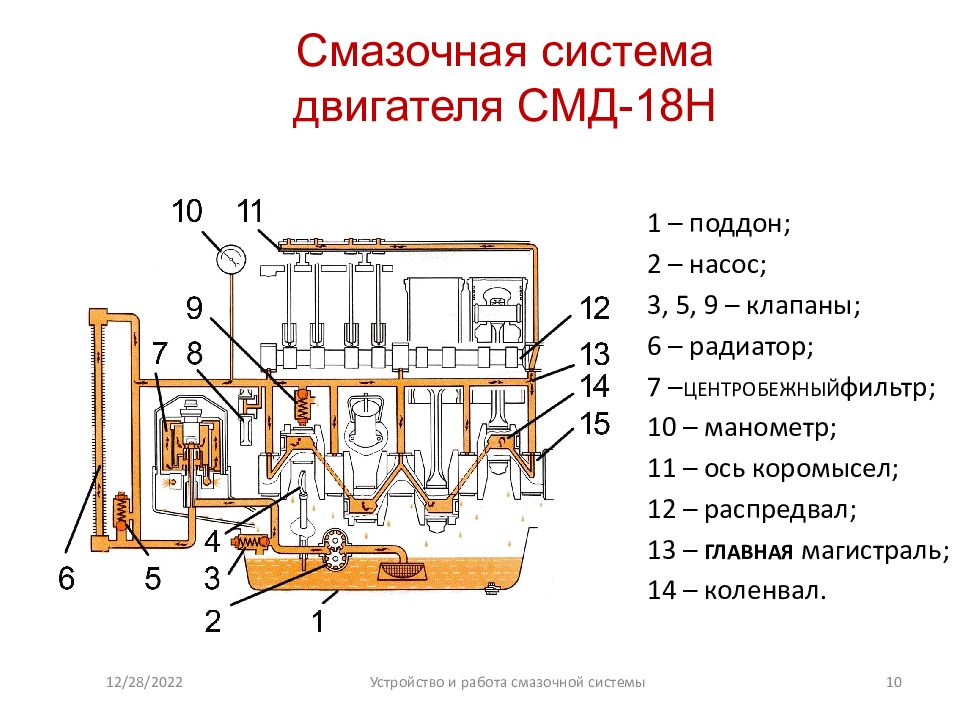
Для уменьшения выделения водорода и коррозионного воздействия кислоты в раствор добавляют около 0,5% одной из присадок: сульфошлам, глютам, КС, Ж-1, костяного клея или иной, рекомендованной заводом—изготовителем двигателя.
Вместо соляной кислоты иногда применяют фосфорную. При удельном весе фосфорной кислоты 1,71 составляют 10%-ный раствор ее. В него добавляют около 0,5% хромового ангидрида. Продолжительность обработки раствором фосфорной кислоты 40—90 мин.
В качестве щелочного используют 10%-ный раствор в воде кальцинированной соды Na2C03, в который добавляют около 5% (по объему) керосина. Продолжительность обработки 10—12 ч. При 2%-ном растворе ее увеличивают до 24 ч.
После указанной выдержки растворов в зарубашечном пространстве их сливают, а полости охлаждения тщательно промывают водой.
При удалении накипи химическими способами необходимо остерегаться ожогов кислотой или щелочью. Работать следует в рукавицах и в очках, а еще лучше — в масках. Во время выдержки растворов в машинном отделении нельзя курить и пользоваться открытым огнем, так как выделяющийся при реакции водород может взорваться.
Предотвращение кавитационной эрозии. Вблизи охлаждаемой поверхности может появиться местный вихрь, скорость воды в котором будет очень высокой. Это происходит, например, при резких изменениях направления движения воды или проходного сечения, при выступах, шероховатостях, значительной вибрации втулки цилиндра. Вследствие большой скорости вихря давление в нем может стать меньше атмосферного. Поскольку температура парообразования с уменьшением давления понижается, в вихре образуются пузыри пара, которые неустойчивы, так как их появление вызвано лишь местными условиями и пар легко конденсируется. После его конденсации пузырек оказывается вакуумным пространством, в которое с большой скоростью устремляется вода из соседних слоев потока. Это приводит к точечным ударам воды в охлаждаемую поверхность, причем в данном*мес-те они будут многократно повторяющимися. Такое явление называется к а-витацией. Она вызывает эрозию охлаждаемых поверхностей, т. е. местное язвенное выкрашивание металла. В результате его образуются раковины в виде точечных углублений, которых в районе кавитации может быть целое поле. Глубина эрозионных раковин достигает иногда 2,5—3 мм за одну навигацию.
В результате его образуются раковины в виде точечных углублений, которых в районе кавитации может быть целое поле. Глубина эрозионных раковин достигает иногда 2,5—3 мм за одну навигацию.
Появление вихрей во многих случаях удается предотвратить изменением подвода воды, устранением местных выступов и т. п. Бороться с вибрацией стенок втулки можно уменьшением зазора между поршнем и втулкой, увеличением жесткости втулки, уменьшением зазоров между втулкой и опорным поясом блока, уменьшением консольной, выступающей в картер, части втулки. В двигателе М400 для борьбы с кавитацией применены такие меры, как упорядочение потока воды и увеличение жесткости втулки путем напрессовки на нее гильзы.
Кавитация зависит от температуры воды: с повышением температуры до 40—50 °С (при атмосферном давлении) она увеличивается, при более высокой — уменьшается и при 100 °С — исчезает. Кавитация может активизироваться при работе на холостом ходу, когда зазор между поршнем и втулкой цилиндра увеличен, при жесткой работе дизеля, при наличии в охлаждающей воде воздуха.
Читать далее: Операции технического обслуживания систем и устройств управления и контроля
Категория
Судовые дизели
Техническое обслуживание и ремонт смазочной системы
МИНИСТЕРСТВО образования
и науки Калужской области
ГАОУ СПО «обнинский КОЛЛЕДЖ ТЕХНОЛОГИЙ
и УСЛУГ»
ГАОУ
СПО «ОКТУ»
Реферат на
тему: «Техническое обслуживание и ремонт
смазочной системы»
г. Обнинск
Обнинск
2014г
СОДЕРЖАНИЕ:
- ВВЕДЕНИЕ
- ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ И РЕМОНТ СМАЗОЧНОЙ СИСТЕМЫ - НАЗНАЧЕНИЕ СМАЗОЧНОЙ СИСТЕМЫ
- ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ САЗОЧНОЙ СИСТЕМЫ
- НЕИСПРАВНОСТЬ СМАЗОЧНОЙ СИСТЕМЫ
- РЕМОНТ СМАЗОЧНОЙ СИСТЕМЫ
- ПРОВЕРКА СМАЗОЧНОЙ СИСТЕМЫ
- ТЕХНЛОГИЯ
РУЧНОЙ ДУГОВОЙ СВАРКИ - СВАРОЧНОЕ
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ - КОЛЕБАТЕЛЬНОЕ
ДВИЖЕНИЕ ЭЛЕКТРОДОВ - ЭКОНОМИЧЕСКАЯ
ЧАСТЬ - БЕЗОПАСНОЕ
УСЛОВИЕ ТРУДА - БЕЗОПАСНОЕ
УСЛОВИЕ ТРУДА ПРИ ПРОВЕРКЕ РЕЛЕ ГЕНЕРАТОРА - БЕЗОПАСНОЕ УСЛОВИЕ ТРУДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
- ОРГАНИЗАЦИЯ
РАБОЧЕГО МЕСТА - ОРГАНИЗАЦИЯ
РАБОЧЕГО МЕСТА ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ
И РЕМОНТЕ ГЕНЕРАТОРА - ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ДЛЯ ЭЛЕКТРОСВАРКИ
- СПИСОК
ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- ВВЕДЕНИЕ
Смазочная система служит для уменьшения
трения движущихся деталей двигателя,
а также для их охлаждения при нагревании
во время работы.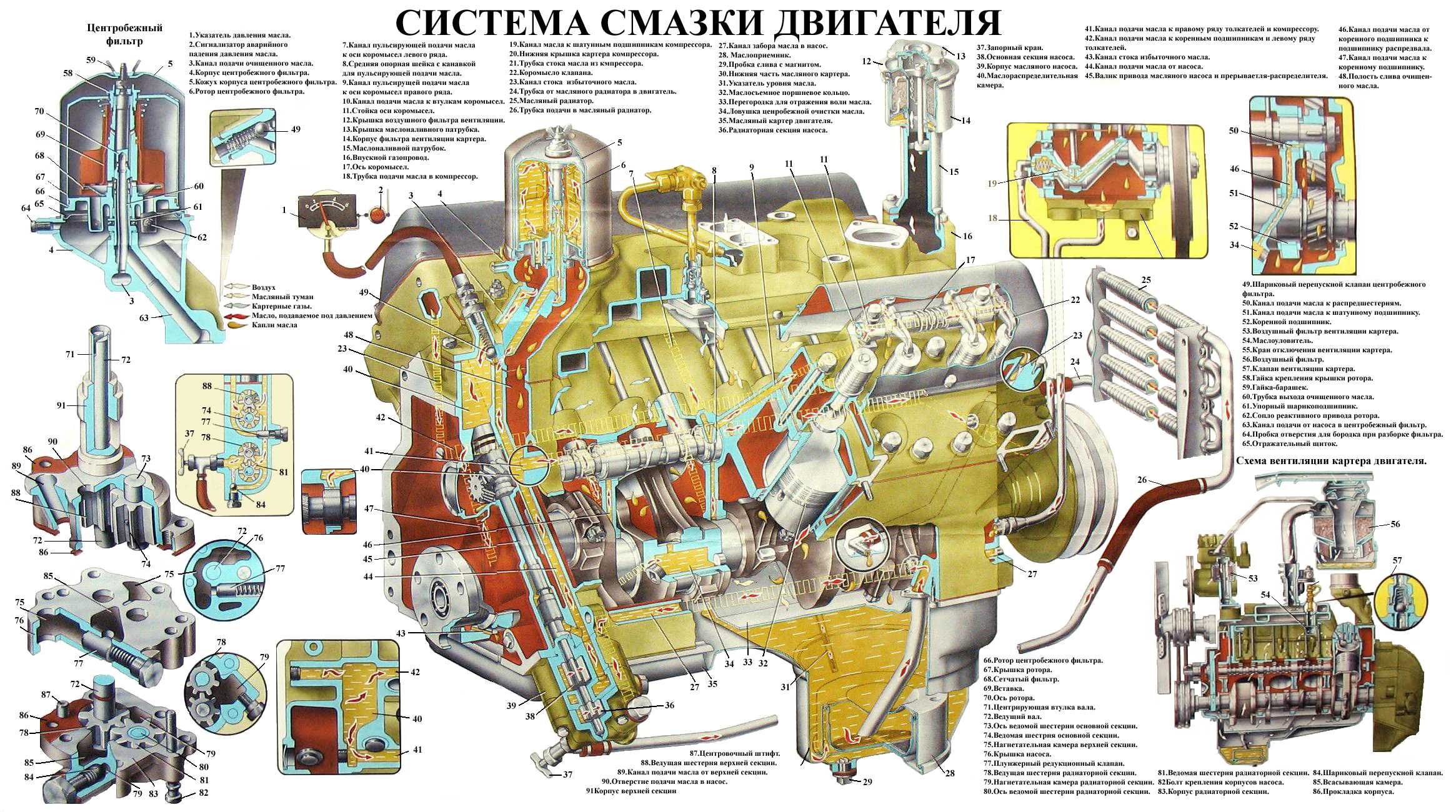 С этой целью между трущимися
С этой целью между трущимися
поверхностями деталей вводится масло.
Моторные масла. В смазочных системах
двигателей применяются только специальные
масла, называемые моторными. По вязкостно-температурным
свойствам моторные масла подразделяются
согласно международной классификации
SAE*, а по эксплуатационным свойствам —
согласно классификации API. Числа в марке
масла указывают его вязкость. Масла с
латинской буквой «W» в обозначении относятся
к зимним (от англ. winter- зима). В обозначении
летних масел буква «W» отсутствует. Например,
в средней полосе России летом следует
использовать масло SAE 30, а зимой — SAE 15W.
Всесезонные масла имеют двойное обозначение,
например SAE 15W-30. Этому маслу по вязкости
соответствует отечественное масло М-53/12.
Буква «з» в индексе означает, что масло
загущено присадками.
Чем меньше
первое число в марке, тем легче пуск двигателя
в мороз. Чем больше второе число, тем выше
вязкость масла в теплое время года и тем
оно более предпочтительно для южных районов,
а также изношенных двигателей.
По эксплуатационным качествам масла
для бензиновых двигателей согласно классификации
API разделяют на группы. В настоящее время
используются масла групп SJ и SL (по классификации
API), а по отечественной классификации
— Г и Д.
По способу изготовления масла подразделяются
на минеральные, полусинтетические и синтетические.
Последние обладают лучшими характеристиками
и более высоким качеством, но при этом
они существенно дороже. Следует заметить,
что применимость масла для данного двигателя
определяется не способом его производства,
а только вязкостно-температурными характеристиками
и уровнем качества.
В смазочной системе двигателя следует
применять только моторные масла. Недопустимо
смешивание минеральных и синтетических
масел, а также масел различных производителей,
даже имеющих одинаковые вязкостно-температурные
характеристики и уровни качества. Для
доливки следует использовать только
масло, аналогичное залитому в смазочную
систему двигателя.
При эксплуатации автомобиля следует
регулярно проверять уровень масла в двигателе,
при необходимости доливать его и заменять
строго в соответствии со сроками, указанными
производителем автомобиля (двигателя)
или изготовителем масла. Одновременно
Одновременно
с маслом следует заменять масляный фильтр.
Правильный выбор и своевременная замена
масла в смазочной системе- залог долговечной
безаварийной работы двигателя вашего
автомобиля.
2. ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ И РЕМОНТ СМАЗОЧНОЙ СИСТЕМЫ
2.1. НАЗНАЧЕНИЕ СМАЗОЧНОЙ СИСТЕМЫ
Для
длительного функционирования автомобиля
необходимо, чтобы работающие детали долго
не изнашивались. Своевременная их смазка,
и также их охлаждение обеспечивается
смазочной системой.
Смазочная система предназначена для
подачи масла к трущимся поверхностям
с целью уменьшения трения, охлаждения
поверхностей и удаления продуктов изнашивания
из зон трения.
Если рабочие поверхности деталей абсолютно
сухие и непосредственно соприкасаются
одна с другой, то такое трение называется
сухим. Работа механизмов при сухом трении
требует значительных затрат энергии
и сопровождается повышенным изнашиванием,
а также значительным выделением теплоты.
Трение между рабочими поверхностями,
разделенными достаточно толстым слоем
масла, называется жидкостным. В этом случае
В этом случае
усилие, необходимое для перемещения деталей,
значительно сокращается и резко уменьшается
их изнашивание. В ДВС жидкостное трение
удается осуществить в основном только
в подшипниках коленчатого вала на рабочих
режимах. Остальные сопряженные пары движутся
возвратно-поступательно или качаются,
поэтому на их поверхностях не удается
сохранить масляный слой достаточной
толщины. Такое трение, когда рабочие поверхности
разделены лишь тонкой пленкой масла (0,1
мм и менее), называется граничным. В зависимости
от толщины пленки граничное трение может
быть полужидкостным или полусухим. Последнее
характеризуется возможностью «схватывания»
микровыступов трущихся поверхностей,
склонностью к задирам и эрозивному изнашиванию.
Полужидкостное трение наиболее характерно
для деталей цилинд-ропоршневой группы.
В паре «выпускной клапан—направляющая
втулка» возможно возникновение полусухого
трения.
Нельзя допускать и избыточного смазывания,
так как это может привести к попаданию
масла в камеру сгорания и на электроды
свечей зажигания, вследствие чего увеличивается
нагарообразование на днищах поршней,
стенках камеры сгорания и клапанах. Это
Это
приводит к перегреву и перебоям в работе
двигателя, а также к перерасходу масла.
Требования, предъявляемые к смазочной
системе:
• бесперебойная подача масла к трущимся
деталям на всех режимах работы двигателя,
на подъемах и спусках автомобиля с уклоном
до 35 % и при крене до 25 %, при температуре
окружающей среды от +50 до -50°С, при положительных
и отрицательных горизонтальных и вертикальных
ускорениях;
• достаточная степень очистки масла
от механических примесей;
• продолжительная работа двигателя
под нагрузкой без перегрева масла;
• прочная конструкция;
• удобство технического обслуживания.
В зависимости от способа подачи масла
к трущимся поверхностям различают следующие
способы смазывания:
• разбрызгивание и посредством масляного
тумана;
• под давлением;
• комбинированное.
Под давлением масло подводится к трущимся
деталям из главной масляной магистрали,
давление в которой создается насосом.
Разбрызгивание осуществляется специальными
форсунками или подвижными частями КШМ
(путем создания масляного тумана, стекающего
в картер из масла).
Комбинированная система смазывания
сочетает в себе первые два способа.
Под давлением масло подводится к коренным
и шатунным подшипникам коленчатого вала,
опорам распределительного вала, сочленениям
привода ГРМ, зубчатым колесам привода
распределительного вала, топливному
насосу высокого давления дизеля.
В некоторых двигателях под давлением
смазываются сопряжения верхней головки
шатуна с поршневым пальцем.
2.2.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ САЗОЧНОЙ СИСТЕМЫ
От исправного состояния
системы смазывания, своевременного
проведения ТО и устранение
неисправностей в процессе
автомобиля в значительной
зависит надежность работы
В процессе эксплуатации автомобиля необходимо
периодически проверять уровень и состояние
масла в картере двигателя, своевременно
менять масло, очищать и проверять масло
в фильтрах, менять фильтрующий элемент
тонкой системы очистки, следить за давлением
масла в системе смазывания и не допускать
подтекания масла из фильтров, масляного
радиатора, кратера двигателя и соединение
маслопровода.
2.3. НЕИСПРАВНОСТЬ СМАЗОЧНОЙ
СИСТЕМЫ
Наиболее часто встречаются
следующие неисправности системы смазки:
снижение уровня масла, повышение или
понижение его давления в системе, загрязнение
масла.
Снижение уровня масла может быть вызвано
негерметичностью масляного картера двигателя,
плохим уплотнением коленчатого вала
или износом сальников и выгоранием масла.
Повышенное давление в системе смазки
может быть обусловлено применением масла
повышенной вязкости, загрязнением каналов
системы и масляного фильтра, неисправностью
редукционного клапана, в редких случаях-
отказом датчика давления масла, а пониженное
давление — недостаточным уровнем масла
в масляном картере, уменьшением его вязкости,
засорением маслоприемника, износом деталей
масляного насоса, подшипников коленчатого
или распределительного вала, заеданием
редукционного клапана в открытом положении.
Причинами интенсивного загрязнения
масла и его быстрого старения являются
попадание в масло охлаждающей жидкости,
длительная работа двигателя в режимах,
отличающихся от номинальных (температура
охлаждающей жидкости менее 60°С или более
100°С), значительный износ деталей цилиндропоршневой
группы, применение несоответствующего
масла.
ОБЩАЯ ПРОВЕРКА
ТЕХНИЧЕСКОГО СОСТОЯНИЯ СИСТЕМЫ СМАЗКИ
Давление масла в системе смазки двигателя
постоянно контролируется манометром
и (или) контрольной лампой на панели приборов.
В случае постоянного понижения давления
масла необходимо убедиться в правильности
показаний датчика и указателя, работа
которых, как правило, основана на принципе
изменения электрического сопротивления
в цепи датчик — указатель.
Для измерения давления масла в системе
используют механический манометр. С помощью
штуцера его подсоединяют к главной масляной
магистрали двигателя, обычно на место
датчика давления масла. Затем запускают
двигатель и измеряют давление во всех
режимах его работы. Так, в режиме холостого
хода давление должно быть в пределах
0,8..Л,5 кгс/см2, на повышенных оборотах — 3,5…5,5 кгс/см2 в зависимости от модели двигателя. В
случае отклонения давления от номинального
неисправность следует искать в элементах
системы смазки.
При пониженном давлении масла надо проверить
чистоту масляного фильтра и убедиться
в отсутствии утечек масла.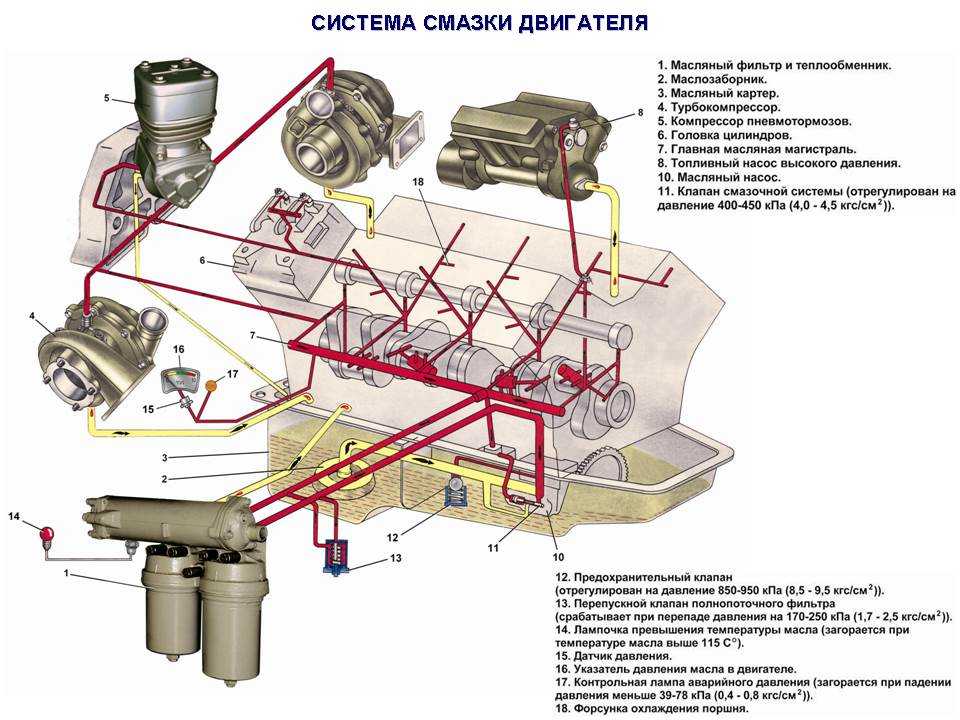 При прогретом
При прогретом
двигателе фильтр должен быть теплым.
Если фильтр холодный, это свидетельствует
о его засорении; масло в этом случае проходит
через редукционный клапан, минуя фильтр.
В отдельных случаях возникает необходимость
проверки масла на отсутствие в нем охлаждающей
жидкости или топлива. Для определения
наличия в масле охлаждающей жидкости
его наливают в пробирку и дают отстояться
в течение 4…5 ч. Если охлаждающая жидкость
в масле присутствует, его верхняя часть
будет иметь другой цвет и слегка вспенится.
Когда нужно определить, есть ли в масле
бензин, масло нагревают на плитке до 8О…9О°С
и подносят горящую спичку. При наличии
бензина масло загорается.
Производительность масляного насоса
определяют по развиваемому им давлению
при определенном сопротивлении на выходе.
Для этого на специальной установке к
выходному патрубку насоса присоединяют
жиклер диаметром 1,5 мм и трубопровод длиной
5 м. Насос с приемным патрубком и сеткой
помещают в бачок, заполненный смесью,
состоящей из 90 % керосина и 10 % моторного
масла, или индустриальным маслом И20. Уровень
Уровень
смеси в бачке должен быть на 20…30 мм ниже
плоскости разъема корпуса и крышки насоса.
Насос приводят во вращение от электродвигателя.
При выпуске жидкости из насоса через
трубопровод длиной 40 мм с отверстием
диаметром 4,2 мм (при температуре (28±8)°С)
давление должно составлять 3,25.. .5,00 кгс/см,
Проверять редукционный клапан лучше
всего на специальном стенде, на котором
через клапан можно подавать масло под
давлением. При этом фиксируются моменты
начального и полного открытия клапана.
При давлении 3 кгс/см2 редукционный клапан должен быть закрыт,
допускается лишь вытекание отдельных
капель из него; при давлении 6 кгс/см2 клапан должен быть полностью открыт,
а масло должно вытекать из него непрерывной
струей.
2.4.
РЕМОНТ СМАЗОЧНОЙ СИСТЕМЫ
Подтекание
масла вызвано плохим уплотнением или
повышенным давлением в кратере. Для избегания
последнего надо периодически чистить
систему вентиляции кратера. Поверхность
коленчатого вала сальник изнашивается
неравномерно. В этом случае течь масла
В этом случае течь масла
не устраняется и заменой сальника на
новый. Надо восстановить и правильную
геометрическую конфигурацию шейки под
сальник.
На
шейку коленчатого вала под
сальник рекомендуется
микрорельеф винтовой линии, который
направляет попавшее на вал
масло обратно в картер. Для
этого берут наждачную бумагу
средней зернистости и
ее пальцем к шейке. Вал проворачивают
в направлении его вращения
и в то же время наждачную
бумагу передвигают в
картера, примерно на 1 мм за оборот
вала. При этом на шейке возникают
микрорельефы винтовой линии. Затем
поверхность полируют, войлоком, смоченным
маслом. Установлено, что в этом
случае не только улучшается
уплотнение узла, но и увеличивается
работоспособность сальника.
Автоматические системы смазки — установка, техническое обслуживание,…
Точный, точный, надежный
Т.Ф. Hudgins, бренд Allied Reliability, проектирует, производит, устанавливает и обслуживает широкий спектр автоматических систем смазки для удовлетворения ваших конкретных потребностей — для любого компрессора, двигателя, насоса или машины в любых рабочих условиях.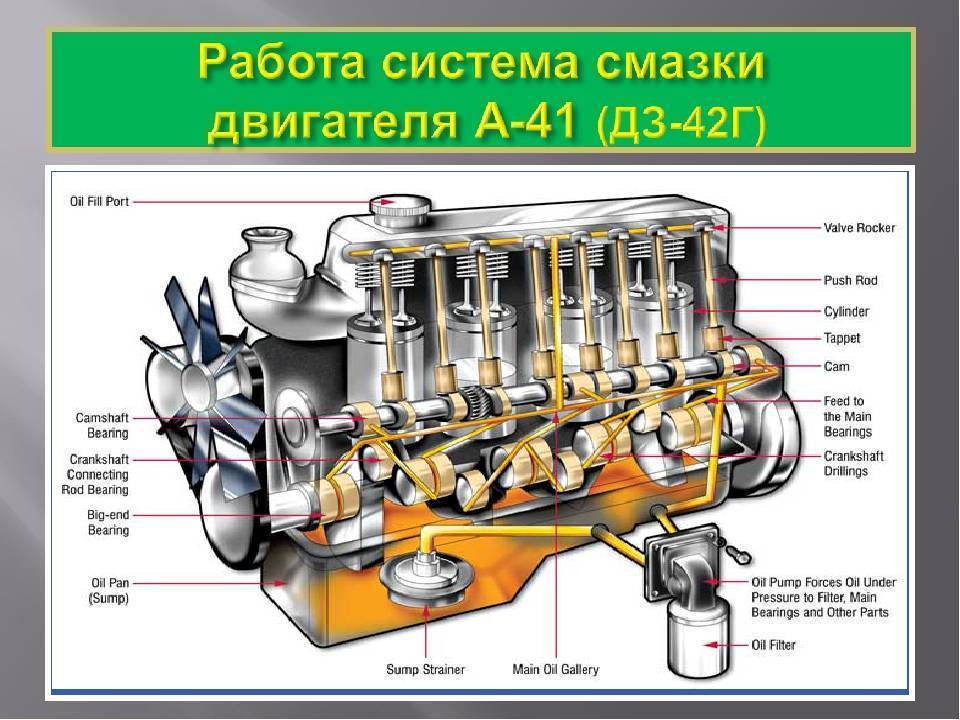 Уже более 75 лет мы помогаем специалистам по техническому обслуживанию в различных отраслях добиться оптимальной смазки таких машин, как Ajax, Ariel, Clark, Cooper, Dresser-Rand, Ingersoll, Joy, Superior, Worthington и многих других.
Уже более 75 лет мы помогаем специалистам по техническому обслуживанию в различных отраслях добиться оптимальной смазки таких машин, как Ajax, Ariel, Clark, Cooper, Dresser-Rand, Ingersoll, Joy, Superior, Worthington и многих других.
Индивидуальная конструкция системы смазки
Разработанные для обеспечения надежности, наши системы являются отраслевым стандартом долговечности и производительности. Каждая система специально разработана для точного соответствия требованиям вашего промышленного применения.
- Создан для соответствия любым спецификациям в любой среде
- Распределяет точное количество смазки по всем точкам смазки
- Разработан и изготовлен высококвалифицированными специалистами
- Качественные детали и материалы
- Возможна установка под ключ
Индивидуальные системы смазки
Ремонт и техническое обслуживание системы смазки
Мы проверяем, ремонтируем и восстанавливаем широкий спектр насосов систем смазки, редукторов, обратных клапанов, распределительных клапанов и других компонентов практически для всех типов принудительных и централизованных автоматических систем смазки. Каждый компонент, который мы восстанавливаем, должен соответствовать указанным значениям давления и расхода и пройти испытания на утечку и смещение (если применимо), прежде чем мы вернем вам компонент.
Каждый компонент, который мы восстанавливаем, должен соответствовать указанным значениям давления и расхода и пройти испытания на утечку и смещение (если применимо), прежде чем мы вернем вам компонент.
Ремонт системы смазки
Системы сверхвысокого давления
Одним из наиболее важных и ответственных применений смазки является подача смазки под высоким давлением в компрессоры LDPE. Т.Ф. Компания Hudgins является лидером отрасли в области подачи смазки под высоким давлением, разрабатывая системы по индивидуальному заказу с использованием запатентованных технологий. Т.Ф. Hudgins также выполняет модернизацию гиперсистем и является единственным одобренным заводом ремонтным центром высокого давления с испытательными возможностями до 60 000 фунтов на квадратный дюйм.
Системы сверхвысокого давления
Системы смазки масляным туманом
Смазка масляным туманом
— это безопасный способ сократить объем технического обслуживания, сократить расходы и продлить срок службы вашего оборудования. Мы являемся отраслевыми лидерами в области надежности и гордимся тем, что применяем самые проверенные решения в области смазки для наших клиентов. Мы обслуживаем и устанавливаем системы масляного тумана всех марок, размеров и конструкций для любого применения.
Мы являемся отраслевыми лидерами в области надежности и гордимся тем, что применяем самые проверенные решения в области смазки для наших клиентов. Мы обслуживаем и устанавливаем системы масляного тумана всех марок, размеров и конструкций для любого применения.
Системы смазки масляным туманом
Компоненты системы смазки
От клапанов до панельных систем, мы ремонтируем, устанавливаем и поставляем качественные детали для любого применения. Т.Ф. Инженеры по надежности Hudgens могут помочь вам в выборе, проектировании, техническом обслуживании и установке смазочного оборудования, чтобы обеспечить поддержание высокого качества работы на вашем предприятии. Продукты включают лубрикаторы, насосные агрегаты, делительные клапаны и другие аксессуары.
Компоненты системы смазки
Бесплатная оценка
Наши специалисты по смазочным системам проведут аудит на месте, проанализируют ваше существующее оборудование и операции и подготовят подробный отчет с рекомендациями по улучшению — и все это бесплатно для вас.
Свяжитесь с нами сегодня
Другие предлагаемые услуги
- Круглосуточная аварийная поддержка
- Быстрый ремонт
- Ежемесячные, ежеквартальные и годовые программы профилактического обслуживания
- Повышение производительности системы
- Установка «под ключ»
- Обучение системе смазки
Связанные ресурсы
Как поддерживать количество и качество смазочного масла
Гидравлического института
07.03.2019
Какие методы можно использовать для поддержания количества и качества смазочного масла?
При смазывании в масляной ванне количество масла всегда можно отрегулировать путем добавления масла для поддержания рекомендуемого производителем уровня. Однако другой подход к поддержанию надлежащего количества масла заключается в использовании уплотнений корпуса подшипника. При правильном применении уплотнения подшипников могут устранить утечки смазки из корпуса и помочь поддерживать рекомендуемый уровень масла.
Изображение 1. Общие уплотнения корпусов подшипников (изображения предоставлены Гидравлическим институтом)
Примерами являются манжетные уплотнения, лабиринтные изоляторы и магнитные торцевые уплотнения, показанные на рисунке 1. Эти упомянутые уплотнения также полезны для уменьшения масляного загрязнения для поддержания качества масла.
Загрязнения частицами можно избежать, если учесть материалы, конструкцию и техническое обслуживание контейнеров со смазкой, уплотнений и изоляторов подшипников. При выборе прокладок и уплотнений материалы должны быть совместимы со смазкой.
При заполнении корпуса подшипника заливное отверстие следует очистить перед открытием, контейнер со смазочным материалом должен быть закрыт до заполнения, и следует соблюдать осторожность, чтобы предотвратить попадание атмосферных загрязнителей в заливное отверстие во время процесса заполнения.
Уплотнения корпуса подшипника не только предотвращают утечку смазки, но и предотвращают попадание загрязняющих веществ.
Ориентируясь на изоляторную технологию, лабиринтные и магнитные торцевые подшипниковые изоляторы широко используются в насосах. Изоляторы подшипников позволяют повышенному давлению, создаваемому в корпусе подшипника при нормальной работе насоса, выходить через изолятор и доказали свою эффективность в уменьшении, а иногда и в устранении проникновения загрязняющих веществ.
Конструкция лицевой части и лабиринтная конструкция позволяют осуществлять вентиляцию во время работы.
Конструкция лицевой части магнитного изолятора защищает подшипники от загрязнения, когда насос выключен или находится в режиме ожидания, используя контактные поверхности.
Рис. 2. Два примера запорных устройств, используемых в лабиринтных уплотнениях.
Лабиринтные изоляторы могут использовать функции отключения для обеспечения защиты от проникновения, когда оборудование перестает вращаться, как показано на Рисунке 2.
Эти запорные устройства предназначены для предотвращения попадания влаги в подшипниковую камеру при отключении оборудования и подсосе воздуха в корпус.