

Содержание
РАЗБЕРЕМСЯ С ТЕРМИНАМИ: ЦИКЛ И ТАКТ
Иногда в статьях и на тренингах некоторые базовые производственные понятия называют по-разному. Источником путаницы, по-видимому, являются переводы зарубежной литературы людьми, не имеющими соответствующего образования. А некоторые «гуру» производственного менеджмента несут эти некорректные термины в массы. Сегодня мы хотели бы разобраться с такими понятиями, как «производственный цикл» и «такт выпуска» — с тем, что они означают, как измеряются или рассчитываются.
Мы выбрали эти два понятия, так как их то иногда и путают между собой. Но, прежде чем перейти к строгим определениям, мы хотели бы оговориться, что будем говорить только о тех типах производств, которые встречаются в мебельной промышленности.
Рассмотрим классическую простейшую последовательность прохождения деталей по производственной цепочке при изготовлении корпусов мебели: раскрой, облицовывания кромок, присадка ( сверление), комиссионирование ( сортировка по заказам), упаковка деталей с добавлением фурнитуры или сборка корпуса, отгрузка или складирование.
Каждая операция из данного процесса начинается только после того, как закончена предыдущая операция. Такой процесс называется последовательным. И тут мы подошли к определению цикла. В общем случае цикл – это повторяющаяся во времени последовательность событий, процессов или явлений. Для производства – это последовательность технологических операций. Суммарное время таких операций при последовательном процессе производства – это длительность цикла или время цикла.
Часто в литературе и даже в стандартах циклом называют не саму последовательность событий, а ее длительность . Например, говорят, что цикл составляет 36 часов. По нашему мнению, правильнее говорить, что длительность ( или время) цикла составляет 36 часов, цикл длится 36 часов. Но не будем судить строго, гораздо важнее, чтобы циклом не называли что-то совершенно другое.
Еще раз – длительностью цикла изготовления продукции в целом или ее части называется календарный период времени, в течение которого данный предмет труда проходит все стадии производственного процесса от первой операции (раскроя) до отгрузки или сдачи на склад готового продукта ( собранного корпуса или пакетов готовых панелей с фурнитурой).
Цикл можно изобразить графически в виде ступенчатой диаграммы — циклограммы. На рисунке 1 представлена циклограмма последовательного процесса производства детали, состоящего из 5-х операций, каждая из которых длится 10 минут. Соответственно время цикла составляет – 50 минут.
Важно заметить, что циклограмма может отображать последовательность операций по обработке как одной детали, так и последовательность изготовления изделия в целом. Все зависит от степени детализации, с которой мы рассматриваем процесс. Например, мы можем учитывать общее время монтажа шкафа, а можем разложить данный процесс на отдельные составляющие – соединение днища и верха с боковыми стенками, монтаж задней стенки, навеска фасадов. В этом случае мы можем говорить об операционном цикле. Для него может быть построена отдельная циклограмма и тогда общий производственный цикл будет состоять как матрешка – из внутренних мини-циклов.
Некоторые начинающие мебельщики допускают следующую ошибку. Желая определить производительность будущего производства и себестоимость продукции, они проводят хронометраж операций по изготовлению какого-либо изделия, суммируют полученное время и пытаются разделить длительность смены в 480 минут, на расчетную длительность цикла. Однако в реальном производстве не так все просто.
Желая определить производительность будущего производства и себестоимость продукции, они проводят хронометраж операций по изготовлению какого-либо изделия, суммируют полученное время и пытаются разделить длительность смены в 480 минут, на расчетную длительность цикла. Однако в реальном производстве не так все просто.
Во-первых, детали обрабатываются не по одной, а партиями. Поэтому пока не обработаются все детали из данной партии — остальные могут пролеживать в ожидании. Это так называемые партионные перерывы и их длительность необходимо учитывать при определении суммарного времени обработки.
Кроме того, закончив обработку одной детали ( или партии), рабочий не выключает станок и не уходит. Он начинает обрабатывать следующую деталь (или партию). На рисунке 2 показан пример циклограммы, на которой видно, что как только деталь передается на следующую операцию, на данном рабочем месте сразу же начинается изготовление следующей детали (для этого же или другого изделия). Для наглядности периоды обработки различных деталей показаны разными цветами.
Для наглядности периоды обработки различных деталей показаны разными цветами.
На рисунке 2 все операции длятся ровно 10 минут. Процесс обработки каждой детали ( изделия) представлен цветной «лестницей», при этом к каждой ступеньке этой лестницы плотно «прижаты» ступеньки «лестницы» другого цвета, так как каждая следующая деталь обрабатывается без задержек.
А что будет, если некоторые операции будут выполнятся медленнее или быстрее других ? На рисунке 3 операция 2 длится не 10, а 20 минут. И как бы мы не старались «сжать» разноцветные «лестницы», то есть циклы обработки последовательно обрабатываемых деталей ( изделий), они «упираются» друг в друга наиболее длинными ступенями. А между остальными ступенями возникают зазоры – это перерывы межоперационных ожиданий.
Такие перерывы бывают двух видов. Следующая после длительной операции -быстро освобождается и простаивает в ожидании деталей. А предыдущая — ждет освобождения следующего станка. При этом на предыдущей операции ничто не мешает продолжать обработку следующих деталей, однако это создает перед медленной операцией излишки разнородных заготовок и приводит к увеличению объема незавершенного производства.
Например, какая-либо деталь требует наклейки кромочного материала только с двух продольных сторон, но при этом она имеет очень большое количество отверстий на операции присадки. Поэтому деталь, вышедшая с кромкооблицовочного станка, вынуждена ждать, пока освободится сверлильный станок. Если же кромкооблицовочный станок будет продолжать работать, то вскоре перед участком присадки возникнут горы заготовок.
Возможна и обратная ситуация – кромки облицовываются со всех четырех сторон детали, причем материалом разной толщины со скруглением углов, а на присадке необходимо сделать только пару отверстий. В результате сверлильный станок освобождается раньше и простаивает в ожидании поступления следующих деталей.
Если для обработки очередной партии деталей необходима наладка оборудования, то время на эту процедуру также необходимо учесть при подсчете длительности цикла. На некоторых производствах время наладки может длиться часы и даже сутки. Для мебельщиков это обычно несколько минут, а если применяется оборудование с ЧПУ, то время переналадки может быть практически сведено к нулю.
И, наконец, существуют перерывы между сменами, на уборку, на обед, перекуры, ночная пауза. Так как в мебельной промышленности производственный цикл обычно длится несколько дней, то такие перерывы будут также влиять на его длительность.
Длительность цикла для разных процессов — разная. Как правило, для производства корпусов требуется от 1 до 5 дней ( в зависимости от партионности), для сложных изделий с разнообразием технологий и материалов ( покраска, сушка, облицовывание шпоном, работа с массивом) может потребоваться 2-3 недели.
Мы описали выше простейший последовательный процесс. Однако, если мы обратимся к реальному опыту мебельных производств, то мы увидим, что готовое изделие состоит не только из корпуса, но и из фасадов, изделий из стекла, металла, декора. Данные детали изготавливаются на других участках и эти процессы могут выполняться параллельно во времени. Общее время производства в данном случае определяете наиболее длительным циклом. Как правило, это время изготовления крашенных фасадов или деталей из массива древесины.
Как правило, это время изготовления крашенных фасадов или деталей из массива древесины.
В случае, если мы используем принцип производства “точно в срок” (Just In Time, JIT) – важно получить все детали из параллельного процесса к моменту упаковки, поэтому сложные фасады начинают изготавливать задолго до того, как в цех направляют заявку на выпуск простых в изготовлении корпусов.
Вернемся к нашему последовательному процессу изготовления корпусов. Если дизайн продукции предусматривает панели с криволинейной кромкой, то процесс усложняется. Раскрой детали проходят все вместе, но далее часть из деталей поступает на обрабатывающие центры с ЧПУ, где формируются фигурные детали, которые передаются на кромкооблицовочные станки для “криволинейки”. Также может применяться операция нестинга, когда непрямоугольные детали вырезаются непосредственно из полноформатных плит. При этом, для повышения полезного выхода к картам раскроя иногда добавляют часть прямоугольных деталей, которые потом возвращаются в поток для облицовывания прямых кромок.
Таким образом, часть операций в таком потоке выполняется последовательно, а часть – параллельно. Такой процесс называется параллельно-последовательным ( иногда наоборот – последовательно-параллельным). Рассчитать время цикла для данного случая сложнее – приходится учитывать одновременную обработку и простое суммирование здесь уже не проходит. Удобнее всего расчет осуществлять на основе анализа циклограмм процессов. В более сложных случаях – строится сетевая модель процесса.
Вернемся к циклограмме на рисунке 2. Очевидно, что на выходе производственного процесса каждые 10 минут мы получаем готовую деталь или изделие. Это время, называется тактом выпуска. Это интервал между изготовлением данной и следующей детали ( комплекта, пакета, изделия). В приведенном примере такт совпадает с длительностью каждой из 5 операций.
Если операции отличаются по времени, то такт определяется наиболее медленной из них. На рисунке 3 – такт диктует операция 2. То есть, не смотря на то, что все операции кроме второй длятся 10 минут, готовые изделия мы сможем получать только через каждые 20 минут.
Величина обратная такту выпуска называется ритмом. Это количество деталей, выпускаемых в единицу времени.
Говоря от такте и ритме необходимо всегда понимать о каких единицах мы говорим – отдельных деталях, партиях, комплектах для одного изделия, комплектах для одного заказа.
Тактом также может называться интервал времени между выпуском сменных (дневных) заданий. Если проанализировать продвижение сменного задания по участкам, то как правило можно увидеть, что этот объем деталей перемещается неравномерно, растягиваясь в пространстве и иногда перемешиваясь с деталями из других заявок. Очень важно добиться такого четкого ритма производства, чтобы в каждый день недели было понятно, в какой зоне цеха должны находиться детали, запущенные в производство в определенный день.
Таким образом, на вопрос быстро ли работает производство мы не можем дать однозначного ответа. На выходе мы можем иметь очень короткий такт – условно говоря, каждый шкаф может покидать фабрику ежеминутно. Но при этом в производстве этот же самый шкаф может «зависать» до нескольких недель. А может быть короткий цикл, то есть то, что мы напилили утром – вечером уже отгружено в виде готовой продукции. Однако количество продукции, выпускаемой за день, может оказаться незначительным.
Но при этом в производстве этот же самый шкаф может «зависать» до нескольких недель. А может быть короткий цикл, то есть то, что мы напилили утром – вечером уже отгружено в виде готовой продукции. Однако количество продукции, выпускаемой за день, может оказаться незначительным.
Строгие определения такта, ритма и цикла можно посмотреть в ГОСТ 3.1109 82. Однако, важно не слово в слово помнить определение того или иного термина, а понимать его смысл и роль в оценке технологического процесса.
Смотрите также…
ХОРОШО, КОГДА ЕСТЬ С КЕМ ПОСОВЕТОВАТЬСЯ !
КАК ПОВЫСИТЬ ЭФФЕКТИВНОСТЬ БЕЗ ДОРОГОСТОЯЩИХ ИНВЕСТИЦИЙ?
ОПТИМАЛЬНЫЙ РАЗМЕР ПАРТИИ ДЕТАЛЕЙ. ИСТОРИЯ ФОРМУЛЫ
Такт выпуска – это период времени, через который периодически производится выпуск изделия одного
Т / n
Т — календарный отрезок времени
n — количество изделий, выпускаемых за этот период.
Массовым называется производство, характеризуемое узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени.
Коэффициент закрепления операций в соответствии с ГОСТ 3. 1108-74 принимают равным:
–для единичного – больше 40
–для мелкосерийного производства – от 20 до 40 включительно
–для среднесерийного производства – от 10 до 20 включительно
–для крупносерийного производства – от 2 до 10 включительно
–для массового – 1
В целях увязки технологических процессов изготовления частей ЛА проектирование общего технологического процесса его изготовления производится в два этапа:
разработка директивных технологий
подробные технологические процессы.
Предприятие
Основное | Вспомогательное | Обслуживающее |
производство | производство | производство |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Цехи, |
|
|
|
|
|
|
|
| Цехи и отделы, |
|
|
|
|
|
|
|
|
| Цехи, отделы и служ- | |||||||||||||||||||||||||||||||||||||||||||||||
| перерабатывающие |
|
|
|
|
|
|
| изготовляющие |
|
|
|
|
|
|
|
|
|
| бы, обеспечивающие | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| исходные материалы |
|
|
|
|
| изделия, необходимые |
|
|
|
|
|
|
|
| деятельность основного | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| в продукцию |
|
|
|
|
|
|
| для производства |
|
|
|
|
|
|
|
|
|
| и вспомогательного | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| предприятия |
|
|
| продукции предприятия |
|
|
|
|
|
|
| производства предприятия | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Производственная
структура
авиастроительного
предприятия
FDA одобряет первую в своем роде систему реабилитации после инсульта
Пресс-релиз FDA
- Для немедленного выпуска:
Español
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США сегодня одобрило парную VNS-систему MicroTransponder Vivistim (Vivistim System), первую в своем роде немедикаментозную реабилитационную систему, предназначенную для лечения умеренных и тяжелых двигательных нарушений верхних конечностей, связанных с хронический ишемический инсульт — инсульт, вызванный блокировкой притока крови к мозгу с длительными симптомами — с использованием стимуляции блуждающего нерва (ВНС).
«Люди, которые потеряли подвижность в кистях и предплечьях из-за ишемического инсульта, часто ограничены в вариантах лечения для восстановления двигательной функции», — сказал Кристофер М. Лофтус, доктор медицинских наук, исполняющий обязанности директора Центра устройств и радиологического здоровья FDA. устройств неврологической и физической медицины. «Сегодняшнее одобрение парной системы VNS Vivistim предлагает первый вариант реабилитации после инсульта с использованием стимуляции блуждающего нерва. Это устройство, используемое наряду с реабилитационными упражнениями, может принести пользу тем, кто потерял функцию верхних конечностей из-за ишемического инсульта».
Это устройство, используемое наряду с реабилитационными упражнениями, может принести пользу тем, кто потерял функцию верхних конечностей из-за ишемического инсульта».
Инсульт возникает, когда приток крови к части мозга прерывается, что приводит к гибели клеток мозга из-за недостатка кислорода и питательных веществ, содержащихся в крови. Существуют различные типы инсульта, но наиболее распространенным типом является ишемический инсульт, когда кровеносные сосуды головного мозга закупориваются, что блокирует приток крови к мозгу. В зависимости от того, как долго мозг лишен крови и в каком месте мозга происходит инсульт, инсульт может привести к повреждению головного мозга, временной или постоянной инвалидности, а в некоторых случаях и к смерти. Инвалидность, возникающая в результате инсульта, может включать, помимо прочего, полный или частичный паралич или трудности с движением мышц.
Система Vivistim предназначена для использования вместе с постинсультной реабилитационной терапией у пациентов, перенесших ишемический инсульт, для электрической стимуляции блуждающего нерва — нерва, идущего от головного мозга к брюшной полости — для уменьшения дефицита моторную функцию верхних конечностей и конечностей, а также для улучшения способности пациентов двигать руками и кистями. Чтобы использовать систему Vivistim, имплантируемый генератор импульсов (IPG), который генерирует слабые электрические импульсы, имплантируется прямо под кожу в грудную клетку пациента. К IPG прикреплен провод отведения, который имплантируется под кожу и ведет к электродам, расположенным на левой стороне шеи, где проходит блуждающий нерв.
Чтобы использовать систему Vivistim, имплантируемый генератор импульсов (IPG), который генерирует слабые электрические импульсы, имплантируется прямо под кожу в грудную клетку пациента. К IPG прикреплен провод отведения, который имплантируется под кожу и ведет к электродам, расположенным на левой стороне шеи, где проходит блуждающий нерв.
К имплантируемым компонентам прилагается программное обеспечение для врачей, предварительно загруженное на ноутбук, и беспроводной передатчик, который должен использоваться только поставщиком медицинских услуг. Программное обеспечение позволяет поставщику медицинских услуг, управляющему реабилитацией пациента, вводить соответствующие параметры ИГИ, включая амплитуду, частоту и ширину импульса для стимуляции, а также записывать историю стимуляции, выполненные движения и информацию об ИГИ. Беспроводной передатчик передает изменения настроек IPG, сделанные с помощью программного обеспечения.
Система Vivistim, отпускаемое по рецепту устройство, может использоваться как в клинических, так и в домашних условиях для обеспечения VNS. Если его предполагается использовать во время домашних реабилитационных упражнений, пациент не использует программное обеспечение и беспроводной передатчик. Тем не менее, пациент снабжен магнитом, который можно провести над местом имплантации IPG, чтобы активировать IPG и начать 30-минутный сеанс стимуляции во время реабилитационных упражнений. По указанию врача и при соответствующем программировании IPG пациенты обучаются тому, как использовать систему Vivistim в домашних условиях, а также ее функциям безопасности, позволяющим избежать нежелательной электрической стимуляции.
Если его предполагается использовать во время домашних реабилитационных упражнений, пациент не использует программное обеспечение и беспроводной передатчик. Тем не менее, пациент снабжен магнитом, который можно провести над местом имплантации IPG, чтобы активировать IPG и начать 30-минутный сеанс стимуляции во время реабилитационных упражнений. По указанию врача и при соответствующем программировании IPG пациенты обучаются тому, как использовать систему Vivistim в домашних условиях, а также ее функциям безопасности, позволяющим избежать нежелательной электрической стимуляции.
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов оценило безопасность и эффективность системы Vivistim в ходе клинического исследования 108 пациентов в 19 клинических центрах США и Великобритании, получавших систему Vivistim. Пациенты были разделены на группу исследования (53 пациента) и контрольную группу (55 пациентов), при этом обеим группам было предложено выполнять 300-400 упражнений лечебной физкультуры по 90 минут в день, три раза в неделю в течение шести недель. Контрольная группа получала только очень низкий уровень ВНС для первых пяти упражнений серии из 300-400 движений и не получала никакой стимуляции до конца каждой сессии. Лечебная группа получала соответствующее количество VNS в течение всех 90-минутные сеансы реабилитации. Обе группы получали сеансы физиотерапии, которые были эквивалентны по количеству и качеству. После первоначального шестинедельного исследования все пациенты прошли контрольные осмотры через 1, 30 и 90 дней после исследования.
Контрольная группа получала только очень низкий уровень ВНС для первых пяти упражнений серии из 300-400 движений и не получала никакой стимуляции до конца каждой сессии. Лечебная группа получала соответствующее количество VNS в течение всех 90-минутные сеансы реабилитации. Обе группы получали сеансы физиотерапии, которые были эквивалентны по количеству и качеству. После первоначального шестинедельного исследования все пациенты прошли контрольные осмотры через 1, 30 и 90 дней после исследования.
Эффективность системы Vivistim измерялась с использованием оценки Fugl-Meyer для верхних конечностей (FMA-UE), специфического для инсульта показателя двигательных нарушений. Прогресс измерялся как увеличение двигательной функции по сравнению с исходным уровнем через шесть недель терапии. У пациентов в группе лечения средний балл увеличился на 5 баллов, тогда как у пациентов в контрольной группе средний балл увеличился на 2,4 балла. Кроме того, у 47,2% участников группы лечения наблюдалось улучшение на 6 и более баллов по шкале FMA-UE 9. 0 дней после терапии по сравнению с 23,6% в контрольной группе.
0 дней после терапии по сравнению с 23,6% в контрольной группе.
Побочные эффекты включали, но не ограничивались дисфонией (затрудненной речью), кровоподтеками, падениями, общей охриплостью, общей болью, охриплостью после операции, плохим настроением, мышечной болью, переломом, головной болью, сыпью, головокружением, раздражением горла, инфекцией мочевыводящих путей и усталость.
Система Vivistim не одобрена для использования не по назначению для стимуляции блуждающего нерва во время реабилитационной терапии хронического ишемического инсульта при умеренной или тяжелой потере функции верхних конечностей. Его не следует использовать у пациентов с ваготомией, то есть хирургическим удалением части блуждающего нерва.
Пациенты должны обсудить со своими поставщиками любую предыдущую историю болезни: другие одновременные формы стимуляции мозга; лечение токовой диатермией, при котором используется стимуляция электрическим током для создания «глубокого прогрева» под кожей в подкожных тканях, глубоких мышцах и суставах; депрессия или суицидальные наклонности; шизофрения, шизоаффективное расстройство или бредовые расстройства; биполярное расстройство с быстрой цикличностью; предыдущая операция на головном мозге или травма центральной нервной системы; прогрессирующие неврологические заболевания, кроме инсульта; аномалии сердца, включая аритмию; дизавтономии или медицинские состояния, вызванные проблемами с вегетативной нервной системой; респираторные заболевания или расстройства, включая одышку и астму; язвы; вазовагальный обморок; и ранее существовавшая охриплость.
Системе Вивистим присвоено звание «Устройство прорыва». Чтобы претендовать на такое обозначение, устройство должно быть предназначено для лечения или диагностики опасного для жизни или необратимо изнурительного заболевания или состояния и соответствовать одному из следующих критериев: устройство должно представлять собой революционную технологию; не должно быть утвержденных или одобренных альтернатив; устройство должно предлагать значительные преимущества по сравнению с существующими утвержденными или одобренными альтернативами; или доступность устройства отвечает интересам пациентов.
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) провело проверку парной VNS-системы MicroTransponder Vivistim в рамках процедуры предпродажного одобрения (PMA). PMA является наиболее строгим типом заявки на продажу устройства, требуемой FDA, и основан на определении FDA о том, что заявка PMA содержит достаточно достоверных научных данных, чтобы обеспечить разумную уверенность в том, что устройство безопасно и эффективно для предполагаемого использования.
Система MicroTransponder Vivistim Paired VNS производится компанией MicroTransponder Inc.
Связанная информация
###
Шаблон
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов, агентство Министерства здравоохранения и социальных служб США, защищает здоровье населения, гарантируя безопасность, эффективность и безопасность лекарств для людей и животных, вакцины и другие биологические продукты для человека, а также медицинские устройства. Агентство также отвечает за безопасность продуктов питания, косметики, пищевых добавок, продуктов, испускающих электронное излучение, и за регулирование табачных изделий.
Запросы
- СМИ:
Эбби Капобьянко
- 240-461-9059
- Потребитель:
- 888-INFO-FDA
Другие сообщения для прессы
Реабилитация после инсульта
Введение
Добро пожаловать в руководство для пациентов Premier Wellness и Myofascial Release по реабилитации после инсульта.
Это руководство поможет вам понять:
- как происходит инсульт и в чем разница между типами инсульта
- как инсульт влияет на организм
- из чего состоит реабилитация после инсульта
Анатомия
Что такое инсульт?
Инсульт (ранее известный как нарушение мозгового кровообращения), когда наблюдается снижение притока крови к мозгу либо из-за закупорки кровеносных сосудов, снабжающих мозг (ишемический инсульт), либо из-за кровотечения из кровеносных сосудов, снабжающих мозг головного мозга (геморрагический инсульт). Когда приток крови к мозгу блокируется, это не позволяет мозгу получать необходимый кислород и питательные вещества для функционирования. Без кислорода клетки мозга могут быть необратимо повреждены или погибнуть, а физические и умственные функции, связанные с этой областью мозга, будут нарушены.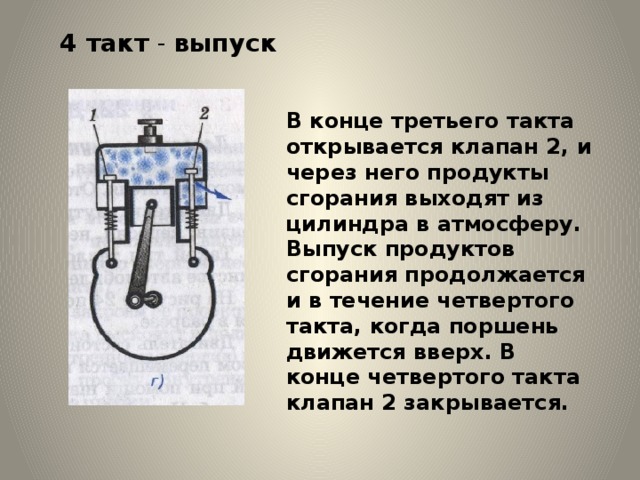 Инсульт требует неотложной медицинской помощи, и быстрое лечение имеет решающее значение для уменьшения ущерба, вызванного инсультом.
Инсульт требует неотложной медицинской помощи, и быстрое лечение имеет решающее значение для уменьшения ущерба, вызванного инсультом.
Признаки и симптомы
Поскольку при инсульте нарушается кровоснабжение головного мозга, сразу же поражаются многие функции головного мозга, что считается классическим признаком прогрессирующего инсульта. К ним относятся:
- внезапная невнятная или бессвязная речь
- внезапное онемение или покалывание лица, руки или ноги или одной стороны тела
- невозможность поднять одну руку по сравнению с другой рукой
- невозможность улыбаться с одной стороны
- внезапная сутулость на бок в сидячем положении
- опущение глаза или рта с одной стороны
- внезапная потеря умственных способностей
- внезапная сильная головная боль
- внезапное помутнение или нарушение зрения одного или обоих глаз
- внезапное снижение или потеря сознания
- внезапные проблемы с равновесием при сидении или ходьбе
Типы ударов
Существует три типа инсульта:
- Ишемический инсульт : инсульт, вызванный закупоркой (сгустком), нарушающей приток крови к мозгу.

- Геморрагический инсульт : инсульт, вызванный кровотечением, которое нарушает приток крови к мозгу и оказывает давление на окружающие ткани.
- Транзиторная ишемическая атака : часто называемая «мини-инсульт» или ТИА, когда приток крови к мозгу временно нарушается и в результате вызывает временные признаки и симптомы инсульта, которые быстро проходят.
Что происходит при инсульте?
При любом типе инсульта и нарушении притока крови к мозгу впоследствии нарушаются все функции, которыми управляет эта часть мозга. Мозг на одной стороне головы контролирует двигательные функции и ощущения на противоположной стороне тела. Это означает, что если у вас инсульт левой половины мозга, будет затронута правая сторона тела. Если инсульт находится в правой части мозга, будет затронута левая сторона тела.
Каждый инсульт уникален в зависимости от того, какая именно область мозга была поражена. Чем больше кровотечение или закупорка и чем дольше инсульт не лечится (чтобы остановить кровотечение или разблокировать закупорку), тем серьезнее нарушения и большее количество способностей, которые будут затронуты. Стоит повторить, что время имеет значение , когда впервые происходит инсульт; раннее лечение может значительно улучшить результаты.
Ишемические инсульты:
Кровь обычно свободно течет по нашим артериям, снабжая все части нашего тела, включая наш мозг. Зубной налет, представляющий собой жирообразное вещество, поступающее из пищи, которую мы едим, может накапливаться вдоль стенок артерий и вызывать их уплотнение (обычно называемое уплотнением артерий), что приводит к состоянию, называемому атеросклерозом. Атеросклероз приводит к тому, что артерии теряют эластичность и сужаются. Это ограничивает кровоток в артериях и повышает кровяное давление. Хотя атеросклероз может возникнуть в любом месте тела, когда он возникает в артериях, снабжающих мозг, в том числе в сонных артериях на шее, бляшки особенно рискованно отрываются и перемещаются в мозг, вызывая ишемический инсульт.
Геморрагические инсульты:
Кровоизлияние в мозг может произойти по нескольким причинам. Аневризмы представляют собой шаровидные выпячивания в головном мозге, которые могут лопнуть, вызывая кровотечение. Аневризмы могут быть пороком развития, с которым вы родились, или могут возникнуть из-за атеросклероза.
Артериовенозные мальформации (АВМ) — это пороки развития, с которыми человек рождается и которые вызывают плохо сформированные артерии и вены в головном мозге. Наличие АВМ увеличивает вероятность разрыва этих сосудов и возникновения инсульта. Кровоизлияние в мозг нарушает кровоснабжение ткани мозга на своем пути, а также вызывает давление вытекшей крови на любые окружающие ткани.
Транзиторные ишемические атаки (ТИА) ТИА не вызывают длительных эффектов; онемение лица или одной стороны тела, зрение или психические расстройства могут приходить и уходить, отсюда и название преходящее. Следует обратить внимание на симптомы ТИА и незамедлительно довести их до сведения медицинского работника для ранней оценки риска.
Факторы риска
Существует несколько факторов риска, которые делают человека более восприимчивым к инсульту. Это:
- Высокое кровяное давление
- Высокий уровень «плохого» холестерина
- Диабет
- Курение
- Болезни сердца и кровеносных сосудов
- Другие медицинские состояния, такие как апноэ во сне, заболевания почек или нарушения свертываемости крови
- Некоторые лекарства (например, разжижители крови)
- Аневризмы головного мозга или артериовенозные мальформации (АВМ)
- Инфекции или состояния, вызывающие воспаление, такие как волчанка или ревматоидный артрит
- Возраст; с возрастом вероятность инсульта увеличивается
- Секс; в целом у мужчин больше шансов получить инсульт, но у женщин вероятность увеличивается, а также они стареют, особенно после 75 лет
- Раса и этническая принадлежность; Сообщается, что в Северной Америке более высокий уровень инсульта встречается среди афроамериканцев, латиноамериканцев и коренных американцев, однако это может быть фактором расистских исследований с предвзятостью из-за социально-экономических факторов и доступа к медицинскому обслуживанию, а не генетической предрасположенности.
- Семейный анамнез инсультов
- Стресс и тревога, которые могут повышать артериальное давление
- Проживание в районе с более высоким уровнем загрязнения воздуха
- Избыточный вес, особенно лишний вес в области живота

Что такое инсульт?
Если кто-то осведомлен о признаках и симптомах инсульта, он может знать, что происходит с ним во время инсульта. Симптомы чаще всего возникают очень быстро, но они могут проявляться в течение нескольких дней (например, при ТИА), прежде чем наступит полный инсульт.
Во время инсульта у человека могут возникнуть любые из перечисленных выше симптомов. Учитывая, что инсульт нарушает функцию мозга, а затем и функции тела, кто-то может знать о том, что происходит, но не сможет помочь себе вызвать неотложную медицинскую помощь, за исключением, возможно, случаев легкого инсульта или ТИА.![]() При подозрении на инсульт следует немедленно вызвать неотложную медицинскую помощь, так как восстановление после инсульта в значительной степени зависит от того, насколько быстро будет начато лечение.
При подозрении на инсульт следует немедленно вызвать неотложную медицинскую помощь, так как восстановление после инсульта в значительной степени зависит от того, насколько быстро будет начато лечение.
Диагностика
Классические признаки и симптомы инсульта часто вызывают явное подозрение на инсульт, однако в медицинском центре проводятся другие объективные тесты для подтверждения диагноза инсульта. Для медицинской бригады важно определить, какой тип инсульта происходит, чтобы помочь с наиболее эффективным типом лечения.
Физический осмотр: будет проведен физический осмотр для оценки функции ваших конечностей, лица и умственных способностей. Кроме того, будут измеряться частота сердечных сокращений и артериальное давление.
Анализы крови
Анализы крови выполняются для выявления маркеров в крови, таких как холестерин, признаки инфекции, уровень сахара в крови и способность крови к свертыванию.
Компьютерная томография (КТ) и/или магнитно-резонансная томография (МРТ): эти тесты проводятся на вашем мозгу и используются для определения точного местоположения инсульта и определения того, был ли он вызван закупоркой или кровотечением. Эти тесты также могут помочь исключить другие состояния, которые могут вызывать симптомы, такие как инфекция или опухоль головного мозга 9.0003
Другие тесты
Для диагностики инсульта могут быть проведены несколько других тестов, таких как эхокардиограмма для осмотра сердца или УЗИ для проверки состояния сонных артерий на шее.
Последствия каждого инсульта уникальны в зависимости от того, где в мозге происходит закупорка или кровотечение. Анатомия головного мозга одинакова у всех людей, поэтому, если инсульт происходит в левой части мозга, будет затронута функция правой стороны тела. Если инсульт происходит в правом полушарии мозга, поражается левая сторона тела. Если одна сторона тела полностью парализована, это называется гемиплегией. Если одна сторона тела поражена лишь частично и проявляется скорее слабостью, чем параличом, это называется гемипарезом.
Если одна сторона тела поражена лишь частично и проявляется скорее слабостью, чем параличом, это называется гемипарезом.
Пораженная сторона тела может вначале испытывать то, что называется «пренебрежением», когда человеку трудно даже признать, что пораженная сторона существует; человек может изо всех сил пытаться повернуть голову в эту сторону или даже протянуть руку и признать присутствие этой стороны тела. Это происходит чаще и с большей серьезностью, когда правое полушарие мозга перенесло инсульт, и называется «левосторонним игнорированием». Это также может произойти, когда левое полушарие мозга перенесло инсульт, и тогда его называют «правосторонним игнорированием». Это пренебрежение часто улучшается с реабилитацией.
У каждой половины или полушария мозга есть определенные функции, поэтому в зависимости от того, на какой стороне происходит инсульт, могут быть более выраженные нарушения определенных функций мозга. Например, конкретное явление может иметь место в отношении языка и общения. Если поражена область мозга, известная как зона Брока, у человека, перенесшего инсульт, может быть выраженная афазия, когда он знает, что хочет сказать, но испытывает затруднения при произнесении или написании того, что имеет в виду. И наоборот, если область Вернике повреждена, у них может быть рецептивная афазия, когда они слышат голос или видят отпечаток, но не могут понять слова.
Если поражена область мозга, известная как зона Брока, у человека, перенесшего инсульт, может быть выраженная афазия, когда он знает, что хочет сказать, но испытывает затруднения при произнесении или написании того, что имеет в виду. И наоборот, если область Вернике повреждена, у них может быть рецептивная афазия, когда они слышат голос или видят отпечаток, но не могут понять слова.
левое полушарие мозга больше отвечает за:
- Речь и язык
- Жевание и глотание
- Логика
- Математика
- Критическое мышление
- Суждение/обоснование
Правое полушарие мозга больше отвечает за:
- Воображение
- Арт.
- Невербальные сигналы
- Ритм
- Интуиция
- Концентрация внимания
- Зрительно-пространственный
Лечение
Чтобы наиболее эффективно лечить инсульт, медицинская бригада должна определить, вызван ли инсульт закупоркой или кровотечением, поскольку методы лечения сильно различаются.
Лечение ишемического инсульта (закупорка или тромб)
Чтобы остановить повреждение, вызванное закупоркой артерии в головном мозге, тромб необходимо растворить или удалить, чтобы можно было восстановить приток крови к мозгу. Внутривенная инъекция в руку препарата, называемого активатором тканевого плазминогена (tPA), также называемого активазой, является наиболее эффективным методом лечения ишемического инсульта. Этот препарат растворяет тромб, вызвавший инсульт, и позволяет восстановить приток крови к мозгу. Чтобы быть эффективным, tPA должен быть введен в течение 4,5 часов с момента появления симптомов, отсюда безотлагательность диагностики типа инсульта и необходимость получения быстрой медицинской помощи при подозрении на инсульт.
В некоторых случаях ишемического инсульта определяется необходимость непосредственного лечения тромба. В этих случаях медицинская бригада может решить провести более инвазивную процедуру, при которой они проникают прямо в кровеносные сосуды, чтобы добраться до сгустка (эндоваскулярная процедура). Врачи могут ввести трубку (катетер) через кровеносные сосуды в паху, которая затем следует по кровеносным сосудам до головного мозга. tPA можно вводить непосредственно в область сгустка, или сгусток можно удалить с помощью устройства, прикрепленного к катетеру.
Врачи могут ввести трубку (катетер) через кровеносные сосуды в паху, которая затем следует по кровеносным сосудам до головного мозга. tPA можно вводить непосредственно в область сгустка, или сгусток можно удалить с помощью устройства, прикрепленного к катетеру.
Лечение геморрагического инсульта (кровоизлияние в мозг)
Чтобы остановить повреждение, вызванное кровоизлиянием в мозг, необходимо остановить кровотечение, чтобы можно было восстановить нормальный приток крови к мозгу и давление от лишняя кровь в мозгу может быть уменьшена. Если вы принимаете препараты для разжижения крови, их прием будет немедленно прекращен. Операция может быть выполнена для пережатия кровотечения или аневризмы или для удаления предсердно-венозной мальформации (АВМ). Свертывание может быть стимулировано в месте кровотечения с помощью небольших катушек, вставленных через катетер в паху, который ведет к области кровотечения в головном мозге.
Лечение транзиторных ишемических атак (ТИА)
Чтобы снизить вероятность развития полномасштабного инсульта, врачи могут «очистить» кровеносные сосуды на шее, ведущие к головному мозгу (сонные артерии). . В ходе этой процедуры, называемой каротидной эндартерэктомией, удаляются бляшки, образовавшиеся в этих артериях. Это также может быть сделано после того, как у пациента уже был инсульт, если установлено, что закупоренные сонные артерии являются источником исходного тромба.
. В ходе этой процедуры, называемой каротидной эндартерэктомией, удаляются бляшки, образовавшиеся в этих артериях. Это также может быть сделано после того, как у пациента уже был инсульт, если установлено, что закупоренные сонные артерии являются источником исходного тромба.
Еще один метод разблокировки сонных артерий и снижения вероятности возникновения инсульта заключается в проведении врачами ангиопластики, при которой в артерию в паху вводится небольшой катетер со сдутым мини-баллоном, который продевается до артерий в твоя шея. Затем баллон повторно надувают, чтобы вытолкнуть закупоривающий налет из внутренней части артерий и открыть сосуд, что создает больше места для кровотока. Стент, представляющий собой прочную структуру, которая помогает поддерживать открытую артерию, затем может быть помещен внутрь, чтобы сохранить проходимость артерии. Ваш врач может также назначить вам препараты для разжижения крови, чтобы уменьшить вероятность образования тромбов.
Уменьшение вероятности образования бляшек в артериях может значительно снизить риск возникновения инсульта. Ведение здорового образа жизни, включая осознанную диету с низким содержанием обработанных пищевых продуктов и жиров, участие в регулярных физических упражнениях, снижение уровня стресса и отказ от курения или отказ от него, может значительно снизить риск возникновения инсульта.
Ведение здорового образа жизни, включая осознанную диету с низким содержанием обработанных пищевых продуктов и жиров, участие в регулярных физических упражнениях, снижение уровня стресса и отказ от курения или отказ от него, может значительно снизить риск возникновения инсульта.
Реабилитация
Каждый инсульт уникален. Каждый зависит от того, где в мозгу происходит кровотечение или закупорка, а также от того, сколько времени потребовалось для введения лечения. Как упоминалось ранее, чаще всего одна сторона будет физически затронута, в то время как другая сторона может оставаться физически незатронутой. Это отличается от черепно-мозговой травмы, когда обе стороны тела могут быть затронуты одинаково или одна больше, чем другая.
Цель реабилитации после инсульта – научить вас быть максимально самостоятельным. Краеугольным камнем реабилитации после инсульта является переобучение мозга выполнять функции, на которые повлиял инсульт. Мозг обладает невероятной способностью переобучать другую область мозга, чтобы взять на себя функции мозга, которые были утрачены из-за инсульта. Это называется нейропластичностью. «Нейро» относится к клеткам мозга, а «пластичность» относится к податливой природе различных клеток мозга, чтобы взять на себя утраченные функции. При реабилитации клетки головного мозга регенерируют, восстанавливают и перестраивают необходимые мозговые цепи, чтобы возобновить утраченные функции, несмотря на то, что исходные клетки и проводящие пути были повреждены инсультом. Мозг эффективно компенсирует мертвые или поврежденные клетки мозга. В тех случаях, когда не удается установить эти новые связи, реабилитация работает, чтобы научить мозг и тело компенсировать инвалидность, возникшую из-за инсульта.
Мозг обладает невероятной способностью переобучать другую область мозга, чтобы взять на себя функции мозга, которые были утрачены из-за инсульта. Это называется нейропластичностью. «Нейро» относится к клеткам мозга, а «пластичность» относится к податливой природе различных клеток мозга, чтобы взять на себя утраченные функции. При реабилитации клетки головного мозга регенерируют, восстанавливают и перестраивают необходимые мозговые цепи, чтобы возобновить утраченные функции, несмотря на то, что исходные клетки и проводящие пути были повреждены инсультом. Мозг эффективно компенсирует мертвые или поврежденные клетки мозга. В тех случаях, когда не удается установить эти новые связи, реабилитация работает, чтобы научить мозг и тело компенсировать инвалидность, возникшую из-за инсульта.
Чтобы получить максимальную пользу, важно начать реабилитацию как можно раньше. После того, как ваше медицинское состояние стабилизируется в больнице, реабилитация может начаться уже через 48 часов после инсульта. После выписки из больницы регулярная реабилитация должна продолжаться либо дома, либо в клинике, которая специализируется на реабилитации после инсульта. Поскольку повторение и интенсивная практика важны для нейропластичности, очень важны часто повторяющиеся сеансы физиотерапии, которые сосредоточены на конкретных навыках, адаптированных к индивидуальным недостаткам каждого пациента, а также повторная практика усвоенных навыков. Рекомендуется 45 минут терапии не менее 2-5 раз в неделю, в зависимости от целей пациента и индивидуальных обстоятельств, и показано, что это необходимо для достижения ощутимых результатов в реабилитации. Хотя реабилитация может быть эффективной даже спустя годы после инсульта, наиболее заметные успехи в реабилитации достигаются на ранних этапах процесса реабилитации, поэтому физиотерапию следует начинать как можно раньше и быть регулярной частью процесса восстановления после инсульта.
После выписки из больницы регулярная реабилитация должна продолжаться либо дома, либо в клинике, которая специализируется на реабилитации после инсульта. Поскольку повторение и интенсивная практика важны для нейропластичности, очень важны часто повторяющиеся сеансы физиотерапии, которые сосредоточены на конкретных навыках, адаптированных к индивидуальным недостаткам каждого пациента, а также повторная практика усвоенных навыков. Рекомендуется 45 минут терапии не менее 2-5 раз в неделю, в зависимости от целей пациента и индивидуальных обстоятельств, и показано, что это необходимо для достижения ощутимых результатов в реабилитации. Хотя реабилитация может быть эффективной даже спустя годы после инсульта, наиболее заметные успехи в реабилитации достигаются на ранних этапах процесса реабилитации, поэтому физиотерапию следует начинать как можно раньше и быть регулярной частью процесса восстановления после инсульта.
Как уже упоминалось, каждый штрих уникален. Ваш физиотерапевт проведет первоначальную оценку ваших индивидуальных проблем и определит, что необходимо решить в вашей ситуации, а что требует наибольшего внимания. Они спросят о ваших целях в отношении возвращения к вашей повседневной деятельности. Работа с физической потерей силы и чувствительности на одной стороне тела также может быть осложнена другими нарушениями, вызванными инсультом, такими как потеря зрения, а также способность понимать инструкции и способность выражать свое «я» (восприимчивость и/или экспрессивная афазия) или фактическое затруднение речи (дисфазия). Также может присутствовать апраксия; это относится к потере способности выполнять заученные целенаправленные движения или неспособности планировать шаги, связанные с выполнением сложной задачи, и выполнять их в правильной последовательности, например, встать с постели или приготовить чашку кофе.
Они спросят о ваших целях в отношении возвращения к вашей повседневной деятельности. Работа с физической потерей силы и чувствительности на одной стороне тела также может быть осложнена другими нарушениями, вызванными инсультом, такими как потеря зрения, а также способность понимать инструкции и способность выражать свое «я» (восприимчивость и/или экспрессивная афазия) или фактическое затруднение речи (дисфазия). Также может присутствовать апраксия; это относится к потере способности выполнять заученные целенаправленные движения или неспособности планировать шаги, связанные с выполнением сложной задачи, и выполнять их в правильной последовательности, например, встать с постели или приготовить чашку кофе.
Работа в сотрудничестве с другими специалистами по реабилитации, такими как логопеды и эрготерапевты, будет иметь важное значение для одновременного лечения всех нарушений.
Проприоцепция и равновесие
Проще говоря, проприоцепция или кинестезия — это способность знать, где находится ваш сустав или конечность в пространстве, не глядя на них. Проприоцепция — это то, как мы чувствуем положение и движение нашего тела, включая нашу способность балансировать.
Проприоцепция — это то, как мы чувствуем положение и движение нашего тела, включая нашу способность балансировать.
Большая часть реабилитации после инсульта будет сосредоточена на проприоцепции и равновесии. Поскольку во время инсульта поражается одна сторона тела, проприоцепция и равновесие обычно серьезно нарушены. В зависимости от того, в какой части головного мозга произошел инсульт (некоторые области в большей степени вовлечены в баланс), а также в зависимости от тяжести инсульта, у некоторых пациентов после инсульта возникают проблемы даже с сидячим положением, не теряя равновесия. Другие чувствуют себя нормально, когда сидят, но не могут стоять или ходить, не теряя равновесия. Ваш физиотерапевт будет тесно сотрудничать с вами, чтобы научиться сидеть, стоять и ходить, в зависимости от вашего уровня инвалидности.
Перемещение
Перемещение с одной поверхности на другую может быть очень затруднено после инсульта, когда одна сторона вашего тела не функционирует, как раньше. Поскольку вставать и ложиться в постель, садиться на стул и вставать, вставать и вставать с туалета, заходить и выходить из душа/ванны, садиться в машину и выходить из нее — все это важные задачи в повседневной жизни, ваш физиотерапевт сосредоточится на том, чтобы получить необходимую силу и баланс, чтобы справиться с этими задачами как можно скорее.
Поскольку вставать и ложиться в постель, садиться на стул и вставать, вставать и вставать с туалета, заходить и выходить из душа/ванны, садиться в машину и выходить из нее — все это важные задачи в повседневной жизни, ваш физиотерапевт сосредоточится на том, чтобы получить необходимую силу и баланс, чтобы справиться с этими задачами как можно скорее.
Сила и диапазон движений
После инсульта одна сторона тела теряет способность к произвольным движениям, в то время как другая сторона тела может быть совершенно нормальной. В зависимости от тяжести и локализации инсульта мышцы пораженной стороны могут быть полностью парализованы (вялыми) или они могут продолжать двигаться. Верхняя конечность (плечо, рука и кисть), как правило, поражается больше, чем нижняя конечность (бедро, нога и стопа). Следует отметить, что даже если первоначально верхняя или нижняя конечность на пораженной стороне может быть вялой, часто некоторые движения со временем возвращаются после реабилитации из-за нейропластичности. Однако некоторые мышцы могут быть навсегда парализованы или не могут двигаться достаточно, чтобы их можно было использовать для какой-либо целенаправленной функции. Ранняя реабилитация важна для поощрения активации мышц и повышения нейропластичности. Ваш физиотерапевт оценит движение вашей пораженной стороны и постарается получить как можно больше движения и силы в любых активных мышцах.
Однако некоторые мышцы могут быть навсегда парализованы или не могут двигаться достаточно, чтобы их можно было использовать для какой-либо целенаправленной функции. Ранняя реабилитация важна для поощрения активации мышц и повышения нейропластичности. Ваш физиотерапевт оценит движение вашей пораженной стороны и постарается получить как можно больше движения и силы в любых активных мышцах.
Целью укрепления является достижение достаточной силы и контроля, чтобы вы могли как можно больше использовать пораженную сторону в повседневной жизни, даже если она не так функциональна, как до инсульта.
Походка
Возвращение к ходьбе является конечной целью для большинства клиентов, перенесших инсульт. К счастью, многие могут и достигнут этой цели. Чтобы восстановить способность ходить, нижней конечности на пораженной стороне потребуется достаточная сила, диапазон движений и контроль (проприоцепция), чтобы поддерживать ваше тело. Кроме того, вам потребуется адекватное стояние и подвижный (динамический) баланс для достижения навыка ходьбы. Многим пациентам, перенесшим инсульт, но способным ходить, потребуются трость или ходунки, которые помогают им сохранять равновесие при стоянии на ногах. Ваш физиотерапевт оценит ваши навыки и определит, уместно ли и когда работать над навыком ходьбы. Ваш терапевт может использовать форму биологической обратной связи, которая помогает вам видеть или слышать стимулы (ритмические слуховые стимулы) в сочетании с вашими движениями, чтобы помочь вам улучшить вашу походку и частоту шагов.
Многим пациентам, перенесшим инсульт, но способным ходить, потребуются трость или ходунки, которые помогают им сохранять равновесие при стоянии на ногах. Ваш физиотерапевт оценит ваши навыки и определит, уместно ли и когда работать над навыком ходьбы. Ваш терапевт может использовать форму биологической обратной связи, которая помогает вам видеть или слышать стимулы (ритмические слуховые стимулы) в сочетании с вашими движениями, чтобы помочь вам улучшить вашу походку и частоту шагов.
Важно, чтобы люди сохраняли как можно большую независимость, поэтому ваш физиотерапевт будет стремиться к цели передвижения (ходьбы), когда это возможно. В случаях, когда передвижение невозможно, ваш физиотерапевт поможет научить вас самостоятельно двигаться в инвалидном кресле.
Другие виды лечения
Во всем мире проводятся исследования в области реабилитации после инсульта, и новые виды лечения постоянно тестируются на предмет их эффективности. Мы точно знаем, что для поощрения нейропластичности эффективна регулярная и непрерывная реабилитация, которая повторяет значимые задачи и устраняет специфические недостатки каждого пациента, включая работу над выполнением функциональных действий (выполнение действий, которые можно было бы выполнять в повседневной жизни). По сути, реабилитация в этом отношении соответствует тому, как мы изучаем любой новый навык, такой как подача в теннисе или письмо на новом языке; мы будем многократно и регулярно практиковать фактические навыки, связанные с новой задачей, пока не сможем объединить эти навыки в желаемую задачу. Есть много типов методов или методов лечения, которые можно опробовать на сеансах физиотерапии, чтобы помочь максимизировать полученные навыки. Например:
По сути, реабилитация в этом отношении соответствует тому, как мы изучаем любой новый навык, такой как подача в теннисе или письмо на новом языке; мы будем многократно и регулярно практиковать фактические навыки, связанные с новой задачей, пока не сможем объединить эти навыки в желаемую задачу. Есть много типов методов или методов лечения, которые можно опробовать на сеансах физиотерапии, чтобы помочь максимизировать полученные навыки. Например:
Зеркала : зеркала могут быть полезны, чтобы помочь клиентам визуализировать свои недостатки и помочь с проприоцепцией, равновесием и передвижением. При особом виде зеркальной терапии ваш физиотерапевт может поместить зеркало между вашими конечностями и накрыть пораженную конечность так, чтобы, когда вы двигаете сильной стороной, вашему мозгу казалось, что двигается ваша слабая сторона. Это может быть эффективным способом «обмануть» мозг, заставив его думать, что он движется в более слабую сторону. Это может помочь побудить более слабую сторону действовать самостоятельно.
Ограничивающая терапия : во время этого типа терапии сильная сторона фактически иммобилизуется, так что пораженная сторона вынуждена выполнять работу.
Ортез : некоторые формы стандартных или индивидуальных ортезов могут использоваться для поддержки верхних конечностей и кистей, а также ослабления стопы.
Ходьба на беговой дорожке : на определенных этапах реабилитации беговая дорожка может быть очень эффективной для повторного обучения ходьбе. В зависимости от вашего функционального уровня ваш терапевт может использовать беговую дорожку с корсетом или без него, который помогает поддерживать вас и поддерживать вес вашего тела. Электромеханические устройства роботизированного типа могут использоваться, если они доступны, для поощрения движения при ходьбе.
Визуализация : поощрение мысленного образа текущей задачи является очень эффективным способом повторного обучения пораженной конечности. Ваш терапевт может предложить вам закрыть глаза и несколько раз визуализировать, как ваша пораженная конечность хорошо выполняет задание, а затем, как только вы сможете это сделать, он попросит вас попробовать выполнить задание пораженной стороной.
Ваш терапевт может предложить вам закрыть глаза и несколько раз визуализировать, как ваша пораженная конечность хорошо выполняет задание, а затем, как только вы сможете это сделать, он попросит вас попробовать выполнить задание пораженной стороной.
Обучение виртуальной реальности : хотя и не широко распространено, некоторые клиники или терапевты могут иметь доступ к технологиям виртуальной реальности, которые могут быть полезны в реабилитации.
Аэробная тренировка : для пациентов, сохраняющих высокий уровень своих функциональных способностей, аэробная тренировка может включать в себя беговую дорожку, езду на велосипеде или водную терапию.
Езда на велосипеде : для пациентов, сохраняющих высокий уровень своих функциональных способностей, езда на велосипеде может использоваться как форма координации и аэробной тренировки.
Водная терапия : для пациентов, сохраняющих высокий уровень своих функциональных возможностей, водная терапия может использоваться для тренировки координации, силы, походки и аэробных упражнений.
Тай-чи : для пациентов, которые поддерживают высокий уровень своих функциональных способностей, тай-чи является эффективной формой тренировки равновесия и проприоцепции осанку можно использовать для тренировки равновесия и проприоцепции
Проверка междисциплинарной группы
Инсульт затрагивает всего человека; в зависимости от степени тяжести это может физически повлиять как на ваши верхние, так и на нижние конечности, ваше познание, ваше зрение, вашу речь и ваше эмоциональное и психическое здоровье. Таким образом, важно работать с полной междисциплинарной командой, чтобы наилучшим образом лечить и управлять всеми затронутыми аспектами. В вашу команду могут входить ваш врач, физиотерапевт, логопед, эрготерапевт, диетолог, психолог, социальный работник и другие медицинские работники. Вместе эта команда профессионалов может решить ваши проблемы в целом и работать вместе, чтобы предоставить вам наиболее эффективное лечение, чтобы максимизировать ваши общие способности.
