

Содержание
Сверление, зенкерование и развертывание — Сверление металла
Сверление, зенкерование и развертывание
Категория:
Сверление металла
Сверление, зенкерование и развертывание
Сверление, зенкерование и развертывание производится на сверлильных станках различных типов, расточных агрегатных, а также станках токарной группы. Кроме того, эти операции могут производиться с помощью ручных и механических дрелей.
Сверление. Сверлением называют операцию механической обработки с целью получения отверстий в сплошном материале. Режущими инструментами для сверления служат сверла различной конструкции. Главное движение при сверлении вращательное, движение подачи — поступательное. На сверлильных станках общего назначения и расточных станках главное движение имеет сверло; на токарных станках и специальных сверлильных станках для глубокого сверления сверло имеет только поступательное движение, а заготовка — вращательное; это определяет более высокую точность обработки.
Рис. 1. Спиральное сверло
Поперечная кромка при работе сверла не режет, а давит металл заготовки. Установлено, что около 65% усилия подачи приходится на поперечную кромку.
Рис. 2. Двойная заточка спирального сверла
Для облегчения условий работы сверла производят подточку поперечной кромки. С этой же целью производят двойную заточку сверл, работающих по чугуну и стали, с углом 2 ф! = 75—80° . Ширина Ь задней поверхности второй заточки делается в пределах 0,18—0,22 диаметра сверла. В результате двойной заточки увеличивается ширина стружки за счет толщины, уменьшается главный угол в плане, поэтому повышается стойкость сверла.
Центровочные сверла применяются для сверления центровых отверстий при зацвнтровывании заготовок. Эти сверла делаются комбинированными и двусторонними для лучшего использования инструментальной стали.
Перовые сверла выполняются в виде лопаток. Они применяются редко, в основном при сверлении отверстий в твердых поковках и литье.
Сверла с пластинками из твердых сплавов изготовляются диаметром от 3 до 50 мм и применяются для сверления отбеленного чугуна, твердых сталей и т. п.
Глубокими отверстиями считаются отверстия, имеющие длину в пять раз и более превышающую их диаметр.
Сверла для глубокого сверления изготовляются диаметром от 6 до 100 мм. Сверление отверстий такими сверлами производится на специальных сверлильных станках, причем в большинстве случаев сверлу сообщается лишь движение подачи, а главное движение (вращательное) сообщается заготовке.
Рис. 3. Центровочное сверло
Рис. 4. Перовое сверло
Рис. 5. Сверло с пластинкой из твердого сплава
На рис. 6 изображено пушечное сверло, изготовляемое из круглого стержня. Режущая кромка сверла образуется передней поверхностью и задней поверхностью (резание одностороннее).
Рис. 6. Пушечное сверло
Рис. 7. Ружейное сверло
Рис. 8. Схема зенкерования
Помимо пушечных сверл, для сверления глубоких отверстий применяют:
а) ружейные сверла для сверления отверстий малого диаметра и большой глубины. Эти сверла внутри полые (для подачи охлаждающей жидкости) и имеют канавку для отвода жидкости вместе со стружкой;
Эти сверла внутри полые (для подачи охлаждающей жидкости) и имеют канавку для отвода жидкости вместе со стружкой;
б) сверла одностороннего и двустороннего резания для сверления глубоких отверстий средних и больших диаметров;
в) головки для кольцевого сверления глубоких отверстий большого диаметра. Qi.noшное высверливание металла при диаметрах свыше 100 мм невыгодно, поэтому в таких случаях применяют пустотелые сверлильные головки с закрепленными в них резцами.
Зенкерование. Зенкерованием называют операцию механической обработки резанием стенок или входной части отверстия; зенкерование производится по отверстиям, полученным при отливке или ковке (черным) или по просверленным заранее. Цель зенкерова-ния — получение более точных размеров отверстий и положения их осей, фасонная обработка торцовой (входной) части отверстия для получения углублений под головки винтов и пр.
Процесс резания при зенкеровании подобен одновременной работе нескольких расточных резцов, которыми в данном случае можно считать зубья зенкера.
Существуют четыре основных типа зенкеров: для расширения отверстий, для получения цилиндрических углублений отверстий, для получения конических углублений отверстий, для зачистки торцовых поверхностей.
Зенкеры для расширения отверстий изготовляются трехзубыми (для отверстий до 30 мм) и четырехзубыми (для отверстий до 100 мм). На рис. 9, а показан трехзубый зенкер с коническим хвостовиком для крепления в шпинделе станка, а на рис. 281, б — четырехзубый насадной зенкер. С целью повышения производительности зенкеры оснащают пластинками из твердых сплавов.
Помимо цельных зенкеров изготовляют также зенкеры со вставными ножами, изготовленными из быстрорежущей стали или армированными твердыми сплавами. Преимуществом таких зенкеров является экономия быстрорежущей стали и возможность регулирования диаметра обработки. Насадные зенкеры со вставными ножами могут иметь 6 зубьев-
Обработка зенкерами обеспечивает исправление оси отверстиями, повышает точность до 4—5-го классов и чистоту поверхности до 4—6-гсг классов:
Зенкеры для получения цилиндрических углублений (рис. 281, в) имеют направляющую цапфу, которая изготовляется за одно целое с корпусом зенкера или (в других конструк-1 циях) делается сменной.
281, в) имеют направляющую цапфу, которая изготовляется за одно целое с корпусом зенкера или (в других конструк-1 циях) делается сменной.
Зенкеры для получения конических углублений — зенковки (рис. 281, г) — чаще всего имеют угол 2cf> = 60o, реже 75, 90 и 120°. Число зубьев в зенковках колеблется от 6 до 12.
Зенкеры для зачистки торцовых поверхностей (рис. 281, д) имеют зубья только на торце. Число зубьев этих зенкеров, в зависимости от их диаметра, бывает равно 2, 4 или 6.
Кроме описанных, существуют также комбинированные зенкеры для получения ступенчатых отверстий. Эти зенкеры позволяют производить сложную обработку на простом станке, чем достигается уменьшение стоимости обработки.
Рис. 9. Зенкеры
Развертывание. Развертыванием называют операцию механической обработки резанием стенок отверстий с целью получения высокой точности и чистоты поверхности. При развертывании со стенок предварительно обработанных (сверлением и зенкерованием или только сверлением) отверстий снимается слой металла в несколько десятых миллиметра; отверстия получаются в пределах 1—3-го классов точности и 6—9-го классов чистоты. Для получения точных и чистых отверстий применяют последовательно черновое и чистовое развертывание.
Для получения точных и чистых отверстий применяют последовательно черновое и чистовое развертывание.
Рис. 10. Развертки
По форме обрабатываемого отверстия развертки делятся на цилиндрические и конические.
Развертки, так же как и зенкеры, делают хвостовыми и насадными.
Рабочая часть 1 цилиндрической развертки состоит из режущей части 2 калибрующей части и заднего конуса. Число зубьев развертки берется четным (шесть и больше) для достижения точного промера диаметра развертки. Во избежание получения граненого отверстия распределение зубьев по окружности делают неравномерным, однако с учетом того, чтобы обеспечить возможность промера диаметра по ленточке (колебание шага 1—4°).
По способу применения развертки разделяют на машинные и ручные; по конструкции — на цельные и сборные со вставными ножами. Для увеличения стойкости режущую часть зубьев армируют пластинками твердых сплавов.
Реклама:
Читать далее:
Фрезерование металла
Статьи по теме:
- Сверлильные станки
- Уход за сверлильным станком и правила безопасной работы на сверлильных станках
- Получение отверстий электроискровой обработкой
- Развертывание при обработке металла
- Зенкование и зенкерование
Сверление, зенкерование и развертывание отверстий | Ремонт трансформаторов и низковольтных аппаратов | Архивы
трансформатор
предохранитель
ремонт
Содержание материала
Ремонт трансформаторов и низковольтных аппаратов
Основы слесарных работ
Допуски, посадки и шероховатости
Техника измерений
Разметочные работы
Рубка, правка и гибка металла
Резка и опиливание металла
Сверление, зенкерование и развертывание отверстий
Нарезание резьбы
Шабрение
Лужение и паяние
Слесарная обработка
Оргинизация и планирование ремонта
Электроремонтный цех
Трансформаторы
Магнитопроводы
Обмотки трансформаторов
Переключающие устройства трансформаторов
Отводы и вводы
Бак, крышка, расширитель и газовое реле
Воздухоосушитель и термосифонный фильтр
Ремонт трансформаторов
Разборка и дефектировка трансформаторов
Ремонт и изготовление обмоток трансформаторов
Ремонт магнитопроводов трансформаторов
Ремонт переключающих устройств трансформаторов
Ремонт вводов, отводов, баки и арматуры трансформатора
Сборка трансформаторов
Очистка и сушка трансформаторного масла
Такелажные работы
Канаты и стропы
Грузоподъемные механизмы
Электрические аппараты до 1000В
Ремонт низковольтных выключателей
Ремонт предохранителей
Ремонт реостатов
Испытания трансформаторов и электрических машин
Стандартизация и контроль качества
Страница 8 из 38
§ 8. СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ.
СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ.
Сверлением называют процесс образования отверстий в сплошном материале режущим инструментом — спиральным или перовым сверлом.
Отверстия сверлят вручную дрелью (рис. 21, а) и трещоткой (рис. 21,6), а также электрифицированным инструментом, но чаще всего на сверлильных станках с помощью сверл, переходных втулок, сверлильных патронов и зажимных устройств.
Переходные втулки (рис. 22, а) служат для закрепления в них режущего, инструмента (сверл, разверток, зенкеров) с коническим хвостовиком, когда этот хвостовик меньше конуса в шпинделе станка. Сверлильные патроны применяют для установки в шпинделе станка инструментов с цилиндрическим хвостовиком. Патроны бывают двухкулачковые, трехкулачковые (рис. 22,6) и быстросменные, позволяющие производить смену инструмента без остановки станка. Зажимным устройством закрепляют обрабатываемые заготовки и детали на столе станка. Наиболее удобным в работе зажимным устройством являются быстросменные машинные тиски (рис. 22, в) с рычажно-кулачковым зажимом, обеспечивающие надежное удержание и быструю смену обрабатываемых деталей.
22, в) с рычажно-кулачковым зажимом, обеспечивающие надежное удержание и быструю смену обрабатываемых деталей.
Сверление — наиболее ответственная слесарная операция, выполняемая чаще всего на заключительной стадии обработки
детали, поэтому малейшее отступление от заданных размеров нарушение порядка выполнения операции сверления, использование неисправного или несоответствующего режущего инструмента, а также неправильное и непрочное закрепление обрабатываемой детали на столе станка приводят неизбежно к браку» детали или поломке инструмента.
Рис. 22. Приспособления для станочного сверления:
а — переходные втулки, б — трёхкулачковый патрон, в — быстросменные машинные тиски с рычажно-кулачковым зажимом для закрепления обрабатываемой детали на столе сверлильного станка
21. Приемы ручного сверления:
а — дрелью со спиральным сверлом, б — трещоткой с перовым сверлом
При сверлении необходимо соблюдать следующие основные правила:
обрабатываемую деталь следует правильно и прочно закреплять на столе станка;
размер сверла должен соответствовать требуемому размеру отверстия;
сверло требуется направлять точно по оси — просверливаемого отверстия;
охлаждающую жидкость надо непрерывно подавать на — сверло;
к концу сверления сквозных отверстий нажим сверла на деталь должен быть уменьшен во избежание продавливания остающегося непросверленным слоя металла под сверлом;
во время сверления нужно постоянно следить за правильным течением процесса сверлениями принимать соответствующие меры при перекосе или зажимании сверла в просверливаемом отверстии, проворачивании сверла в патроне или переходной втулке, ослаблении прочности крепления обрабатываемой детали в зажимном устройстве, а также при появлении других нарушений, приводящих к поломке инструмента или браку обрабатываемой детали.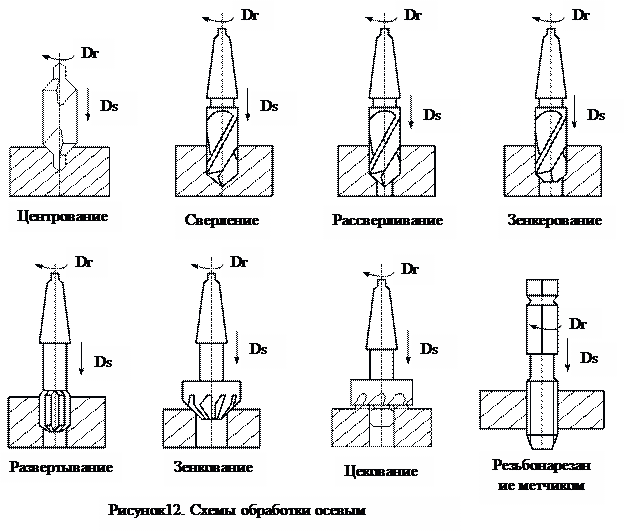
Зенкерование — слесарная операция обработки входной или выходной части отверстия специальным инструментом — зенкером с целью удаления заусенцев, снятия фасок или образования углублений под потайные головки шурупов, винтов и заклепок. Если необходимо придать более точную цилиндрическую форму отверстиям в деталях, полученных литьем или штамповкой, применяют операцию зенкования отверстия с помощью зенковки.
Отверстия, к который предъявляются повышенные требования в отношении точности и класса шероховатости поверхности, обрабатывают развертыванием — операцией, выполняемой при помощи развертки. Развертывание — это процесс чистовой обработки отверстия, обеспечивающей точность 7 — 9 квалитетов, шероховатость поверхности — 7 —8 классов.
Операцию развертывания отверстия выполняют в следующем порядке: проверяют величину оставленного припуска на развертывание, который не должен превышать установленного; выбирают соответствующую развертываемому отверстию исправную (без выщербин и забоин на режущей части) развертку; устанавливают развертку на отверстии и проверяют (по угольнику) ее перпендикулярность оси отверстия; запускают станок и вращающуюся развертку плавно подают в развертываемое отверстие.
При выполнении операции развертывания отверстий в стальных и чугунных деталях развертку смазывают трансформаторным или машинным маслом, в алюминиевых деталях — смесью. технического скипидара с керосином, в медных — эмульсией. Отверстия в латунных деталях разрешается развертывать без смазки — «всухую».
Назад
Вперед
Назад
Вперед
- Вы здесь:
- Главная
- Книги
- Архивы
 org/ListItem»>
org/ListItem»>Ремонт трансформаторов и низковольтных аппаратов
Читать также:
Ремонт магнитопровода силового трансформатора
Ремонт обмоток силовых трансформаторов
Ремонт магнитопровода силового трансформатора
Ремонт электрооборудования распредустройств до 10 кВ
Капитальный ремонт трансформаторов
Сверление, зенкование, зенкерование и развертывание при слесарных работах в автомобилестроении
Сверление, зенкование, зенкерование и развертывание при слесарных работах в автомобилестроении
Сверлением называется процесс образования сверлом отверстии в сплошном материале. Сверлением достигаются 4—5-й классы точности и шероховатость.
Сверла по конструкции бывают спиральные и др. Наибольшее применение находят спиральные сверла, которые по форме хвостовика могут быть с цилиндрическим и коническим хвостовиком. Спиральные сверла изготавливают главным обра-30м из быстрорежущих сталей, для сверления чугуна и материалов повышенной твердости применяют спиральные сверла, оснащенные пластинками твердого сплава ВК8 или монолитные сверла из твердых сплавов марок ВК6М, ВКЮМ.
Спиральное сверло (рис. 0) имеет форму цилиндрического стержня с конусообразным рабочим концом, у которого по сторонам имеются две винтовые канавки с наклоном к продольной оси сверла в 25—30°. По этим канавкам стружка отводится наружу. Угол заточки при
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
вершине сверла может быть разным и зависит от обрабатываемого материала. Для обработки мягких материалов он должен быть от 80 до 90°, для стали и чугуна 116—118°, для очень твердых металлов 130—140°.
Заточка сверл. В процессе работы сверла изнашиваются по передней и задней поверхностям, срабатывается фаска, округляются уголки (рис. 1, а). Затупленные сверла затачивают на заточных станках. Контроль основных элементов режущей части осуществляется шаблонами (рис. 1, б).
Рис. 0. Спиральное сверло:
1 — рабочая часть сверла, 2 — шейка, 3 — хвостовик, 4 — лапка, 5 — канавка, 6 — перо, 7 — направляющая фаска (ленточка), 8 — поверхность задней заточки, 9 — режущие кромки, 10 — перемычка, 11 — режущая часть
Ручное сверление осуществляют ручными дрелями, электрическими дрелями и пневмодрелями.
Ручная дрель (рис. 2) состоит из шпинделя, на котором находится патрон, конической зубчатой передачи (состоящей из большого и малого зубчатых колес), неподвижной рукоятки, подвижной рукоятки и нагрудника. Сверло вставляется в патрон и закрепляется в нем. При сверлении слесарь удерживает дрель левой рукой за неподвижную рукоятку, а правой вращает подвижную рукоятку, опираясь грудью на нагрудник.
Рис. 1. Схема износа (а) и шаблон для контроля основных элементов (б) сверла
Электрическая дрель (рис. 3) состоит из электродвигателя, находящегося в корпусе дрели, зубчатой передачи и шпинделя с патроном, в котором зажимается сверло. Различают электрические дрели легкого типа — для сверления отверстий диаметром до 15 мм в форме пистолета; среднего типа — для сверления отверстий диаметром 15—20 мм с замкнутой рукояткой на конце; тяжелого типа — для сверления отверстий диаметром до 32 мм с двумя боковыми рукоятками и грудным упором.
Рис. 2. Ручная дрель:
1 — патрон, 2 — зубчатая передача, 3 — подвижная рукоятка, 4 — нагрудник, б — неподвижная рукоятка
Пневматическая дрель (рис. 4) изготавливается с пневматическими двигателями поршневого и ротационного типа. Пневматическая дрель удобна в работе, так как имеет небольшие габариты и массу. Для механизации процесса сверления используются сверлильные станки.
Рис. 3. Электрическая дрель:
1 — рукоятка, 2 — корпус, 3 — шпиндель
Сверлильные станки подразделяются на настольно- -сверлильные, вертикально-сверлильные и радиально-сверлильные. Настольно-сверлильные станки предназначены для сверления отверстий небольшого диаметра (до 12—15 мм). Радиально-сверлильные
Настольно-сверлильные станки предназначены для сверления отверстий небольшого диаметра (до 12—15 мм). Радиально-сверлильные
станки применяют для сверления отверстий в крупных деталях. Они дают возможность обработать отверстие в любом месте детали в пределах кольцевой площадки.
Более всего распространены универсальные вертикально-сверлильные станки (рис. 5). Обрабатываемая заготовка или деталь помещается на столе, который можно поднимать и опускать при помощи винта. Рукояткой стол закрепляют на станине на неооходимои высоте. Сверло устанавливают и закрепляют в шпинделе. Шпиндель приводится во вращение электродвигателем через коробку скоростей, автоматическая подача осуществляется коробкой подач. Вертикальное перемещение шпинделя осуществляется вручную маховиком.
Рис. 4. Пневматическая дрель:
1 — шпиндель, 2 — корпус, 3 — ниппель
Техника сверления. Сверление производят по разметке, по кондуктору, с применением универсально-сборных приспособлений (УСП).
При сверлении по разметке размечают отверстие, накернивают его по окружности и по центру, закрепляют обрабатываемую заготовку в тисках или в другом приспособлении. Сверление по разметке обычно осуществляют в два приема. Сначала просзерливают отверстие на глубину четверти диаметра. Если полученное отверстие (несквозное) совпадает с размеченным, то продолжают сверление, в противном случае исправляют установку сверла и только после этого продолжают сверление.
При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала.
При обработке большого количества одинаковых деталей применяются кондукторы. Они состоят из корпуса, куда укладывается и ориентируется в определенном положении деталь, и кондукторной плиты с отверстиями и запрессованными в них кондукторными втулками для направления сверла.
Кроме кондукторов, применяются универсально-сборные приспособления (УСП), состоящие из нормализованных элементов (плит с Т-образными пазами, установочных деталей — пальцев, дисков, шпонок, подкладок, направляющих, прижимных и крепежных деталей). Из них собирают приспособления для определенной операции. По окончании работы приспособления разбирают, а их детали используют вновь. УСП значительно уменьшают стоимость обработки и обеспечивают высокую точность.
Из них собирают приспособления для определенной операции. По окончании работы приспособления разбирают, а их детали используют вновь. УСП значительно уменьшают стоимость обработки и обеспечивают высокую точность.
Зенкован и ем называется последующая (после сверления) обработка отверстий, заключающаяся в удалении заусенцев, снятии (фасок и получении конусного или цилиндрического углубления у входной части отверстия. Зенкование осуществляется зенковками.
По форме режущей части зенковки делятся на цилиндрические и конические (рис. 6, а, б). Конические зенковки применяют для обработки конических углублений под головки винтов, потайные заклепки, клапаны. Конические зенковки бывают с углом при вершине 60, 75, 90 и 120°.
Цилиндрическими зенковками обрабатывают цилиндрические углубления под крепежные детали, плоскости бобышек. Цилиндрическая зенковка имеет направляющую цапфу, которая входит в обрабатываемое отверстие и обеспечивает правильное направление зенковки. Зенковки изготавливают из быстрорежущей стали и с пластинками из твердого сплава.
Рис. 5. Одношпиндель-ный вертикально-сверлильный станок:
1 — винт, 2 — стол, 3 — шпиндель, 4 — маховик, 5 — коробка подач, 6 — коробка скоростей, 7 — электродвигатель, 8 — рукоятка, 9 — станина
Зенкерован и е — операция по увеличению размеров или изменению формы отверстия, полученного сверлением, штамповкой или отливкой. При зенкеровании получается точность За — 5-го класса.
Зенкерование отверстий выполняют зенкером. По внешнему виду зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3—4) и спиральных канавок. По конструкции зенкеры разделяют на цельные (рис. 7, а), насадные (рис. 7, б) с напаянными пластинками и сборные со вставными ножами (рис. 7, в). Материалы для зенкеров: быстрорежущие стали Р9, Р18, Р9К5, Р9КЮ, пластинки твердого сплава марок ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т15К6. Зенкерование выполняют на сверлильных станках или при помощи электрических и пневматических дрелей.
Развертывание — окончательная обработка отверстий после сверления, зенкерования или расточки для придания им высокой точности и малой шероховатости. Развертыванием достигается 2—3-й классы точности и классы шероховатости.
Развертыванием достигается 2—3-й классы точности и классы шероховатости.
Развертывание отверстий выполняется разверткой.
По форме обрабатываемого отверстия развертки подразделяются на цилиндрические и конические, по способу применения — на ручные и машинные, по способу закрепления — на хвостовые и насадные.
Ручные развертки (рис. 58) состоят из рабочей части и хвостовика. Хвостовик цилиндрический с квадратом на конце под вороток. Рабочая часть делится на режущую и калибрующую. Режущая часть имеет коническую форму с углом заборного конуса <р = 1°, на конце для предохранения зубьев от выкрашивания делается фаска под углом 45°.
Чтобы развертка свободно входила в отверстие, диаметр заборной части делают меньше диаметра предварительно обработанного отверстия. Калибрующая часть направляет развертку в отверстие и калибрует его, у заборного конуса она имеет цилиндрическую форму, ближе к хвостовику — обратный конус для уменьшения трения.
Рис. 6. Зенковки:
а — цилиндрическая, б — коническая
Рис. 7. Зенкеры:
а — цельный, б — насадной, в — со вставными ножами
Число зубьев развертки четное — 6, 8, 10, 12; выполняют их с неравномерным шагом, что обеспечивает лучшую обработку.
Машинные развертки .отличаются от ручных меньшей длиной рабочей части и длинной шейкой (для развертывания глубоких отверстий). Заборный конус у них короткий с углом ср = 5° для обработки хрупких материалов и ср = 15° для вязких материалов. Развертки, оснащенные твердыми сплавами, имеют угол ф = 35—45°.
Конические развертки служат для обработки предварительно просверленного цилиндрического отверстия на конус или калибрования конического отверстия, выполненного другим способом.
Ручные развертки изготовляют из стали У12А, 9ХС, Р9 и Р18, машинные — из стали Р9, Р18, РК8; они оснащаются твердыми сплавами ВК2, ВК4, ВК6, ВК8, Т15К6. Рабочая часть термически обрабатывается.
Рис. 8. Основные элементы ручной цилиндрической развертки
На развертках наносятся номинальный диаметр (на сборных — предельные диаметры), номер по точности или посадка для доведенной развертки, марки стали или твердого сплава. На конических развертках маркируются номинальный диаметр или номер конуса, конусность, марка стали.
Ручное развертывание. При ручном развертывании инструмент вращается воротками. Для обработки глубоких отверстий на развертку надевают удлинители. Мелкие заготовки или детали закрепляют в тисках, а большие обрабатывают без закрепления.
Машинное развертывание выполняется на сверлильных станках, а также при помощи механизированного инструмента.
Лучше развертывание выполнять сразу после сверления, не перезажимая детали. Это обеспечивает соосность отверстий. При работе на станках применяют качающиеся оправки, они дают возможность развертке самоустанавливаться по оси предварительно обработанного отверстия и исключают влияние неточностей станка на точность отверстия.
Сверление, зенкование и развертывание
Инструменты и приспособления для сверления. Режущим инструментом при сверлении является спиральное сверло (рисунок ниже) с коническим или цилиндрическим хвостовиком.
Спиральное сверло
1 — рабочая часть; 2 — лапка; 3 — хвостовик; 4 — шейка; 5 — канавка; 6 — режущая часть; 7 — ленточка; 8 — режущие кромки; 9 — поперечная кромка; 10 — задняя грань режущей кромки
Рабочая часть сверла 1 состоит из двух элементов: конической режущей части 6 и цилиндрической (не участвующей в резании). Последняя имеет винтовые канавки 5, по которым отходит стружка, и две узкие ленточки 7 вдоль канавок, уменьшающие трение сверла о стенки отверстия.
Режущая часть сверла 6 образуется двумя режущими кромками 8, соединяющимися между собой поперечной кромкой 9.
Как всякий конус, режущая часть 6 имеет угол при вершине. Существует определенная зависимость между величиной этого угла и твердостью обрабатываемого металла. Для стали и чугуна средней твердости выбирают сверла с углом при вершине 116-118°, для стальных поковок 125°, для латуни и бронзы 130-140°, для алюминия 140°. Обе режущие кромки 8 сверла затачивают под одинаковыми углами, иначе диаметр отверстия получался бы больше диаметра сверла. Для облегчения сверления грань, противоположную режущей кромке (заднюю грань), затачивают так, чтобы задний угол составлял примерно 6°. Правильность заточки сверла определяют шаблоном. Существенное значение для работы имеет и угол наклона винтовых канавок 5 на цилиндрической части сверла, равный 18-45° (при сверлении стали угол наклона канавки составляет 26-30°). Благодаря цилиндрической форме сверл их можно многократно затачивать и работать ими до полного износа режущей части, не нарушая начального диаметра сверла. Для крепления в патроне или конусе Морзе (конусная вставка в шпиндель станка) спиральное сверло снабжается хвостиком 3 цилиндрической или конической формы. В первом случае сверло имеет лапку 2, которая предохраняет его от прокручивания в крепежном приспособлении. Рабочая часть сверла 1 отделяется от хвостовика шейкой 4.
Для сверления отверстий небольших диаметров применяют ручные сверлилки. Сверлилка состоит из корпуса, установленного в нем шпинделя и зубчатых колес, через которые шпиндель приводят во вращение посредством ручки. Усилие подачи создается давлением на нагрудник, расположенный в верхней части инструмента. Для стабильного положения сверлилки в процессе сверления в нижней ее части имеется рукоятка.
Для сверления отверстий в металлических конструкциях можно пользоваться трещоткой, состоящей из шпинделя с храповым колесом, храповика, патрона для крепления, сверла и винта с гайкой, заканчивающейся упором.
К ручному механизированному инструменту для производства сверлильных работ относится электродрель, состоящая из шпинделя с патроном для крепления сверла, электродвигателя, редуктора, выключателя с курковым приводом, токоведущего кабеля и штепсельного соединения. Электрическими дрелями сверлят отверстия диаметром от 2 до 23 мм. Масса дрели (1,5-10 кг) зависит от диаметров просверливаемых отверстий.
Вертикально-сверлильный станок
При большом объеме работ сверление выполняют на вертикально-сверлильном станке (рисунок выше), предназначенном для сверления отверстий диаметром до 50 мм. Шпинделю можно сообщать шесть скоростей — от 46 до 475 об/мин. Имеется ручная подача штурвалом. Стол легко перемещается в вертикальном направлении.
Для работы на станке сверла с цилиндрическим хвостовиком закрепляют в патроне (рисунок ниже, а), а сверло с коническим хвостовиком вставляют в конусное отверстие шпинделя станка. Если размер хвостовика не соответствует размеру отверстия в шпинделе, применяют переходные конусные втулки (рисунок ниже, б). Для смены сверло выбивают из шпинделя и переходных втулок клином, как показано на рисунке ниже, в.
Патроны и переходные втулки
а — патрон; б — переходные конусные втулки; в — выбивание сверла из шпинделя клином; 1 — сверло; 2 — шпиндель; 3 — отверстие для клина; 4 — клин
Сверление сквозных отверстий по кондукторам. Отверстия сверлят по разметке и по кондукторам. При заготовительных санитарно-технических работах по кондукторам сверлят отверстия в стальных фланцах и радиаторных пробках. Кондуктор — приспособление, которое позволяет просверлить отверстие без разметки. К нижней части кондуктора приварены две опорные полосы с отверстиями для крепления к столу сверлильного станка. К полосам приварен диск с центральным отверстием, в котором может свободно вращаться фланцевая пята. Пята имеет отверстие с резьбой для зажимного болта и скреплена заклепками с разметочным диском, в котором по окружности, на равном расстоянии друг от друга, расположены восемь впадин (что соответствует максимальному числу отверстий во фланце). Фланец зажимают поворотом ручки, центрируя его при помощи конуса. Кондуктор устанавливают на столе сверлильного станка так, чтобы центр сверла совпал с окружностью, по которой расположены центры отверстий во фланце. Фланец укладывают на подкладку, а диск стопорят защелкой.
При выборе сверла необходимо учитывать, что диаметр отверстия всегда превышает диаметр сверла. Это превышение равно 0,08 мм при диаметре сверла до 5 мм, 0,12 мм при диаметре сверла до 10 мм и 0,2 мм при диаметре сверла до 25 мм. Из-за неправильного или непрочного закрепления детали, неправильной заточки сверла, забивания канавки стружкой, недостаточного охлаждения сверла, неправильной скорости резания и подачи сверла происходит его поломка.
При неправильном подборе сверла, его неправильном креплении и неверных приемах работы возможны следующие виды брака: размер или глубина отверстия больше требуемых, отверстие косое или смещено относительно намеченного центра.
Зенкерование, зенкование и развертывание отверстий. Если к точности размеров отверстий и чистоте их поверхности предъявляются повышенные требования, отверстия дополнительно обрабатывают зенкерами и развертками.
Зенкеры и развертки
а — цельный зенкер; б — насадный цилиндрический зенкер; в — насадный конический зенкер в сборе; г — ручная развертка; д — машинная развертка
Зенкерование — это обработка отверстия, полученного при литье, ковке или штамповке, для придания ему цилиндрической формы, требуемого размера и получения чистой поверхности. Зенкерование — промежуточная операция при обработке отверстия под развертку. Зенкеры применяются также для обработки конусных и цилиндрических углублений с плоским дном.
Зенкер (рисунок выше, a-в) имеет большее число режущих кромок (три или четыре), чем спиральное сверло, что обеспечивает большую чистоту обработки отверстия.
Припуск под зенкерование для отверстий диаметром 15-35 мм составляет 1,0-1,5 мм.
Зенкование — это обработка выходной части отверстия (снятие заусенцев) для получения конических или цилиндрических углублений под потайные головки заклепок или винтов. Зенкование выполняют при помощи конической или цилиндрической зенковки на сверлильном станке.
Для получения отверстий с чистой поверхностью или для точной подгонки отверстия под шлйфованную деталь производят операцию, которая называется развертыванием. Развертывание можно выполнять вручную или на сверлильном станке при помощи разверток (рисунок выше, г, д). Ручные развертки приводятся во вращение ручным воротком. Развертки бывают цилиндрические и конические.
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; они служат для образования режущих кромок и отвода снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя — калибрующая — направляет развертку и окончательно калибрует отверстия. Конические развертки предназначены для развертывания конусных отверстий. Припуск на черновое развертывание составляет не более 0,2 мм, а на чистовое — не более 0,1 мм.
Для более чистой обработки и охлаждения инструмента при развертывании отверстия, просверленные в стали, смазывают минеральным маслом, в меди — эмульсией, в алюминии — скипидаром, а в латуни и бронзе отверстия развертывают без смазки.
Сверление, зенкерование, развертывание
Содержание страницы
- 1. Сверление и рассверливание
- 2. Технология и приемы сверления
Сверление является одной из часто выполняющихся операций при сборочных и слесарно-ремонтных работах. Для этого используют ручные, пневматические и электрические дрели, трещотки, сверлильные головки с приводом от гибкого вала, а также сверлильные станки, если позволяют условия для их использования. Основными ручными немеханизированными инструментами для сверления являются коловорот, винтовая дрель, ручная дрель и трещотка.
Коловорот (рис. 1, а) применяют для сверления мелких отверстий в дереве, фибре и мягких металлах, а также для отвинчивания и завинчивания шурупов и винтов, гаек, притирки клапанов.
Коловорот состоит он из изогнутого стального стержня, на верхнем конце которого имеется свободно вращающаяся упорная шляпка, а на нижнем конце укреплен патрон. На колене посажена свободно вращающаяся деревянная ручка. При работе коловоротом нажимают на упор левой рукой или грудью (создают усилие подачи сверлу), а правой рукой за ручку вращают коловорот.
Рис. 1. Устройства для сверления: а — коловорот; б — ручная дрель для отверстий до 8 мм; в — электродрель для отверстий от 10 до 20 мм; г — электродрель пистолетного типа для отверстий до 8-10 мм
Ручная дрель с конической передачей. Эту дрель (рис. 1, б) используют для сверления отверстий диаметром до 8 мм. Состоит она из стального стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и шляпка 1. При вращении рукоятки 7 движение передается большой конической шестерне 8, свободно сидящей на оси, а от нее к малой конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6, в котором закреплено сверло. При работе дрель удерживают левой рукой за рукоятку 3, правой вращают рукоятку 7. При сверлении отверстий большого диаметра при необходимости можно нажать грудью на шляпку 1. Дрель с зубчатой передачей может сделать до 300 об/мин.
Электрические сверлильные машины. Эти электрические дрели питаются постоянным или переменным током нормальной частоты и переменным током повышенной частоты (высокочастотные дрели). Электрические машины выпускают трех типов: тяжелого (для отверстий диаметром 20–32 мм), среднего (для отверстий диаметром 10-20 мм) и легкого (для отверстий диаметром до 8–10 мм). Тяжелые сверлильные машины обычно имеют на корпусе две боковые рукоятки или две рукоятки и упор; средние — одну замкнутую рукоятку на задней части корпуса (рис. 1, в), легкие — рукоятку пистолетной формы (рис. 1, г).
Пневматические дрели. В заводских условиях находят применение пневматические сверлильные машины (пневматические дрели). Пневматические дрели по своим возможностям и по форме (эргономике) исполнения во многом совпадают с ручными электрическими машинами (рис. 1, г).
Ремонтные работы в зависимости от трудоемкости могут выполняться на сверлильных станках (в основном при изготовлении деталей при ремонте). Для этой цели используются настольно-сверлильные и одношпиндельные вертикальносверлильные станки.
1. Сверление и рассверливание
Наиболее распространенным методом получения отверстий в сплошном материале является сверление ручной дрелью или с помощью настольного сверлильного станка. Движение резания при сверлении — вращательное, движение подачи — поступательное.
Перед сверлением отверстия определяют положение его центра на заготовке. На пересечении линий, проведенных чертилкой, керном пробивают положение центра отверстия.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 2). Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патрона на конический хвостовик 1 шпинделя дрели или станка патроны снабжаются коническим отверстием.
Рис. 2. Сверлильный кулачковый патрон
2. Технология и приемы сверления
Перед началом сверления дрелью сверло приводится во вращение. Сверло плавно (без удара) подводят к закрепленной заготовке и производят совмещение сверла с накерненным центром отверстия и сверлят на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают сверло и проверяют точность расположения надсверленного отверстия.
Для того, чтобы сверло не сместилось, рекомендуют произвести предварительно сверловку заготовки сверлом небольшого диаметра 2–5 мм. Благодаря этому при окончательном рассверлении отверстия поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси отверстия на заготовке при окончательном сверлении.
При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4–1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином, в которую окунают сверло или поливают сверло из масленки.
При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам.
Размеры отверстия при сверлении получаются больше заданных, если режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводят к поломке инструмента.
Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра. При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки.
Установка и закрепление заготовок на столе сверлильного станка могут быть выполнены по-разному. Это зависит от размеров, конфигурации и массы заготовки, а также от диаметра обрабатываемого отверстия и др.
Мелкие детали при сверлении в них отверстий диаметром до 10 мм обычно закрепляют в ручных тисках или удерживают от проворота плоскогубцами. При обработке отверстий большего диаметра заготовка должна закрепляться более надежно, например в машинных тисках. Перед установкой машинных тисков на столе станка тщательно освобождают его от стружки, очищают поверхность стола от загрязнений, протирают и смазывают маслом опорные плоскости. После выверки тисков относительно шпинделя станка крепят их к поверхности стола станочными болтами, заведенными в Т-образные пазы стола. При сверлении отверстий малого диаметра тиски можно не крепить.
Заготовки, не помещающиеся между губками тисков, закрепляют прижимными планками к поверхности стола или приспособления.
При обработке сквозных отверстий необходимо учитывать возможность выхода режущего инструмента из отверстия без повреждения поверхности стола или приспособления, или самого инструмента.
При сверлении ось сверла должна быть перпендикулярна к поверхности, на которой сверлят отверстие. Если это не обеспечено, то ось отверстия будет расположена косо и возможна поломка сверла.
Перед началом работы стол станка и опорные поверхности приспособлений нужно очищать от стружки и других посторонних предметов.
Под деталь при сверлении сквозных отверстий (рис. 3, а) следует подкладывать деревянную подкладку, а для точных деталей — стальное кольцо или плитку с отверстием для прохода сверла.
Рис. 3. Сверление отверстий насквозь (а), на цилиндрической (б) и наклонной поверхностях (в)
При сверлении отверстий на цилиндрической или наклонной поверхности так, как это показано (рис. 3, б, в), необходимо предварительно подготовить площадку А. Эту площадку можно выполнить фрезерованием или засверловкой перпендикулярно к поверхности и лишь после этого сверлить отверстие. Различают сверление по разметке и сверление по кондуктору.
Сверление по разметке. Центр отверстия накернивают кернером с углом заострения, примерно равным углу при вершине сверла. Обрабатываемую заготовку закрепляют так, чтобы центр отверстия и вершина сверла совпадали.
Вначале при небольшой ручной подаче просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла, и затем осматривают полученную окружность. Если полученная окружность не сместилась относительно центра разметки, то сверление продолжают. Если же центр сверления сместился, то слесарным канавочником с полукруглым лезвием прорубают канавку от центра сверления в сторону, куда нужно сместить центр сверла. После этого вновь накернивают в прорубленной канавке смещенный центр отверстия и начинают сверление. При сверлении глубоких отверстий спиральным сверлом следует периодически, не останавливая станка, выводить сверло из отверстия и удалять стружку из канавок.
При сверлении необходимо охлаждать стальное сверло. Для этого достаточно окунать сверло малого диаметра в охлаждающую жидкость, когда его выводят из отверстия для освобождения от стружки. При сверлении отверстий большого диаметра охлаждающую жидкость подают в зону сверления.
Точность сверления можно повысить примерно на 50%, если сначала просверлить отверстие сверлом меньшего диаметра, а затем — сверлом требуемого диаметра. При втором сверлении давление подачи уменьшается на 70–80%.
В конце сверления сквозного отверстия во избежание поломки и заедания сверла следует выключить автоматическую подачу и вручную аккуратно закончить сверление. Прежде чем остановить станок, необходимо вывести сверло из отверстия. Сверление по сопрягаемой детали или по кондуктору. По разметке сверлят отверстие только в одной детали. Затем через просверленные отверстия размечают и затем накернивают отверстия в другой сопрягаемой детали, как по шаблону, либо непосредственно просверливают отверстия в другой сопрягаемой детали.
Если необходимо просверлить в цилиндрической детали отверстие, смещенное относительно центра детали, то предварительно во втулке, которая плотно сидит на валу, сверлят смещенное на нужную величину А отверстие (рис. 4, а). Затем в нужном положении закрепляют вал со втулкой и через предварительно подготовленное отверстие во втулке, как по шаблону, производят сверление отверстия в валу.
Рис. 4. Сверление отверстий по шаблону (а) и по кондуктору (б)
В кондукторе (рис. 4, б) заранее расточены отверстия точно на таком расстоянии, на каком они должны быть расположены в детали. В эти отверстия кондуктора вставлены стальные закаленные кондукторные втулки 1 с внутренним диаметром, равным диаметру сверла.
После наложения (закрепления) кондуктора на детали сверло пропускают последовательно через каждую кондукторную втулку и сверлят отверстия.
Этот способ обеспечивает более полное совпадение осей отверстий, чем при разметке.
Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные (рис. 5, а). Припуск под зенкерование (после сверления) равен 0,5–3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5– 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием), так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей.
Рис. 5. Элементы резания при зенкеровании (а) и развертывании (б): а и b — толщина и ширина среза, S — подача, t — глубина резания
Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно его растачивают (резцом) до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (σв>750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2–3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20–30%.
Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15–0,5мм для черновых разверток и 0,05–0,25 мм для чистовых разверток (рис. 5, б).
При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество oбpаботки, сверление, зенкерование (или растачивание) и развертывание отверстий производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5–2 мм/об, чугунных — 1–4 мм/об. Скорость резания при развертывании 6–16м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают.
Просмотров:
3 415
«Сверление, зенкование, зенкерование и развертывание отверстий» — Студопедия
Поделись
В работе слесаря по изготовлению, ремонту или сборке деталей механизмов и машин часто возникает необходимость получения в этих деталях самых различных отверстий. Для этого производят операции сверления, зенкования, зенкерования и развертывания отверстий.
Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательным и поступательным движениями режущего инструмента (сверла, зенкера и т. д.) относительно своей оси. Эти движения создаются с помощью ручных (коловорот, дрель) или механизированных (электрическая дрель) приспособлений, а также станков (сверлильных, токарных и т. д.).
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
Как и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.
На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0,25–0,5 мм выполняются без ленточек).
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
Хвостовикслужит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Шейкасверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
В процессе работы режущая кромка сверла притупляется, поэтому сверла периодически затачивают.
Сверлами производят не только сверление глухих (засверливание) и сквозных отверстий, т.е. получение этих отверстий в сплошном материале, но и рассверливание — увеличение размера (диаметра) уже полученных отверстий. Перовые сверла являются наиболее простыми по конструкции. Они применяются при обработке твердых поковок, а также ступенчатых и фасонных отверстий.
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий. Они бывают простые, комбинированные, комбинированные с предохранительным конусом. Простые спиральные сверла отличаются от обычных спиральных сверл только меньшей длиной их рабочей части, так как ими производится сверление отверстий небольшой длины. Они применяются при обработке высокопрочных материалов, в то время как комбинированные сверла часто ломаются.
Зенкованием называется обработка верхней части отверстий в целях получения фасок ил цилиндрических углублений, например, под потайную головку винта или заклепки.
Выполняется зенкование с помощью зенковок или сверлом большего диаметра;
Зенкерование — это обработка отверстий, полученных; литьем, штамповкой или сверлением, для придания им цилиндрической формы, повышения точности и качества поверхности. Зенкерование выполняется специальными инструментами— зенкерами.
Зенкеры могут быть с режущими кромками на цилиндрической или конической поверхности (цилиндрические и конические зенкеры), а также с режущими кромками, расположенными на торце (торцовые зенкеры). Для обеспечения целостности обрабатываемого отверстия и зенкера на торце зенкера иногда делают гладкую цилиндрическую направляющую часть.
Зенкерование может быть процессом окончательной обработки или подготовительным к развертыванию. В последнем случае при зенкеровании оставляют припуск на дальнейшую обработку.
Развертывание — это чистовая обработка отверстий. По своей сущности она подобна зенкерованию, но обеспечивает более высокую точность и малую шероховатость обработки поверхности отверстий.
Инструмент для развертывания отверстий – развертка. Ручные развертки на своей хвостовой части имеют квадратный конец для вращениия их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновой (обдирочной), промежуточной и чистовой. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
При работе на сверлильных станках применяют различные приспособления для закрепления заготовок и режущего инструмента.
Машинные тиски — приспособление для закрепления заготовок разного профиля. Они могут иметь сменные губки для зажима деталей сложной формы.
Призмы служат для закрепления цилиндрических заготовок.
В сверлильных патронах закрепляют режущие инструменты с цилиндрическими хвостовиками.
С помощью переходных втулок устанавливают режущие инструменты, у которых размер конуса хвостовика меньше размера конуса шпинделя станка.
На сверлильных станках могут выполняться все основные операции по получению и обработке отверстий сверлением, зенкованием, зенкерованием и развертыванием.
Вертикально-сверлильные станки применяются для сверления отверстий диаметром до 75 мм. Они могут обеспечивать операции рассверливания, зенкерования, развертывания и нарезания резьбы.
Настольно-сверлильные станки используются для сверления в мелких деталях отверстий диаметром до 12 мм.
Техника безопасности при сверлении металла:
— Работай на исправном сверлильном станке (исправные защитные ограждения, заземление, надежность установки патрона на шпинделе станка).
— Надежно закрепи обрабатываемую деталь на столе сверлильного станка.
— Запрещается трогать вращающийся патрон станка.
— На время сверления одень головной убор, проследи, чтобы все пуговицы на одежде были застегнуты.
— Не держи руками заготовку во время сверления.
— В конце сверления ослабь подачу сверла.
— Опилки после сверления не убирай руками.
Правильное развертывание | Cutting Tool Engineering
Соответствующие сценарии применения развертки при чистовой обработке отверстий.
Предоставлено Komet of America
Врезные кольца Komet имеют регулируемый диапазон диаметров и могут быть точно отрегулированы с помощью специальных держателей врезных колец. По словам компании, это компенсирует износ, обеспечивая правильную настройку на точный размер отверстия.
При обработке отверстия точно по размеру развёртывание часто является лучшим выбором для станочника. Как правило, его нельзя использовать для правки отверстий, и он может удалить только ограниченное количество припуска, но при правильном выполнении развертывание может быть быстрым и высокоточным процессом.
Однако правильное развертывание требует хорошей подготовки. Важные факторы включают в себя оставление точного количества припуска после бурения; зная, когда развернуть дважды, использовать многофункциональную развертку или полностью использовать другой инструмент; и указав правильный развертки для работы. Что касается последнего, доступно множество различных типов разверток, в том числе регулируемые развертки, развертки с патроном и спиральной канавкой, и во многих случаях специальный инструмент является лучшим инструментом для работы.
При развертывании самым важным является подготовка отверстия, по словам Райана Бистербуша, руководителя группы проектирования производителя инструментов Komet of America Inc., Шаумбург, Иллинойс. количество запаса и не исправляет отверстие. «Развертка следует за отверстием», — сказал он, но отметил, что развертка помогает немного улучшить прямолинейность, если инструмент имеет возможность фронтального резания.
Предоставлено Alvord-Polk
Набор патронных разверток от Alvord-Polk, включая (вверху) развертку с прямым хвостовиком и прямой канавкой; (вверху посередине) инструмент с коническим хвостовиком, правосторонний, со спиральной канавкой; и (вверху внизу) развертка с прямым хвостовиком, правосторонняя, со спиральной канавкой, покрытая нитридом титана.
Джош Линберг, президент компании-поставщика инструментов Monster Tool Co., Виста, Калифорния, согласен с тем, что перед развертыванием необходимо отверстие «удовлетворительного качества». Например, он отметил, что при расширении отверстия диаметром 0,240 дюйма разверткой диаметром 0,250 дюйма отверстие не будет выпрямлено, если оно сужается на 0,005 дюйма или более.0005
Если форма или расположение отверстия нуждается в исправлении, Уилл Нестор, инженер по продажам приложений/проектов из Феникс-Сити, штат Алабама, для производителя инструмента Mapal Inc., Порт-Гурон, штат Мичиган, рекомендует расточку. «Однако развертывание, как правило, дает вам более короткое время цикла, чем растачивание», — сказал он, добавив, что развертка чаще применяется для достижения нужного размера отверстия, чем для придания шероховатости поверхности.
Чистота поверхности, получаемая при развертывании, обычно зависит от материала заготовки. Диапазон для чугуна составляет от 50 до 80 среднеквадратичных значений и от 30 до 60 среднеквадратичных значений для сталей, а развертка с ПКА может придать алюминию чистоту до 8 среднеквадратичных значений, согласно Bysterbusch.
Иногда отверстие растачивается перед развертыванием, но это не обязательно. «Любое отверстие, которое соответствует минимально необходимому количеству припуска для развернутого размера, не требует дополнительной подготовки перед развертыванием», — сказал Линберг. «Если готовое отверстие имеет чрезвычайно жесткий допуск, а станок, используемый для создания отверстия, не обладает достаточной точностью или жесткостью, расточенное отверстие помогает удерживать развертку на одном уровне с осью отверстия, помогая станку сохранять прямолинейность отверстия. ».
Проблемы с материалами
Количество припуска, остающегося для развертывания, зависит от качества и диаметра отверстия. Согласно эмпирическому правилу, после сверления для расширения должно оставаться от 0,010 до 0,015 дюйма, за исключением небольших диаметров, таких как 1/32 дюйма, в которых должно быть от 0,003 до 0,006 дюйма материала для развертывания, отметил Линберг. «Плохо просверленное отверстие может потребоваться немного больше материала, чтобы расширитель «очистил» стенки отверстия», — сказал он. «до 0,0098″ для разверток Mapal с направляющими и до 0,0394» DOC для неподвижных разверток с паяным PCD, в зависимости от материала заготовки. стороны в отверстии», — сказал он, добавив, что больший DOC возможен для развертки с концевой режущей геометрией, встроенной в режущую кромку. , чугун, титан и суперсплавы на основе никеля, согласно Bysterbusch.Если стружка слишком толстая при развертывании последних материалов, слишком много тепла поступает в стружку, делая ее пластичной и трудно ломаемой, что создает проблему удаления стружки. «Лучше удалить как можно меньше».
Другие предоставляют больший диапазон размеров отверстий. Кевин Моррисон, главный инженер по инструментам Alvord-Polk Inc., указал, что производитель сплошных многолезвийных разверток из Миллерсбурга, штат Пенсильвания, рекомендует припуск от 0,003 до 0,006 дюйма для развертывания отверстий диаметром до 3⁄32 дюйма, 0,008 дюйма. «до 0,010″ для отверстий больше 3⁄32″ до ¼», 0,012″ до 0,015″ для ¼» до ½», 0,017″ до 0,020″ для ½» до 1″, 0,020″ до 0,025″ для 1″ до 2 «и от 0,030″ до 0,035″ для отверстий больше 2». «Это скользящая шкала», — сказал он. «Это даже не работает в процентах».
Моррисон добавил, что для ручной развертки диапазон составляет от 0,002 до 0,004 дюйма. «Это все, на что способно человеческое тело, — сказал он. «У нас нет механического преимущества, чтобы взять больше материала».
Хотя некоторые не считают упрочнение материала серьезной проблемой при развертывании, Нестор отметил, что это может создать проблемы. Желательно брать легкий DOC, например, при развёртывании титана. Легкий DOC удерживает стружку тонкой для облегчения эвакуации при обработке, например, отверстия малого диаметра. «Материализируемость играет большую роль в том, как вы расширяете», — сказал он.
Размер отверстия
Если после сверления остается слишком много припуска для развертывания, конечные пользователи могут выполнить развертывание дважды. Линберг из Monster Tool предлагает сначала применить меньшую развертку, а затем развертку необходимого размера. «Сверление для открытия отверстия обычно приводит к отказу сверла из-за неравномерного и неравномерного напряжения вдоль режущей кромки сверла и не рекомендуется», — сказал он. Линберг добавил, что плунжерное фрезерование также возможно при наличии концевой фрезы подходящего размера.
Кроме того, можно использовать ступенчатую развертку с черновым и чистовым диаметром. «Это зависит от материала», — сказал Бистербуш. «Как только вы доберетесь до некоторых из более прочных сталей, мы должны более подробно изучить область применения».
Нестор заметил, что еще одним вариантом является применение инструмента для чистового растачивания. Инструмент для чистового растачивания имеет не менее трех направляющих и способен обеспечить значительно больший DOC, чем развертка. Он добавил, что коррекция положения отверстия также может быть достигнута с помощью инструмента для тонкого растачивания с временем цикла, сравнимым с разверткой с направляющими.
Объем части также определяет приемлемое решение. «Вы должны помнить, что клиент всегда хочет сократить время цикла», — сказал Донато Пиньо, специалист по продуктам Komet. «Обычно он использует инструмент для черновой и чистовой обработки».
Моррисон из Alvord-Polk предположил, что кольцевое сверло, представляющее собой нечто среднее между разверткой и сверлом, может решить проблему, когда необходимо удалить значительно больше материала, чем рекомендуется. Колонковое сверло предназначено для удаления большого количества материала из отверстия, но само по себе оно не создаст отверстие. «Бывают случаи, когда корончатое сверло обеспечивает достаточно подходящую поверхность, чтобы конечные пользователи использовали его для обработки отверстия», — сказал он.
Рекомендации по инструменту
При выборе развертки конечный пользователь должен обращать внимание только на ее размер, если только он не расширяет необычно глубокое отверстие, для которого требуется дополнительная длина инструмента, для чего, по словам Линберга, требуется специальный инструмент. «Правильно изготовленная развертка будет выполнять свою работу независимо от разрезаемого материала».
Предоставлено Monster Tool
По данным Monster Tool, размер — это единственная характеристика, на которую должен обращать внимание конечный пользователь при выборе развертки.
Хотя Bysterbusch отметил, что «полномасштабные специальные» развертки составляют около 40 процентов продаж разверток Komet, фиксированные моноблочные стандарты компании являются «полуспециальными». Это связано с тем, что стандартные заготовки измельчаются по размеру для удовлетворения конкретных требований клиента, как только компания получает заказ. Стандартный диапазон составляет от 6 мм до 110 мм, но специальные предложения охватывают более широкий спектр. «Мы расширяем все от 1,5 мм до более 300 мм», — сказал он.
По словам Нестора из Mapal, допуск по размеру играет роль при выборе типа развертки. В то время как фиксированный инструмент подходит для более широкого диапазона допусков, «всякий раз, когда у вас есть допуск ± 5 мкм или более на ваш диаметр, — сказал он, — вам нужна регулируемая развертка».
Нестор добавил, что патронные развертки можно использовать на сверлильном станке, токарном станке инструментального цеха или даже на фрезерном станке Бриджпорта, но для разверток с направляющими и других высокопроизводительных разверток требуется станок с механической подачей для обеспечения постоянной точности. Для высокопроизводительного развертывания также требуется адекватная подача охлаждающей жидкости. «Обычно растворимые масла и полусинтетика работают лучше, но мы добились успеха с синтетической охлаждающей жидкостью для инструментов с направляющими», — сказал он.
Прерывания отверстий, такие как шпоночные канавки или поперечные отверстия, также диктуют требования к инструменту для развертывания. Когда такая функция присутствует, Моррисон из Alvord-Polk рекомендует развертку со спиральной канавкой, чтобы спираль перекрывала зазор при вращении развертки, а инструмент постоянно поддерживался. «Если у вас прямая флейта, каждый раз, когда зуб появляется, он зацепляется и стучит, как ни в чем не бывало», — сказал он.
Независимо от применения развёртывания, некоторые утверждают, что только настоящая развёртка выполнит эту работу должным образом. «Опасно говорить, что вы просто хотите использовать сверло с качеством развертывания», — сказал Пиньо из Komet. «Ты никогда не получишь тот же результат». CTE
Об авторе: Алан Рихтер, редактор журнала Cutting Tool Engineering, присоединился к публикации в 2000 году. Свяжитесь с ним по телефону (847) 714-0175 или по электронной почте [email protected].
Предоставлено Komet of America
Стойкость инструмента увеличилась с 1200 отверстий до 50000 отверстий, когда компания Magna Powertrain USA перешла с твердосплавной развертки на развертку Dihart Monomax Solid с керметным наконечником от Komet of America при обработке небольшого отверстия на конце рычагов привода из стали 8620. .
Рассверливание «блестящего» покрытия
Рассверливание отверстий в стали 8620 с твердостью 217 HB не обязательно является сложным процессом, если только вы не делаете около полумиллиона таких отверстий в год и не должны достигать поставленных целей. жесткие допуски, быстрое время цикла и низкая стоимость инструмента на деталь. Компания Magna Powertrain USA Inc. , г. Манси, штат Индиана, оказалась в такой же ситуации при производстве приводных рычагов и необходимости расширить диаметр 0,388 дюйма на 0,39 дюйма.Отверстие глубиной 3 дюйма на горизонтальном обрабатывающем центре OKK HP500S.
Дэвид Бокселл, инженер-технолог компании Magna, производителя компонентов для раздаточных коробок и трансмиссий, знает, что самая дешевая развертка не может обеспечить самую низкую стоимость «Я могу купить развёртку за 35-40 долларов со склада, но я получу только несколько сотен деталей, так что моя стоимость за единицу будет довольно высока», — сказал он. Развертки с наконечниками и чистовая обработка около 1200 деталей до того, как инструмент изнашивается. Затем компания перешла на изготовленные на заказ цельнотвердосплавные развертки, но с ограниченным успехом. «Они были очень дорогими и слишком быстро изнашивались», — сказал Бокселл.0005
Чтобы соответствовать требуемому размеру чистового отверстия от 0,3952 «до 0,3948», Magna просверливает отверстие в твердом материале и оставляет около 0,013 «припуска для развертывания. Затем отверстия расширяются до размера, чтобы они сжимались до указанного размера при термообработке. Нет после термообработки требуются дальнейшие операции
Ранее компания Boxell производила другую линейку продуктов и в разговоре с другим специалистом по металлообработке узнала, как развертка Dihart производства Komet of America Inc. помогла сократить время изготовления детали из от нескольких дней до 1 дня, сохраняя прямолинейность 0,0002 дюйма в отверстиях толщиной 4 дюйма. Хотя Бокселл не был полностью убежден, он пригласил продавца Komet и дистрибьютора Haggard & Stocking, Индианаполис, протестировать развертку Dihart со стороны Magna. «Он был прав. на деньгах, — сказал Бокселл, — развертки сделали именно то, что он обещал». Магна начала их использовать.0005
Позже Бокселл поговорил с инженером-технологом Джоном Хершбергером, который отвечал за приводные рычаги, и предложил ему также попробовать развертку Komet. «Ему это понравилось, и он сразу же начал его использовать», — сказал Бокселл. «Затем я унаследовал эту работу и теперь у меня вся ячейка».
Развертка Dihart 525.91.4030 Monomax Solid с металлокерамическим наконечником имеет геометрию, позволяющую выталкивать стружку вперед. Работая со скоростью шпинделя около 1800 об/мин, предыдущим разверткам требовалось от 3 до 4 секунд, чтобы закончить отверстие, в то время как время обработки нового инструмента составляет 0,14 секунды на отверстие при скорости 4385 об/мин, скорости резания 453 футов в минуту и 157 скорость подачи. Развертки с металлокерамическим наконечником имеют подачу СОЖ через инструмент, в то время как для твердосплавных разверток компания применила циркуляцию СОЖ.
В дополнение к жесткому допуску на размер, развертка Monomax обеспечивает шероховатость поверхности 0,6 мкм Rz, когда в спецификации требуется только шероховатость 1,99 мкм Rz. «Отделка выглядит идеально, когда мы закончим с ней», — сказал Бокселл. «Это просто гладко, как свисток».
Стойкость инструмента также значительно увеличилась: с примерно 1200 отверстий на развертку до 30 000–50 000 штук до потери размера от 4 мкм до 5 мкм. Бокселл отметил, что он мог бы применить более крупное сверло и увеличить срок службы развертки, оставив всего 0,008 дюйма припуска для развертывания, «но у меня на складе так много других сверл, что, вероятно, не стоит покупать 200 или 300 сверл, когда развертка работает так хорошо».
Несмотря на то, что новые нестандартные развертки входят в стандартную комплектацию и по-прежнему стоят около 400 долларов каждая, стоимость инструмента в расчете на одну деталь увеличилась с 0,018 до 0,009 долларов. По словам Бокселла, предполагаемая годовая экономия составляет 85 000 долларов США, не считая увеличения времени цикла и времени безотказной работы шпинделя. Кроме того, Magna реализует дополнительную экономию за счет замены бывших в употреблении разверток Komet retip примерно за треть стоимости новых. Согласно Komet, он может менять наконечник инструмента три или четыре раза. «Мы купили около 20 таких разверток и за последние 4 месяца использовали только четыре», — сказал Бокселл, добавив, что предполагаемое годовое использование инструмента сократилось с 1000 до 13 инструментов. «Когда готовые инструменты готовы, они готовы».
—А. Richter
Contributors
Alvord-Polk Inc.
www.reamers.com
(800) 441-2751
Komet of America Inc.
www.komet.com
(847) 923-8400
Magna Powertrain USA Inc.
(765) 245-9750
www.magnapowertrain.com
Mapal Inc.
www.mapal.us
(810) 364-8020
Monster Tool Co.
www.monstertool.com
(888) ) КАРБИД
YG-1 Tool Co.
(800) 765-8665
www.yg1usa.com
Предоставлено YG-1 Tool
Заточенная кромка сверла Dream Drill YG-1 Tool помогает укрепить кромку, кромки помогают обеспечить допуски и требования к чистоте поверхности, а также угол подъема спирали, вдоль с шириной канавки улучшает отвод стружки и удаление стружки.
Мечтаем о том, чтобы не развёртывать
При выполнении отверстий соблюдение требований к размеру и шероховатости поверхности, которые предоставляет развёртка с помощью всего одного инструмента, может повысить производительность и снизить затраты. Хотя производители инструментов уже давно продвигают различные сверла, чтобы исключить развертывание, YG-1 Tool Co., Вернон Хиллз, Иллинойс, говорит, что его Dream Drill также выполняет центральное сверление и позиционное растачивание.
Сверло с покрытием из нитрида титана-алюминия обеспечивает допуск на развертывание M7 в соответствии с YG-1 (см. Таблицу). Твердосплавные сверла со сквозной подачей СОЖ доступны от 0,039 до 0,787 дюйма, а сверла I Dream со сменными пластинами со сквозной подачей СОЖ доступны от 0,4724 до 1,250 дюйма. Сверла также доступны без отверстий для охлаждающей жидкости.
YG-1 предлагает две конструкции для обработки материалов твердостью до 50 HRC: стандартную для стали, чугуна и подобных сплавов и Inox для нержавеющей стали и более мягких и пластичных сплавов. «Целью всегда были мелкие завитки», — сказал Аль Зайтун, менеджер по продажам и маркетингу YG-1.
Изготовитель инструментов сообщает, что утончение вершины стенки Dream Drill в форме буквы «S» снижает осевую осевую нагрузку и стабилизирует вершину для получения точных отверстий, а угол вершины 140° немного утолщает поперечное сечение стружки, что помогает дробить стружку.
Zaitoon отметил, что скорость проходки Dream Drill в три-пять раз выше, чем у обычного сверла, а подача от 20,00 до 30,00 дюймов в минуту не является редкостью при сверлении отверстия диаметром 0,250 дюйма в низколегированной стали.
“ Как правило, чем выше скорость, тем более пластичным становится материал, что снижает усилие, необходимое для сверления, — сказал он, — а размер отверстий для охлаждающей жидкости рассчитан на максимальное давление и объем, чтобы уменьшить проблемы с нагревом».
Согласно Zaitoon, дрель Dream Drill подходит для замены от 50 до 70 процентов операций развертывания при сверлении из цельной заготовки. К ним относятся приложения, в которых требования к шероховатости поверхности указаны «как развёрнутые», а сверло может обеспечить допуск по размеру.
—А. Richter
Таблица: Допуски на диаметр сверла
Как увеличить или выровнять отверстие в металле
Увеличение отверстий или выравнивание несоответствующих отверстий в металле — это работа инструмента, известного как развертка.
Процесс, с помощью которого это делается, называется развертыванием и отличается от традиционного сверления тем, что в качестве отправной точки требуется существующее отверстие или несколько отверстий. Развертка не может создать отверстие с нуля, только увеличивает размер текущего отверстия.
Ниже вы найдете пошаговое руководство по развёртыванию вместе с техническими рекомендациями, практическими рекомендациями и информацией о доступных развёртках HMT и о наилучших ситуациях их использования.
Как увеличить или выровнять (рассверлить) отверстие в металле:
- Во-первых, убедитесь, что ваша заготовка надежно закреплена и не собирается двигаться.
- Во-вторых, если у вас уже есть отверстие, которое вы хотите увеличить или выровнять, выберите наиболее подходящий развертку для нужного вам размера отверстия. Например, если вы хотите перейти от отверстия диаметром 8 мм к отверстию диаметром 16 мм, не рекомендуется делать это за одну операцию.
 Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера.
Для достижения наилучших результатов и во избежание поломки инструмента увеличивайте отверстие небольшими приращениями по 2–3 мм за раз, используя для этого развертку соответствующего размера. - Установите развертку на приводной инструмент.
- При использовании развертки VersaDrive с технологией Holemaker Technology в ударном гайковерте, магнитной дрели или дрели SDS выберите правильный адаптер, установите его на приводной инструмент и вставьте развертку.
- При установке развертки ImpactaMag на магнитную дрель просто вставьте ее в оправку и затяните установочные винты.
- Вставьте расширитель в расширяемое отверстие. Развертки VersaDrive и ImpactaMag представляют собой конические развертки, также известные как мостовые развертки, которые самоцентрируются благодаря своим наклонным коническим сторонам. (Развертки, используемые в магнитной дрели, могут самоцентрироваться только при выключенном магните, чтобы сверло могло двигаться в правильное положение. )
- Когда все будет готово, слегка отведите расширитель, чтобы он не касался стенок отверстия, и запустите его вращение.
- Начните резку, применяя постоянное давление подачи на протяжении всей операции.
- Когда развертка достигает своего самого широкого места, резка завершена, и развертку можно остановить и извлечь.
Практические рекомендации:
- Проверьте требования к минимальному крутящему моменту для используемого инструмента.
- Прилагайте сильное, постоянное давление подачи на протяжении всего реза, применяя подачу очень медленно и осторожно в течение первого 1 мм реза.
- Чтобы максимально увеличить срок службы инструмента, не пытайтесь увеличить существующий диаметр отверстия более чем на 2-3 мм. Если требуется больший размер готового отверстия, то следует использовать развертку следующего размера для «шага вперед», пока не будет достигнут диаметр готового отверстия.
- Избегайте бокового перемещения или наклона, которые могут привести к повреждению инструмента
- Обеспечьте регулярное применение качественной смазочно-охлаждающей жидкости, особенно при сверлении толстых или закаленных материалов.
- Резка пламенем, лазерная резка или пробивка отверстий с помощью ударного гайковерта могут оказаться невозможными. В этой ситуации отверстие можно рассверлить низкоскоростной магнитной дрелью с разверткой ImpactaMag или VersaDrive.
- Следуйте указаниям, чтобы установить правильную скорость вращения. Неверное число оборотов может привести к сокращению срока службы или поломке инструмента.
- Обеспечьте отсутствие мусора на поверхности стали достаточной толщины для надежного удержания магнита при сверлении магнитом.
- Регулярно проверяйте, чтобы направляющие, рукоятки, оправки и подвижные части магнитной дрели не расшатались со временем.
- Для максимальной производительности при использовании ударных гайковертов и ударных винтовертов.
Подробную техническую информацию о рекомендуемых скоростях и подачах см. в конце статьи.
Теперь вы знаете, как, зачем вам рассверливать отверстие?
Существует множество причин, по которым необходимо модифицировать отверстия после их создания. Чаще всего это могут быть изменения спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-либо этапе процесса.
Какова бы ни была причина увеличения отверстия, его традиционно трудно выполнить точно на месте и вдали от стационарных прецизионных фрезерных и сверлильных станков, особенно в твердых материалах, таких как сталь.
Вопрос «как это сделать быстро и правильно» тогда стал настоящим вызовом.
Желание найти решение этих проблем привело нас к созданию двух совершенно новых продуктов — VersaDrive и ImpactaMag, предназначенных для строительных и производственных разверток.
Ударные развертки VersaDrive
Развертки VersaDrive — это идеальный инструмент для выравнивания и расширения отверстий, предназначенный для слесарей и монтажников металлоконструкций, позволяющий продолжать работу, когда отверстие смещено или имеет неправильный размер для крепления.
Обладая специально разработанной геометрией режущей кромки с 6 зубьями и титановым покрытием, развертки VersaDrive™ полностью рассчитаны на ударную вязкость и работают быстрее всего при использовании с ударным гайковертом, обеспечивая максимальную производительность резания практически без отдачи электроинструмента.
Развертки VersaDrive имеют запатентованный нескользящий шестигранный хвостовик, подходящий для использования в любом стандартном сверлильном патроне 1/2 дюйма для аккумуляторных или пистолетных дрелей или для использования с переходником VersaDrive Rapid Lock для использования с широким спектром электроинструментов, таких как магнитные дрели. .
- Прецизионная конструкция с 6 зубьями для гладкой резки
- Безопасное развертывание с минимальной отдачей
- Специально закален для использования с ударным гайковертом
- Высококачественная инструментальная сталь для высокой точности и длительного срока службы
- Титановое покрытие Goldmax с низким коэффициентом трения для предотвращения выгорания
- Высокопрочная, нескользящая конструкция хвостовика
- Использование на ударных или вращающихся
Краткое техническое руководство
- Для максимальной производительности при использовании ударных гайковертов и ударных винтовертов
- Развертки с ударным приводом не рекомендуются для отверстий, прорезанных пламенем или плазмой. Используйте с магнитной дрелью
- Развертка должна вращаться перед началом резки, и через разрез следует использовать постоянное давление подачи
- Для материалов толще 20 мм рекомендуется использовать развертки ImpactaMag
Развертка HMT ImpactaMag
Развертка ImpactaMag™ HSS — это уникальная развертка двойного назначения для расширения и выравнивания отверстий в металлах и твердых материалах.
Специально разработанная геометрия режущей кромки позволяет использовать инструмент в ударном гайковерте или магнитной дрели. При использовании в ударном гайковерте он закрепляется в специальном адаптере, что упрощает управление инструментом, применение правильной скорости подачи и извлечение из готового отверстия, что увеличивает срок службы инструмента. Эта развертка также подходит для стандартной магнитной оправки Weldon.
Коническая форма позволяет вводить узкий конец развертки ImpactaCut в существующее отверстие и точно центрировать его.
Вращательный/ударный удар точно срезает стружку с каждой стороны отверстия, вплоть до самого широкого размера расширителя.
- Идеально подходит для монтажа металлоконструкций и мостовых работ
- Идеально подходит для модификации и увеличения отверстий
- Крепится непосредственно к ударному гайковерту
- Может использоваться с любой стандартной магнитной дрелью
- Доступны промежуточные размеры
- Уникальная конструкция с 6 зубьями для более быстрой и плавной резки
- Подготовьте отверстия для установки TCB и болтов фрикционной рукоятки
Так как же узнать, какой из них вам подходит?
Правильный инструмент для работы зависит от используемого приводного инструмента, размера требуемого окончательного отверстия и материала, который вы расширяете.
Когда развертки VersaDrive являются лучшим вариантом:
При использовании переносного электроинструмента, такого как ударный шуруповерт или ударный гайковерт, и требуемый окончательный размер отверстия меньше 26 мм, рекомендуется использовать ударную развертку VersaDrive. Этот инструмент быстро и легко совместим с ассортиментом быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
Развертки VersaDrive также можно использовать с аккумуляторными дрелями, магнитными дрелями или сверлильными станками, поэтому для операций, требующих отверстий диаметром до 26 мм в материалах толщиной до 20 мм, развертки VersaDrive по-прежнему идеально подходят для этой задачи.
Если развертка ImpactaMag является лучшим вариантом:
Если вы используете магнитную дрель без адаптера, размер отверстия должен составлять от 26 до 39 мм или толщина материала превышает 20 мм, тогда рекомендуемым вариантом будет развертка ImpactaMag.
Имея хвостовик Weldon, развертка ImpactaMag подходит непосредственно к стандартной оправке 19,05 мм, а ее конструкция идеально подходит для обработки более толстых материалов глубиной более 20 мм.
Многие специалисты в области строительства дадут показания. Работа на месте или в мастерской может идти нормально до тех пор, пока небольшая проблема, такая как смещенное отверстие, плохо просверленное отверстие или слишком маленькое соединительное отверстие, не вызовет необходимость в очень дорогом гаечном ключе.
Наличие набора разверток VersaDrive или ImpactaMag означает, что эту потенциальную проблему можно быстро решить.
Скорости и подачи
Старое сообщение
Новое сообщение
типов отверстий, которые можно сделать с помощью сверлильного станка
Здесь, в Dake, мы предлагаем два типа сверлильных станков, чтобы удовлетворить все ваши потребности в сверлении — настольные модели и напольные модели. Вы можете выбрать из двух настольных и четырех напольных моделей сверлильный станок, соответствующий требованиям вашего металлообрабатывающего цеха.
Сверлильные станки используются для создания цилиндрических отверстий в металле. Они также широко используются для той же цели на различных материалах, включая дерево и пластик. При работе со сверлильным станком основной операцией, конечно же, является сверление.
Однако на одном из этих универсальных станков можно выполнять и другие операции. К ним относятся зенкерование, зенкерование, развертывание и нарезание резьбы.
В этом посте мы расскажем о каждой операции и рассмотрим типы отверстий, которые вы можете сделать с помощью наших машин.
Устройство сверлильного станка
Прежде чем мы перейдем к операциям, которые можно выполнять с помощью сверлильного станка, важно понять устройство станка. Самый распространенный сверлильный станок – напольная модель. Его обычно можно увидеть в домашних и промышленных мастерских, и это тип станка, на котором учится большинство учеников.
Сверлильный станок напольной модели состоит из четырех основных элементов:
- головка
- стол
- столбец
- основание
Начиная сверху, головка содержит несколько важных компонентов, включая двигатель и механизм переменной скорости, который используется для перемещения шпинделя. Вы можете найти шпиндель внутри пера, и его можно перемещать вверх и вниз вручную или автоматически.
Далее колонна является скелетом сверлильного станка. Он соединяет головку, стол и основание вместе.
Стол также крепится к колонне. В качестве регулируемой детали оператор может перемещать стол вверх или вниз в соответствии с размерами металла.
Наконец, база является основной опорой всей машины. Изготовленный из чугуна, он обеспечивает стабильную основу для всех видов металлоконструкций.
Работа на сверлильном станке
Основные этапы использования сверлильного станка относительно просты. Регулярно выполняйте эти шаги в указанном порядке, чтобы получить отверстия самого высокого качества:
1. Отметьте желаемое место для отверстия знаком «X». Вы также можете использовать кернер, чтобы отметить это идеальное место.
2. Выберите подходящее сверло.
3. Выберите размер центрального сверла.
4. Выберите смазочно-охлаждающую жидкость, чтобы машина оставалась холодной.
5. Прикрепите металлический материал к столу сверлильного станка.
6. Выберите правильное число оборотов в минуту (об/мин).
7. Используйте метод сверления с непрерывным просверливанием для минимального образования сколов.
8. Следите за тем, чтобы направляющие отверстия имели диаметр строго 3/8 дюйма и никогда не сверлите отверстия с шагом более 1/4 дюйма.
9. По завершении тщательно очистите машину.
Обычное спиральное сверление
Процесс создания цилиндрических отверстий в металле известен как спиральное сверление. Спиральное сверло можно узнать по спиральным канавкам, проходящим по его длине. Они предназначены для отвода стружки от отверстий в процессе сверления.
Глядя на спиральное сверло, вы можете заметить три его основных компонента: хвостовик, корпус и острие. В верхней части спирального сверла находится хвостовик. Он соединяет сверло со шпинделем станка. Хвостовики бывают двух видов: прямые и конические. Мы рекомендуем конические хвостовики, потому что они обеспечивают больший крутящий момент и минимизируют проскальзывание.
Затем на корпусе сверла находятся канавки. Как правило, есть две канавки, предназначенные для удаления стружки. Это не режущие компоненты.
Наконец, последняя часть сверла — это острие. Здесь происходит вся резка. Отверстия спирального сверления обычно на 1% больше диаметра сверла.
Зенковка
Описываемая как процесс расширения отверстия по его длине, зенковка похожа на спиральное сверло. У него тоже есть хвостовик и рифленое тело. Однако разница заключается в режущей составляющей. Зенковки биты не имеют острия. Вместо этого они имеют пилотную часть меньшего диаметра.
Вот как это работает: направляющая вставляется в предварительно просверленное отверстие и затем используется в качестве направляющей для зенковки. Чтобы это работало, цековка должна быть правильно совмещена с отверстием. Зенковка чаще всего выполняется для болтов, винтов с головкой и шпилек. Это необходимо для создания гладкой поверхности.
Зенковка
Если вам нужно создать углубление под поверхностью обрабатываемой детали, используйте технику зенкерования. Это углубление называется фаской и получить его можно, добавив к отверстию конусообразное расширение.
Сменное сверло представляет собой конический режущий инструмент. После того, как коническая фреза правильно совмещена с предварительно просверленным отверстием, ее необходимо повернуть на 1/3 скорости резания, которая использовалась для создания этого отверстия. Зенкование лучше всего использовать для создания гладкой поверхности для крепежа с плоской головкой и для удаления заусенцев.
Развёртывание
Опять же, спиральное сверление создает отверстия немного увеличенного размера. Если вы хотите получить отверстие очень определенного размера, вы можете сделать это с помощью развертывания. Эти режущие инструменты, известные как развертки, имеют допуск точности 0,001. Они не имеют сильного режущего действия, поэтому отверстие необходимо предварительно просверлить, прежде чем можно будет выполнить развертывание.
Мы рекомендуем установить скорость развертывания на 1/3 скорости, используемой для сверления пилотного отверстия. Никогда не переворачивайте расширитель и не останавливайте работу сверлильного станка, пока расширитель находится внутри отверстия. Мы рекомендуем время от времени снимать развертку, чтобы удалить стружку. У этого инструмента нет канавок, чтобы делать это самостоятельно.
Нарезание резьбы
Еще одна операция, которую можно выполнить с помощью сверлильного станка, — нарезание резьбы. Как и спиральное сверло, метчик имеет канавки. Разница здесь в том, что эти нарезные канавки используются в качестве фрез.
Они также выполняют двойную функцию, так как могут удалять чипы. Если вам нужно нарезать внутреннюю резьбу внутри цилиндрического отверстия, лучше всего подойдет метчик.
На выбор предлагается несколько различных метчиков, включая конические и вставные метчики. Конические метчики, иногда называемые пусковыми метчиками, используются для начала резьбы. Первые шесть витков конические, а затем делается полный диаметр резьбы.
Вставной метчик вступает в действие после удаления конусного метчика. Первые три из пяти витков имеют коническую форму, а последний метчик может проходить сквозь металл.
Сверлильные станки Dake
Мы предлагаем две модели настольных сверлильных станков – TB-16 и TB-16V. Оба они имеют диаметр сверла 5/8”, и оба имеют чип из плексигласа и защиту патрона. Стандартный конус Морзе позволяет быстро менять насадки, а скорость можно регулировать с помощью быстросъемного ремня.
У нас есть четыре напольных сверлильных станка: SB-16, SB-25V, SB-32V и SB-250V. Диаметр сверл варьируется от 5/8” до 1-1/4”, и все они поставляются с одинаковым защитным кожухом из плексигласа.
Каждый сверлильный станок от Dake поставляется с защитным электрическим комплектом CE, который включает в себя выключатель, предохранительный выключатель с блокировкой крышки ремня и кнопку аварийного останова.
Чтобы узнать больше о наших машинах, свяжитесь с нашей командой сегодня.
Сверла, зенкеры, развертки и зенковки
Сверла, зенкеры, развертки и зенковки
Дрель
Биты, зенкеры, развертки и
Зенковки
Последнее обновление:
31 августа 2022 г., 04:55:24 Гора
Часовой пояс США
ДОМ
Сверла,
Левая рука
Сверла,
Длинный мальчик,
Сильвер и Деминг,
метрика,
Конический хвостовик,
Сверло
Калибры,
Точилки,
Разбивочные буровые наконечники,
Ступенчатые сверла,
круг резак,
Зенковки,
развертки,
Плавающий держатель расширителя,
Развертки с коническим штифтом,
Зенковки,
биты для гравировки,
Комбинированные сверла-метчики,
Алмазные колеса,
Деревянные биты,
Биты для каменной кладки
Сверление отверстия в металле — одна из самых основных операций механической обработки.
Однако существует множество взаимодействующих переменных, связанных с
успешное выполнение таким образом
требующие тщательного рассмотрения:
материал для сверления, жесткость установки, глубина отверстия,
конструкция долота, материал долота, острота долота, длина долота, об/мин, скорость подачи
, удаление стружки,
нагревать, &
смазка.
Ссылаться на
как просверлить отверстие
руководство &
как просверлить центр стержня.
Также см. Ручные дрели и
Секции сверлильных станков.
Столы
Метрические и дюймовые эквиваленты
Дюйм
Таблица преобразования миллиметров
Таблица преобразования миллиметров в дюймы
Десятичный
Эквиваленты 8, 16, 32,
64-й
Десятичный
Аналоги сверл размером с букву
Десятичный
Эквиваленты сверл номерного размера
американский
Стандартная трубная резьба и метчик
Размеры
Нажмите «Размеры сверла» для дробного размера
Темы
Миллиметр
Нажмите Размеры сверла
Национальная/унифицированная грубая/тонкая резьба
Размеры и размеры метчиков
Скорости резания и подачи для сверл
Сверла
Набор из США, дробные (от 1/16″ до 1/2″ на 1/64″),
пронумерован
(1-60) и буквенные (A-Z) джоббер-длина
Сверла из быстрорежущей стали.
Набор микросверл из быстрорежущей стали (импорт) с номерами от 61 до 80.
Как правило, чем меньше сверло, тем
выше требуемое число оборотов в минуту.
Часто очищайте чипсы.
Наборы США, сделанные дробными, пронумерованными и буквенными
(Cleveland Forge) отрезок
Сверла из быстрорежущей стали.
Короткие укороченные сверла уменьшают изгиб
и помогают использовать их в труднодоступных местах.
Набор
Сверла Dewalt фракционные, пилотные, джобберские длиной
(Германия).
Хвостовики имеют три
плоские стороны для лучшего захвата патрона.
Эти биты с разрезным лезвием прекрасно работают на токарном станке.
Полированный (яркая отделка): Полированный
сверла не имеют покрытия
, которое помогает увеличить сход стружки в мягких материалах.
Для использования с алюминием, деревом и пластиком. нитрид титана
(TiN) золотой цвет: многоцелевое покрытие, повышающее
жизнь и производительность.
Твердость и термостойкость позволяют сплаву
работать на более высоких скоростях и подачах.
(на 25% выше, чем без покрытия).
Черная оксидная поверхность
лечение: сохраняет
смазочные материалы для повышения износостойкости и схода стружки
.
Не надо
использование в цветных
материалы.
Левые сверла
Набор левосторонних сверл HSS,
135-градусная конструкция с разрезной точкой,
используется для сверления отверстия в сломанном винте или болте, чтобы
извлечь его.
Размеры: 1/4″, 15/64″, 7/32″, 13/64″, 3/16″, 11/64″,
5/32″, 9/64″,
1/8″, 7/64″, 3/32″,
5/64 дюйма и 1/16 дюйма.
Левая точка разделения
1/4 дюйма
кобальт 9Сверло по стали 0149. Запустите дрель в обратном направлении.
Набор для извлечения сверла с левым наконечником, раздельным наконечником
кобальтовые сверла для более твердых
материалов (США).
Сверла Long Boy
Восьмидюймовый, черный
оксид, HSS Long Boy
набор сверл от 1/8″ до 1/2″ на 1/64″ (импорт).
Подставка для долот Huot (США).
Сильвер и Деминг (S&D)
Набор из 8 штук, от 9/16″ до 1″
сверлом 1/16″ Silver & Deming HSS
с хвостовиком 1/2″ (США) в
Индекс бурового долота Huot.
Зажатые детали и низкие обороты при правильной резке
жидкость требуется для
успешное бурение скважины с большим долотом.
Нажмите на связанные эскизы #ad
Нажмите на связанные эскизы
#объявление
Набор из 33,
от 1/2″ до 1″ на 1/64″
Сверла Silver & Deming HSS
с хвостовиком 1/2 дюйма (импорт) в подставке для хранения сверл Huot.
Я рекомендую использовать сверла S&D с хвостовиком 3/4″.
на большой, мощный
машины вроде Бриджпорта.
Эта подставка рассчитана на большие нагрузки из-за
общий вес
для удержания такого количества больших сверл.
Набор из восьми, 1-1/16″
до 1-1/2″ на 1/16″ Сверла из быстрорежущей стали Silver &
Deming HSS с хвостовиками 1/2″ (импорт).
Кромки долота (геометрия долота)
поскольку эти биты имеют размер
, что вызывает вибрацию и блуждание при сверлении металла.
Предварительно просверлите отверстие сверлом размером чуть больше стамески.
край. Затем просто
режущая кромка плавно просверлит отверстие.
Используйте низкие обороты и достаточное количество соответствующего смазочно-охлаждающего масла.
Стенд использует
1/4-28 х 2-1/4″
болты с трубчатыми прокладками
, ввинченными в верхнюю пластину. Головки болтов действуют как ножки.
Насадное сверло 1-1/2″ в RF-25
мельница
1,5-дюймовое просверленное отверстие через
Лист из холоднокатаной стали 1/4″.
Стенды обеспечивают высокую плотность
хранилище для сверл
, переходных пробойников и комплектов переходных винтов.
Конический хвостовик
Длинные сверла с хвостовиком МТ2 с хвостовиком (импорт)
для использования
в задней бабке токарного станка или
напольный сверлильный станок.
Размеры: 1/2″, 9/16″, 5/8″, 11/16″ и 3/4″.
Это быстрорежущая сталь, обработанная черным оксидом.
Метрические сверла
Набор метрических сверл из быстрорежущей стали (США) от 1 мм до 13 мм на 0,5 мм, длина
джоббера.
Набор
51, от 1 мм до 6 мм на 0,1 мм, метрические сверла из быстрорежущей стали
с покрытием TiN в
индекс стали.
Набор из
50, от 1 мм до 5,9 мм на 0,1 мм, длина джоббера,
метрических сверл из быстрорежущей стали с индексом Huot
(смешанное производство).
Набор из
41, от 6 мм до 10 мм на 0,1 мм,
метрических сверл из быстрорежущей стали с индексом Huot.
Нажмите на связанные миниатюры
#объявление
Размеры
(10 шт.):
1/4″, 1/8″, 3/16″, 5/32″, 7/32″, 9/32″,
9/64″, 11/64″, 13/64 «,
15/64″, 17/64»
Доступны размеры в миллиметрах (мм): 14, 17, 17,5,
18, 18,5, 19, 19,5, 20, 21,
22, 22,5, 23, 25, 26,
27, 30, 32, 35, 38, 40, 42, 50, 53, 55, 60, 65.
Нажмите на связанные эскизы #ad
Набор микросверл (карбид). Размер
маркировка на пластиковом кольце
, которое также действует как ограничитель глубины при настройке
повторяемость.
Нажмите на связанные эскизы #ad
Сверло
Датчики
Дробные, нумерованные и метрические
калибры буровых долот.
Метрический калибр сверла от 1 мм до
13 мм на 1/2 мм составляет
из алюминиевой пластины 1/4 дюйма. Отверстие 1/4 дюйма находится на дальнем правом конце.
ТочилкиТочилки
Недорогая цельнометаллическая точилка для сверл, в которой используется
настольный шлифовальный станок.
Правка шлифовального круга
перед использованием.
Инструкция к шлифовальной насадке.
Дрель Доктор 750X
использует алмазный круг зернистостью 180 для заточки сверл (вручную).
Эта модель обеспечивает переменный контроль помола по нескольким важным параметрам.
битовая геометрия
, такие как угол при вершине, угол заточки и задний угол, точка разделения и количество материала
удаление.
Используйте их алмазный круг с самой высокой зернистостью, хотя
более высокая зернистость была бы лучше.
Все шлифовальные машины требуют осторожного, тонкого
корректировки и последовательное деликатное прикосновение.
Нажмите на связанные эскизы #ad
Набор стопорных колец для бурового долота для контроля глубины отверстия
и позволяет
повторяемость.
Сверло с разрезным кольцом
стопорные кольца надежно зажимают наружный диаметр.
Размеры: 1/8″, 3/16″, 1/4″, 5/16″,
3/8 дюйма, 7/16 дюйма и
1/2″.
Нажмите на связанные миниатюры #ad
Просверленные отверстия предназначены для
клиренс.
Получившееся отверстие размером
часто больше, чем сверло &
может быть не идеально круглым.
Точные отверстия либо
просверлил,
земля, или
скучающий.
Центровочные сверла
Разные
Размеры центрального сверла (простого типа). КЕО – это качество, торговая марка.
Слева направо: №6, №5, №4-1/2, №4, №3, №2, №1, №0. Длинное 4-дюймовое сверло — это бит № 2.
| РАЗМЕР ЦЕНТРАЛЬНОГО БУРА | ||||||||
| ДИАМЕТР КОРПУСА | ДИАМЕТР БУРА | ДЛИНА БУРА | ОБЩАЯ ДЛИНА | |||||
№ | дюймов | мм | дюймов | мм | дюймов | мм | дюймов | мм |
| 0 | . 0938 | 2,39 | .0312 | 0,79 | .0380 | 0,97 | 1,125 | 29 |
| 1 | .1250 | 3.18 | .0468 | 1.19 | .0468 | 1.19 | 1.250 | 32 |
| 2 | .1875 | 4,76 | . 0781 | 1,98 | .0781 | 1,98 | 1,875 | 48 |
| 3 | .2500 | 6.35 | .1093 | 2,78 | .1093 | 2,78 | 2.000 | 51 |
| 4 | .3125 | 7,94 | .1250 | 3.18 | . | 3.18 | 2,125 | 54 |
| 4-1/2 | .3750 | 9,53 | .1406 | 3,57 | .4063 | 10.32 | 2.500 | 64 |
| 5 | .4375 | 11.11 | .1875 | 4,76 | .1875 | 4,76 | 2. 750 | 70 |
| 6 | .5000 | 12.70 | .2187 | 5,56 | .2187 | 5,56 | 3.000 | 76 |
Правильный
глубина сверла центра до
приспособить центр задней бабки токарного станка.
Нажмите на связанные эскизы #ad
Нажмите на связанные миниатюры #add
Ступенчатые сверла
Unibit
ступенчатые сверла
отлично подходят для тонких материалов
. Видеть
Информация об упаковке Unibit.
Нажмите на связанные эскизы #ad
Набор метрических ступенчатых сверл
Набор из пяти ступенчатых сверл метрического размера,
Разрезной наконечник из быстрорежущей стали с кобальтовым покрытием, двумя канавками и тройным хвостовиком.
Метрические размеры: 1 шт., ступенчатая насадка с хвостовиком 10 мм, 13 шагов от 6 мм до 35 мм x 6, 8,
10, 13, 16, 18, 20, 22, 25, 28, 30, 32, 35мм;
1 шт., ступенчатая насадка с хвостовиком 8 мм, 10 шагов от 4 мм до 22 мм x 2 мм; 1 шт., хвостовик 8 мм
бита ступенчатая, 7 шагов от 6мм до 18мм х 2мм;
1 шт., ступенчатая насадка с хвостовиком 6 мм, 9 шагов от 4 мм до 12 мм x 1 мм;
1 шт., ступенчатая бита с хвостовиком 6 мм, 5 шагов от 4 мм до 12 мм x 2 мм.
Легкий алюминиевый кейс для хранения в комплекте.
Угловая форма каждой ступени может быть
используется для снятия фаски с острого края отверстия.
Круглый резак
Регулируемая фреза с большим отверстием, в которой используется инструментальная насадка из быстрорежущей стали.
(США).
Хвостовик 1/2 дюйма и сменное пилотное сверло 1/4 дюйма.
Режет листовой металл, латунь, медь, алюминий,
пластик, дерево и композит
материалы.
Имеет дюймовую шкалу, которая настраивается на диаметр
от 1-3/4″ до 7-7/8″. 500 об/мин
максимум.
Общий № 55 круг
инструкция к резцу.
Нажмите на связанные эскизы #ad
Зенковки
Нулевая канавка Weldon 82
град
набор зенкеров (США).
Одна центральная/задняя зенковка
имеет угол 100 градусов и используется
на
с плоской головкой при креплении тонколистового металла.
Эти бесшумные зенкеры
также
очень хорошо зачищать отверстия.
Их можно затачивать изнутри отверстия с помощью
a
тонкий круглый камень или
алмазный файл
но эти
превосходные зенкеры до сих пор не требовали
какого-либо обслуживания даже после интенсивного использования
в мягкой стали.
(выше) Зенковки
, произведенные в США, превосходят большинство импортных
аналоги.
КЕО, Уэлдон,
М. А. Форд и Ирвин все отлично
зенковки.
Бюджетный
биты неизменно болтают.
Фаска — вырез
сделанный из материала, обычно под углом 45 градусов к соседнему основному
лица.
Скос — обычно большая наклонная поверхность, но иногда используется взаимозаменяемо.
с фаской.
Зенковка — коническое отверстие, прорезанное в изделии или
резак, используемый для вырезания такого отверстия.
Обычное использование — позволить голове
болт с потайной головкой, винт или заклепка, когда
помещен в отверстие, чтобы сидеть заподлицо с
или ниже поверхности окружающего материала.
Зенковка – цилиндрическое отверстие с плоским дном, увеличивающее
другое коаксиальное отверстие или фреза
, используемая для создания такого отверстия. Зенкованное отверстие
обычно используется, когда крепеж
, такой как винт с головкой под торцевой ключ,
необходимо установить заподлицо с
или ниже уровня поверхности заготовки.
Различные углы зенковки для соответствия головке болта.
100 градусов и выше
хорошо подходит для тонколистового металла.
Концевые фрезы для точечной обработки и снятия фаски
Нажмите на связанные эскизы #ad
Нажмите на связанные эскизы
#объявление
60 градусов, 82 градуса и 90
град
наборы зенкеров с нулевой канавкой.
60, 82, 90 градусов НУЛЕВАЯ ЗЕНКОВКА | |||
| РАЗМЕР | ДИАМЕТР ДИАПАЗОНА РЕЗКИ (в) | ДИАМЕТР ХВОСТИКА (дюйм) | |
| 0 | 1/16 ~ 15/64 | 0,0625 ~ 0,2344 | 1/4 |
| 1 | 32.05 ~ 32.13 | 0,1563 ~ 0,4063 | 1/4 |
| 2 | 16.03 ~ 32.17 | 0,1875 ~ 0,5313 | 1/4 |
| 3 | 16/5 ~ 32/25 | 0,3125 ~ 0,7813 | 1/2 |
| 4 | 9/16 ~ 1-3/32 | 0,5625 ~ 1,0938 | 1/2 |
1″ х 82
зенкер deg HSS (США).
Пилотные зенкеры (резьба 10-24) с 0,001″
приращение
регулировочные переходники с микростопорами.
Размеры: № 40 (3/32 дюйма), № 30 (1/8 дюйма), № 21
(пилот 5/32 дюйма), № 10 (пилот 3/16 дюйма)
все 100 град.
A 3/4″ (19 мм), пятизубая развертка/зенковка, удобна для токарных работ.
Общая модель № 196.
Общая длина 5-1/8″ (130 мм).
Удобен для снятия заусенцев с вращающегося отверстия на
токарный станок.
Нажмите на связанные эскизы
#объявление
А
Таблица десятичных эквивалентов дюймов для дробных, нумерованных, буквенных и
Метрические сверла
Фракт. | Десятичный | Провод № | Метрическая | Фракт. | Десятичный | Провод № | Метрическая | Фракт. | Десятичный | Письмо | Метрическая | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,0098 | 0,25 | 0,1065 | 36 | 0,3480 | С | ||||||||
| 0,0118 | 0,30 | 7/64 | 0,1094 | 0,3543 | 9. 00 | ||||||||
| 0,0135 | 80 | 0,1100 | 35 | 0,3580 | Т | ||||||||
| 0,0138 | 0,35 | 0,1102 | 2,80 | 23/64 | 0,3594 | ||||||||
| 0,0145 | 79 | 0,1110 | 34 | 0,3680 | У | ||||||||
| 1/64 | 0,0156 | 0,1130 | 33 | 0,3740 | 9,50 | ||||||||
| 0,0157 | 0,40 | 0,1142 | 2,90 | 3/8 | 0,3750 | ||||||||
| 0,0160 | 78 | 0,1160 | 32 | 0,3770 | В | ||||||||
| 0,0177 | 0,45 | 0,1181 | 3,00 | 0,3860 | Вт | ||||||||
| 0,0180 | 77 | 0,1200 | 31 | 25/64 | 0,3906 | ||||||||
| 0,0197 | 0,50 | 1/8 | 0,1250 | 0,3937 | 10. 00 | ||||||||
| 0,0200 | 76 | 0,1285 | 30 | 0,3970 | х | ||||||||
| 0,0210 | 75 | 0,1360 | 29 | 0,4040 | Д | ||||||||
| 0,0217 | 0,55 | 0,1378 | 3,50 | 32. 13. | 0,4063 | ||||||||
| 0,0225 | 74 | 0,1405 | 28 | 0,4130 | З | ||||||||
| 0,0236 | 0,60 | 9/64 | 0,1406 | 0,4134 | 10,50 | ||||||||
| 0,0240 | 73 | 0,1440 | 27 | 27/64 | 0,4219 | ||||||||
| 0,0250 | 72 | 0,1470 | 26 | 0,4331 | 11. 00 | ||||||||
| 0,0256 | 0,65 | 0,1495 | 25 | 16.07. | 0,4375 | ||||||||
| 0,0260 | 71 | 0,1520 | 24 | 0,4528 | 11,50 | ||||||||
| 0,0276 | 0,70 | 0,1540 | 23 | 29/64 | 0,4531 | ||||||||
| 0,0280 | 70 | 5/32 | 0,1563 | 15/32 | 0,4688 | ||||||||
| 0,0292 | 69 | 0,1570 | 22 | 0,4724 | 12. 00 | ||||||||
| 0,0295 | 0,75 | 0,1575 | 4,00 | 31/64 | 0,4844 | ||||||||
| 0,0310 | 68 | 0,1590 | 21 | 0,4921 | 12.50 | ||||||||
| 1/32 | 0,0313 | 0,1610 | 20 | 1/2 | 0,5000 | ||||||||
| 0,0315 | 0,80 | 0,1660 | 19 | 0,5118 | 13. 00 | ||||||||
| 0,0320 | 67 | 0,1695 | 18 | 33/64 | 0,5156 | ||||||||
| 0,0330 | 66 | 11/64 | 0,1719 | 17/32 | 0,5313 | ||||||||
| 0,0335 | 0,85 | 0,1730 | 17 | 0,5315 | 13,50 | ||||||||
| 0,0350 | 65 | 0,1770 | 16 | 35/64 | 0,5469 | ||||||||
| 0,0354 | 0,90 | 0,1772 | 4,50 | 0,5512 | 14. 00 | ||||||||
| 0,0360 | 64 | 0,1800 | 15 | 16 сентября | 0,5625 | ||||||||
| 0,0370 | 63 | 0,1820 | 14 | 0,5709 | 14,50 | ||||||||
| 0,0374 | 0,95 | 0,1850 | 13 | 37/64 | 0,5781 | ||||||||
| 0,0380 | 62 | 3/16 | 0,1875 | 0,5905 | 15. 00 | ||||||||
| 0,0390 | 61 | 0,1890 | 12 | 19/32 | 0,5938 | ||||||||
| 0,0394 | 1,00 | 0,1910 | 11 | 39/64 | 0,6094 | ||||||||
| 0,0400 | 60 | 0,1935 | 10 | 0,6102 | 15,50 | ||||||||
| 0,0410 | 59 | 0,1960 | 9 | 5/8 | 0,6250 | ||||||||
| 0,0420 | 58 | 0,1968 | 5,00 | 0,6299 | 16. 00 | ||||||||
| 0,0430 | 57 | 0,1990 | 8 | 41/64 | 0,6406 | ||||||||
| 0,0433 | 1.10 | 0,2010 | 7 | 0,6496 | 16,50 | ||||||||
| 0,0465 | 56 | 13/64 | 0,2031 | 21/32 | 0,6563 | ||||||||
| 3/64 | 0,0469 | 0,2040 | 6 | 0,6693 | 17. 00 | ||||||||
| 0,0472 | 1,20 | 0,2055 | 5 | 43/64 | 0,6719 | ||||||||
| 0,0512 | 1,30 | 0,2090 | 4 | 16/11 | 0,6875 | ||||||||
| 0,0520 | 55 | 0,2130 | 3 | 0,6890 | 17,50 | ||||||||
| 0,0550 | 54 | 0,2165 | 5,50 | 45/64 | 0,7031 | ||||||||
| 0,0551 | 1,40 | 32 июля | 0,2188 | 0,7087 | 18. 00 | ||||||||
| 0,0591 | 1,50 | 0,2210 | 2 | 23/32 | 0,7188 | ||||||||
| 0,0595 | 53 | 0,2280 | 1 | 0,7283 | 18,50 | ||||||||
| 1/16 | 0,0625 | 0,2340 | А | 47/64 | 0,7344 | ||||||||
| 0,0630 | 1,60 | 15/64 | 0,2344 | 0,7480 | 19. 00 | ||||||||
| 0,0635 | 52 | 0,2362 | 6,00 | 3/4 | 0,7500 | ||||||||
| 0,0669 | 1,70 | 0,2380 | Б | 49/64 | 0,7656 | ||||||||
| 0,0670 | 51 | 0,2420 | С | 0,7677 | 19. 50 | ||||||||
| 0,0700 | 50 | 0,2460 | Д | 25/32 | 0,7813 | ||||||||
| 0,0709 | 1,80 | 1/4 | 0,2500 | Е | 0,7874 | 20.00 | |||||||
| 0,0730 | 49 | 0,2559 | 6,50 | 51/64 | 0,7969 | ||||||||
| 0,0748 | 1,90 | 0,2570 | Ф | 0,8071 | 20,50 | ||||||||
| 0,0760 | 48 | 0,2610 | Г | 13/16 | 0,8125 | ||||||||
| 5/64 | 0,0781 | 17/64 | 0,2656 | 0,8268 | 21. 00 | ||||||||
| 0,0785 | 47 | 0,2660 | Н | 53/64 | 0,8281 | ||||||||
| 0,0787 | 2,00 | 0,2720 | я | 27/32 | 0,8438 | ||||||||
| 0,0810 | 46 | 0,2756 | 7,00 | 0,8465 | 21. 50 | ||||||||
| 0,0820 | 45 | 0,2770 | Дж | 55/64 | 0,8594 | ||||||||
| 0,0827 | 2.10 | 0,2810 | К | 0,8661 | 22.00 | ||||||||
| 0,0860 | 44 | 32 сентября | 0,2813 | 7/8 | 0,8750 | ||||||||
| 0,0866 | 2,20 | 0,2900 | л | 0,8858 | 22,50 | ||||||||
| 0,0890 | 43 | 0,2950 | М | 57/64 | 0,8906 | ||||||||
| 0,0906 | 2,30 | 0,2953 | 7,50 | 0,9055 | 23. 00 | ||||||||
| 0,0935 | 42 | 19/64 | 0,2969 | 29/32 | 0,9063 | ||||||||
| 3/32 | 0,0938 | 0,3020 | Н | 59/64 | 0,9219 | ||||||||
| 0,0945 | 2,40 | 16. 05. | 0,3125 | 0,9252 | 23,50 | ||||||||
| 0,0960 | 41 | 0,3150 | 8.00 | 15/16 | 0,9375 | ||||||||
| 0,0980 | 40 | 0,3160 | О | 0,9449 | 24. 00 | ||||||||
| 0,0984 | 2,50 | 0,3230 | Р | 61/64 | 0,9531 | ||||||||
| 0,0995 | 39 | 21/64 | 0,3281 | 0,9646 | 24,50 | ||||||||
| 0,1015 | 38 | 0,3320 | Q | 31/32 | 0,9688 | ||||||||
| 0,1024 | 2,60 | 0,3346 | 8,50 | 0,9842 | 25. 00 | ||||||||
| 0,1040 | 37 | 0,3390 | Р | 63/64 | 0,9844 | ||||||||
| 0,1063 | 2,70 | 32.11 | 0,3438 | 1 | 1.0000 | 25.40 | |||||||
Фракт. | Десятичный | Провод № | Метрическая | Фракт. | Десятичный | Письмо | Метрическая | Фракт. | Десятичный | Письмо | Метрическая | ||
Развертки
Дробные
Набор разверток из быстрорежущей стали
(импорт)
1/16″
до 1/2″ на 1/64″ в
Случай индекса Huot.
См.
информация о римерах.
Доступны разные размеры
Нажмите на связанные эскизы
#объявление
Набор из 14 шт.
под размер
(+/-0,001″)
десятичный зажим HSS
расширители
(импорт).
Эти развертки
+/-0,001″ стандартной дробной части
Размеры
: 1/8″,
3/16″,
1/4″,
5/16″,
3/8″,
7/16″,
1/2″.
| НОМИНАЛЬНЫЙ РАЗМЕР | ПЛЮС 0,0010″ | МИНУС 0,0010″ |
| 0,1250″ | 0,1260 дюйма | 0,1240″ |
| 0,1875 дюйма | 0,1885 дюйма | 0,1865 дюйма |
| 0,2500″ | 0,2510″ | 0,2490 дюйма |
| 0,3125 дюйма | 0,3135 дюйма | 0,3115″ |
| 0,3750 дюйма | 0,3760 дюйма | 0,3740″ |
| 0,4375 дюйма | 0,4385 дюйма | 0,4365 дюйма |
| 0,5000″ | 0,5010″ | 0,4990″ |
Просверленные отверстия предназначены для зазора. Прецизионные отверстия
либо
рассверленные, рассверленные или шлифованные. Отверстие должно быть ~ 1/64 «.
меньше, чем развертка. Снимите фаску с отверстия
перед развёртыванием.
Обильно смажьте развертку и отверстие
с соответствующим смазочно-охлаждающим маслом
перед запуском. К
соблюдайте жесткий допуск, запустите развертку
на самых низких оборотах. Когда ример все
, остановите вращение и затем отойдите.
Запуск
развертки внутрь и наружу может увеличить
размер отверстия.
Патронные развертки имеют длинные стержни,
9 мая0149 позвольте некоторому изгибу следовать за отверстием.
Нажмите на связанные эскизы #ad
Одиннадцать, регулируемые, прецизионные
ручные развертки
(Индия)
для отверстий от
15/32″
к
1-1/2 дюйма
или же
от 0,468 дюйма до 1-1/2 дюйма.
Регулировка гаек
расширяется
расширитель к
наименьший размер следующего большего размера
инструмент.
Установка точного размера утомительна даже с микрометром
; рассверленные тестовые отверстия,
рекомендуемые.
Я зажимаю квадратный конец хвостовика в
слесарные тиски и регулировка с помощью двух открытых
гаечные ключи.
Две гайки перемещают и прижимают шесть лопастей вдоль и поперек.
против наклона днища
из шести канавок.
НАБОР РЕГУЛИРУЕМОЙ РАЗВЕРТКИ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | ||||
А | 1/2″ | 15/32″ ~ 17/32″ | 0,468″ ~ 0,530″ | 11,88 мм ~ 13,46 мм |
Б | 9/16″ | 17/32″ ~ 19/32″ | 0,530″ ~ 0,593″ | 13,46 мм ~ 15,06 мм |
| С | 5/8″ | 19/32″ ~ 21/35″ | 0,593″ ~ 0,655″ | 15,06 мм ~ 16,63 мм |
| Д | 11/16″ | 21/32″ ~ 23/32″ | 0,655″ ~ 0,718″ | 16,63 мм ~ 18,23 мм |
Е | 3/4″ | 23/32″ ~ 25/32″ | 0,718″ ~ 0,780″ | 18,23 мм ~ 19,81 мм |
Ф | 13/16″ | 25/32″ ~ 27/32″ | 0,780″ ~ 0,842″ | 19,81 мм ~ 21,39 мм |
| Г | 7/8″ | 27/32″ ~ 15/16″ | 0,842″ ~ 0,937″ | 21,39 мм ~ 23,80 мм |
| Н | 1″ | 15/16″ ~ 1-1/16″ | 0,937″ ~ 1,062″ | 23,80 мм ~ 26,98 мм |
я | 1-1/8″ | 1-1/16″ ~ 1-3/16″ | 1,062″ ~ 1,187″ | 26,98 мм~ 30,14 мм |
Дж | 1-1/4″ | 1-3/16″ ~ 1-11/32″ | 1,187″ ~ 1,344″ | 30,14 мм ~ 34,13 мм |
| К | 1-7/16″ | 1-11/32″ ~ 1-1/2″ | 1,344″ ~ 1,500″ | 34,13 мм ~ 38,10 мм |
Диаметр патрона от 0,17 до 0,4 дюйма.
Эта ручка крана выдерживает
Ручная развертка 3/4″ E
или размеры крана от 1/4 до 1/2 дюйма.
Максимальный размер патрона 0,502 дюйма.
Эта большая ручка крана
удерживает
на ручной развертке H 1-1/16″.
Развертки с коническим штифтом
Конические штифты и конические развертки.
Конические штифты и развертки для них.
Размеры сверху до
внизу: № 2, № 1, № 0, № 3/0 и № 4/0.
Для коротких штифтов просверлите отверстия меньшего диаметра.
Для длинных штифтов, ступенчатое сверление
может потребоваться;
см. таблицы в
Справочник машин.
| РАЗМЕРЫ КОНИЧЕСКОЙ РАЗВЕРТКИ | ||
| РАЗМЕР# | ДИАМЕТР | ДИАМЕТР |
| 4/0 | 0,0869 | 0,1142 |
| 3/0 | 0,1029 | 0,1302 |
| 0 | 0,1287 | 0,1638 |
| 1 | 0,1447 | 0,1798 |
| 2 | 0,1605 | 0,2008 |
Нажмите на связанные эскизы
Коническая ручная развертка (США).
Нажмите на связанные эскизы
Плавающий держатель расширителя
Плавающий
держатели позволяют римеру камеры
самовыравниваться с
бочка.
Плавающий
часть держателя имеет прецизионное хонингованное отверстие
.
1/4 дюйма
и 1/2″
хвостовики используют переходную втулку.
А
установочный винт фиксирует инструмент в держателе
(Клаймер).
Показаны 22 короткие черновые и чистовые развертки,
проходной и непроходной датчики
плюс МТ2,
1/2 дюйма
&
3/8″
хвостовики.
Зенковки
Набор зенкеров из быстрорежущей стали (Израиль): #2, #3, #4, #5, #6, #8, #10,
1/4″,
5/16″, 3/8″, 1/2″
с фиксированным (твердым)
пилоты в случае с индексом Huot.
Размер пилота иногда указан на валу.
Эти пилоты рассчитаны на
свободные зазорные отверстия.
Зажмите деталь, используйте низкие обороты и подходящую смазочно-охлаждающую жидкость, чтобы избежать
болтовня. Важно, чтобы пилотное отверстие соответствовало размеру пилота.
| РАЗМЕРЫ ОТВЕРСТИЯ | ||||
| РАЗМЕР БОЛТА | РАЗМЕР ОТВЕРСТИЯ | РАЗМЕР ПИЛОТА (дюймы) | ||
| № 6 | — | .2420 | — | .1500 |
| #8 | 19/64 | .2968 | 11/64 | .1718 |
| №10 | 21/64 | .3281 | 13/64 | .2031 |
| 1/4″ | 13/32 | .4062 | 9/32 | . |
| 5/16″ | 1/2 | .5000 | 32.11 | .3438 |
| 3/8″ | 19/32 | .5938 | 13/32 | .4063 |
| 1/2″ | 25/32 | .7813 | 17/32 | .5313 |
Нажмите на связанные эскизы
Набор метрических зенковок: M3,
М4, М5, М6, М8,
М10 и М12. Хвостовики тоже метрических размеров.
В зенкерах № 6, № 8 и № 10 используется сменная углеродистая сталь
(хвостовик 3/32 дюйма).
пилоты.
Различные комбинации обеспечивают более плотное или более слабое прилегание болта.
Размер пилота: 1/8 дюйма, 5/32 дюйма,
3/16 дюйма, 7/32 дюйма, 1/4 дюйма, 5/16 дюйма. зенковка 1 дюйм
имеет
1/2″ и 9/16″
пилоты с хвостовиками 3/16″.
У одного из пилотов был заусенец
что нужно было удалить
с помощью прецизионной шлифовки.
Небольшой установочный винт на конической плоскости удерживает
пилота
корень. Деталь пилота 5/16″.
Раззенковка 1″ (США) со сменными направляющими
(импорт).
Пример трех зенковок под болт с головкой под ключ 10-32
(слева/в центре) для
инструментальная пластина.
Гравировальные насадки
Твердосплавные гравировальные инструменты для
фрезерный станок с ЧПУ.
Конец сначала был разделен на
наполовину с помощью плоскошлифовальной машины с алмазным кругом
, затем наконечник был отшлифован с помощью алмазной шлифовки
, чтобы получить рельеф за одноканавкой
передовой.
Затем точка была еще больше уменьшена с помощью тонкого алмазного напильника.
Полукруглая твердосплавная фреза заводской заточки.
Нажмите на связанные эскизы #ad
Комбинированные сверла-метчики
Комбинированное сверло из быстрорежущей стали и метчик.
Имперские размеры: 4-40, 6-32, 8-32,
10-32, 10-24,
1/4-28, 1/4-20, 5/16-18, 3/8-16 и
1/2-13.
Комбинированное сверло и метчик из быстрорежущей стали.
Метрические размеры: M3x.5, M4x.7, M5x.8, M6x1,
M8x1,25 и M10x1,5
Каждая насадка имеет встроенный инструмент для удаления заусенцев/зенковку и быстросменный шестигранный вал.
Конус после нарезания резьбы предотвращает пересверливание.
Имперские размеры: 6–32, 8–32,
10–24, 10–32, 12–24 и 1/4–20.
Нажмите на связанные эскизы #ad
Многократное сверление/метчик
10-24
потоки; смазать, во-первых.
Я отключил
РФ-25
мелкая подача и б/у
подпружиненная игла
рука. Мельница настроена на 110 об/мин.
После сверления отверстия метчик вытащил
перо вниз.
Алмазные круги
Ассортимент из 50 алмазных кругов с хвостовиком 1/8″.
Набор из 20 шт., хвостовик 1/8″, алмазный штифт
болгарки. Видеть
Инструментальная шлифовальная машина.
Нажмите
миниатюры со ссылками #объявление
Нажмите на миниатюры ссылок
Сверла по дереву
Сверла по дереву и камню показаны для сравнения.
Сверла по дереву с острием Brad (GER) в метрических единицах (4, 5, 6, 7, 8, 10 и
12 мм) и
имперские (1/8, 3/16, 1/4, 5/16, 3/8, 7/16 и 1/2″).
Острие помогает уменьшить отклонение бита
по мере просверливания отверстия.
Использовать только в дереве.
Нажмите на связанные миниатюры #ad
Набор из дерева в стиле Форстнера
биты (импорт) сверлильные
очень чистые, точные по размеру отверстия с плоским дном.
По возможности используйте сверлильный станок на низких оборотах,
ограничитель глубины и зажмите деталь;
все это в совокупности дает
точное отверстие.
Размеры: от 1/4″ до 2-1/8″ на 1/8″.
В проекте я был
сделал отверстия 5/8 дюйма для стандартных деревянных дюбелей размера
, но они не подходили.
Итак,
Я вставил в токарный станок сверло Форстнера 5/8 дюйма, подогнал
его 90 149 маленький угол на
соединение и удалено небольшое количество
сбоку.
Из-за конструкции этой биты
мод не изменил свою нарезку
характеристики.
Купил одну биту 5/8″, чтобы восстановить набор.
Вместо того, чтобы обрезать биту, я бы теперь использовал
инструментальная шлифовальная машина, установленная под соответствующим углом.
Нажмите на связанные эскизы #ad
Вуд Спидборс (ТМ).
Размеры:
1/2″,
5/8″, 3/4″, 7/8″, 1″, 1-1/4″.
Лопатчатые сверла по дереву с шестигранным хвостовиком.
Нажмите на связанные эскизы
Биты по каменной кладке
Милуоки
Биты каменные марки (США) с напаянными твердосплавными наконечниками
. Лучше всего работать перфоратором.
Размеры: 3/16″x3″, 1/4″x4″, 5/16″x4″, 3/8″x4″,
1/4″x6″, 1/2″x6″.
Нажмите на связанные эскизы #ad
Сверла,
Левая рука
Сверла,
Длинный мальчик,
Сильвер и Деминг,
метрика,
Конический хвостовик,
Сверло
Калибры,
Точилки,
Разбивочные буровые наконечники,
Ступенчатые сверла,
круг резак,
Зенковки,
развертки,
Плавающий держатель расширителя,
Развертки с коническим штифтом,
Зенковки,
биты для гравировки,
Комбинированные сверла-метчики,
Алмазные колеса,
Деревянные биты,
Биты для каменной кладки
ДОМ
Сверление отверстий — ремонт конструкции самолета
Сверление отверстий — обычная операция в мастерской по ремонту корпусов самолетов. После изучения основ сверл и их использования сверление отверстий под заклепки и болты в легком металле не составит труда. В то время как небольшая портативная электрическая дрель обычно является наиболее практичным инструментом для этой обычной операции с металлическими конструкциями планера, иногда сверлильный станок может оказаться лучшим оборудованием для этой работы.
Портативные электрические дрели
Портативные электрические дрели работают от электричества или сжатого воздуха. Пневматические дрели рекомендуются для ремонта вокруг легковоспламеняющихся материалов, где потенциальные искры от электродрели могут стать причиной пожара.
При использовании переносной электродрели крепко держите ее обеими руками. Перед сверлением не забудьте подложить под просверливаемое отверстие деревянный брусок, чтобы добавить опоры металлической конструкции. Сверло следует вставить в патрон и проверить на правильность и вибрацию. Это можно визуально проверить, запустив двигатель. Сверло, которое шатается или слегка изогнуто, не должно использоваться, так как такое состояние приводит к расширению отверстий. Сверло всегда следует держать под прямым углом к заготовке независимо от положения или кривизны. Наклон сверла в любой момент при сверлении или извлечении из материала может вызвать удлинение (яйцевидную форму) отверстия. При сверлении листового металла по краю отверстия образуются небольшие заусенцы. Заусенцы должны быть удалены, чтобы заклепки или болты плотно прилегали и не царапались. Заусенцы можно удалить скребком для подшипников, зенкером или сверлом большего размера, чем отверстие. Если используется сверло или зенкер, их следует вращать вручную. Всегда надевайте защитные очки во время сверления.
Пневматические бурильные двигатели
Пневматические бурильные двигатели являются наиболее распространенным типом буровых двигателей для ремонта самолетов. Они имеют небольшой вес, достаточную мощность и хороший контроль скорости. Буровые двигатели доступны во многих различных размерах и моделях. Большинство сверлильных двигателей, используемых для обработки листового металла в самолетах, рассчитаны на скорость 3000 об/мин, но при сверлении глубоких отверстий или сверлении твердых материалов, таких как коррозионностойкая сталь или титан, следует выбирать сверлильный двигатель с большим крутящим моментом и более низким числом оборотов, чтобы предотвратить повреждение инструменты и материалы.
Электродвигатели для сверления под прямым углом и 45°
Электродвигатели для сверления под прямым углом и 45° используются для позиций, недоступных для бурения с пистолетной рукояткой. В большинстве двигателей для угловых сверл используются сверла с резьбой различной длины. Сверхмощные угловые дрели оснащены патроном, аналогичным сверлильному двигателю с пистолетной рукояткой.
Два отверстия
Специальные двигатели для сверления двух отверстий одновременно используются для установки накладных гаек. При одновременном сверлении двух отверстий расстояние между отверстиями фиксируется, и отверстия идеально совпадают с отверстиями в накидной пластине.
Сверлильный станок
Сверлильный станок — это прецизионный станок, используемый для сверления отверстий, требующих высокой степени точности. Он служит точным средством определения и поддержания направления отверстия, которое необходимо просверлить, и предоставляет оператору рычаг подачи, облегчающий задачу подачи сверла в работу. Вертикальный сверлильный станок является наиболее распространенным из множества доступных сверлильных станков.
При использовании сверлильного станка высота стола сверлильного станка регулируется в соответствии с высотой просверливаемой детали. Когда высота детали больше, чем расстояние между сверлом и столом, стол опускается. Когда высота детали меньше расстояния между сверлом и столом, стол поднимается.
После того, как стол правильно отрегулирован, деталь помещается на стол, а сверло опускается вниз, чтобы помочь расположить металл так, чтобы отверстие, которое нужно просверлить, находилось прямо под острием сверла. Затем деталь крепится к столу сверлильного станка, чтобы предотвратить ее скольжение во время операции сверления. Неправильно закрепленные детали могут зацепиться за дрель и начать вращаться, что приведет к серьезным порезам рук или тела оператора или к потере пальцев или кистей. Всегда проверяйте, чтобы деталь, которую нужно просверлить, была правильно закреплена на столе сверлильного станка перед началом операции сверления.
Степень точности, которой можно достичь при использовании сверлильного станка, в определенной степени зависит от состояния отверстия шпинделя, втулок и хвостовика сверла. Поэтому необходимо соблюдать особую осторожность, чтобы содержать эти детали в чистоте и не иметь зазубрин, вмятин и коробления. Всегда следите за тем, чтобы втулка была надежно вставлена в отверстие шпинделя. Никогда не вставляйте сломанное сверло во втулку или отверстие шпинделя. Будьте осторожны, никогда не используйте тиски для зажима втулки для снятия сверла, так как это может привести к деформации втулки.
Скорость сверления на сверлильном станке регулируется. Всегда выбирайте оптимальную скорость сверления для просверливаемого материала. Технически скорость бурового долота означает его скорость по окружности в поверхностных футах в минуту (фут/мин). Рекомендуемая скорость сверления алюминиевого сплава составляет от 200 до 300 футов в минуту, а мягкой стали — от 30 до 50 футов в минуту. На практике это должно быть преобразовано в обороты в минуту для сверла каждого размера. Число оборотов сверла можно рассчитать по формуле:
CS × 4 = об/мин
D
CS = рекомендуемая скорость резания в фут/мин
D = диаметр сверла в дюймах
Пример: при какой частоте вращения должно вращаться сверло диаметром 1/8 дюйма, чтобы сверлить алюминий со скоростью 300 фут/мин?
Удлинители и адаптеры для дрелей
Когда доступ к месту, где сверление затруднено или невозможно с помощью двигателя прямой дрели, используются различные типы удлинителей и адаптеров для сверл.
Сверла-удлинители
Сверла-удлинители широко используются для сверления отверстий в местах, требующих доступа через небольшие отверстия или прошлые выступы. Эти сверла длиной от 6 до 12 дюймов являются высокоскоростными с хвостовиками из закаленной пружины. Удлинительные сверла заточены до специальной точки с насечкой, которая сводит осевое усилие к минимуму. При использовании удлинителей всегда:
- Выберите самое короткое сверло, которое подойдет для работы. Его легче контролировать.
- Проверьте прямолинейность сверла. Изогнутое сверло делает слишком большое отверстие и может хлестать, что затрудняет контроль.
- Держите сверло под контролем. Удлинительные сверла размером менее 1⁄4 дюйма должны поддерживаться защитным кожухом, сделанным из куска трубки или пружины, чтобы предотвратить биение.
Прямой удлинитель
Прямой удлинитель для дрели можно сделать из обычного куска буровой штанги. Буровое долото крепится к буровой штанге термоусадкой, пайкой твердым припоем или серебряным припоем.
Угловые адаптеры
Угловые адаптеры можно прикрепить к электрической или пневматической дрели, когда отверстие недоступно для прямой дрели. Угловые адаптеры имеют удлиненный хвостовик, крепящийся к патрону дрели. В одной руке держите дрель, а в другой — адаптер, чтобы адаптер не вращался вокруг патрона дрели.
Змеевидная насадка
Змеевидная насадка представляет собой гибкий удлинитель, используемый для сверления в местах, недоступных для обычных дрелей. Доступный для электрических и пневматических сверлильных двигателей, его гибкость позволяет бурить вокруг препятствий с минимальными усилиями. [Рисунок 1]
| Рис. 1. Змеевидная насадка |
Типы сверл
Доступен широкий ассортимент сверл для конкретных работ, включая специальные сверла. На рис. 2 показаны части бурового долота, а на рис. 3 показаны некоторые часто используемые буровые долота. Сверла из быстрорежущей стали (HSS) имеют короткий хвостовик или стандартную длину, иногда называемую длиной джоббера. Сверла из быстрорежущей стали могут выдерживать температуры, близкие к критическому диапазону 1400 °F (темно-вишнево-красный), не теряя своей твердости. Промышленный стандарт для сверления металла (алюминий, сталь и т. д.), эти сверла дольше остаются острыми.
| Figure 2. Parts of a drill |
| Figure 3. Types of drill bits |
Step Drill Bits
Typically , процедура сверления отверстий размером более 3⁄16 дюйма в листовом металле состоит в том, чтобы просверлить направляющее отверстие сверлом № 40 или № 30, а затем увеличить размер сверлом большего размера до нужного размера. Ступенчатое упражнение объединяет эти две функции в один шаг. Ступенчатое сверло состоит из меньшей точки пилотного сверла, которая просверливает начальное маленькое отверстие. Когда сверло продвигается дальше в материал, второй шаг сверла увеличивает отверстие до желаемого размера.
Ступенчатые сверла предназначены для сверления круглых отверстий в большинстве металлов, пластика и дерева. Обычно используемые в общем строительстве и сантехнике, они лучше всего работают с более мягкими материалами, такими как фанера, но могут использоваться и с очень тонким листовым металлом. Ступенчатые сверла также можно использовать для удаления заусенцев, оставленных другими сверлами.
Сверла из кобальтового сплава
Сверла из кобальтового сплава предназначены для твердых и прочных металлов, таких как коррозионностойкая сталь и титан. Для авиатехника важно отметить разницу между быстрорежущей сталью и кобальтом, потому что сверла из быстрорежущей стали быстро изнашиваются при сверлении титана или нержавеющей стали. Кобальтовые сверла отлично подходят для сверления титана или нержавеющей стали, но не позволяют получить качественное отверстие в алюминиевых сплавах. Кобальтовые сверла можно узнать по более толстым перемычкам и конусности на конце хвостовика сверла.
Спиральные сверла
Спиральные сверла, пожалуй, самый популярный тип сверл, имеют спиральные канавки или канавки, проходящие по всей рабочей длине. [Рисунок 4] Это сверло бывает с одной, двумя, тремя и четырьмя канавками. Сверла с одной и двумя канавками (наиболее распространенные) используются для создания отверстий. Сверла с тремя и четырьмя канавками используются взаимозаменяемо для расширения существующих отверстий. Доступны спиральные сверла с широким выбором инструментальных материалов и различной длины с вариациями, предназначенными для конкретных проектов.
| Рис. 4. Спиральные сверла |
Стандартные спиральные сверла, используемые для сверления алюминия, изготовлены из быстрорежущей стали и имеют угол заточки . 35°. Сверла для титана изготовлены из кобальта-ванадия для повышения износостойкости.
Размеры сверл
Диаметры сверл сгруппированы по трем стандартам размера: цифра, буква и дробь. Десятичные эквиваленты стандартного сверла показаны на рис. 5.
| Рисунок 5. Размеры буровых расколов и десятичные эквиваленты |
Drilling Loprication 9011
Нормар. Смазочные материалы способствуют удалению стружки, что продлевает срок службы сверла и обеспечивает хорошее качество обработки и точность размеров отверстия. Не предотвращает перегрев. Использование смазки всегда является хорошей практикой при сверлении отливок, поковок или крупногабаритных заготовок. Хорошая смазка должна быть достаточно жидкой, чтобы помочь в удалении стружки, но достаточно густой, чтобы прилипать к сверлу. Для алюминия, титана и коррозионностойкой стали лучше всего подходит смазка на основе цетилового спирта. Цетиловый спирт представляет собой нетоксичное химическое вещество жирного спирта, производимое в жидкой, пастообразной и твердой формах. Твердые стержни и блоки быстро разжижаются при температуре бурения. Для стали лучше использовать сульфурированное минеральное масло. Сера имеет сходство со сталью, что помогает удерживать смазочно-охлаждающую жидкость на месте. В случае глубокого сверления сверло следует периодически извлекать, чтобы разгрузить стружку и обеспечить попадание смазки в острие. Как правило, если сверло большое или материал твердый, используйте смазку.
Развертки
Развертки, используемые для расширения отверстий и придания им гладкости до требуемого размера, производятся во многих стилях. Они могут быть прямыми или коническими, сплошными или широкими, с прямыми или спиральными канавками. На рис. 6 показаны три типа разверток:
| можно сделать обычным сверлом. Цилиндрические части большинства прямых разверток представляют собой не режущие кромки, а просто канавки, прорезанные по всей длине корпуса развертки. Эти канавки обеспечивают выход стружки и канал для попадания смазки на режущую кромку. Фактическая резка выполняется на конце развертки. Режущие кромки обычно затачивают до скоса 45° ± 5°. Канавки развертки не предназначены для удаления стружки, как сверло. Не пытайтесь извлечь развертку, поворачивая ее в обратном направлении, поскольку стружка может попасть в поверхность, оставив царапины на отверстии. Ограничители сверления Пружинный ограничитель сверления — это разумное вложение. [Рисунок 7] При правильной регулировке он может предотвратить чрезмерное проникновение сверла, которое может повредить нижележащие конструкции или травмировать персонал, а также предотвратить повреждение поверхности сверлильным патроном.
Втулки и направляющие сверлаВ держателях инструментов, перпендикулярных сверлу, имеется несколько типов. Они состоят из закаленной втулки, закрепленной в держателе. [Рисунок 8]
Drill bushing types:
Типы держателей бурильных втулокСуществует четыре типа держателей бурильных втулок:
|
