

Содержание
Простые и сложные и вещества. Свойства веществ • Образавр
Содержание
Ранее вы узнали, что химия — это наука о веществах, их свойствах и превращениях.
Химия имеет большое значение в жизни современно общества, а вещество является основополагающим понятием в химии, предметом ее исследования.
Данная тема очень важна, и упоминающиеся в ней термины мы будем использовать в течение всего курса химии.
На этом уроке вы узнаете: что такое вещество, какими бывают вещества, особенности их свойств и превращений.
Вещество
В начале изучения физики, вас познакомили с таким понятием как «физическое тело». Но что же такое вещество?
Вещество — это то, из чего состоит физическое тело.
Например, стеклянная банка. В данном случае банка – это физическое тело, а стекло – вещество, из которого оно состоит.
{"questions":[{"instruction":"Рассортируйте по группам","content":"[[grouper-1]]","widgets":{"grouper-1":{"type":"grouper","labels":["Физические тела","Вещества"],"items":[["Стол","Гвоздь","Бокал","Скульптура","Колесо"],["Древесина","Металл","Хрусталь","Мрамор","Резина"]]}}}]}Простые и сложные вещества
Любой химический элемент может существовать в трех формах: свободные атомы, простое вещество и сложное вещество.
Простые вещества — химические вещества, образованные атомами одного химического элемента (кислород, водород, алюминий, железо).
Рисунок 1 – Молекула кислорода
Сложные вещества – химические вещества, образованные атомами разных химических элементов (углекислый газ, вода, сахар).
Рисунок 2 – Молекула воды
{"questions":[{"instruction":"Соотнесите термины","content":"[[matcher-1]]","widgets":{"matcher-1":{"type":"matcher","labels":["Простые вещества","Сложные вещества","Вещество"],"items":["химические вещества, образованные атомами одного химического элемента (кислород, водород, алюминий, железо).","химические вещества, образованные атомами разных химических элементов (углекислый газ, вода, сахар).","то, из чего состоит физическое тело."]}}}]}Свойства веществ
Химические вещества отличаются между собой своими свойствами: физическими (без изменения химического состава: агрегатное состояние, плотность, температура кипения или плавления) или химическими (с изменением химического состава: разложение, способность реагировать с другими веществами, диссоциация).
Свойства веществ – это признаки схожести или различия веществ.
{"questions":[{"instruction":"Соотнесите","content":"[[grouper-1]]","widgets":{"grouper-1":{"type":"grouper","labels":["Физические свойства","Химические свойства"],"items":[["Плотность","Цвет","Блеск"],["Разложение","Способность реагировать с другими веществами"]]}}}]}Превращения веществ
Все новые вещества получают с помощью взаимодействия уже известных исходных веществ.
Химическая реакция — это превращение одних веществ в другие, отличающиеся по свойствам, составу или строению.
Гниение листьев, коррозия (ржавление) железа, скисание молока, горение древесины – всё это относится к химическим явлениям. Химический состав исходных веществ изменяется, образуя совершенно новые вещества.
Физические явления — это явления, в результате которых химический состав вещества остается постоянным, но изменяется его агрегатное состояние или форма и размер тел.

К физическим явлениям относятся: растворение сахара в чае, испарение воды, плавление металла, таяние льда и т.п.
Задания
ЗАДАНИЕ 1
Обязательный атрибут множества детективных произведений сильнейший яд — цианистый калий, точнее, цианид калия. Приведите примеры свойств других веществ, которые используются в литературных произведениях.
Показать ответ
Скрыть ответ
Например, в литературном произведении Артура Конан Дойля «Собака Баскервилей» у собаки светилась пасть и глаза. Для этого было использовано такое вещество как белый фосфор, который светится в темноте.
ЗАДАНИЕ 2
Какое понятие более широкое — «химический элемент» или «простое вещество»? Дайте доказательный ответ.
Показать ответ
Скрыть ответ
«Химический элемент» является более обширным понятием, чем «простое вещество». Объясняется это тем, что химический элемент может образовывать много разных простых веществ. Например, химический элемент кислород может образовывать простые вещества: кислород $О_2$ и озон $О_3$.
ЗАДАНИЕ 3
Стальные детали в результате длительного пребывания во влажной атмосфере покрываются ржавчиной. Как называется это явление? К физическим или химическим явлениям вы его отнесете? Почему?
Показать ответ
Скрыть ответ
Процесс ржавления металла называется коррозией. Он относится к химическим процессам, так как при взаимодействии стальных деталей с влажным воздухом, на их поверхности образовывается оксид, т. е. новое вещество.
Часто задаваемые вопросы
Чем отличаются простые и сложные вещества?
Основное отличие в том, что простые вещества состоят из атомов одного химического элемента, а сложные — из атомов разных химических элементов.
Как получают новые химические вещества?
С помощью уже известных химических веществ, проводя с ними различные химические реакции.
Почему горение древесины относится к химическим явлениям?
Потому что при горении протекает реакция окисления, т. е. соединение горючих газов с кислородом. В результате данной реакции образовываются другие вещества: вода, угарный газ, углекислый газ.
е. соединение горючих газов с кислородом. В результате данной реакции образовываются другие вещества: вода, угарный газ, углекислый газ.
Очистка деталей в процессе металлообработки
Недостатки в процессе очистки деталей могут привести к плохому качеству продукции. Остатки смазочно-охлаждающих жидкостей (СОЖ) на обработанных деталях по истечению длительного времени труднее удалить, в результате повышается вероятность появлении коррозии.
Эффективная очистка деталей является ключевым этапом во всех производственных процессах, особенно при обработке поверхности, но часто этому не придается необходимого внимания. Очистка деталей на каждом этапе обработки может существенно влиять на себестоимость конечной продукции, поэтому важно найти баланс между качеством процесса очистки и стоимостью.
В зависимости от типа операции химический состав охлаждающих жидкостей может сильно различаться. Такие операции как фрезерование и сверление на чугуне или штамповка, могут быть выполнены с СОЖ содержащими более низкий уровень смазки. Однако для более тяжелых операций, таких как протяжка, нарезание резьбы или сверление более сложных сплавов металлов, таких как нержавеющая сталь, закаленная сталь или титан, требуются смазочно-охлаждающие жидкости с высоким уровнем масел.
Однако для более тяжелых операций, таких как протяжка, нарезание резьбы или сверление более сложных сплавов металлов, таких как нержавеющая сталь, закаленная сталь или титан, требуются смазочно-охлаждающие жидкости с высоким уровнем масел.
Чтобы получить более высокую смазывающую способность при больших нагрузках и экстремальном давлении при обработке металлов, производители часто используют смазки с высокими противоизносными и противозадирными ЕР (Extreme Pressure) свойствами и антикоррозионными присадками.
Эффективный процесс промывки деталей, позволяет обеспечить необходимые рабочие характеристики в процессе обработки металла и контролировать затраты
Противозадирные присадки СОЖ при более высоких температурах и давлениях наносятся на поверхность заготовки в процессе резки или формования, значительно снижая коэффициент трения и оставляют остатки на деталях. Как правило, противозадирные присадки основаны на фосфоре, сере и/или хлоре, а в некоторых случаях — в форме хлорированного парафина. Эти соединения по своей природе труднее удалить в обычных программах мойки деталей, и это необходимо учитывать в процессе очистки.
Эти соединения по своей природе труднее удалить в обычных программах мойки деталей, и это необходимо учитывать в процессе очистки.
Некоторые операции создают загрязнения, которые сложно удалить. Типичные шлифовальные жидкости или притирочные пасты содержат более низкое содержание масла с ограниченными добавками и легко удаляются в процессе мойки.
Тем не менее, в процессе шлифования, особенно когда детали изготовлены из чугуна или спеченных металлов, создается мелкая металлическая стружка (металлический порошок), которая очень сложно удаляется с деталей. Графитовые компоненты и очень мелкие стружки очень трудно удалить в обычных мойках, поэтому требуется специальная очистка.
Необходимо отслеживать концентрацию охлаждающей жидкости и постоянно удалять стружку из процесса. Остатки масла необходимо непрерывно удалять с помощью маслоотделителей.
Остатки СОЖ на деталях труднее удалить по истечении длительного времени, в результате увеличивается вероятность коррозии. Детали должны как можно быстрее перемещаться из обрабатывающих центров в мойки. Когда детали после механической обработки направляются на другие участки или за пределы производства, целесообразно осуществлять мойку деталей с применением антикоррозионных добавок для моющего раствора, например Corrosion Protection.
Детали должны как можно быстрее перемещаться из обрабатывающих центров в мойки. Когда детали после механической обработки направляются на другие участки или за пределы производства, целесообразно осуществлять мойку деталей с применением антикоррозионных добавок для моющего раствора, например Corrosion Protection.
Для повышения эффективности процесса очистки существует возможность управлять такими параметрами как: время очистки, механическое воздействие, концентрация моющего раствора, температура моющего раствора
При выборе способов промывки деталей есть много вариантов, включая использование легковоспламеняющихся жидкостей (ЛВЖ, ЛОС, ЛОВ), например растворителя или бензина, Однако для экологически безопасной очистки деталей после механической обработки лучше использовать очистители и моющие средства на водной основе.
Типы моек для деталей
- Ручные мойки для деталей – применяются там где не требуется очистка большого количества деталей и высокая скорость очистки.
 Моющее средство подается циркуляционным насосом из резервуара в раковину через кран или проточную щетку. Преимущество заключается в том, что пользователь непосредственно в процессе мойки деталей определяет качество очистки.
Моющее средство подается циркуляционным насосом из резервуара в раковину через кран или проточную щетку. Преимущество заключается в том, что пользователь непосредственно в процессе мойки деталей определяет качество очистки.
 Моющее средство подается циркуляционным насосом из резервуара в раковину через кран или проточную щетку. Преимущество заключается в том, что пользователь непосредственно в процессе мойки деталей определяет качество очистки.
Моющее средство подается циркуляционным насосом из резервуара в раковину через кран или проточную щетку. Преимущество заключается в том, что пользователь непосредственно в процессе мойки деталей определяет качество очистки.В нашем каталоге можно подробно знакомиться с установками CS eco, BIO-CIRCLE GT Compact и BIO-CIRCLE GT Маxi.
- Рециркуляционные моечные машины – самые распространенные моечные машины на производствах. Чаще всего такие машины называют — автоматические моечные машины или автоматические мойки для деталей. Более эффективны мойки для деталей, в которых предусмотрено вращение корзины с деталями.
Подробное описание автоматических машин BIO-CIRCLE HTW и АМ.
- Тунельные или конвейерные мойки – позволяют обрабатывать максимальное количество деталей. Для высокой эффективности необходима регулировка распылительных форсунок, чтобы моющее средство достигало труднодоступных областей на деталях.
- Ручные мойки высокого давления – предназначены для очистки деталей сложной геометрической формы. Обычно давление моющего раствора составляет в диапазоне от 40 до 80 бар.
 Обычно давление моющего раствора составляет в диапазоне от 40 до 80 бар.
Обычно давление моющего раствора составляет в диапазоне от 40 до 80 бар. Мойка для очистки деталей высоким давлением BIO-CIRCLE HP Vigo, HP и АМ.
- Погружные ванны с использованием корзин или барабанов эффективны для очистки деталей при дополнительном механическом воздействии — постоянная циркуляция моющего раствора в рабочей камере, вращение барабана, либо барботаж.
Использование погружных ванн Clean Box эффективно для предварительно замачивания деталей.
- Ультразвуковые ванны удаляют поверхностные загрязнения, используя высокочастотные звуковые волны. Ультразвуковая очистка особенно эффективна на сложных загрязнениях, таких как графит, и обеспечивает лучшую очистку в таких областях, как глухие отверстия и швы.
Типы моющих средств для промывки деталей
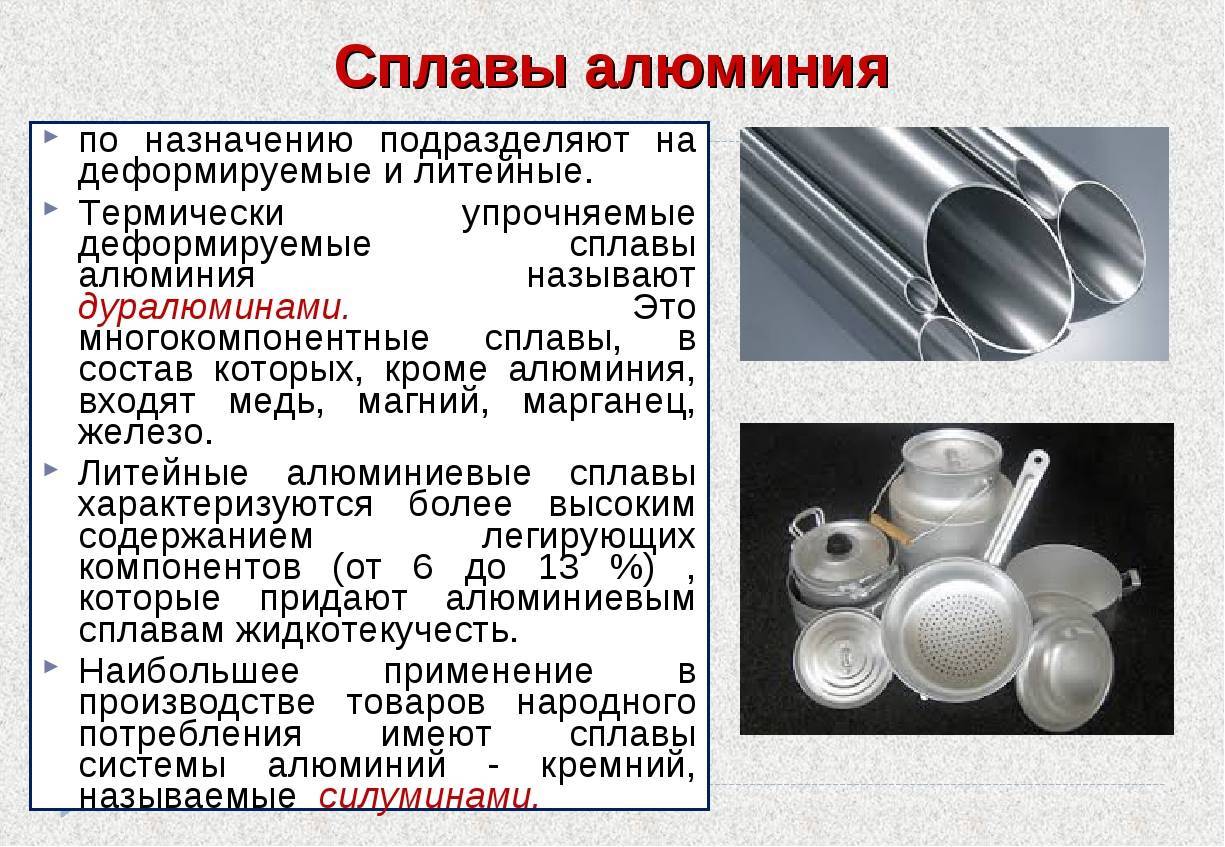
- Щелочные моющие средства – часто применяют из-за их эффективности на большинстве загрязнений, особенно органических, и совместимости с большинством моечных машин. Существуют специальные щелочные моющие средства, которые можно использовать для мойки деталей из цветных металлов (алюминий, цинк, медь, латунь). Моющие средства BIO-CIRCLE для цветных металлов.
- Кислотные моющие средства – могут быть эффективными, когда неорганические загрязнения, такие как оксиды, окалина или коррозия, необходимо удалить с поверхности деталей. Требуется правильный выбор оборудования для использования кислотных моющих средств.
- Нейтральные чистящие средства – обычно состоят из поверхностно-активных веществ или водорастворимых компонентов для обеспечения достаточной моющей способности. Эти составы не наносят вреда здоровью работников и окружающей среде, в основном являются биологически разлагаемыми.
- Очистители красок – обычно это легковоспламеняющиеся жидкости, такие как растворитель. Однако сейчас существует безопасная альтернатива для очистки красок и лаков — очистители серии PROLAQ, которые имеют длительный срок службы, безопасны для персонала и окружающей среды.
 Существуют специальные щелочные моющие средства, которые можно использовать для мойки деталей из цветных металлов (алюминий, цинк, медь, латунь). Моющие средства BIO-CIRCLE для цветных металлов.
Существуют специальные щелочные моющие средства, которые можно использовать для мойки деталей из цветных металлов (алюминий, цинк, медь, латунь). Моющие средства BIO-CIRCLE для цветных металлов.
С матрицей продуктов BIO-CIRCLE можно ознакомиться на нашем сайте.
Четыре ключевых параметра любой программы очистки водными моющими средствами включены в термин TACT: время контакта, механическое воздействие, концентрация и температура. Это четыре основных фактора, которые необходимо контролировать для обеспечения качественного мытья деталей. Если какой-либо из этих параметров существенно меняется, например, когда время деталей в мойке уменьшается, чтобы увеличить пропускную способность, один или все три других фактора должны быть пересмотрены и скорректированы, чтобы поддерживать требуемый стандарт по очистке деталей. Например, увеличение концентрации и/или температуры рабочего раствора.
Из четырех компонентов TACT необходимо особое внимание уделить «механическому воздействию». Этот параметр в значительной степени определяет качество очистки деталей. В автоматических мойках деталей – это правильный подбор конструкции и распылительных форсунок, в погружных мойках — это достаточная мощность циркуляции моющего раствора и/или барботажа, в ультразвуковых ваннах – это правильное распределение деталей в корзине относительно волновых датчиков и подбор оптимальной частоты излучения, в ручных мойках – это правильный выбор оснастки для очистки (кисти, щетки, ёршики и т. п.) и усилие при очистке деталей.
п.) и усилие при очистке деталей.
Периодически после этапа мойки деталей помимо визуального контроля качества очистки, желательно проводить тесты на остаточные загрязнения. Параметры контрольных замеров и методы анализа утверждаются внутренними стандартами предприятия.
Моющие растворы моек для деталей также должны контролироваться. Политикой в области качества обычно утверждается периодичность контрольных замеров концентрации моющего средства, pH, проводимости, температуры.
Важной составляющей мойки деталей является регулярное удаление загрязнений из мойки деталей. В зависимости от типа мойки масла и смазки удаляются маслоотделителями, специальными салфетками либо откачивающими устройствами. Для эффективного удаления масла желательно использовать очистители совместимые с маслоотделителями. Альтернативный вариант – моющие средства BIO-CIRCLE с микроорганизмами, которые перерабатывают масла и смазки на углекислый газ и воду, тем самым не требуется утилизация. Механические загрязнения, как правило, улавливаются различными сменными фильтрами.
Механические загрязнения, как правило, улавливаются различными сменными фильтрами.
Даже при хорошей периодической очистке моечных машин от твердых частиц и масел наступает момент когда моющее средство перестанет действовать эффективно. Утвержденные нормы значений, при которых требуется замена моющего средства в машине, способствует повышению качества процесса очистки деталей.
Для увеличения срока службы моющего раствора в машине существует метод титрования раствора. Несложная процедура позволяет определить какое количество концентрированного раствора необходимо добавить в бак моечной машины, чтобы повысить эффективность моющего средства без его полной замены. Например для моющих средств STAR и ALUSTAR предоставляются специальные графики титрования.
Состояние моющего средства в машине также можно измерить по количеству эмульгированных масел в растворе. Этот тест на уровень загрязнения можно выполнить, собрав определенный объем раствора и осторожно добавить фосфорную или серную кислоту (для щелочных очистителей). Загрязнения всплывут на поверхность и можно измерить их объем. Поверхностно-активные вещества в очистителе также могут подниматься на поверхность моющего раствора, поэтому можно провести этот тест, когда очиститель свежий, и сравнить с будущими значениями по мере его использования.
Загрязнения всплывут на поверхность и можно измерить их объем. Поверхностно-активные вещества в очистителе также могут подниматься на поверхность моющего раствора, поэтому можно провести этот тест, когда очиститель свежий, и сравнить с будущими значениями по мере его использования.
Хотя во многих программах очистки используются одноступенчатые моечные машины, добавление стадии полоскания улучшит очистку и уменьшит количество остатков. Этап полоскания смоет моющее средство и завершит процесс очистки.
В любой программе очистки коррозия очищенных деталей является проблемой. Коррозия может возникнуть после завершения этапа очистки, а так же во время хранения деталей. Чтобы исключить коррозию деталей в состав моющих средств включают ингибиторы коррозии, которые защищают детали при мойке в одноступенчатых моечных машинах. Или добавляют ингибитор коррозии в водный раствор на этапе полоскания деталей.
Сушка деталей уменьшит потенциал коррозии поверхности деталей, для этого используют: продувку воздухом или сушку на конечной стадии мойки.
Очистка и ополаскивание являются наиболее важными этапами любой программы очистки и обезжиривания деталей. Имея полное представление о программе качества продукции и специфических задачах, технолог может спроектировать и запустить процесс мойки деталей, который идеально соответствует его требованиям.
Правильный подбор моющего средства, его концентрации, типа мойки деталей, управление химическим составом раствора и процессом фильтрации, имеют важное значение для качества очистки деталей. При правильном создании и соблюдении технологии промывки деталей — вы можете быть уверены в стабильно высоком качестве очистки при контролируемых затратах.
Термическая обработка длинных, тонких и узких деталей
перейти к содержанию
Обработка длинных деталей sgarza2022-09-19T15:47:52-04:00
Компания Cincinnati Steel Treating (CST) предлагает термообработку длинных деталей, которые необходимо обрабатывать для получения минимальной деформации. CST является лидером отрасли в области применения длинных деталей.
Термическая обработка длинных, узких и тонких деталей сопряжена со многими проблемами. Такие детали имеют тенденцию изгибаться и деформироваться, и их трудно эффективно закалить. Обычно требуются операции правки, и такая правка может быть сложной, если детали изготовлены из экзотических сталей, таких как инструментальные стали, нержавеющие стали или другие высоколегированные стали. Закалка также является сложной задачей для длинных деталей. Знание того, как лучше всего закрепить длинную деталь, жизненно важно для предотвращения, уменьшения или устранения искажений. CST является лидером отрасли в понимании того, как преодолеть эти проблемы.
Доверьте термообработку длинных деталей нашим экспертам
Термическая обработка длинных деталей
Термическая обработка длинных, узких и тонких деталей представляет собой уникальную задачу. Твердофазное фазовое превращение аустенита в мартенсит, которое приводит к классической реакции закалки в стали, создает искажение из-за объемного изменения, которое происходит между фазами. Это объемное изменение неизбежно приводит к искривлению или искривлению длинных деталей. Длинные детали, подвергнутые термообработке в горизонтальном положении, испытают это в гораздо большем масштабе по сравнению с теми, которые термообработаны в вертикальной ориентации.
Это объемное изменение неизбежно приводит к искривлению или искривлению длинных деталей. Длинные детали, подвергнутые термообработке в горизонтальном положении, испытают это в гораздо большем масштабе по сравнению с теми, которые термообработаны в вертикальной ориентации.
Cincinnati Steel Treating (CST) Термическая обработка длинных деталей в вертикальной ориентации. CST имеет две глубокие шахтные печи, внутри которых можно подвешивать длинные детали, а CST имеет глубокий резервуар для закалки в масле, который может закаливать эти длинные детали. CST также имеет специальное крепление, которое может помочь уменьшить искажения за счет закалки. Компания CST накопила обширные знания о том, как лучше всего закреплять или ограничивать длинные детали во время отпуска, чтобы уменьшить деформацию, и наш специальный пресс Eitel Press способен восстанавливать длинные круглые детали с точностью до 0,005″ TIR.
Возможности термообработки длинных деталей
Компания Cincinnati Steel Treating (CST) имеет две шахтные печи, в которых можно осуществлять термообработку длинных, тонких и узких деталей длиной до 168 дюймов. В любой шахтной печи можно проводить различные виды термической обработки, включая науглероживание, азотирование углеродом, нейтральную закалку, отжиг и снятие напряжений. Обе печи сертифицированы по ASM 2750 до 1850°F.
В любой шахтной печи можно проводить различные виды термической обработки, включая науглероживание, азотирование углеродом, нейтральную закалку, отжиг и снятие напряжений. Обе печи сертифицированы по ASM 2750 до 1850°F.
CST имеет отдел правки, способный выполнять горячую правку. CST имеет опыт выполнения горячей правки различных инструментальных сталей, включая D1, D2, A6, A8, h21 или h23. CST также имеет специальное крепление, позволяющее выполнять закалку на воздухе и отпуск зажима. Эти методы позволяют исправить изгиб или изгиб длинных деталей, а два пресса в отделе правки способны исправить сильно изогнутые или изогнутые детали.
Термическая обработка длинных деталей
Компания Cincinnati Steel Treating (CST) занимается термообработкой различных длинных деталей, включая лезвия для продольной резки, ножевые лезвия, зубчатые рейки, плунжеры машин, шестерни валов и прутковый прокат. Эти детали используются в тракторах, автомобилях, продольно-резательных станках, промышленных ножницах и производителях банок для напитков. CST подвергает термообработке эти детали в соответствии с различными спецификациями, в том числе для военной, автомобильной, нефтегазовой и пищевой промышленности. CST — это ISO 9000 и IATF 16949, а также соответствует требованиям ITAR. Мы проводим регулярные проверки наших процессов, чтобы обеспечить постоянную, воспроизводимую термообработку с минимальными искажениями. Проконсультируйтесь сегодня с одним из наших экспертов по вопросам термообработки длинных деталей.
CST подвергает термообработке эти детали в соответствии с различными спецификациями, в том числе для военной, автомобильной, нефтегазовой и пищевой промышленности. CST — это ISO 9000 и IATF 16949, а также соответствует требованиям ITAR. Мы проводим регулярные проверки наших процессов, чтобы обеспечить постоянную, воспроизводимую термообработку с минимальными искажениями. Проконсультируйтесь сегодня с одним из наших экспертов по вопросам термообработки длинных деталей.
Готовы начать свой проект?
Свяжитесь с нами
Cincinnati Steel Reviews
Принесите нам свои проблемы термообработки длинных деталей
На протяжении более 80 лет мы помогаем нашим клиентам во многих отраслях быстро и эффективно сократить время производства и производительность деталей. Сроки изготовления быстрые, а контроль качества точный. Как ваш партнер по аутсорсингу, мы предлагаем решения, которые выведут ваши результаты на новый уровень.
Получите расчет стоимости сегодня
Ссылка для загрузки страницы
Перейти к началу
Долгая и увлекательная история производства стали
Сталь является одним из наиболее распространенных металлов, из которых EVS изготавливает детали и изделия. Археологи и историки считают, что сталь производится уже почти 4000 лет; это имеет смысл, поскольку это относит временную шкалу к началу железного века — железо является основным элементом, используемым для производства стали.
Археологи и историки считают, что сталь производится уже почти 4000 лет; это имеет смысл, поскольку это относит временную шкалу к началу железного века — железо является основным элементом, используемым для производства стали.
История стали длинна и увлекательна. Хотя мы точно не знаем, кто на самом деле «изобрел» сталь, изучение ее происхождения и наблюдение за ее производством и внедрением с самых первых дней может помочь понять, почему именно сталь была невероятно важна для многих цивилизаций на протяжении веков и остается таковой по сей день.
Начало производства стали
Начиная с 13 века до н.э. археологи находили свидетельства того, что кузнецы первыми начали синтезируют сталь . Как и многие другие изобретения, это, вероятно, было счастливой случайностью в результате того, что железо слишком долго оставалось в угольных печах, содержащих большое количество углерода, который является компонентом стали. Углерод сделал железо прочнее, тверже и долговечнее.
Примерно 700 лет спустя, в 6 веке до нашей эры, в Индии родилась «wootz» сталь , металл с красивой текстурой, пользующийся спросом и по сей день. Сталь «Wootz» является результатом соединения кованого железа и древесного угля в процессе плавки. 600 лет спустя (около 300 г. н.э.) сосед Индии Китай начал производить сталь в действительно массовых количествах — первая страна, сделавшая это. Дамасская сталь — очень твердый тип стали, в основном используемый для лезвий мечей или ножей из-за ее способности затачиваться до острого лезвия — дебютировала на Ближнем Востоке в 11 веке.
Сталь в 1700-1800-х годах
18 век принес с собой ряд изобретений и прорывов, которые сильно повлияли на эволюцию стали. К ним относятся изобретение первого успешного парового двигателя, разработка технологии тигельной стали , внедрение паровой энергии на сталелитейных заводах и изобретение стального ролика.
Однако 1800-е годы были еще более важными для окончательного подъема стали на то место, которое она занимает сегодня во всем мире. Этот век ознаменовался американским сельскохозяйственным бумом 1830-х годов; введение Бессемеровский процесс 1855 г. — первый недорогой промышленный процесс массового производства стали из расплавленного чугуна; и изобретение мартеновской печи в 1865 году. Всего несколько лет спустя окончание Гражданской войны в США привело к огромному росту производства стали в США. В этот же период Роберт Мушет изобрел вольфрамовую сталь — разновидность стали с закалкой на воздухе. Это означало, что впервые сталь не нужно было «закаливать» перед тем, как она затвердеет, что стало огромным достижением для отрасли.
Сталь с 1900-х годов до наших дней
Мартеновский процесс производства стали , который был изобретен в середине 1800-х годов, в конечном итоге сделал сталь менее дорогой в производстве и более качественной.
