

Содержание
Черная сталь, оцинковка и нержавейка. Отличия, область применения, стоимость
В данной статье рассмотрены главные отличия, особенности, область применения, стоимость черной стали, оцинкованной и нержавеющей.
Черная сталь
Черная сталь (чермет) – сплав железа с углеродом при содержании углерода до 2%. В зависимости от процента углерода черную сталь классифицируют на:
- Малоуглеродистую (процент углерода менее 0,25 %)
- Углеродистую (процент углерода от 0,25 до 0,6 %)
- Высокоуглеродистую (процент углерода выше 0,6 %)
По методу получения металлопроката черная сталь бывает горячекатаной и холоднокатаной. Их основное отличие в температуре процесса обработки.
При производстве стали горячекатаной применяется более низкосортная сталь, поэтому ее цена меньше, чем у холоднокатаного аналога. Но толщина горячекатаной стали может достигать более 160 мм.
Холоднокатаная сталь обычно применяется для тонколистовых металлоконструкций, от 0,4 мм до 6 мм. Сталь холодного проката более качественная в сравнении с горячекатаной, поэтому и ее цена выше.
Сталь холодного проката более качественная в сравнении с горячекатаной, поэтому и ее цена выше.
Область применения черной стали машиностроение, автомобильная промышленность, судостроение, строительство и другие производства
Оцинкованная сталь (оцинковка)
Оцинкованная сталь (оцинковка) – это чермет с высокой коррозионной стойкостью, благодаря наличию цинкового покрытия.
Для создания цинкового покрытия применяется несколько способов, наиболее эффективным из них является способ горячего цинкования. При горячем методе лист стали протягивается через ванну с расплавом цинкосодержащего состава. Состав с помощью диффузии проникает в наружные слои черного металла, становясь с ней одним целым.
Оцинковку применяют для производства большого спектра изделий: профнастил, профили, кронштейны, корпуса, вентканалы, доборы для кровли, водостоки и многие другие.
Нержавеющая сталь (нержавейка)
Нержавеющая сталь (нержавейка) – легированная сталь, состоящая из железа и углерода с добавлением хрома не менее 10,5%. Нержавейка максимально устойчива к процессам коррозии в атмосфере и применяется для работы в агрессивных средах. Она хорошо обрабатывается, имеет высокую прочность и привлекательный внешний вид.
Нержавейка максимально устойчива к процессам коррозии в атмосфере и применяется для работы в агрессивных средах. Она хорошо обрабатывается, имеет высокую прочность и привлекательный внешний вид.
Позитивным моментом нержавейки является также то, что при температурном воздействии или при контакте с химией и пищевыми продуктами она не образует вредных соединений, что отличает ее от оцинковки.
Сегодня существует более 250 марок нержавейки с разными характеристиками, с добавками хрома, никеля, титана и другими. Самыми известными марками нержавейки являются марки 300-й (содержат хрома 15 – 20 %) и 400-й (содержат хрома 11 – 17 %) серий.
300-я серия имеет самую высокую коррозионную стойкость. Она не магнитится, хорошо сваривается, легко деформируется холодным и горячим способом. Ее иногда маркируют «пищевой».
400-я серия дешевле, имеет меньшую стойкость к коррозии по сравнению с 300-й серией, но она отлично гнется и сваривается. Ее применяют, когда требуется высокая жаропрочность, например, для изготовления банных печей. Широко используется для декора интерьера, а также в химической и нефтехимической промышленности.
Широко используется для декора интерьера, а также в химической и нефтехимической промышленности.
Стойкость к коррозии, стоимость, срок службы черной стали, оцинковки, нержавейки
Восприимчивость металлов к коррозионному воздействию определяется их химическим составом. Чем разнообразнее химический состав и выше качество сырья, тем дороже будет стоить стальной прокат.
Стойкость к коррозии
Самой чувствительной к коррозии является обычная черная сталь. Если ее не не закрыть защитным слоем, например, краской, она быстро покроется ржавчиной, вплоть до сплошной коррозии. Скорость коррозии обратно пропорциональна качеству защитного покрытия.
Оцинковка подвержена коррозии гораздо меньше. Чем толще и качественнее покрытие, тем дольше служит оцинковка. Часто ее дополнительно покрывают порошковой краской, чтобы значительно увеличить срок службы.
Нержавейка разных марок имеет разную стойкость к коррозии. Из самых популярных марок 300-х и 400-х серий лучшей коррозионной устойчивостью обладает нержавеющая сталь AISI 304 12Х18Н10Т, ГОСТ 5632. Если надо применять сталь в агрессивной среде, то нужно знать химический состав нержавейки и понимать его особенности.
Если надо применять сталь в агрессивной среде, то нужно знать химический состав нержавейки и понимать его особенности.
Стоимость
По цене самым бюджетным вариантом будет обычная черная сталь. Затем оцинковка и самой дорогой будет нержавеющая сталь.
Цена металла за кг зависит от его химических свойств и характеристик. Для правильного выбора нужной марки стали производитель должен понимать, в какой среде и при каких условиях будет работать конструкция из выбранного материала. Чтобы минимизировать риски преждевременного разрушения создаваемой стальной конструкции.
Срок эксплуатации разных видов стали
По сроку службы распределение сталей будет аналогичным их ценовому диапазону. Минимальный срок службы будет у черной стали без покрытий. Обычная необработанная черная сталь прослужит около 10 лет, оцинковка с покрытием 60 мкм может прослужить до 25 лет. Нержавейка даже при работе в кислой среде может прослужить до 50 и более лет.
Сталь коды ТН ВЭД 2022: 7222201109, 7228602000, 7212408000
🗺️ Сталь импорт
- прутки из сортовой легированной конструкционной стали, обточенные в холодном состоянии, квадратного сечения, сталь марки 30хгса-вд размер 200х200мм- 7 связ
- прутки из сортовой легир.
 конструкц. никелесод. стали, зачищенные в холодном состоянии, квадратного сечения сталь марки 40хн2ма-ш кв180мм- 3связ, 5428кг, со
конструкц. никелесод. стали, зачищенные в холодном состоянии, квадратного сечения сталь марки 40хн2ма-ш кв180мм- 3связ, 5428кг, со - прутки из сортовой легир.конструкц. никелесод. стали, зачищенные в холодном состоянии, квадратного сечения сталь марки 30хгса-вд кв200мм- 1связ, 1022кг, ст
- прутки из сортовой легир.конструкц. никелесод. стали, зачищенные в холодном состоянии, квадратного сечения сталь марки 40хн2ма-ш кв200мм- 17связ, 27361кг,
- прутки из легирован.сортовой конструкц. стали, зачищ. в холодном состоянии, квадратного сечения, сталь марки 40хн2ма-ш квадрат- 180х180мм-25вяз., 40211кг
- код тнвэд 7228508000
7222111900
- прутки из сортовой коррозионност. стали , г/к, круглого сечения, сталь марки 20х13: диам.80мм-1связ,340 кг,90мм-1связ,286 кг, 120мм-2связ,638 кг,сталь марк
- прутки из сортовой коррозионност. стали , г/к, круглого сечения, сталь марки 20х13: диам.90мм-1связ, 2310кг,110мм-1связ, 2334кг, 120мм-1связ, 1560кг, сталь
- прутки из сортовой коррозионност.
 стали , г/к, круглого сечения, сталь марки 40х13: диам.105мм-2связ, 908кг,85мм-2связ, 430кг,110мм-3связ, 10030кг,сод,нике
стали , г/к, круглого сечения, сталь марки 40х13: диам.105мм-2связ, 908кг,85мм-2связ, 430кг,110мм-3связ, 10030кг,сод,нике - прутки из сортовой коррозионност. стали , г/к, круглого сечения, сталь марки 20х13: диам.90мм-3связ,3078кг,сталь марки 30х13:диам.90мм-1связ,1900кг,сталь м
- прутки из сортовой коррозионност. стали , г/к, круглого сечения, сталь марки 40х13: диам. 110мм-1связ, 1656кг,сод.никеля-0.35%, хрома 12.18%, углерода 0.40
- 7222111900 ндс
7222118909
- прутки из сортовой коррозионност. стали , г/к, круглого сечения, сталь марки 40х13:диам.25мм-1связ,1050кг, 30 мм-2связ,900кг,36 мм-1связ,1042кг,60 мм-1связ
- прутки из коррозионностойкой стали, без дальнейшей обработки, г/катанные, круглого сечения, сталь марки 20х13 диаметр 8мм- 1 связ., 958кг, 10мм-3связ., 208
- прутки из сортовой коррозионностойкой стали, горячекатанные, круглого сечения, сталь марки 20х13 диаметр 20мм- 1 связка, 1050кг, 32мм- 1 связка, 1050кг, 35
- прутки из сортовой коррозионност.
 стали , г/к, круглого сечения, сталь марки 30х13:диам. 56мм-1связ, 800кг, сталь марки 40х13:диам.50мм-2связ, 1124кг, 60мм
стали , г/к, круглого сечения, сталь марки 30х13:диам. 56мм-1связ, 800кг, сталь марки 40х13:диам.50мм-2связ, 1124кг, 60мм - прутки из сортовой коррозионностойкой стали, горячекатанные, круглого сечения, сталь марки 20х13 диаметр 35мм- 1 связка, 156кг, содержание никеля 0,24%, хр
- пошлина 7222118909
7222201109
- прутки из сортовой коррозионност. стали , обточ в холодном состоянии, круглого сечения, сталь марки 08х18н10т диам. 170мм-2связ, 3953кг, 95мм-3связ, 9552кг
- прутки из сортовой коррозионностойкой стали, обточенные в холодном состоянии, круглого сечения, сталь марки 12х18н10т диаметр 90мм- 1 связка, 220кг, содерж
- прутки из сортовой коррозионностойкой стали, обточенные в холодном состоянии, круглого сечения, сталь марки 12х18н10т диаметр 80мм- 2 связки, 5548кг, 220мм
- прутки из сортовой коррозионност. стали , обточ в холодном состоянии, круглого сечения: сталь марки 03х11н10м2т диам. 90мм-3связ, 3066кг, 110мм-1связ, 354к
- прутки из сортовой коррозионност.
 стали , обточ в холодном состоянии, круглого сечения: сталь марки 12х18н10т диам. 280мм-1связ, 1376кг
стали , обточ в холодном состоянии, круглого сечения: сталь марки 12х18н10т диам. 280мм-1связ, 1376кг - 7222201109 код тн вэд еаэс
7228304900
- прутки из легированной подшипниковой стали, горячекатанные, круглого сечения, сталь марки шх15-ш диаметр 70мм- 1 связка, 2994кг; сталь марки шх15сг-ш диаме
- прутки из легированной подшипниковой стали, горячекатанные, круглого сечения, сталь марки шх15-ш диаметр 70мм- 1 связка, 836кг, содержание углерода 1,00%,
- прутки из легированной подшипниковой стали, горячекатанные, круглого сечения, сталь марки шх15-ш диаметр 32мм- 1 связка, 200кг, содержание углерода 1,01%,
- прутки из легированной подшипниковой стали, горячекатанные, круглого сечения, сталь марки шх15сг-ш диаметр 34мм- 1 связка, 3080кг; сталь марки шх15-ш диаме
- прутки из сортовой легированной подшипниковой стали, без дальнейшей обработки, г/катанные, круглого сечения сталь марки шх15-ш диаметр 65мм-3связ,2898кг, д
- 7228304900 примеры
7228602000
- заготовки круглые обточенные из инструментальной стали, кованные, сталь uddeholm alvar 14, состав: углерод — 0.
 54 %, кремний — 0.25 %, марганец — 0.71-0.73
54 %, кремний — 0.25 %, марганец — 0.71-0.73 - заготовки обточенные из инструментальной стали,горячекатанные, сталь uddeholm elmax, состав:
- сталь инструментальная в прутках круглого сечения тип 1.2714 en iso4957: 403 мм. х 1520 мм. длина — 1550 кг. (1 пруток), 272.5мм. х 1991 мм. длина — 1835 к
- заготовки в виде прутка, отпиленного по размеру от прутка производственной длины, из легированной инструментальной стали: сталь uddeholm orvar supreme, сос
- заготовка обточенная из инструментальной стали,круглая, горячекатанная, сталь uddeholm rigor, состав: углерод — 1.01%, кремний — 0.22 %, марганец — 0.54 %,
- 7228602000 другие декларации
8483908100
- шестерня стальная передачи вращения приводной цепи и роликам при пр-ве керамич.плитки
- зубчатые колеса стальные литые:
- стальные литые для свеклоуборочного комбайна марки «wic»,новые
- зубчатые колеса, цепные звездочки и другие элементы передач, представленные отдельно, части стальные литые, для а/м «nissan», код окп 45 9100:
- зубчатые колеса, стальные литые для л/а, окп 456200:
- поиск по коду 8483908100
8483602000
- муфты механические для соединения валов стальные литые :
- муфты механические валов стальные литые для машиностроения:муфты для машиностроения,размер 93х156х83 арт.
 phe 1080tggrid — 9 шт.;
phe 1080tggrid — 9 шт.; - стальные устройства для соединения валов: шарнирная головка для промышленного оборудования
- муфты и устройства для соединения валов, литые, стальные, для ремонта и техн.обслуживания груз.а/м, для розн.продажи
- шарниры для соединения валов,стальные,литые,для систем пневмооборудования: шарнирная головка sgs-m12x1.25 арт. 9262 — 1 шт; sgs-m48x2 арт. 10777 — 3 шт; sg
- 8483602000 ндс
7322190000
- радиаторы стальные панельные для центрального отопления с неэлектрическим нагревом различных артикулов и габаритных размеров
- радиаторы стальные для центрального отопления с неэлектрическим нагревом в полной комплектации (кронштейны, элементы крепления, термостатические краны) мар
- стальные ниппели rn8 1 1/4` m8ni1001375 — 280000 шт. представляют собой соединительные элементы с резьбой для радиаторов центрального отопления чертеж №100
- стальные радиаторы, для центрального водяного отопления загородных домов, неэлектрические, макс.
 рабочая температура 110 с, макс. рабочее давление 10 бар,
рабочая температура 110 с, макс. рабочее давление 10 бар, - радиаторы стальные для центрального отопления с неэлектрическим нагревом в полной комплектации (кронштейны, элементы крепления, термостатические краны)
- 7322190000 пошлины
8403109000
- котел стальной газовый настенный центрального отопления жилых помещений, типа turbo tec plus, модель vu int 322/3-5,тепловая мощность 32 квт, арт. 00100039
- комбинированный котел центрального отопления jaspi triplex 3000, в стальном корпусе с керамической топкой, мощность 30/24квт, для производства горячей быто
- котлы настенные бытовые электрические стальные «protherm» для центрального отопления, модель скат 6k, номинальная мощность 6 квт, арт.0010008951- 45 шт, в
- котлы газовые стальные, настенные, бытовые «protherm» для отопления жилых помещений, модель panther 25 ktv,мощность 8.9/24.6 квт., арт.0010008032 — 9 шт.,
- котел стальной настенный газовый для центрального отопления жилых помещений, тип ecotec plus, модель vu oe 246/3-5, тепловая мощность 24 квт, арт.
 00100049
00100049 - тс 8403109000
8443919100
- дополнительный набор печатных цилиндров для флексографической печатной машины hjry-320,стальные литые:5 шт.печатных цилиндров диам.300 мм 5 шт.печатных цил
- плитки стальные мотодом литья для использования в печатных машинах — 250шт. вес поддона 10кг
- валы стальные,некованные,являются опорной частью линии лакировки металлических листов фирмы «ltg mailander».предназначены для снятия остатков лака с лакиро
- стальной литой вал:
- части и принадлежности для полиграфического оборудования стальные, литые:
- код тн вэд 8443919100
8483502000
- шкив стальной литой к буровой установке wts-00750
- маховики и шкивы, стальные литые, применяемые для ремонта и обслуживания а/м: код окп 45 9100
- шкивы коленвала стальные литые, применяемые для ремонта и обслуживания автомобилей.
- маховики и шкивы стальные, литые, применяемые для ремонта и технического обслуживания сельскохозяйственной техники (не для использования в автомобильной пр
- шкивы стальные, литые, для ремонта и техобслуживания автомобилей
- пошлина 8483502000
7225409000
- сталь листовая легированная, после горячей прокатки.
 сталь листовая, содержание элементов, придающих стали свойства легированной с-0,060-0,062%, si-0,05-0,
сталь листовая, содержание элементов, придающих стали свойства легированной с-0,060-0,062%, si-0,05-0, - износостойкая листовая сталь — легированная кремнемарганцовистая сталь, содержание углерода 0,22%, марганца 1,5%, кремния 0,8%, хрома 1,3%, в виде проката
- высокопрочная горячекатанная сталь для холодной формовки domex 700 мс е в листах. размеры:9216х1355х4 мм-30 листов, 8492х1355х4 мм-323 листа.
- сталь листовая легированная, после горячей прокатки. сталь листовая, содержание элементов, придающих стали свойства легированной с-0,062%, si-0,06%, mn-1,8
- сталь листовая легированная, после горячей прокатки. сталь листовая, содержание элементов, придающих стали свойства легированной с-0,060-0,063%, si-0,05-0,
- пошлина и ндс 7225409000
7222202900
- прутки из сортовой коррозионностойкой стали, обточенные в холодном состоянии, круглого сечения, сталь марки 14х17н2 диаметр 40мм- 3 связки, 5742кг, 34мм- 1
- прутки из сортовой коррозионност.
 стали , обточ в холодном состоянии, круглого сечения, сталь марки 13х11н2в2мф-ш диаметр 56мм- 1связ, 300кг, 38мм-1связ, 6
стали , обточ в холодном состоянии, круглого сечения, сталь марки 13х11н2в2мф-ш диаметр 56мм- 1связ, 300кг, 38мм-1связ, 6 - прутки из сортовой коррозионностойкой стали, обточенные в холодном состоянии, круглого сечения, сталь марки 20х13 диаметр 75мм- 3 связки, 5980кг, содержани
- прутки из коррозионностойкой стали(сталь aisi 420,не содержит ni),без дальнейшей обработки кроме холодной деформации,для изготовления частей оборудования,в
- прутки из коррозионностойкой стали, обточенные в холодном состоянии, круглого сечения, сталь марки 95х18 диаметр 30мм- 1 связка, 1049кг; сталь марки 14х17н
- таможенный союз 7222202900
7326199009
- изделия из черных металлов,кованые или штампованные,но без дальнейшей обработки,стальной лист гальванически оцинкованный после механической обработки(удале
- направляющая 01.05.1000.35-100шт изделие из черных металлов(часть компрессорной установки со-243-1)стальная штампованная,без дальнейшей обработки.
- пластина крепежная № по кат.
 bp10651192040 стальная штампованная плоской формы с 3-мя технологическими отверстиями без дальнейшей обработки для крепления т
bp10651192040 стальная штампованная плоской формы с 3-мя технологическими отверстиями без дальнейшей обработки для крепления т - кронштейн брызговика кабины правый № по кат. 2802013 стальной штампованный, с технологическими отверстиями, без дальнейшей обработки, крепится на раме комп
- усилитель правого лонжерона № по кат. bp10442800002-1 стальной штампованный, без дальнейшей обработки для усиления крепления поперечины к лонжерону с техно
- тн вэд 7326199009
8431492000
- сменная насадка стальная, изготавливается методом литья, крепится через переходник, номер в каталоге соответствует номеру артикула, экскаватор используется
- башмак гусеничной ленты экскаватора, стальной, изготавливается методом литья, крепится болтами, номер в каталоге соответствует номеру артикула,экскаватор и
- ударная часть гидромолота hhk5 стальная литая
- подрезной нож стальной,литой (часть погрузчика) не обработанный, не нуждается в дальнейшей обработке, для крепления к ковшу с помощью болтового соединения.

- запасные части для мод.d275 стальные литые: кронштейн крепления рамы отвала-2шт.
- 8431492000 перечень
7306308000
- трубы стальные электросварные,прямошовные ,круглого поперечного сечения без технологических отверстий,в отрезках, нарезная резьба отсутствует.для изготовле
- трубы стальные электросварные прямошовные (стальq215), в отрезках.нарезная резьба отсутствует. всего 7 штук в 1 п/э упаковках. предназначены для изготовлен
- трубы стальные электросварные,прямошовные ,круглого поперечного сечения без технологических отверстий, не оцинкованные, не прецизионные, нарезная резьба от
- трубы стальные электросварные прямошовные, круглого поперечного сечения, не оцинкованные, не прецизионные, для изготовления мебельных и строительных констр
- труба сварная прямошовная круглого сечения стальная, с покрытием — хромирование, сфера применения (функциональное назначение)- строительство (изготовление
- ндс 7306308000
7326110000
- шары стальные, мелющие для железорудных мельниц, без обработки, штампованные, диаметр 30 мм, изготовитель завод «энергостил»
- шары стальные мелющие катаные, из углеродистой стали, диаметр 60 мм, 2 группа твердости, гост 7524-89.
 применяются в шаровых мельницах в качестве мелющих т
применяются в шаровых мельницах в качестве мелющих т - шары стальные мелющие диаметром 60 мм, весом 65000кг, 4 группа твердости
- шары стальные перемалывающие для мельниц, горячекатанные без дальнейшей обработки, диаметром 40мм, 4 группа твердрсти, гост 7524-89.
- шары стальные мелющие катаные, из углеродистой стали, диаметром 40 мм, 2 группа твердости, гост 7524-89. применяются в шаровых мельницах в качестве мелющих
- поиск по коду 7326110000
7324290000
- ванны стальные эмалированные белого цвета, бытового назначения, предназначенные для установки в ванных комнатах, различных артикулов и размеров, всего 800
- ванны стальные белые эмалиров-е в комп-те с ножками.для удобства транспорт-ки упакованы в картон.обложку по 1шт.на 56 поддонах,ножки для ванн в 320 картон.
- ванны стальные эмалированные в комплекте с металличекими ножками, в упаковке. всего: 900 шт в 1800 упаковках, размещенных на 30 палетах.; модели ванн: mbtb
- ванны стальные эмалированные без антискольжения толщиной 1,5 мм:
- изделия санитарно-технические, из черных металлов-ванна стальная, белого цвета, эконом-класса, без гидромассажа: всего 17 штук в 17 картонных коробках.
 раз
раз - 7324290000 код тнвэд
8202400000
- стальное полотно (пильная цепь) для цепной пилы с приводом amw 10 в комплекте со стальной шиной, длина — 560 мм, в карт. коробке арт: f016800325 — 5 шт, ст
- стальные полотна для цепных бензопил «husqvarna»:
- полотна стальные (пильная цепь ) для цепных пил,разм. 3/8h,52t,35см,1.1mm арт:
- стальные полотна для цепных бензопил `husqvarna`:
- полотна стальные (пильная цепь ) для цепных пил,разм. 3/8h,56t, 40cm,1.3mm арт:
- пошлина и ндс 8202400000
7228508000
🇷🇺Сталь экспорт
Вы можете прочитать статью или заказать консультацию по экспорту вашего товара через крупнейшую компанию, которая позволяет находить покупателей на вашу продукцию — каталог по покупателя ЭкспортВ — сталь покупатели
- сталь горячекатаная травленая 2 сорт в листах марка dd11 ту 14-106-508-99 ( 1.8 — 3 ) x ( 1000 — 1460 ) x ( 2000 — 3500 ) мм
- сталь горячекатаная травленая 2 сорт в листах марка dd11 ty 14-106-508-99 ( 1.
 5 — 2.5 ) x 1250 x ( 2200 — 2500 ) мм
5 — 2.5 ) x 1250 x ( 2200 — 2500 ) мм - сталь горячекатаная травленая 2 сорт в листах марка dd11 ty 14-106-508-99 ( 1.5 — 3 ) x 1250 x 2500 мм
- сталь горячекатаная травленая 2 сорт в листах марка dd11 ту 14-106-508-99 ( 1.5 — 2.8 ) x ( 1095 — 1250 ) x ( 1670 — 2500 ) мм
- сталь гоpячекатаная тpавленая в листах марка 07гфю ту 14-106-649-2002 ( 3.7 — 4 ) x ( 1210 — 1320 ) x ( 3100 — 3300 ) мм
- 7208908000 поиск по коду
7208390000
- сталь горячекатаная в рулонах марка s355jrc en 10025 2.9 x 1195 мм
- сталь горячекатаная в рулонах марка st 24 din 1614(1) 2 x 1085 мм
- сталь горячекатаная 2-го сорта в рулонах марка st3sp gost 380-2005 2.9 x 1360 мм
- сталь горячекатаная в рулонах марка s355jrc en 10025,st 24 din 1614(1),st1ps gost 380-2005,st2ps gost 380-2005,st3sp gost 380-2005 ту 14-106-508-99 — 5 рулонов 2-го сорта ( 2.5 — 2.9 ) x ( 925 — 1195 ) мм
- сталь горячекатаная в рулонах марка 08yu gost 9045-93,st 24 din 1614(1) ( 1.85 — 2.
 5 ) x ( 1145 — 1265 ) мм
5 ) x ( 1145 — 1265 ) мм - код тн ВЭД 7208390000
7208360000
- сталь горячекатаная в рулонах марка s235jr en 10025-2:2004 12 x 1500 мм
- сталь горячекатаная в рулонах марка s235jr en 10025-2:2004 15 x 1500 мм
- сталь горячекатаная 2-го сорта в рулонах марка s275jr en 10025-2:2004 12 x 1800 мм
- сталь горячекатаная в рулонах марка s235jrc en 10025-2:2004 15 x 1500 мм
- сталь горячекатаная в рулонах марка s235jrc en 10025-2:2004 15 x 1250 мм
- 7208360000 код тн ВЭД ЕАЭС
7225508000
- сталь холоднокатаная легированая в рулонах, содержание титана=0.060-0.068% марка dc06 en 10130 ( 0.87 — 1.18 ) x 1054 мм
- сталь холоднокатаная конструкционная легированная для эмалирования в рулонах. содержание бора 0.0013-0.0014% марка 06фбюар ту 14-106-607-2000 0.7 x 1150 мм
- сталь холоднокатаная легированая в рулонах. содержание бора 0.001% марка dc04ek en 10209 0.6 x 1313 мм
- сталь холоднокатаная конструкционная легированая для эмалирования в рулонах содержание бора 0.
 0014% марка 06фбюар ту 14-106-607-2000 ( 0.6 — 0.8 ) x ( 600 — 1200 ) мм
0014% марка 06фбюар ту 14-106-607-2000 ( 0.6 — 0.8 ) x ( 600 — 1200 ) мм - сталь холоднокатаная конструкц,легированая для эмалирования в рулонах содержание бора 0,0011-0,0015% марка 06фбюар ту 14-106-607-2000 0.7 x ( 1000 — 1160 ) мм
- 7225508000 пример
7225199000
- сталь холоднокатаная изотропная динамная марка m400-50a en 10106 0.5 x ( 654 — 1250 ) мм
- сталь холоднокатаная изотропная динамная марка m470-50a en 10106 0.5 x 1250 мм
- сталь холоднокатаная изотропная динамная марка m600-65a en 10106 0.65 x 702.7 мм
- сталь холоднокатаная изотропная динамная марка m400-50a en 10106 0.5 x ( 987 — 1250 ) мм
- сталь кремнистая холоднокатаная изотропная динамная содержание кремния-1,664 — 1,713% марка m600-65a en 10106 0.65 x 702.7 мм
- пошлина и ндс 7225199000
7209189100
- сталь холоднокатаная тонколистовая в рулонах марка dc01 en 10130 ( 0.42 — 0.43 ) x ( 970 — 980 ) мм
- сталь холоднокатаная тонколистовая в рулонах марка dc01 en 10130 0.
 4 x ( 1049 — 1249 ) мм
4 x ( 1049 — 1249 ) мм - сталь холоднокатаная тонколистовая в рулонах марка dc01 en 10130 0.4 x 1085 мм
- сталь холоднокатаная тонколистовая в рулонах 2 сорт марка dc01 en 10130 ty 14-106-508-99 0.4 x 1289 мм
- сталь холоднокатаная тонколистовая в рулонах 2 сорт марка dc01 ту 14-106-508-99 ( 0.4 — 0.48 ) x ( 900 — 1250 ) мм
- далее 7209189100
7304299009
- трубы стальные бесшовные обсадные и муфты к ним, ту 14-3-1575-88,сталь д, диаметр 426х12мм-39,400тн. трубы не являются трубами для ядерных реакторов, не явля-ся многоцел.коммуник.типа «труба в трубе».
- трубы стальные бесшовные обсадные и муфты к ним, ту 14-3-1575-88,сталь д, диаметр 426х12мм-39,936тн. трубы не являются трубами для ядерных реакторов, не явля-ся многоцел.коммуник.типа «труба в трубе».
- трубы стальные бесшовные обсадные и муфты к ним, ту 14-3-1575-88,сталь д, диаметр 426х12мм-160,502тн. трубы не являются трубами для ядерных реакторов, не явля-ся многоцел.коммуник.типа «труба в трубе».

- трубы стальные бесшовные обсадные и муфты к ним, ту 14-3-1575-88,сталь д, диаметр 426х12мм-41,092тн. трубы не являются трубами для ядерных реакторов, не явля-ся многоцел.коммуник.типа «труба в трубе».
- трубы стальные бесшовные обсадные и муфты к ним, ту 14-3-1575-88,сталь д, диаметр 426х12мм-122,372тн. трубы не являются трубами для ядерных реакторов, не явля-ся многоцел.коммуник.типа «труба в трубе».
- далее 7304299009
7212408000
- стальная упаковочная лента в рулонах из углеродистой стали марки sae1015, черная краска на водной краска + воск, «specta prima»:намотка мр, размер 12.7 х 0.5 мм — 5238.0 кг; 19 х 0.6 мм — 10408.0 кг; «specta factor»:намотк
- стальная упаковочная лента в рулонах из углеродистой стали марки sae1015, «спекта прима»: намотка многорядная, покрытие цинковая краска+воск, размер: 16 х 0.5 мм — 1768.0 кг.; 19 х 0.6 мм — 1449.0 кг
- стальная упаковочная лента в рулонах «спекта прима» из углеродистой стали марки sae1015, намотка однорядная, покрытие: черная краска на водной основе + воск, размер 32 х 0.
 8 мм — 19885.00 кг.
8 мм — 19885.00 кг. - стальная упаковочная лента в рулонах «спекта прима» из углеродистой стали марки sae1015, покрытие: черная краска на водной основе + воск: намотка многорядная, размер 16 х 0.5 мм — 15664.0 кг.; намотка однорядная, размер 25
- стальная упаковочная лента в рулонах из углеродистой стали марки ches950, покрытие — черная краска на водной основе + воск. «спекта форте модекс»: намотка однорядная, размер: 32 х 1.0 мм — 19909.0 кг.
- ндс 7212408000
7217304100
- проволока стальная, покрытая медью,содержащая 0,07-0,14 мас.% углерода, в бухтах, с максимальным поперечным размером 4,0 мм — 22,0 т., 6,0 мм — 7,0 т, марка: бсм-1. гост:3822-79.
- проволока стальная, покрытая медью,содержащая 0,07-0,14 мас.% углерода, в бухтах, с максимальным поперечным размером 4,0 мм — 6,5 т., 6,0 мм — 6,5 т, марка бсм-1. гост 3822-79.
- проволока стальная, покрытая медью,содержащая 0,07-0,14 мас.% углерода, в бухтах, с максимальным поперечным размером 4,0 мм — 0,953 т.
 , марка: бсм-1. гост:3822-79.
, марка: бсм-1. гост:3822-79. - проволока стальная, покрытая медью,содержащая 0,07-0,14 мас.% углерода, в бухтах, с максимальным поперечным размером 4,0 мм — 13,0 т., 6,0 мм — 8,0 т, марка бсм-1. гост 3822-79.
- проволока стальная, содержание углерода 0,05мас.%, покрытая медью, шириной 3мм, толщиной 0,05мм, в бобинах, предназначена для зажима сетки
- поиск по коду 7217304100
7208270000
- сталь горячекатаная травленая,дрессированная в рулонах марка s235jrc en 10025 2 x 1232 мм
- сталь горячекатаная травленая марка dd12 en 10111,dd13 en 10111,s235jrc en 10025 ( 2 — 2.5 ) x ( 1226 — 1426 ) мм
- сталь горячекатаная травленая марка dd11 en 10111,dd12 en 10111,dd13 en 10111,s235jrc en 10025 ( 1.5 — 2.7 ) x ( 1000 — 1500 ) мм
- сталь горячекатаная травленая,дрессированная в рулонах марка dd11 en 10111 ( 1.5 — 2.9 ) x ( 1250 — 1500 ) мм
- сталь горячекатаная травленая,дрессированная в рулонах марка dd11 en 10111 1.5 x 1250 мм
- тн ВЭД 7208270000
7211233000
- холоднокатаная стальная лента.
 содержание углерода-0,052-0,053% марка dc01 en 10130 1 x ( 97 — 114.8 ) мм
содержание углерода-0,052-0,053% марка dc01 en 10130 1 x ( 97 — 114.8 ) мм - сталь холоднокатаная тонколистовая в рулонах, содержание углерода=0.084-0.110% марка dc01 en 10130 0.4 x ( 580 — 588 ) мм
- сталь холоднокатаная тонколистовая в рулонах содержание углерода-0.040% марка dc01 en 10130 0.6 x 576 мм
- сталь холоднокатаная тонколистовая в рулонах содержание углерода-0.041-0.092% марка dc01 en 10130 ( 0.48 — 1.15 ) x ( 477 — 567 ) мм
- холоднокатаная стальная лента марка dc01 en 10130,st 12 din 1623(1) ( 0.5 — 1 ) x ( 114.8 — 170 ) мм
- 7211233000 код ТНВЭД
7222201109
- прутки из коррозионностойкой стали горячекатаные после отделки в холодном состоянии; круг 250мм; содержание никеля 9,22%; предел прочности 559-572н/мм2; сталь немартенситностареющая. 3 прутков.
- прутки из корозионностойкой стали, после отделки в холодном состоянии. круг 200 мм. содержание никеля 9,22 % . сталь немартенситностареющая. предел прочности 550-562 н/мм2. 4 прутка.

- прутки из коррозионностойкой стали горячекатаные после отделки в холодном состоянии; круг 250мм; содержание никеля 9,22%; предел прочности 562-575н/мм2; сталь немартенситностареющая. 3 прутков.
- прутки из коррозионностойкой стали после отделки в холодном состоянии горячекатаные. круг 100 мм. предел прочности 525-575н/мм2. содержание никеля 10.05-10.44%. сталь немартенситностареющая. прутков -7шт.
- прутки из коррозионностойкой стали после отделки в холодном состоянии горячекатаные. круг 90 мм. сталь немартенситностареющая. предел прочности 546-559 н/мм2(мпа). содержание никеля 9,38%. 18 прутков.
- 7222201109 код тн ВЭД
7225990000
- сталь горячекатаная легированная в рулонах, травленая содержание бора-0,0035% марка dd13 en 10111 1.5 x 1010 мм
- сталь горячекатаная легированная в рулонах, травленая содержание бора-0.0025-0.0033%, содержание титана-0.066% марка dd13 en 10111,stw 24 din 1614(2) ( 2 — 2.7 ) x ( 1265 — 1300 ) мм
- сталь горячекатаная легированная в рулонах, травленая содержание бора (0.
 0030-0.0037)% марка dd13 en 10111 ( 1.5 — 2 ) x ( 1010 — 1265 ) мм
0030-0.0037)% марка dd13 en 10111 ( 1.5 — 2 ) x ( 1010 — 1265 ) мм - сталь горячекатаная легированная в рулонах, травленая, содержание титана (0.061-0.064)% марка stw 24 din 1614(2) 3 x 1500 мм
- сталь горячекатаная легированная в рулонах, травленая содержание титана 0,061-0,064 % марка stw 24 din 1614(2) 3 x 1500 мм
- ндс 7225990000
7306290000
- трубы качественные, стальные, электросварные, обсадные,прямошовные, новые, для нефте- газодобывающих скважин, с гладкими концами,стандарт api spec 5ст, psl-1, класс стали j55, ф 244.48 x 8.94 мм (9 5/ 8″ х 0.352) — 830791
- трубы качественные, стальные, электросварные, обсадные,прямошовные, новые, для нефте- газодобывающих скважин, с гладкими концами,стандарт api spec 5ст, psl-1, класс стали j55, ф 244.48 x 8.94 мм (9 5/8″ х 0.352) — 292822 к
- трубы качественные, стальные, электросварные, обсадные,прямошовные, новые, для нефте- газодобывающих скважин, с гладкими концами,стандарт api spec 5ст, psl-1, класс стали j55, ф 244.
 48 x 8.94 мм (9 5/ 8″ х 0.352) — 343301
48 x 8.94 мм (9 5/ 8″ х 0.352) — 343301 - трубы качественные, стальные, электросварные, обсадные,прямошовные, новые, для нефте- газодобывающих скважин, с гладкими концами,стандарт api spec 5ст, psl-1, класс стали j55, ф 244.48 x 8.94 мм (9 5/8″ х 0.352) — 97524 кг
- трубы качественные, стальные, электросварные, обсадные,прямошовные, новые, для нефте- газодобывающих скважин, с гладкими концами,стандарт api spec 5ст, psl-1, класс стали j55, ф 244.48 x 8.94 мм (9 5/8″ х 0.352) — 98145 кг
- 7306290000 пошлина и ндс
7205100000
- дробь стальная литая улучшенная дслу 1,8-2,8 — 65000кг. гост 11964-81. хим. состав: углерод — 0,85-1,15%;сера-не более 0,06%; фосфор-не более 0,04%. через сито с размером ячейки 1мм просеивается — 0% изделия; с размером яч
- дробь стальная литая улучшенная дслу 0,5-5000кг; дслу 0,8-9000кг; дробь стальная литая улучшенная дслу 1,0-12000 кг; дробь стальная литая улучшенная дслу 1,4-9000кг;дробь стальная литая улучшенная дслу 1,8-7000кг гост 1196
- дробь стальная литая дсл 1,4 — 20000кг.
 гост 11964-81. хим. состав: углерод — 0,85-1,15%;сера-не более 0,06%; фосфор-не более 0,04%. через сито с размером ячейки 1мм просеивается — 0% изделия; с размером ячейки 5мм — 100%.
гост 11964-81. хим. состав: углерод — 0,85-1,15%;сера-не более 0,06%; фосфор-не более 0,04%. через сито с размером ячейки 1мм просеивается — 0% изделия; с размером ячейки 5мм — 100%. - дробь стальная литая дсл 1,4 — 60000кг. гост 11964-81. хим. состав: углерод — 0,85-1,15%;сера-не более 0,06%; фосфор-не более 0,04%. через сито с размером ячейки 1мм просеивается — 0% изделия; с размером ячейки 5мм — 100%.
- дробь стальная литая улучшенная дслу 0,5-4000кг; дслу 0,8-4000кг; дробь стальная литая улучшенная дслу 1,0-4000 кг; дробь стальная литая улучшенная дслу 1,4-5000кг;дробь стальная литая улучшенная дслу 1,8-4000кг гост 11964
- код тн ВЭД 7205100000
7225110000
- сталь холоднокатаная анизотропная трансформаторная марка 3407 ту 14-106-761-2010,3408 ту 14-106-761-2010,3409 ту 14-106-761-2010,nv23s-110 сто 05757665-008-2007 ( 0.23 — 0.3 ) x ( 900 — 1000 ) мм
- сталь кремнистая холоднокатаная анизотропная электротехническая содержание кремния-3,06 — 3,15% марка nv27s-110 сто 05757665-008-2007 0.
 27 x ( 940 — 1000 ) мм
27 x ( 940 — 1000 ) мм - сталь холоднокатаная анизотропная трансформаторная содержание кремния:3,07-3,14% марка nv30s-120 сто 05757665-008-2007 0.3 x 1000 мм
- сталь холоднокатаная анизотропная трансформаторная марка nv30s-120 сто 05757665-008-2007 0.3 x 1000 мм
- сталь кремнистая холоднокатаная анизотропная электротехническая содержание кремния-3,08 — 3,18% марка nv30s-130 сто 05757665-008-2007 0.3 x ( 920 — 1000 ) мм
- пошлина и ндс 7225110000
8708999309
- 6520-2801098 поперечина №2 рамы в сборе (штампованная сталь) а/м * 5 шт
- 5320-1203183 кронштейн крепления трубы приемной левой (сталь штампованная)а/м * 5 шт
- 5320-1101104-10 кронштейн передний крепления топливного бака (штампованная сталь) а/м * 5 шт
- 5320-1203183 кронштейн крепления трубы приемной левой (сталь штампованная)а/м * 6 шт
- 53212-1101104 кронштейн передний крепления топливного бака (штампованная сталь) а/м * 5 шт
- 8708999309 таможенный союз
7305110002
- трубы стальные сварные прямошовные для магистральных газонефтепроводов с полимерным покрытием, изгот.
 методом дуговой сварки под флюсом с врем. сопротивлением разрыву 56,1-58,1кгс/мм2 и ударной вязкостью металла при t=-40°c
методом дуговой сварки под флюсом с врем. сопротивлением разрыву 56,1-58,1кгс/мм2 и ударной вязкостью металла при t=-40°c - трубы стальные сварные прямошовные для магистральных газонефтепроводов с полимерным покрытием, изгот.методом дуговой сварки под флюсом с врем. сопротивлением разрыву 56-58,1 см. дополнение кгс/мм2 и ударной вязкостью метал
- трубы стальные сварные прямошовные для магистральных газонефтепроводов с полимерным покрытием, изгот.методом дуговой сварки под флюсом с врем. сопротивлением разрыву 60.2-61.2кгс/мм2 и ударной вязкостью металла при t=-40°c
- трубы стальные сварные прямошовные для магистральных газонефтепроводов с полимерным покрытием, изгот.методом дуговой сварки под флюсом с врем. сопротивлением разрыву 56-60.2кгс/мм2 и ударной вязкостью металла при t=-40°c 3
- трубы стальные сварные прямошовные для магистральных газонефтепроводов с полимерным покрытием, изгот.методом дуговой сварки под флюсом с врем. сопротивлением разрыву 56,1-60.2кгс/мм2 и ударной вязкостью металла при t=-40°c
- 7305110002 пошлины
7209179009
- сталь холоднокатаная тонколистовая в рулонах марка hc300p en 10268 1 x 1285 мм
- сталь холоднокатаная тонколистовая в рулонах марка dc01 en 10130 0.
 5 x ( 1300 — 1380 ) мм
5 x ( 1300 — 1380 ) мм - сталь холоднокатаная тонколистовая в рулонах 2 сорт марка dc01 ty 14-106-508-99 ( 0.65 — 0.86 ) x ( 1050 — 1360 ) мм
- сталь холоднокатаная тонколистовая в рулонах марка dc04 en 10130 0.8 x 1684 мм
- сталь холоднокатаная тонколистовая в рулонах марка dc01 en 10130,dc04 en 10130 ( 0.5 — 0.7 ) x ( 1092 — 1260 ) мм
- 7209179009 ндс
7208519800
- сталь горячекатаная листовая конструкционная марка 15юа гост 4041-71 13 x 1220 x 5550 мм
- сталь горячекатаная листовая конструкционная марка 15юа гост 4041-71 12 x 1170 x 5900 мм
- сталь листовая горячекатаная в пачках марка rst 37-2 din 17100 12 x 1500 x 3000 мм
- сталь горячекатаная 2-го сорта в листах марка st0 gost 380-2005 ту14-106-508-99(10.01 — 12 ) x 1500 x 3000 мм
- сталь листовая горячекатаная в пачках марка s235j2 en 10025-2:2004 12 x 1500 x 6000 мм
- другие декларации 7208519800
7208908000
Можно ли использовать «нержавейку» и «обычную» сталь вместе?
Рекомендуется избегать прямого контакта метизов из разных металлов, особенно в узлах крепления.
Проблемы, возникающие при контакте крепёжного изделия из «обычных» углеродистых сталей с изделием из нержавеющих аустенитных сплавов,
изучены инженерами BEST-Крепёж по факту частых обращений в наш технический отдел.
Ниже рассмотрим основные причины, по которым нельзя допускать их контакта.
В нержавеющих сталях аустенитного класса по ГОСТ ISO 3506-2014 содержание легирующих элементов ≈30%.
Основные из них: хром (Cr≥15%) и никель (Ni≥8%).
Стали марки А4 дополнительно легируют молибденом в пределах 2-3%.
Такое содержание легирующих элементов обуславливает заметную разницу электродных потенциалов между «обычными» углеродистыми сталями и коррозионно-стойкими аустенитными сплавами.
В зависимости от активности электролита при контакте двух металлов с разными потенциалами растут риски возникновения контактной коррозии.
Согласно ГОСТ 5272-68:
«Контактная коррозия – это электрохимическая коррозия, вызванная контактом металлов, имеющих разные стационарные потенциалы в данном электролите».
При контакте двух электрохимически разнородных металлов анодом выступает тот, потенциал которого более отрицательный.
Катодом — металл с более положительным потенциалом.
При возникновении контактной коррозии коррозионному разрушению подвергается анод.
Скорость растворения анода зависит, в первую очередь, от разности потенциалов между сплавами.
Но особенную опасность при этом представляет близость морского побережья и промышленных предприятий.
С одной стороны может показаться, что разница потенциалов между разными сталями не такая значительная, как например, у той же стали с алюминием.
Однако, разница потенциалов между «обычной» углеродистой сталью и нержавеющими аустенитными сплавами имеет место быть:
* «Теория коррозии и коррозионностойкие конструкционные сплавы.» Томашов Н.Д., Чернова Г.П. М.: Металлургия, 1986
К сожалению, нам не известны какие-либо научные исследования коррозионной стойкости крепёжных узлов, состоящих из аустенитной «нержавейки» и «обычной» углеродистой стали.
Однако, возникновение контактной коррозии между ними подтверждается частыми обращениями в технический отдел BEST-Крепёж по этому вопросу:
Следы коррозии на тросе из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Имеют место образования ржавчины на поверхности троса из стали А2 вследствие коррозии микрочастиц углеродистой оцинкованной стали, попадающих на трос при перемещении по нему стальных карабинов.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности троса.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на головках болтов из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Следы коррозии находятся в верхнем левом углу каждой грани головки болта — это место контакта биты монтажного инструмента с головкой болта. Как известно, такие биты массово производят из обычной углеродистой стали.
В таком случае можно сделать вывод, что показанная на фото ржавчина на нержавеющем крепеже, не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности головки болта.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на гайках из стали А4.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Как и в предыдущем примере – не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности гаек.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Во всех перечисленных примерах микрочастицы углеродистой стали быстро корродируют из-за своего малого объема.
Как результат на поверхности нержавеющих метизов проявляются хорошо всем знакомые «рыжие пятна» ржавчины.
Стоит обратить внимание, что при кажущейся простоте решения проблемы – «обработал раствором и готово», остаются риски усугубления проблемы.
Если своевременно не удалить постороннюю ржавчину с поверхности коррозионно-стойкой стали, возникает риск возникновения точечной коррозии самого метиза.
Поэтому ГОСТ 9.005–72 исключает контакт между метизами из хромоникелевых аустенитных сплавов и углеродистыми сталями как в атмосферных условиях, так и в морской среде.
В этом вопросе инженеры технического отдела BEST-Крепёж присоединяются к требованиям ГОСТ-а, пусть даже от 1972 года, с учётом накопленного нами опыта.
Разные типы заземлителей в различных видах грунтов. Какой комплект заземления выбрать?
- Вы здесь:
- Главная
- Примеры монтажа
Разные типы заземлителей в различных видах грунтов. Какой комплект заземления выбрать?
Разные типы заземлителей в различных видах грунтов. Какой комплект заземления выбрать?
- Подробности
- Автор: ЦМЗ
- Категория: Примеры монтажа
Просмотров: 3613
В недалеком прошлом мало кто задумывался о материалах, из которых сделаны заземлители. Использовалась преимущественно обычная, её ещё называют «чёрная», сталь. Итог один — заземление работало от силы десяток лет, после чего коррозия, съевшая изрядную часть заземляющего устройства, делала его фактически неработоспособным.
Использовалась преимущественно обычная, её ещё называют «чёрная», сталь. Итог один — заземление работало от силы десяток лет, после чего коррозия, съевшая изрядную часть заземляющего устройства, делала его фактически неработоспособным.
Сейчас же, после введения таких нормативных документов, как ГОСТ Р 50571.5.54-2013 и ГОСТ Р МЭК 62561.2-2014, которые предписывают использовать материалы, обеспечивающие необходимую коррозионную прочность, мало кто рискнет сэкономить и сделать заземление по-старинке. Да и экономия получается только умозрительной, после недолгих лет эксплуатации объекта потребуется полная реконструкция заземляющего устройства, превосходящая по своим затратам стоимость коррозионностойкого заземления.
Рыночный ассортимент стойких к коррозии материалов для заземлителей не очень велик, но выбор отнюдь не прост. Как понять, какой материал использовать: омедненную сталь, нержавейку или оцинкованную сталь? Ответим на этот вопрос и поможем подобрать правильный заземлитель, подходящий под определенные условия.
Рассмотрим в чем заключаются особенности заземлителей, выполненных из различных металлов, а также какие факторы влияют на их срок службы.
Заземлители из оцинкованной стали
Такие заземлители можно назвать базовым бюджетным вариантом из всех коррозионностойких. Оцинкованная сталь хоть и обеспечивает намного больший срок службы, чем обычная черная сталь, но с материалами, описанными выше, ей не сравниться.
Оцинкованная сталь совершенно несовместима с растворами солей и щелочью. В средах с их содержанием цинк активно корродирует, полностью растворяясь примерно за 10 лет. В остальных же условиях оцинкованные заземлители служат около 30 лет, что не всегда подходит для объектов с длительным расчетным сроком эксплуатации.
Не очень приятным для оцинкованной стали будет соседство со стальной арматурой фундамента. В процессе электрохимической коррозии слой цинка окисляется (разрушается), восстанавливая сталь. В результате оцинкованный заземлитель будет служить еще меньше.
Не допускается механическое соединение металлов, между которыми электрохимический потенциал превышает 0,6 мВ.
Соединение цинкового покрытия со сталью, хоть и в пределах допустимых величин, но и нейтральным его не назовешь. С остальными металлами цинк «дружит» ещё хуже, он самый сложный в отношении подбора пары, в чем мы можем убедиться из таблицы.
Заземлители из омеднённой стали
Заземлители с покрытием из меди очень долговечны в большинстве видов сред. В малоагрессивных грунтах они служат более 100 лет, в щелочных и кислотных почвах — в районе 50. Единственные неподходящие условия для омедненных заземлителей — сильнокислые почвы. Но даже в таких агрессивных средах срок службы будет около 30 лет.
Обусловлено это тем, что в случае электрохимической коррозии даже такой тонкий слой меди остается невредимым, потому что он восстанавливается за счет находящейся внутри стали. Напрямую слой меди корродирует только в неподходящих для нее сильнокислых условиях.
По соотношению цена/качество/долговечность омедненная сталь будет самым оптимальным выбором.
Заземлители из нержавеющей стали
В заземлителях используется коррозионно-стойкая сталь марки AISI 304, либо аналогичная с похожим процентным содержанием хрома и никеля. Особое сочетание химических элементов в стали этой марки позволяет ей демонстрировать крайнюю стойкость к коррозии в любых средах. Единственным слабым звеном может быть водная морская среда.
Срок службы заземления из нержавеющей стали составляет 100 лет и более. Стоимость нержавеющих заземлителей выше других материалов, тем не менее коррозионностойкие качества делают её отличным выбором на объектах, требующих высокую надёжность, а также, если размеры заземляющего устройства не очень велики.
Назад
Вперёд
Примеры монтажа
Нержавеющее заземление можно проверить магнитом?
Современной тенденцией в электротехнике является использование заземлителей, выполненных из нержавеющей стали. По сравнению с заземлителями,…
По сравнению с заземлителями,…
Разные типы заземлителей в различных видах грунтов
Разные типы заземлителей в различных видах грунтов.Какой комплект заземления выбрать? В недалеком прошлом мало кто задумывался о материалах…
Медная молниезащита дома с черепичной кровлей
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет по монтажу медной молниезащиты частного дома с черепичной кровлей. Молниезащитная сетка делал…
Алюминиевые молниеотводы NordWerk
Алюминиевые молниеотводы NordWerk. На сегодняшний день одним из наиболее распространенных материалов для изготовления молниеотводов являетс…
Установка заземления своими руками
Порядок проведения монтажа модульного заземления. 1) Подготовить приямок на месте монтажа комплекта заземления в одном метр…
Из чего состоит модульное стержневое заземление?
1
Насадка для перфоратора SDS-Max.
Насадка для перфоратора SDS-Max выполнена из высокопрочной стали. Специальная конструкция нас…
Специальная конструкция нас…
Видеоинструкция монтаж комплекта заземления своими
Видео инструкция как произвести монтаж заземления своими руками. Как выбрать комплект заземления для частного дома, дачи, промышленног…
Молниезащита и заземление Останкинской телебашни
В Останкинскую телебашню часто попадают молнии — для них она очень привлекательный объект, и, само собой, у нее есть молниеотвод и заземлени…
Молниезащита на продуктовом магазине
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет по монтажу молниеприемной сетки на основе комплектующих Galmar и Zandz на плоской мембранной …
Молниезащита плоской кровли на заводе в Лен. облас
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет по монтажу молниезащитной сетки на плоской мембранной кровли на заводе в Ленинградской облас…
Молниезащита кровли ТЦ Мега, Ростовкая область
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет по монтажу молниезащитной сетки на плоской мембранной кровли с использованием держателей для. ..
..
Монтаж молниеотвода МСАП-16 с активным молниеприем
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет (инструкцию) по монтажу молниеотвода МСАП-16 с активным молниеприемником SCHIRTEC-A E.S.E. L:…
Молниезащита плоской мембранной кровли на промышле
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет по монтажу молниеприемной сетки на мембранной кровли с использованием держателей для плоской…
Молниезащита DKC ФОКа
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет по монтажу молниеприемной сетки на кровле здания, сделанной на оборудовании DKC Jupiter. В к…
Молниезащита аэропорта Кольцово
ООО «ЦМЗ» предлагает вашему вниманию фотоотчет по монтажу молниеприемной сетки на новой, мембранной кровли ПВХ-мембрана Пластфойл 1,2 F NORD…
Примеры работ по молниезащите и заземлению на конк
Примеры работ по молниезащите и заземлению на конкретных зданиях и сооружениях. Данное проектное решение создано с помощью специального про…
Молниезащита жилого дома в Брянске
Наша компания предлагает Вам посмотреть фотоотчет по монтажу молниезащиты на жилом доме в г. Брянск.
ООО «ЦМЗ» предлагает весь спектр обору…
Брянск.
ООО «ЦМЗ» предлагает весь спектр обору…
Молниезащита ТЦ МЕГА БЕЛАЯ ДАЧА
В компании ООО «ЦМЗ» (Центр молниезащиты) представлен весь спектр оборудования для электромонтажных работ фирмы OBO Bettermann. Тщательн…
ХИТЫ ПРОДАЖ
Комплект заземления для частного дома и дачи оцинкованный 6 метров
(Код: 30001)
6100.00 Руб
Купить
Подробнее
Комплект заземления для частного дома и дачи омедненный 6 метров
(Код: 31001)
8200.00 Руб
Купить
Подробнее
Заземлитель вертикальный 1500 мм, D16 мм NE1202 DKC
(Код: NE1202)
1800.00 Руб
Купить
Подробнее
Фасадный держатель 160 мм ND2301
(Код: ND2301)
310. 00 Руб
00 Руб
Купить
Подробнее
расшифровка с таблицей, классификация, от чего зависит, как маркируются конструкционные металлы, сплавы, обозначения, примеры онлайн
Любой мастер, работающий с металлическими изделиями, знает, что такое «марка стали». Ее расшифровка позволяет получить представление о химическом составе и физических параметрах, что является основополагающими сведениями для создания каких-либо предметов из металла. Многие считают, что маркировка стали, металлопроката — это сложный процесс, требующий наличия специальных знаний. Однако несмотря на мнимую сложность, разобраться в ней достаточно просто. Для этого потребуется знать лишь принцип ее составления и как она классифицируется, о чем и расскажет данная статья.
Сплав маркируется буквами и цифрами, благодаря чему удается максимально точно установить наличие химических элементов и их объем. На основании этих данных, а также знаний о том, как разные химикаты взаимодействуют с металлической основой, можно с максимальной точностью понять, какие технические свойства относятся к определённой стальной марке.
Разновидности сталей и особенности нанесения маркировочных меток
Сталь — это железо-углеродный сплав, количество которого не превышает 2,14%. Углеродная составляющая необходима для достижения твердости, но крайне важно следить за его концентрацией. Если он превысит показатель в 2,2%, то металл станет очень хрупким, из-за чем с ним будет практически невозможно работать.
При добавлении любых легирующих элементов можно добиться необходимых характеристик. Именно при помощи комбинации вида и объём добавок получаются марки, которые имеют лучшие механические свойства, устойчивость к воздействию коррозии. Безусловно, улучшить показатели качества можно и посредством тепловой обработки, однако использование легирующих добавок значительно ускоряет этот процесс.
Базовыми классификационными признаками являются следующие показатели.
- Химический состав.
- Назначение.
- Качество.
- Структура.
- Степень раскисления.
Что показывает маркировка
Для того чтобы расшифровать указанную информацию, не требуется обладать профессиональными навыками и специальными знаниями. Конструкционная сталь, которая имеет обычное качество, а также не содержит легирующие элементы, получила отметку «Ст». Цифра, расположенная далее, отражает количество углерода. После них могут располагаться буквы «КП», которые оповещают о незаконченном раскислении в печи, поэтому подобный сплав считается кипящим. Если подобной аббревиатуры нет, то он считается спокойным типом.
Конструкционная сталь, которая имеет обычное качество, а также не содержит легирующие элементы, получила отметку «Ст». Цифра, расположенная далее, отражает количество углерода. После них могут располагаться буквы «КП», которые оповещают о незаконченном раскислении в печи, поэтому подобный сплав считается кипящим. Если подобной аббревиатуры нет, то он считается спокойным типом.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Маркировка и классификация стали по химическому составу
Как упоминалось ранее, одно из главных разделений этого металлического материала основано на ее химическом составе. Базовыми составляющими материала служат железобетон и углерод (его концентрация меньше 2,14%). На основании концентрации и пропорций используемых добавок на объем железа приходится минимум половина.
На основании уровня содержания углерода стальные изделия делятся.
- Малоуглеродистые — углерод не более 0,25%.

- Среднеуглеродистые — от 0,25 до 0,6%.
- Высокоуглеродистые — от 0,6%.
Повышение углеродного компонента способствует повышению металлической твердости, но одновременно снижает его прочность. Для улучшения эксплуатации сплавов в них добавляются разные химические элементы, после чего они превращаются в легированные стали. Они бывают трёх типов.
- Низколегированные — объем добавок меньше 2,5%.
- Среднелегированные — 2,5-10%.
- Высоколегированные — может достигать 50%.
Марка стали | С% | S<= | Р<= |
Ст 0 | <=0,23 | 0,07 | 0,055 |
Ст 1 | 0,06-0,12 | 0,045 | 0,055 |
Ст 2 | 0,09-0,15 | 0,045 | 0,055 |
Ст 3 | 0,14-0,22 | 0,045 | 0,055 |
Ст 4 | 0,18-0,27 | 0,045 | 0,055 |
Ст 5 | 0,28-0,37 | 0,045 | 0,055 |
Ст 6 | 0,38-0,49 | 0,045 | 0,055 |
Ст 7 | 0,50-0,62 | 0,045 | 0,055 |
По назначению
Обозначения маркировки стали, металлов и сплавов.
- Строительная — низколегированная, отличается хорошей свариваемостью. Главное предназначение заключается в создании строительных элементов.
- Пружинная — имеет отличную упругость, прочность, стойкость к неблагоприятным факторам. Нужен при разработке пружин и рессоров.
- Подшипниковая — не подвержена временному износу, имеет незначительную текучесть. Привлекается для сборки узлов и подшипников разного предназначения.
- Нержавеющая — высоколегированная, хорошо переносит действие коррозии.
- Жаростойкая — способна продолжительное время функционировать при высоких температурных показателях. Используется при разработке двигателя.
- Инструментальная — необходима для создания дерево- и металлообрабатывающих предметов.
- Быстрорежущая — для обрабатывающей металл продукции.
- Цементируемая — нужна для создания деталей и узлов, эксплуатируемых при больших нагрузках даже при значительном поверхностном износе.
По структурному критерию
В понятие «структура» вложено внутреннее металлическое строение, способное значительно измениться при смене термических условий, механических воздействий. Форма и размер зерен устанавливается на основании состава и соотношения легирующих добавок, техники изготовления. Основной зерновой частью выступает кристаллическая железная решетка, состоящая из атомов примесей. Стальная структура изменяет свои первичные характеристики при скачках температурных показателей. Подобные изменения носят название фаза, каждая из которых существует в четко ограниченном температурном режиме. Однако присутствие легирующих добавок может сильно сместить границы их перехода.
Форма и размер зерен устанавливается на основании состава и соотношения легирующих добавок, техники изготовления. Основной зерновой частью выступает кристаллическая железная решетка, состоящая из атомов примесей. Стальная структура изменяет свои первичные характеристики при скачках температурных показателей. Подобные изменения носят название фаза, каждая из которых существует в четко ограниченном температурном режиме. Однако присутствие легирующих добавок может сильно сместить границы их перехода.
Выделяют несколько фаз.
- Аустенит. Углеродные атомы располагаются во внутренней кристаллической железной решетке. Ее существование возможно при 1400-700 градусах. Если здесь присутствует 8—20% никелях, то ее можно хранить при комнатных температурных показателях.
- Феррит. Углеродный раствор, имеющий твердую форму.
- Мартенсит. Перенасыщенный раствор, характерный для стали с закалкой.
- Бейнит. Ее формирование связано с практически моментальным понижением аустенита до 200—500 градусов.
 Отличительной чертой является примесь феррита и карбида железа.
Отличительной чертой является примесь феррита и карбида железа. - Перлит. Содержит равнозначное количество феррита и карбида. Образование связано с понижением температурного показателя до 727 градусов.
По качественному признаку
Расшифровка маркировки металла невозможна без учета качественных характеристик. Главное влияние на них оказывают смеси, остающиеся при восстановлении Fe из концентратов руды. Как правило, отрицательный эффект появляется за счет присутствия S и P. На основании их концентрации выделяют сталь обычного качества и высококачественную (добавляется буква А). Для последней категории характерно минимальное наличие фосфора (до 0,025%).
По методу раскисления
Из-за выплавки в стальном изделии остается определенное количество О2 в окиси Fe. Для уменьшения его концентрации и железного восстановления используется реакция раскисления. Ее суть заключается в добавлении в расплавленный металл соединения с высокой степенью активности. Из-за контакта этих элементов происходит кислородное высвобождение и реакция с углеродом (С), после чего формируется углекислый газ (СО2), выделяющийся пузырьками.
На основании числа раскислителей и длительности процесса выделяют 2 типа окончательного сплава.
- Кипящий — повышен выход готовых изделий, имеющих низкое качество.
- Спокойный — прошедший через все раскисляющие стадии. Отличительной чертой служит высокое качество и завышенная цена, обоснованная соответствующей ценой на реагенты.
- Полуспокойный — промежуточная разновидность, имеющая оптимальную цену и качественные характеристики.
Маркировка сталей с расшифровкой в таблице — примеры по отечественным стандартам
Наличие стандартизированных показателей от России дает возможность установить состав металла и отчасти видовую принадлежность. Если объем стального материала превышает 1%, то его количество на маркировочной отметке не учитывается. Она включает в себя буквы легирующих добавок, где указан их объем в-десятых и сотых процентных долях. Однако если концентрация более 1,5%, то наличие буквенных обозначений является обязательным. Помимо хим. состава, на маркировке присутствуют специальные символы, отражающие предназначение стали и ее качества.
Помимо хим. состава, на маркировке присутствуют специальные символы, отражающие предназначение стали и ее качества.
Зарубежные стандарты
Производители РФ и постсоветских государств используют маркированные методы, благодаря которым можно хотя бы примерно понять состав, предназначение и технические свойства без использования специальной литературы. Американское и европейское производство, напротив, не использует такую практику. Это связано с множеством компаний, которые квалифицируются на стандартизации металлической продукции.
Чаще всего, страны Европы и Америка не наносят на наружную поверхность химический состав, а стальные разновидности характеризуются буквами и цифрами. Однако для расшифровки этой аббревиатуры потребуется привлечение справочников или другой литературы.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Обозначение изделий с легирующими деталями
Для того чтобы маркировка сталей 10, 20 в полной мере демонстрировала свои технические характеристики, для легирующих добавок используется буквенное нанесение. Как правило, русские буквы соответствуют названиям элементов. Однако есть и исключения, так как существуют нюансы, при которых наблюдается начало с одной буквы. Для лучшего понимания была разработана следующая таблица:
Как правило, русские буквы соответствуют названиям элементов. Однако есть и исключения, так как существуют нюансы, при которых наблюдается начало с одной буквы. Для лучшего понимания была разработана следующая таблица:
Обозначение | Хим. элемент | Наименование | Обозначение | Хим. элемент | Наименование |
Х | Cr | Хром | А | N | Азот |
С | Si | Кремний | Н | Ni | Никель |
Т | Ti | Титан | К | Co | Кобальт |
Д | Cu | Медь | М | Mo | Молибден |
В | Wo | Вольфрам | Б | Nb | Ниобий |
Г | Mn | Марганец | Е | Se | Селен |
Ф | W | Ванадий | Ц | Zn | Цирконий |
Р | B | Бор | Ю | Al | Алюминий |
В ней существует только 2 неметалла — кремний и азот, а углерод отсутствует.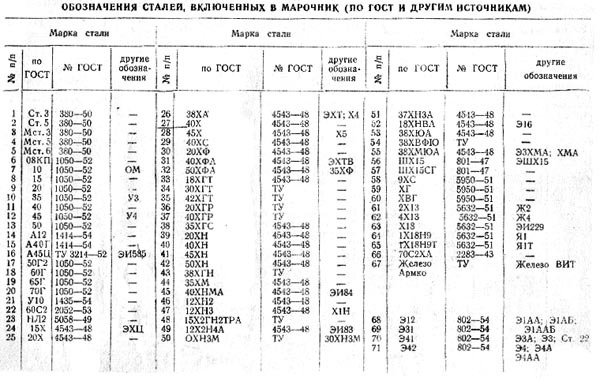 Углеродная примесь есть в любой стальной разновидности, поэтому обозначение необходимо только для его содержания.
Углеродная примесь есть в любой стальной разновидности, поэтому обозначение необходимо только для его содержания.
Маркировка по цветам
Этот способ используется для указания проката. Это оптимальный метод хранения материалов в складских помещениях и при транспортировке. Установка отметок осуществляется в виде точек и полос, которые выполнены из несмываемых цветных материалов. Выбор цветового оттенка главным образом основывается на предназначении. При этом ее группа и степень раскисления не берётся в учёт.
Примеры
Любой специалист должен с легкостью определять стальную марку и ее принадлежность к определенному виду. Запомнить эти показатели наизусть практически невозможно, а таблица нередко находится далеко в самый нужный момент. Решить подобную проблему можно с помощью приведенных ниже примеров, которые смогут более подробно и наглядно разъяснить информацию.
Конструкционная сталь без легирующих добавок указывается как «Ст». Указанные дальше цифры отображают углерод, который исчисляется сотыми процентными долями. Маркировка конструкционных сталей имеет несколько особенностей. Например, в марке 09Г2С 0,09% углеродной смеси, а легирующих элементов — максимум 2,5%. Схожие маркировочные отметки 10ХСНД и 15ХСНД имеют отличия в объеме углерода, а число легирующих деталей меньше 1%. Именно на основании этих данных после буквенных обозначений не наносятся цифры.
Маркировка конструкционных сталей имеет несколько особенностей. Например, в марке 09Г2С 0,09% углеродной смеси, а легирующих элементов — максимум 2,5%. Схожие маркировочные отметки 10ХСНД и 15ХСНД имеют отличия в объеме углерода, а число легирующих деталей меньше 1%. Именно на основании этих данных после буквенных обозначений не наносятся цифры.
Элемент | Обозначение | Хим. знак | Влияние элемента на свойства металлов и сплавов |
Никель | Н | Ni | Придание коррозийной устойчивости. Усиление прокаливаемости. |
Хром | Х | Cr | Повышение прочности и текучести. |
Алюминий | Ю | Al | Многократное повышение прочности. |
Титан | Т | Ti | Усиление жаропрочности и кислотоустойчивости. |

20Х, 30Х, 50Х и т.д. Этим методом указываются конструкционные легированные стальные изделия с преобладающим числом хрома. Цифра, стоящая вначале, отражает углеродное количество в конкретном сплаве. Следом располагается цифра, обозначающая часть легирующего элемента. Если он отсутствует, то его объём будет до 1,5%.
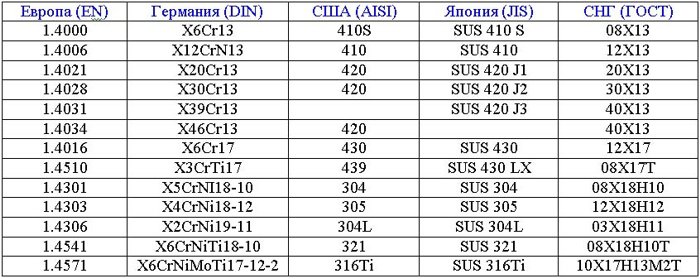
Международные аналогичные варианты коррозионно-стойких и жаростойких сталей
Ознакомиться с их разновидностями можно посредством таблиц маркировки сталей, черных металлов и сплавов с расшифровкой, примерами, размещенными ниже.
Коррозионно-стойкие стали
Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
1. | Х6Сr13 | 4105 | SUS 410 S | 08X13 |
1.4006 | X12CrN13 | 410 | SUS 41O | 12X13 |
1.4021 | X29Cr13 | (420) | SUS 420 J1 | 2OX13 |
1.4028 | X39Cr13 | (420) | SUS 420 J2 | 30X13 |
1.4031 | X46Cr13 | SUS 420 J2 | 40X13 | |
1.4034 | X46Cr17 | (420) | 40X13 | |
1.4016 | X6Cr17 | 430 | SUS 430 | 12X17 |
1.4510 | X3CrTi17 | 439 | SUS 430 LX | 08X17T |
1. | X5CrNl18-10 | 304 | SUS 304 | 08X18h20 |
1.4303 | X4CrNi18-12 | (305) | SUS 305 | 12X18h22 |
1.4306 | X2CrNi19-11 | 304 L | SUS 304 L | 03X18h21 |
1.4541 | X6CrNiTi18-10 | 321 | SUS 321 | 08X18h20T |
1.4571 | X6CrNiMoTi17-12-2 | 316 Ti | SUS 316 Ti | 10X17h23M2T |
 4000
4000 4301
4301Жаропрочные марки
Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
1. | X12CrNiTi18-9 | 321 H | 12X18h20T | |
1.4845 | X12CrNi25-21 | 310 S | 20X23h28 |
 4878
4878Быстрорежущие марки
Марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронормы | ||
РО М2 СФ10-МП | — — | A11 | |
Р2 М9-МП | S2-9-2 1.3348 | M7 | |
Р2 М10 К8-МП | S2-10-1-8 1. | M42 | |
Р6 М5-МП | S6-5-2 1.3343 | M2 | |
Р6 М5 К5-МП | S6-5-2-5 1.3243 | — | |
Р6 М5 Ф3-МП | S6-5-3 1.3344 | М3 | |
Р6 М5 Ф4-МП | — — | М4 | |
Р6 М5 Ф3 К8-МП | — — | М36 | |
Р10 М4 Ф3 К10-МП | S10-4-3-10. 1.3207 | — | |
Р6 М5 Ф3 К9-МП | — — | М48 | |
Р12 М6 Ф5-МП | — — | М61 | |
Р12 Ф4 К5-МП | S12-1-4-5 1. | — | |
Р12 Ф5 К5-МП | — — | Т15 | |
Р18-МП | — — | Т1 | |
 3247
3247 3202
3202Конструкционные
Марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронормы | ||
10 | С10Е 1.1121 | 1010 | |
10ХГН1 | 10 ХГН1 1.5805 | — | |
14 ХН3 М | 14 NiCrMo1-3-4 1. | 9310 | |
15 | C15 E 1.1141 | 1015 | |
15Г | C16 E 1.1148 | 1016 | |
16ХГ | 16 MnCr5 1.7131 | 5115 | |
16ХГР | 16Mn CrB5 1.7160 | — | |
16ХГН | 16NiCr4 1.5714 | — | |
17 Г1 С | S235J2G4 1.0117 | — | |
17 ХН3 | 15NiCr13 1.5752 | Е3310 | |
18 ХГН | 18CrMo4 1. | 4120 | |
18 Х2 Н2 М | 18CrNiMo7-6 1.6587 | — | |
20 | C22E 1.1151 | 102— | |
 6657
6657 7243
7243Базовый сортамент нержавеющих марок
СНГ (ГОСТ) | Евронормы (EN) | Германия (DIN) | США (AISI) |
03 Х17 Н13 М2 | 1.4404 | Х2 CrNiMo 17-12-2 | 316 L |
03 X17 h24 M3 | 1.4435 | X2 CrNiMo 18-4-3 | — |
03 X18 h21 | 1.4396 | X2 CrNiMo 19-11 | 304 L |
03 X18 h29 T-У | 1. | — | — |
06 Xh38 МДТ | 1.4503 | X3 NiCrCuMoTi 27-23 | — |
06 X18 h21 | 1.4303 | X4 CrNi 18-11 | 305 L |
08 X12 T1 | 1.4512 | X6 CrTi 12 | 409 |
08 X13 | 1.400 | X6 Cr 13 | 410S |
08 X17 h23 M2 | 1.4436 | X5CrNiMo 17-13-3 | 316 |
08 X17 h23 M2 T | 1.4571 | X6CrNiMoTi 17-12-2 | 316Ti |
08 X17 T | 1. | X6 XrTi 17 | 430Ti |
08 X18 h20 | 1.4301 | X5 CrNi 18-10 | 304 |
08 X18 h22 T | 1.4541 | X6 CrNiTi 18-19 | 321 |
10 X23 h28 | 1.4842 | X12 CrNi 2529 | 310S |
 4541-MOD
4541-MOD 4510
4510Подшипниковая сталь
Марка стали | Аналоги в стандартах США | |
Страны СНГ ГОСТ | Евронормы | |
ШХ4 | 100Cr2 1.3592 | 50100 |
ШХ15 | 100Cr6 1. | 52100 |
ШХ15 СГ | 100CrMn6 1.3529 | А 485 (2) |
ШХ20 М | 100CrMo7 1.3537 | А 485 (3) |
 3505
3505Рессорно-пружинная
Марка стали | Аналоги в стандартах США | ||
Стандарты СНГ ГОСТ | Евронормы | ||
38 С2 А | 38Si7 1.5023 | — | |
50 ХГФА | 50CrV4 1.8159 | 6150 | |
52 ХГМФА | 51CrMoV4 1.7701 | — | |
55 ХС2 А | 54SSlCr6 1.7102 | — | |
55 ХГА | 55Cr7 1. | 5147 | |
60 С2 ХГА | 60SiCR7 1.7108 | 9262 | |
 7176
7176Теплоустойчивая сталь
Марка стали | Аналоги в стандартах США | ||
Стандарты СНГ ГОСТ | Евронормы | ||
10 Х2 М | 10CrMo9-10 1.7380 | F22 | |
13 ХМ | 13CrMo4-4 1.7335 | F12 | |
14 ХМФ | 14MoV6-3 1.7715 | — | |
15 М | 15Mo3 1. | F1 | |
17 Г | 17Mn4 1.0481 | — | |
20 | C22.8 1.0460 | — | |
20 Г | 20Mn5 1.1133 | — | |
20 Х11 МНФ | X20CrMoV12-1 1.4922 | — | |
Расшифровка
Чтобы не встреться с различными сложностями при расшифровке обозначений, необходимо знать не только от чего зависит маркировка стали, но и классификацию. Определенные стальные категории обладают специальными маркировочными отметками. Они обозначаются буквами, благодаря чему можно легко понять ее принадлежность и примерный состав.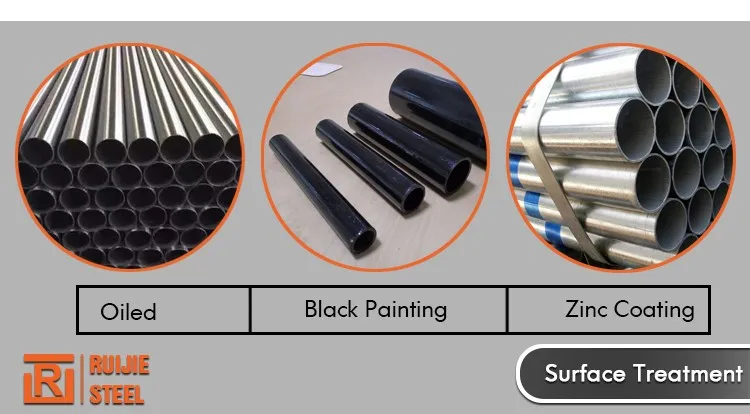 Например:
Например:
- «Ш». Такой вид крайне важен для создания подшипников. После буквы находятся цифры, помогающие понять количество добавок;
- «К». Если она находится после первых цифровых отметок, то можно утверждать, что сталь является конструкционной нелегированной, которая нужна при изготовлении сосудов и паровых котлов;
- «Л». Эта приставка служит индексом улучшенных литерных качеств;
- «У». Обозначает нелегированную инструментальную сталь и ставится в начало;
- «Р». Это быстрорежущаяся категория. Сразу после буквы наносится цифра, позволяющая судить о количестве вольфрама.
Определенные сложности возникают при выборе строительной стали, которая обозначается литерой «С». В этих видах используется дополнительные буквы: Т — термоупрочненный прокат, К — разновидность, устойчивая к коррозии, Д — сплав с высокой концентрацией меди.
Маркировочные особенности есть у нелегированной электротехнической стали, которую нередко носят название чистое техническое железо. Их маленькое электрическое сопротивление достигается благодаря незначительному наличию углерода (меньше 0,04%).
Их маленькое электрическое сопротивление достигается благодаря незначительному наличию углерода (меньше 0,04%).
Как маркируются стали обыкновенного качества
Этот вид стали — басовый материал, в обязательном порядке присутствующий в машиностроении и строительных металлоконструкций. С учетом ГОСТ 380-2005 она производится из следующих марок: Ст0, Ст1кп, Ст3кп, Ст1пс, Ст5Гпс и т.д. Буквенное сочетание «Ст» отражает непосредственно сталь, а цифры — условный номер марки. Приставки «пс», «кп» и «сп» отражают степень раскисления. «Г» — это отметка о большом содержании марганца.
Видео
Умение дифференцировать маркировочные отметки, нанесённые на любое стальное изделие, пригодится не только специалистам, которым это необходимо для реализации профессиональной деятельности, но и простым людям, часто работающим с этим материалом. Несмотря на то что, на первый взгляд, это может показаться сложным для изучения, достаточно потратить немного времени и получится полностью разобраться в данной теме. Полученные знания можно запросто применять на практике, благодаря чему значительно повышается продуктивность и эффективность. Это поможет избежать ошибок и сделать правильный выбор стали, полностью удовлетворяющий требования покупателя.
Несмотря на то что, на первый взгляд, это может показаться сложным для изучения, достаточно потратить немного времени и получится полностью разобраться в данной теме. Полученные знания можно запросто применять на практике, благодаря чему значительно повышается продуктивность и эффективность. Это поможет избежать ошибок и сделать правильный выбор стали, полностью удовлетворяющий требования покупателя.
Расшифровка маркировки стали онлайн — это отличный выход для тех, кто не располагает свободным временем. С помощью этой функции можно вручную ввести маркировочные сведения, после чего отобразится детальное описание с указанием всех технических характеристик. Представленные сведения в полной мере соответствуют действительности, поэтому можно не беспокоиться за предоставление ложной информации. Также можно обратиться в компанию Cleverence, реализующую качественную продукцию на протяжении многих лет. Квалифицированные сотрудники, широкий спектр услуг и ответственный подход к каждому клиенту — это далеко не полный список преимуществ, которые отличают ее от конкурентов и аналоговых компаний.
Количество показов: 124244
12Х18Н10Т — свойства и области применения
Развитие нашей цивилизации напрямую связано с изобретением новых технологий, получением новых материалов с целью применения в разнообразных отраслях промышленности и увеличения срока эксплуатации созданных деталей, механизмов и оборудования.
Важнейшим этапом в развитии металлургии было создание нержавеющей стали.
В этой статье мы подробно рассмотрим наиболее распространённую марку нержавеющей стали 12Х18Н10Т – постараемся определить её достоинства, недостатки, рассмотрим влияние легирующих элементов на свойства нержавейки и возможность применения ее в различных отраслях промышленности.
Сталь 12Х18Н10Т легирующие элементы
Сталь марки 12х18н10т – нержавеющая титаносодержащая сталь аустенитного класса. Хим. состав марки утверждён ГОСТ 5632-72 нержавеющих сталей аустенитного класса. Основные преимущества 12х18н10т: большая пластичность и ударная вязкость.
Наилучшей термической обработкой для сталей этого класса является закалка с температурой 10500С-10800С в воде, после процесса закалки мех. свойства стали отличаются высокой вязкостью и пластичностью, но низкими прочностью и твёрдостью.
Стали аустенитного класса используют как жаропрочные при температурах до 6000С Главными легирующими элементами являются Хром и Никель. Однофазные стали имеют устойчивую структуру однородного аустенита с небольшим содержанием карбидов Tитана (для избежания межкристаллитной коррозии. Подобная структура образуется после процесса закалки с температур 10500С-10800С). Аустенитные и и аустенитно-ферритовые стали обладают относительно небольшим уровнем прочности (700-850МПа).
Сталь 12Х18Н10Т — влияние легирующих элементов на механические свойства
Остановимся подробнее на особенностях влияния легирующих элементов на структуру нержавеющей стали 12Х18Н10Т.
Хром, процентное содержание которого в 12Х18Н10Т составляет от 17- до 19%, является главным элементом, обеспечивающим способность металла к пассивации и обуславливающим высокие антикоррозийные свойства стали марки 12Х18Н10Т. Легирование никелем определяет сталь в аустенитный класс, что позволяет сочетать большую технологичность нержавеющей стали с отличным комплексом эксплуатационных характеристик. При содержании 0,1% углерода, 12Х18Н10Т при температуре свыше 9000С имеет полностью аустенитную структуру, это обусловлено сильным аустенитообразующим влиянием C (углерода). Соответствие концентраций Cr и Ni специфически сказывается на стабильности аустенита при понижении температуры обработки на твердый раствор (10500С-11000С). Помимо влияния основных элементов, также немаловажно принимать во внимание присутствие в нержавеющей стали Кремния(Si), титана(Ti) и алюминия(Al), благоприятствующих образованию феррита.
Сталь 12Х18Н10Т методы упрочнения
Остановимся на методах упрочнения нержавеющей стали марки 12Х18Н10Т.
Одним из распространённых способов увеличения прочности сортового металлопроката является Высокотемпературная термическая обработка (ВТМО). При изучении возможности увеличения прочности с применением технологии ВТМО, выяснилось, что наилучшая прочность имелась у проката, подвергнутого Высокотемпературной термической обработке при минимальных температуре деформации и отрезке времени от конца прокатки до закалки. Так, при ВТМО стали 08Х18Н10Т предел текучести повысился на 45-60% в сравнении с аналогичным уровнем после обычной термообработки (ОТО) и в 1,7-2 раза по сравнению с ГОСТ 5949-75. Свойства пластичности при этом уменьшились ненамного и не вышли за пределы допустимых значений стандарта.
Стравнение марок 12Х18Н10Т и 08Х18Н10Т
У стали марки 12Х18Н10Т прочность увеличилась больше чем у стали марки 08Х18Н10Т, между тем понижение прочности по мере увеличения температуры увеличивалось в большей мере из-за снижения предела стойкости стали против разупрочнения при увеличении содержания углерода. Кратковременные высокотемпературные тесты показали, что наибольший уровень прочности термомеханически упрочненного проката, определённый при комнатной температуре, продолжает сохранятся и при увеличенных температурах. При этом нержавейка после ВТМО теряет прочность с повышением температуры, меньше, нежели сталь после обычной термообработки.
Кратковременные высокотемпературные тесты показали, что наибольший уровень прочности термомеханически упрочненного проката, определённый при комнатной температуре, продолжает сохранятся и при увеличенных температурах. При этом нержавейка после ВТМО теряет прочность с повышением температуры, меньше, нежели сталь после обычной термообработки.
Сталь 12Х18Н10Т — сфера применения
Хромоникелевые нержавеющие стали применяют для сварных конструкций в криогенной технике при низких температурах, порядка -2690С, для емкостного, теплообменного и реакционного оборудования, а также для паронагревателей, водонагревателей и трубопроводов высокого давления с предельной температурой применения до 6000С, для деталей печной аппаратуры, муфелей, коллекторов выхлопных систем. Наибольшая температура применения жаростойких изделий из подобных сталей в промежутке времени до 10000 часов составляет 8000С, при температуре 8500С начинается процесс интенсивного окалинообразования. При непрерывной рабочей нагрузке сталь 12Х18Н10Т сохраняет антиокислительные свойства на воздухе и в атмосфере продуктов сгорания топлива при температурах до 9000С , а в условиях теплосмен до 8000С.
При непрерывной рабочей нагрузке сталь 12Х18Н10Т сохраняет антиокислительные свойства на воздухе и в атмосфере продуктов сгорания топлива при температурах до 9000С , а в условиях теплосмен до 8000С.
Коррозионно-стойкая сталь марки 12Х18Н10Т широко применяется для изготовления сварной аппаратуры в разнообразных отраслях промышленности, а также металлоконструкций, работающих в контакте с агрессивными средами — азотной кислотой и другими окислительными средами, определёнными органическими кислотами небольшой концентрации, органическими растворителями и тп. Нержавеющая сталь 08Х18Н10Т применяется для сварных изделий, работающих в более агрессивных средах, нежели сталь 12Х18Н10Т и обладает высокой степенью сопротивляемости межкристаллитной коррозии.
В результате, уникальное сочетание свойств и характеристик прочности, позволил нержавеющая сталь марки 12Х18Н10Т найти широчайшее применение в большинстве отраслей промышленности, изделия из стали этой марки имеют высокие характеристики в течение длительного срока службы.
Черная маркировка — уникальный лазерный метод для маркировки нержавеющей стали
08 августа 2019 г.
Системы на основе пикосекундного лазера представляют собой готовое решение для постоянной высококонтрастной маркировки нержавеющей стали. Они идеально подходят для различных применений, от маркировки уникальным идентификатором устройства (UDI) медицинских устройств до бытовой техники, не оказывая отрицательного влияния на пассивацию поверхности.
Торстен Фербах, Coherent Inc., [email protected], www.coherent.com
Почему лазерная маркировка
Растет потребность в нанесении идентификационных, информационных и логотипных маркировок на устройства и изделия из нержавеющей стали, и эти маркировки должны соответствовать нескольким строгим критериям, которые в значительной степени исключают использование традиционных (не лазерных) методов, таких как печать или гравировка. Например, для медицинских изделий устройства многократного использования по закону должны иметь уникальный идентификатор устройства (UDI), но основным недостатком печати является то, что она не является постоянной и исчезает при повторной стерилизации (автоклавировании). Напротив, гравировка нарушит пассивацию поверхности, требующую химической обработки; кроме того, он оставляет текстуру поверхности, которая может задерживать загрязняющие вещества или, в случае имплантируемых устройств, вызывать раздражение. А для немедицинских применений печатные маркировки могут стать трудными для чтения после транспортировки, обработки или хранения, а также могут стать причиной преднамеренной подделки.
Напротив, гравировка нарушит пассивацию поверхности, требующую химической обработки; кроме того, он оставляет текстуру поверхности, которая может задерживать загрязняющие вещества или, в случае имплантируемых устройств, вызывать раздражение. А для немедицинских применений печатные маркировки могут стать трудными для чтения после транспортировки, обработки или хранения, а также могут стать причиной преднамеренной подделки.
Существует несколько хорошо зарекомендовавших себя подходов к лазерной маркировке, и многие отрасли промышленности использовали эти методы на протяжении десятилетий. Для этой цели широко используются углекислотные (CO 2 ) лазеры, твердотельные наносекундные лазеры с шириной импульса (называемые DPSS) и наносекундные волоконные лазеры, в зависимости от конкретного используемого материала. Эти разнообразные области применения лазерной маркировки включают в себя изменение объема материала, изменение цвета на поверхности или макроскопическое изменение рельефа поверхности (например, гравировка) или текстуры, которые хорошо видны.
Маркировка пассивированной нержавеющей стали с помощью наносекундных лазеров
Лазеры с наносекундной (нс) шириной импульса иногда используются для создания полупостоянной метки на нержавеющей стали. Эти высококонтрастные метки представляют собой доступное решение для одноразовых медицинских устройств и потребительских товаров, где влажность никогда не встречается. Однако существуют определенные ограничения, препятствующие использованию нс-лазерной маркировки, особенно для многоразовых медицинских изделий.
Эти ограничения связаны с неотъемлемыми аспектами механизма маркировки вместе с пассивацией, которая обеспечивает коррозионно-стойкую поверхность на изделиях из нержавеющей стали. Пассивирование используется потому, что мягкие стали легко подвергаются коррозии в результате окисления (ржавчины). Использование нержавеющих сталей (сплавов с высоким содержанием хрома) устраняет эту проблему, поскольку окисление поверхностных атомов хрома оставляет тонкий защитный внешний слой оксида хрома.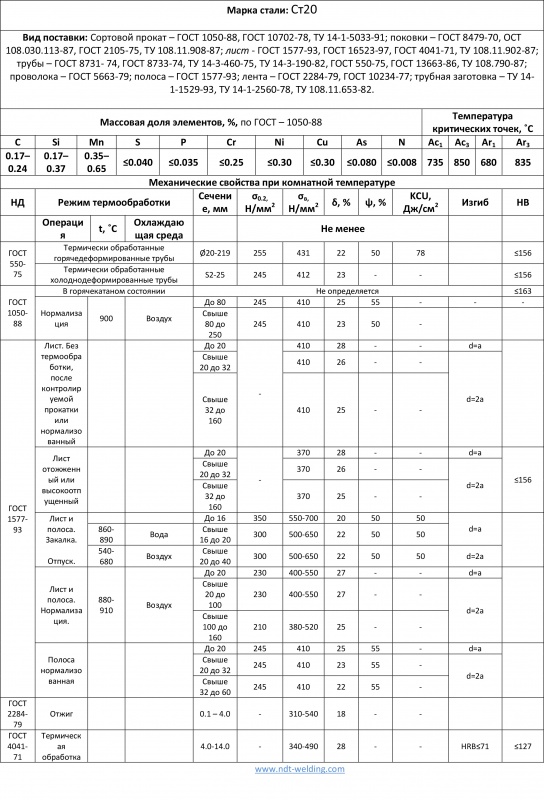 Эта пассивация может происходить естественным образом, но толщина и целостность пассивированного слоя обычно увеличиваются путем химической обработки смесью кислот (азотной, лимонной), такой как Citrisurf®. Важно отметить, что на пассивированной поверхности не остается открытых атомов железа.
Эта пассивация может происходить естественным образом, но толщина и целостность пассивированного слоя обычно увеличиваются путем химической обработки смесью кислот (азотной, лимонной), такой как Citrisurf®. Важно отметить, что на пассивированной поверхности не остается открытых атомов железа.
Рис. 1. Наносекундные лазеры маркируют нержавеющую сталь с помощью термического процесса, при котором создается слой темного материала.
С точки зрения лазерной технологии ширина импульса в десятки или сотни наносекунд является относительно большой. Кроме того, эти лазеры ограничены максимальной частотой повторения импульсов 100 кГц, поэтому высокая средняя мощность, необходимая для быстрой пропускной способности, приводит к высокой энергии импульса. В результате взаимодействие лазера и материала носит в основном фототермический характер, при котором интенсивный нагрев приводит к локальному плавлению, а след возникает в результате химического/структурного преобразования стали (рис. 1). Это превращение включает диффузию хрома от поверхностного слоя, окисление как атомов хрома, так и железа с образованием различных оксидов обоих металлов, расслоение (разбавление) компонентов сплава и изменение фазовой/зеренной структуры вторичного слоя. затвердевший металл.
1). Это превращение включает диффузию хрома от поверхностного слоя, окисление как атомов хрома, так и железа с образованием различных оксидов обоих металлов, расслоение (разбавление) компонентов сплава и изменение фазовой/зеренной структуры вторичного слоя. затвердевший металл.
Хотя этот тип химической/композиционной маркировки подходит для некоторых изделий из нержавеющей стали, его нельзя использовать для UDI на многоразовых медицинских устройствах по нескольким причинам. Что наиболее важно, это серьезно ухудшает пассивацию стальной поверхности, что подтверждается появлением значительной коррозии после одного цикла испытаний: 50°C, распыление соленой воды 5%, в течение 72 часов.
Несколько других ограничений маркировки волоконным лазером ns снижают ее полезность для других приложений, особенно для эстетических приложений (например, логотип бренда). Во-первых, цвет и контраст метки меняются в зависимости от угла обзора. Во-вторых, этот внешний вид очень чувствителен к условиям процесса, предположительно из-за различий в толщине затронутого слоя и размера зерна в преобразованном слое. Следовательно, согласованные результаты могут быть получены только в очень ограниченном окне процесса. Кроме того, тепловое напряжение от локализованного нагрева может деформировать тонкие изделия, такие как листовые и трубчатые подложки.
Следовательно, согласованные результаты могут быть получены только в очень ограниченном окне процесса. Кроме того, тепловое напряжение от локализованного нагрева может деформировать тонкие изделия, такие как листовые и трубчатые подложки.
Рис. 2. Короткие импульсы пикосекундного лазера создают текстуру поверхности, которая улавливает свет, не затрагивая нижележащий материал.
Черная маркировка пикосекундными лазерами
К счастью, относительно новый лазерный процесс, называемый черной маркировкой, позволяет избежать этих ограничений. Этот метод основан на использовании лазеров с шириной импульса в диапазоне 10-20 пикосекунд (например, PowerLine Rapid NX), т. е. в 10 000 раз короче, чем у типичных волоконных лазеров ns. Таким образом, даже если энергия импульса может быть в 100 раз ниже, чем у ns-лазеров, пиковая мощность (энергия импульса/ширина импульса) может быть в 100 раз больше. Сочетание высокой пиковой мощности с короткой длительностью импульса приводит к совершенно другому и более тонкому преобразованию поверхности металла, как схематично показано на рис. 2. Не менее важно и то, что импульсный механизм, называемый синхронизацией мод, используемый в этих пикосекундных лазерах, поддерживает частота повторения достигает 1 МГц. Таким образом, лазер может обеспечить высокую среднюю мощность (> 10 Вт и выше), необходимую для рентабельной высокой пропускной способности, но без генерации импульсов с высокой энергией, характерных для нс-лазеров, и избегая нежелательных тепловых эффектов.
2. Не менее важно и то, что импульсный механизм, называемый синхронизацией мод, используемый в этих пикосекундных лазерах, поддерживает частота повторения достигает 1 МГц. Таким образом, лазер может обеспечить высокую среднюю мощность (> 10 Вт и выше), необходимую для рентабельной высокой пропускной способности, но без генерации импульсов с высокой энергией, характерных для нс-лазеров, и избегая нежелательных тепловых эффектов.
Когда пикосекундный лазер воздействует на стальную поверхность, он создает высококонтрастную черную метку. Хотя внешне это похоже на нс-лазерные метки, это совершенно другая форма. В частности, короткая длительность импульса сводит к минимуму накопление тепла и ограничивает любую жидкую фазу несколькими внешними слоями атомов. Основным результатом является формирование наноразмерной текстуры поверхности, называемой лазерно-индуцированной периодической структурой поверхности (LIPSS), которая действует как поверхность, улавливающая свет. Это сопровождается минимальной диффузией атомов металла и ограниченным расслоением, а также лишь частичным окислением поверхностных атомов хрома и железа.
Таким образом, в то время как ns-лазеры создают метку, состоящую из химически преобразованного черного материала, ps-лазер создает поверхность, которая кажется черной, но химический состав и распределение сплава которой практически не изменяются.
Преимущества черной маркировки
Черная маркировка нержавеющей стали
предлагает уникальное сочетание преимуществ, которые объясняют быстрорастущий спрос на этот процесс в многоразовых медицинских устройствах, бытовой технике («белой технике») и других продуктах. Во-первых, метки очень темные, что обеспечивает очень высокую контрастность, что обеспечивает максимальную читаемость как для человека, так и для машинного зрения. Не менее важно и то, что ни на цвет, ни на контраст не влияют изменения угла обзора или освещения, что еще больше улучшает их читаемость.
Рис. 3. Коррозионная стойкость. Эти метки на 1,4301 эталонных образцах показывают результаты 72-часового испытания в соляном тумане на наличие черной метки (слева) и черной метки с последующим циклом пассивации (справа). Оба образца практически не пострадали от испытания на коррозию.
Оба образца практически не пострадали от испытания на коррозию.
Для рынка многоразового медицинского оборудования существует два важных преимущества пассивации; во-первых, процесс маркировки не портит ранее пассивированную поверхность. Затем, когда маркировка выполняется до пассивации, последующая пассивация никоим образом не приводит к исчезновению маркировки. Эта надежность и гибкость для нанесения знака на различных этапах процесса максимизирует его ценность и снижает его влияние на стоимость. На рис. 3 показан пример эталонных образцов нержавеющей стали 1.4301 для испытания на коррозию, где оба образца были отмечены черным цветом с использованием идентичных условий процесса, но только один из образцов был повторно пассивирован с помощью Citrisurf®. Затем оба образца подвергли испытанию на коррозию в течение 72 часов при температуре 50°C и распылении 5% соленой воды. Ясно, что практически нет разницы в способности марок противостоять коррозии. Другие нержавеющие стали показывают аналогичные результаты, и хотя метки на некоторых сталях более низкого качества очень слабо бледнеют при этом типе коррозионных испытаний, они все еще хорошо читаются без признаков поверхностной коррозии/окисления. Аналогично, на фиг.4 показана способность обратных меток выдерживать последующую пассивацию. Здесь двумерный штрих-код подвергался типичному циклу пассивации путем погружения в 7% Citrisurf® 2250 на 20 минут при 50°C. Существенных изменений в читаемости меток не наблюдается.
Аналогично, на фиг.4 показана способность обратных меток выдерживать последующую пассивацию. Здесь двумерный штрих-код подвергался типичному циклу пассивации путем погружения в 7% Citrisurf® 2250 на 20 минут при 50°C. Существенных изменений в читаемости меток не наблюдается.
До пассивации
После пассивации
Рис. 4. На этих изображениях показана черная метка до и после 20-минутного процесса пассивации Citrisurf®. Пассивация не влияет на контраст метки.
Аналогичным образом, черная маркировка хорошо себя чувствует при многократной повторной обработке (т. е. автоклавировании), которой обычно подвергаются многоразовые медицинские устройства. На рис. 5 показана типичная метка UDI, содержащая буквенно-цифровые данные и двухмерный штрих-код, после 50 циклов автоклавирования. Маркировка не потускнела и, что не менее важно, не было никаких признаков поверхностной коррозии.
Рисунок 5. На этом изображении показана метка UDI после 50 циклов автоклавирования без существенного влияния на читаемость и отсутствие видимой коррозии
Еще одно важное преимущество черной маркировки связано с минимальными тепловыми эффектами, связанными с этим процессом. В частности, он хорошо подходит для использования с термически уязвимыми и хрупкими деталями, такими как провода, трубки, тонкие листы и небольшие имплантаты, без риска изменения формы этих деталей.
В частности, он хорошо подходит для использования с термически уязвимыми и хрупкими деталями, такими как провода, трубки, тонкие листы и небольшие имплантаты, без риска изменения формы этих деталей.
С точки зрения практической технологичности важно отметить, что результаты процесса достаточно нечувствительны к изменениям мощности лазера, фокуса и т.д., в отличие от нс-лазеров. Это приводит к большому технологическому окну, максимизируя как пропускную способность, так и выход.
Лазерные системы и производственная интеграция
Пикосекундные лазеры хорошо зарекомендовали себя за последние 15 лет; например, в полевых условиях используются сотни Coherent PowerLine Rapid NX. Но, за исключением лазерных мастерских и производителей специального инструмента, сегодня большинству приложений требуется гораздо больше, чем просто лазер. Coherent поддерживает эту потребность с различными уровнями интеграции. Двумя наиболее популярными являются лазерные подсистемы, такие как PowerLine Rapid NX, которая включает в себя лазер, оптику для доставки луча и сканирующую головку, а также полные автономные системы, включая роботизированную автоматизацию — см. рис. 6.
рис. 6.
Рис. 6. Готовые системы для приложений Black Marking полностью автономны, включая роботизированный интерфейс и соответствующую выхлопную систему.
Как подсистемы, так и системы «под ключ» поставляются с пикосекундным лазером с частотой повторения импульсов до 1 МГц для обеспечения быстрой маркировки. Все они также оснащены пакетом программного обеспечения VisualLaserMarker (VLM). VLM состоит из графического редактора для создания макета и расширения САПР для импорта всех распространенных типов файлов: DXF, BMP, JPG, PDF и AI. Специальные объекты и другие параметры для маркировки легко настраиваются. Системы «под ключ» оснащены гранитной монтажной платформой для максимальной стабильности и разрешения маркировки. Рабочее пространство спроектировано так, чтобы обеспечить максимальную гибкость для работы с деталями различных размеров и геометрии. До трех линейных осей движения работают под управлением сервопривода, и это можно комбинировать с дополнительной поворотной осью для труб и других изогнутых деталей. Также могут быть поставлены нестандартные приспособления для деталей и зажимы. Кроме того, системы «под ключ» включают в себя дополнительную систему машинного зрения (как аппаратное, так и программное обеспечение камеры), позволяющую выполнять автоматические проверки до и/или после обработки.
Также могут быть поставлены нестандартные приспособления для деталей и зажимы. Кроме того, системы «под ключ» включают в себя дополнительную систему машинного зрения (как аппаратное, так и программное обеспечение камеры), позволяющую выполнять автоматические проверки до и/или после обработки.
Программное обеспечение управления
и внешние интерфейсы предназначены для упрощения интеграции в сетевое предприятие. В рамках пирамиды автоматизации наша платформа ввода-вывода Laser-Framework предоставляет различные интерфейсы для систем MES/ERP, поддерживая как строго стандартизированные, так и проприетарные интерфейсы, включая Host-Coupling (HK), Marking Job Control (MJC), TCP Ip), WS Siemens Веб-сервис, HTTP, унифицированная автоматизация (OPC UA), Industry 4.0 и т. д.
В высокоинтегрированных производственных процессах оборудование часто также должно иметь горизонтальную связь с другими системами или контроллерами ПЛК. Несколько систем Fieldbus могут быть подключены через компонент пакета TwinCat, который поддерживает все распространенные типы шин: EtherCAT, Ethernet, TCP/IP, PROFIBUS, PROFINET, EtherNet/IP, CANopen, Modbus, IO-Link, RS232 и RS485.
Сводка
В заключение, прямая маркировка на подложках из нержавеющей стали становится все более желательной для соблюдения правил медицинского оборудования или в эстетических целях (например, логотип бренда). Новый лазерный процесс удовлетворяет эту потребность рынка, обеспечивая постоянную маркировку, не требующую повторной пассивации и четко читаемую даже после десятков циклов автоклавирования.
###
Компания Coherent, Inc., основанная в 1966 году, является одним из ведущих мировых поставщиков лазеров и лазерных технологий для научных, коммерческих и промышленных заказчиков. Наши обыкновенные акции котируются на Nasdaq Global Select Market и являются частью Russell 1000 и Standard & Индекс Poor’s MidCap 400. Для получения дополнительной информации о Coherent посетите веб-сайт компании по адресу http://www.coherent.com, чтобы ознакомиться с новостями о продуктах и финансовой информации.
Выбор правильной технологии маркировки
Нержавеющая сталь представляет собой металлический сплав, который благодаря своим уникальным свойствам широко применяется во многих отраслях промышленности.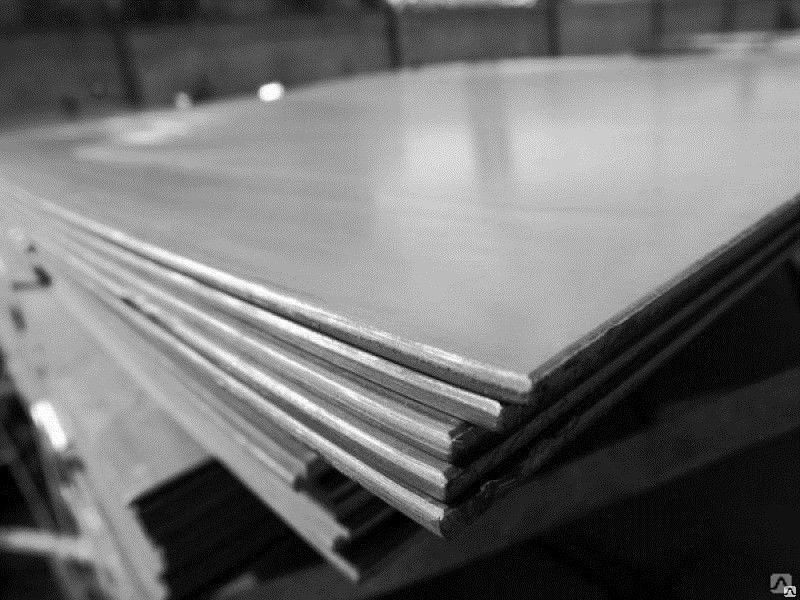 Однако в зависимости от отрасли необходимо знать правильные методы эффективной маркировки нержавеющей стали.
Однако в зависимости от отрасли необходимо знать правильные методы эффективной маркировки нержавеющей стали.
Многие методы маркировки применимы ко всем типам материалов. Однако в отношении маркировки нержавеющей стали есть небольшое ограничение. Например, не идеально гравировать нержавеющую сталь, если она используется из-за ее антикоррозионных и антикоррозионных свойств. Поэтому в этой статье будут представлены методы маркировки нержавеющей стали, которые вы можете использовать, и как выбрать правильный.
Свойства нержавеющей стали
Перед знакомством с правильными методами маркировки нержавеющей стали важно поговорить о различных свойствах материала. В отличие от других материалов, нержавеющая сталь не тускнеет ни из-за ржавчины, ни из-за коррозии с течением времени. Это наиболее важная характеристика нержавеющей стали, поскольку она определяет ее использование и метод маркировки.
Кроме того, несмотря на то, что нержавеющая сталь обладает высокой прочностью на растяжение, она имеет малый вес. Следовательно, он применим во многих отраслях промышленности, таких как автомобильная и авиационная промышленность.
Следовательно, он применим во многих отраслях промышленности, таких как автомобильная и авиационная промышленность.
Какие методы мы можем использовать для маркировки нержавеющей стали
Материал из нержавеющей стали популярен во многих отраслях промышленности благодаря своим антикоррозийным и антикоррозийным свойствам. Однако эти два свойства играют огромную роль в методе маркировки и машине, которую вы можете использовать.
Самое важное, что следует отметить, это то, что нержавеющая сталь имеет покрытие, благодаря которому она может избежать коррозии (хотя существуют разные сорта стали). Следовательно, используемый метод и машина не должны изменять эту композицию или удалять слой, в котором эти два свойства полезны.\.
Многие процессы маркировки доступны для использования в маркировке нержавеющей стали. Однако не все из них совместимы с нержавеющей сталью. Например, такие методы маркировки, как струйная печать, требуют серьезного обслуживания. Они также могут привести к частым простоям.
Они также могут привести к частым простоям.
Два важных метода маркировки широко используются для маркировки нержавеющей стали; Лазерная маркировка и точечная маркировка. Ниже приводится подробное объяснение того, как работают эти два метода.
Нержавеющая сталь Лазерная маркировка
Процессы лазерной маркировки — это распространенные методы маркировки нержавеющей стали, используемые в различных сценариях. Однако их использование сильно зависит от сорта нержавеющей стали и области применения. Следовательно, существует пять методов лазерной маркировки нержавеющей стали.
Какие методы лазерной маркировки можно использовать для маркировки нержавеющей стали?
Благодаря свойствам нержавеющей стали и ее использованию четыре метода лазерной маркировки идеально подходят для маркировки нержавеющей стали: лазерный отжиг/маркировка окрашиванием, травление, абляция, темная маркировка и гравировка. Каждый метод имеет свое требование, и они маркируют по-разному. Поэтому их следует использовать по назначению. Ниже приведено объяснение процесса.
Каждый метод имеет свое требование, и они маркируют по-разному. Поэтому их следует использовать по назначению. Ниже приведено объяснение процесса.
Лазерный отжиг/маркировка пятном
Лазерный отжиг — это метод лазерной маркировки без проникновения и разрушения, при котором лазерный луч изменяет цвет материала.
Процесс осуществляется путем нагревания поверхности материала до образования оксида. Тип полученного цвета сильно зависит от толщины оксида, марки нержавеющей стали и температуры лазерного луча. Распространенными примерами цвета, получаемого с помощью этого процесса, являются серый, темно-коричневый и черный. Вы можете получить более широкий диапазон цветов с помощью мощных волоконных лазерных станков. Однако эти машины сложны в использовании, потому что у них слишком много сложных настроек лазера.
Чтобы использовать лазерный отжиг, нужно учесть множество моментов. Например, размер пятна фокусировки лазерного луча будет влиять на конечный продукт. Поэтому, если вы используете маленькую сфокусированную точку, материал из нержавеющей стали может испаряться, а не нагреваться до точки образования оксида. Другие вещи, которые следует учитывать, — это выходная мощность лазера, частота импульсов и скорость гальванического сканирования.
Лазерный отжиг является наиболее распространенным методом маркировки нержавеющей стали, поскольку он не разрушает металл. Следовательно, материал из нержавеющей стали не подвергается воздействию, и его можно использовать в обычном режиме, как и раньше.
Лазерное травление
Лазерное травление — еще один процесс маркировки нержавеющей стали, популярный благодаря своей скорости, универсальности и долговечности. Этот процесс включает в себя использование лазерного травильного станка для лазерного травления нержавеющей стали путем подачи большого количества энергии на материал из нержавеющей стали. Следовательно, поверхность нержавеющей стали плавится и расширяется. Травление чаще всего используется для создания постоянной маркировки, такой как матричные коды данных, серийные номера, штрих-коды и логотипы.
Следовательно, поверхность нержавеющей стали плавится и расширяется. Травление чаще всего используется для создания постоянной маркировки, такой как матричные коды данных, серийные номера, штрих-коды и логотипы.
Темная маркировка
Темная маркировка включает в себя придание шероховатости поверхности материала из нержавеющей стали и нанесение на нее цвета. «Цвет» зависит от оксидного слоя с пятнами или от цвета или отражательной способности подстилающей поверхности с отметинами абляции.
Из-за придания шероховатости материал из нержавеющей стали захватывает и окрашивает шероховатую часть. Кроме того, из-за процедуры, связанной с маркировкой нержавеющей стали с помощью лазерной темной маркировки, она не идеальна для некоторых отраслей промышленности. Например, в медицинской промышленности его не используют из-за необходимости поддержания стерильности оборудования.
Лазерная абляция Маркировка
Лазерная абляция — еще один метод маркировки нержавеющей стали, идеально подходящий для различных применений во многих отраслях. Он включает удаление тонкого слоя материала из нержавеющей стали для создания светлого контрастного знака.
Он включает удаление тонкого слоя материала из нержавеющей стали для создания светлого контрастного знака.
Лазерная абляция требует небольшого количества тепла и небольшого проникновения в материал или его отсутствия. Он также характеризуется более высокой скоростью маркировки, высокой пиковой мощностью, короткой шириной импульса и меньшей выходной мощностью лазера. Это существенно отличается от лазерной гравировки и лазерного отжига.
Использование абляционной маркировки требует понимания свойств нержавеющей стали и ее применения. Однако в областях, где важен внешний слой нержавеющей стали, отвечающий за ее антикоррозионные свойства, абляционная маркировка не идеальна. Это связано с тем, что это может привести к ржавлению материала.
Лазерная гравировка
Лазерная гравировка — это использование гравировального станка для создания глубоких меток на материалах из нержавеющей стали. Он очень прочный и долговечный, что достигается за счет использования высокой мощности лазера и более низких скоростей маркировки.
Этапы лазерной гравировки нержавеющей стали
- Получите ваши идеи
Это самый важный этап лазерной гравировки нержавеющей стали. Получение идеи означает принятие решения о гравировке изображения и его дизайне. Возможные способы получить представление о знаке — это проекты, среда и Интернет.
- Дизайн и ввод изображения/текста
Приняв правильное решение, вы должны ввести свое изображение в гравировальный станок из нержавеющей стали. Дизайн знака можно получить только на компьютере. Однако вы должны убедиться, что файл будет совместим между компьютером и лазерным гравером. После разработки знака отправьте его на станок для гравировки стали. Существует много типов стальных гравировальных станков. Тем не менее, было бы лучше использовать портативный гравировальный станок для простоты эксплуатации и его промышленного применения.
- Сделайте правильные настройки
После ввода дизайна в лазерный гравер необходимо выполнить правильные настройки.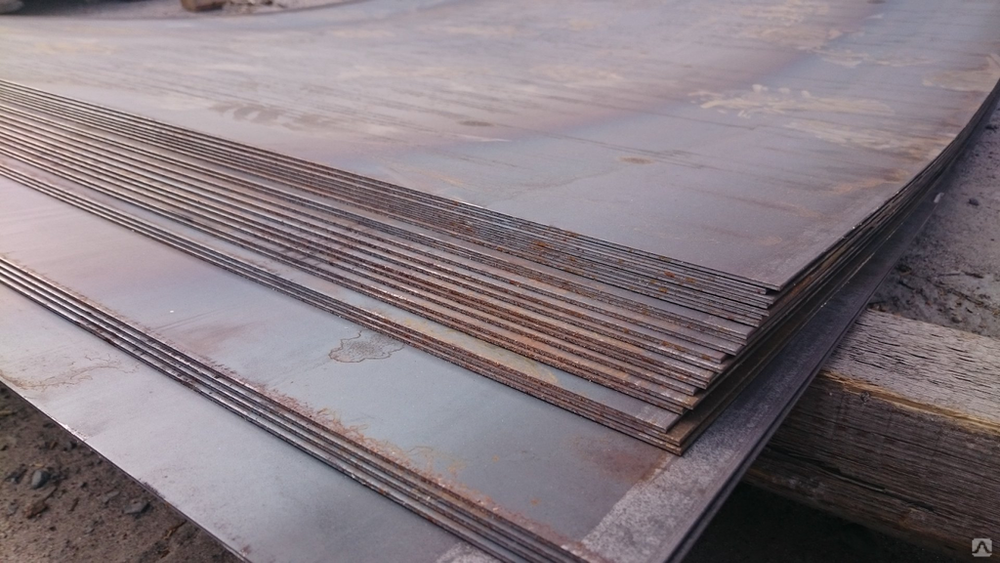 Это зависит от используемого вами гравировального станка из нержавеющей стали. Например, машина для маркировки волоконным лазером позволит вам изменять шрифты, редактировать дизайн и т. д.
Это зависит от используемого вами гравировального станка из нержавеющей стали. Например, машина для маркировки волоконным лазером позволит вам изменять шрифты, редактировать дизайн и т. д.
- Начало процесса
Это зависит от типа гравировального станка по стали, который вы хотите использовать. Для тех, кто использует портативные лазерные граверы, поместите материал из нержавеющей стали на плоскую поверхность и отметьте его ручной частью машины. Удалите материал из нержавеющей стали в конце процесса, и у вас будет выгравированный материал.
Лазерная гравировка предполагает удаление поверхности материала. Следовательно, этот метод не всегда легко использовать для нержавеющей стали, необходимой для ее антикоррозионного эффекта. Большинство отраслей предпочитают использовать методы маркировки нержавеющей стали, такие как лазерный отжиг, вместо лазерной гравировки нержавеющей стали.
Оценка использования методов лазерной маркировки на нержавеющей стали
Методы лазерной маркировки являются популярными способами маркировки нержавеющей стали в различных отраслях промышленности. Однако в зависимости от типа применяемых методов существуют различные преимущества и недостатки. Ниже приведены преимущества и недостатки использования этого метода для маркировки нержавеющей стали.
Однако в зависимости от типа применяемых методов существуют различные преимущества и недостатки. Ниже приведены преимущества и недостатки использования этого метода для маркировки нержавеющей стали.
Преимущества
- Методы лазерной маркировки обеспечивают перманентное нанесение на поверхность нержавеющей стали.
- Они не требуют нанесения и очистки, как маркировочный состав
- Методы лазерной маркировки точны и обеспечивают высокую контрастность маркировки.
.
Недостатки
- В зависимости от метода лазерной маркировки поверхность материала из нержавеющей стали может быть удалена. Следовательно, это приведет к потере антикоррозионных и антикоррозионных свойств. Примером может служить использование лазерного гравера для маркировки нержавеющей стали.
- Имеет более высокую стоимость
Станки с волоконным лазером
Самые мощные и многофункциональные решения на сегодняшний день основаны на волоконном лазере. Новейшая система лазерного травления нержавеющей стали
Новейшая система лазерного травления нержавеющей стали
, волоконная система идеально подходит для коммерческого и промышленного использования. Волоконно-лазерные маркировочные машины HeatSign обеспечивают высококачественную гравировку и дополнительные преимущества для пользователя:
- Высокая производительность
- Энергосбережение
- Улучшенное удобство использования и гибкость
- Тяжелые рабочие нагрузки
- Без обслуживания
Рекомендуемый лазерный гравировальный станок из нержавеющей стали
Как удалить пятна с нержавеющей стали (3 способа)
Эти методы подходят для раковин, кастрюль и плит
По
Сара Агирре
Сара Агирре
Сара Агирре — эксперт по уборке с более чем 20-летним опытом уборки жилых и коммерческих помещений. За это время она писала о советах и хитростях по ведению домашнего хозяйства и организации дома для национальных изданий.
Узнайте больше о The Spruce’s
Редакционный процесс
Обновлено 13.07.22
Рассмотрено
Бекки Рапинчук
Рассмотрено
Бекки Рапинчук
Бекки Рапинчук — эксперт по натуральной уборке, эксперт по домашнему хозяйству и основатель бренда образа жизни Clean Mama. Она издала 4 книги.
Узнайте больше о The Spruce’s
Наблюдательный совет
Факт проверен
Джиллиан Дара
Факт проверен
Джиллиан Дара
Джиллиан — независимый журналист с 10-летним опытом работы в жанре лайфстайл. Она пишет и проверяет факты для TripSavvy, а также проверяет факты для The Spruce.
Узнайте больше о The Spruce’s
Редакционный процесс
Ель / Бейли Маринер
Обзор проекта
Хотя она и называется «нержавеющей» сталью, эта рабочая лошадка для посуды, поверхностей и кухонной техники время от времени может оставлять пятна. Проблемы с окрашиванием стали случаются, и, к счастью, есть быстрые и простые решения, которые помогут вам сразу начать избавляться от пятен с помощью воды или обычных предметов из кладовой.
Проблемы с окрашиванием стали случаются, и, к счастью, есть быстрые и простые решения, которые помогут вам сразу начать избавляться от пятен с помощью воды или обычных предметов из кладовой.
Пятна на металле могут появиться из-за проблем с очисткой или воздействия отбеливателя или химикатов для чистки духовки. Сохраните свои вложения красивыми и блестящими, научившись удалять пятна с нержавеющей стали.
Совет
Никогда не используйте агрессивные чистящие средства для духовок или хлорсодержащие отбеливатели для очистки нержавеющей стали, иначе поверхность может быть повреждена.
| Тип окраски | Химический |
| Моющее средство Тип | Средство для мытья посуды |
| Температура воды | Горячий |
Смотреть сейчас: Как удалить ржавчину и пятна от еды с нержавеющей стали
Оборудование/инструменты
Очистка паром
- Бумажное полотенце или полотенце из микрофибры
Пищевая сода
- Бумажное полотенце или мягкая ткань из микрофибры
Уксус
- Мягкое полотенце или ткань
Материалы
Очистка паром
- Кипящая вода
- Бумажное полотенце или полотенце из микрофибры
Пищевая сода
- Пищевая сода
- Жидкое средство для мытья посуды
Уксус
- белый уксус
Ель / Сара Кроули
Прежде чем начать
Нержавеющая сталь — это стальной сплав, содержащий не менее 10,5% хрома. Хром придает стали устойчивость к коррозии. Вместо того, чтобы окисляться и обесцвечиваться под воздействием воздуха или воды, хром вступает в реакцию, образуя тонкое защитное покрытие на нержавеющей стали. Хотя этот защитный слой можно стереть, защитная пленка быстро восстанавливается, поэтому поверхности из нержавеющей стали на кухне кажутся несокрушимыми.
Хром придает стали устойчивость к коррозии. Вместо того, чтобы окисляться и обесцвечиваться под воздействием воздуха или воды, хром вступает в реакцию, образуя тонкое защитное покрытие на нержавеющей стали. Хотя этот защитный слой можно стереть, защитная пленка быстро восстанавливается, поэтому поверхности из нержавеющей стали на кухне кажутся несокрушимыми.
Этот блестящий материал довольно легко поцарапать. Это менее проблематично с матовой поверхностью, как на некоторых раковинах, но блестящая нержавеющая сталь требует некоторой осторожности, чтобы удалить пятна, не царапая поверхность.
Осмотрите поверхность нержавеющей стали и определите, есть ли на ней рисунок зерна. Хотя металл сам по себе твердый, процесс полировки поверхности производителем может оставить на ней слабые направленные царапины. Всякий раз, когда вы чистите поверхность из нержавеющей стали, даже если используете так называемые «не царапающие» губки, старайтесь осторожно тереть пятна в том же направлении, что и зерно, уже присутствующее на поверхности .
Как удалить пятна с помощью очистки паром
Многие пятна удаляются с нержавеющей стали под действием пара.
Горячая вода
Нагрейте воду до кипения в чайнике с носиком, который позволит безопасно наливать горячую воду.
Ель / Сара Кроули
Положите полотенце на поверхность пятна
Положите бумажное полотенце или полотенце из микрофибры на испачканную поверхность.
Ель / Сара Кроули
Налейте горячую воду на полотенце
Налейте достаточное количество кипятка на бумажное полотенце, чтобы намочить его. Дайте пару подействовать в течение пяти-десяти минут.
Ель / Сара Кроули
Потрите поверхность вдоль волокон
Как только поверхность остынет, протрите поверхность бумажным полотенцем, двигаясь по направлению волокон. Если это не поможет удалить пятно, попробуйте следующее решение.
Ель / Сара Кроули
Как удалить пятна с помощью пищевой соды и средства для мытья посуды
Из пищевой соды, смешанной с жидким средством для мытья посуды, получается хорошая паста, которая мягко удаляет пятна. Пищевая сода — очень мелкий абразив, который вряд ли серьезно поцарапает поверхность из нержавеющей стали.
Пищевая сода — очень мелкий абразив, который вряд ли серьезно поцарапает поверхность из нержавеющей стали.
Ель / Сара Кроули
Смешайте пищевую соду и средство для мытья посуды
Смешайте полстакана пищевой соды и одну-две капли жидкого средства для мытья посуды, чтобы получилась густая паста. Соберите пасту тканью из микрофибры или другой мягкой тканью, а затем вотрите ее в пятно, двигаясь вперед и назад в том же направлении, что и зерна в металле.
Предупреждение
- Не используйте стандартные абразивные чистящие средства для нержавеющей стали и не допускайте их контакта с металлом.
- Никогда не используйте стальную мочалку, проволочные щетки или другие абразивные чистящие средства для нержавеющей стали. Можно использовать устойчивые к царапинам виниловые губки.
Ель / Сара Кроули
Ополаскивание и сушка полотенцем
После протирки тщательно промойте поверхность из нержавеющей стали и высушите ее полотенцем.
 Осмотрите поверхность. Если это не помогло удалить пятно, попробуйте следующий метод.
Осмотрите поверхность. Если это не помогло удалить пятно, попробуйте следующий метод.Ель / Сара Кроули
Как удалить пятна уксусом
Ель / Сара Кроули
Налейте уксус на поверхность
Налейте немного белого уксуса на испачканную поверхность.
Ель / Сара Кроули
Дай посидеть
Оставьте на несколько минут; мягкая кислота в уксусе может вывести пятна.
Ель / Сара Кроули
Пятно втиранием в направлении волокон
Потрите пятно мягкой тканью по направлению волокон стали.
Ель / Сара Кроули
Ополаскивание и сушка полотенцем
Тщательно промойте и высушите поверхность чистым полотенцем. Осмотрите окрашенную область; если обесцвечивание все еще присутствует, вам следует рассмотреть коммерческий продукт.
Ель / Сара Кроули
В крайнем случае, если пятна все еще не отходят, попробуйте очиститель и полировщик для нержавеющей стали. Bar Keepers Friend — одна из таких порошковых формул, которая может очищать без чрезмерного царапания. Следуйте инструкциям, тщательно промойте и высушите полотенцем.
Bar Keepers Friend — одна из таких порошковых формул, которая может очищать без чрезмерного царапания. Следуйте инструкциям, тщательно промойте и высушите полотенцем.
Mark Черный барный стул из нержавеющей стали, набор из 2 шт.
Основной контент начинается здесь
1 из 9 изображений
Нет в наличии
{{nameChecked}} (Кол-во: {{specialOrder ? specialOrderQuantity : количество}})
был успешно добавлен в вашу корзину.
Добавьте план Care Free на {{warrantyYears}}-год на {{warrantyCost}}
Что покрывается
Повторите попытку.
К сожалению, ваш почтовый индекс доставки не подходит для доставки мебели из-за большого расстояния от нашего распределительного центра. Вы по-прежнему можете забрать свой товар в одном из наших магазинов в Калифорнии, Аризоне, Неваде или Техасе.
Вы по-прежнему можете забрать свой товар в одном из наших магазинов в Калифорнии, Аризоне, Неваде или Техасе.
К сожалению, ваш почтовый индекс доставки: {{zipCode}}
не подходит для доставки или получения этого товара.
К сожалению, ваш почтовый индекс доставки: {{zipCode}} не подходит для доставки.
Пожалуйста, введите 5-значный почтовый индекс, куда будет доставлена ваша мебель.
Если вы планируете забрать в одном из наших розничных магазинов, просто введите почтовый индекс для выставления счетов.
Примечание: изменение почтового индекса может повлиять на товары в вашей корзине.
{{zipCodeErrorMessage}}
Ваш почтовый индекс: {{zipCode}}
*Новый инвентарь может быть быстро распродан из-за высокого спроса
Информация о продукте
| Размеры | 16″ Ш x 18,5″ Г x 41,3″ В |
|---|---|
| Вес | 16,8 фунта |
| Стиль | Современный, Гламурный |
| Цветовая гамма | Черный, серебристый |
| Материал | Ткань, металл |
Просмотреть все
Еще как это
информация о продукте
Размеры
Размеры
16″ Ш x 18,5″ Г x 41,3″ В
Размеры упаковки
29,1″Ш x 18,1″Г x 19,3″В
Вес
16,8 фунта
Стайлинг
Стиль
Современный, Гламурный
Цветовая гамма
Черный, серебристый
Материал
Ткань, Металл
Конструкция
Состав материала
Веганская кожа
Информация о доставке
Время сборки
45 минут
Какой тип сборки требуется
Ножки
Дополнительные детали
Артикул
304735
Инструкции по уходу
Только точечная чистка
Фотогалерея клиентов
Вопросы клиентов
Отзывы клиентов
* Были предприняты все усилия, чтобы гарантировать цены и доступность продуктов, содержащихся на этом веб-сайте, однако в случае расхождений информация в магазине будет иметь приоритет.
Резидент CA ПРЕДУПРЕЖДЕНИЕ:
Учить больше
Формулировка предложения 65: Предупреждение. Этот продукт может подвергать вас воздействию химических веществ, включая древесную пыль, которая, как известно в штате Калифорния, вызывает рак, врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации перейдите на сайт www.p65warnings.ca.gov/furniture.
Что это значит?
Пока сайт находится в режиме обслуживания, некоторые функции будут недоступны. Сюда входит добавление товаров в корзину, просмотр истории заказов,
размещение заказов, настройка товаров, проверка сроков доставки и статуса доставки.
Во время технического обслуживания вы можете просматривать наши продукты.
Спасибо за терпение!
Это техническое обслуживание планируется завершить примерно через 69927085 часов и 30 минут
График не найден, возвращаются к максимальным значениям
Что это значит?
Когда сайт перейдет в режим обслуживания, некоторые функции будут недоступны. Сюда входит добавление товаров в корзину, просмотр истории заказов,
Сюда входит добавление товаров в корзину, просмотр истории заказов,
размещение заказов, настройка товаров, проверка сроков доставки и статуса доставки.
Вы по-прежнему можете просматривать наши продукты во время технического обслуживания, а товары, которые вы поместите в свою корзину до начала технического обслуживания, останутся там после его окончания.
Это техническое обслуживание планируется начать примерно через 69927085 часов 28 минут , и должно длиться всего несколько секунд
График не найден, возвращаются к максимальным значениям 126600 – Сан-Блан
15 850 долларов США
**ВНИМАНИЕ: Высокий спрос – уточняйте наличие: 417-676-0322**
КНИГИ И КАРТОЧКИ ROLEX BOX – Поставляется с оригинальной коробкой Rolex, книгами и заводской карточкой Rolex! Абсолютно потрясающий блестящий циферблат Rolex Black Mark II! Это часы Rolex Sea-Dweller 4000 из нержавеющей стали размером 43 мм, модель 126600: стиль браслета Rolex из нержавеющей стали Oyster. Этот Rolex находится в первозданном состоянии… Продается немедленно!
Этот Rolex находится в первозданном состоянии… Продается немедленно!
Поставляется с оригинальными коробками для презентаций Rolex, книгами Rolex, биркой Rolex, розничной оценкой и трехлетней гарантией Sant Blanc!… В первозданном состоянии… Идеальный подарок!
Эти часы Rolex подлинные и потрясающие. Безоговорочно гарантируется, что это подлинные часы Rolex. Возврат и обмен принимаются. Возвраты для возврата принимаются. Я установил резерв намного ниже текущего значения, установленного на этих часах. SANT BLANC является швейцарским производителем часов и часов, а не дилером Rolex и не имеет никакого отношения к Rolex Watch USA. Подлинность этих часов Rolex безоговорочно гарантирована. Мы являемся единственными гарантами этих часов. По вопросам обращайтесь к нам.
Подлинные часы Rolex. Это не становится лучше, чем это! Фотографии не передают сияющей красоты этих часов.
Гарантия:
Этот артикул соответствует строгим стандартам и спецификациям, установленным Sant Blanc, или превосходит их. Этот товар является подлинным и подлинным в первозданном состоянии, работает правильно и точно и поставляется с полной семидневной гарантией возврата денег. Мы не несем ответственности за ошибки и упущения в фотографиях и описаниях в этом списке. Изменения и дополнения к этому описанию могут быть внесены в любое время и по любой причине без предварительного уведомления.
Этот товар является подлинным и подлинным в первозданном состоянии, работает правильно и точно и поставляется с полной семидневной гарантией возврата денег. Мы не несем ответственности за ошибки и упущения в фотографиях и описаниях в этом списке. Изменения и дополнения к этому описанию могут быть внесены в любое время и по любой причине без предварительного уведомления.
Гарантия:
Гарантия SANT BLANC составляет полные три года. Надежная работа данного изделия в течение трех лет с момента покупки. Модификация, подделка и злоупотребление аннулируют гарантию. SANT BLANC является единственным гарантом этой статьи, требующая гарантия больше не применяется. SANT BLANC Service & Warranty Division и сервисный центр SANT BLANC обслуживают и ремонтируют швейцарские часы и хронометры. Отдел обслуживания и гарантии SANT BLANC имеет более чем 30-летний опыт работы в качестве специализированной швейцарской фабрики по производству часов, прошедшей обучение и сертификацию «Часовщик». Полномочия включают сертификат AWCI CW21 как одного из ведущих мировых производителей часов. Наш часовщик является сертифицированным часовщиком с высшим образованием и продолжает обучение в Swiss Watch, включая обучение в учебном центре Rolex в Далласе.
Полномочия включают сертификат AWCI CW21 как одного из ведущих мировых производителей часов. Наш часовщик является сертифицированным часовщиком с высшим образованием и продолжает обучение в Swiss Watch, включая обучение в учебном центре Rolex в Далласе.
Информация о доставке:
Доставка в ночное время включена. Этот товар профессионально упакован и полностью застрахован, при доставке требуется подпись взрослого. Мы отправляем через FedEx, UPS, Brinks, Private Courier и экспресс-почту США. Товары обычно отправляются в течение двух рабочих дней после получения оплаты. Вы будете уведомлены, когда ваш товар будет отправлен. Мы не несем ответственности за задержку отгрузки и/или доставки в результате стихийных бедствий, кражи, забастовок или ошибок транспортной компании, влияющих на отгрузку и/или доставку. Эта посылка полностью застрахована..
Мы отправляем по всему миру с полной страховкой: UPS, FEDEX, BRINKS, Private Courier и Express Mail США.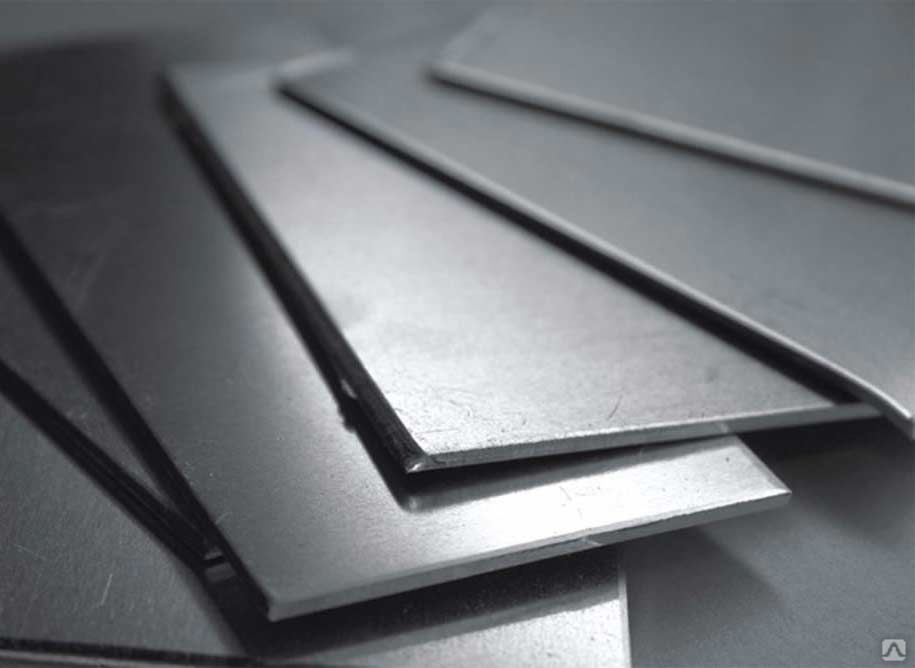
ВНИМАНИЕ Международные клиенты:
Международные поставки отправляются на риск клиента, связанный с задержкой доставки, международными и национальными правилами, таможенными сборами, налогами и ущербом, связанным с доставкой и / или в результате. Мы не несем ответственности за задержки доставки, ущерб, кражу, стихийные бедствия, влияющие на доставку, таможенные пошлины, сборы, налогообложение или нормативные ограничения на импорт. Этот отказ от ответственности применяется только к поставкам за пределы Соединенных Штатов и не распространяется на поставки в пределах Соединенных Штатов.
Должна быть организована доставка на абонентские ящики. Укажите физический адрес и контактный номер телефона при оплате. Если оплата производится через PayPal, а ваш адрес доставки отличается от вашего подтвержденного адреса в PayPal, вы должны связаться с нами напрямую, чтобы сообщить нам о запрошенном изменении. Вам будет отправлено подтверждение изменения адреса, в противном случае этот товар будет отправлен на ваш подтвержденный адрес PayPal.
ВНИМАНИЕ:
SANT BLANC не является официальным или авторизованным дилером любого предлагаемого или продаваемого продукта, и SANT BLANC не имеет никакого отношения к производителю. Все торговые марки и товарные знаки являются собственностью их соответствующих владельцев и используются только в целях идентификации. SANT BLANC является единственным гарантом. заводские гарантии больше не действуют. Rolex является зарегистрированным товарным знаком Rolex Watch USA Inc. SANT BLANC никоим образом не связан с Rolex. Все предлагаемые часы являются подержанными и поставляются с фирменной 3-летней гарантией SANT BLANC. Заводская гарантия не прилагается и больше не действует.
Как очистить кастрюли из нержавеющей стали за 5 простых шагов
Кастрюли и сковороды из нержавеющей стали умело проводят и поддерживают тепло, что делает их отличным дополнением к вашей профессиональной кухне. Существуют различные типы из нержавеющей стали , и без надлежащего ухода и использования на ней могут быстро появиться неприглядные следы ожогов, прилипшие продукты и обесцвечивание. Если вам интересно, как лучше всего чистить кастрюли из нержавеющей стали, прочитайте ниже, чтобы найти метод, который лучше всего подходит для вас.
Если вам интересно, как лучше всего чистить кастрюли из нержавеющей стали, прочитайте ниже, чтобы найти метод, который лучше всего подходит для вас.
Магазин мочалок с защитой от царапин
Нажмите ниже, чтобы узнать, как чистить сковороды из нержавеющей стали:
- Как очистить сковороды из нержавеющей стали от пригоревшей пищи
- Как очистить пригоревшие кастрюли из нержавеющей стали
- Как очистить выцветшие кастрюли из нержавеющей стали
- Общий уход за кастрюлями из нержавеющей стали
Как очистить кастрюли из нержавеющей стали от пригоревшей пищи
Даже самый опытный повар может столкнуться с тем, что твердые частицы пищи застревают на дне кастрюль и сковородок из нержавеющей стали. Ниже приведены несколько проверенных способов, которые вы можете использовать для очистки сковородок из нержавеющей стали от прилипшей пищи.
Удаление пригоревшей пищи с помощью кипятка
Когда дело доходит до удаления пригоревшей пищи с нержавеющей стали, использование кипятка может быть самым простым решением. Тепло от воды помогает растворить остатки пищи в кастрюле, облегчая их удаление. Если вы планируете использовать метод кипячения воды, выполните следующие действия:
- Скраб: Начните с удаления как можно большего количества пищи с помощью неабразивного скруббера .
- Добавить мыло: Наполните кастрюлю или сковороду водой и небольшим количеством средства для мытья посуды.
- Погружение продуктов: Чтобы этот метод работал, вы должны убедиться, что прилипшие продукты полностью погружены в воду.
- Кипячение: Доведите воду до кипения.
- Удаление продуктов: После закипания вы можете легко удалить излишки пищи лопаточкой.
Удаление пригоревшей пищи с помощью уксуса и пищевой соды
Для этого метода вам понадобятся два обычных чистящих ингредиента: уксус и пищевая сода. Уксус является эффективным чистящим средством для прилипших пищевых продуктов благодаря содержанию в нем уксусной кислоты, которая помогает расщеплять твердые частицы пищи.
Уксус является эффективным чистящим средством для прилипших пищевых продуктов благодаря содержанию в нем уксусной кислоты, которая помогает расщеплять твердые частицы пищи.
- Добавьте воды: Налейте воду на дно кастрюли или сковороды, чтобы она покрыла прилипшие продукты.
- Кипячение: После того, как кастрюля или кастрюля будут заполнены водой, добавьте 1 стакан уксуса и доведите воду до кипения.
- Снять с огня: После закипания снять с огня и добавить 2 ст. пищевой соды.
- Смесь: Быстро перемешайте и опорожните чашу.
- Скраб: Используйте неабразивную губку или мочалку, чтобы очистить сковороду от любых оставшихся частиц пищи.
Средство для удаления пригоревшей пищи с помощью зубного камня
Несмотря на то, что он обычно менее доступен, чем пищевая сода, винный камень является эффективным средством для избавления сковородок из нержавеющей стали от прилипшей пищи. Просто смешайте винный камень с водой, чтобы получилась паста, и нанесите на пораженные участки в кастрюле. Оставьте смесь на ночь в кастрюле. Промойте и вычистите кастрюлю, чтобы удалить все оставшиеся частицы.
Просто смешайте винный камень с водой, чтобы получилась паста, и нанесите на пораженные участки в кастрюле. Оставьте смесь на ночь в кастрюле. Промойте и вычистите кастрюлю, чтобы удалить все оставшиеся частицы.
Удаление пригоревшей пищи с помощью соли и извести
Соль и известь можно комбинировать, чтобы создать эффективный чистящий раствор для удаления пригоревшей пищи. Кислотность лайма помогает бороться с твердыми частицами, пригоревшими на сковороде, а крупность соли облегчает отскребание рассыпчатой пищи. Чтобы удалить прилипшую пищу с помощью соли и лайма, выполните следующие действия:
- Добавьте соль и лайм: Выжмите сок лайма в кастрюлю и добавьте соль.
- Дайте смеси постоять: Дайте смеси постоять в кастрюле несколько минут.
- Добавить больше соли: Насыпать больше соли в кастрюлю.
- Скраб: Немедленно начните чистить неабразивным скребком.
- Ополаскивание: После удаления остатков пищи промойте и высушите как обычно.

Как очистить пригоревшие кастрюли из нержавеющей стали
Перегрев посуды может легко привести к появлению неприятных следов ожогов на дне и внутри кастрюли. Ниже приведены несколько простых способов, которые вы можете использовать, когда задаетесь вопросом, как очистить пригоревшую кастрюлю из нержавеющей стали.
Удаление следов ожогов пищевой содой
Скорее всего, у вас на кухне есть все необходимое для удаления следов ожогов пищевой содой. Для этого метода начните с того, что убедитесь, что сковорода полностью сухая. Переверните сковороду и равномерно посыпьте дно пищевой содой. Используйте сухую ткань, чтобы втереть пищевую соду в следы от ожогов. Вы можете добавить небольшое количество воды в пищевую соду, чтобы сделать пасту, если хотите. Когда вы будете удовлетворены, смойте излишки пищевой соды и высушите.
Удаление следов ожогов с помощью пищевой соды и средства для мытья посуды
Если у вас есть мягкое средство для мытья посуды, просто сделайте пасту из средства для мытья посуды и пищевой соды. Нанесите пасту на пораженные участки и оставьте на несколько часов. Когда вы будете готовы, просто тщательно вымойте и высушите, как обычно.
Нанесите пасту на пораженные участки и оставьте на несколько часов. Когда вы будете готовы, просто тщательно вымойте и высушите, как обычно.
Удаление следов пригара путем кипячения соли
Как правило, соль более эффективно удаляет следы пригара с внутренней стороны кастрюли, а не со дна. Важно отметить, что в этом методе соль можно заменить лимонным соком или уксусом в зависимости от того, какие ингредиенты у вас есть под рукой. Придерживайтесь следующих шагов, чтобы правильно удалить ожоги солью:
- Добавить воды: Наполните поддон достаточным количеством воды, чтобы покрыть пораженные участки.
- Кипячение: Доведите воду до кипения.
- Добавить соль: После закипания добавить несколько ложек соли и сразу выключить огонь.
- Дайте воде отстояться: Дайте воде отстояться в течение нескольких часов.
- Удаление воды: Слейте воду из кастрюли или кастрюли.

- Скраб: Используя неабразивную губку, потрите внутреннюю часть кастрюли.
- Повторите: При необходимости повторите шаги 1-6.
Удаление пригоревшего масла содой
Если вам интересно, как очистить кастрюли из нержавеющей стали от пригоревшего масла, сода может оказаться неожиданным ответом. Этот метод также хорошо работает с липкими, прилипшими веществами, такими как карамель, благодаря кислотным свойствам колы. Ниже мы привели список шагов, которые помогут вам удалить пригоревшее масло с кастрюль и сковородок из нержавеющей стали с помощью газировки:
- Добавьте колу: Налейте в кастрюлю достаточно колы, чтобы покрыть пригоревшие места.
- Дайте газировке закипеть: Доведите газировку до слабого кипения.
- Снять с огня: После закипания снять с огня и шпателем соскребать пригоревшее масло или другие пригоревшие вещества.
Вернуться к началу
Как очистить кастрюли и сковородки из нержавеющей стали, выцветшие
Если вам удалось очистить кастрюли и сковородки из нержавеющей стали от следов пригорания и прилипшей пищи, вы все еще можете наблюдать радужные или белые пятна накопление кальция. Вот несколько простых способов вернуть вашей нержавеющей стали ее классическое серебристое состояние.
Вот несколько простых способов вернуть вашей нержавеющей стали ее классическое серебристое состояние.
Удаление пятен с помощью уксуса
Уксус является эффективным ингредиентом для избавления вашей сковороды от любого неприглядного изменения цвета, обычно вызванного перегревом. Просто вымойте сковороду уксусом и ополосните водой, чтобы удалить обесцвечивание.
Кроме того, уксус можно использовать для очистки кастрюли от белых пятен известкового налета. Приготовьте смесь из одной части уксуса на три части воды и вскипятите в кастрюле или сковороде. Дайте смеси остыть, опорожните кастрюлю и постирайте как обычно.
Удаление пятен с помощью томатного соуса
Если у вас на кухне остались излишки томатного соуса, попробуйте использовать его для удаления пятен с кастрюль и сковородок из нержавеющей стали . Кислотность помидоров реагирует с обесцвечиванием подобно уксусу, удаляя обесцвечивание с пораженных участков. Если вы хотите использовать томатный соус для очистки кастрюль и сковородок из нержавеющей стали, выполните следующие действия:
Если вы хотите использовать томатный соус для очистки кастрюль и сковородок из нержавеющей стали, выполните следующие действия:
- Добавьте томатный соус: Наполните кастрюлю или сковороду томатным соусом или измельченными помидорами, пока пораженные участки не будут полностью покрыты.
- Приготовление на медленном огне: Дайте соусу медленно кипеть около 10 минут, при необходимости добавляя воду.
- Опорожнить кастрюлю: Удалите соус и промойте как обычно. Кроме того, вы можете оставить томатный соус в кастрюле на ночь, не кипятя.
Общий уход за кастрюлями из нержавеющей стали
После того, как ваши любимые сковороды засияют, как новые, есть несколько общих советов и приемов, которые помогут поддерживать посуду в надлежащем рабочем состоянии:
- Чтобы предотвратить появление пятен от воды, всегда сушите посуду сразу после мытья.
- Чтобы удалить пятна от воды, смочите сковороду и протрите влажной губкой с пищевой содой.

- Никогда не добавляйте соль в воду, пока она не закипит. Это может вызвать точечную коррозию, которая оставляет небольшие вмятины на дне кастрюли.
- Холодная пища с большей вероятностью прилипнет к сковороде. Перед добавлением в сковороду доведите мясо и охлажденные продукты до комнатной температуры.
- Не используйте холодную воду для очистки горячей сковороды, это может привести к деформации и деформации.
- Стальная вата и другие жесткие скрубберы или чистящие средства могут поцарапать поверхности из нержавеющей стали.
Вернуться к началу
Кастрюли и сковороды из нержавеющей стали обеспечивают высококачественную проводимость и эффективно распределяют тепло. Это делает их одними из самых часто используемых инструментов на кухне. А когда дело доходит до поддержания их в чистоте, эти простые советы и рекомендации помогут вам превратить старые кастрюли и сковородки в совершенно новую посуду.
