

Содержание
Уплотнение головки блока цилиндров двигателя с поступательно движущимися поршнями
Авторы патента:
ХЕРИБЕРТ КУБИС
ЙОЗЕФ ВИНТЕР
F02F11 — Устройство уплотнений в двигателях внутреннего сгорания (поршневые кольца F02F 5/00, уплотнения как таковые F16J)
Изобретение относится к уплотнениям головок блоков цилиндров для двигателей с поступательно движущимися поршнями. Цель изобретения — повышение надежности уплотнения. Уплотнение состоит из уплотняющего элемента в зоне гильзы цилиндра и уплотняющего элемента в зоне блока цилиндров . Оба уплотняющих элемента выполнены из пассивного материала. Уплотняющий элемент расположен в углублении буртика гильзы цилиндра и нагружается путем затяжки болтов головки блока цилиндров в определенной зоне сверх предела текучести материала. С одной стороны предусмотрена в головке блока цилиндров против углубления буртика гильзы цилиндра круговая канавка, а с другой стороны углубление или круговая канавка, или круговая перемычка. Благодарая этому уплотняющий элемент гильзы цилиндра в зоне своего наружного и внутреннего периметра нагружается сверх предела текучести материала . 4 з.п.ф-лы. 5 ил. сл С
Благодарая этому уплотняющий элемент гильзы цилиндра в зоне своего наружного и внутреннего периметра нагружается сверх предела текучести материала . 4 з.п.ф-лы. 5 ил. сл С
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (5!)5 F 02 F 11/00
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБ ЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К ПАТЕНТУ (21) 4356289/06 (22) 18.08.88 (31) P 3727598.4 (32) 19.08,87 (33) DE (46) 23.06.91. Бюл.%23 (71) Ман Нуцфарцойге ГМБХ (0Е) (72) Хериберт Кубис и Йозеф Винтер (DE) (53) 621.43 (088.8) (56) Авторское свидетельство СССР по зая вке М 3610147, кл. F 02 F 11/00, опублик, 1986, (54) УПЛОТНЕНИЕ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ С ПОСТУПАТЕЛЬНО ДВИЖУЩИМИСЯ ПОРШНЯМИ (57) Изобретение относится к уплотнениям головок блоков цилиндров для двигателей с поступательно движущимися поршнями.
Цель изобретения — повышение надежности
Изобретение относится к уплотнениям головок блоков цилиндров для двигателей с поступательно движущимися поршнями.
Цель изобретения — повышение надежности уплотнения.
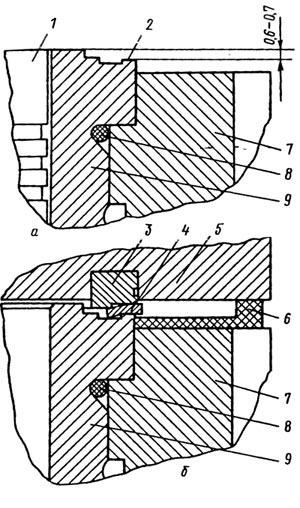
На фиг.1 показано уплотнение между головкой блока цилиндров и гильзой цилиндра или блоком-картером, причем первый уплотняющий элемент имеет центрирующий выступ; на фиг.2 — первый уплотняющий элемент, имеющий на внутреней поверхности три равномерно расположенных шипа; на фиг. 3 — разрез А — А на фиг.2: на фиг.4 — разрез Б — Б на фиг,2; на фиг.5— уплотнение, где углубление буртика гильзы цилиндра имеет круговую перемычку и уп. Ж 1658826 A3 уплотнения. Уплотнение состоит из уплотняющего элемента в зоне гильзы цилиндра и уплотняющего элемента в зоне блока цилиндров. Оба уплотняющих элемента выполнены из пассивного материала.
Уплотняющий элемент расположен в углублении буртика гильзы цилиндра и нагружается путем затяжки болтов головки блока цилиндров в определенной зоне сверх предела текучести материала, С одной стороны предусмотрена в головке блока цилиндров против углубления буртика гильзы цилиндра круговая канавка, а с другой стороны углубление или круговая канавка, или круговая перемычка.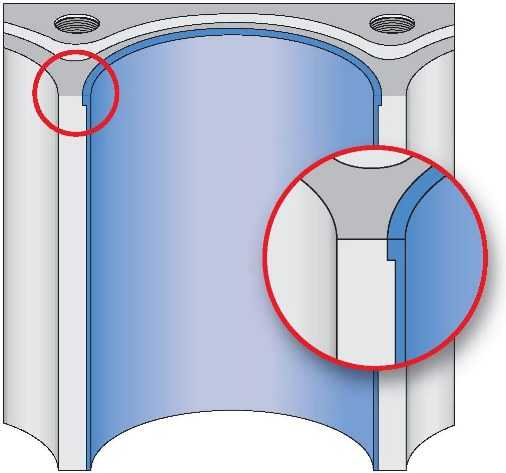 Благодарая этому уплотняющий элемент гильзы цилиндра в зоне своего наружного и внутреннего периметра нагружается сверх предела текучести материала. 4 з.п.ф-лы, 5 ил. лотняющий элемент имеет центрирующую канавку, разрез.
Благодарая этому уплотняющий элемент гильзы цилиндра в зоне своего наружного и внутреннего периметра нагружается сверх предела текучести материала. 4 з.п.ф-лы, 5 ил. лотняющий элемент имеет центрирующую канавку, разрез.
Уплотнение установлено между головкой блока 1 цилиндров и гильзой 2 цилиндра или блоком-картером. При этом используется первый уплотняющий элемент
3 или отдельно от него(между ними находится канал для отвода просочившегося газа) второй уплотняющий элемент 4. Оба уплотняющих элемента 3 и 4 выполнены из массивного металла, предпочтительно чугуна, Гильза 2 цилиндра опирается с помощью буртика 5 на корпус блока 1. Поверхность б ртика 5 гильзы 2 цилиндра со стороны головки блока 1 цилиндров имеет со стороны камеры сгорания огнестойкий краевой выступ 6, Примыкающая к нему радиально
1658826 снаружи эона имеет кольцеобразное углубление 7, в которое установлен первый уплотняющий элемент 3. Этот уплотняющий элемент в неспрессованном состоянии (изображено штрихпунктирной линией) имеет
Т-образное поперечное сечение. Поверхность основания 8 (опорная эона первого уплотняющего элемента) углубления 1 имеет в средней зоне круговую канавку 9. В этой канавке центрируется неспрессованный первый уплотняющий элемент с помощью имеющегося на нижней стороне этого уплотняющего элемента шипа 10. Напротив канавки 9 — незначительное поперечное смещение ввиду допусков на ширину канавки. а также допусков на фиксирование головки блока цилиндров. В днище головки блока 1 цилиндров также прорезана круговая канавка 11. При деформировании уплотнения в результате затягивания болтов кромки 12 канавок 9 и 11 врезаются в первый уплотняющий элемент 3, причем последний в зоне наложения на внутренние и наружные периферийные участки одновременно деформируется сверх границы текучести материала и благодаря толщине остаточной поверхности уплотнения (второй уплотняющий элемент 4 в зоне блока) и пространству О в основании 8 углубления осаживается относительно торцовой поверхности 13 блока на заданный размер.
Поверхность основания 8 (опорная эона первого уплотняющего элемента) углубления 1 имеет в средней зоне круговую канавку 9. В этой канавке центрируется неспрессованный первый уплотняющий элемент с помощью имеющегося на нижней стороне этого уплотняющего элемента шипа 10. Напротив канавки 9 — незначительное поперечное смещение ввиду допусков на ширину канавки. а также допусков на фиксирование головки блока цилиндров. В днище головки блока 1 цилиндров также прорезана круговая канавка 11. При деформировании уплотнения в результате затягивания болтов кромки 12 канавок 9 и 11 врезаются в первый уплотняющий элемент 3, причем последний в зоне наложения на внутренние и наружные периферийные участки одновременно деформируется сверх границы текучести материала и благодаря толщине остаточной поверхности уплотнения (второй уплотняющий элемент 4 в зоне блока) и пространству О в основании 8 углубления осаживается относительно торцовой поверхности 13 блока на заданный размер.
Увеличение радиального расширения первого уплотняющего элемента 3 наружу и внутрь происходит относительно беспрепятственно, так как благодаря ненагруженным периферийным зонам отсутствует увеличивающее работу по изменению формы опорное воздействие.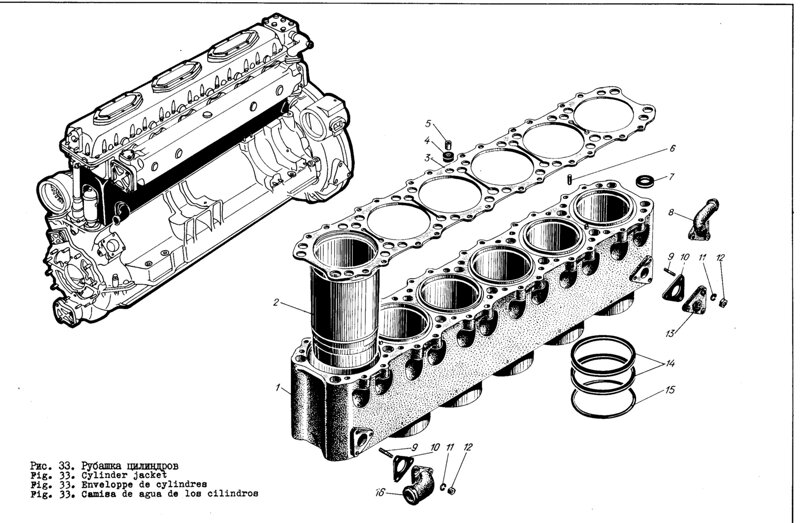 Одновременно глубины Т и Тк (с одной стороны на опорной поверхности 8 и с другой стороны на поверхности днища головки блока 1 цилиндров) прорезания канавок 9 и 11 выбираются так, что можно беспрепятственно осуществлять осаживание до середины уплотняющего элемента, так как после прессования на дне канавок 9 и 11 остаются пустые пространства 14 и 15.
Одновременно глубины Т и Тк (с одной стороны на опорной поверхности 8 и с другой стороны на поверхности днища головки блока 1 цилиндров) прорезания канавок 9 и 11 выбираются так, что можно беспрепятственно осуществлять осаживание до середины уплотняющего элемента, так как после прессования на дне канавок 9 и 11 остаются пустые пространства 14 и 15.
Благодаря запрессовыванию уплотняющего элемента в канавки 9 и 11 образуется прилегание боковых поверхностей с геометрическим замыканием между первым уплотняющим элементом 3 и головкой блока 1 цилиндров, а также гильзой 2 цилиндра, которое совместно с опорными поверхностями в направлении силы прессования образует лабиринтное уплотнение с целью обеспечения уплотнения, исключающего прорыв газов. Кроме того, благодаря предлагаемому уплотнению образуется улучшенное соединение гильзы 2 цилиндра и
55 головки блока 1 цилиндров, которое противодействует поперечному перемещению гильзы цилиндра, обусловленному переменным нормальным давлением поршня, В первом уплотняющем элементе 3 с целью уменьшения производственных затрат отказываются от центрирующего шипа
10 для фиксации уплотняющего элемента 3 в канавке 9 гильзы 2 цилиндра.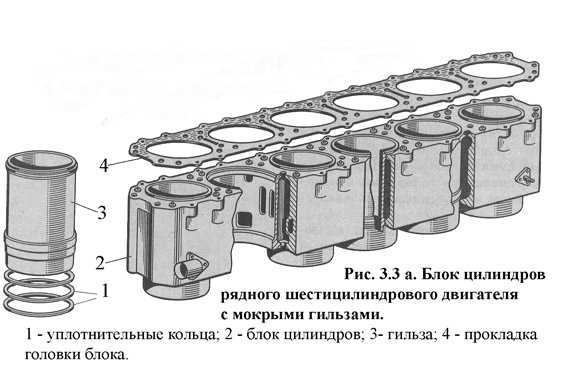 Необходимое фиксирование первого уплотняющего элемента 3 осуществляется с помощью трех равномерно распределенных по внутренней окружности центрирующих выступов
Необходимое фиксирование первого уплотняющего элемента 3 осуществляется с помощью трех равномерно распределенных по внутренней окружности центрирующих выступов
16, Последние обеспечивают необходимое для свободного расширения внутрь в результате деформирования первого уплотняющего элемента расстояние относительно огнезащитного краевого высгупа 6 I ильзы 2 цилиндра. Вследствие отсутствия центрирующего шипа 10 расположенные примерно одна против другой канавки 9 и 11 гильзы 2 цилиндра и головки блока 1 цилиндров могут выполняться одинаковой глубины врезания.
На наружной и внутренней зонах торцовой поверхности 8 углубления 7 в буртике гильзы цилиндра выполнены выточки 17, которые облегчают свободное радиальное изменение формы первого уплотняющего элемента наружу и внутрь в процессе текучести материала первого уплотняющего элемента.
При выполнении первого уплотняющего элемента с тремя равномерно расположенными шипами на внутренней поверхности (фиг.2) уменьшаются производственные затраты.
Вместо канавки 9 на торцовой поверхности 8 углубления буртика гильзы 2 цилиндра может находиться круговая перегородка 18 (фиг.5), которая расположена примерно по середине напротив радиально более широкой канавки 11 в головке блока 1 цилиндров. Центрирование уплотняющего элемента 3 осуществляется или с помощью выступов 16, или с помощью выдавленной или выточенной канавки 19, в которую входит перегородка 18 при установке первого уплотняющего элемента 3.
Перемычка 18 на торцовой поверхности
8 углубления гильзы 2 цилиндра вызывает еще более выраженную деформацию первого уплотняющего элемента 3 с более глубоким проникновением в канавку 11 в головке блока 1 цилиндров. Таким образом достигается увеличенное прилегание к боковым поверхностям канавки 11 и перемычки 18 с геометрическим замыканием и тем самым улучшение лабиринтного уплотнения. В этом случае канавка 11 даже после прессо1658826 вания заполняется не полностью, остается пустое пространство 15 и деформирование уплотняющего элемента 3 в диапазоне текучести материала происходит только по наружному и внутреннему периметру элемента.
Фог,»ула изобретения
1. Уплотнение головки блока цилиндров двигателя с поступательно движущимися поршнями, состоящее из первого уплотняющего элемента, расположенного между буртиком с выступом на верхней торцовой поверхности гильзы цилиндра с огнезащитным краевым выступом и головкой блока цилиндров, и второго уплотняющего элемента, расположенного между блоком цилиндров и головкой блока цилиндров, причем оба уплотняющих элемента выполнены из массивного металла, а первый уплотняющий элемент установлен в про гочке, выполненной на верхней торцовой поверхности буртика гильзы цилиндра, опирающегося на внутреннюю поверхность блока цилиндров, за огнезащитным краевым выступом гильзы цилиндра, причем толщина 0 второго уплотняющего элемента и расстояwe U между образующими верхних торцовых поверхностей буртика гильзы цилиндра и блока цилиндров выбраты с учетом ограничения процесса текучести первого уплотняющего элемента при его деформации, о тличаeщееся тем, что, с целью повышения надежности уплотнения, на торцовых поверхностях головки блока цилиндров и буртика гильзы цилиндра выполнены кольцевые канавки, расположенные одна против другой с возможностью их частичного
5 заполнения материалом деформированного первого уплотняющего элемента для плотного беззазорного сопряжения последнего с кольцевыми канавками.
2. Уплотнение по п.1, о т л и ч а ю щ е е10 с я тем, что на первом уплотнительном элементе со стороны гильзы цилиндра выполнен центрирую ций шип, сопряженный с поверхностью круговой канавки буртика гильзы цилиндра.
15 3. Уплотнение по п.1, о т л и ч а ю щ е ес я тем, что на обращенных одна к другой торцовых поверхностях первого уплотняющего элемента и буртика гильзы цилиндра выполнены соответственно кольцевая ка20 навка и выступ для центрирования и плотного беззазорного сопряжения первого уплотняющего элемента с буртиком гильзы цилиндра, 4. Уплотнение по пп.1 — 3, о т л и ч а ю25 щ е е с я тем, что внутренняя поверхность первого уплотняющего элемента снабжена равномерно расположенными центрирующими выступами.
5. Уплотнение по пп 1 — 4, о т л и ч а ю30 ц е е с я тем, что на торцовой поверхности буртика гильзы цилиндра по внешнему и внутреннему его диаметрам выполнены кольцевые выточки.
1658826
Фиг. 2
4 — A
12 0 15
1658826
7 8 IZ 18 19 12
Составитель А. Гладких
Гладких
Техред M.Ìoðãåíòàë Корректор Т.Палий
Редактор И.Горная
Производственно-издательский комбинат «Патент», г, Ужгород, ул.Гагарина, 101
Заказ 1725 Тираж 357 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Похожие патенты:
Двигатель внутреннего сгорания // 1615419
Плоское уплотнение и способ его получения // 1549488
Двигатель внутреннего сгорания с жидкостным охлаждением // 1495481
Уплотнение стыка между головкой и гильзой цилиндра двигателя внутреннего сгорания // 1481451
Уплотнение выпускного коллектора многоцилиндрового двигателя внутреннего сгорания // 1357608
Уплотнительное устройство для штока выхлопного клапана двигателя внутреннего сгорания // 1312220
Уплотнение газового стыка // 1312219
Изобретение относится к области двигателестроения и позволяет повысить надежность уплотнения стыка путем уменьшения тепловой и механической напряженности защитного кольца
Способ уплотнения цилиндропоршневой группы двигателя внутреннего сгорания и устройство для его осуществления // 1237782
Прокладка головки блока цилиндров двигателя внутреннего сгорания // 1213233
Гильза цилиндра двухтактного двигателя внутреннего сгорания // 1199966
Цилиндропоршневая группа // 2103534
Изобретение относится к области машиностроения, в частности двигателестроения, а именно к уплотнениям цилиндро-поршневых групп двигателей внутреннего сгорания
Уплотнитель крышки клапанов двигателя внутреннего сгорания // 2138666
Изобретение относится к области машиностроения, а именно к уплотнителям свечных колодцев крышек клапанов двигателей внутреннего сгорания, и позволяет повысить надежность уплотнения крышек клапанов, упростить конструкцию крышек и облегчить установку уплотнителей при сборке
Способ уплотнения рабочих камер роторного двигателя // 2146013
Изобретение относится к энергетике, преимущественно к роторным двигателям
Двигатель внутреннего сгорания // 2164307
Изобретение относится к области машиностроения, в частности к изготовлению двигателей
Уплотнение камеры сгорания двигателя внутреннего сгорания (варианты) // 2232280
Изобретение относится к области машиностроения, в частности двигателестроения, и может быть применено в устройствах с камерами, находящимися под переменным давлением, где необходимо сохранение плотности стыка уплотнения крышек или лючков
Способ работы и устройство двигателя внутреннего сгорания // 2240434
Изобретение относится к машиностроению, в частности двигателестроению, и предназначено преимущественно для использования на автомобильном транспорте
Уплотнение газового стыка между цилиндром и крышкой цилиндра двигателя внутреннего сгорания // 2240436
Изобретение относится к области двигателестроения и может быть использовано в конструкциях уплотнений газового стыка между цилиндром и крышкой цилиндра ДВС
Цилиндро-поршневая группа // 2277180
Изобретение относится к машиностроению и может быть использовано в цилиндро-поршневых группах (ЦПГ) поршневых машин и ДВС
Прокладка под головку блока цилиндров двигателя внутреннего сгорания // 2319847
Изобретение относится к области машиностроения, в частности к конструктивному выполнению прокладки для уплотнения двух неподвижных относительно друг друга поверхностей в узлах двигателя автомобилей, работающих в агрессивных средах (бензин, техническое масло, отработанные газы и др. )
)
Металлическая прокладка // 2326255
Изобретение относится к двигателестроению и может быть использовано в качестве уплотнения между головкой блока цилиндров и блоком двигателя
Гильзы цилиндров
Создание максимально легкого и мощного двигателя — первоочередная задача для инженеров всех автомобильных компаний, которую они с тем или иным успехом пытаются решить уже более ста лет. Настоящей революцией стало появление двигателей, полностью сделанных из алюминия. Однако применение этого материала поставило перед разработчиками новую задачу — как создать в алюминиевом блоке прочные цилиндры? Самым удачным решением стало применение гильз, активно применявшихся при создании двигателей для мотоциклов, у которых нет общего блока цилиндров.
Виды гильз и требования, которые к ним предъявляются
Гильза должна быть очень прочной и тугоплавкой, ведь в случае с алюминиевым блоком он играет лишь роль корпуса, в котором она держится. Противостоять теплу, давлению и износу ей приходится самостоятельно. Поэтому гильзы должны обладать высокой износостойкостью, высокой антикоррозийной устойчивостью, жаростойкостью и прочностью. В зависимости от конструкции двигателя гильзы делятся на «мокрые» и «сухие». суть этого термина напрямую связана с особенностями системы водяного охлаждения двигателя.
Поэтому гильзы должны обладать высокой износостойкостью, высокой антикоррозийной устойчивостью, жаростойкостью и прочностью. В зависимости от конструкции двигателя гильзы делятся на «мокрые» и «сухие». суть этого термина напрямую связана с особенностями системы водяного охлаждения двигателя.
«Мокрые» гильзы получили наибольшее распространение, так как отлично решают задачу отвода тепла
«Мокрые» гильзы
«Мокрыми» называются гильзы, наружная поверхность которых омывается охлаждающей жидкостью, циркулирующей в системе каналов, пронизывающих толщу блока цилиндров. Эта система называемой «водяной рубашкой» и служит для равномерного отвода тепла от блока цилиндров. В районе установки гильз охлаждающая жидкость «выходит на поверхность», чтобы напрямую омывать стенки гильзы. Поэтому такой тип гильз и называется мокрым. Блок цилиндров с «мокрыми» гильзами обеспечивает лучший отвод тепла, поэтому «мокрые» гильзы получили очень широкое распространение. Они применяются на легковых автомобилях Volvo, Renault, ГАЗ-24, Москвич и других.
Уплотнение между гильзой и блоком достигается путем установки медной прокладки между отлитым буртом гильзы и плоскостью блока
Ремонт двигателей, оснащенных «мокрыми» гильзами, крайне прост — в блок устанавливается новые пары гильза-поршень, не требующие доработки. Для капремонта даже нет необходимости снимать двигатель, и он может быть выполнен даже в полевых условиях.
«Сухие» гильзы
«Сухие» гильзы запрессованы в тело цилиндра и не имеют прямого контакта с охлаждающей жидкостью. Некоторые производители предпочитают делать алюминиевые блоки с не сменными гильзами методом литья. В этом случае гильзы укрепляются в форме для отливки, которая позже заполняется расплавленным алюминием. Созданные таким образом блоки цилиндров по жесткости от обычных чугунных не отличаются. При необходимости ремонта гильзы растачиваются и хонингуются, как обычные цилиндры. Такую технологию используют для производства двигателей Volkswagen, Land Rover, Honda, Audi,Volvo и ряда других.
«Сухие» гильзы хуже отводят тепло, но их применение позволяет придать блоку цилиндров монолитную жесткость
Применение гильз снимает ограничение с количества капремонтов, которые способен выдержать блок. Теоретически этом можно делать неограниченное количество раз, хотя на деле это никому не нужно, так как кузов автомобиля, к сожалению, не вечен. Так, для обычного блока без гильз допустимо не более 3-4 предусмотренных изготовителем калибров ремонтных поршней. Это ограничивает количество возможных ремонтов. Когда же выполнен последний ремонт и цилиндр больше не подлежит расточке, то «выручают» гильзы, запрессовка которых вновь поднимает ресурс блока на несколько ремонтов.
Установка гильзы в цилиндр
Внутренняя поверхность цилиндра растачивается и тщательно шлифуется перед запрессовкой, такой же обработке подвергают и наружную поверхность гильзы для плотности посадки в цилиндр. Затем гильзы, имеющие, как правило, упорную кромку в верхней части, запрессовываются в расточенный цилиндр с натягом 0. 03-0.04 мм.
03-0.04 мм.
Поршень и гильза цилиндра
«Мокрые» гильзы полностью «готовы к употреблению». После запрессовки в блок цилиндров внутреннюю поверхность обрабатывать не нужно, на ней уже есть хон. Сухие гильзы, как правило, нужно растачивать после установки.
Гильзы растачивают и хонингуют строго под определенную группу поршней. Каждый поршень замеряется, и по его замерам идет расточка гильзы. После такой подгонки поршень маркируется по цилиндру и не подлежит установке в другие цилиндры. Кстати, при капремонте гильзованного двигателя рекомендуется покупать так называемые «ПОНы», подобранные в заводских условиях комплекты из гильз, цилиндров и пальцев.
Как исключение можно упомянуть японскую компанию Isuzu, выпускающую двигатели, где в блоке установлены стальные тонкостенные гильзы с покрытием из пористого хрома, не требующие механической обработки.
В двигателях Isuzu гильзы устанавливаются в блок без натяга и удерживаются в теле за счет прижима притянутой болтами установленной поверх головки блока цилиндров.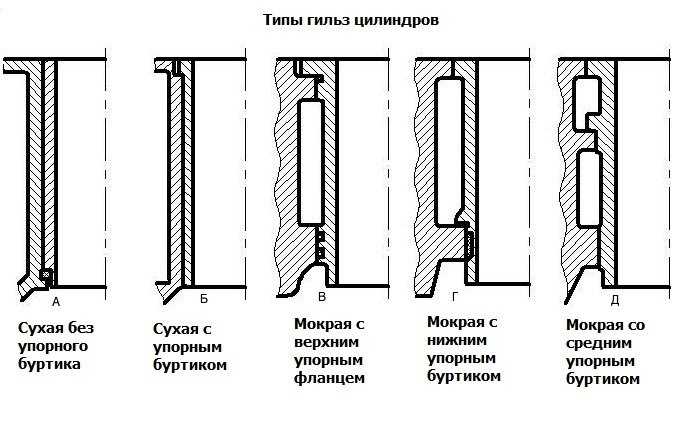
Гильзы в двигателях с воздушным охлаждением
Для двигателей воздушного охлаждения гильзы цилиндров выполнены по образу мотоциклетных, с ребрами охлаждения. Так как цилиндры должны охлаждаться потоком воздуха, из них нельзя сформировать блок и они устанавливаются на двигатель в виде отдельных деталей.
Гильзы крепятся к картеру (через медные прокладки) посредством невысоких шпилек через специальный опорный фланец или же посредством анкерных шпилек, проходящих сквозь всю головку цилиндров. Головка устанавливается на эти шпильки и затягивается в обычном порядке, прижимая тем самым цилиндры к картеру и обеспечивая герметизацию.
Мотоциклетные двигатели с воздушным охлаждением и стали «донором», давшим миру автомобильные гильзованные двигатели
Для двигателей с воздушным охлаждением гильзы цилиндров изготавливаются либо из одного вида металла (монометаллические), либо из двух металлов (биметаллические).
Монометаллические цилиндры воздушного охлаждения выполняют в основном из чугуна, иногда из стали или из легких сплавов.
Биметаллические цилиндры также выполнены из чугуна или стали, а поверх корпуса отлиты алюминиевые ребра.
Недостатки блоков с гильзами воздушного охлаждения
Двигатели с гильзами воздушного охлаждения очень восприимчивы к температурному режиму и при перегреве «страдают» отпусканием резьбы шпилек крепления цилиндров в алюминиевом блоке. Это ведет к вытягиванию шпильки и разрушению резьбы, что ослабляет затяжку гильзы и вызывает разгерметизацию и потерю компрессии. Попытка подтяжки соединения заканчивается полным выходом посадочной резьбы шпильки из тела картера и последующим ремонтом. Иными словами, допускать перегрева алюминиевого двигателя не стоит ни при каких обстоятельствах.
Техническая характеристика: Процедуры установки гильзы цилиндра
t не только увеличивают рабочий объем, но также повышают прочность и надежность. Комплекты для переоборудования с мокрыми гильзами доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8, таких как двигатели Chevy LS.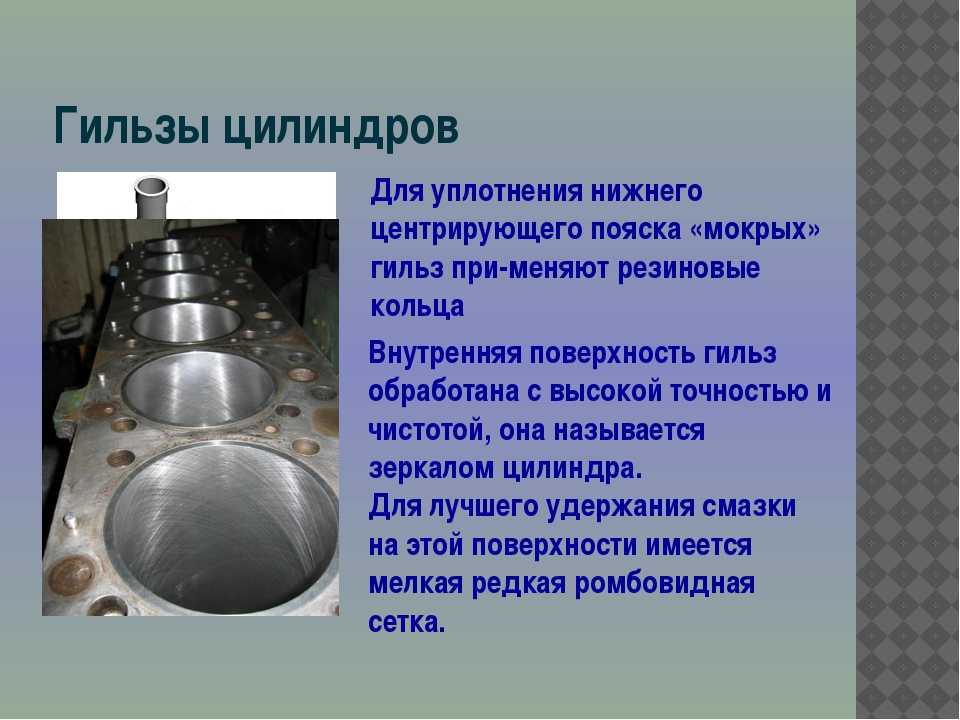
Советы по установке сухих втулок
Одно из наиболее важных решений, которое вам придется принять при установке сухих втулок, — это насколько посадка с натягом подходит для конкретного применения. Алюминиевые блоки имеют большее тепловое расширение, чем чугунные блоки, поэтому они обычно (но не всегда) требуют большей посадки с натягом, чтобы втулки не двигались. Но сколько помех?
Ответы будут различаться в зависимости от того, кого вы спросите. Различные поставщики рукавов давали нам разные рекомендации. Один сказал, что большинству алюминиевых блоков обычно требуется посадка с натягом от 0,003 дюйма до 0,004 дюйма между бесфланцевыми втулками и блоком, чтобы удерживать втулки на месте. Если блок может принимать фланцевую втулку, то вмешательство может вообще не понадобиться.
Другой сказал, что от 0,0015″ до 0,003″ посадки с натягом — это все, что вам нужно для большинства алюминиевых блоков, и если вы превысите 0,004″, вы, вероятно, деформируете блок. Деформация отверстия — это плохо, потому что оно не позволяет отверстию быть круглым, когда вы его затачиваете. Это, в свою очередь, будет препятствовать хорошему уплотнению колец и допускать потери при сжатии и прорыв газов ни то, ни другое не хорошо для выбросов или производительности.
Деформация отверстия — это плохо, потому что оно не позволяет отверстию быть круглым, когда вы его затачиваете. Это, в свою очередь, будет препятствовать хорошему уплотнению колец и допускать потери при сжатии и прорыв газов ни то, ни другое не хорошо для выбросов или производительности.
Один из поставщиков сказал, что они полностью изменили свое отношение к посадке с натягом для некоторых алюминиевых двигателей. Муфты могут быть установлены с минимальным вмешательством (от 0,0005 дюйма до 0,001 дюйма) и зафиксированы на месте с помощью анаэробного герметика. Герметик, такой как Loctite 518, наносится на нижнюю треть цилиндра, чтобы удерживать его на месте и предотвращать миграцию масла вверх между нижним концом втулки и блоком. Все, что попадает между втулкой и блоком (будь то масло, нагар или даже воздух) может помешать хорошей теплоотдаче.
Общая рекомендация по установке сухих бесфланцевых втулок для чугунных блоков с водяным охлаждением заключается в использовании посадки с натягом от 0,0015 до 0,002 дюйма.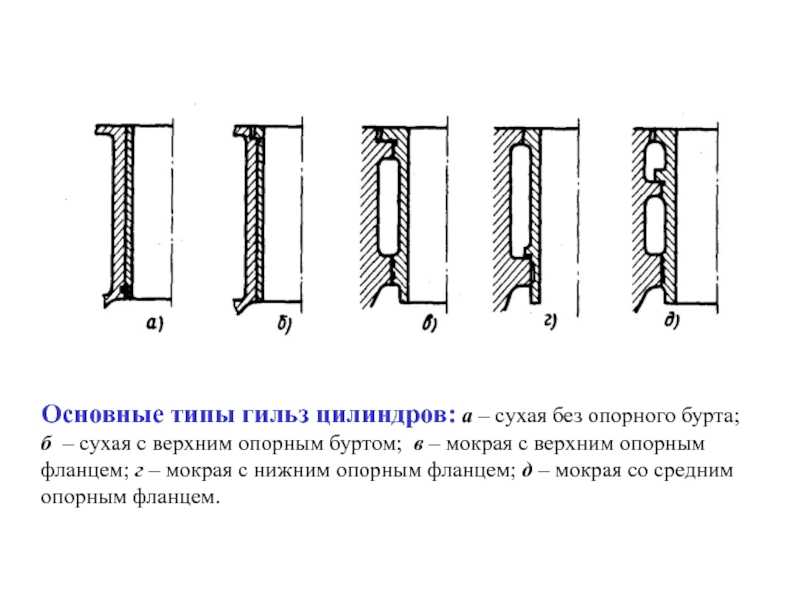 Одним из советов, позволяющих упростить установку втулки и улучшить теплопередачу, является слегка отшлифовать цилиндр с помощью зернистости № 280 после того, как он был расточен для установки втулки. Более гладкая поверхность внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
Одним из советов, позволяющих упростить установку втулки и улучшить теплопередачу, является слегка отшлифовать цилиндр с помощью зернистости № 280 после того, как он был расточен для установки втулки. Более гладкая поверхность внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
Для некоторых двигателей малого рабочего объема с воздушным охлаждением (например, для мотоциклов и малых двигателей) может потребоваться посадка с большим натягом, поскольку цилиндры работают при более высоких температурах. Мы слышали о производителях двигателей, использующих посадки с натягом от 0,006 дюйма до 0,008 дюйма, чтобы втулки оставались на месте.
Еще кое-что, о чем следует помнить, это то, что если вы вставляете втулку только в один поврежденный цилиндр в блоке для его ремонта, втулка может несколько деформировать соседние цилиндры, особенно если вы используете большую посадку с натягом. Результатом могут быть проблемы с уплотнением колец, потери компрессии и прорыв газов в соседних цилиндрах.
Один из способов свести к минимуму или скорректировать искривление отверстия цилиндра — использовать пластины крутящего момента при растачивании и хонинговании блока. На самом деле, торсионные пластины могут потребоваться на многих тонкостенных блоках (с гильзами или без них) для достижения действительно хорошей круглой и прямой поверхности отверстия. Установите стопорную пластину и прокладку головки на блок, затем затяните болты головки в соответствии со спецификацией перед хонингованием.
Измерение интерференции
Для точного определения интерференции необходимы два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке. Для измерения этих размеров вам понадобится точный микрометр наружного диаметра и микрометр внутреннего диаметра или нутромер.
Измерьте рукав сверху, посередине и снизу. Запишите числа. Затем поверните рукав на 90 градусов и снова измерьте. Усредните вместе все эти числа, чтобы рассчитать средний внешний диаметр втулки. Чем круглее рукав, тем лучше.
Чем круглее рукав, тем лучше.
Затем проделайте то же самое с каналом ствола. Измерьте верх, середину и низ, затем поверните нутромер или идентификационный микрофон на 90 градусов и повторите. Опять же, усредните числа вместе. Как и раньше, чем круглее и прямее отверстие, тем лучше. Размеры внутреннего диаметра отверстия должны быть меньше, чем размеры наружного диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из наружного диаметра втулки, чтобы определить посадку с натягом.
Простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки, а затем вбить его в брусок с помощью молотка. Возможно, это сработало много лет назад, когда размеры и зазоры не были такими важными, как сегодня, но такой процедуре установки не место в современных механических мастерских.
Рекомендуемый способ установки втулок – охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002 дюйма. Упаковка их сухим льдом или опрыскивание жидким азотом уменьшит их еще больше, обычно на 0,003 дюйма или около того. Это часто позволяет гильзам опускаться без особых усилий или без них, что снижает риск повреждения или деформации гильз. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, облегчив установку. Если вам нужно приложить усилие, чтобы вставить втулку на место, используйте оправку, чтобы запрессовать ее. Не бейте по ней молотком!
Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002 дюйма. Упаковка их сухим льдом или опрыскивание жидким азотом уменьшит их еще больше, обычно на 0,003 дюйма или около того. Это часто позволяет гильзам опускаться без особых усилий или без них, что снижает риск повреждения или деформации гильз. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, облегчив установку. Если вам нужно приложить усилие, чтобы вставить втулку на место, используйте оправку, чтобы запрессовать ее. Не бейте по ней молотком!
Вот еще один совет производителям высокопроизводительных двигателей: снимите напряжение с блока после установки гильз. Это можно сделать, установив блок на вибростол и позволив ему встряхиваться с высокой частотой в течение 15–30 минут. Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в течение длительного медленного цикла замораживания и оттаивания) — еще один метод, который может снять напряжение с блоков и уменьшить их деформацию.
Финишная обработка цилиндров
После установки втулок внутреннюю часть цилиндра можно обработать в соответствии со спецификациями. Для правильной посадки и герметизации колец требуется безопасная для колец отделка. Под дружественным к кольцам мы подразумеваем покрытие, которое обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода обкатки. Для большинства последних моделей и двигателей с высокими эксплуатационными характеристиками это означает финишное плато.
Плоскостная отделка отверстия — это то, что все типы колец в конечном итоге производят, когда они полностью установлены, поэтому чем ближе отверстие может быть предварительно обработано до состояния, подобного плато, тем меньше будут изнашиваться кольца и цилиндры при обкатке двигателя, тем лучше кольца будут герметизироваться с самого начала, и тем дольше они прослужат.
Для молибденовых колец можно использовать двухэтапный процесс хонингования для получения гладкой поверхности. Во-первых, отшлифуйте с помощью обычного абразива из карбида кремния #280. Затем закончите, слегка коснувшись отверстий камнем с зернистостью № 400 или несколько раз проведя по ним абразивным нейлоновым хонинговальным инструментом или щеткой.
Во-первых, отшлифуйте с помощью обычного абразива из карбида кремния #280. Затем закончите, слегка коснувшись отверстий камнем с зернистостью № 400 или несколько раз проведя по ним абразивным нейлоновым хонинговальным инструментом или щеткой.
Если цилиндры отшлифованы алмазными камнями, вы можете доработать отверстия более мелким алмазом, мелкозернистым керамическим абразивом или щеткой.
Если вы не наносите гладкую поверхность на цилиндры, хонингование камнями из карбида кремния #220 хорошо работает с обычными чугунными или хромированными кольцами. Используйте камни с зернистостью № 280 для колец с молибденовым покрытием или камни с зернистостью № 320–400 для молибденовых колец, если двигатель предназначен для гонок или производительности.
После хонингования цилиндров не забудьте промыть их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может быстро испортить новый набор колец.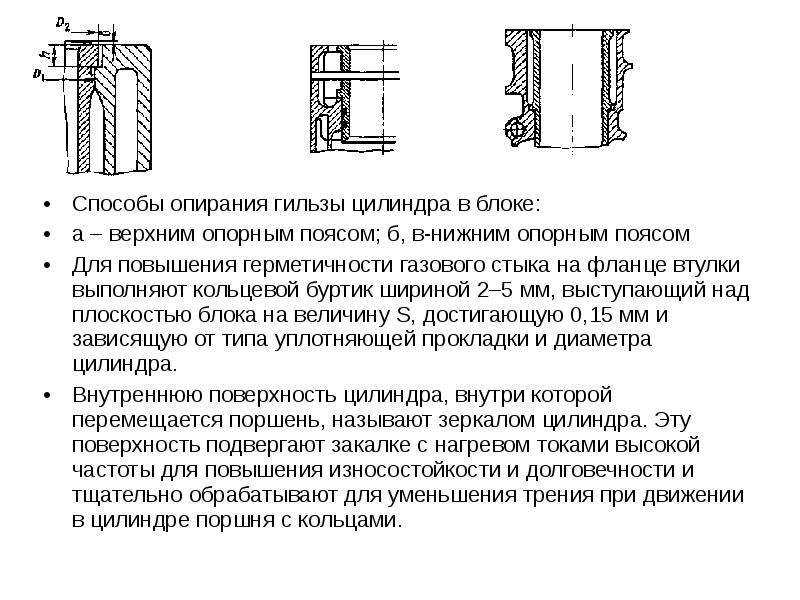
Мокрые гильзы дизельного двигателя
Если вы восстанавливаете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не имеет значения. Большинство таких вкладышей представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны обратить пристальное внимание на состояние расточенных отверстий в блоке, чтобы вкладыши правильно поддерживались, особенно если двигатель ранее был перестроен. Если расточенное отверстие, поддерживающее фланец гильзы, повреждено или подверглось коррозии, его необходимо будет заново обработать, чтобы надлежащим образом поддерживать гильзу.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может привести к набуханию уплотнения, что помешает правильной посадке вкладыша.
Если старые гильзы имеют сильный налет извести или накипи снаружи, следует очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне вкладышей, может препятствовать передаче тепла.
Все, что прилипает к внешней стороне вкладышей, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров, изготовленные из высокопрочного чугуна с индукционной закалкой или из какого-либо другого высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя. Вкладыш хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ вкладыша также должен быть правильным, чтобы прокладка головки блока цилиндров обеспечивала надлежащее уплотнение. Если одна гильза цилиндра расположена выше, чем в соседних цилиндрах, это может повлиять на герметичность.
Вкладыш гильзы цилиндра и способ изготовления из него блока цилиндров (Патент)
Вкладыш гильзы цилиндра и способ изготовления из него блока цилиндров (Патент) | ОСТИ.GOV
перейти к основному содержанию
- Полная запись
- Другое связанное исследование
В этом патенте описывается вкладыш гильзы цилиндра, отлитый на месте в блоке цилиндров из легкого сплава для двигателя внутреннего сгорания. Он содержит: по меньшей мере две в основном цилиндрические гильзы цилиндров, каждая из которых имеет верхний конец и нижний конец, внутреннюю поверхность, определяющую камеру сгорания двигателя, и внешнюю поверхность, выполненную с возможностью взаимодействия с легким сплавом в процессе литья; и мостовое средство для соединения по меньшей мере двух гильз цилиндров вдоль выровненных участков наружных поверхностей гильз цилиндров. Также описан способ изготовления блока цилиндров из легкого сплава для двигателя внутреннего сгорания, включающего вкладыш гильзы цилиндра, который отливается на месте.
Он содержит: по меньшей мере две в основном цилиндрические гильзы цилиндров, каждая из которых имеет верхний конец и нижний конец, внутреннюю поверхность, определяющую камеру сгорания двигателя, и внешнюю поверхность, выполненную с возможностью взаимодействия с легким сплавом в процессе литья; и мостовое средство для соединения по меньшей мере двух гильз цилиндров вдоль выровненных участков наружных поверхностей гильз цилиндров. Также описан способ изготовления блока цилиндров из легкого сплава для двигателя внутреннего сгорания, включающего вкладыш гильзы цилиндра, который отливается на месте.
- Изобретатели:
Филд, Н Д;
Зима, Б П
- Дата публикации:
- Идентификатор ОСТИ:
- 6951508
- Номер(а) патента:
- США 4903652; А
- Номер заявки:
- PPN: США 7-386756A
- Правопреемник:
- Ford Motor Co.
 , Дирборн, Мичиган
, Дирборн, Мичиган
 , Дирборн, Мичиган
, Дирборн, Мичиган- Тип ресурса:
- Патент
- Отношение ресурсов:
- Дата патентного файла: 31 июля 1989 г.
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 33 УСОВЕРШЕНСТВОВАННЫЕ ДВИГАТЕЛИ; ЦИЛИНДРЫ; ЛАЙНЕРЫ; ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ; СПЛАВЫ; КАСТИНГ; ДИЗАЙН; ДВИГАТЕЛИ; ИЗГОТОВЛЕНИЕ; ТЕПЛОВЫЕ ДВИГАТЕЛИ; 330100* — Двигатели внутреннего сгорания
Форматы цитирования
- ГНД
- АПА
- Чикаго
- БибТекс
Field, N L, и Winter, B P.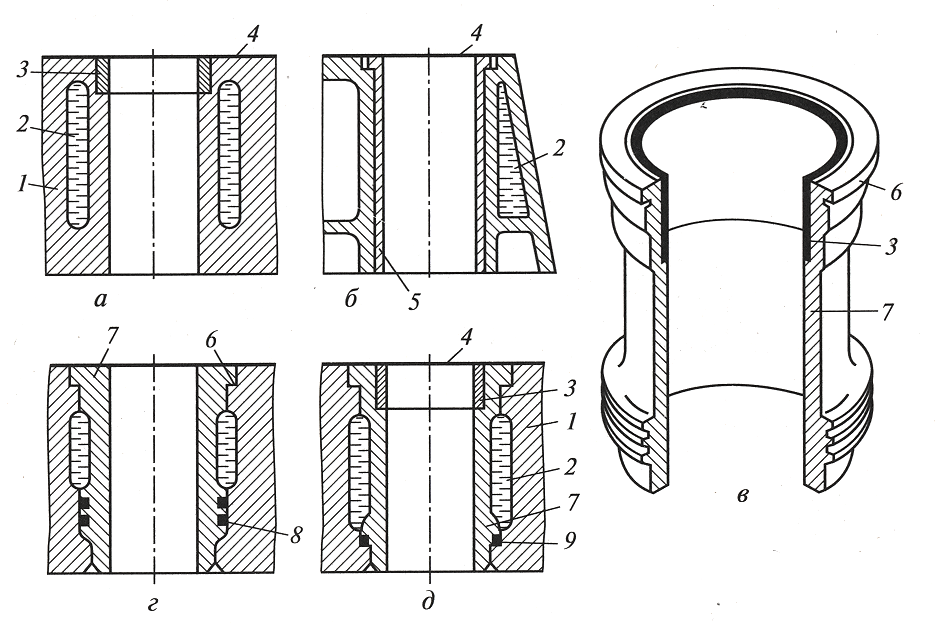 Вставка гильзы цилиндра и способ изготовления из нее блока цилиндров . США: Н. П., 1990.
Вставка гильзы цилиндра и способ изготовления из нее блока цилиндров . США: Н. П., 1990.
Веб.
Копировать в буфер обмена
Field, N L, & Winter, B P. Вставка гильзы цилиндра и способ изготовления из нее блока цилиндров . Соединенные Штаты.
Копировать в буфер обмена
Филд, Н.Л., и Винтер, Б.П., 1990.
«Вкладыш гильзы цилиндра и способ изготовления из него блока цилиндров». Соединенные Штаты.
Копировать в буфер обмена
@статья{osti_6951508,
title = {Гильза цилиндра и способ изготовления из нее блока цилиндров},
автор = {Поле, Н. Л. и Винтер, Б. П.},
abstractNote = {В этом патенте описывается вкладыш гильзы цилиндра, отлитый на месте в блоке цилиндров из легкого сплава для двигателя внутреннего сгорания. Он содержит: по меньшей мере две в основном цилиндрические гильзы цилиндров, каждая из которых имеет верхний конец и нижний конец, внутреннюю поверхность, определяющую камеру сгорания двигателя, и внешнюю поверхность, выполненную с возможностью взаимодействия с легким сплавом в процессе литья; и мостовое средство для соединения по меньшей мере двух гильз цилиндров вдоль выровненных участков наружных поверхностей гильз цилиндров. Также описан способ изготовления блока цилиндров из легкого сплава для двигателя внутреннего сгорания, включающий вставку гильзы цилиндра, которая отливается на месте.},
Он содержит: по меньшей мере две в основном цилиндрические гильзы цилиндров, каждая из которых имеет верхний конец и нижний конец, внутреннюю поверхность, определяющую камеру сгорания двигателя, и внешнюю поверхность, выполненную с возможностью взаимодействия с легким сплавом в процессе литья; и мостовое средство для соединения по меньшей мере двух гильз цилиндров вдоль выровненных участков наружных поверхностей гильз цилиндров. Также описан способ изготовления блока цилиндров из легкого сплава для двигателя внутреннего сгорания, включающий вставку гильзы цилиндра, которая отливается на месте.},
дои = {},
URL = {https://www.osti.gov/biblio/6951508},
журнал = {},
номер =,
объем = ,
место = {США},
год = {1990},
месяц = {2}
}
Копировать в буфер обмена
Полный текст можно найти в Ведомстве США по патентам и товарным знакам.
