| Главная >> Износ и способы восстановления деталей >> Современные виды наплавки | ||
Наплавка является самым распространенным способом восстановления деталей на судоремонтных и машиностроительных предприятиях. Её широкое применение объясняется высокими технико-экономическими показателями. Наплавкой можно нарастить слой практически любой толщины, различного химического состава и физико-механических свойств. Возможности наплавки ещё более расширяются с применением различных методов упрочнения. Электродуговая наплавкавключает в себя виды: под слоем флюса, в среде защитных газов и открытой дугой. Наплавка под слоем флюса рекомендуется для восстановления деталей со значительным износом. Она обеспечивает стабильное качество наплавленного металла и высокую производительность. Электроконтактная наплавкасущность которой заключается в совместном деформировании наплавляемого металла и поверхностного слоя детали, нагретых в месте деформации до пластического состояния короткими импульсами тока. Имеет перед электродуговой наплавкой ряд преимуществ: повышение производительности труда, меньшую зону термического влияния, благоприятные условия труда, низкую энергоёмкость, уменьшение расхода металла вследствие меньшего припуска на механическую обработку. В качестве наплавляемого материала могут использоваться проволока, лента, порошки. Вибродуговая наплавка основана на использовании теплоты кратковременной дуги, возникающей в момент разрыва цепи между вибрирующим с постоянной частотой и амплитудой электродом и наплавляемой поверхностью. Газовую наплавкупроводят путём расплавления пруткового или порошкового наплавочного материала в газокислородном пламени горелки. При восстановлении и упрочнении деталей широкое применение находит газовая наплавка твёрдых порошкообразных самофлюсующихся материалов. Преимуществом этого способа восстановления является возможность получения гладких равномерных по толщине слоёв наплавляемого металла с минимальным припуском на обработку. Плазменная наплавка при таком методе в качестве источника теплоты используют струю плазмы, представляющую собой сильно ионизированный газ с температурой до 15000-20000 градусов по Цельсию. Плазма образуется путём вдувания в электрическую дугу плазмообразующего газа и обжатия его струи водоохлаждаемым соплом. Лазерная наплавкаданный способ восстановления деталей осуществляют с помощью светового лазерного луча, излучаемого оптическим квантовым генератором. Благодаря узкой направленности лазерного луча и высокой плотности энергии в зоне его воздействия на материал возможно наплавлять практически любые материалы. Наиболее простой является наплавка порошковых материалов. Сущность этого процесса заключается в нанесении порошковой смеси на изношенную поверхность детали и в последующей её обработке мощным излучением (лазером). Локальная фокусировка излучения позволяет проводить наплавку труднодоступных мест. Смотрите также: | ||
[email protected] © 2013 |

 Это обеспечивается применением специальных материалов, например порошковой проволоки, в состав которой входят защитные газо- и шлакообразующие вещества.
Это обеспечивается применением специальных материалов, например порошковой проволоки, в состав которой входят защитные газо- и шлакообразующие вещества. По сравнению с электродуговой она имеет меньшую зону термического влияния и значения деформаций, позволяет получать тонкие слои наплавляемого металла (0,5 – 1,0 мм).
По сравнению с электродуговой она имеет меньшую зону термического влияния и значения деформаций, позволяет получать тонкие слои наплавляемого металла (0,5 – 1,0 мм). Может использоваться другой поток газа, окружающий струю плазмы для защиты наплавляемого слоя от воздействия атмосферы. В качестве присадочного материала используют проволоку или металлический порошок. Последний нашёл широкое применение, способствуя значительному повышению износостойкости и увеличению срока службы восстановленных деталей.
Может использоваться другой поток газа, окружающий струю плазмы для защиты наплавляемого слоя от воздействия атмосферы. В качестве присадочного материала используют проволоку или металлический порошок. Последний нашёл широкое применение, способствуя значительному повышению износостойкости и увеличению срока службы восстановленных деталей. При этом исходная структура почти не изменяется и таким образом удаётся достичь высокой износостойкости и предела усталости. Локальность и скорость наплавки являются существенным достоинством метода, поскольку исключает разогрев детали и искажение её формы. Низкая энергоёмкость, высокая производительность и незначительные потери наплавляемого материала делают лазерную наплавку перспективным способом восстановления изношенных деталей.
При этом исходная структура почти не изменяется и таким образом удаётся достичь высокой износостойкости и предела усталости. Локальность и скорость наплавки являются существенным достоинством метода, поскольку исключает разогрев детали и искажение её формы. Низкая энергоёмкость, высокая производительность и незначительные потери наплавляемого материала делают лазерную наплавку перспективным способом восстановления изношенных деталей.Наплавка металлов
ОБЩИЕ СВЕДЕНИЯ О НАПЛАВКЕ
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости.
Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости.
Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Рис.1 СХЕМА НАПЛАВКИ СЛОЕВ Рис.2 НАПЛАВКА ТЕЛ ВРАЩЕНИЯ
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3-0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис.1).
Рис.3 СМЕЩЕНИЕ ЭЛЕКТРОДА ПРИ
НАПЛАВКЕ ТЕЛ ВРАЩЕНИЯ
а — наклонно расположенным электродом
б — вертикально расположенным электродом
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис.2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии. Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис.3).
Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис.3).
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений.
Нередко такую термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
СПОСОБЫ И ТЕХНОЛОГИЯ НАПЛАВКИ
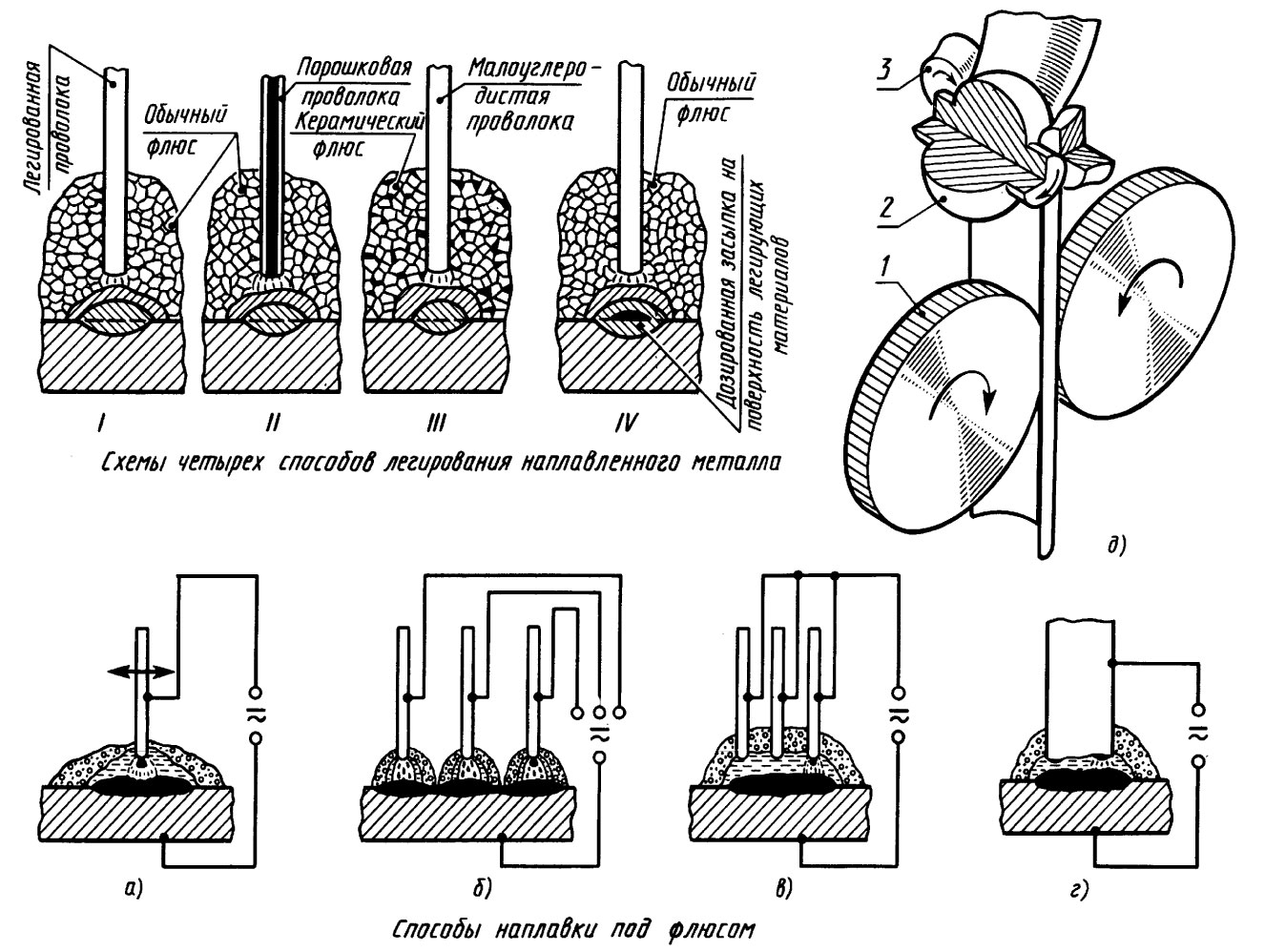
Дуговая наплавка под флюсом. Нагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из основных видов механизированной наплавки. Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис.4).
В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис.4).
Р и с. 4. СПОСОБЫ ЛЕГИРОВАНИЯ НАПЛАВЛЕННОГО МЕТАЛЛА:
a — через сварочную проволоку, б — порошковую проволоку,
в — керамический флюс, г — укладка легированной присадки
1. Применение легированной проволоки или ленты и обычных плавленных флюсов. Для наплавки используют легированные сварочные проволоки, специальные наплавочные проволоки и легированные ленты, в том числе спеченные. Наплавка производится под флюсами АН-20, АН-26 и др., которые выбирают в зависимости от состава электродного металла.
2. Применение порошковой проволоки или порошковой ленты и обычных плавленных флюсов. Порошковая проволока или лента расплавляется в дуге и образует однородный жидкий расплав. Этотспособ позволяет получить наплавленный металл с общим содержанием легирующих примесей до 40-50%. Марка порошковойпроволоки или ленты выбирается в зависимости от необходимого типа наплавленного металла и его требуемой твердости.
3. Применение обычной низкоуглеродистой проволоки или ленты и легирующих наплавленных флюсов (керамических). Этот способ позволяет ввести в наплавленный металл до 35% легирующих примесей. При наплавке наибольшее применение получили керамические флюсы АНК-18 и АНК-19, обеспечивающие хорошее формирование наплавленного металла, легкую отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин.
4. Применение обычной низкоуглеродистой проволоки или ленты и обычных плавленных флюсов с предварительной укладкой легирующих материалов на поверхность наплавляемого изделия. Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий материал расплавляется дугой и переходит в наплавленный металл.
В связи с тем что в технологии выполнения между наплавкой и сваркой много общего, для наплавки применяется то же оборудование, что и при сварке соответствующими способами.
Наплавку углеродистых и низколегированных сталей выполняют под плавленными флюсами ОСЦ-45, АН-348-А. Флюс АН-60 пригоден для одно- и многоэлектродной наплавки низкоуглеродистых и низколегированных сталей на нормальных и повышенных скоростях, а также для наплавки электродными лентами.
Наплавку легированных сталей производят под низкокремнистыми плавленными флюсами АН-22, АН-26 и др., а высоколегированные хромоникеливые стали и стали других типов с легкоокис-ляющимися элементами (титан, алюминий) — под фторидными флюсами АНФ-1 и АНФ-5.
Для предупреждения образования шлаковых включений и не-проваров в наплавленном слое при многослойной наплавке необходимо тщательно удалять шлаковую корку с предыдущих слоев.
Дуговая наплавка в защитных, газах. Наплавку в защитных газах применяют в тех случаях, когда невозможны или затруднены подача флюса и удаление шлаковой корки. Преимуществами данного вида наплавки являются визуальное наблюдение за процессом и возможность его широкой механизации и автоматизации с использованием серийного сварочного оборудования. Ее применяют при наплавке деталей в различных пространственных положениях, внутренних поверхностей, глубоких отверстий, мелких деталей и сложных форм и т. п. Технология выполнения наплавки в защитных газах во многом сходна с технологией наплавки под флюсом, отличие лишь в том, что вместо флюсовой применяют газовую защиту зоны сварки. Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дутой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному.
Ее применяют при наплавке деталей в различных пространственных положениях, внутренних поверхностей, глубоких отверстий, мелких деталей и сложных форм и т. п. Технология выполнения наплавки в защитных газах во многом сходна с технологией наплавки под флюсом, отличие лишь в том, что вместо флюсовой применяют газовую защиту зоны сварки. Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дутой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
Наплавка может производиться в углекислом газе, аргоне, гелии и азоте. Высоколегированные стали, а также сплавы на алюминиевой и магниевой основе наплавляются в аргоне или гелии. Наплавка меди и некоторых ее сплавов может производиться в азоте, который ведет себя по отношению к ней нейтрально. При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-ЗОХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-ЗОХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Недостатком способа является то, что в процессе наплавки в углекислом газе наблюдается сильное разбрызгивание жидкого металла, приводящее к налипанию брызг на мундштук и засорению сопла горелки. Кроме того, возможность сдувания газовой струи ветром затрудняет наплавку на открытом воздухе.
Дуговая наплавка порошковыми проволоками. Наплавка порошковой проволокой с внутренней защитой основана на введении в сердечник проволоки кроме легирующих компонентов также шла-кообразующих и газообразующих материалов. Применение флюсовой и газовой защиты при наплавке такой проволокой не требуется. Легирующие элементы порошковой проволоки переходят в шов, а газо- и шлакообразующие материалы создают защиту металла от азота и кислорода воздуха. В дуге тонкая пленка расплавленного шлака покрывает капли жидкого металла и изолирует их от воздуха. Разложение газообразующих материалов создает поток защитного газа. После затвердевания на поверхности наплавленного валика образуется тонкая шлаковая корка, которая может не удаляться при наложении последующих слоев. При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низко-углеродистых слоев используют сварочные проволоки типа ПП-АНЗ и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-ЗХВЗФ-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-6 (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
В дуге тонкая пленка расплавленного шлака покрывает капли жидкого металла и изолирует их от воздуха. Разложение газообразующих материалов создает поток защитного газа. После затвердевания на поверхности наплавленного валика образуется тонкая шлаковая корка, которая может не удаляться при наложении последующих слоев. При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низко-углеродистых слоев используют сварочные проволоки типа ПП-АНЗ и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-ЗХВЗФ-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-6 (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
Технология выполнения наплавки самозащитной порошковой проволокой в основном ничем не отличается от технологии наплавки в углекислом газе. Открытая дуга дает возможность точно направлять электрод, наблюдать за процессом формирования наплавляемого слоя, что имеет большое значение при наплавке деталей сложной формы. Одним из преимуществ этого способа является применение менее сложной аппаратуры по сравнению с аппаратурой, применяемой при наплавке под флюсом и защитном газе, а также возможность выполнять наплавочные работы на открытом воздухе; увеличивается производительность по сравнению с наплавкой под флюсом и в защитных газах, снижается себестоимость наплавляемого металла.
Открытая дуга дает возможность точно направлять электрод, наблюдать за процессом формирования наплавляемого слоя, что имеет большое значение при наплавке деталей сложной формы. Одним из преимуществ этого способа является применение менее сложной аппаратуры по сравнению с аппаратурой, применяемой при наплавке под флюсом и защитном газе, а также возможность выполнять наплавочные работы на открытом воздухе; увеличивается производительность по сравнению с наплавкой под флюсом и в защитных газах, снижается себестоимость наплавляемого металла.
Наплавка металлов: значение, виды и выбор
РЕКЛАМА:
Прочитав эту статью, вы узнаете: 1. Значение наплавки 2. Типы наплавки 3. Выбор процесса наплавки 4. Материал подложки 5. Выбор материала наплавки 6. Применение.
Пояснение:
Наплавка — это процесс нанесения одного металла или сплава на другой (основной металл или подложку) для улучшения его износостойких свойств, таких как сопротивление истиранию, коррозии, трению, или для достижения контроля размеров и металлургических нужд.
Процессы, обычно используемые для наплавки, представляют собой процессы сварки плавлением, такие как газовая сварка, дуговая сварка и т. д. Процесс наплавки изначально разрабатывался для нужд бурения нефтяных скважин, но в настоящее время широко используется для всех типов оборудование, инструменты и контейнеры для повышения их срока службы против износа и химического воздействия.
РЕКЛАМА:
Наплавка в равной степени применима как для производства новых изделий, так и для восстановления изношенных изделий. В обоих случаях это продлевает срок службы изделия и экономит дорогостоящий материал. Это приводит к значительным экономическим выгодам.
Типы покрытия:
Наплавка бывает разных типов, а именно плакирование, наплавка, наплавка и нанесение масла для достижения коррозионной стойкости (для химического износа), износостойкости (для физического износа), контроля размеров (для восстановления изношенных компонентов) и металлургических нужд соответственно.
Эти четыре типа методов наплавки кратко обсуждаются в этом разделе:
1. Облицовка :
ОБЪЯВЛЕНИЙ:
При наплавке толстый слой металла сварного шва, такого как нержавеющая сталь, укладывается на пластину из углеродистой или низколегированной стали, чтобы сделать ее коррозионностойкой. Покрытие должно также противостоять локальной коррозии, такой как точечная, щелевая, межкристаллитная коррозия и коррозионное растрескивание под напряжением.
Для плакирования обычно используется нержавеющая сталь или один из сплавов на основе никеля, хотя для некоторых конкретных применений также используются сплавы на основе меди, серебра и свинца.
Хотя основным преимуществом плакирования является создание недорогой коррозионностойкой поверхности, оно также сочетает в себе высокопрочный материал, такой как низколегированная сталь, для подложки с коррозионностойким материалом, таким как нержавеющая сталь. Однако, как правило, прочность материала оболочки не учитывается при проектировании компонента.
В основном плакирование применяется при производстве сосудов для химических, бумажных, нефтеперерабатывающих и атомных электростанций. Реакторы с медным покрытием используются для производства пива, которое также вызывает коррозию, в то время как предприятия пищевой промышленности и упаковки широко используют нержавеющую сталь, чтобы избежать коррозионного воздействия пищевых продуктов.
РЕКЛАМА:
2. Наплавка:
При наплавке металл наносится на другую поверхность, чтобы повысить твердость поверхности и сделать ее устойчивой к истиранию, ударам, эрозии, истиранию и кавитации. Как и в случае наплавки, прочность наплавочного слоя не учитывается в конструкции детали.
Сопротивление истиранию является наиболее важным применением наплавки. Как правило, наносится максимум три слоя упрочняющих сплавов. Поскольку чрезмерное разбавление снижает эффективность наплавки, важно избегать чрезмерного проникновения и плохого сцепления соседних валиков. Конструкция должна обеспечивать достаточную опору для покрытия, и, насколько это возможно, оно должно подвергаться нагрузке на сжатие, а не на растяжение или сдвиг. В этих условиях наплавка может эффективно доказать свои экономические преимущества.
Конструкция должна обеспечивать достаточную опору для покрытия, и, насколько это возможно, оно должно подвергаться нагрузке на сжатие, а не на растяжение или сдвиг. В этих условиях наплавка может эффективно доказать свои экономические преимущества.
Наплавка
находит широкое применение в строительном оборудовании, включая бульдозерные отвалы, скребковые отвалы и желоба для камней, а также в текстильном оборудовании и облицовке клапанов двигателей.
РЕКЛАМА:
3. Наращивание:
Наплавка — это восстановление изношенных деталей с целью восстановления их первоначальной формы и размеров. В отличие от наплавки и наплавки прочность металла шва, образующего нарост, является необходимым фактором при проектировании компонента, поскольку материал должен заменить часть исходной части компонента, которая изнашивается.
Поэтому состав и свойства наплавленного металла шва обычно аналогичны основным наплавляемым металлам.
Метод наплавки широко используется в землеройной технике, например зубья ковшей драглайнов, кромки бульдозерных отвалов и скребков восстанавливаются путем наплавки. Железные дороги также используют наплавку для восстановления износа железнодорожных колес, а также стрелочных переводов и узлов.
Железные дороги также используют наплавку для восстановления износа железнодорожных колес, а также стрелочных переводов и узлов.
РЕКЛАМА:
4. Намазывание маслом:
Промасливание — это процесс нанесения одного или нескольких слоев материала между теми металлургически несовместимыми материалами, которые по отдельности обладают совместимостью с материалом, образующим промасливающий слой. Он используется, в частности, для соединения нержавеющей стали с основным металлом из углеродистой или низколегированной стали.
Если слой масла не используется, коррозионная стойкость нержавеющей стали будет снижена, но если слой материала с высоким содержанием никеля или Ni-Cr наносится на черный металл перед нанесением высоколегированной нержавеющей стали, никакого ухудшения коррозионной стойкости не наблюдается.
Обычный пример этого процесса можно найти на атомной электростанции для соединения плакированной нержавеющей стали с патрубком из низколегированной стали, смазанным сплавом Ni-Cr-Fe, с трубопроводом из нержавеющей стали с использованием присадочного металла Ni-Cr-Fe. Его также можно использовать для соединения углеродистой стали с низколегированной сталью, когда необходимо избежать снятия напряжения с завершенного сварного шва.
Его также можно использовать для соединения углеродистой стали с низколегированной сталью, когда необходимо избежать снятия напряжения с завершенного сварного шва.
РЕКЛАМА:
Деталь можно подвергать термообработке после нанесения масла. При проектировании соединения необходимо учитывать прочность слоя смазки.
Хотя термины «наращивание» и «масло» широко используются, они не имеют официального статуса; предполагается, что к ним относится наплавка или более часто употребляемый термин облицовка.
Выбор процесса наплавки:
Выбор процесса наплавки зависит от материала подложки, типа и характера требуемого покрытия, производительности, размера и формы компонента, подлежащего наплавке, условий эксплуатации, в которые он должен быть помещен, и наличия оборудования. .
Кислородно-ацетиленовая наплавка используется для многих применений как в мастерских, так и в полевых условиях, где поглощение углерода не является проблемой. Этот процесс приводит к медленному нагреву и охлаждению подложки, поэтому вероятность развития напряжения и растрескивания меньше. Стоимость оборудования низкая. Обычно используется для нанесения специализированных кобальтовых сплавов на относительно тонкую кромку; угольные долота, например, часто наплавляются методом кислородно-ацетиленовой наплавки.
Стоимость оборудования низкая. Обычно используется для нанесения специализированных кобальтовых сплавов на относительно тонкую кромку; угольные долота, например, часто наплавляются методом кислородно-ацетиленовой наплавки.
РЕКЛАМА:
Процесс наплавки дуговой сваркой в среде защитного металла выполняется быстрее и в целом дешевле, если задействовано большое количество компонентов. Требуемая квалификация ниже, чем в случае кислородно-газовой наплавки. Однако из-за более высоких скоростей нагрева и охлаждения термические напряжения, возникающие в основном металле и наплавке, довольно высоки, что приводит к повышенной склонности к растрескиванию.
Этот процесс широко используется для ремонта и наплавки общего назначения, для которых имеются нужные электроды. Этот процесс экономичен и легко доступен в большинстве магазинов и полевых мастерских. Он находит широкое применение при наплавке фасонных деталей, деталей землеройных машин, режущих головок земснарядов, валов, инструментов и т. д.
д.
Наплавка под флюсом применяется в цехах, а не в полевых условиях. Он лучше всего подходит для применения в тех случаях, когда одни и те же или аналогичные детали наплавляются на регулярной основе, например, башмаки роликовых гусениц, барабаны, зубчатый венец экскаватора. Процесс под флюсом с использованием ленточных электродов из нержавеющей стали часто используется для наплавки атомных судов, чтобы увеличить срок их службы и снизить первоначальные затраты.
Наплавка методом FCAW может применяться в тех случаях, когда обычно используется SMAW, однако для этого требуется наличие трубчатой порошковой проволоки в намотанной форме. Его можно использовать как в цеху, так и в полевых условиях, например, для наплавки кромки ковша.
GMAW часто используется для наплавки, например, небольших валов, как в полуавтоматическом, так и в автоматическом режимах. Он также в основном используется для наплавки небольших деталей сложной формы, с которыми трудно работать, если необходимо удалить шлак между проходами. Наплавку дугой короткого замыкания, т. е. методом переноса погружением, можно с успехом применять для цилиндрических деталей диаметром от 8 до 200 мм.
Наплавку дугой короткого замыкания, т. е. методом переноса погружением, можно с успехом применять для цилиндрических деталей диаметром от 8 до 200 мм.
Процесс
GTAW используется для наплавки для укладки наплавок превосходного качества, требующих минимальной последующей обработки, например, инструментов и штампов.
РЕКЛАМА:
Метод плазменной дуговой наплавки
используется для приложений, аналогичных тем, которые обрабатываются процессом GTAW. Однако из-за очень высокой температуры плазмы его можно использовать в тех случаях, когда наплавка методом GTAW невозможна.
Метод электрошлаковой наплавки применяется для наплавки большого количества металла или для специальных применений, например, широко используется для восстановления молотков дробилок. Для этого приложения используются специальные приспособления, чтобы ускорить выполнение работы в короткие сроки.
Аварийные работы лучше всего выполнять с помощью плавки в печи при условии наличия подходящей печи для выполнения этой операции.
Материал подложки для покрытия:
В то время как выбор поверхностного материала основан на его предполагаемом использовании, выбор основного материала для использования в качестве подложки определяется не только его свариваемостью и механическими свойствами, но также структурным дизайном или формообразующими соображениями.
Для общего применения лучшим базовым материалом обычно является нелегированная углеродистая сталь с содержанием углерода от 0,20 до 0,9.5 процентов, который охватывает большую часть низко- и среднеуглеродистых сталей, а также более низкие сорта высокоуглеродистых сталей. Основной металл из простой углеродистой стали с содержанием углерода 0,45 % довольно популярен из-за хорошей свариваемости и прочности после наплавки.
Стали с содержанием углерода 0,50% или выше могут удовлетворительно наплавляться кислородно-ацетиленовым процессом из-за низкого тепловложения и длительного цикла охлаждения из-за распространения тепла. Предварительный нагрев до температуры от 260 до 315 °C необходим для предотвращения теплового удара при начальном нагреве и быстрого рассеивания тепла при наплавке дуговой сваркой в среде защитного металла.
РЕКЛАМА:
Компоненты из низколегированной стали можно наплавлять, следуя почти той же процедуре, что и для простых углеродистых сталей, имеющих аналогичную тенденцию к затвердеванию.
Для очень жесткой подложки аустенитная марганцевая сталь, широко известная как сталь Гадфильда, вероятно, является самой прочной доступной и довольно дешевой в виде отливок. Он поддается сварке и имеет предел текучести около 380 МПа.
Серые чугуны из-за их хрупкости требуют особых мер предосторожности при наплавке сплавами на стальной основе; однако применимы некоторые низкоплавкие аустенитные сплавы, сплавы на основе кобальта и сплавы на основе никеля и меди.
Белый чугун и ковкий чугун не рекомендуется использовать в качестве подложки для наплавки, так как они теряют свои основные характеристики при нагреве. Медь, латунь и бронза также не подходят в качестве подложек для наплавки.
Выбор материала покрытия:
Выбор наплавочного сплава зависит от характера износа, которому должен подвергаться наплавленный компонент во время эксплуатации.
Эти условия, вызывающие износ, обычно являются результатом следующих шести типов комбинаций:
РЕКЛАМА:
1. Истирание без сильного удара,
2. Сочетание истирания и сильного удара,
3. Качение, скольжение и контакт металл-металл,
4. Эрозия и коррозия,
5. Режущие кромки, работающие при нормальных температурах, и
6. Поверхности, подвергающиеся эксплуатации при повышенных температурах.
РЕКЛАМА:
Поверхности, подверженные истиранию без сильного удара, такие как лемехи, лопаты, тракторные катки, роторные долота для бурения нефтяных скважин, отвалы, зажимы для земснарядов и желоба для транспортировки сыпучего материала, покрыты таким материалом, как карбид хрома.
Комбинированное истирание и сильный удар встречаются в таком оборудовании, как ковши и зубья экскаваторов, конусы камнедробилки, кромка бульдозера, зубья грейфера и желоба, по которым сбрасываются тяжелые куски. Для наплавки этих компонентов лучше всего подходят полуаустенитные стали и марганцевые стали.
Винтовые конвейеры и буровые инструменты обычно защищены твердыми материалами, такими как карбиды. Нержавеющие стали используются для обеспечения коррозионной стойкости и защиты от эрозии в водяных насосах и последствиях, требующих хорошей ударопрочности.
Поверхности, подверженные качению, скольжению и металлическому контакту в таких деталях, как зубья звездочек, втулки и втулки, поверхности качения, крановые колеса и валы, которые должны работать со смазкой, могут быть покрыты аустенитной марганцовистой сталью или аустенитной нержавеющей стали, а подшипники, работающие при высоких температурах, наплавляются карбидом хрома, нержавеющими сталями, сплавами с высоким содержанием хрома и никеля.
Комбинированный эффект или эрозия и коррозия, которые встречаются в клапанах и их седлах для управления паром, водой, маслом и т. д., могут быть уменьшены и компенсированы отложениями, образующимися при наплавке аустенитными сплавами нержавеющей стали.
Режущие кромки, работающие при нормальных температурах, такие как ножницы по металлу, пробойники, измельчители кормов (фуража), инструменты для очистки земли, сверла для земли, лезвия измельчителей и т. д., должны быть покрыты материалом, обладающим самозатачивающимися свойствами; отложения карбида вольфрама хорошо служат этому условию.
д., должны быть покрыты материалом, обладающим самозатачивающимися свойствами; отложения карбида вольфрама хорошо служат этому условию.
РЕКЛАМА:
Поверхности, подвергающиеся воздействию высоких температур, такие как, например, седла клапанов двигателей, штампы для горячего волочения или горячего формования и т. д., требуют ударной вязкости, жаропрочности, сопротивления ползучести, стойкости к окислению и эрозионной стойкости выхлопными газами. Наплавочным материалом, наиболее подходящим для этих применений, являются сплавы Cr-Co-W, аустенитные стали, мартенситные стали со средним содержанием углерода и сплавы типа Ni-Cr-Mo.
Области применения:
Наплавка в равной степени применима как для производства новых, так и для восстановления изношенных компонентов. В обоих случаях это продлевает срок службы изделия и экономит дорогостоящие материалы.
Существует бесчисленное множество инженерных продуктов, которые регулярно появляются на поверхность, чтобы поддерживать их в рабочем состоянии до тех пор, пока это не станет экономически выгодным.
В частности, наплавка используется при производстве или утилизации следующих типов оборудования:
1. Части сельскохозяйственного и землеройного оборудования, такие как опорные валки тракторов, зубья рукояти, плужные лапы, буровые конусы, цапфы бульдозеров, ковши драглайнов, культиваторные лапы, копательные анусы и т. д.
2. Оборудование для дробления угля и цемента и металлургические заводы, такие как формы, щеки дробилок, конусы доменных печей, дробильные валки и молоты, конвейерные шнеки, шнеки для извлечения угля, лопасти асфальтосмесителей и т. д.
3. Кузнечно-прессовые детали, такие как штампы, штампы и т. д.
4. Буровые установки и резцы угля, например, буровые долота, резцы и т. д.
5. Режущие инструменты, такие как блюминги, инструменты для резки, сверления, развертывания и фрезерования и т. д.
6. Валки прокатные.
7. Ободья железнодорожных колес, стрелочные переводы, соединения и крестовины.
8. Клапаны и седла клапанов двигателей внутреннего сгорания.
Клапаны и седла клапанов двигателей внутреннего сгорания.
9. Сосуды под давлением и резервуары для хранения.
10. Ножи и режущие инструменты, такие как измельчитель кормов (для фуража), грейдерные ножи, ножи для измельчения мопсов и т. д.
10 лучших методов наплавки
РЕКЛАМА:
Эта статья проливает свет на десять лучших методов наплавки. Методы: 1. Наплавка кислородно-ацетиленовой сваркой 2. Наплавка SMAW 3. Наплавка GMAW 4. Наплавка FCAW 5. Наплавка GTAW 6. Плазменно-дуговая наплавка 7. Наплавка SAW 8. Плавление в печи 9. Электрошлаковая наплавка 10. Наплавка методом погружения.
Способ №1. Наплавка кислородно-ацетиленовой сваркой:
Процесс кислородно-ацетиленовой сварки, схематично показанный на рис. 18.1, можно использовать для наплавки с помощью портативного и относительно недорогого оборудования. Этот процесс характеризуется более медленными скоростями нагрева и охлаждения основного металла, что приводит к очень небольшому растворению наплавки основным металлом, а также способствует большей точности укладки.
В результате получается гладкая, точная и очень качественная наплавка. Можно зашпаклевать малюсенькие участки. Канавки и углубления могут быть точно заполнены, а очень тонкие слои могут быть гладко нанесены. Предварительный нагрев и медленное охлаждение кислородно-ацетиленового метода наплавки сводят к минимуму растрескивание даже в случае очень износостойких, но хрупких наплавок.
РЕКЛАМА:
Большинство наплавочных металлов наносятся путем уменьшения пламени, поскольку это предотвращает потерю углерода. С практикой и опытом оператор может выбрать размер наконечника и тип используемого сварочного пламени, но, как правило, на один размер больше, чем необходимо для сварки плавлением основного металла той же толщины, будет достаточно.
Использование флюса редко требуется для большинства сплавов. Используемый наплавочный материал обычно представляет собой литой стержень хорошего качества. Типичным применением процесса является нанесение высокоуглеродистого присадочного металла с низкой температурой плавления, такого как железо с высоким содержанием хрома или сплав хром-кобальт-вольфрам, на низко- или среднеуглеродистую сталь, имеющую высокую температуру плавления.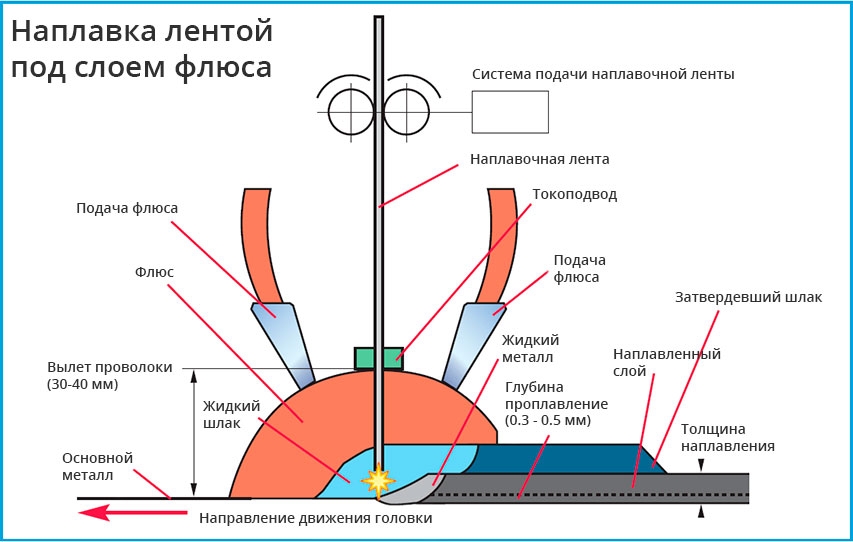
От оператора требуется высокий уровень навыков газовой сварки для нанесения высококачественного поверхностного слоя, поскольку неправильная регулировка пламени или манипуляции, а также чрезмерное количество оксида могут привести к дефектам. Кислородно-ацетиленовое покрытие также имеет низкую скорость осаждения. Несмотря на эти ограничения, процесс хорошо зарекомендовал себя для наплавки паровых клапанов, автоматических клапанов дизельных двигателей, цепных пил, плужных сошников и других сельскохозяйственных орудий.
РЕКЛАМА:
Кислородно-ацетиленовая наплавка также может выполняться с использованием порошкового материала. В этом случае газосварочная горелка снабжена бункером для порошка и устройством подачи порошка. Таким образом, этот процесс можно использовать для осаждения всех металлов, доступных в виде порошка, для получения гладкого, тонкого покрытия без пор за один проход.
Кислородно-ацетиленовый метод наплавки может применяться в полуавтоматическом режиме при необходимости наплавки большого количества однотипных деталей, которые могут располагаться в последовательности; например, облицовка клапанов грузовиков и двигателей с использованием литых сварочных стержней, полученных путем стыковой сварки более коротких деталей. В другом применении заполненные карбидом вольфрама сварочные стержни используются для наплавки молотков комбикормовых заводов, которые устанавливаются последовательно, чтобы обеспечить большую плоскую поверхность.
В другом применении заполненные карбидом вольфрама сварочные стержни используются для наплавки молотков комбикормовых заводов, которые устанавливаются последовательно, чтобы обеспечить большую плоскую поверхность.
Способ №2. Наплавка SMAW:
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) является одним из самых простых способов сварки, который можно использовать для наплавки, как схематично показано на рис. 18.2. Покрытые электроды используются для нанесения необходимого металла, а покрытие при обжиге обеспечивает необходимую защиту от вредного воздействия атмосферных газов. Покрытие также можно использовать для добавления легирующих элементов и повышения чистоты металла шва.
Источником питания, используемым при наплавке СМДП, является низковольтный сильноточный трансформаторный выпрямительный агрегат или мотор-агрегат для постоянного тока и сварочный трансформатор для питания переменного тока.
РЕКЛАМА:
Процесс ручной, при наплавке сварщик покрывает площадь, подлежащую наплавке, требуемым числом проходов, используя технику стрингерных валиков, для получения необходимой толщины наплавки. Ход процесса может легко наблюдать оператор, который без особого труда может покрыть даже неравномерные участки.
Ход процесса может легко наблюдать оператор, который без особого труда может покрыть даже неравномерные участки.
Толщина покрытия не ограничена, за исключением случаев, когда некоторые сплавы проявляют склонность к растрескиванию при нанесении более чем в два слоя. В таких случаях сварщик наносит на участок достаточное количество слоев, так что требуется лишь несколько слоев для нанесения указанного твердосплавного материала. Этот процесс широко используется для плакирования, наплавки, наплавки и смазывания.
Основными преимуществами наплавки методом SMAW являются доступность оборудования, возможность закупки расходных материалов для наплавки в небольших количествах и возможность нанесения наплавок из многих сплавов в различных положениях сварки. Самым большим ограничением процесса является низкая скорость осаждения, обычно варьирующаяся от 0-5 до 2-0 кг в час при высокой степени разбавления от 30 до 50 процентов.
РЕКЛАМА:
Наплавка методом SMAW может выполняться на основном металле из углеродистых и низколегированных сталей, высоколегированных сталей и многих цветных металлов толщиной от 5 до 450 мм или выше. Используемые наплавочные материалы включают железные сплавы для упрочнения, такие как низколегированные и высоколегированные стали, нержавеющие стали, сплавы на основе никеля, кобальта и меди, а также композиты в виде трубчатых электродов. Этот процесс наиболее подходит для небольших месторождений или для вскрытия полей, где портативность оборудования является большим преимуществом.
Используемые наплавочные материалы включают железные сплавы для упрочнения, такие как низколегированные и высоколегированные стали, нержавеющие стали, сплавы на основе никеля, кобальта и меди, а также композиты в виде трубчатых электродов. Этот процесс наиболее подходит для небольших месторождений или для вскрытия полей, где портативность оборудования является большим преимуществом.
Способ №3. Наплавка GMAW:
Оборудование
для газовой дуговой сварки металлическим электродом (GMAW) можно удобно использовать для операции наплавки, рис. 18.3, с более высокой скоростью наплавки, чем достигается в процессе SMAW.
Постоянный ток В этом процессе обычно используется источник питания с непрерывной или импульсной подачей тока, в котором используется тонкая проволока диаметром от 0-9 до 1-6 мм. В зависимости от плотности тока и режима подачи может быть достигнут желаемый режим переноса металла, а именно: короткое замыкание, шаровидный, струйный или импульсный тип. С точки зрения наплавки способ переноса металла может влиять на разбавление и профиль валика. Сварочная ванна защищена от атмосферных газов с помощью аргона, гелия или углекислого газа в качестве защитного газа.
С точки зрения наплавки способ переноса металла может влиять на разбавление и профиль валика. Сварочная ванна защищена от атмосферных газов с помощью аргона, гелия или углекислого газа в качестве защитного газа.
РЕКЛАМА:
В режиме короткого замыкания перенос металла происходит при гашении дуги со скоростью от 20 до 200 раз в секунду, в результате чего скорость наплавки несколько выше, чем при SMAW, а разжижение и искажения сведены к минимуму. Этот способ переноса металла предпочтителен для внештатной наплавки.
Более высокие плотности тока могут привести к глобулярному или аэрозольному переносу металла с повышенным проникновением и, как следствие, к более сильному разбавлению нанесенного материала. Эти условия могут быть достигнуты либо за счет увеличения тока, либо за счет использования присадочной проволоки меньшего диаметра.
Метод импульсной дуги подходит для наплавки вне заданного положения и для металлов с более высокой текучестью. Скорость наплавки аналогична скорости, полученной при переносе металла шариками, и хорошей стабильности дуги, как в режиме распыления.
Для увеличения скорости наплавки до 50% в сварочную ванну подается вспомогательная присадочная проволока, что также приводит к уменьшению провара и разбавлению вследствие поглощения энергии дуги дополнительным присадочным материалом. Типичным применением этого процесса является обвязка артиллерийских снарядов скользящим металлом, где требуется разбавление менее 3 процентов.
РЕКЛАМА:
Вылет электрода является важным параметром при наплавке методом GMAW, который может варьироваться от 8-кратного диаметра электрода до почти 50 мм. Длинный вылет приводит к более высокой скорости наплавки из-за заживления I 2 R (джоулев нагрев), снижает силу дуги с последующим испарением загрязнений с электродов. Изношенный контактный наконечник может непреднамеренно привести к увеличению вылета.
Наплавка методом GMAW может выполняться либо стрингером, либо ткачеством. Различные узоры плетения и их влияние на профиль и растворение бусинки показаны на рис. 18. 4. Генераторы для плетения могут быть механическими или электронными. Стрингерный валик приводит к более глубокому проплавлению и повышенному разбавлению из-за более высокой силы дуги, которая вызывает копающее действие, в то время как плетение приводит к чрезмерному расплавлению металла между электродом и основным металлом, что вызывает амортизирующий эффект и, таким образом, поверхностное проникновение.
4. Генераторы для плетения могут быть механическими или электронными. Стрингерный валик приводит к более глубокому проплавлению и повышенному разбавлению из-за более высокой силы дуги, которая вызывает копающее действие, в то время как плетение приводит к чрезмерному расплавлению металла между электродом и основным металлом, что вызывает амортизирующий эффект и, таким образом, поверхностное проникновение.
Основной металл, наплавленный методом GMAW, обычно имеет предел прочности при растяжении до 620 МПа, и этот процесс подходит для заводской и полевой наплавки крупных компонентов с отложениями из высоколегированных сталей, сплавов хромистой нержавеющей стали, никеля и сплавов на основе никеля, меди и сплавы на основе меди, титан и сплавы на основе титана, а также кобальт и сплавы на основе кобальта.
Способ №4. Наплавка FCAW:
РЕКЛАМА:
Установка, показанная на рис. 18.5, и параметры процесса для наплавки методом FCAW такие же, как и для наплавки методом GMAW, за исключением того, что присадочная проволока и подающие ролики отличаются.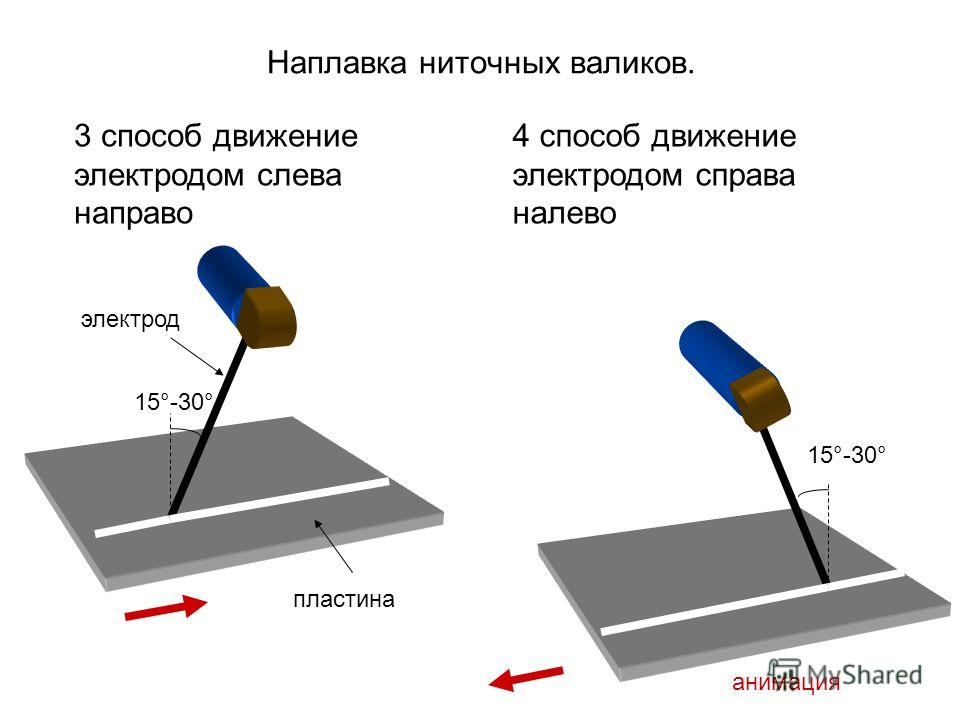
Используемый наполнитель для трубчатых электродов содержит флюс и может также содержать легирующие элементы в виде порошка. Флюс при горении обеспечивает необходимый защитный газ и шлак для защиты расплавленного металла. Если дополнительный защитный газ не используется, процесс называется самозащитным FCAW, защитным газом при использовании часто является CO 2 или смесь аргона и CO 2 . CO 2 экранирование приводит к короткому замыканию или глобулярному режиму переноса металла, в то время как режим распыления также возможен с Ar-CO 2 смесь. В целом, наплавка FCAW дает большее разбавление и более высокую скорость осаждения, чем наплавка GMAW.
Основным преимуществом наплавки методом FCAW является то, что состав наплавки можно легко и точно контролировать, а ограничения заключаются в том, что в процессе образуется шлак, который необходимо удалить перед наплавкой следующего валика, и это по сравнению со сплошной проволокой, порошковой электроды труднее подавать вокруг малых радиусов.
Наплавка методом FCAW используется в основном для наплавки материалов на основе черных металлов, так как порошковая проволока пока недоступна для других металлов и сплавов. Однако для некоторых сплавов электроды с флюсовой сердцевиной являются единственными доступными электродами, поскольку эти сплавы нелегко волочить в форму проволоки.
Способ №5. Наплавка методом GTAW:
В этом процессе используется то же оборудование, что и для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Аргон или гелий используются в качестве защитного газа для защиты вольфрамового электрода и металлического осадка от окислительного воздействия кислорода воздуха. Наплавляемый материал обычно доступен в виде кованых, трубчатых или литых сварочных стержней, которые используются без флюса. Этот процесс медленный, но наносятся накладки отличного качества.
РЕКЛАМА:
Наплавка методом GTAW обычно выполняется вручную, как показано на рис. 18.6. Однако его можно использовать и в автоматическом режиме. Для повышения эффективности наплавки в ванну жидкого металла подается нагретый наполнитель. Автоматическое оборудование часто снабжено приспособлением для колебания дуги.
18.6. Однако его можно использовать и в автоматическом режиме. Для повышения эффективности наплавки в ванну жидкого металла подается нагретый наполнитель. Автоматическое оборудование часто снабжено приспособлением для колебания дуги.
Используемые присадочные проволоки имеют диаметр от 0,8 мм до 4,8 мм, однако иногда также может использоваться наполнитель в виде порошка или гранул. Типичным применением гранул карбида вольфрама является наплавка соединений бурильных труб. Частицы карбида остаются практически нерастворенными и плотно прилегают к поверхности трубы.
Наплавка методом GTAW возможна во всех положениях, однако положение сильно влияет на растворение сварного шва. В этом процессе используются как стрингеры, так и плетеные валики, однако последний дает минимальное разбавление.
Почти все основные конструкционные материалы могут быть обработаны методом GTAW с толщиной основного металла, как правило, от 5 до 100 мм, хотя более толстые основные металлы также могут быть обработаны. С помощью этого процесса можно осаждать все хорошо известные сплавы для наплавки, включая высоколегированные стали, хромистые нержавеющие стали, никель и сплавы на основе никеля, медь и сплавы на основе меди, а также кобальт и сплавы на основе кобальта.
С помощью этого процесса можно осаждать все хорошо известные сплавы для наплавки, включая высоколегированные стали, хромистые нержавеющие стали, никель и сплавы на основе никеля, медь и сплавы на основе меди, а также кобальт и сплавы на основе кобальта.
Способ № 6. Плазменно-дуговая наплавка:
Для плазменно-дуговой наплавки используется то же оборудование, что и для плазменно-дуговой сварки, как в режиме переноса дуги (при котором дуга зажигается между вольфрамовым электродом и заготовкой), так и в режиме без переноса (при котором дуга зажигается между вольфрамовым электродом и наконечник горелки). Он используется для плакирования и наплавки с использованием присадочного металла в виде горячей проволоки и порошка соответственно.
ОБЪЯВЛЕНИЙ:
При плазменной наплавке горячей проволокой, показанной на рис. 18.7, две системы комбинируются для достижения желаемого наложения. Одна система нагревает присадочную проволоку до температуры плавления и укладывает ее на поверхность основного металла, а вторая система, состоящая из плазменной горелки, плавит основной металл и присадочный металл и сплавляет их вместе.
Объединение двух систем обеспечивает минимальное растворение и деформацию основного металла. Этот метод наплавки используется для плакирования сосудов под давлением и других подобных компонентов нержавеющими сталями, сплавами на основе никеля и многими типами бронзы. Можно сделать поверхность отличного качества, которая может потребовать минимальной отделки.
Однако это дорогостоящий метод, поскольку стоимость оборудования высока, а так как он используется в механизированном или автоматическом режиме нанесения, поскольку горячая проволока должна всегда находиться в контакте с расплавленной ванной, чтобы проводить ток предварительного нагрева через присадочный стержень. .
В процессе плазменно-дуговой порошковой наплавки, показанном на рис. 18.8, используются доступные сверхвысокие температуры от 5500 до 22000 °C для нанесения материалов для твердосплавного покрытия. Наплавки, полученные с помощью этого процесса, однородны и должным образом сплавлены с основным металлом, а по качеству и металлургической структуре хорошо сравнимы с наплавкой методом GTAW. Процесс выполняется в нижнем положении. Хотя подвод тепла к основному металлу невелик по сравнению с другими процессами наплавки, вполне можно ожидать некоторой деформации.
Процесс выполняется в нижнем положении. Хотя подвод тепла к основному металлу невелик по сравнению с другими процессами наплавки, вполне можно ожидать некоторой деформации.
Основными преимуществами плазменно-дуговой порошковой наплавки являются возможность наплавки широкого спектра материалов для твердосплавного покрытия, включая огнеупоры, пригодность для наплавки основных металлов с низкой температурой плавления, превосходный контроль толщины наплавки и тщательный контроль за чистотой поверхности для сведения к минимуму последующей механической обработки. Однако стоимость оборудования высока, поскольку оно связано с высокими технологиями.
РЕКЛАМА:
Наплавочные материалы, нанесенные методом плазменной порошковой наплавки, включают материалы на основе кобальта, никеля и железа. Поскольку процесс полностью механизирован, он особенно подходит для высокопроизводительной твердосплавной наплавки новых деталей, таких как детали клапана управления потоком, замки для инструментов, шнеки экструдера и детали газонокосилок.
Способ № 7. Наплавка ПАВ:
Благодаря своим многочисленным преимуществам одноэлектродный процесс под флюсом, показанный на рис. 18.9, является наиболее широко используемым автоматическим методом наплавки. Из-за используемых высоких токов это приводит к очень высокой скорости осаждения.
Наплавки, нанесенные этим способом, отличаются высоким качеством и чаще всего безупречны, обладают высокой прочностью, ударной вязкостью или стойкостью к истиранию. Покрытие из флюса также исключает вероятность разбрызгивания и ультрафиолетового излучения. Однако из-за концентрации тепла отложения обычно имеют более глубокое проникновение и, следовательно, более сильное разбавление.
Таким образом, полные свойства наплавки не достигаются до тех пор, пока не будут нанесены два или более слоев. Иногда для уменьшения проплавления и разбавления добавляют дополнительный присадочный металл в виде проволоки или полосы; полосы используются в основном для нержавеющей стали или сплавов на основе никеля.
РЕКЛАМА:
В варианте процесса порошковый наплавочный материал подается на основной металл перед флюсом, как показано на рис. 18.10. Дуга плавит основной металл, электрод и присадочный металл, соединяя их вместе, образуя наплавку. Переплетение электрода приводит к снижение проникновения и разбавления.
Основные металлы, используемые для наплавки методом SAW, включают углеродистые и низколегированные стали, нержавеющие стали, чугун, никель и сплавы на его основе толщиной от 15 мм до 450 мм. В качестве наплавочных материалов наиболее часто используются высоколегированные стали, аустенитные стали, сплавы на основе никеля, сплавы на основе меди и сплавы на основе кобальта.
Скорость наплавки, достигаемая с помощью одного электрода с наплавленным валиком, составляет около 6,5 кг в час, в то время как технология осцилляции может повысить скорость наплавки примерно до 12 кг в час с шириной валика до 9 мм.0 мм. Кроме того, если для наплавки используются два электрода, как показано на рис. 18.11, скорость осаждения может быть увеличена почти до 12 кг в час при разбавлении от 10 до 20 процентов.
18.11, скорость осаждения может быть увеличена почти до 12 кг в час при разбавлении от 10 до 20 процентов.
Устройство, показанное на рис. 18.11, называется методом последовательной наплавки под флюсом. В этой установке используются две сварочные головки с одним источником переменного тока. или постоянный ток источник питания, подключенный между ними таким образом, чтобы соединить две дуги последовательно. Каждая дуга имеет разную полярность, поэтому две дуги имеют тенденцию расходиться друг от друга. Поперечные колебания сварочных головок могут использоваться для минимизации разбавления. Источник питания постоянного тока предпочтителен для нанесения материала с равномерным проникновением.
РЕКЛАМА:
Используемые флюсы также влияют на разбавление, скорость осаждения и толщину покрытия. Однако флюс, подходящий для наплавки под флюсом с одним электродом, может не подходить для многоэлектродного или ленточного электрода. Таким образом, выбор флюса является важным фактором при наплавке под флюсом для получения качественного покрытия.
Дуговая наплавка под флюсом с ленточным электродом, показанная на рис. 18.12, позволяет наносить относительно тонкий плоский наплавочный слой со скоростью до 45 кг в час с разбавлением, которое может составлять от 10 до 15 процентов. Используемые полосы обычно имеют толщину 1 мм, ширину 50 мм или 200 мм при использовании в качестве электрода, тогда как для использования в качестве наполнителя они могут иметь толщину от 1,25 до 1,5 мм и ширину около 40 мм.
Нормальная текущая установка составляет 1200 А при 32 В и скорости перемещения около 40 см/мин, что обеспечивает толщину покрытия около 4-5 мм. Тем не менее, отложения толщиной от 4 до 9 мм можно укладывать, изменяя скорость наплавки и скорость подачи электрода. Расход флюса снижен примерно на одну треть по сравнению с расходом флюса с обычными электродами. Источники питания с постоянным потенциалом как с переменным током, так и с или постоянный ток (с любой полярностью).
Наплавка под флюсом может быть выполнена со всеми материалами, имеющимися в виде намотанной проволоки; однако он наиболее популярен для ферросплавов. Он лучше всего подходит для тяжелой наплавки больших сосудов под давлением, резервуаров, пластин, рельсов, которые можно привести в горизонтальное положение для наплавки.
Он лучше всего подходит для тяжелой наплавки больших сосудов под давлением, резервуаров, пластин, рельсов, которые можно привести в горизонтальное положение для наплавки.
Способ № 8. Плавление в печи:
Некоторые легкодоступные запатентованные сплавы для твердосплавного покрытия продаются в виде пасты или металлической ткани, которые можно наносить на поверхность основного металла и расплавлять в печи для образования твердосплавного покрытия. Схематическое изображение установки плавки печи приведено на рис. 18.13.
Поверхностный материал просто наносится на подложку и оплавляется в печи при температуре, достаточной для плавления нанесенного материала, которая обычно составляет от 870 до 1150 °C. Эти материалы для покрытия обычно представляют собой композиты, такие как карбид вольфрама, удерживаемый в связующем с низкой температурой плавления, подобно припою.
Припой образует матрицу для твердосплавного материала и обеспечивает сцепление с подложкой. Наплавки, сделанные плавлением в печи, могут иметь толщину до 2 мм и обычно наносятся на черный металл, хотя также могут использоваться подложки из других материалов.
Наплавки, сделанные плавлением в печи, могут иметь толщину до 2 мм и обычно наносятся на черный металл, хотя также могут использоваться подложки из других материалов.
Способ № 9. Электрошлаковая наплавка:
Электрошлаковый процесс наплавки применяется в тех случаях, когда необходимо наплавить большое количество металла толщиной от 10 до 12 мм. Наплавка, выполненная этим процессом, получается гладкой и даже не требует постобработки.
Как и при сварке, наплавку электрошлаковым способом осуществляют в вертикальном положении с наплавкой, формируемой стационарными или подвижными блоками из меди, графита или керамического материала. Схематические изображения наплавки плоских, цилиндрических и конических деталей электрошлаковым способом представлены на рис. 18.14. Форма размещается на или вокруг компонента, подлежащего наплавке, с зазором между формой и заготовкой, равным толщине наплавки. Один или несколько электродов подаются в плавильное пространство с помощью направляющей, чтобы обеспечить необходимый металл для наплавки.
Порядок и технология наплавки электрошлаковым способом аналогичны электрошлаковой сварке. Для наплавки плоской детали в работу подается электрод, а для цилиндрической и конической детали электрод переплетается по всей окружности; в качестве альтернативы электрод подается только вниз, в то время как работа вращается вокруг своей оси вместе с формой.
При электрошлаковой наплавке легирующие элементы наплавки получают только из электрода, который может быть в виде твердой или порошкообразной проволоки, пластины или стержня большого диаметра. Поэтому материал электрода выбирается таким образом, чтобы получить осадок желаемого химического состава.
Способ № 10. Наплавка погружным переносом:
Метод наплавки методом погружения или короткого замыкания состоит в том, что вращающееся устройство заготовки и подаваемый к нему электрод заставляют перемещаться к заготовке и от нее со скоростью от 5 до 100 раз в секунду. Осевые колебания электрода приводят к многократному короткому замыканию дуги, что повышает стабильность процесса. Перед тем, как электрод коснется ванны расплавленного металла на изделии, дуга образует каплю расплавленного металла на конце электрода, которая переносится на изделие, образуя осадок, когда электрод погружается в ванну расплавленного металла.
Перед тем, как электрод коснется ванны расплавленного металла на изделии, дуга образует каплю расплавленного металла на конце электрода, которая переносится на изделие, образуя осадок, когда электрод погружается в ванну расплавленного металла.
На рис. 18.15 показано схематическое изображение наплавки погружением. Хорошо очищенная от ржавчины, жира и грязи работа устанавливается между центрами токарного станка и вращается с нужной скоростью. Поверхностный ток подается на электродную проволоку, обычно диаметром от 1,5 до 2,5 мм, от источника постоянного тока. источник питания, и провод подается с желаемой скоростью и заставляет колебаться либо электромагнитным, либо механическим вибратором.
Защита расплавленного металла от реакции с атмосферными газами осуществляется подачей охлаждающей жидкости с расходом от 2 до 5 л/мин. Охлаждающая жидкость может содержать ионизирующие компоненты для повышения стабильности дуги. Чаще всего в качестве охлаждающей жидкости используется 5%-й раствор кальцинированной соды или 20%-й водный раствор глицерина.