

Содержание
Виды резьбовых соединений: метрическая, дюймовая, трубная
Автор статьи: pkmetiz.ru
Содержание
- 1 Назначение и виды резьбовых соединений
- 2 Метрическая резьба
- 3 Дюймовая резьба
- 4 Трубная резьба
- 5 Трапецеидальная
- 6 Упорная резьба
- 7 Круглая резьба «Эдисона»
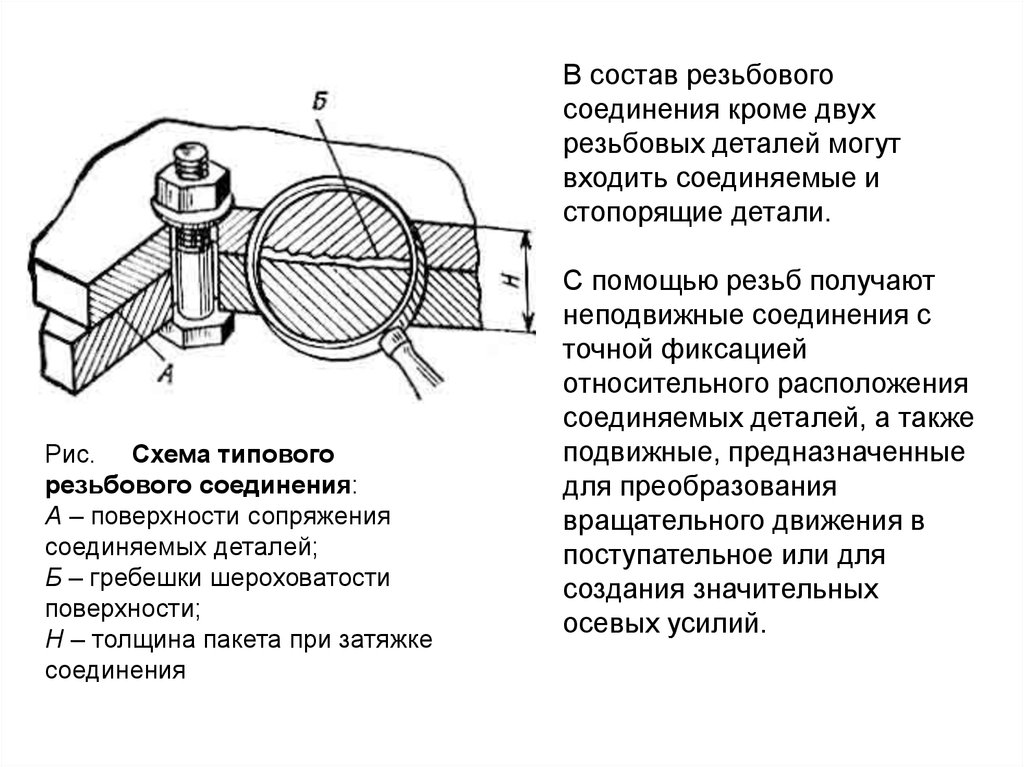
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.


Для использования при изготовлении и монтаже деталей необходимо знать существующие виды и параметры резьбовых соединений.
Назначение и виды резьбовых соединений
Резьбовые соединения любых видов резьб выполняют несколько основных функций. Основным назначением является обеспечение плотного соединения стыкуемых деталей с достижением необходимого значения. Кроме того, обеспечивается фиксация деталей в заданном положении, предотвращается возможность их смещения при эксплуатации конструкции или механизма. Еще одним распространенным назначением резьбовых соединений является обеспечение заданного расстояния между деталями.
Классификация соединений этого типа осуществляется по нескольким параметрам. При этом она имеет большое значение, поскольку от вида резьбовых соединений зависит их область применения, особенности эксплуатации, нормы отбраковки.
В зависимости от способа исполнения различают соединения, которые выполняются посредством крепежных элементов и непосредственные соединения. В первом случае монтаж выполняется при помощи болтов, шпилек, гаек, винтов и других вспомогательных элементов. Непосредственное соединение монтируется путем скручивания друг с другом соединяемых элементов, например, труб с нарезанной резьбой.
В первом случае монтаж выполняется при помощи болтов, шпилек, гаек, винтов и других вспомогательных элементов. Непосредственное соединение монтируется путем скручивания друг с другом соединяемых элементов, например, труб с нарезанной резьбой.
В зависимости от формы поверхности различают цилиндрические и конические резьбы. Оба этих типа резьб могут быть наружными и внутренними. По направлению витков нарезка может быть левой или правой.
Ключевым параметром для классификации является тип профиля нарезки. По этому признаку выделяют следующие виды резьбовых соединений деталей:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- трапецеидальная;
- упорная;
- круглая.
Рассмотрим эти типы более подробно.
Метрическая резьба
Самым распространенным видом резьбовых соединений является метрическая резьба. Ее профиль выполняется в соответствии с ГОСТ 9150-81 в форме равностороннего треугольника с углом 60°. Шаг метрической резьбы может составлять 0,25-6 мм, а внешний диаметр — от 1 мм до 600 мм. Такой тип резьбового соединения применяется при изготовлении большинства крепежных деталей.
Шаг метрической резьбы может составлять 0,25-6 мм, а внешний диаметр — от 1 мм до 600 мм. Такой тип резьбового соединения применяется при изготовлении большинства крепежных деталей.
Кроме того, применяется коническая метрическая резьба с диаметром 6–60 мм конусностью 1:16. Этот тип нарезки позволяет выполнять герметичные соединения. При ее использовании достигается стопорение крепежа, что исключает необходимость применения стопорных гаек.
Дюймовая резьба
Дюймовая резьба имеет профиль в форме равнобедренного треугольника со значением угла 55°, что отличает ее от формы профиля метрической нарезки. Диаметры резьбы измеряются в дюймах. Шаг определяется в количестве витков на 1 дюйм длины резьбовой части изделия. В промышленности применяются резьбовые соединения с наружным диаметром от 3/16 до 4 дюймов с числом витков на один дюйм от 3 до 28. Этот тип нарезки широко применяется на деталях трубопроводов, а также на крепеже производства США, Великобритании и ряда других стран.
Также выпускаются изделия с конической дюймовой резьбой. Благодаря конической форме достигается улучшенная герметичность соединения, что позволяет не использовать уплотнительные элементы. Коническая дюймовая нарезка широко применяется при прокладке напорных трубопроводов малого диаметра в гидравлических системах.
Трубная резьба
Трубная цилиндрическая резьба выполняется по ГОСТ 6357-81. Она имеет профиль в форме равнобедренного треугольника, угол наклона гребней составляет 55°. Верхние грани гребней скруглены. Благодаря этому устраняются дополнительные зазоры в зоне выступов и впадин, что обеспечивает повышенную герметичность соединения. Трубная резьба относится к дюймовым. Ее диаметр составляет от 1/16 до 6 дюймов, а шаг — от 11 до 28 витков.
По сравнению с другими видами дюймовых резьб шаг трубной резьбы сокращен. Уменьшенный шаг позволяет не допустить критического сокращения толщины стенки трубы, что необходимо для сохранения прочностных характеристик трубопровода.
Трубная резьба может быть цилиндрической и конической. В последнем случае ее конусность определяется соотношением 1:16.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Упорная резьба
Упорная резьба в соответствии с ГОСТ 10177-82 имеет профиль в виде неравнобокой трапеции. Угол наклона одной грани гребня составляет 3°, а второй грани — 30°. Этот тип применяют для крепежных элементов диаметром от 10 мм до 600 мм.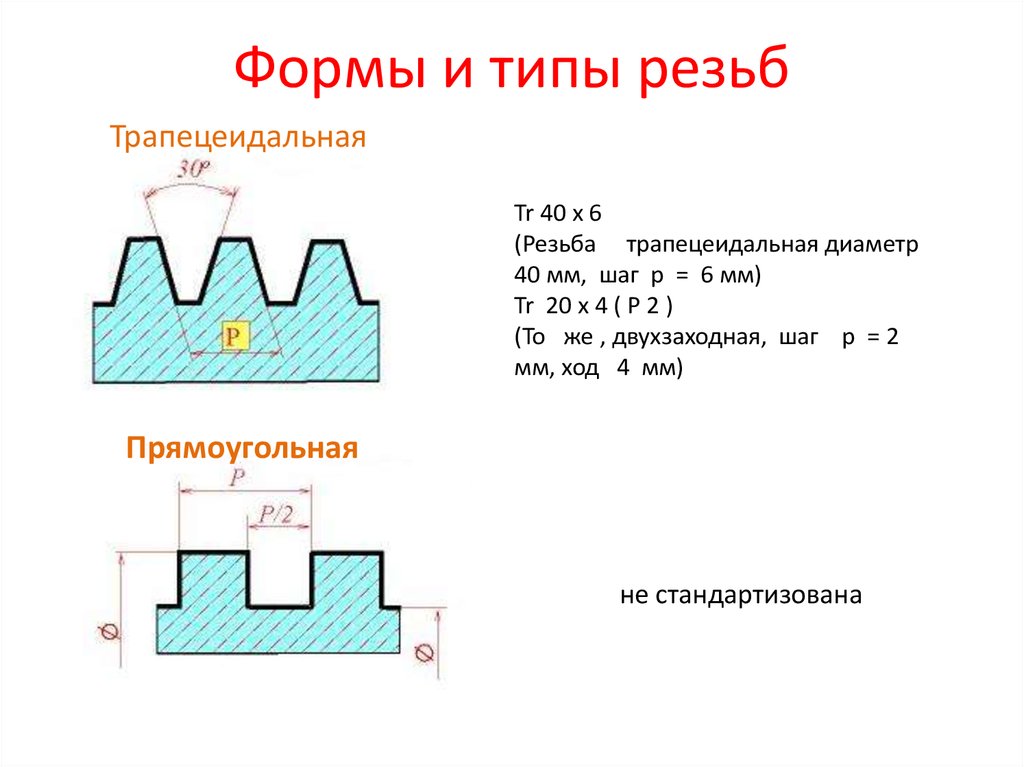 Шаг резьбы составляет 2–25 мм. Этот вид резьбового соединения используется для крепления деталей, которые в процессе эксплуатации испытывают значительные осевые нагрузки в одном направлении. Профиль нарезки позволяет эффективно противостоять таким нагрузкам.
Шаг резьбы составляет 2–25 мм. Этот вид резьбового соединения используется для крепления деталей, которые в процессе эксплуатации испытывают значительные осевые нагрузки в одном направлении. Профиль нарезки позволяет эффективно противостоять таким нагрузкам.
Круглая резьба «Эдисона»
Круглая резьба, выполняемая в соответствии с ГОСТ 6042-83, имеет профиль, формируемый дугами. Угол наклона сторон составляет 60°. Благодаря такой форме профиля круглая резьба обладает высокой стойкостью к механическому износу. Это позволяет применять ее в деталях конструкций и механизмов, которые подвержены регулярным переменным нагрузкам, например, в деталях трубопроводной арматуры.
Особенности резьбового соединения. Преимущества и недостатки, виды
Резьбовым называется соединение, сформированное с помощью витков спиралевидной нити. Оно является разъемным. Такие соединения получили очень широкое распространение. Данное явление обусловлено совокупностью следующих факторов: небольшая стоимость резьбовых деталей – процесс их изготовления характеризуется высокой производительностью; удобство монтажа/демонтажа; в продаже присутствует широкая номенклатура товарных позиций резьбового крепежа.
Разновидности резьбы
Для подразделения резьбы на виды используется большое количество критериев. Рассмотрим лишь основные.
Предназначение. По этому признаку резьба бывает:
- крепежной. Используется для реализации неподвижных соединений. Нарезка витков осуществляется в/на специальных элементах изделий и на крепежных деталях – в отверстиях гаек, а также на стержнях винтов, болтов и на поверхности шпилек. Нередко резьбы данного типа выполняют еще одну функцию – обеспечивают герметичность резьбового соединения, уплотняя его. Их принято называть крепежно-уплотнительными;
- кинематической (другое общепринятое название – ходовая). Применяется, когда нужно создать подвижное соединение. У кинематической резьбы гарантированно имеются зазоры между сопрягаемыми поверхностями. В них удерживается смазочный материал, служащий для уменьшения трения. Кроме того, наличие зазоров призвано компенсировать температурные деформации;
- специальные. В соответствии с названием эти резьбы предназначены для выполнения специальных (читай, определенных) функций.
 В соответствии с названием эти резьбы предназначены для выполнения специальных (читай, определенных) функций.
В соответствии с названием эти резьбы предназначены для выполнения специальных (читай, определенных) функций.
Конфигурация поверхности:
-
цилиндрическая; -
коническая.
Расположение поверхности. Резьба,
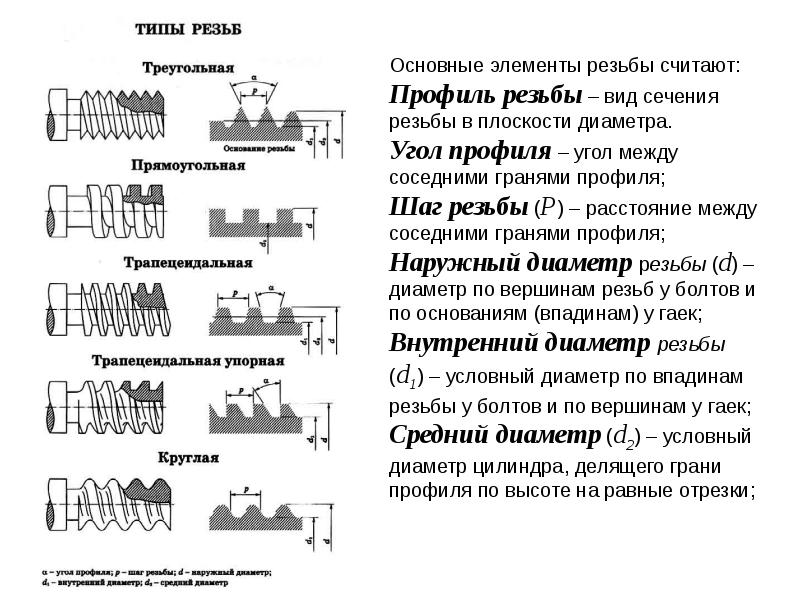
Профиль витков. По этому признаку резьбы бывают: треугольными. Они, в свою очередь, подразделяются на: метрическую, коническую, трубную, дюймовую; прямоугольными;
трапецеидальными. Подразделяются на упорную усиленную, упорную, трапецеидальную;
круглыми; со специальным профилем.
Удаленность одноименных точек на резьбовой нити – шаг резьбы:
-
мелкий; -
крупный; -
специальный.

Количество заходов. По данному критерию резьба бывает:
Направление винтовой линии:
-
резьба правосторонняя. Нить нарезается по направлению перемещения часовой стрелки; -
резьба левосторонняя. Нарезка нити осуществляется в направлении, противоположном перемещению часовой стрелки.
Кроме того, резьбы принято подразделять на два вида:
-
стандартные. Их параметры устанавливаются Государственными стандартами. В частности, значения основных рабочих характеристик т.н. резьб общего назначения утверждены положениями ГОСТа 11708-82. Отдельную группу формируют специальные резьбы, имеющие стандартный профиль, но диаметр которых и шаг отличаются от стандартизованных величин. Сюда же входят резьбы с нестандартным профилем; -
нестандартные. К этой группе причисляются резьбы с витками прямоугольного и квадратного сечения. Для их изготовления разрабатываются индивидуальные чертежи, отображающие все рабочие параметры нарезки.
 К этой группе причисляются резьбы с витками прямоугольного и квадратного сечения. Для их изготовления разрабатываются индивидуальные чертежи, отображающие все рабочие параметры нарезки.
К этой группе причисляются резьбы с витками прямоугольного и квадратного сечения. Для их изготовления разрабатываются индивидуальные чертежи, отображающие все рабочие параметры нарезки.
Профили и рабочие характеристики резьбы
Профилям резьбы присущи существенные отличия. Коротко обозначим их.
Резьба метрическая
Профиль представляет собой равносторонний треугольник. Таким образом, угол при вершине витка составляет 60°. Требования к резьбе метрической устанавливают нормы ГОСТа 9150-2002. Одно из них формулируется так: гребни и впадины выполняются притупленными.
На выше размещенном рисунке приняты такие обозначения:
-
литера «Р» – шаг резьбы; -
буква «d» – внешний диаметр резьбы; -
сочетание символов «d1» –внутренний диаметр резьбы.

Резьба трубная
Профиль этой резьбы – равносторонний треугольник, угол при вершине витка которого равен 55°. Предназначена для соединений элементов конструкции с трубной резьбой. Размер такой насечки не следует рассматривать, как ее физический диаметр. Это – число, отображающее величину проходного диаметра стандартного трубного изделия.
Трубная резьба бывает цилиндрической и конической.
Насечка первого вида применяется в резьбовых соединениях:
-
деталей с цилиндрическим сечением; -
элементов конструкции, имеющих внутреннюю цилиндрическую резьбу с объектами, на конической поверхности которых проделана соответствующая внешняя цилиндрическая резьба.
Резьба коническая дюймовая
Угол при вершине витка резьбы данного вида равен 60°, а ее профиль является равносторонним треугольником. Изготавливается эта насечка по нормам ГОСТа 611-52 с конусностью 1:16.
Изготавливается эта насечка по нормам ГОСТа 611-52 с конусностью 1:16.
При этом нужно соблюдать следующее требование: угол, в качестве лучей которого выступают отрезки линии уклона поверхности и линии, параллельной продольной оси резьбы (на рисунке обозначен литерой «φ»), должен быть таким: φ/2=1°47′24″.
Резьба круглая
Профиль резьбы круглой получается путем сопряжения двух дуг, характеризующихся одинаковым радиусом, отрезками, образующими угол, равный 30°.
Применяется данная насечка в сантехнической арматуре:
-
валах, способных вращаться в двух противоположных направлениях – шпиндели; -
запорных приспособлениях, устанавливаемых на входе системы, включающей одну либо несколько сантехнических точек – вентили; -
устройствах, обеспечивающих возможность регулировки мощности потока воды – смесители; -
кранах водопроводных и для мытья рук (туалетных).
Требования к резьбе круглой прописаны в ГОСТе 13536-68.
Резьба трапецеидальная
Это резьба метрическая. Угол ее профиля при вершине равен 30°. Предназначена для выполнения функции передачи движения. Встречается в винтах грузовых и штурвальных, а также в ходовых винтах и винтах суппортов. Применяется в различных агрегатах и технологическом оборудовании, например, в автомобильных подъемниках и токарных/фрезерных станках.
Технические характеристики и требования к резьбе трапецеидальной прописаны в Государственных стандартах под номерами:
-
9484-81. Устанавливает профиль нити и его размерные характеристики; -
24737-81. Здесь указаны основные размеры однозаходной трапецеидальной резьбы; -
24738-81. В этом стандарте прописаны диаметры резьбы трапецеидальной и ее шаги;
-
24739-81. Утверждает профиль и основные размеры резьбы трапецеидальной многозаходной.
 В этом стандарте прописаны диаметры резьбы трапецеидальной и ее шаги;
В этом стандарте прописаны диаметры резьбы трапецеидальной и ее шаги;
Резьба упорная
Резьба упорная отличается профилем, имеющем вид неравнобокой трапеции с углом наклона нерабочей стороны, равным 30°, а рабочей – 3°. Применяется в устройствах, предназначенных для продуцирования значительного одностороннего давления.
Это, например, приводы винтов нажимных прокатных станов, прессы винтового типа. Требования к резьбе упорной, а также ее профиль и основные размерные характеристики прописаны в ГОСТе 10177-82.
Резьба прямоугольная
Профиль резьбы прямоугольной не стандартизован. То есть сегодня не принят Государственный стандарт, устанавливающий такие ее рабочие параметры, как значение хода и среза, величину диаметра и шага.
Между тем, производители обычно придерживаются определенного подхода к формированию профиля резьбы прямоугольной. Формулируется он так: его глубина равна ½ Р, где Р- шаг резьбы.
В настоящее время резьба прямоугольная используется нечасто. Обусловлено это:
Прямоугольную насечку с успехом заменяет резьба трапецеидальная. Устранение образовавшихся в ней зазоров осуществляется стягиванием разрезной гайки.
Методы создания резьбы
Нарезание резьбы представляет собой процесс формирования винтовой линии путем снятия стружки (или операцией пластического деформирования) на поверхностях (внешних либо внутренних) изготавливаемых крепежных деталей либо сопрягаемых элементов конструкции. Кратко рассмотрим наиболее часто применяемые способы.
Нарезание метчиком
Метчик представляет собой инструмент, посредством которого нарезается внутренняя резьба с необходимыми рабочими параметрами. Он бывает универсальным или комплектным.
Он бывает универсальным или комплектным.
Рабочий сегмент инструмента первого вида состоит из трех участков. Каждый характеризуется присущей только ему геометрией. Участок, первым проникающий в отверстие, осуществляет черновую обработку его поверхности, второй – промежуточную, а третий — финишную.
Когда работа ведется комплектом метчиков, важно соблюдать очередность использования входящих в набор экземплярами. Первым нужно применять инструмент №1, затем №2 и потом №3. Тогда будет получена высококачественная резьба. При формировании комплекта производителем на каждый инструмент наносится соответствующая маркировка.
Выполняя нарезку метчиком, нужно соблюдать следующее правило: после каждых двух оборотов в направлении нарезки витков выполняется один оборот в обратную сторону. Тогда с режущей части инструмента будет сбрасываться стружка, что уменьшит на него нагрузку.
Нарезание плашкой
С помощью плашек нарезается внешняя резьба. Они бывают двух видов.
Они бывают двух видов.
-
Круглые. С использованием такого инструмента формируется резьба, диаметр которой не превышает 52,0 мм. Выполняется эта операция за 1 проход. -
Клупповые (они же раздвижные). Их конструкция включает 2 половинки. Каждая из них устанавливается в клупп. В этом приспособлении имеются специальные направляющие. Закрепление частей плашки осуществляется посредством сухаря и винта. Диаметр резьбы регулируется с помощью последней детали.
Обычно клуппы комплектуются несколькими плашками. Это предоставляет возможность при покупке одного набора нарезать резьбу с различным диаметром.
Нарезание на станках
Нарезка резьбы осуществляется также и на станках.
На токарном станке
На токарном станке эта операция может проводиться с использованием различного инструментария, в том числе метчиками и плашками. Также возможно формирование резьбовой нити на таком оборудовании накаткой. Но в данном случае чаще всего делается это резцом. Здесь все очень просто: инструмент перемещается вдоль продольной оси вращающейся заготовки. При этом его заостренный наконечник формирует на ней углубление винтового типа.
Также возможно формирование резьбовой нити на таком оборудовании накаткой. Но в данном случае чаще всего делается это резцом. Здесь все очень просто: инструмент перемещается вдоль продольной оси вращающейся заготовки. При этом его заостренный наконечник формирует на ней углубление винтового типа.
На фрезерном станке
Наружная резьба нарезается на фрезерном станке двумя способами.
-
С помощью дисковой фрезы. Этот способ актуален, когда требуется сформировать длинную резьбу либо резьбу, отличающуюся крупным шагом.Устанавливается дисковая фреза относительно заготовки вдоль винтовой линии из расчета, чтобы ее кромки смогли углубляться на величину среднего диаметра формируемой резьбы. После этого фреза начинает вращаться, и одновременно выполнять обороты вокруг обрабатываемой детали, проделывая в ее поверхности канавку. Спиралевидная конфигурация этого углубления получается путем равномерного перемещения самой фрезы вниз вдоль оси заготовки.
-
С помощью гребенчатой фрезы. Применяется этот метод для создания короткой резьбовой нити с треугольным профилем. Длина подлежащей нарезке резьбы меньше этого параметра фрезы. Устанавливают инструмент параллельно продольной оси заготовки. Затем осуществляется радиально ориентированная подача вращающейся фрезы. Углубляясь в тело заготовки, она формирует на ее поверхности резьбу. Сопровождается этот процесс периодическим осевым перемещением инструмента либо обрабатываемой детали от специального резьбового барабана на расстояние, равное шагу нарезаемой резьбы, пока заготовка выполняет один оборот.

Резьбонакатной автомат
Такое устройство выдавливает(накатывает) внешнюю резьбовую нить на сплошных заготовках цилиндрической конфигурации без их нагревания. Главные компоненты этого автомата – два накатных ролика, имеющих винтовую насечку, соответствующую профилю подлежащей накатке резьбы. В ходе ее формирования они совершают вращательное движение в одну сторону с одинаковой частотой. Последовательность этапов выглядит так:
В ходе ее формирования они совершают вращательное движение в одну сторону с одинаковой частотой. Последовательность этапов выглядит так:
-
заготовку устанавливают на упор между роликами; -
осуществляется радиально направленная подача одного из роликов до его внедрения в обрабатываемую деталь на требуемую глубину; -
резьба калибруется – проводится обкатка, не сопровождающаяся радиальной подачей;
По завершении этой процедуры ролик занимает первоначальное положение, а готовая деталь специальным пуансоном выдавливается в приемный контейнер.
Отливка
Целесообразность получения деталей с резьбой методом литья – характеристика производная от количества отверстий, а также степени сложности формы. Этот вопрос решается в каждом конкретном случае.
Резьба наружная
Для создания внешней резьбы применяются две технологии:
-
с использованием кольцевых вставок, форма которых совпадает с профилем подлежащей изготовлению резьбы. Обычно они выталкиваются совместно с отливкой и свинчиваются с нее уже за пределами формообразующей оснастки;
-
резьба образуется разъемом формы при помощи вставок-плашек, имеющих разъемную конструкцию и выглядящих, как резьба в негативном изображении.
 Обычно они выталкиваются совместно с отливкой и свинчиваются с нее уже за пределами формообразующей оснастки;
Обычно они выталкиваются совместно с отливкой и свинчиваются с нее уже за пределами формообразующей оснастки;
Резьба внутренняя
Отливка внутренней резьбы выполняется сегодня только по одной технологии. Она предусматривает использование пробок-стержней. На их поверхность предварительно наносится резьба. Эти пробки-стержни подлежат вывинчиванию из отливки по извлечении ее из формообразующей оснастки.
Заключение
Наряду с преимуществами у резьбового соединения имеются и недостатки. Главный из них – это самопроизвольное отвинчивание входящих в него компонентов под воздействием вибрационных нагрузок. Данное явление приводит к ослаблению соединения, в результате чего могут возникнуть аварийные ситуации. Для их недопущения принято использовать стопорящие детали. Но это – тема отдельной обширной статьи.
Для их недопущения принято использовать стопорящие детали. Но это – тема отдельной обширной статьи.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Идентификатор потока — это просто. Узнайте все о различных типах потоков
- Главная
- Наш лучший совет
- Идентификатор потока легко. Узнайте все о различных типах резьбы
Для шланговых и трубных фитингов доступно несколько различных типов резьбы. Количество вариантов конца фитинга может сделать выбор наиболее подходящего типа резьбы фитинга сложной задачей. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Шесть наиболее распространенных типов резьбы
Когда дело доходит до различных типов резьбы, большинство людей, работающих в гидроэнергетике, узнают американскую трубную резьбу (NPT/NPTF) , а также SAE или унифицированную резьбу. (ООН/УНФ) . Однако резьба и соединения делятся на шесть основных типов:
(ООН/УНФ) . Однако резьба и соединения делятся на шесть основных типов:
- UN/UNF
- НПТ/НПТФ
- БСПП (БСП, параллельный)
- BSPT (BSP, конический)
- метрическая параллельная
- метрическая коническая
Давайте узнаем разницу между каждым из них.
Как определить различные типы
резьбы в четыре простых шага
Прежде чем начать, убедитесь, что у вас есть два инструмента для идентификации резьбы:
- Шагомер
Шагомер — это инструмент, используемый для измерения расстояния между вершинами резьбы. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
- Суппорт
Штангенциркуль используется для измерения диаметра резьбы. Для наружной резьбы он измеряет наружный диаметр, для внутренней – внутренний диаметр соответственно. Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
ШАГ 1. Параллельная резьба и коническая резьба. Давайте узнаем разницу.
Параллельная резьба включает:
- UN/UNF
- BSPP
- метрическая параллельная
Коническая резьба включает:
- NPT/NPTF
- BSPT
- метрическая коническая
Чтобы определить диаметр вашей резьбы, коническую или параллельную, посмотрите на ее диаметр. Если диаметр резьбы становится тоньше к концу, вы смотрите на коническую резьбу. Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.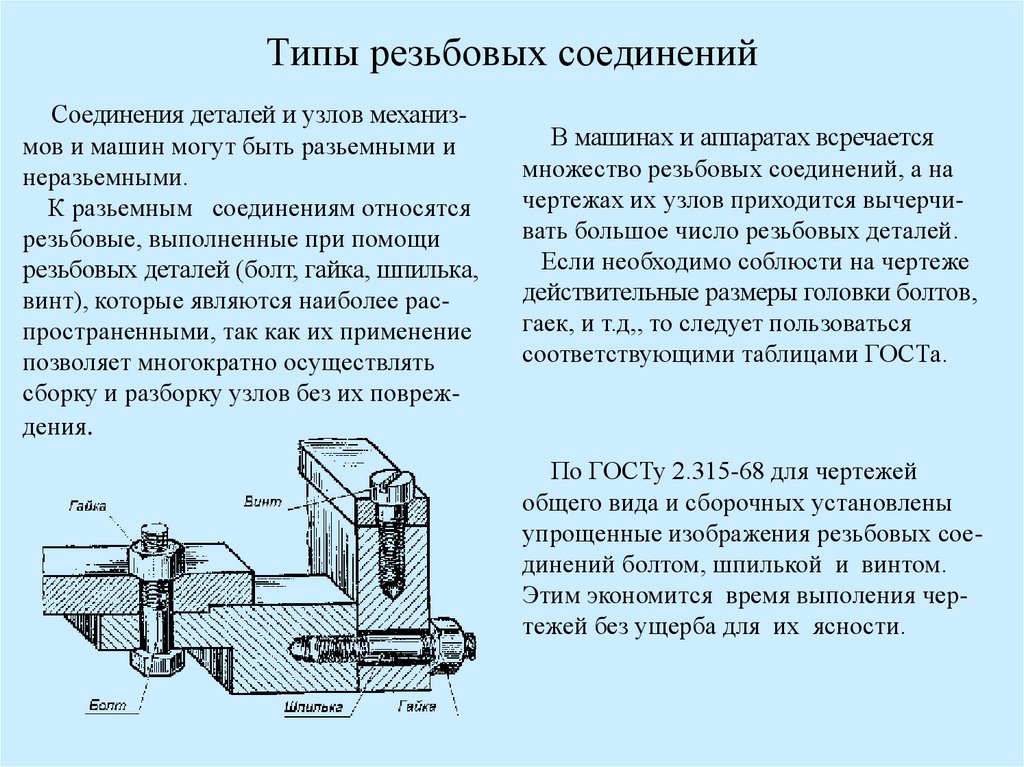
ШАГ 2. Определите шаг
Используйте инструмент для измерения шага резьбы, чтобы определить размер резьбы. Измеритель шага резьбы поможет вам точно измерить и рассчитать количество витков резьбы на заданном расстоянии.
Попробуйте несколько калибров из инструмента для измерения шага на белом фоне, прежде чем решить, какой из них лучше всего подходит для вашей резьбы. Посмотрите на общие размеры шага для каждого из различных типов резьбы в таблице ниже.
ООН/УНФ | 12, 14, 16, 18, 20, 24 |
НПТ/НПТФ | 11 ½, 14, 18, 27 |
БСПП | 11, 14, 19, 28 |
БСПТ | 11, 14, 19, 28 |
Метрическая параллель | 1,0, 1,5, 2,0 |
Метрическая коническая | 1,0, 1,5, 2,0 |
ШАГ 3.
 Размер резьбы имеет значение
Размер резьбы имеет значение
Когда дело доходит до определения размера резьбы, в вашем распоряжении есть два подхода. Прежде чем начать, определите, является ли ваша резьба трубной (NPT/NPTF, BSPT, BSPP) или нет (UN/UNF, метрическая параллельная, метрическая коническая). Помните, что коническая резьба может быть как трубной, так и нет.
Рисунок 1. Таблица размеров внутреннего диаметра трубной резьбы
Если у вас есть трубная резьба, сравните размер резьбы с профилем номинального размера, как показано на рисунке 1. Для нетрубной резьбы (UN/UNF, метрическая параллельная, метрическая коническая ), используйте штангенциркуль для измерения наружного диаметра протектора.
ШАГ 4. Обозначение резьбы
Этот шаг включает в себя обозначение резьбы в соответствии с отраслевыми стандартами для дальнейшего использования. Начните с определения размера протектора (номинального или фактического), затем запишите тип и шаг (если применимо). См. примеры в таблице ниже в ШАГЕ 4:
ООН/УНФ (SAE) | Параллельный | 12, 14, 16, 18, 20, 24 | Измерить штангенциркулем | Размер шага, тип 3/4-16 UN/UNF |
НПТ/НПТФ | Конический | 11 ½, 14, 18, 27 | Сравните с профилем | Размер шага, тип 1/4-18 NPT |
Параллельный | 11, 14, 19, 28 | Сравните с профилем | G, размер* G1/8 | |
Конический | 11, 14, 19, 28 | Сравните с профилем | R, размер* R1/2 | |
Метрическая параллель | Параллельный | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер X, шаг M14X1,5 |
Метрическая коническая | Конический | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер x шаг, бочонок или конус, M10 x 1 бочонок или конус |
Резюме
Подводя итог, можно сказать, что процесс идентификации потока состоит из четырех простых шагов. Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Сокращения трубной резьбы:
Британская стандартная труба | |
Трубная параллельная резьба Британского стандарта | |
Трубная коническая резьба Британского стандарта | |
Национальная трубная резьба | |
Топливная трубная резьба National |
Tagged: соединители жидкости
соединители жидкости
Основное руководство по типам резьбы
Резьба различается по многим параметрам. Далее мы объясним основы резьбы. Вы также можете проверить наш раздел часто задаваемых вопросов для темы.
Далее мы объясним основы резьбы. Вы также можете проверить наш раздел часто задаваемых вопросов для темы.
M — Резьба ISO (метрическая)
NPT — Трубная резьба
G/R/RP — Резьба Withworth (BSPP/BSPT)
UNC / UNF — унифицированная национальная резьба
Другой тип резьбы
Тип резьбы — Коэффициент пересчета
Часто задаваемые вопросы (Основы резьбы)
Основные сведения о резьбе
Пол
, Каждая пара наружных и внутренних резьб , можно описать как мужчину и женщину. Например, винт имеет наружную резьбу, а соответствующее отверстие имеет внутреннюю резьбу.
Рукоятка
Спираль нити закручивается в одном из двух возможных направлений. Большинство резьб ориентировано таким образом, что элемент с резьбой, если смотреть с точки зрения на оси, проходящей через центр спирали, удаляется от наблюдателя, когда он поворачивается по часовой стрелке, и движется к наблюдателю, когда он поворачивается против часовой стрелки. по часовой стрелке.
по часовой стрелке.
По соглашению правосторонность является левосторонностью резьбы по умолчанию. Поэтому большинство резьбовых деталей и крепежных изделий имеют правую резьбу.
Дизайн
Тип резьбы можно определить по следующим характеристикам: параллельный и конический дизайн (см. изображения справа).
Шаг/TPI
Шаг – это расстояние от вершины одной резьбы до следующей в миллиметрах (мм).
TPI (количество ниток на дюйм) используется для дюймовой резьбы.
Диаметр
Главный диаметр определяется кончиками резьбы.
Внутренний диаметр определяется по канавке резьбы.
Делительный диаметр — это расстояние между вершинами двух противоположных сторон или длина центральной линии профиля.
Угол
Угол между боковыми сторонами резьбы и линией, перпендикулярной оси винта. Конические резьбы имеют угол конусности. Это угол между конусом и центральной осью трубы.
Гребень / корень
Самая внешняя часть резьбы называется «гребень», самая внутренняя часть резьбы называется «корень».
M — Резьба Iso (метрическая)
См. таблицу
M Крупная резьба ISO 724 (DIN 13-1)
M Мелкая резьба ISO 724 (DIN 13-2 до 11)
NPT — Трубная резьба
Посмотреть таблицу
NPT ANSI B1.20.1
NPTF ANSI B1.20.3
G/R/RP — резьба Витворта (BSPP/BSPT)
Посмотреть таблицу
G = BSPP ISO 228 (DIN 259)
R/Rp/Rc = BSPT ISO 7 (DIN 2999 заменен на EN10226)
UNC/UNF — унифицированная национальная резьба
Посмотреть таблицу
7
UNC ANSI B1.1
UNF ASNI B1.1
Чертежи других резьб
Коэффициент пересчета
Скачать документ о типах резьбы
Скачать!
Пожалуйста, войдите в систему, чтобы скачать документ «Типы резьбы»!
Еще нет учетной записи? Нажмите здесь, чтобы создать новую учетную запись!
Основы потока
- Гендер
- Руководство
- Дизайн
- Шаг / TPI
- Диаметр
- Угла
- CREST / ROOT
SAYSTS 111111111111111111111111111111111111111111111111111111111111tion 111111111111111111111111111111111111111111111111111111111111111111110 гг.
