Содержание
Клепка. Слесарное дело — презентация онлайн
Похожие презентации:
Самолетостроение и вертолетостроение. СП для сборки клепаных, клееных, сварных и паяных конструкций. (Лекция 4)
Соединение деталей из тонколистового металла
Соединения металлических конструкций (Лекция 2)
Клепка прессованием и ударом
Влияние способов клёпки на ресурс клёпаных соединений
Самолетостроение и вертолетостроение. Сборка отсеков и агрегатов металлической конструкции. (Лекция 3)
Сверлильные и расточные станки. (Тема 5)
Восстановление деталей слесарно – механической обработкой
Способы контроля качества заклепочных соединений
Сверление. Виды сверления
Слесарное дело
Знать:
— Свойства материалов, назначение и
характеристики заклепок
Уметь:
— Размечать заготовку, пользоваться
сверлильным, слесарным технологическим
оборудованием, контрольноизмерительным инструментом
Осаживание стержня
заклепки
Придание формы замыкающей
головке при помощи молотка
Однорядные внахлестку
Однорядные в стыковом
соединении с двумя накладками
Длина части стержня заклепки для образования замыкающей
головки, определяется по формуле J= S + (0,8…1,2)d
J – длина стержня заклепки в мм;
S – толщина склепываемых листов в мм;
D – диаметр заклепки;
Для образования замыкающей, полукруглой головки J= S + (1,2…1,5)d
Однорядные в
стыковом
соединении с одной
накладкой
Двурядные с шахматным
расположением заклепок в
стыковом соединении с одной
накладкой
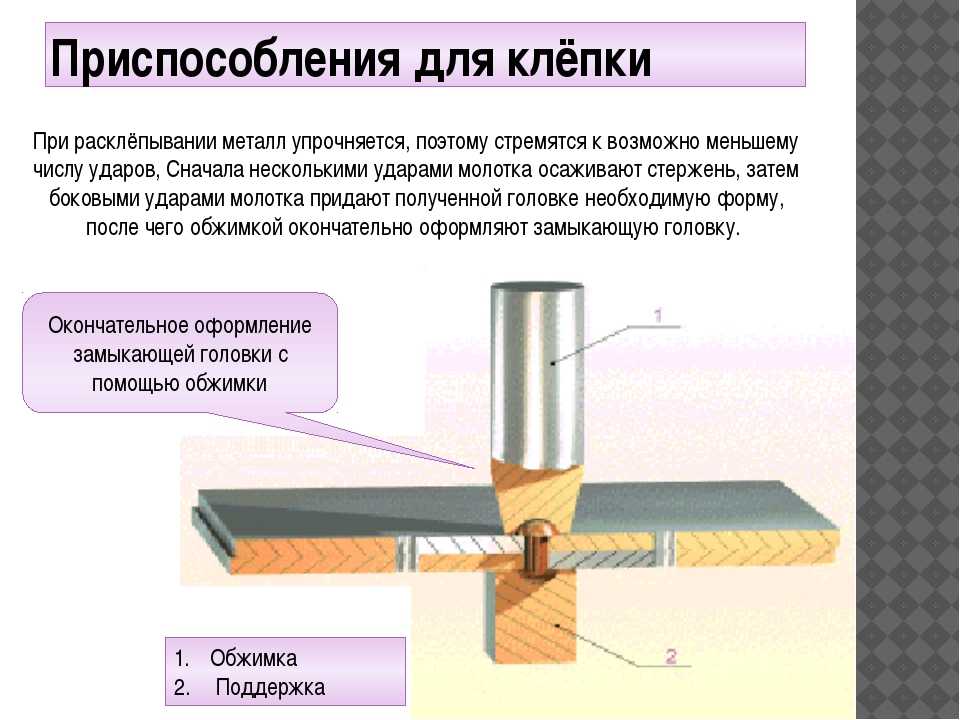
При расклёпывании металл упрочняется, поэтому стремятся к
возможно меньшему числу ударов, Сначала несколькими ударами
молотка осаживают стержень, затем боковыми ударами молотка
придают полученной головке необходимую форму, после чего
обжимкой окончательно оформляют замыкающую головку.
Окончательное
оформление
замыкающей головки с
помощью обжимки
1. Обжимка
2. Поддержка
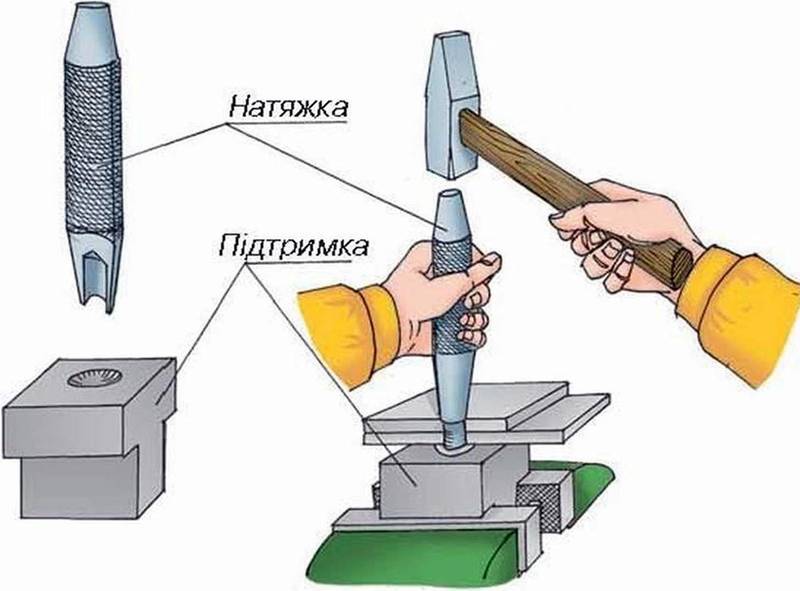
Осаживание заклёпываемых
листов с помощью натяжки
Под закладную головку
ставят массивную
поддержку. Склёпываемые
листы осаживают
(уплотняют) с помощью
натяжки, которую
устанавливают так, чтобы
выступающий конец стержня
вошёл в её отверстие.
Ударом молотка по вершине
натяжки осаживают листы,
устраняя зазор между ними
1. Натяжка
2. поддержка
Пошаговое
действие решения
задачи
Результат
выполнения
Обеспечение для
выполнения
1.Отметить на
Отмеченное место
размеченной детали склепывания
место склепывания
Готовая
неразмеченная
деталь
2.Взять левой рукой Размеченная деталь
размеченную деталь в руке
Размеченная деталь
3.Наложить ее на
место склепывания
Совмещенные
детали
Размеченная и
неразмеченная
детали для
склепывания
4. Сжать детали
Сжать детали
Склепанные между
собой детали
Струбцины. Ручные
тиски
Пошаговое
действие
решения задачи
Результат
выполнения
Обеспечение для
выполнения
5. Выбрать
заклепку
Заклепка,
соответствующего
диаметра и длины
Скрепленные между собой
детали. Штангенциркуль,
Заклепки
6.Выбрать
сверло
Сверло,
соответствующего
диаметра
Сверла, заклепка,
соответствующего диаметра
7. Просверлить
отверстие под
заклепку
Сквозное
отверстие в
деталях под
заклепку
Скрепленные между собой
детали. Сверло,
соответствующего
диаметра. Сверлильное
оборудование
8. Зенковать
Подготовленное
место под
для клепки
головку заклепки отверстие в
деталях
Сквозное отверстие в
деталях под заклепку.
Зенковка. Сверлильное
оборудование
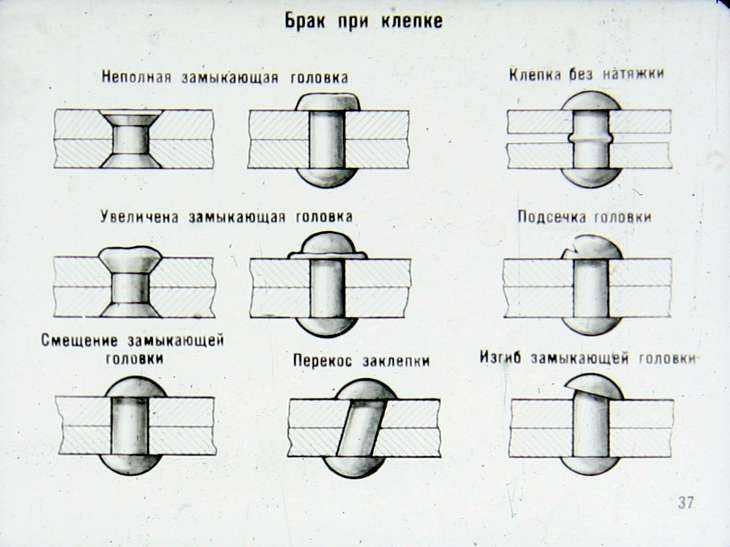
Дефекты
Причины
Способы предупреждения
Перекос
Диаметр отверстия
заклепки при
больше требуемого.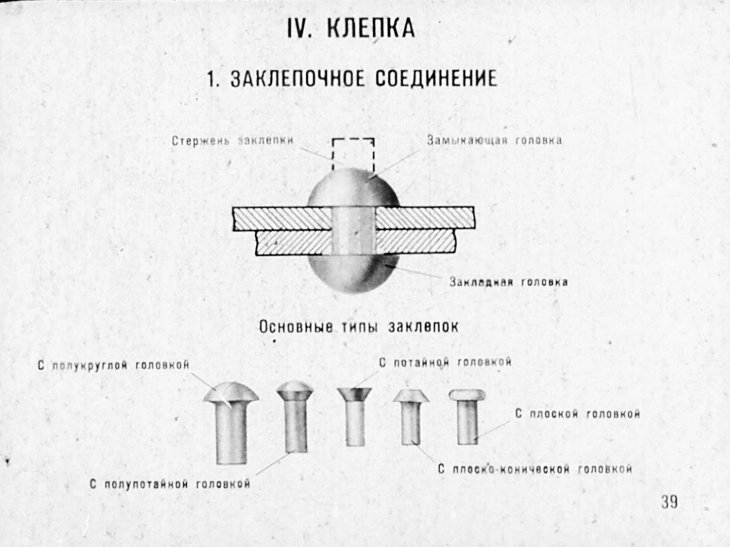
расклепывании Наносятся косые
удары по стержню
заклепки
Выбирать заклепку по
диаметру отверстия.
Соблюдать правила заклепки
Прогиб
листовой
заготовки при
постановке
заклепок
Диаметр стержня
заклепки больше
диаметра отверстия
– заклепку в
отверстие забивали
Заклепку из отверстия
выбить, осадить прогнутое
место, при необходимости
исправить отверстие,
просверлив его заново
Стержень
заклепки при
расклеивании
изгибается
Слишком большой
вылет стержня
заклепки
Выбить заклепку из
отверстия и заменить ее.
При возможности замены –
укоротить стержень
Замыкающая
головка
неполная
Длина стержня
заклепки меньше
расчетной
Выбить заклепку из
отверстия и заменить ее.
Отсортировать заклепки по
длине
English
Русский
Правила
Клепальные работы и инструмент для клепки
СЛЕСАРНОЕ ДЕЛО
213. Что такое клепка?
Что такое клепка?
Клепка — это операция получения неразъемного соеди* нения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
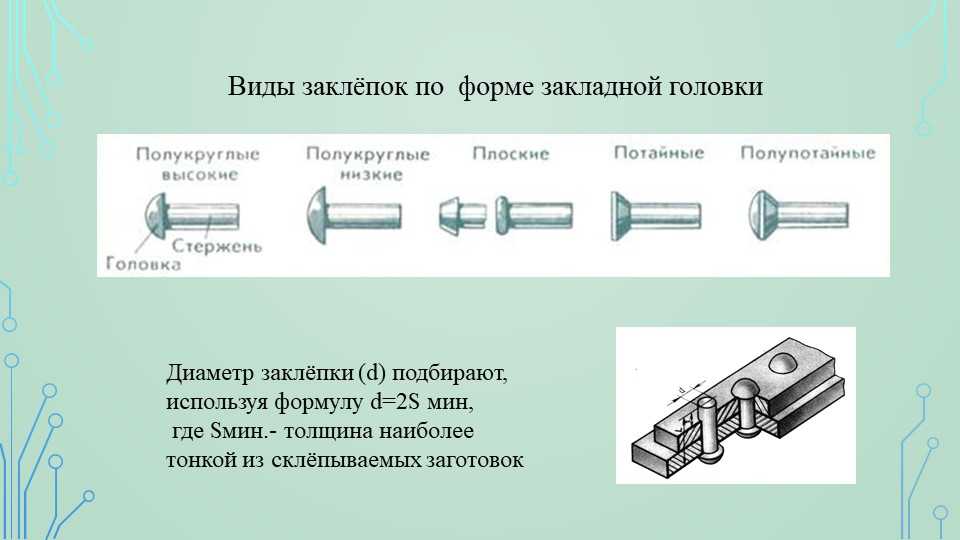
214. Назвать виды заклепок в зависимости от формы головки и области их применения.
Заклепочные соединения применяются:
1. В конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях S8
к надежности соединения, когда сварка этих соединении технологически затруднена или невозможна.
2. Когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжений.
3. В случае соединения различных металлов и материалов, для которых сварка неприменима.
Для выполнения заклепочных соединений применяются следующие виды заклепок, с полукруглой головкой, с потайной головкой, с полу потайной головкой, трубчатая, взрывная, разрезная Кроме этих видов заклепок, показанных на рис 33, применяются заклепки с плоско-конической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
215. Назвать материалы, из которых изготовляются заклепки.
Заклепки изготовляются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы
216 Из каких частей состоит заклепка?
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки.
Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
217 Как измеряется длина отдельных видов заклепок, а также диаметра
Рис. 33 Заклепки: А — с полукруглой головкой, б — с потайной воловкой, в — с полупотайной головкой, г — трубчатая, д — взрывная, е — разрезная |
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки.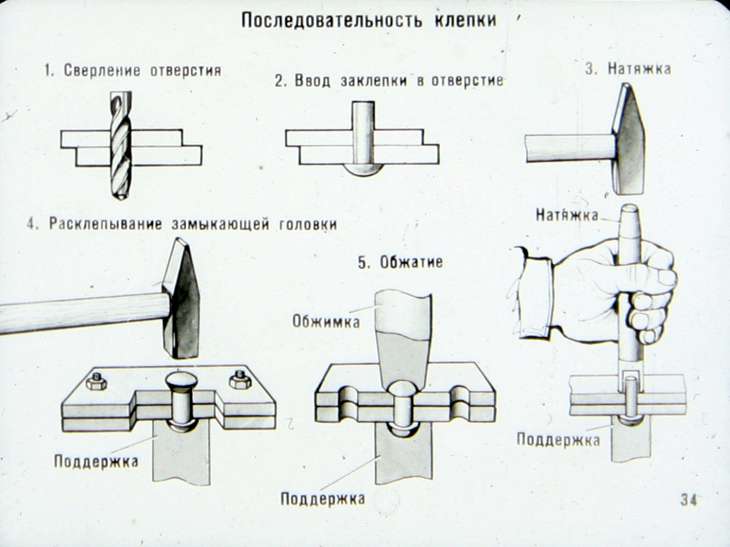 89
89
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания голощщд
218. Каким должен быть диаметр бтверстия при горячей клепке?
Диаметр отверстия d0 под заклепку при горячей клепке должен быть la 1 Мм больше диаметра заклепки:
DQ = d3 — f — 1 мм.
219. До какого диаметра заклепок можно применять холодную клепку?
Рис. 34. Виды заклепочных соединений; а — внахлестку; б — встык с одной накладкой; в встык с двумя накладками, симметричные; г — встык с двумй накладками, несимметричны!. |
А б 8 г |
Стальную заклепку с диаметром d9 до 14 мм мож$о расклепывать в холодном состоянии. Заклепки с диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.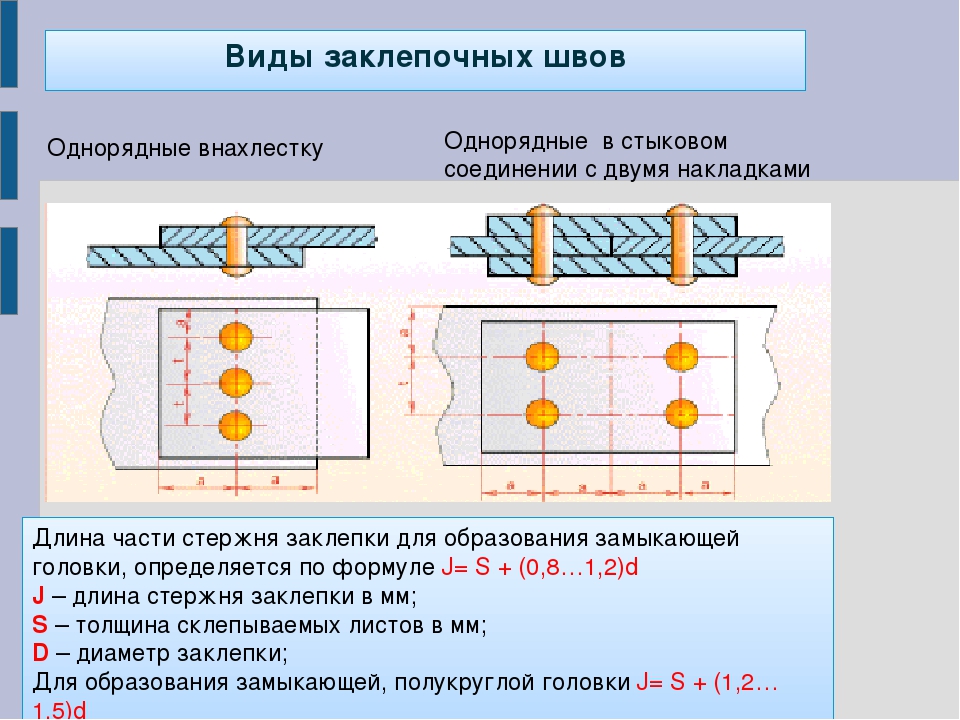
220. Какие отверстия используются при клепке? При клепке используются просверленные, проколотые
Или пробитые отверстия. При заклепочных соединениях прочных, плотных и прочно-плотных используются исключительно просверленные отверстия.
221. Назвать виды заклепочных соединений. Заклепочные соединения бывают: внахлестку, встык
С одной накладкой, встык с двумя накладкамй симметрично, встык С двумя накладками несимметрично (рис. 34),
222. Назвать виды заклепочных соединений в зависимости от их прочности и плотности.
С точки зрения прочности и плотности используются следующие виды соединений: прочные, от которых тре-
буется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности, и прочно-плотные, от которых пбмимо механической прочности требуется также герметичность соединения, достигаемая увеличением головки и наличием подголовка заклепки, достаточно частым их размещением и подчеканкой обреза соединяемых листов и головок заклейок.
Рис. 35. Виды заклепочных швов: А — однорядный; б — двухрядный; в — многорядный полный; г — многорядный неполный. |
223. Назвать виды заклепочных швов. Заклепочные швы делятся на продольные, ноыеречные
И наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок).
Швы могут быть полные и неполные (рис. 35).
224. Что нужно определить перед тем, как приступить к клепке различных видов заклепочных соединений?
Перед тем, как приступить к клепке разных видов за — клот/очных соединений, следует определить шаг t (шаг данного ряда — это расстояние между двумя ближайшими
91
Заклепками в этом ряду, шаг шва — это наименьшая кратность всех шагов в рядах), а также расстояние оси заклепок от края полосы а (рис. 35).
225. Какова формула для определения полной длины заклепки с полукруглой головкой?
Для определения длин заклепок применяются следующие формулы:
Для заклепок с полукруглой головкой
Для заклепок с потайной головкой
1 d2 Zj Ь ^ d* 3 ‘ для заклепок с полупотайной головкой
Для заклепок с конической головкой
Где I — длина заклепки; dQ — диаметр отверстия под заклепку; d — диаметр тела заклепки; s — сумма толщин металла или материала, подлежащего склепыванию; D — диаметр головки заклепки; h — высота головки заклепки; т — высота сферической части полупотайной головки.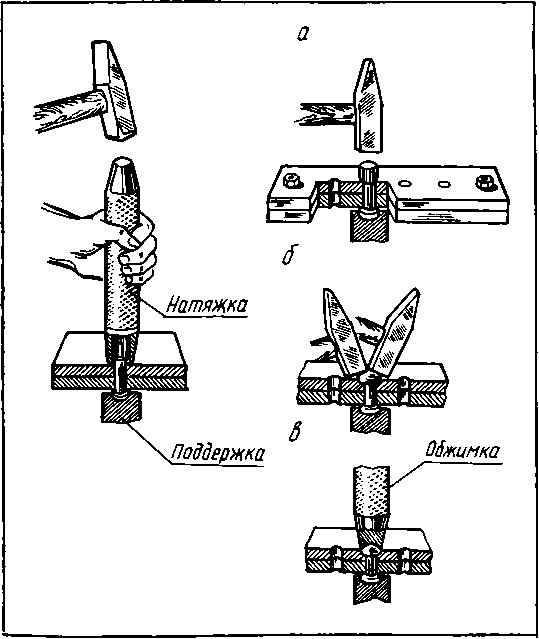
226. Какие используются методы клепки?
В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка.
Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная, клепка давлением более качественна и бесшумна.
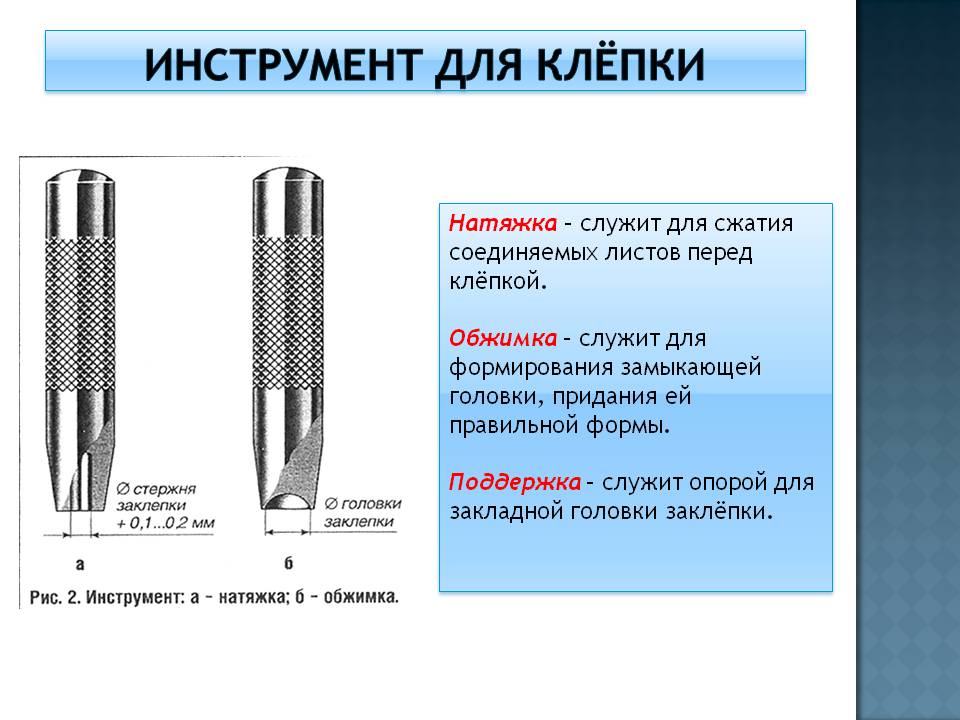
227. Назвать инструмент, используемый для ручной и механической клепки.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи. 92
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры под головки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины — эксцентриковые ч гидравлические.
228. Назвать несколько способов нагревания заклепок.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
229. Назвать ошибки при клепке.
Назвать ошибки при клепке.
Неправильная клепка появляется вследствие недогре — той или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного сверлом для потайной головки.
230. Какие правило безопасности нужно соблюдать при клепке?
Для клепки прежде всего нужно использовать исправный иструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки не касаться рукой обжимки.
Существует огромное количество соединений: сварные, заклепочные, клеевые, шпоночные, шлицевые и другие. Одни из них относятся к неразъемным – обратно разобрать их не получится. Детали прикрепляются между собой намертво. В отдельных …
262. Что такое пайка? Пайка — это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния.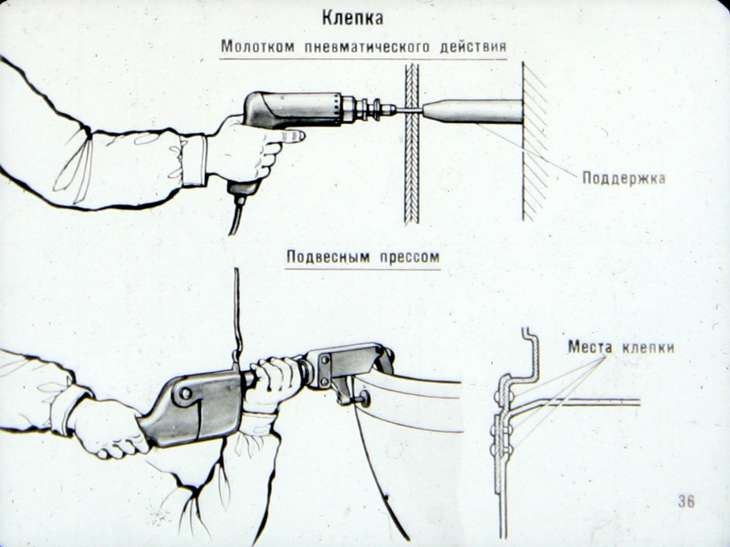 Температура плавления …
Температура плавления …
4. Что такое шероховатость поверхности? Поверхности всех деталей после механической обработки не являются идеально гладкими, так как режущие кромки инструмента оставляют на поверхности следы в виде определенных неровностей и гребешков …
Свод правил Калифорнии, раздел 8, раздел 1716. Крепление болтами, заклепки, подгонка и сантехнические работы.
Перейти к основному содержанию
Эта информация предоставляется бесплатно Департаментом производственных отношений.
со своего веб-сайта www.dir.ca.gov. Эти правила предназначены для
удобства пользователя, и не делается никаких заявлений или гарантий, что информация
является текущим или точным. Полный отказ от ответственности см. на странице https://www.dir.ca.gov/od_pub/disclaimer.html.
Подраздел 4. Приказы о безопасности строительства
Статья 29. Монтаж и строительство
Монтаж и строительство
| Вернуться к индексу Новый запрос |
(а) Общие требования:
(1) Контейнеры должны быть предусмотрены для хранения или переноски заклепок, болтов и пробойников и защищены от случайного смещения в воздухе.
(2) Пневматические ручные инструменты должны быть отключены от источника питания, а давление в шлангопроводах должно быть сброшено перед выполнением любых регулировок или ремонта.
(3) Секции шлангов воздухопровода должны быть связаны вместе, за исключением случаев, когда для соединения секций используются быстроразъемные муфты.
(б) Болтовое крепление
(1) При выбивании болтов или пробойников должны быть предусмотрены средства, предотвращающие их падение.
(2) Ударные гайковерты должны быть снабжены стопорным устройством для удержания головки.
(с) Клепка
(1) Клепка не должна производиться вблизи горючих материалов, если не приняты меры предосторожности для предотвращения возгорания.
(2) Если головки заклепок сбиты или вывернуты, должны быть предусмотрены средства, предотвращающие их падение.
(3) Контровочная проволока должна быть надлежащим образом установлена на защелке и на ручке пневматического клепального молота и должна использоваться постоянно. Сечение проволоки должно быть не менее № 9 (калибр B & S), оставляя ручку и отожженную № 14 на защелке или эквивалентную.
(d) Сантехнические работы
(1) Соединения оборудования, используемого для сантехнических работ, должны быть надежно закреплены.
(2) Талрепы должны быть закреплены для предотвращения раскручивания под нагрузкой.
(3) Оборудование, связанное с сантехническими оттяжками, должно быть размещено так, чтобы работники могли добраться до точек подключения.
(4) Оттяжки должны быть удалены только под наблюдением компетентного лица.
ПРИМЕЧАНИЕ: Цитируемый орган: Раздел 142.3 Трудового кодекса. Ссылка: статья 142.3 Трудового кодекса.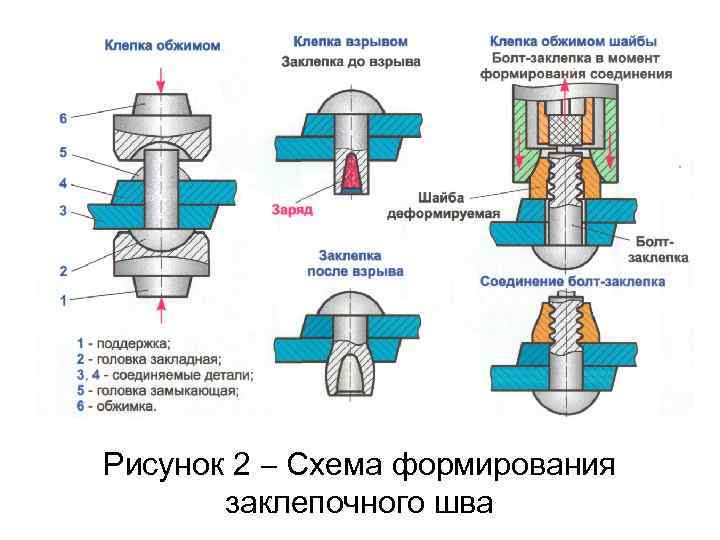
ИСТОРИЯ
1. Перенумерация и изменение прежнего раздела 1810 до раздела 1716, поданного 1-13-87; вступает в силу на тридцатый день после этого (регистр 87, № 4). Историю бывшего раздела 1716 см. Регистр 85, № 25.
Вернуться к статье 29 Содержание
8 ААС 61.1150. Дополнительные стандарты на болтовые соединения, клепки, подгонку и сантехнику
8 ААС 61.1150. Дополнительные стандарты болтового соединения, клепки, подгонки и монтажа.
Сделано доступным
Touch N’ Go Systems, Inc. и
Адвокатское бюро Джеймса Б. Готтштейна.
Вы также можете посетить The Alaska Legal Resource Center или выполнить поиск по всему веб-сайту.
Коснитесь веб-сайта N’ Go, чтобы узнать, как это сделать. |
Название 8
.
 Труд и развитие рабочей силы
Труд и развитие рабочей силы
 Труд и развитие рабочей силы
Труд и развитие рабочей силыГлава 61
. Кодекс строительства котлов и сосудов под давлением
- Раздел 1150. Дополнительные стандарты болтовых, клепальных, подгоночных и сантехнических работ.
(a) В дополнение к требованиям, изложенным в 29 C.F.R. 1926.752 с изменениями, при соединении балок,
(1) работодатель должен иметь одного работника, подающего сигналы, и следить за тем, чтобы другие работники находились на безопасном расстоянии от соединяемых лучей;
(2) один конец балки должен быть закреплен болтами до того, как сотрудник начнет процесс соединения другого конца;
(3) балка должна быть соединена минимум двумя болтами на каждом конце;
(4) балка не может быть отрезана до тех пор, пока не будет установлено минимальное количество болтов; соединение балки ключом или пробойником не соответствует требованиям настоящего пункта;
(5) при установке колонн и перед отсоединением грузоподъемных опор работодатель должен убедиться, что либо анкерные болты полностью затянуты, либо закреплены временные оттяжки; а также
(6) работодатель должен обеспечить, чтобы, если это возможно, работник шел поперек балки, а не шел по ее верхней части.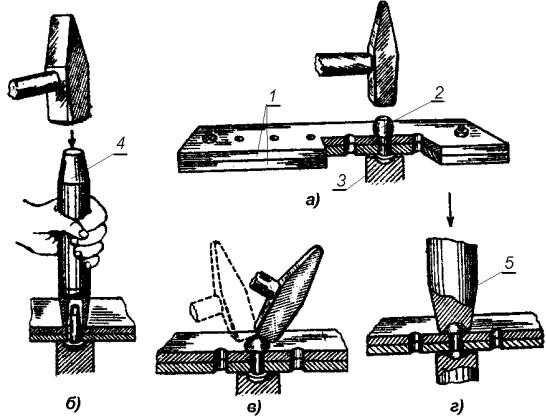
(b) Работодатель не может разрешить работнику устанавливать сборную балку со шпильками, выступающими из верхней полки балки.
(c) Если проезжая часть балки становится опасной из-за установки стоек после установки балки, работодатель должен потребовать, чтобы поверхность была сделана безопасной путем возведения деревянного настила над стойками. Заказчик должен требовать, чтобы деревянная палуба была прикреплена к балке таким образом, чтобы перекрывать балку на два дюйма с обеих сторон балки.
(г) В этом разделе
(1) «балка» означает элемент из конструкционной стали;
(2) «шпилька» означает все выступающие металлические крепления к балке, включая спирали и срезные соединители, применяемые к балке;
(3) «проезжая часть» означает ту часть балки, которую работник использует в качестве пешеходной дорожки.
История: Эфф. 06.12.95, Регистр 136
06.12.95, Регистр 136
Орган власти:
АС 18.60.020
АС 18.60.030
АС 18.60.075
Примечание к версии HTML:
Административный кодекс Аляски был автоматически преобразован в HTML
из обычного текстового формата. Все усилия
было сделано для обеспечения его точности, но ни системы Touch N’ Go, ни
Адвокатское бюро Джеймса Б. Готтштейна может нести ответственность за любые
возможные ошибки. Эта версия Административного кодекса Аляски
актуален по июнь 2006 г.
Если важно, чтобы точные положения Административного кодекса Аляски
быть
известно, рекомендуется обращаться к более официальным источникам.
Последние выпуски Аляски
Административный журнал можно получить в офисе вице-губернатора Аляски.
Офис во всемирной паутине.
Если обнаружены какие-либо ошибки, пожалуйста, отправьте электронное письмо для систем Touch N’ Go по адресу E-mail.