

Содержание
Пдг сварочный полуавтомат
Главная » Статьи » Пдг сварочный полуавтомат
Полуавтомат ПДГ 160
Сварочный полуавтомат ПДГ 160 один из первых сварочных аппаратов, свободно появившихся в продаже в конце восьмидесятых годов прошлого века. Примитивный по устройству и схемному решению, он, тем не менее, продолжает служить верой и правдой тем, кто приобрел его в те не столь далекие, по нынешним меркам годы.
Общее устройство представляет собой традиционную конструкцию, состоящую из силового трансформатора, устройства подачи сварочной проволоки, схемы регулировки скорости подачи проволоки и тока сварки. Питание полуавтомата рассчитано на 380 или 220 в переключение производится на лицевой панели аппарата.
Силовой трансформатор полуавтомата ПДГ 160 мощностью 4 кВт собран на Ш образном железе и расположенном в нижней части устройства. Сверху на нем закреплены трансформатор питания схемы управления и электромагнитный пускатель включения силового трансформатора в момент сварки. Привод подачи сварочной проволоки полуавтомата ПДГ 160 и катушка с проволокой расположены в верхней части устройства. Доступ к ним для замены катушки с проводом и обслуживания, продуман очень хорошо и удобен в повседневной эксплуатации. Узел подачи простой и не очень удобен, так как требует для регулировок и настройки применения ключа. Можно было бы, обойтись применением барашковой гайки.
Привод подачи сварочной проволоки полуавтомата ПДГ 160 и катушка с проволокой расположены в верхней части устройства. Доступ к ним для замены катушки с проводом и обслуживания, продуман очень хорошо и удобен в повседневной эксплуатации. Узел подачи простой и не очень удобен, так как требует для регулировок и настройки применения ключа. Можно было бы, обойтись применением барашковой гайки.
Первичная обмотка трансформатора намотана медным проводом в стеклянной изоляции тип ПСД диаметром 2.0мм между первичной обмоткой и сварочной обмоткой проложен слой изолирующих материалов.
Вторичная обмотка намотана встречно параллельно алюминиевой шиной 3х4 мм. Секции каждой катушки расположены на разных сердечниках и включаются встречно последовательно, затем обе катушки включаются параллельно по выпрямленному напряжению.
Регулировка сварочного тока ступенчатая на 5 положений, которых вполне достаточно, для сварки металла толщиной до 8мм. Регулятор скорости подачи резисторный включен последовательно с двигателем. Двигатель подачи использован от автомобильного дворника стеклоочистителя на 24В, с небольшими доработками. Узел подачи сварочной проволоки однороликовый с поджимом протяжки проволоки центрирующими подшипниками.
Двигатель подачи использован от автомобильного дворника стеклоочистителя на 24В, с небольшими доработками. Узел подачи сварочной проволоки однороликовый с поджимом протяжки проволоки центрирующими подшипниками.
Сварочный полуавтомат ПДГ 160 имеет широкий спектр применения в стационарных условиях и передвижных ремонтных мастерских.
Поделись с другомНапишите свое мнение о сайте в комментариях
elektroshcola.ru
Инверторный сварочный полуавтомат HEON ПДГ-201made in Russia — DRIVE2
Был у меня несколько лет СВАП 02 (полуавтомат)сборки Ваз агрегата на 380 вольт служил он верой и правдой но сложились обстоятельства отключили в гараже 380 , пришлось продать его.Долго думал чем его заменить вариантов море, но выбор остановился на Профессиональном Сварочном полуавтомате Неон ПДГ-201 на 220 вольт Российского производства Данная модель сочетает в себе как полуавтоматическую сварку в кислотной среде, так и электродуговую сварку. Два в одном., привезли единственный аппарат в магазин выкупил его, привез в гараж все подключил, пришлось немного потренироваться, так как немного не привычные регулировки, благодаря инструкции,обучение быстро закончилось.Варит аппарат изумительно, очень понравились плавные настройки варит проволокой мягко отзыв только положительный, также варит штучными электродами отлично.Не реклама, а только лишь положительный отзыв Советую не пожалеете…Р/S осталось тлько сварить тележку под сварочник и 10 литровый баллон, как на старом полуавтомате…Вот моя тележка www.drive2.ru/b/2138573/
Два в одном., привезли единственный аппарат в магазин выкупил его, привез в гараж все подключил, пришлось немного потренироваться, так как немного не привычные регулировки, благодаря инструкции,обучение быстро закончилось.Варит аппарат изумительно, очень понравились плавные настройки варит проволокой мягко отзыв только положительный, также варит штучными электродами отлично.Не реклама, а только лишь положительный отзыв Советую не пожалеете…Р/S осталось тлько сварить тележку под сварочник и 10 литровый баллон, как на старом полуавтомате…Вот моя тележка www.drive2.ru/b/2138573/
www.drive2.ru
Сварочный полуавтомат NEON ВД-201 ПДГ
Сварочный полуавтомат НЕОН ПДГ 201 разрабатывался для сварки в жестких условиях. Простые органы управления позволяют за несколько секунд настроить выходные параметры для своих нужд любому сварщику.
Настройка времени продувки заготовки до начала и после процесса сварки.
Специально разработанная защита от металлической пыли и применение надежного подающего механизма делают сварку этим полуавтоматом непрерывной и комфортной в любых условиях эксплуатации долгие годы.
В новом ВД-201 ПДГ на лицевой панели полуавтомата имеется вывод смены полярности выходного тока.
Преимущества полуавтомата ВД-201 ПДГ
- Защита от металлической пыли (за счет специального алгоритма охлаждения)
- Надежный подающий механизм (2 ролика в комплекте)
- Смена полярности
- Настройка времени продувки заготовки до и после сварки (экономия углекислоты)
- Плавная регулировка индуктивности дросселя
- Сварка TIG и MMA
- Сварка порошковой проволокой
- Регулировка заварки кратера
- Протяжка проволоки
- Низкий вес полуавтомата
neon-svarka.ru
Инверторный сварочный полуавтомат HEON ПДГ-201made in Russia — DRIVE2
Был у меня несколько лет СВАП 02 (полуавтомат)сборки Ваз агрегата на 380 вольт служил он верой и правдой но сложились обстоятельства отключили в гараже 380 , пришлось продать его. Долго думал чем его заменить вариантов море, но выбор остановился на Профессиональном Сварочном полуавтомате Неон ПДГ-201 на 220 вольт Российского производства Данная модель сочетает в себе как полуавтоматическую сварку в кислотной среде, так и электродуговую сварку. Два в одном., привезли единственный аппарат в магазин выкупил его, привез в гараж все подключил, пришлось немного потренироваться, так как немного не привычные регулировки, благодаря инструкции,обучение быстро закончилось.Варит аппарат изумительно, очень понравились плавные настройки варит проволокой мягко отзыв только положительный, также варит штучными электродами отлично.Не реклама, а только лишь положительный отзыв Советую не пожалеете…Р/S осталось тлько сварить тележку под сварочник и 10 литровый баллон, как на старом полуавтомате…Вот моя тележка www.drive2.ru/b/2138573/
Долго думал чем его заменить вариантов море, но выбор остановился на Профессиональном Сварочном полуавтомате Неон ПДГ-201 на 220 вольт Российского производства Данная модель сочетает в себе как полуавтоматическую сварку в кислотной среде, так и электродуговую сварку. Два в одном., привезли единственный аппарат в магазин выкупил его, привез в гараж все подключил, пришлось немного потренироваться, так как немного не привычные регулировки, благодаря инструкции,обучение быстро закончилось.Варит аппарат изумительно, очень понравились плавные настройки варит проволокой мягко отзыв только положительный, также варит штучными электродами отлично.Не реклама, а только лишь положительный отзыв Советую не пожалеете…Р/S осталось тлько сварить тележку под сварочник и 10 литровый баллон, как на старом полуавтомате…Вот моя тележка www.drive2.ru/b/2138573/
www.drive2.com
ПОПЕРЕЧИНА РАМЫ ЗАДНЕГО ОКНА НИЖНЯЯ 2115-5601250
ПОПЕРЕЧИНА РАМЫ ЗАДНЕГО ОКНА НИЖНЯЯ 2115-5601250 — РЕМОНТ И ЗАМЕНА
^ ОБЩИЕ ТРЕБОВАНИЯ
Работы выполнять в соответствии с требованиями «Правил по охране труда на автомобильном транспорте», Минавтотранс, 1979 г. и инструкций по охране труда И 37.101.7490 для жестянщиков, И 37.101.7326 для сварщиков.
и инструкций по охране труда И 37.101.7490 для жестянщиков, И 37.101.7326 для сварщиков.
Рис.1. Поперечина рамы заднего окна нижняя 2115-5601250:
1. Отсоединить поперечину рамы заднего окна нижнюю в сборе 2115-5601250, рис. 1, при снятой крышке багажника.
1.1. Высверлить или срубить точки и швы сварки поперечины — Пр, рис 2 вид А, в соединениях с боковинами кузова (в сборе с задними крыльями) — Б (машина сверлильная 602.116.004 ВАЗ, сверло диаметром 6 мм твердосплавное ГОСТ 17274, молоток пневматический КМП-24М ТУ 37 0020074 с комплектом зубил или молоток ГОСТ 2310 и зубило ГОСТ 7211, щиток защитный НБТ-1 ТУ 64-1-456 или очки типа ЗН8-72 БЦ ГОСТ 124013, перчатки ТУ 17 РСФСР 13-2279).
Рис.2. Отсоединение и установка поперечины рамы заднего окна нижней 2115-5601250:
Пр — поперечина рамы заднего окна нижняя 2115-5601250, Б боковина кузова правая/левая 2115-5401060/061.
1.2. Отсоединить поперечину в сборе от сопрягаемых деталей кузова (инструмент и средства защиты по п. 1.1).
1.1).
2. Установить поперечину.
2.1. Удалить оставшийся металл с кромок деталей кузова, сопрягаемых с поперечиной (молоток пневматический и средства защиты по п 1.1, дополнительно машина шлифовальная ИП-2018 ТУ 22-6030, круг шлифовальный 80х3,2х10 ГОСТ 21963, кусачки ГОСТ 28037, клещи типа КС-180 ГОСТ 14184).
2.2. Отрихтовать деформированные кромки деталей кузова, сопрягаемых с поперечиной (инструмент подобрать по каталогу «Рихтовочный инструмент», средства защиты по п.1.1).
2.3. Проколоть или просверлить отверстия диаметром 5 мм. на привариваемых кромках вновь устанавливаемой поперечины в местах, показанных на рис 2, вид А . Допускается приварка устанавливаемых деталей по отверстиям на боковинах кузова, полученным при выполнении операций по п.11 (линейка ГОСТ 427, дырокол 67.7814-9505 или машина сверлильная 602 116004 ВАЗ и сверло спиральное диаметром 5 мм ГОСТ 2034, чертилка ГОСТ 24473, стол БС 152-000 для правки деталей кузова, средства защиты по п 1 1).
2. 4. Зачистить привариваемые кромки поперечины и боковин кузова (шлифмашин.» ИП-2018 ТУ 22-6030 или 602210.004 ВАЗ, или торцешлифмашина 602 370 104 ВАЗ, круг шлифовальный 80х3,2х10 ГОСТ 21963 или диск шлифовальный 2 178х22 ГОСТ 8692, или щетка дисковая ДПА ТУ 36 48 11 52, стол БС 152-000 для правки деталей кузова, средства защиты по п. 1.1).
4. Зачистить привариваемые кромки поперечины и боковин кузова (шлифмашин.» ИП-2018 ТУ 22-6030 или 602210.004 ВАЗ, или торцешлифмашина 602 370 104 ВАЗ, круг шлифовальный 80х3,2х10 ГОСТ 21963 или диск шлифовальный 2 178х22 ГОСТ 8692, или щетка дисковая ДПА ТУ 36 48 11 52, стол БС 152-000 для правки деталей кузова, средства защиты по п. 1.1).
2.5. Установить поперечину в сборе на кузов, подогнать по месту и закрепить с сопрягаемыми деталями (молоток ГОСТ 2310, клещи 02.7814-4041, 02 7814-4042, средства зашиты по п 1.1).
2.6. Установить временно крышку багажника с подгонкой по проему (ключи 10,13,17 ГОСТ 16983 или пневмогайковерт типа ИП 3111, головки 10.13,17 ГОСТ 3329, средства защиты по п 1.1).
2.7. Проверить правильность установки поперечины по линиям прилегания с сопрягаемыми деталями кузова и по зазорам с крышкой багажника в соответствии с требованиями ТУ 37009021 (штангенциркуль ШЦ-1 ГОСТ 166, средства защиты по п.1 1).
2.8. Прихватить поперечину к сопрягаемым деталям кузова 4-6 точками (клещи 02. 7814-4041, 027814-4042, средства защиты по п 11, полуавтомат «СваП-01» или «Кемпомат-163С», щиток сварщика типа НН-Э-105 ГОСТ 12.4.035, проволока 0,8 Св-08ГС-0 или Св-08Г2С-0 ГОСТ 2246, перчатки ТУ 17 РСФСР 06-5248) Режим сварки выбирается в соответствии с рекомендациями инструкции по эксплуатации сварочного полуавтомата.
7814-4041, 027814-4042, средства защиты по п 11, полуавтомат «СваП-01» или «Кемпомат-163С», щиток сварщика типа НН-Э-105 ГОСТ 12.4.035, проволока 0,8 Св-08ГС-0 или Св-08Г2С-0 ГОСТ 2246, перчатки ТУ 17 РСФСР 06-5248) Режим сварки выбирается в соответствии с рекомендациями инструкции по эксплуатации сварочного полуавтомата.
2.9. Снять крышку багажника, установленную по п 2 6 (инструмент и средства защиты по п. 2.6).
2.10. Приварить поперечину в сборе точками по выполненным отверстиям и двумя швами длиной по 15 мм. и шагом 35 мм. в местах, показанных на рис. 2, вид А к боковинам кузова (сварка по п. 2.8).
2.11. Зачистить наружные сварные швы поперечины заподлицо с основным металлом (инструмент и средства защиты по п. 2.4).
2.12. Установить крышку багажника с подгонкой по проему (инструмент и средства защиты по п. 2.6).
2.13. Зашпатлевать зачищенные швы и обработать отремонтированные поверхности по ТИ 3100.25100.40502.
3. Подготовить отремонтированный кузов к окраске и антикоррозионной обработке согласно требованиям ТУ 37. 009.021.
009.021.
4. Предъявить автомобиль ОТК ОТК проверить кузов автомобиля на соответствие требованиям ТУ 37.009.021.
ЧАСТИЧНАЯ ЗАМЕНА ПОПЕРЕЧИНЫ
5.Отсоединить поврежденную часть поперечины рамы заднего окна нижней наружной 21099-5601252, рис. 3 при снятой крышке багажника.
5.1. Выполнить разметку поврежденной части поперечины, подлежащей замене, рис. 3 (линейка ГОСТ 427, чертилка ГОСТ 24473, средства защиты по п 1 1).
Рис.3. Вариант частичной замены поперечины рамы заднего окна нижней 2115-5601250:
Прн поперечина рамы заднего окна нижняя наружная 21099-5601252;
Прв — поперечина рамы заднего окна нижняя внутренняя 21099-5601254;
Уп — усилитель поперечины рамы заднего окна правый/левый 2115-5601290/291, Зп — звено петли крышки багажника неподвижное правое/ левое в сборе 2115-5605020/021.
5.2. Отрезать заменяемую часть поперечины по линии разметки (инструмент в средства защиты по п.1.1, дополнительно рамка ножовочная ГОСТ 17270 и полотно ножовочное ГОСТ 6645).
5.3. Выполнить операции по пп.1.1 для заменяемой части поперечины. Дополнительно высверлить или срубить точки сварки поперечины — При, рис.3, в соединениях с поперечиной рамы заднего окна нижней внутренней — Прв, рис.За,б; усилителем поперечины рамы заднего окна правым или левым — Уп, рис.36; звеном петли крышки багажника неподвижным правым или левым — Зп, рис.3 вид А (инструмент и средства защиты по п.1.1).
5.4. Выполнить операции по п.1.2 для заменяемой части поперечины 6. Установить ремонтную вставку поперечины.
6.1. Разметить и отрезать необходимую часть поперечины от ремонтной вставки или запасной части с учетом соединения встык, рис. 3 (инструмент и средства защиты по пп. 5.1 и 5.2).
6.2. Выполнить операции по пп. 2.1 и 2.2 для ремонтной вставки поперечины.
6.3. Выполнить операции по п.2.3 для ремонтной вставки поперечины. Дополнительно проколоть или просверлить отверстия диаметром 5 мм на привариваемых кромках ремонтной вставки в соединениях с поперечиной внутренней — Прв, рис. За, шагом 45 — 50 мм и рис.36, шагом 35 — 45 мм; звеном петли — Зп в местах, показанных на рис.3, вид А (инструмент и средства защиты по п.2 3).
За, шагом 45 — 50 мм и рис.36, шагом 35 — 45 мм; звеном петли — Зп в местах, показанных на рис.3, вид А (инструмент и средства защиты по п.2 3).
6.4. Выполнить операции по пп 2.4-2.9 для ремонтной вставки поперечины.
6.5. Выполнить операции по п 2.10 для ремонтной вставки поперечины. Дополнительно приварить ремонтную вставку поперечины к оставшейся части поперечины встык сплошным обратнопоступательным швом, рис.3 (сварка по п.2.8).
6.6. Выполнить операции по пп. 2.11-2.13 для ремонтной вставки поперечины.
6.7. Выполнить операции по пп.3 и 4.
НАНЕСЕНИЕ ГЕРМЕТИЗИРУЮЩЕЙ МАСТИКИ ТИПА Д-5А НА СВАРНЫЕ ШВЫ ПРИ РЕМОНТЕ ОРИГИНАЛЬНЫХ УЗЛОВ КУЗОВА ВАЗ-2115
(Дополнение к ТИ 3100.25100.86062, том 3)
Работы выполнять в соответствии с требованиями «Правил по охране труда на автомобильном транспорте», Минавтотранс, 1979 г. и инструкции по охране труда И 37.101.7072-79 — для слесарей, 37.101.7122-79 — для маляров.
Мастика Д-5А ТУ 6-02-13-90 (взамен Д-4А ТУ 6-01-680-76) представляет собой дисперсию полимеров на основе винилхлорида в пластификаторе с добавлением наполнителей, адгезива и других компонентов, и предназначена для герметизации сварных швов кузова автомобиля.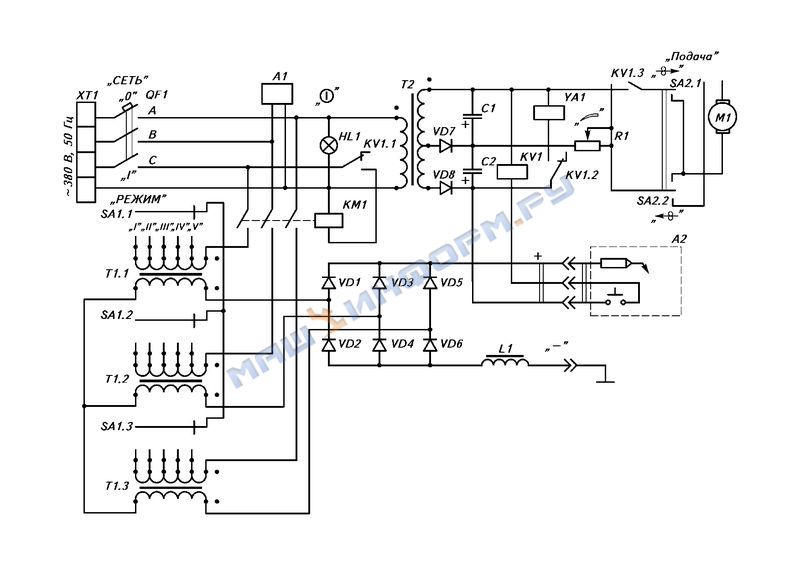
Мастика наносится на сварные швы загрунтованного кузова перед нанесением эмали (ТИ3100.25100.80003). Отверждение мастики происходит одновременно с сушкой окрашенного кузова.
Норма расхода мастики Д-5А равна 50 г. на один погонный метр отремонтированного соединения или 1 кг на весь кузов.
Технология нанесения мастики:
Нанести мастику Д-5А на сварные швы и соединения отремонтированных участков кузова (кисть типа КФК-6 или КФ-25 плоская ГОСТ 10597-80, перчатки резиновые ГОСТ 20010-74, ветошь обтирочная).
1. Стык заднего крыла с поперечиной рамы заднего окна, рис.1, А.
2. Стык панели задка с желобком заднего крыла, Б.
3. Стык заднего крыла с желобком, В-В.
4. Стык наружной и внутренней панелей крышки багажника, В-В.
5. Стыки соединителя заднего крыла и пола с крылом и полом, Г-Г.
6. Стык заднего пола с надставкой заднего пола, рис.2, Д-Д.
Рис. 1. Места нанесения мастики на сварные швы задней части кузова:
Кз — крыло заднее, Пз — панель задка, Жк — желобок заднего крыла, Пр — поперечина рамы заднего окна, Кб — крышка багажника, Пз — пол задний, Ск — соединитель заднего крыла и пола. ПЕРЕЧЕНЬ электрических элементов входящих в состав монтажного блока 2114 — 3722010
ПЕРЕЧЕНЬ электрических элементов входящих в состав монтажного блока 2114 — 3722010
Обозначение
Наименование
Тип
K1
Реле включения фароочистителя
90.3747-01 ТУ 37.003 1418-94 или 904.3747-10 ТУ 37.003 1418-94
К2
Реле — прерыватель указателей поворота и аварийной сигнализации.
493.3747 ТУ 37.469.002-86
КЗ
Реле — прерыватель стеклоочистителей.
525.3747 ТУ 37.469.001-86
К4
Реле контроля целостности ламп стоп-сигнала и габаритов.
4412.3747-01 ТУ 37.003.1177-83
К5
Реле электростеклоподъемника.
90 3747-11 ТУ 37.003.1418-94 или 904.3747-10 ТУ 37.003.1418-94
Кб
Реле включения звукового сигнала.
90.3747-11 ТУ 37 003 1418-94 или 904.3747-10 ТУ 37.003.1418-94
К7
Реле включения обогрева заднего стекла.
90.3747-11 ТУ 37 003.1418-94 или 904.3747-10 ТУ 37.003.1418-94
К8
Реле включения дальнего света фар.
90 3747-11 ТУ 37 003 1418-94 или 904.3747-10 ТУ 37.003.1418-94
К9
Реле включения ближнего света фар
90.3747-11 ТУ 37 003 1418-94 или 904.3747-10 ТУ 37.003.1418-94
F8…F15
Предохранители штыревые 7,5А
351.3722 ТУ 37 469.013-95
F1.F2.F3
Предохранители штыревые 10А
352.3722 ТУ 37.469.013-95
F16
Предохранители штыревые 15А
352.3722 ТУ 37 469.013-95
F4.F5
Предохранители штыревые 20А
354.3722 ТУ 37 469.013-95
F6.F7
Предохранители штыревые 30А
356.3722 ТУ 37 469.013-95
VD1.VD3.VD7
Диод полупроводниковый
КД 226В аАО 336 543 ТУ или КД 226Г аАО.336.543 ТУ
VD2.VD4.VD5
Диод полупроводниковый
КД 213А аА0 336.176 ТУ
Рис.1. Расположение реле и предохранителей в монтажном блоке 2114 — 3722010.
Рис. 2. Порядок условной нумерации штекеров в соединительных колодках монтажного блока и номеров присоединяемых к ним проводов.
Рис.3. Схема соединений монтажного блока ( наружная цифра в обозначении наконечника провода — номер колодки, а внутренняя цифра условный номер штекера)
ПЕРЕЧЕНЬ колодок монтажного блока 2114-3722010, нумерация штекеров в соединительных колодках, цвет присоединяемых к ним проводов и электрических цепей связывающих монтажный блок с элементами электрооборудования автомобиля.
Ш1
1
Б
стеклоподъемники
2
Г
выключатель зажигания (кл. 15/2)
3
ГП
выключатель зажигания (кл. 15)
4
ЖГ
переключатель эл.двигателя отопителя
5
Р
выключатель зажигания (кл. 30/1)
6
КР
выключатель зажигания (кл. 30)
7
блокировка дверей
8
П
выключатель зажигания (кл. 50)
Ш2
1
БГ
переключатель очистителя заднего стекла
2
Г
переключатель указателей поворотов (правый)
3
РП
включатель стоп-сигналов
4
Б
контрольная лампа целостности ламп
5
ПЧ
включатель аварийной сигнализации
6
ГБ
дверь левая передняя
7
ОБ
включатель задних противотуманных огней
8
34
контрольная лампа дальнего света
9
—
10
04
включатель задних противотуманных огней
11
сч
контрольная лампа резерва топлива
12
ПЧ
контрольная лампа уровня топлива
13
БЧ
плафон освещения салона
14
КГ
контрольная лампа ручного тормоза
15
гч
переключатель указателей поворотов (левый)
16
эл. двигатель фароочистителя
двигатель фароочистителя
17
—
ШЗ
1
ж
датчик скорости
2
чп
включатель аварийной сигнализации
3
ГП
переключатель указателей поворотов
4
СБ
контрольная лампа уровня масла
5
Ч
масса
6
РБ
контрольная лампа уровня омывающей жидкости
Спасение Renault от Lada повышает ставку на Россию
Глеб Столяров, Лоуренс Фрост Рекапитализация на 85 миллиардов рублей (1,33 миллиарда долларов), в которой французский автопроизводитель может быть единственным денежным вкладчиком.
Renault профинансирует большую часть или все выпуски прав, представленные акционерам в понедельник — 30 процентов от общего увеличения капитала — поскольку она увеличивает свою долю в производителе Lada до более чем 70 процентов и консолидирует свои счета в качестве дочерней компании.
Помощь поддерживает восьмилетнюю инвестицию Renault в АвтоВАЗ в надежде на большую отдачу, когда российская экономика в конце концов оправится от затяжного спада цен на нефть, усугубленного международными санкциями. АвтоВАЗ внес положительный вклад в прибыль Renault только в течение двух из этих восьми лет.
Главный исполнительный директор Renault-Nissan Карлос Гон признал неудачи в недавнем интервью газете, подчеркнув оптимистичные доходы группы, достигнутые «несмотря на обвал российского и бразильского рынков, куда мы вложили значительные средства».
Renault ожидает, что российский автомобильный рынок, который уже сократился вдвое по сравнению с 3-миллионным пиком в 2012 году, сократится еще на 12 процентов в этом году и мало изменится в 2017 году, заявил глава отдела продаж Тьерри Коскас на автосалоне в Париже 29 сентября.
Бо Андерссон, назначенный Гоном на пост генерального директора АвтоВАЗа в 2013 году, был заменен французом Николя Мором в начале этого года после того, как вызвал резкую местную критику по поводу сокращений на огромном заводе автопроизводителя в Тольятти и у местных поставщиков.
Но сокращения и новые модели, представленные на часах Андерссона, могут помочь автопроизводителю пережить бурю. Согласно данным, опубликованным в понедельник, продажи Lada в сентябре выросли на 5%, несмотря на 11-процентное падение российского рынка.
Сейчас Renault готовится вложить еще 350 миллионов евро в декабрьскую эмиссию прав. Партнер по альянсу Nissan и государственный оборонный конгломерат Ростех, которые до сих пор были основными акционерами АвтоВАЗа, не примут участия, вместо этого позволив своим ставкам резко упасть.
Barclays снизил целевую цену акций Renault на 4 процента после того, как в прошлом месяце было объявлено о предлагаемом увеличении капитала.
«Хотя мы по-прежнему считаем, что Россия предлагает долгосрочные возможности для производителя, мы не можем игнорировать краткосрочное бремя», — отмечает аналитик Алексис Альберт.
«Это интересная долгосрочная позиция в России, но мы также должны признать, что это было довольно дорого».
Операция сократит операционную маржу Renault на полпроцента и сотрет 1,3 миллиарда евро из ее чистой денежной позиции в 2016 году, поскольку она примет на себя долг АвтоВАЗа, прогнозирует банк.
Ожидается, что доля Renault в АвтоВАЗе достигнет 72,5%, что почти вдвое превышает сегодняшний уровень, в то время как доля Nissan упадет с 12,5 до 5,5%, а доля Ростеха — с 25 до 11%, сообщил источник, близкий к одному из акционеров.
За выпуском прав, также открытым для миноритарных акционеров, владеющих 25 процентами акций АвтоВАЗа, в следующем году последует второй этап рекапитализации, в ходе которого Ростех и Renault обменивают долги АвтоВАЗа на новые акции.
Дополнительные репортажи Джека Стаббса в Москве и Жиля Гийома в Париже; Под редакцией Марка Поттера
Как преобразовать автоматическую коробку передач в механическую
Уэйн Скраб, automedia.com
Сложность: Трудно
Расчетное время: 240 минут
Что делать, если вы застряли с автоматической коробкой передач на вашем
старинный мускул-кар, и вы действительно хотите механическую коробку передач? Простой. Сделайте обмен.
Сделайте обмен.
Крупные детали часто представляют собой педали, рычажный механизм и опоры трансмиссии. С использованием
винтажный Camaro первого поколения (1967-1969) и третьего поколения
(1968-1974) Nova в качестве примеров, в этой статье показано и рассказано, как это делается.
Рычажный механизм сцепления
Если вы переводите автомат на ручной, вы можете столкнуться с некоторыми
кажущиеся невозможными препятствия. Палки были не так распространены, как
автоматика и, по большей части, свалки вычищены
годное к употреблению оборудование сцепления. Тем не менее, вторичный рынок не отставал, и
специалисты по реставрации могут предложить полные комплекты сцепления для замены
палка, где когда-то жил автомат.
Есть большая дилемма, если вы меняете большой блок, переключаете палку
сочетание в 1968-1974 Nova или 1967-1969 Camaro: малый блок сцепления.
поперечный вал просто не работает с большим блоком. Дополнительная ширина
двигатель крысы создает небольшую дилемму с валом малого блока. Геометрия
Геометрия
меняется, и это не подходит. Что еще хуже, укоротить его и изменить положение
крепления не совсем простые. Что еще хуже, оригинальный номер детали
(3912602 и его многочисленные модификации) уже давно сняты с производства.
С другой стороны, рынок послепродажного обслуживания репродукций оживился.
точная замена, которая подходит и работает. У большинства продавцов запчастей есть
Доступен полный комплект рычажного механизма большого блока, и детали выглядят
и работать так же, как оригинал (см. фото).
А как насчет других кусочков? По большей части оставшиеся
Компоненты обычно доступны. Сверхмощное вспомогательное оборудование, такое как
ударопрочные корпуса раструбов и регулируемые шаровые шарниры раструбов
доступны, как и вилки сцепления и нейтральные предохранительные выключатели в сборе.
Педали
А как насчет педалей и связанного с ними рычажного механизма под приборной панелью? Так же, как
фактический рычаг сцепления, педали давно сняты с производства Chevy
запасы. И здесь на помощь приходят реставрационные компании. Много
И здесь на помощь приходят реставрационные компании. Много
дилеры запасных частей для восстановления автомобилей также предлагают полный, складской
замена 1968-1972 педальный узел под панелью приборов. Для их установки на складе
педаль автомата необходимо снять с опоры рулевой колонки и
установлены детали рычага переключения передач. Это простой процесс, когда клип
снимается, и ось педали выдвигается. Автоматические биты заменены на
джойстик переключает аналоги в обратном порядке. Вы заметите, что в этом
В этом случае педаль сцепления крепится снаружи опоры педали. Пока это
выглядит неправильно, это не так. Так завод сделал.
Вам понадобится пара накладок на педали (доступны на вторичном рынке). Ты можешь
также купите накладки на педали тормоза с правильным логотипом дискового тормоза. Некоторые машины пришли
с яркой отделкой педалей из нержавеющей стали. Эти части легко доступны в
сегодняшний рынок послепродажного обслуживания. При установке новых накладок на педали
Хорошая идея использовать силиконовый герметик в качестве клея на обратной стороне. Он останавливается
Он останавливается
колодка не скользит по педали.
Поперечины и опоры трансмиссии
Характер винтажных кузовов «Х» (Novas) как «автомобилей для всех».
оказался более чем влиятельным в отделе трансмиссии. Потому что
основные транспортные средства рассматривались как что угодно, от пешеходных эконо-седанов до
тотальных гонщиков, доступность трансмиссий была многочисленной, если не сказать больше.
наименее. То же самое относится и к Camaro с кузовом F. Все
от Powerglide до вдохновленного гонками «камнедробилки» Muncies заняли
пространство под половицами. Из-за этого физическая замена коробок передач
в 1968-1974 Nova или Camaro 1967-1969 годов — легкая задача.
Возможно множество нестандартных комбинаций. Примеры включают Powerglides
за большими блоками, Манси за рядными шестерками, V6 с турбо-гидроподдержкой
и множество других. Это было почти так, как инженеры Шевроле предполагали
вся схема замены: Chevy включал в себя несколько разных поперечин
и ряд отверстий, просверленных в переднем подрамнике только для этого
цель.
Основные поперечины можно разделить на три группы:
Примеры Turbohydramatic 400, примеры без Th500 и версии с большими блоками.
Сложнее всего найти поперечины большого блока Turbo 400.
модели вместе с большими блоками с четырьмя скоростями/HD с тремя скоростями, поскольку они
являются компонентами одного приложения. Хорошая новость заключается в том, что эти части легко
доступны на вторичном рынке. И так все остальные передачи
поперечины. В конце концов, вы должны быть уверены, что используете правильный крест.
участника для соответствующей передачи.
Кроме того, базовая опора трансмиссии (ласково именуемая
«монтаж» в оригинальных каталогах запчастей GM) одинаков для всех экземпляров.
Доступны твердые версии вторичного рынка, но это наш опыт.
что эти части лучше всего оставить толпе, занимающейся только дрэг-рейсингом. В сочетании с
прочные опоры двигателя, эти детали имеют тенденцию связывать весь
силовые агрегаты вместе слишком плотно. В результате часто ломается крепление ушей на
четырехступенчатые коробки передач или полностью сломанные коробки передач на автоматах.
