

Содержание
Полиспасты | Механизмы и приспособления для установки опор | Архивы
- монтаж
- ВЛ
- инструменты, механизмы
Содержание материала
- Механизмы и приспособления для установки опор
- Механизмы, применяемые при установке опор
- Тракторы и бульдозеры
- Буровые машины
- Лебедки
- Пеньковые и стальные канаты
- Выбор и расчет канатов
- Эксплуатация канатов
- Вязка узлов и сращивание канатов
- Стропы
- Выбор и расчет стальных канатов для стропов
- Блоки
- Полиспасты
- Домкраты
- Стрелы
- Шарниры
- Якори
- Унифицированные тросы, стропы и крепления
Страница 13 из 18
Полиспаст состоит из соединенных канатом двух однороликовых или многороликовых блоков (рис. 29), один из которых является неподвижным, а другой — подвижным.
Канат одним концом прикрепляется к ушку одного из блоков, огибает последовательно ролики обоих блоков и другим концом, обегающим с одного из блоков, наматывается на барабан тяговой лебедки или крепится к движущемуся тяговому механизму. К крюку подвижного блока крепится подъемный трос.
Применение полиспаста дает возможность поднимать или перемещать груз, значительно превосходящий по своему весу грузоподъемность тягового механизма.
Для определения причины выигрыша в силе при применении полиспаста разберем схемы рис. 30.
Рис. 29. Полиспаст.
На Схеме I груз закреплен на конце каната, другой конец которого перекинут через блок, неподвижно закрепленный вверху. Если бы при работе полиспаста не происходило трения в оси неподвижного блока, усилие в обеих ветвях было бы одинаковое и равное весу поднимаемого груза.
Но вследствие трения усилие ветви каната, идущего на барабан лебедки, будет всегда несколько больше, т. е., где Р — усилие ветви каната, идущего на барабан лебедки;
Q — вес поднимаемого груза;
rj — к.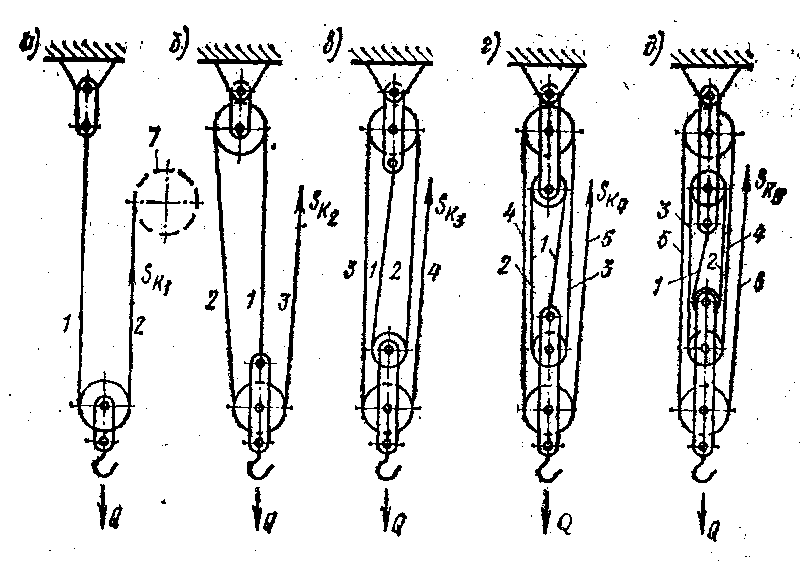 п. д. блока, учитывающий все потери на нем.
п. д. блока, учитывающий все потери на нем.
Лебедку при этом необходимо выбирать по ее тяговому усилию, несколько большему, чем вес груза.
Если тот же груз подвесить по Схеме II, то канат обойдет два блока — подвижный и неподвижный, усилия в ветвях каната распределятся, как показано на схеме. Усилие, приложенное на конец каната, который идет на барабан лебедки, будет равно:
т. е. несколько больше половины веса самого груза. Значит, и лебедку при этой схеме можно взять по тяговому усилию почти в 2 раза меньшую, чем в первом случае.
Рис. 30. Схемы полиспастов.
Из схемы ясно видно, что подъем груза на заданную высоту по сравнению со Схемой I будет происходить в 2 раза медленнее, так как длина каната, навиваемого на барабан при одной и той же высоте подъема груза, будет в 2 раза больше.
Теперь представим себе (Схема 3), что при помощи блоков тот же груз подвешен на четырех ветвях. В этом случае усилие в каждой ветви каната распределится, как показано на схеме. Самое большое усилие — усилие на конец каната, идущего на барабан лебедки, будет равно:
Самое большое усилие — усилие на конец каната, идущего на барабан лебедки, будет равно:
т. е. несколько больше четверти веса самого груза, а значит, и тяговое усилие лебедки можно будет при этой схеме принимать тоже лишь несколько больше четверти веса поднимаемого груза, а подъем будет происходить уже в 4 раза медленнее, чем по схеме I.
Для оснастки полиспаста необходимо заранее знать, какой длины будет нужен канат.
Длина каната для оснастки любого полиспаста определяется по формуле
где L — длина каната, м.,
и — общее число блоков полиспаста;
h — наибольшая высота подъема груза, м.,
d — диаметр ролика, м.,
I — расстояние от точки подвеса неподвижного блока до лебедки с учетом огибания отводных блоков, м.,
10 — расчетный запас длины каната, м.
При выборе полиспаста сначала задаются числом ветвей полиспаста, затем подсчитывают с учетом трения в блоках усилие на тяговом конце каната, идущего на барабан лебедки.
Наибольшее усилие в ветви полиспаста, идущей на барабан лебедки, определяется по формуле
где Р — усилие в ветви полиспаста, идущей на барабан лебедки, кГ,
Q — вес поднимаемого груза, кг, н — к. п. д. полиспаста;
п. д. полиспаста;
п — число рабочих (грузовых) ветвей полиспаста.
Значения к. п. д. полиспастов приведены в
табл. 23. В этой же таблице подсчитаны и натяжения на конце каната, идущего на барабан лебедки для полиспастов с различным числом ветвей.
Диаметры роликов D в блоках полиспаста выбираются в зависимости от грузоподъемности по табл. 24. Ниже приводятся примеры выбора полиспастов.
Пример 7. Требуется подобрать полиспаст для подъема груза 12 т на высоту 15 м. Задаемся числом рабочих ветвей полиспаста /2 = 6. Из табл. 23 видно, что для полиспаста потребуется два трехроликовых блока, грузоподъемность которых принимается по 15 Т. Для полиспаста в шесть ветвей к. п. д. равен 0,87 (табл. 23).
Наибольшее усилие в канате определяется по формуле
По найденному наибольшему усилию в канате видно, что лебедка требуется с тяговым усилием 3 Т (ближайшая к 2,3 71).
Диаметр каната для полиспаста определяется следующим образом. Усилие в канате известно (2 300 кГ).
Усилие в канате известно (2 300 кГ).
Таблица 23
Значения к. п. д. полиспастов и натяжений сбегающего конца каната с применением стальных канатов
Таблица 24 Диаметры роликов в блоках полиспаста
Необходимое разрывное усилие каната при коэффициенте запаса прочности, равном 6 (лебедка — электрическая), будет равно:
2 300X6=13 800 кГ.
Канат для полиспаста принимается конструкции 6Х37+Ч, тогда согласно табл. 5 диаметр каната равен 19,5 мм (при расчетном пределе прочности проволок каната 150 кГ/мм2).
Диаметры роликов при грузоподъемности полиспаста в 15 т необходимо взять не ниже 350 мм (табл. 24).
Требуемая общая длина каната для полиспаста определится при п = 6, h= 15 мм, 0,35 м, 15 м:
L = 6(15 + 3×0,35) +15+’10—135,1 м.
Из схемы табл. 23 видно, что конец каната при шести ветвях полиспаста должен крепиться к верхнему (неподвижному) блоку.
Предположим, что в распоряжении монтажников имеется лебедка с определенным тяговым усилием и по ней требуется подобрать полиспаст.
В этом случае для упрощения подбора числа ветвей полиспаста в зависимости от веса поднимаемого груза и имеющейся лебедки пользуются формулой
где S — тяговое усилие лебедки, кГ,
Q — вес поднимаемого груза, кг;
m — коэффициент, показывающий отношение веса поднимаемого груза к наибольшему усилию в ветви полиспаста, идущей на барабан лебедки.
Числовые значения коэффициента m приведены в табл. 25.
Пример 8. Требуется подобрать полиспаст для подъема груза Q = 20 т. на высоту 15 м. На монтажной площадке имеется электролебедка грузоподъемностью 5 = 5 Г. Условия, при которых будет происходить подъем, требуют два отводных блока:
По табл. 25 значение т, равное или ближайшее большее к четырем, оказывается равным 4,26. Из этой же таблицы находим, что число рабочих роликов в блоках полиспаста должно быть четыре, а число рабочих ветвей пять. Схему полиспаста находят по табл. 23, из которой видно, что при пяти рабочих ветвях в верхнем блоке должно быть три ролика, из которых один считается отводным, а в нижнем два. Конец каната крепится к подвижному блоку.
Конец каната крепится к подвижному блоку.
Таблица 25
| Число рабочих ветвей в полиспасте | Число рабочих роликов в обоих блоках | Коэффициент т при числе | отводных роликов | |||||
0 | 1 | 2 | 3 | 4 | 5 | 6 | ||
1 | 0 | 1,00 | 0,96 | 0,92 | 0,88 | 0,85 | 0,82 | 0,76 |
2 | 1 | 1,96 | 1,88 | 1,81 | 1 ,73 | 1 ,66 | 1,60 | 1,53 |
3 | 2 | 2,88 | 2,76 | 2,65 | 2,55 | 2,44 | 2,35 | 2,26 |
4 | 3 | 3,77 | 3,62 | 3,47 | 3,33 | 3,20 | 3,07 | 2,95 |
5 | 4 | 4,62 | 4,44 | 4,26 | 4,09 | 3,92 | 3,77 | 3,61 |
6 | 5 | 5,43 | 5,21 | 5,00 | 4,30 | 4,61 | 4,43 | 4,15 |
7 | 6 | 6,21 | 5,96 | 5,72 | 5,49 | 5,27 | 5,06 | 4,86 |
8 | 7 | 6,97 | 6,69 | 6,42 | 6,17 | 5,92 | 5,68 | 5,45 |
9 | 8 | 7,69 | 7,38 | 7,09 | 6,80 | 6,53 | 6,27 | 6,02 |
10 | 9 | 8,38 | 8,04 | 7,72 | 7,41 | 7,12 | 6,83 | 6,56 |
11 | 10 | 9,04 | 8,68 | 8,33 | 8,00 | 7,68 | 7,37 | 7,08 |
12 | 11 | 9,68 | 9,29 | 8,92 | 8,56 | 8,22 | 7,89 | 7,58 |
13 | 12 | 10,29 | 9,88 | 9,48 | 9,10 | 8,74 | 8,39 | 8,05 |
14 | 13 | 10,88 | 10,44 | 10,03 | 9,36 | 9,24 | 8,87 | 8,52 |
Числовые значения коэффициента т для полиспастов с различным числом рабочих ветвей и отводных роликов
Диаметры роликов при грузоподъемности полиспаста в 20 Т необходимо брать не менее 450 мм (табл.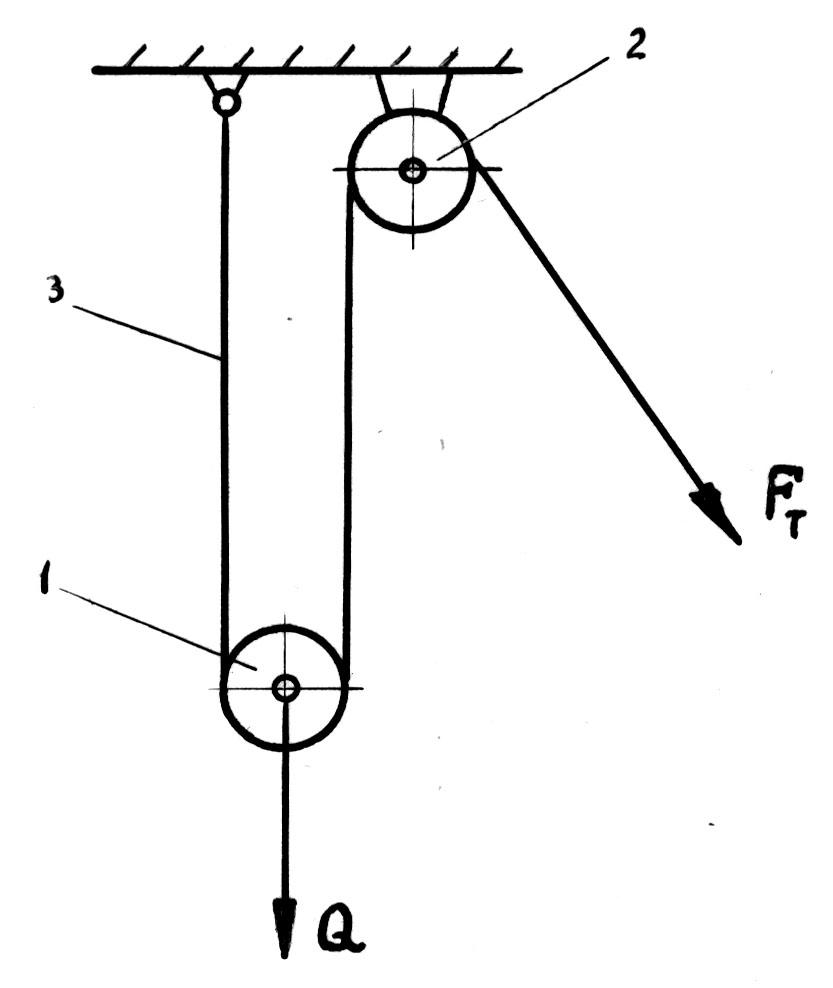 24). Подбор диаметра каната и его длины производится аналогично примеру 7.
24). Подбор диаметра каната и его длины производится аналогично примеру 7.
- Назад
- Вперед
- Назад
- Вперед
- Вы здесь:
- Главная
- Книги
- Архивы
- Сборка трансформаторов
Читать также:
- Механизмы и приспособления для воздушных линий 35 кВ и выше
- Приспособления и инструменты для воздушных линий до 10 кВ сельскохозяйственного назначения
- Сооружение двухцепной ВЛ 500 кВ в условиях ограниченной ширины полосы отчуждения
- Монтаж горизонтальных заземлителей в траншеях
- Монтаж сельских электроустановок
Таль цепная пневматическая HADEF, г/п 500 кг, полиспаст схема 2
Каталог продукции
- Мостовые краны (кран-балки)
- Пневматические краны
- Консольные краны
- Конвейеры
- Тали электрические
- Тали пневматические
- Тали ручные
- Лебедки
- Штабелеры
- Домкраты
- Пульты и радиоуправление
- Токоподводы
- Сопутствующее оборудование
Спецпредложения
Таль предназначена для эксплуатации как в открытых, так закрытых помещениях, а так же под навесом.
Преимущества: компактная, легкая, алюминиевый корпус, высокие скорости, последовательный подъем с контролем и остановкой, высокое качество. Грузоподъемность (т): 0.5 Вид тяги: пневматическая Производство: Германия Область применения: подъемно-транспортное оборудование / строительно-монтажное оборудование / складское оборудование |

Технические характеристики
| Тип | 72/12 P | |
|---|---|---|
| Калибр цепи, м | 4×12 | |
| Полиспастная схема | 2 | |
| Скорость подъема, м/мин | 4,5 | |
| Скорость спуска, м/мин | 8,5 | |
| Размеры тали, мм | A1 | 124 |
| A2 | 33 | |
| B | 286 | |
| B1 | 174 | |
| B2 | 112 | |
| C | 130 | |
| C1 | 375 | |
| F | 71 | |
| G | 45 | |
| H | 45 | |
| K | 19 | |
| L | 1700 | |
| M | — | |
| M3 | — | |
| N | 2350 | |
| Вес, кг | 8,6 | |
* В стандартном исполнении высота подъема 3,0м. При заказе возможна другая высота подъема.
При заказе возможна другая высота подъема.
Форма заказа
Таль цепная пневматическая HADEF, г/п 500 кг, полиспаст схема 2
Если вы хотите купить, узнать стоимость или какую-либо дополнительную информацию по этому оборудованию, пожалуйста, заполните форму ниже.
Сведения, сообщаемые заказчиком:
Контактная информация:
- Наименование предприятия*
- Ф.И.О., должность*
- Город, область*
- Телефон*
STAHL CraneSystems расширяет свою программу цепных талей: цепная таль SCF теперь поставляется со стандартным преобразователем частоты
Добавить в избранное
# Тенденции продуктов
Повышенная производительность благодаря расширенному диапазону скоростей (ESR)
Электронный датчик редуктора SCF постоянно регистрирует нагрузку на крюк и на основании этого рассчитывает допустимую скорость подъема. Когда подъемник не загружен или поднимает до 30 % от максимальной рабочей нагрузки, система управления позволяет увеличить скорость подъема до 200 % от ее нормальной скорости. При максимальной рабочей нагрузке 50 % скорость подъема может быть увеличена до 150 %. Поскольку многие цепные тали редко работают с полной нагрузкой в нормальных условиях, многие ESR могут ускорить многие циклы подъема, что экономит время и делает работу более рентабельной.
Когда подъемник не загружен или поднимает до 30 % от максимальной рабочей нагрузки, система управления позволяет увеличить скорость подъема до 200 % от ее нормальной скорости. При максимальной рабочей нагрузке 50 % скорость подъема может быть увеличена до 150 %. Поскольку многие цепные тали редко работают с полной нагрузкой в нормальных условиях, многие ESR могут ускорить многие циклы подъема, что экономит время и делает работу более рентабельной.
Более гладкий и долговечный
Цепная звездочка с 5 гнездами, разработанная для цепной тали SC, и активная система гашения вибрации обеспечивают более плавный ход цепи и снижают нагрузку на двигатель. Система противодействует конструктивным вибрациям, возникающим от цепной звездочки, активно изменяя скорость приводного вала. Еще одна новая функция — интеллектуальное управление двигателем с демпфированием ударов. Если груз «разрывается» с провисшей цепью, нагрузка уменьшается в «момент удара» за счет снижения скорости двигателя, что приводит к повышению безопасности и увеличению срока службы цепи, лебедки и кранового моста.
Модульная конструкция платформы цепных талей SC позволяет интегрировать преобразователь частоты непосредственно в корпус. Благодаря продуманной конструкции все компоненты полиспаста SCF также легко доступны для обслуживания.
Все цепные тали серии SC от STAHL CraneSystems в будущем будут поставляться с высококачественным оборудованием премиум-класса: проводными средствами управления вместо печатных плат, износостойкой направляющей цепи и ручным растормаживанием для безопасного опускания груза во время отключения электроэнергии или время простоя системы входит в стандартную комплектацию с 2014 года. Цепные тали SC и SCF компании STAHL CraneSystems явно отличаются от аналогичных цепных талей на рынке.
Дополнительная информация
STAHL CraneSystems GmbHЗадать вопрос
Ключевые слова
- Подъемники
- Цепные тали
Сопутствующие изделия Trend
Крупный заказ в Западном Китае: CQcrane и STAHL CraneSystems поставляют 86 кранов со 120 канатными тельферами.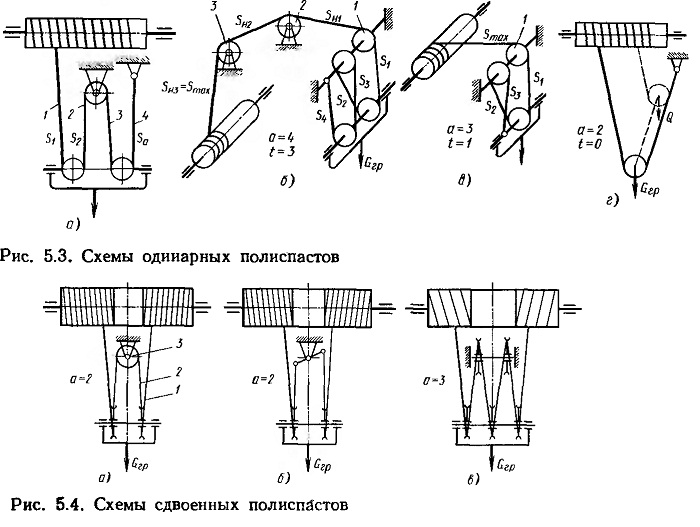
Крупный заказ в Западном Китае: CQcrane и STAHL CraneSystems поставляют 86 кранов со 120 канатными талями.
Ряд китайских и зарубежных производителей кранов подали заявки на этот крупный заказ от государственной машиностроительной компании. Компания считается крупнейшим производителем машин для производства зубчатых колес, имеет 60-процентную долю рынка в Китае и экспортирует свою продукцию почти в 50 стран. «Решающим в конечном счете была не только цена, но и значительная…
Канатная таль
SHA – быстрая, экономичная, с частотным управлением
Канатная таль SHA – быстрая, экономичная, с частотным управлением
STAHL CraneSystems представляет канатную таль SHA с новой гибкой концепцией двигателя для легких промышленных кранов. №
Канатные тали серии SHA сочетают в себе преимущества частотно-регулируемых подъемных и ходовых двигателей (FU) с адаптивным диапазоном скоростей (ASR):
Бесступенчатая регулировка скорости и плавный пуск облегчают работу и снижают нагрузку на крановую систему.
Адаптивное управление скоростью ускоряет процесс подъема и опускания до трехкратной стандартной скорости, если груз …
Первое полностью автоматизированное крановое решение для пресса и штамповочной линии Indian Ford
Первое полностью автоматизированное крановое решение для пресса и штамповочной линии Indian Ford
Переоснащение полностью автоматизировано на новом заводе в Сананде – это экономит драгоценные минуты и тем самым повышает производительность всей системы. Когда оператор вводит номер назначения инструмента, кран перемещается в выбранное положение со скоростью до 60 м/мин, следуя заданным маршрутам и обходя зоны безопасности. Краны Sparkline встречают…
Сравнить
Удалить все
Сравнить до 10 товаров
Ручные цепные тали: Проверить, исправить!
Тони Рок разговаривает с крановым инженером, чтобы выяснить, какие проблемы с техническим обслуживанием могут повлиять на ручные цепные тали.
Фил Симпсон (Phil Simpson) — инженер CraneServe, компании по техническому обслуживанию и осмотру кранов, базирующейся в Великобритании. В своей работе он сталкивается со всеми видами подъемного оборудования, включая электрические и ручные цепные тали.
Типы неисправностей, которые он видит, включают проблемы с предохранителями, растяжение цепи, растяжение крюков, деформацию и износ верхних возвратных звездочек.
Причиной таких проблем обычно является перегрузка, когда люди используют оборудование для задач, для которых оно не предназначено; например – взять груз ручной цепной талью, а затем поднять его краном.
«Очевидно, — говорит Симпсон, — что выполнение таких маневров приводит к перегрузке подъемника, что может привести к удлинению цепи или поломке тормозных колодок и тому подобному».
Еще одна проблема, которую он видит, это загрязнение.
«Случается, что тормозные диски могут быть загрязнены внутри смазкой и смазкой, а атмосфера, в которой они находились, влияет на тип загрязнения, которое они могут иметь», — говорит Симпсон. «Очевидно, что в пыльных условиях пыль может попасть внутрь и загрязнить тормозные диски, поэтому у вас могут быть проскальзывания груза и тому подобное».
«Очевидно, что в пыльных условиях пыль может попасть внутрь и загрязнить тормозные диски, поэтому у вас могут быть проскальзывания груза и тому подобное».
Загрязнение также может принимать форму того, что Симпсон называет «шлифовальной пастой».
Он продолжает: «Если вы смазываете цепь, необходимо учитывать окружающую среду. Например, если вы работали в сварочном цехе, и в воздухе много загрязнений — сварочные частицы или даже пыльная среда — что может случиться, если вы нанесете на цепь густую смазку, все эти загрязнения в воздухе цепляется за цепь. Таким образом, когда он проходит через верхнюю возвратную звездочку, он в основном тащит мусор. Это делает шлифовальную пасту и ухудшает ситуацию».
Существуют альтернативы жирным смазкам, как подчеркивает Симпсон: «Очевидно, что если вы используете довольно жидкую смазку или густую жирную смазку во влажных условиях, она может капать. Что мы обычно рекомендуем, так это аэрозольную смазку из ПТФЭ, сухого молибдена или графита — сухую смазку для таких условий — чтобы она не стекала и не загрязняла продукт».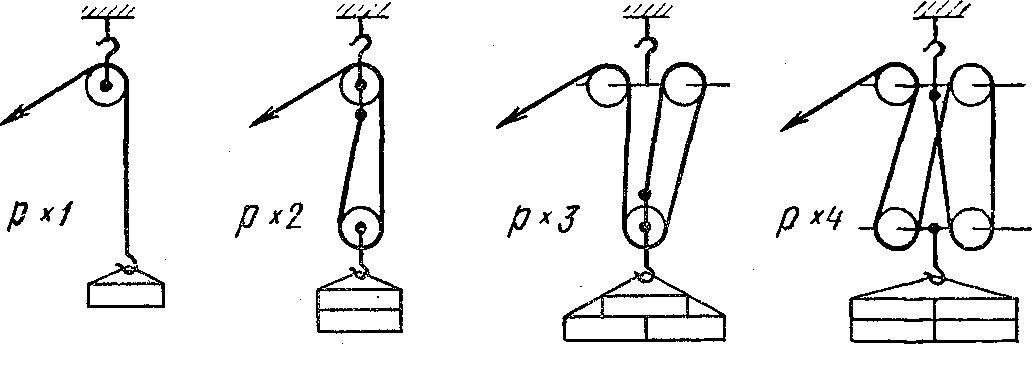 Он добавляет, что недавно порекомендовал сухую смазку заказчику, управляющему бумажной фабрикой.
Он добавляет, что недавно порекомендовал сухую смазку заказчику, управляющему бумажной фабрикой.
Хотя Симпсон говорит, что в соответствии с Правилами предоставления и использования рабочего оборудования (Puwer) клиенты должны поддерживать свое оборудование в соответствии с требуемыми стандартами, реальность такова, что слишком часто они даже не проводят проверки перед использованием.
«По праву они должны проводить предварительную проверку, прежде чем использовать какое-либо подъемное оборудование», — говорит он. «Но, очевидно, в девяти случаях из десяти они этого не делают. Они просто ставят галочку и говорят, что смотрели — на самом деле это может быть очень опасно».
CraneServe предлагает своим клиентам схему осмотра, как объясняет Симпсон: «Разные ситуации требуют разных видов осмотров в разное время. Обычно мы используем схему проверки, когда мы садимся с клиентом и говорим: «Послушайте, что бы вы хотели проверить на этом?» или «Мы рекомендуем делать это в эти периоды».
В качестве примера того, что может предложить CraneServe, Simpson ссылается на одного из своих клиентов, производителя.
«У них есть эти носители, которые используются 24 часа в сутки, семь дней в неделю», — начинает он. «Мы будем выбрасывать по пять штук каждую неделю, разбирать их, осматривать, повторно смазывать и возвращать в систему.
«И мы составим схему проверки, в которой мы разработали свои собственные отчеты. По сути, это контрольный список: проверяли ли вы подшипники, втулки и т. д.? И затем, если мы делаем какой-либо ремонт, мы записываем его и сообщаем клиенту.
«Очевидно, что вы можете делать это с любым подъемным оборудованием и техническим обслуживанием кранов — если есть история того, что делается с этим оборудованием и в какие сроки.
«Если он часто используется и работает 24 часа в сутки, поднимая почти безопасную рабочую нагрузку, вы, вероятно, порекомендуете проводить проверку каждые три месяца или каждые шесть месяцев, в зависимости от оборудования и окружающей среды, в которой он находится. ».
».
Компания также проводит обучение.
«Если честно, я думаю, что это очень важно. Правильная подготовка имеет большое значение», — говорит Симпсон.
«Я думаю, что многие операторы совершенно не понимают, на что они на самом деле смотрят, и несколько раз я указывал оператору на что-то, а они отвечали: «О, я не знал». что’.
«Я бы, наверное, посоветовал пройти обучение, а затем получить фактические контрольные карточки перед использованием, чтобы у вас был назначенный визуальный там [который подтверждает], что оборудование было осмотрено. Даже если это еженедельная проверка, ежемесячная проверка, ежедневная проверка, что угодно — до тех пор, пока на нее смотрит кто-то, у кого есть эти знания и есть такая подготовка».
Обучение, по словам Симпсона, поможет операторам замечать признаки опасности раньше, чем они станут проблемой безопасности. Он говорит, что первое, что он сделал бы, это начал бы с крючков и спросил, деформированы ли они или растянуты.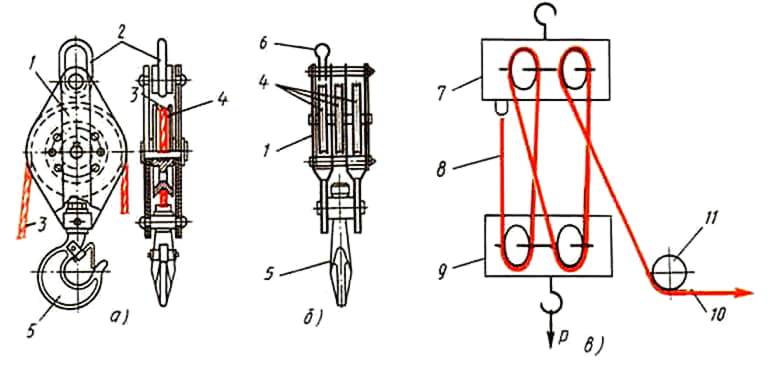 Также спросите, например, правильно ли работает предохранитель? Обычно, если крюк растягивается, предохранитель не срабатывает и будет «переворачиваться». И подшипники осмотрите, и цепи, в основном в седлах звеньев. Как говорит Симпсон, при любом признаке износа в ссылке «лучше пресечь его в зародыше и заменить, пока не стало еще хуже».
Также спросите, например, правильно ли работает предохранитель? Обычно, если крюк растягивается, предохранитель не срабатывает и будет «переворачиваться». И подшипники осмотрите, и цепи, в основном в седлах звеньев. Как говорит Симпсон, при любом признаке износа в ссылке «лучше пресечь его в зародыше и заменить, пока не стало еще хуже».
«Вот несколько фотографий поврежденной цепи ручной цепной тали, — говорит Фил Симпсон из CraneServe. «Износ приходится на седло звена, а зазубрины, которые вы видите, связаны с тем, что операторы оборачивают цепь вокруг чего-то и зацепляют крюк обратно за цепь, по сути, создавая дроссель вокруг поднимаемой детали. Очевидно, что это повреждает ссылки, и это большой запрет».
«Эти изображения — примеры неправильной смазки на бумажной фабрике, — говорит Симпсон. «Сухая смазка была бы правильным выбором для пыльной среды, но клиент использовал густую смазку, из-за которой пыль и бумага в атмосфере прилипали к ней.
