

Содержание
Ленточный конвейер – устройство и применение
Редкое промышленное производство обходится без конвейерных линий, которые могут отличаться конструктивно, по типу перемещаемых грузов, производительности, допустимым режимам работы и т. д. В ряду наиболее популярных оказались ленточные конвейеры, устройство и применение которых необходимо точно знать для правильного выбора оборудования.
Ленточные конвейеры призваны обеспечить непрерывность технологического процесса доставки, транспортировки сырья, изделий к месту обработки, переработки, изготовления и дальше в соответствии с технологической картой конкретного производственного цикла.
Конструктивные особенности ленточных транспортеров обеспечивают перемещение сыпучих и кусковых материалов при разном угле наклона — от 0 до 90 градусов. Длина таких трасс и их состав – комбинация горизонтальных и наклонных участков, могут варьировать в широких пределах: до 10-12 км в длину с совершенно разным количеством секторов. Конфигурация трасс также может быть разной – прямой, L, Z, V-образной. Ширина полотен варьирует от 30 см до 200 см.
Конфигурация трасс также может быть разной – прямой, L, Z, V-образной. Ширина полотен варьирует от 30 см до 200 см.
Качество полотна также может быть разным – прорезиненная ткань, брезент, синтетика (ПВХ), пищевое покрытие, сетчатая и сплошная лента с разного типа соединением элементов – горячая и холодная вулканизация, механическое крепление. Полотно в зависимости от перемещаемых материалов или изделий может иметь разную конфигурацию профиля – с перегородками, бортами, гладкую или рифленую, желобчатую.
Важными характеристиками являются следующие:
- производительность, которую измеряют в объеме – кубометрах, перемещаемых за 1 час рабочего времени;
- скорость движения– 0,5-5 м/с;
- угол наклона несущей поверхности;
- способ загрузки.
Скорость должна быть регулируемой и выбираемой в соответствии с технологической картой конкретной производственной операции.
Как устроен ленточный конвейер
Основными узлами транспортера являются следующие компоненты: каркас, привод, барабаны приводной и натяжной, лента, направляющие ролики.
Принципиальная схема агрегата выглядит следующим образом: приводной барабан соединен через редуктор с электродвигателем. Противостоит приводному барабану натяжной, закрепленный на подшипниках. Между барабанами натянуто полотно, замкнутое в кольцо. Для перемещения полотна служат ролики, закрепляемые на каркасе. Такова общая схема, обеспечивающая при включении двигателя постоянное движение конвейерной ленты с определенной скоростью при конкретной нагрузке. Введение в конструкцию преобразователя частоты позволяет регулировать скорость перемещения полотна.
Особенности выбора транспортеров
Характеристики электродвигателя и редуктора, качество и конструкция рабочей зоны в значительной степени зависят от того, с какого типа грузами придется иметь дело.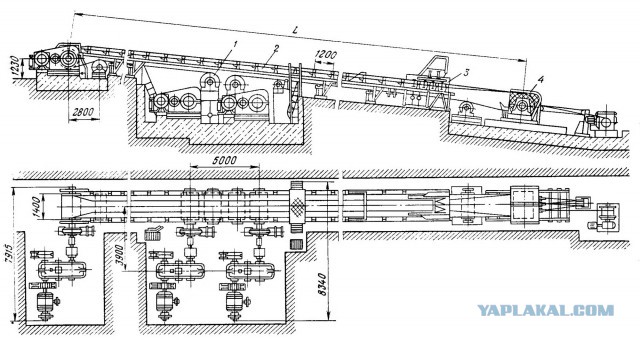 Так, ленты с гладкой поверхностью более подходят для перемещения штучных изделий, тогда как рифление полотна и наличие бортов будет наиболее эффективно для транспортировки сыпучих, мелких штучных изделий. Рифление обеспечивает максимальную производительность независимо от рисунка протекторов – ромбы, пирамиды, треугольники и т. п. Если полотно оснащено поперечными перегородками, то появляется возможность создания конструкций с углом наклона рабочих поверхностей до 45 градусов.
Так, ленты с гладкой поверхностью более подходят для перемещения штучных изделий, тогда как рифление полотна и наличие бортов будет наиболее эффективно для транспортировки сыпучих, мелких штучных изделий. Рифление обеспечивает максимальную производительность независимо от рисунка протекторов – ромбы, пирамиды, треугольники и т. п. Если полотно оснащено поперечными перегородками, то появляется возможность создания конструкций с углом наклона рабочих поверхностей до 45 градусов.
Преимущества устройства и применения ленточного конвейера
Для тех, кто в силу специфики производства выбрал ленточные транспортеры, очень быстро становятся очевидными преимущества:
- широкий размерный и конструктивный ряд устройств;
- высокая скорость и высокая производительность;
- возможность подбора агрегата в зависимости от характеристик грузов;
- регулируемая скорость движения;
- энергоэффективность;
- надежность;
- высокая степень ремонтопригодности.

Конструктивные особенности ленточного конвейера позволяют устанавливать оборудование как в закрытых помещениях, так и на открытом воздухе, использовать устройство при рабочих температурах от -50ᵒС до +45ᵒС, а в случае специального оснащения допустима транспортировка грузов, температура которых может достигать +200ᵒС.
Наконец, дополнительное оснащение агрегатов специальными модулями расширяет сферу применения и делает перемещение более комфортным, безопасным, эффективным. Так, например, существуют методы предотвращения выпадения материалов и изделий, самоочищающиеся поверхности полотен, способы, гарантирующие рост эффективности, производительности и срока эксплуатации. Кроме того, производство новых технологичных материалов расширяет и климатические границы применения конвейерного оборудования в условиях чрезвычайно низких или высоких температур при высокой влажности.
Типы конвейеров
Какое транспортирующее, или конвейерное, оборудование выбрать для выполнения возлагаемых на него функций, определяют в зависимости от конструктивных особенностей, мощности и производительности, типа рабочей поверхности, возможности регулировать скорость и иные рабочие параметры.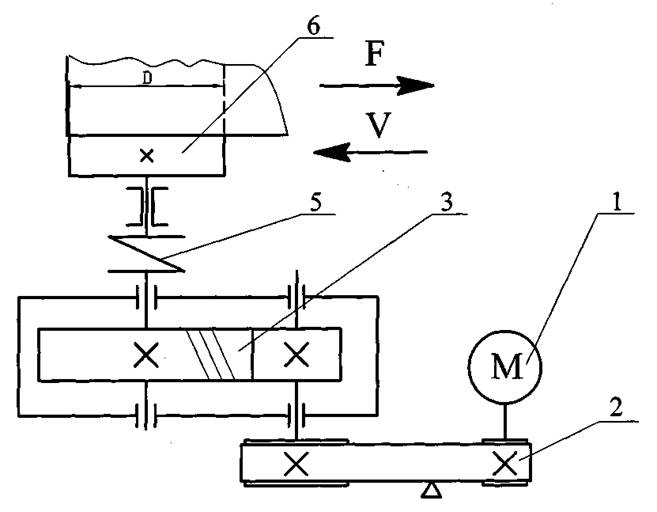 Решающую роль играют технологические особенности производства, физические и химические параметры материалов и изделий, их весогабаритные характеристики, действующие стандарты качества, варианты подачи транспортируемых грузов. Многообразие исходных условий предопределяет существование большого количества типов конвейеров, которые выступают в качестве самостоятельного оборудования или входят в состав сложных комплексов.
Решающую роль играют технологические особенности производства, физические и химические параметры материалов и изделий, их весогабаритные характеристики, действующие стандарты качества, варианты подачи транспортируемых грузов. Многообразие исходных условий предопределяет существование большого количества типов конвейеров, которые выступают в качестве самостоятельного оборудования или входят в состав сложных комплексов.
Классификация транспортеров: основные параметры и факторы
В ряд критериев, важных для определения конструктивного типа конвейеров, входят следующие параметры и факторы:
- пространственная архитектура в зависимости от направления транспортировки – горизонтальная, вертикальная, наклонная;
- конструкции с тяговым органом или без него;
- тяговый механизм имеет вид ленты, цепи или каната. Гибкие тяговые органы бывают ленточными, цепными, роликовыми или канатно-ленточными;
- в случае отсутствия тягового механизма различают шаговые и винтовые, среди которых существуют качающиеся, штанговые, вибрационные;
- в случае отсутствия тягового механизма устройства бывают гравитационными, винтовыми или инерционными;
- ленточные устройства оснащают полотном с разного типа профилем – гладкое, с бортами и перегородками, рифленой поверхностью;
- место установки – напольные или подвесные, стационарные или мобильные;
- вид перемещаемых материалов, сырья, изделий, товаров – сыпучие, штучные, кусковые;
- функция в составе технологических звеньев — транспортировочные, сборные или сортировочные;
- место оператора – рабочее, то есть двигающееся с лентой, или распределительное (зафиксированное).

Знание основных технических характеристик и особенностей эксплуатации каждого из типов конвейеров позволяет выбрать оптимальный вариант для конкретных производственных условий, в которых важным является способ перемещения грузов, в связи с которым выделяют рабочие поверхности разных конструкций:
- ленточные;
- скребковые,
- ковшовые,
- роликовые,
- винтовые,
- пластинчатые.
Характеристики и функционал каждого из этих типов оборудования стоит рассмотреть отдельно.
Ленточные
Ленточные транспортеры характеризуются наличием рабочей поверхности в виде ленты, движением которой управляют натяжной и приводной барабаны, ролики. Параметры и режимы работы регулируют с помощью отклоняющих барабанов и преобразователей частоты. Полотно может быть изготовлено из разных материалов – ПВХ, прорезиненная ткань, иметь профиль рифленый или гладкий, с бортами или перегородками. Оборудование может быть стационарным и мобильным (на колесном ходу), использоваться в составе сложного технологического комплекса или как самостоятельная единица.
Оборудование может быть стационарным и мобильным (на колесном ходу), использоваться в составе сложного технологического комплекса или как самостоятельная единица.
По своей сути устройства универсальны и справляются с задачами перемещения материалов на значительные расстояния, достигающие десятка километров. При этом весогабаритные характеристики грузов могут быть разными – сыпучие, штучные, кусковые, а пространственное расположение звеньев может варьировать и быть горизонтальным, вертикальным, с наклоном, комбинированным. Кроме того, в одной плоскости могут быть созданы разветвления, изгибы, которые не сокращают производительность.
Основные преимущественные показатели ленточных конвейеров – это высокие надежность, производительность, скорость.
Ковшовые
Принципиальное отличие этого вида транспортеров заключается в способе транспортировки порошкообразных, сыпучих и кусковых материалов: груз перемещают в ковшах, изготовленных из штампованной или сварной листовой стали.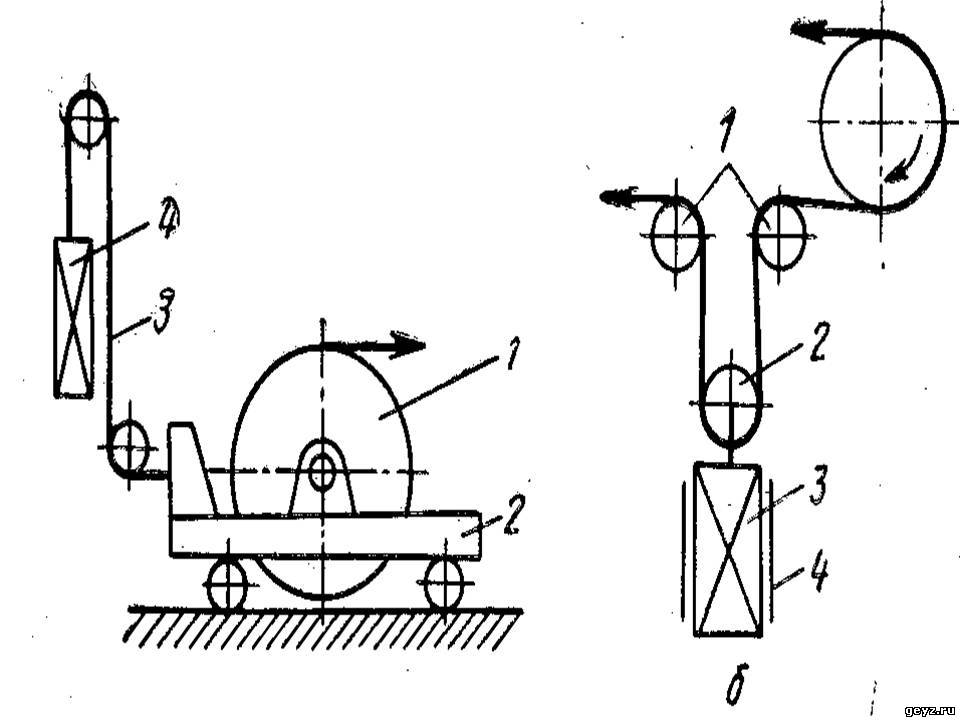 Конструкция состоит из двух барабанов – приводного (голова) и натяжного (башмак), тяговых органов (цепи или ленты), ковшей, привода.
Конструкция состоит из двух барабанов – приводного (голова) и натяжного (башмак), тяговых органов (цепи или ленты), ковшей, привода.
Крепление ковшей осуществляют на приводимой в движение ленте или цепи. Пространственное расположение может быть разным – вертикальное или под углом, комбинированное, с организацией в виде прямой, кольцеобразной или других схем движения. При этом положение рабочих органов также может варьироваться: используют расставленное или чешуйчатое положение.
Загрузку выполняют в загрузочный башмак, ковши перемещаются и в верхней части, проходя через барабан или звездочку, опрокидываются и разгружаются. Ковшовые транспортеры производят быстроходными и тихоходными, с самотечной и центробежной разгрузкой.
Роликовые
Роликовые конвейеры отлично приспособлены для транспортировки штучных изделий, в том числе в контейнерах, если размер изделий невелик. Конструктивная суть заключается в креплении на каркасе систем подшипников, оснащенных жестко закрепленными роликами, которые вращаются и тем самым осуществляют передвижение носителя и грузов. Устройства могут иметь сложную пространственную архитектуру, включающую несколько секций разной конфигурации, в том числе поворотные и откидные, криво- и прямолинейные, горизонтальные и монтируемые под углом.
Устройства могут иметь сложную пространственную архитектуру, включающую несколько секций разной конфигурации, в том числе поворотные и откидные, криво- и прямолинейные, горизонтальные и монтируемые под углом.
В зависимости от принципа действия различают роликовые транспортеры приводные, гравитационные, инерционные (качающиеся и вибрационные). Приводные контейнеры работают от электродвигателя, к которому через редуктор подсоединена линия. Такой вариант необходим в том случае, если технологическая операция требует постоянной скорости движения рабочей поверхности по горизонтали или при небольшом уклоне. Гравитационные устройства устанавливают под углом до 5 градусов, и этого достаточно для того, чтобы грузы перемещались под собственным весом. Инерционные устройства чаще всего устанавливают под углом, который обеспечивает перемещение материалов или изделий по инерции, при этом качающиеся модели характеризуются большой амплитудой и небольшой частотой, тогда как вибрационные при большой частоте обеспечивают малую амплитуду.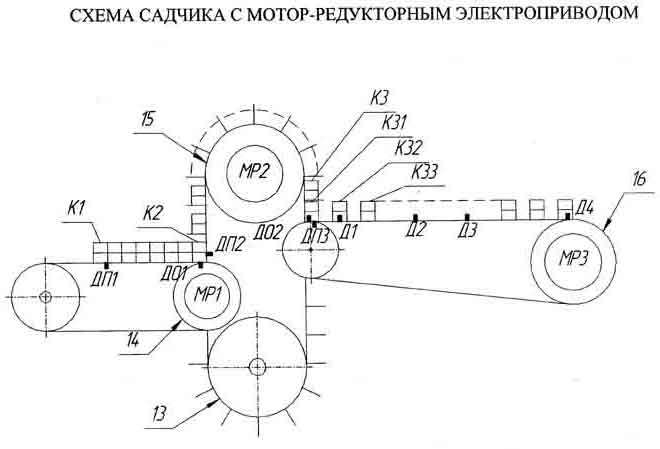
Скребковые
Транспортеры такого типа идеальны для перемещения кусковых, сыпучих материалов, штучных изделий на сборочных или литейных поточных линиях. Конструктивно устройство представляет собой желоб или трубу, в теле которой перемещаются скребки, перенося с собой грузы по горизонтальной, вертикальной или наклонной плоскости. Форма скребков и желоба должны обязательно совпадать для того, чтобы линия была эффективной, а износ трубы был незначителен. Скребки традиционно производят из металла, тогда как желоб может быть металлическим или деревянным. Различают скребковые транспортеры с погруженными и обычными скребками, несущими и ведущими цепями, тележечные.
Подачу производят через загрузочную воронку. Скорость перемещения варьирует в диапазоне 0,16 – 1 м/сек, а производительность может достигать 350 тонн в час.
Винтовые
Винтовые устройства нашли применение на производствах, связанных с использованием кусковых, сыпучих, пылевидных материалов, которые необходимо перемещать в пространстве на различные расстояния.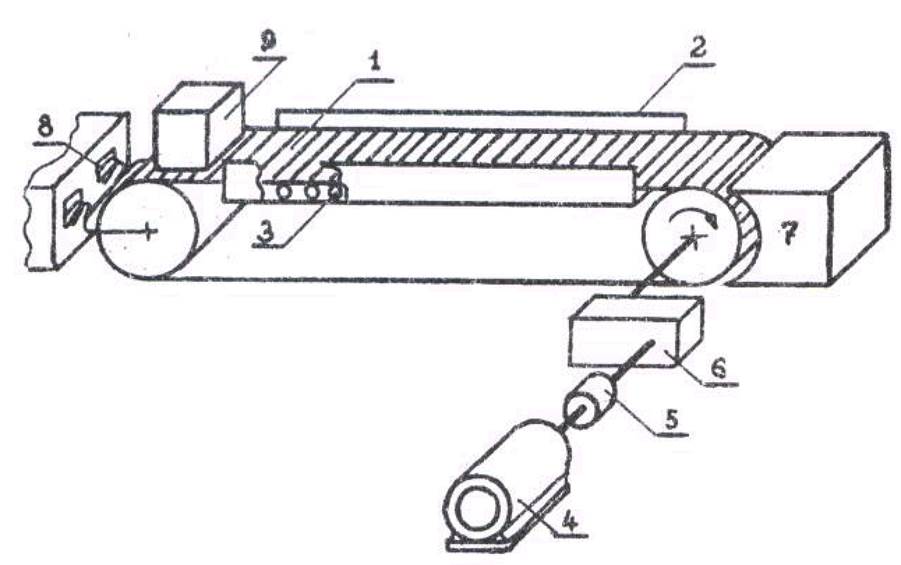 Благодаря конструктивным особенностям линии создают горизонтальными, вертикальными, установленными под углом. Главным рабочим органом в них является винт, которому придается вращение от электродвигателя через привод. Винтовой шнек помещают в желоб или короб. Лопасти шнека могут быть сплошными, в виде лопаток или ленточными в зависимости от характеристик груза – сыпучий, слежавшийся или липкий, влажный или кусковой. Конвейерная линия может состоять из нескольких секций, длина каждой из которых варьирует в диапазоне от 2 до 4 м при общей длине около 40-60 метров.
Благодаря конструктивным особенностям линии создают горизонтальными, вертикальными, установленными под углом. Главным рабочим органом в них является винт, которому придается вращение от электродвигателя через привод. Винтовой шнек помещают в желоб или короб. Лопасти шнека могут быть сплошными, в виде лопаток или ленточными в зависимости от характеристик груза – сыпучий, слежавшийся или липкий, влажный или кусковой. Конвейерная линия может состоять из нескольких секций, длина каждой из которых варьирует в диапазоне от 2 до 4 м при общей длине около 40-60 метров.
Пластинчатые
Транспортеры пластинчатые эффективны для перемещения штучных изделий или крупнокусковых материалов, с рифлением или острыми гранями, которые способны повредить обычный ленточный конвейер. Рабочая поверхность ленты состоит из металлических, пластиковых или деревянных пластин, соединенных механическим способом и прикрепляемых к тяговым органам – цепям. Поверхность пластин может быть гладкой или рифленой, иметь плоский, волнистый или коробчатый профиль, с бортами (стационарными и подвижными) и без них. При монтаже может быть применена горизонтальное расположение линии или наклонное (до 35 градусов).
При монтаже может быть применена горизонтальное расположение линии или наклонное (до 35 градусов).
Надежное крепление, высокая механическая прочность, наличие промежуточных приводов позволяют создавать довольно длинные линии для перемещения тяжелых, негабаритных грузов на значительные расстояния. Наиболее популярные сферы применения – багажные ленты в транспортных узлах, горнодобывающая и обрабатывающая промышленности, эскалаторы пассажирские и технические, разливочные и прочие линии. Производительность – до 2000 тонн в час.
| Ленточный конвейер — это непрерывно действующее устройство транспортировки с объединёнными грузонесущим механизмом и тяговым механизмом в виде замкнутой гибкой ленты. По всей своей длине лента конвейера опирается на неподвижные роликоопоры и приходит в движение за счет силы трения между лентой и приводным барабаном. Ленточные транспоретры используются в шахтах и карьерах для подъема полезных ископаемых из забоев внутри горных предприятий на поверхность и последующей доставки до обогатительной фабрики или погрузочного пункта внешнего транспорта. Так же ленточные конвейеры могут применяться для транспортировки полезных ископаемых непосредственно потребителю. К примеру, уголь доставляется на теплоэнергоцентраль, руда – на металлургический завод. Иногда с помощью специально приспособленных ленточных конвейеров производится перемещение людей в шахтах по наклонным выработкам. История. Ленточные конвейеры применяются в горной промышленности России с 1861 года, когда инженером А. Конструкция ленточного конвейера. Ленточный конвейер состоит из следующих основных элементов: собственно конвейерная лента, привод, став с роликооппорами, загрузочное и натяжное устройство. Также на конвейеры устанавливаются ловители ленты, чистящие механизмы, механизмы для взвешивания груза и т.д. Привод состоит из электрического двигателя, редуктора, тормозного механизма, муфт соединения и приводных барабанов. Классификация. Подземные ленточные конвейеры делятся на пять основных групп: • для выработок примыкающих к лавам с наклоном от -3 до +6°. • для выработок с нулевым, либо малым углом наклона. • для выработок с углом наклона до 18°. • для бремсбергов имеющих уклон до 16°. • для наклонных стволов и главных уклонов с углом от 3 до 18°. В производстве ленточных конвейеров выделяют забойные, отвальные, передаточные и стационарные магистральные карьерные конвейеры. При расчете ленточного конвейера основная задача заключается в нахождении ширины ленты, ее максимального натяжения, и мощности двигателей для заданной производительности, длине и углу наклона механизма. Производительность в первую очередь зависит от ширины и скорости движения конвейерной ленты. Применение автоматики позволяет обеспечить плавный пуск ленточного конвейера, регулировать скорость движения ленты, осуществлять автоконтроль состояния роликоопор, выявлять повреждения ленты, взвешивать и регистрировать количество перемещаемого груза и т. Современные ленточные транспортеры обладают высокой надежностью и безопасностью работы и низкой трудоемкостью обслуживания. Совершенствование конструктивно-технологических характеристик конвейеров позволяет расширить объемы и области их применения. Например, использование промежуточных приводов позволяет увеличить длину ставов и уменьшить или полностью исключить количество промежуточных перегрузок, что в свою очередь повысит срок службы ленты. Улучшение устройств погрузки, надежности роликоопор и опорных конструкций ставов наряду с создание ленточно-тележечных конвейеров позволит повысить кусковатость перемещаемых грузов. Использование морозостойкой резины, специальных смазок и новых материалов для привода позволяет применять ленточные конвейеры даже в условиях Дальнего Севера. По материалам НПП РУНА-КЛ |

 6. 7. 8. 9. Роликовые опоры — служат опорой для ленты, не давая ей прогибаться при транспортировке тяжелых грузов, также роликовые опоры центрируют ленту и не дают ей слетать с барабанов.
6. 7. 8. 9. Роликовые опоры — служат опорой для ленты, не давая ей прогибаться при транспортировке тяжелых грузов, также роликовые опоры центрируют ленту и не дают ей слетать с барабанов. п.;
п.; Такой транспортер позволяет корректировать длину и угол наклона во время работы. Для внесения изменений не нужно отключать оборудование и освобождать его от грузов. Конвейер такого типа актуален для транспортировки сыпучих материалов в карьерах, на речных и морских судах и пр.
Такой транспортер позволяет корректировать длину и угол наклона во время работы. Для внесения изменений не нужно отключать оборудование и освобождать его от грузов. Конвейер такого типа актуален для транспортировки сыпучих материалов в карьерах, на речных и морских судах и пр.


 Лопатиным было получено авторское свидетельство на транспортирующую машину, изобретенную им для применения на золотых приисках. В СССР в 1931 году на шахтах Донбасса появились первые подземные ленточные конвейеры, а в 1936 году их начали выпускать серийно. Все больше и больше угольных шахт переходили на применение конвейеров и в 1979 ленточные транспортеры применялись на 26% горизонтальных выработок и 80% наклонных. На карьерах конвейеры начали применяться в 1935 году, сначала на небольших, а со временем и на крупных карьерах. Позже, с развитие циклично-поточных технологий, мощные ленточные конвейеры стали применяться на рудных карьерах и как подъемные механизмы.
Лопатиным было получено авторское свидетельство на транспортирующую машину, изобретенную им для применения на золотых приисках. В СССР в 1931 году на шахтах Донбасса появились первые подземные ленточные конвейеры, а в 1936 году их начали выпускать серийно. Все больше и больше угольных шахт переходили на применение конвейеров и в 1979 ленточные транспортеры применялись на 26% горизонтальных выработок и 80% наклонных. На карьерах конвейеры начали применяться в 1935 году, сначала на небольших, а со временем и на крупных карьерах. Позже, с развитие циклично-поточных технологий, мощные ленточные конвейеры стали применяться на рудных карьерах и как подъемные механизмы. Став конвейера изготавливается с неподвижными и шарнирно-подвесными роликоопорами. Шарнирные роликоопоры более податливы при прохождении крупных кусков груза над ними. Загрузочные устройства конвейера имеют вид воронки приёма с бортами, которые направляют грузопоток, если используются экскаваторы непрерывного действия. При применении экскаваторов цикличного действия они снабжены питателем. Устройства натяжения представляют собой барабанную электролебедку, оснащенную системой канатных блоков. На неподвижных конвейерах могут применяться устройства гравитационного типа.
Став конвейера изготавливается с неподвижными и шарнирно-подвесными роликоопорами. Шарнирные роликоопоры более податливы при прохождении крупных кусков груза над ними. Загрузочные устройства конвейера имеют вид воронки приёма с бортами, которые направляют грузопоток, если используются экскаваторы непрерывного действия. При применении экскаваторов цикличного действия они снабжены питателем. Устройства натяжения представляют собой барабанную электролебедку, оснащенную системой канатных блоков. На неподвижных конвейерах могут применяться устройства гравитационного типа. Также они могут входить в состав роторных и цепных экскаваторов, отвалообразователей, мостов траспортировки и отвала и перегружателей. Секции забойного и отвального ленточных конвейеров могут монтироваться на рельсошпальной решетке. Тележки с воронкой приёма и питателем движутся по рельсам забойного конвейера, а по рельсам отвального – двухбарабанные разгрузочные тележки. Установленный на тележки передаточный транспортер перемещается по рельсам в продольном направлении. Став стационарного конвейера собирается на открытой почве, дорожке из бетона или лежнях, натяжное устройство и привод монтируют на фундаменте.
Также они могут входить в состав роторных и цепных экскаваторов, отвалообразователей, мостов траспортировки и отвала и перегружателей. Секции забойного и отвального ленточных конвейеров могут монтироваться на рельсошпальной решетке. Тележки с воронкой приёма и питателем движутся по рельсам забойного конвейера, а по рельсам отвального – двухбарабанные разгрузочные тележки. Установленный на тележки передаточный транспортер перемещается по рельсам в продольном направлении. Став стационарного конвейера собирается на открытой почве, дорожке из бетона или лежнях, натяжное устройство и привод монтируют на фундаменте. д.
д.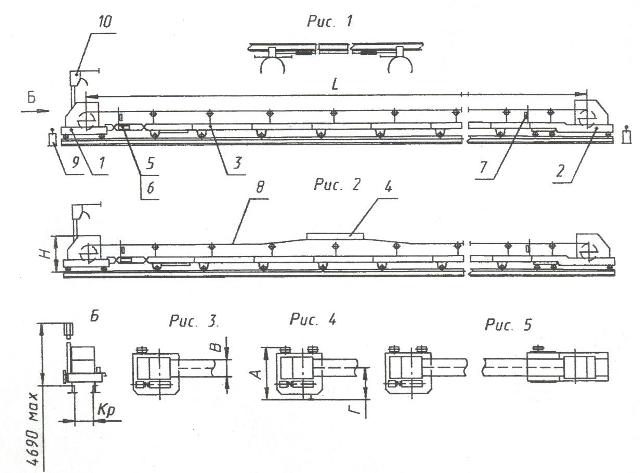
 Разгрузка ленты может быть концевой или промежуточной, для чего используют передвижную разгрузочную тележку 7 или стационарные плужковые сбрасыватели. Направление потока сбрасываемого с барабана груза обеспечивается разгрузочной коробкой 8, имеющей одну или две воронки.
Разгрузка ленты может быть концевой или промежуточной, для чего используют передвижную разгрузочную тележку 7 или стационарные плужковые сбрасыватели. Направление потока сбрасываемого с барабана груза обеспечивается разгрузочной коробкой 8, имеющей одну или две воронки.

 Для конвейеров с проволочными лентами (рис. 2.3, б) можно применять опоры с одним горизонтальным роликом. На этих конвейерах из-за неплотности ленты транспортируются в основном штучные грузы.
Для конвейеров с проволочными лентами (рис. 2.3, б) можно применять опоры с одним горизонтальным роликом. На этих конвейерах из-за неплотности ленты транспортируются в основном штучные грузы.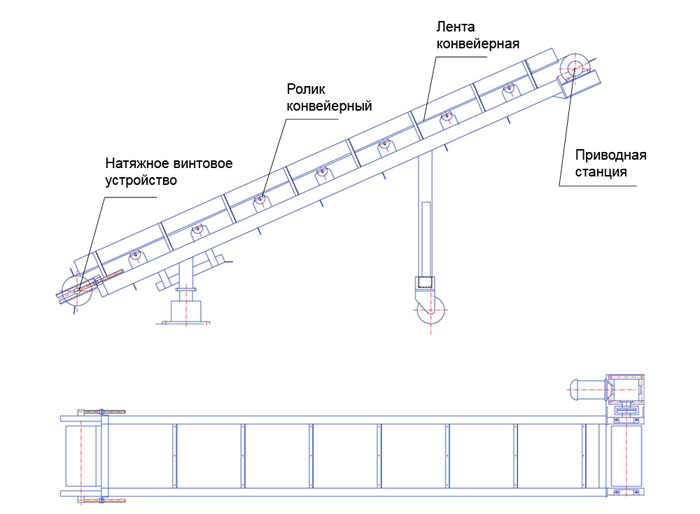 2.4, а): с цепной сетчатой лентой /, резинотканевой лентой 2 и катками 3, с дополнительной лопастной лентой 4. Для сильно пылящих материалов используют конвейеры с трубчатой лентой 6 (рис. 2.4, б), имеющей застежку типа «молния» 5 и устройство 7 для ее открывания и закрывания. В условиях пересеченной местности удобно применять конвейеры (рис. 2.4, в) с лентой 11, подвешенной на цепях к кронштейнам 10 и стальному проволочному канату 8, лежащему на опорных блоках 9. Разновидностью этих конвейеров являются конвейеры с трубчатой лентой и застежкой «молния», также подвешенной к стальным проволочным канатам на цепях.
2.4, а): с цепной сетчатой лентой /, резинотканевой лентой 2 и катками 3, с дополнительной лопастной лентой 4. Для сильно пылящих материалов используют конвейеры с трубчатой лентой 6 (рис. 2.4, б), имеющей застежку типа «молния» 5 и устройство 7 для ее открывания и закрывания. В условиях пересеченной местности удобно применять конвейеры (рис. 2.4, в) с лентой 11, подвешенной на цепях к кронштейнам 10 и стальному проволочному канату 8, лежащему на опорных блоках 9. Разновидностью этих конвейеров являются конвейеры с трубчатой лентой и застежкой «молния», также подвешенной к стальным проволочным канатам на цепях.

 Конвейеры большой мощности необходимо рассчитывать по уточненным методикам. При этом особенно важным является использование обоснованно точных значений коэффициентов сопротивления движению ленты и сосредоточенных сопротивлений в пунктах загрузки и промежуточной разгрузки.
Конвейеры большой мощности необходимо рассчитывать по уточненным методикам. При этом особенно важным является использование обоснованно точных значений коэффициентов сопротивления движению ленты и сосредоточенных сопротивлений в пунктах загрузки и промежуточной разгрузки.плужковый сбрасыватель, привод, роликовые опоры и другие
Основу конструкции ленточного конвейера представляют собой два вращающихся барабана, на которые натянута транспортировочная лента. За счёт вращения приводного барабана лента постоянно движется, перемещая материал и ссыпая его при огибании лентой одного из барабанов.
В общем устройство ленточного конвейера выглядит так:
Зная, из чего состоит ленточный конвейер и каково функциональное назначение его элементов, можно изменением тех или иных узлов добиваться получения соответствующих технологических характеристик всего устройства. Элементы, указанные на принципиальной схеме выше, выполняют такие задачи:
Элементы, указанные на принципиальной схеме выше, выполняют такие задачи:
- Лента обеспечивает перемещение зерна;
- Привод ленточного конвейера приводит в движение приводной барабан;
- Приводной барабан передаёт момент вращения с привода ленте;
- Верхние роликоопоры предотвращают прогиб ленты под весом груза;
- Натяжное устройство обеспечивает нормальное натяжение ленты и ровность её поверхности;
- Концевой барабан предназначен для возврата ленты после ссыпания груза;
- Скребки для внутренней и наружной очистки удаляют налипающий на ленту мусор;
- Нижние роликоопоры предотвращают прогиб ленты под её собственным весом;
- Отклоняющие барабаны направляют ленту на скребки и барабаны под оптимальным углом.
Все эти элементы монтируются на металлической раме, обеспечивающей необходимую прочность и жесткость конструкции.
При длине трассы более 50 метров обычно используются модульные конвейеры, поскольку при такой протяженности возникают сложности с натяжением ленты и снижается эффективность привода.
Это — базовая комплектация транспортера. Часто на устройство устанавливаются дополнительные механизмы для расширения его функциональности или для повышения качества и долговечности его работы. Например, это могут быть:
- Плужковый сбрасыватель, который смещает груз с центра ленты;
- Гаситель ударных нагрузок, снижающий риск повреждения ленты при работе её с тяжелыми крупнофракционными грузами;
- Разгрузочная тележка, предназначенная для изменения места ссыпания материала.
Ленточные конвейеры на зерноперерабатывающих предприятиях обычно не комплектуются такими дополнительными устройствами. Также для транспортировки зерновых грузов не используются ленточно-цепные конвейеры, в которых тяговое усилие создаётся цепью, а лента предназначена только для перемещения груза — нагрузка на транспортирующий орган при перемещении зерна невелика и лента справляется и с передачей тягового усилия, и с транспортом одновременно.
Это — общее описание устройства ленточного конвейера.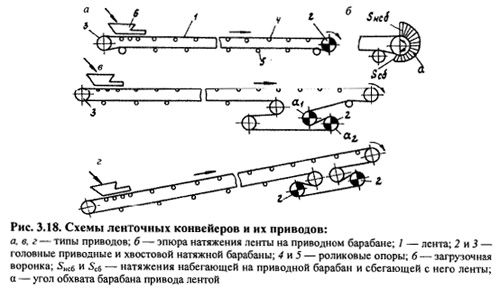 Отдельные элементы его следует рассмотреть подробнее.
Отдельные элементы его следует рассмотреть подробнее.
Привод ленточного конвейера
Ленточные конвейеры на зерноперерабатывающих предприятиях оснащаются электродвигателями, мощность которых зависит от длины ленты и производительности конвейера. На зерноперерабатывающих предприятиях устанавливаются транспортеры с мощностью привода от 0,55 кВт до 7,5 кВт, хотя эти детали машин выбираются конкретным производителем и на транспортерах с идентичными эксплуатационными характеристиками могут устанавливаться двигатели различной мощности.
Приводной двигатель может размещаться как горизонтально, так и вертикально — это зависит от конкретной модели и производителя. На конвейерах нашего производства ось двигателя совпадает с осью приводного барабана.
Плужковый сбрасыватель ленточного конвейера обычно имеет собственный привод с небольшой мощностью.
Скребковый конвейер: его конструкция и принцип работы
Устройство скребкового конвейера представлено комплексом рабочих элементов, обеспечивающим необходимые рабочие характеристики транспортёра.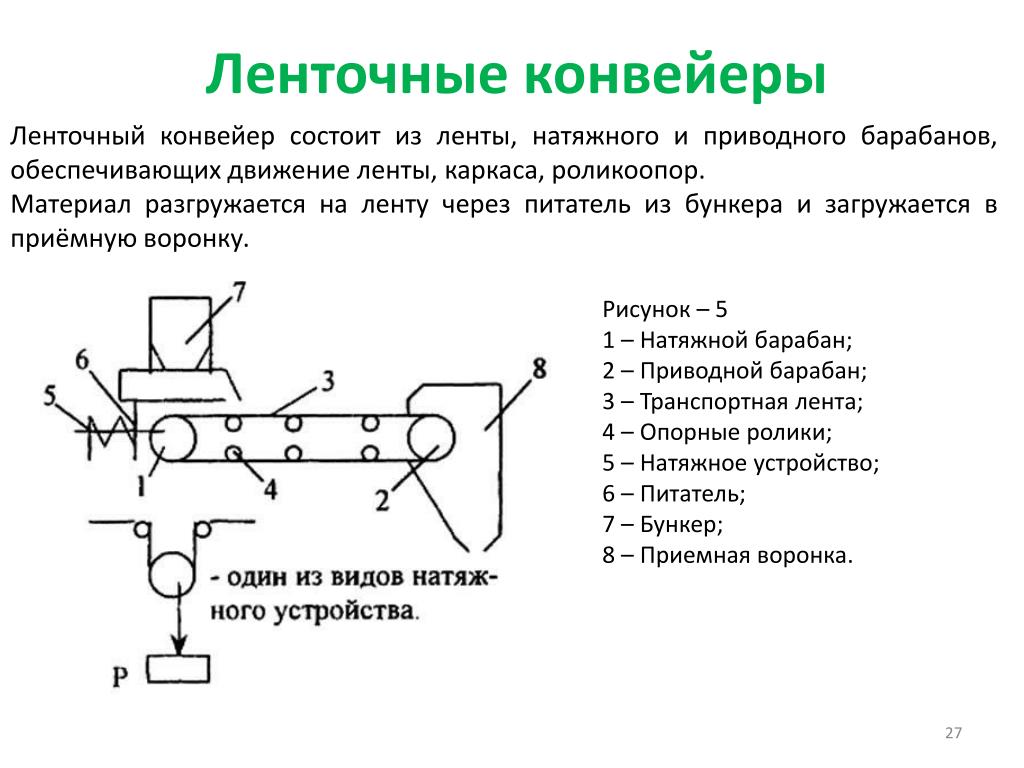 Рассмотрим его основные элементы:
Рассмотрим его основные элементы:
- Рештак (жёлоб). Этот элемент состоит из боковин и днища, на котором закреплены амортизирующие опоры. Желоба бывают штампованными или сварными. Также на рештаке установлено приспособление для колебаний днища.
- Став. Его конструкция собирается из рештаков, длина которых варьируется от 1 до 2,5 метров.
- Скребковая цепь конвейера. Деталь транспортёра служит для соединения скребков с приводом. Также Цепью принимается нагрузка от скребка.
- Скребки ─ пластины, прикреплённые к цепи и усиленные рёбрами жёсткости. Они транспортируют продукт, посредством передачи ему механического воздействия.
- Приводная станция представляет собой электрический двигатель и привод, передающий вращение. Привод состоит из шестерён или клиноременной передачи.
- Натяжная станция оснащена звёздочкой и состоит из автоматических нажимных пружин или ходового винта.
- Концевая головка также передаёт усилие на основной элемент агрегата.
В основном для изготовления комплектующих частей скребкового конвейера применяется нержавеющая сталь, так как этот материал устойчив и долговечен.![]()
Принцип действия скребкового конвейера
Цепь транспортёра непрерывно вращается и всегда только одна её часть задействована в работе. Скребки установлены равномерно по всей длине цепи с определённым шагом. Они перемещают груз по днищу желоба в направлении натяжной станции, а затем оставляют в месте выгрузки материала. Полотно снова перемещается наверх.
Скребковый конвейер в горизонтальном положении транспортирует слой продукта, превышающий высоту скребков. Нижний и верхний слои образовывают единый поток, а его максимальная высота варьируется и зависит от:
- плотности продукта;
- внешнего трения о стенки желоба;
- внутреннего трения (фракции частиц перемещаемого материала).
Таким образом, у стенок желоба скорость движения продукта замедляется и будет меньше, сравнительно со скорость в центре потока перемещаемой массы.
Роликоопоры и сами ролики
Специфика роликоопор конвейеров заключается в том, что они принимают наибольшую нагрузку через полотно ленты, быстро изнашиваются и требуют своевременной замены. Как правило, на большинстве конвейеров устанавливаются типовые ролики, поэтому отдельное изготовление их не требуется, а дополнительные комплекты можно приобретать непосредственно у производителя.
Как правило, на большинстве конвейеров устанавливаются типовые ролики, поэтому отдельное изготовление их не требуется, а дополнительные комплекты можно приобретать непосредственно у производителя.
На наших конвейерах мы устанавливаем желобчатые верхние роликоопоры и прямые нижние, что позволяет минимизировать потери материала и мощности при движении ленты.
Натяжные устройства конвейеров
В конвейерах различных конструкций применяют натяжные секции нескольких типов, но самыми распространенными считаются конструкции с винтовыми устройствами, в которых натяжной барабан оттягивается за счёт закручивания винтов в специальных отверстиях рамы. В них натяжение ленты регулируется вручную оператором. С одной стороны, у такой конструкции есть недостатки, поскольку за натяжением ленты необходимо следить. С другой стороны, такая конструкция более проста и надежна, что позволяет в том числе снизить стоимость конвейера при покупке и обслуживании его.
Также натяжные устройства ленточных конвейеров оснащаются датчиками скорости, которые сигнализируют об ослаблении натяжения.
В разных ленточных конвейерах используются разные очистные ножи и безножевые устройства. Например, на зерновых транспортерах часто применяются щеточные очистители.
В целом же ленточные конвейеры для элеваторов, зерноочистительных и зерносушильных комплексов выполняются по единому стандарту, поскольку условия их работы практически везде одинаковы. В очень редких случаях может потребоваться усиленная или оснащенная дополнительными деталями конструкция. Вы всегда можете связаться с нами и мы подскажем, какой конкретно конвейер подойдёт для вашего предприятия.
Комментарии (91) “Схема ленточного конвейера”
I appreciate, result in I discovered just what I used to be having a look for. You have ended my 4 day long hunt! God Bless you man. Have a great day. Bye
Читать также: Информация о измерительных инструментах
tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue doanh nghiep taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue tncn taichinhbank tra cuu ma so thue thu nhap ca nhan taichinhbank tra cuu ma so thue doanh nghiep tong cuc thue taichinhbank tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue cong ty taichinhbank tra cuu nganh nghe kinh doanh theo ma so thue taichinhbank tra cuu ma so thue ca nhan 2017 taichinhbank tra cuu ma so thue ca nhan don gian taichinhbank tra cuu ma so thue doanh nghiep taichinhbank tra cuu ma so thue tncn taichinhbank tra cuu ma so thue tong cuc thue taichinhbank tra cuu ma so thue ca nhan 2021 taichinhbank tra cuu ma so thue ca nhan online taichinhbank tra cuu ma so thue gov taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan bang cmnd taichinhbank tra cuu ma so thue online taichinhbank tra cuu ma so thue ca nhan tong cuc thue taichinhbank tra cuu ma so thue thu nhap ca nhan taichinhbank tra cuu ma so thue ca nhan qua cmnd taichinhbank cach tra cuu ma so thue ca nhan taichinhbank tra cuu thong tin doanh nghiep qua ma so thue taichinhbank cach tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue cong ty taichinhbank cach tra cuu ma so thue taichinhbank tong cuc thue tra cuu ma so thue taichinhbank tra cuu ma so thue online taichinhbank tra cuu cong ty theo ma so thue taichinhbank tra cuu ngay cap ma so thue taichinhbank ma so thue ca nhan tra cuu taichinhbank gdt. gov.vn tra cuu ma so thue taichinhbank tra cuu ma so thue ho kinh doanh taichinhbank tra cuu thong tin ma so thue taichinhbank tra cuu ma so thue tncn online taichinhbank tra cuu ma so thue tong cuc thue taichinhbank gdt gov vn tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan theo ten taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue doanh nghiep online taichinhbank tra cuu ma so thue ca nhan theo so chung minh thu taichinhbank tra cuu ma so thue thu nhap ca nhan online taichinhbank tra cuu doanh nghiep theo ma so thue taichinhbank tra cuu thong tin ma so thue ca nhan taichinhbank tra cuu ma so thue ca nhan theo cmnd taichinhbank tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue ca nhan qua cmnd taichinhbank
Howdy! I know this is kind of off topic but I was wondering which blog platform are you using for this website? I’m getting tired of WordPress because I’ve had problems with hackers and I’m looking at alternatives for another platform. I would be fantastic if you could point me in the direction of a good platform.
Hi, I do think this is an excellent site. I stumbledupon it
|
Навигация:
Топ: Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре… Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит… Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации — обмен информацией между организацией и её внешней средой…
Интересное: Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является… Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории…
Дисциплины:
|
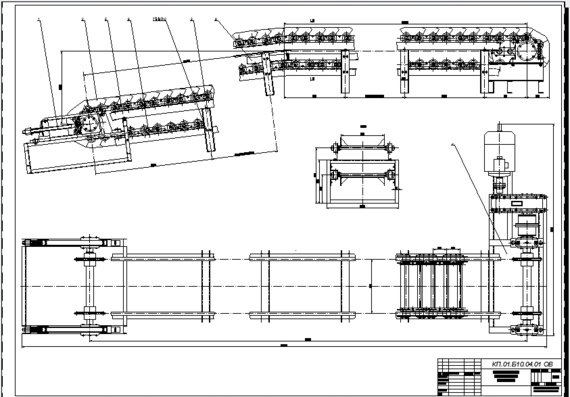
⇐ ПредыдущаяСтр 10 из 11Следующая ⇒ Цель работы: 1. 2. Выполнить соединение элементов согласно принципиальной схеме.
Ленточный конвейер общего назначения построен на принципе, когда бесконечная гибкая лента, с ее рабочей и холостой ветвями, опираясь на роликовые опоры, огибает приводной и натяжной барабаны, расположенные по концам конвейера. Электрическая схема ленточного конвейера имеет определенные особенности, которые связаны с тем, что у конвейеров привод, состоит из электродвигателей, и требуются схемы монтажа и подключения оборудования. В конструкторской документации к любому электротехническому оборудованию в обязательном порядке включается монтажная схема. Давайте рассмотрим, насколько важен этот чертеж, что он позволяет понять персоналу, обслуживающему или эксплуатирующему оборудование, то есть его прямое назначение. Ознакомимся с примерами и принципом построения. Для обслуживания, ремонта, монтажа или наладки оборудования необходимо понимать как алгоритм его работы, так и принцип действия. С этой целью в сопроводительную документацию изделий включаются схемы, представляющие собой чертежи, на которых отображаются условные обозначения компонентов и составных узлов устройства, а также существующие между ними связи. В зависимости от назначения электрические схемы принято классифицировать по типам. Они бывают: 1. Структурными. Используются для определения основных функциональных узлов устройства, отображения существующих взаимосвязей между ними и общего назначения. 2. Функциональными. Содержат описание протекающих в участках цепи процессов. На этапе разработки позволяют составить аналитическую модель устройства, дающую представление о его функциональном назначении того или иного узла. В процессе эксплуатации на основании такой схемы обосновывается поведение оборудования, что существенно облегчает диагностику, отладку и ремонт.
Пример функциональной схемы управления скоростью вращения двигателя асинхронного типа. 3. Принципиальными. Отображают элементную базу и связь всех компонентов между собой. Именно принципиальные схемы являются базисной основой для процесса разработки электрооборудования. Пример такой схемы показан ниже. Схема управления реверсом двигателя асинхронного типа 4. Монтажными. Указывают геометрическое положение всех компонентов узла, а также отображают соединения между ними, выполненные связующими элементами. На основе схем данного типа производится сборка электрооборудования или его составных узлов. Рисунок ниже демонстрирует пример монтажной схемы запуска двигателя под управлением реверсивного магнитного пускателя, позволяющей наглядно представить подключение кнопочного поста. Управление реверсом (красным выделен кнопочный пост и магнитные пускатели) 5. Схемами подключений, отображающих подключение внешних устройств. 6. Схемами расположений, в отличие от монтажных показывают только положение элементов узла без отображения связей. 7. Общими, этот тип схем позволяет получить наглядное представление об узлах и связях между всеми элементами, что облегчает понимание устройства сложного объекта.
⇐ Предыдущая234567891011Следующая ⇒ Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)… Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции… Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой…
|
Подключение электродвигателя конвейера
Подключение электродвигателя ленточного конвейера
Каждое оборудование нуждается в техническом обслуживании во время эксплуатации, а так же сама эксплуатация требует правильного подхода. Немаловажную роль имеет способ подключения. В таком оборудовании как ленточный конвейер присутствуют различные модификации, а области их применения многообразны. Они имеют постоянный крутящий момент, а момент сопротивления различен и возрастает со степенью загруженности оборудования. В этих условиях подключение электродвигателя ленточного конвейера нужно осуществить правильным образом.
Пуск прямой подачей напряжения
Что бы запустить такое оборудование, стартовый крутящий момент должен превышать или быть равен номинальному крутящему моменту электродвигателя. Стартовый крутящий момент при таком пуске в 1,5-2,5 раза превышает номинальный крутящий момент электродвигателя. По этой причине между лентой конвейера и ведущим роликом возникают проскальзывания. Редукторы и шарниры системы подвергаются внушительным перегрузкам. В результате этих воздействий срок службы оборудования значительно сокращается. В некоторых случаях, что бы снизить показатель стартового крутящего момента применяют гидравлические приспособления, но цена на эти опции высока, а процесс обслуживания достаточно трудоемкий и сложный.
Включение методом «звезда-треугольник»
Схема включения электродвигателя «звезда-треугольник» неприменима к такому оборудованию как конвейер. Поскольку на валу электродвигателя при его пуске присутствует нагрузка а значение момента сопротивления равно номинальному крутящему моменту при старте, такое включение может вывести мотор из строя.
Система плавного пуска
При применении этого подключения стартовый крутящий момент снижается до необходимого значения, достаточного для запуска ленты конвейера. Этот метод включения можно настроить таким образом, что бы он максимально соответствовал значению, которое необходимо для запуска оборудования. В результате использования этого метода при включении электродвигателя, существенно снижается механическая нагрузка на механизмы системы, а ремни в процессе пуска не проскальзывают. В результате расходы на эксплуатацию оборудования снижаются. Пусковой ток в результате такого запуска системы будет в 3-4 раза превышать номинальный ток электродвигателя. Если конвейер загружен максимально или если его лента слишком длинная, выбирайте систему плавного пуска под большой нагрузкой.
Рекомендуемые настойки:
• Время включения: 10 секунд
• Время остановки: 0 секунд
• Начальное напряжение: 40%
Электродвигатель АИР характеристики
| Тип двигателя | Р, кВт | Номинальная частота вращения, об/мин | кпд,* | COS ф | 1п/1н | Мп/Мн | Мmах/Мн | 1н, А | Масса, кг |
| Купить АИР56А2 | 0,18 | 2840 | 68,0 | 0,78 | 5,0 | 2,2 | 2,2 | 0,52 | 3,4 |
| Купить АИР56В2 | 0,25 | 2840 | 68,0 | 0,698 | 5,0 | 2,2 | 2,2 | 0,52 | 3,9 |
| Купить АИР56А4 | 0,12 | 1390 | 63,0 | 0,66 | 5,0 | 2,1 | 2,2 | 0,44 | 3,4 |
| Купить АИР56В4 | 0,18 | 1390 | 64,0 | 0,68 | 5,0 | 2,1 | 2,2 | 0,65 | 3,9 |
| Купить АИР63А2 | 0,37 | 2840 | 72,0 | 0,86 | 5,0 | 2,2 | 2,2 | 0,91 | 4,7 |
| Купить АИР63В2 | 0,55 | 2840 | 75,0 | 0,85 | 5,0 | 2,2 | 2,3 | 1,31 | 5,5 |
| Купить АИР63А4 | 0,25 | 1390 | 68,0 | 0,67 | 5,0 | 2,1 | 2,2 | 0,83 | 4,7 |
| Купить АИР63В4 | 0,37 | 1390 | 68,0 | 0,7 | 5,0 | 2,1 | 2,2 | 1,18 | 5,6 |
| Купить АИР63А6 | 0,18 | 880 | 56,0 | 0,62 | 4,0 | 1,9 | 2 | 0,79 | 4,6 |
| Купить АИР63В6 | 0,25 | 880 | 59,0 | 0,62 | 4,0 | 1,9 | 2 | 1,04 | 5,4 |
| Купить АИР71А2 | 0,75 | 2840 | 75,0 | 0,83 | 6,1 | 2,2 | 2,3 | 1,77 | 8,7 |
| Купить АИР71В2 | 1,1 | 2840 | 76,2 | 0,84 | 6,9 | 2,2 | 2,3 | 2,6 | 10,5 |
| Купить АИР71А4 | 0,55 | 1390 | 71,0 | 0,75 | 5,2 | 2,4 | 2,3 | 1,57 | 8,4 |
| Купить АИР71В4 | 0,75 | 1390 | 73,0 | 0,76 | 6,0 | 2,3 | 2,3 | 2,05 | 10 |
| Купить АИР71А6 | 0,37 | 880 | 62,0 | 0,70 | 4,7 | 1,9 | 2,0 | 1,3 | 8,4 |
| Купить АИР71В6 | 0,55 | 880 | 65,0 | 0,72 | 4,7 | 1,9 | 2,1 | 1,8 | 10 |
| Купить АИР71А8 | 0,25 | 645 | 54,0 | 0,61 | 4,7 | 1,8 | 1,9 | 1,1 | 9 |
| Купить АИР71В8 | 0,25 | 645 | 54,0 | 0,61 | 4,7 | 1,8 | 1,9 | 1,1 | 9 |
| Купить АИР80А2 | 1,5 | 2850 | 78,5 | 0,84 | 7,0 | 2,2 | 2,3 | 3,46 | 13 |
| Купить АИР80А2ЖУ2 | 1,5 | 2850 | 78,5 | 0,84 | 7,0 | 2,2 | 2,3 | 3,46 | 13 |
| Купить АИР80В2 | 2,2 | 2855 | 81,0 | 0,85 | 7,0 | 2,2 | 2,3 | 4,85 | 15 |
| Купить АИР80В2ЖУ2 | 2,2 | 2855 | 81,0 | 0,85 | 7,0 | 2,2 | 2,3 | 4,85 | 15 |
| Купить АИР80А4 | 1,1 | 1390 | 76,2 | 0,77 | 6,0 | 2,3 | 2,3 | 2,85 | 14 |
| Купить АИР80В4 | 1,5 | 1400 | 78,5 | 0,78 | 6,0 | 2,3 | 2,3 | 3,72 | 16 |
| Купить АИР80А6 | 0,75 | 905 | 69,0 | 0,72 | 5,3 | 2,0 | 2,1 | 2,3 | 14 |
| Купить АИР80В6 | 1,1 | 905 | 72,0 | 0,73 | 5,5 | 2,0 | 2,1 | 3,2 | 16 |
| Купить АИР80А8 | 0,37 | 675 | 62,0 | 0,61 | 4,0 | 1,8 | 1,9 | 1,49 | 15 |
| Купить АИР80В8 | 0,55 | 680 | 63,0 | 0,61 | 4,0 | 1,8 | 2,0 | 2,17 | 18 |
| Купить АИР90L2 | 3,0 | 2860 | 82,6 | 0,87 | 7,5 | 2,2 | 2,3 | 6,34 | 17 |
| Купить АИР90L2ЖУ2 | 3,0 | 2860 | 82,6 | 0,87 | 7,5 | 2,2 | 2,3 | 6,34 | 17 |
| Купить АИР90L4 | 2,2 | 1410 | 80,0 | 0,81 | 7,0 | 2,3 | 2,3 | 5,1 | 17 |
| Купить АИР90L6 | 1,5 | 920 | 76,0 | 0,75 | 5,5 | 2,0 | 2,1 | 4,0 | 18 |
| Купить АИР90LA8 | 0,75 | 680 | 70,0 | 0,67 | 4,0 | 1,8 | 2,0 | 2,43 | 23 |
| Купить АИР90LB8 | 1,1 | 680 | 72,0 | 0,69 | 5,0 | 1,8 | 2,0 | 3,36 | 28 |
| Купить АИР100S2 | 4,0 | 2880 | 84,2 | 0,88 | 7,5 | 2,2 | 2,3 | 8,2 | 20,5 |
| Купить АИР100S2ЖУ2 | 4,0 | 2880 | 84,2 | 0,88 | 7,5 | 2,2 | 2,3 | 8,2 | 20,5 |
| Купить АИР100L2 | 5,5 | 2900 | 85,7 | 0,88 | 7,5 | 2,2 | 2,3 | 11,1 | 28 |
| Купить АИР100L2ЖУ2 | 5,5 | 2900 | 85,7 | 0,88 | 7,5 | 2,2 | 2,3 | 11,1 | 28 |
| Купить АИР100S4 | 3,0 | 1410 | 82,6 | 0,82 | 7,0 | 2,3 | 2,3 | 6,8 | 21 |
| Купить АИР100L4 | 4,0 | 1435 | 84,2 | 0,82 | 7,0 | 2,3 | 2,3 | 8,8 | 37 |
| Купить АИР100L6 | 2,2 | 935 | 79,0 | 0,76 | 6,5 | 2,0 | 2,1 | 5,6 | 33,5 |
| Купить АИР100L8 | 1,5 | 690 | 74,0 | 0,70 | 5,0 | 1,8 | 2,0 | 4,4 | 33,5 |
| Купить АИР112M2 | 7,5 | 2895 | 87,0 | 0,88 | 7,5 | 2,2 | 2,3 | 14,9 | 49 |
| Купить АИР112М2ЖУ2 | 7,5 | 2895 | 87,0 | 0,88 | 7,5 | 2,2 | 2,3 | 14,9 | 49 |
| Купить АИР112М4 | 5,5 | 1440 | 85,7 | 0,83 | 7,0 | 2,3 | 2,3 | 11,7 | 45 |
| Купить АИР112MA6 | 3,0 | 960 | 81,0 | 0,73 | 6,5 | 2,1 | 2,1 | 7,4 | 41 |
| Купить АИР112MB6 | 4,0 | 860 | 82,0 | 0,76 | 6,5 | 2,1 | 2,1 | 9,75 | 50 |
| Купить АИР112MA8 | 2,2 | 710 | 79,0 | 0,71 | 6,0 | 1,8 | 2,0 | 6,0 | 46 |
| Купить АИР112MB8 | 3,0 | 710 | 80,0 | 0,73 | 6,0 | 1,8 | 2,0 | 7,8 | 53 |
| Купить АИР132M2 | 11 | 2900 | 88,4 | 0,89 | 7,5 | 2,2 | 2,3 | 21,2 | 54 |
| Купить АИР132М2ЖУ2 | 11 | 2900 | 88,4 | 0,89 | 7,5 | 2,2 | 2,3 | 21,2 | 54 |
| Купить АИР132S4 | 7,5 | 1460 | 87,0 | 0,84 | 7,0 | 2,3 | 2,3 | 15,6 | 52 |
| Купить АИР132M4 | 11 | 1450 | 88,4 | 0,84 | 7,0 | 2,2 | 2,3 | 22,5 | 60 |
| Купить АИР132S6 | 5,5 | 960 | 84,0 | 0,77 | 6,5 | 2,1 | 2,1 | 12,9 | 56 |
| Купить АИР132M6 | 7,5 | 970 | 86,0 | 0,77 | 6,5 | 2,0 | 2,1 | 17,2 | 61 |
| Купить АИР132S8 | 4,0 | 720 | 81,0 | 0,73 | 6,0 | 1,9 | 2,0 | 10,3 | 70 |
| Купить АИР132M8 | 5,5 | 720 | 83,0 | 0,74 | 6,0 | 1,9 | 2,0 | 13,6 | 86 |
| Купить АИР160S2 | 15 | 2930 | 89,4 | 0,89 | 7,5 | 2,2 | 2,3 | 28,6 | 116 |
| Купить АИР160S2ЖУ2 | 15 | 2930 | 89,4 | 0,89 | 7,5 | 2,2 | 2,3 | 28,6 | 116 |
| Купить АИР160M2 | 18,5 | 2930 | 90,0 | 0,90 | 7,5 | 2,0 | 2,3 | 34,7 | 130 |
| Купить АИР160М2ЖУ2 | 18,5 | 2930 | 90,0 | 0,90 | 7,5 | 2,0 | 2,3 | 34,7 | 130 |
| Купить АИР160S4 | 15 | 1460 | 89,4 | 0,85 | 7,5 | 2,2 | 2,3 | 30,0 | 125 |
| Купить АИР160S4ЖУ2 | 15 | 1460 | 89,4 | 0,85 | 7,5 | 2,2 | 2,3 | 30,0 | 125 |
| Купить АИР160M4 | 18,5 | 1470 | 90,0 | 0,86 | 7,5 | 2,2 | 2,3 | 36,3 | 142 |
| Купить АИР160S6 | 11 | 970 | 87,5 | 0,78 | 6,5 | 2,0 | 2,1 | 24,5 | 125 |
| Купить АИР160M6 | 15 | 970 | 89,0 | 0,81 | 7,0 | 2,0 | 2,1 | 31,6 | 155 |
| Купить АИР160S8 | 7,5 | 720 | 85,5 | 0,75 | 6,0 | 1,9 | 2,0 | 17,8 | 125 |
| Купить АИР160M8 | 11 | 730 | 87,5 | 0,75 | 6,5 | 2,0 | 2,0 | 25,5 | 150 |
| Купить АИР180S2 | 22 | 2940 | 90,5 | 0,90 | 7,5 | 2,0 | 2,3 | 41,0 | 150 |
| Купить АИР180S2ЖУ2 | 22 | 2940 | 90,5 | 0,90 | 7,5 | 2,0 | 2,3 | 41,0 | 150 |
| Купить АИР180M2 | 30 | 2950 | 91,4 | 0,90 | 7,5 | 2,0 | 2,3 | 55,4 | 170 |
| Купить АИР180М2ЖУ2 | 30 | 2950 | 91,4 | 0,90 | 7,5 | 2,0 | 2,3 | 55,4 | 170 |
| Купить АИР180S4 | 22 | 1470 | 90,5 | 0,86 | 7,5 | 2,2 | 2,3 | 43,2 | 160 |
| Купить АИР180S4ЖУ2 | 22 | 1470 | 90,5 | 0,86 | 7,5 | 2,2 | 2,3 | 43,2 | 160 |
| Купить АИР180M4 | 30 | 1470 | 91,4 | 0,86 | 7,2 | 2,2 | 2,3 | 57,6 | 190 |
| Купить АИР180М4ЖУ2 | 30 | 1470 | 91,4 | 0,86 | 7,2 | 2,2 | 2,3 | 57,6 | 190 |
| Купить АИР180M6 | 18,5 | 980 | 90,0 | 0,81 | 7,0 | 2,1 | 2,1 | 38,6 | 160 |
| Купить АИР180M8 | 15 | 730 | 88,0 | 0,76 | 6,6 | 2,0 | 2,0 | 34,1 | 172 |
| Купить АИР200M2 | 37 | 2950 | 92,0 | 0,88 | 7,5 | 2,0 | 2,3 | 67,9 | 230 |
| Купить АИР200М2ЖУ2 | 37 | 2950 | 92,0 | 0,88 | 7,5 | 2,0 | 2,3 | 67,9 | 230 |
| Купить АИР200L2 | 45 | 2960 | 92,5 | 0,90 | 7,5 | 2,0 | 2,3 | 82,1 | 255 |
| Купить АИР200L2ЖУ2 | 45 | 2960 | 92,5 | 0,90 | 7,5 | 2,0 | 2,3 | 82,1 | 255 |
| Купить АИР200M4 | 37 | 1475 | 92,0 | 0,87 | 7,2 | 2,2 | 2,3 | 70,2 | 230 |
| Купить АИР200L4 | 45 | 1475 | 92,5 | 0,87 | 7,2 | 2,2 | 2,3 | 84,9 | 260 |
| Купить АИР200M6 | 22 | 980 | 90,0 | 0,83 | 7,0 | 2,0 | 2,1 | 44,7 | 195 |
| Купить АИР200L6 | 30 | 980 | 91,5 | 0,84 | 7,0 | 2,0 | 2,1 | 59,3 | 225 |
| Купить АИР200M8 | 18,5 | 730 | 90,0 | 0,76 | 6,6 | 1,9 | 2,0 | 41,1 | 210 |
| Купить АИР200L8 | 22 | 730 | 90,5 | 0,78 | 6,6 | 1,9 | 2,0 | 48,9 | 225 |
| Купить АИР225M2 | 55 | 2970 | 93,0 | 0,90 | 7,5 | 2,0 | 2,3 | 100 | 320 |
| Купить АИР225M4 | 55 | 1480 | 93,0 | 0,87 | 7,2 | 2,2 | 2,3 | 103 | 325 |
| Купить АИР225M6 | 37 | 980 | 92,0 | 0,86 | 7,0 | 2,1 | 2,1 | 71,0 | 360 |
| Купить АИР225M8 | 30 | 735 | 91,0 | 0,79 | 6,5 | 1,9 | 2,0 | 63 | 360 |
| Купить АИР250S2 | 75 | 2975 | 93,6 | 0,90 | 7,0 | 2,0 | 2,3 | 135 | 450 |
| Купить АИР250M2 | 90 | 2975 | 93,9 | 0,91 | 7,1 | 2,0 | 2,3 | 160 | 530 |
| Купить АИР250S4 | 75 | 1480 | 93,6 | 0,88 | 6,8 | 2,2 | 2,3 | 138,3 | 450 |
| Купить АИР250M4 | 90 | 1480 | 93,9 | 0,88 | 6,8 | 2,2 | 2,3 | 165,5 | 495 |
| Купить АИР250S6 | 45 | 980 | 92,5 | 0,86 | 7,0 | 2,1 | 2,0 | 86,0 | 465 |
| Купить АИР250M6 | 55 | 980 | 92,8 | 0,86 | 7,0 | 2,1 | 2,0 | 104 | 520 |
| Купить АИР250S8 | 37 | 740 | 91,5 | 0,79 | 6,6 | 1,9 | 2,0 | 78 | 465 |
| Купить АИР250M8 | 45 | 740 | 92,0 | 0,79 | 6,6 | 1,9 | 2,0 | 94 | 520 |
| Купить АИР280S2 | 110 | 2975 | 94,0 | 0,91 | 7,1 | 1,8 | 2,2 | 195 | 650 |
| Купить АИР280M2 | 132 | 2975 | 94,5 | 0,91 | 7,1 | 1,8 | 2,2 | 233 | 700 |
| Купить АИР280S4 | 110 | 1480 | 94,5 | 0,88 | 6,9 | 2,1 | 2,2 | 201 | 650 |
| Купить АИР280M4 | 132 | 1480 | 94,8 | 0,88 | 6,9 | 2,1 | 2,2 | 240 | 700 |
| Купить АИР280S6 | 75 | 985 | 93,5 | 0,86 | 6,7 | 2,0 | 2,0 | 142 | 690 |
| Купить АИР280M6 | 90 | 985 | 93,8 | 0,86 | 6,7 | 2,0 | 2,0 | 169 | 800 |
| Купить АИР280S8 | 55 | 740 | 92,8 | 0,81 | 6,6 | 1,8 | 2,0 | 111 | 690 |
| Купить АИР280M8 | 75 | 740 | 93,5 | 0,81 | 6,2 | 1,8 | 2,0 | 150 | 800 |
| Купить АИР315S2 | 160 | 2975 | 94,6 | 0,92 | 7,1 | 1,8 | 2,2 | 279 | 1170 |
| Купить АИР315M2 | 200 | 2975 | 94,8 | 0,92 | 7,1 | 1,8 | 2,2 | 248 | 1460 |
| Купить АИР315МВ2 | 250 | 2975 | 94,8 | 0,92 | 7,1 | 1,8 | 2,2 | 248 | 1460 |
| Купить АИР315S4 | 160 | 1480 | 94,9 | 0,89 | 6,9 | 2,1 | 2,2 | 288 | 1000 |
| Купить АИР315M4 | 200 | 1480 | 94,9 | 0,89 | 6,9 | 2,1 | 2,2 | 360 | 1200 |
| Купить АИР315S6 | 110 | 985 | 94,0 | 0,86 | 6,7 | 2,0 | 2,0 | 207 | 880 |
| Купить АИР315М(А)6 | 132 | 985 | 94,2 | 0,87 | 6,7 | 2,0 | 2,0 | 245 | 1050 |
| Купить АИР315MВ6 | 160 | 985 | 94,2 | 0,87 | 6,7 | 2,0 | 2,0 | 300 | 1200 |
| Купить АИР315S8 | 90 | 740 | 93,8 | 0,82 | 6,4 | 1,8 | 2,0 | 178 | 880 |
| Купить АИР315М(А)8 | 110 | 740 | 94,0 | 0,82 | 6,4 | 1,8 | 2,0 | 217 | 1050 |
| Купить АИР315MВ8 | 132 | 740 | 94,0 | 0,82 | 6,4 | 1,8 | 2,0 | 260 | 1200 |
| Купить АИР355S2 | 250 | 2980 | 95,5 | 0,92 | 6,5 | 1. 6 | 2,3 | 432,3 | 1700 |
| Купить АИР355M2 | 315 | 2980 | 95,6 | 0,92 | 7,1 | 1,6 | 2,2 | 544 | 1790 |
| Купить АИР355S4 | 250 | 1490 | 95,6 | 0,90 | 6,2 | 1,9 | 2,9 | 441 | 1700 |
| Купить АИР355M4 | 315 | 1480 | 95,6 | 0,90 | 6,9 | 2,1 | 2,2 | 556 | 1860 |
| Купить АИР355MА6 | 200 | 990 | 94,5 | 0,88 | 6,7 | 1,9 | 2,0 | 292 | 1550 |
| Купить АИР355S6 | 160 | 990 | 95,1 | 0,88 | 6,3 | 1,6 | 2,8 | 291 | 1550 |
| Купить АИР355МВ6 | 250 | 990 | 94,9 | 0,88 | 6,7 | 1,9 | 2,0 | 454,8 | 1934 |
| Купить АИР355L6 | 315 | 990 | 94,5 | 0,88 | 6,7 | 1,9 | 2,0 | 457 | 1700 |
| Купить АИР355S8 | 132 | 740 | 94,3 | 0,82 | 6,4 | 1,9 | 2,7 | 259,4 | 1800 |
| Купить АИР355MА8 | 160 | 740 | 93,7 | 0,82 | 6,4 | 1,8 | 2,0 | 261 | 2000 |
| Купить АИР355MВ8 | 200 | 740 | 94,2 | 0,82 | 6,4 | 1,8 | 2,0 | 315 | 2150 |
| Купить АИР355L8 | 132 | 740 | 94,5 | 0,82 | 6,4 | 1,8 | 2,0 | 387 | 2250 |
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы.
|
⇐ ПредыдущаяСтр 2 из 5Следующая ⇒ Как уже было сказано выше, основным элементом ленточных конвейеров является прорезиненная вертикально замкнутая лента, огибающая концевые барабаны, один из которых, как правило, является приводным, другой – натяжным (рис. 2 и 3). На верхней ветви ленты перемещается транспортируемый груз, она является грузонесущей (рабочей), нижняя ветвь является холостой (нерабочей). На всем протяжении трассы лента поддерживается роликоопорами верхней и нижней ветвей, в зависимости от конструкции которых лента имеет плоскую или желобчатую форму. Поступательное движение конвейер получает от фрикционного привода, необходимое первоначальное натяжение ленты обеспечивается натяжным устройством. Груз поступает на ленту через одно или несколько загрузочных устройств, разгрузка производится с концевого барабана в приемный бункер (концевая) или в любом пункте вдоль трассы конвейера с помощью барабанных или плужковых разгружателей (промежуточная). Рис.2. Схема ленточного конвейера: 1 – приводной барабан; 2 –загрузочный лоток; 3 – прижимной ролик; 4 – очистное устройство; 5 – отклоняющий барабан; 6 – концевой барабан; 7 – амортизирующие роликоопоры; 8 – нижние роликоопоры; 9 – лента; 10 – верхние роликоопоры Для обеспечения устойчивого положения груза на ленте угол наклона конвейера должен быть на 10–15° меньше угла трения груза о ленту в покое, т. к. во время движения лента на роликоопорах встряхивается и груз сползает вниз. На конвейерах, имеющих наклонный участок, обязательно устанавливается тормоз. Лента приводится в движение силой трения, возникающей при вращении приводного барабана 2 (рис. 3, б). Предварительное натяжение создается с помощью натяжного устройства 8 (рис. 3, в), которое устанавливается на концевом барабане или на холостой ветви ленты (вертикальное натяжное устройство).
Рис. 3. Общий вид ленточного конвейера: а – компоновочная схема; б – приводная станция; в – натяжная станция; 1 – лента; 2 – привод; 3 – редуктор; 4 – двигатель; 5, 11 – роликовые опоры; 6 – рама конвейера; 7 – натяжной барабан; 8 – натяжное устройство; 9 – загрузочное устройство; 10 – очистное устройство
Рис. 7. Роликоопоры ленточного конвейера: а, б, в – для верхней ветви: прямая, рядовая желобчатая, амортизирующая; г, д, е – для нижней ветви: прямая, дисковая очистная, желобчатая Рис. 23. Загрузочное устройство ленточного конвейера Рис.27. Типы натяжных устройств: а – винтовое; б – грузовое тележечное; Рис. 29. Схемы очистных устройств: а – простые скребки; б – сдвоенные скребки; в, г – многоскребковые; д – с выдвигающимся по мере износаскребком; ж – спиральные гребки; з – гидравлические очистители; 1 – рычаг; 2 – скребок; 3 – прижимной груз; 4 – лента; 5 – капроновая щетка; ⇐ Предыдущая12345Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Тактические действия в защите История Олимпийских игр История развития права интеллектуальной собственности |
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 119; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|
Что такое конвейерная система? Определение, типы, конструкция и использование
Конвейерная система представляет собой быстрое и эффективное механическое погрузочно-разгрузочное устройство для автоматической транспортировки грузов и материалов в пределах области. Эта система сводит к минимуму человеческий фактор, снижает риски на рабочем месте и снижает затраты на оплату труда — среди прочих преимуществ. Они полезны, помогая перемещать громоздкие или тяжелые предметы из одной точки в другую. Конвейерная система может использовать ленту, колеса, ролики или цепь для транспортировки объектов.
Как работают конвейерные системы
Как правило, конвейерные системы состоят из ленты, натянутой на два или более шкивов. Ремень образует замкнутую петлю вокруг шкивов, поэтому он может постоянно вращаться. Один шкив, известный как ведущий шкив, приводит в движение или буксирует ремень, перемещая предметы из одного места в другое.
В наиболее распространенных конструкциях конвейерных систем используется ротор для привода приводного шкива и ремня. Ремень остается прикрепленным к ротору за счет трения между двумя поверхностями. Чтобы ремень двигался эффективно, ведущий шкив и натяжной ролик должны вращаться в одном направлении, по часовой стрелке или против часовой стрелки.
В то время как обычные конвейерные системы, такие как движущиеся дорожки и конвейеры продуктовых магазинов, являются прямыми, иногда устройству необходимо повернуться, чтобы доставить предметы в нужное место. Для поворотов используются уникальные конусообразные колеса или роторы, которые позволяют ленте следовать изгибу или скручиванию, не запутываясь.
Преимущества конвейерных систем
Основное назначение конвейерной системы — перемещение объектов из одного места в другое. Конструкция позволяет перемещать предметы, которые слишком тяжелые или слишком громоздкие, чтобы люди могли нести их вручную.
Конвейерные системы экономят время при транспортировке предметов из одного места в другое. Поскольку они могут располагаться на нескольких уровнях, они упрощают перемещение предметов вверх и вниз по этажам — задача, которая при выполнении людьми вручную вызывает физическое напряжение. Наклонные ремни могут автоматически выгружать материал, устраняя необходимость в том, чтобы кто-то находился на противоположном конце для приема деталей.
Типы и примеры конвейерных систем
Вы, вероятно, можете представить себе большой склад, заполненный конвейерами, использующими ленты и ролики для перемещения ящиков и другого тяжелого оборудования, но это лишь один из нескольких типов конвейерных систем. Вы также найдете конвейерные системы в аэропортах, где они используются для перевозки багажа. Другие примеры включают эскалаторы и лыжные подъемники. В этих устройствах до сих пор используется ремень или цепь и шкивы для перемещения тяжелых предметов из одной точки в другую.
There are many types of conveyor systems, including:
- Belt
- Roller
- Slat/apron
- Ball transfer
- Overhead
- Pneumatic
- Bucket
- Chute
- Magnetic
- Vertical
- Wheel
- Шагающая балка
- Вибрационный
- Винт/шнек
- Цепь
Каждый тип конвейера служит определенной цели. Например, пластинчатый конвейер, выполненный из планок или пластин вместо ленты, предназначен для перемещения тяжелых материалов. Материалы, транспортируемые пластинчатой системой, обычно слишком велики или тяжелы для традиционного ленточного движения.
Эскалатор является примером конвейерной системы с цепным приводом. Вместо системы шкивов, которая тянет предметы, цепной конвейер использует систему буксировки, которая тянет ступеньки вверх или вниз.
Подъемники являются примером подвесного конвейера. В этих устройствах используется электрическая гусеница, которая наклоняет стулья вверх или вниз по склону горы. Как и в эскалаторе, в этих системах используется буксировочная система с цепным приводом.
Основные части конвейерной системы
Конвейерная система состоит из трех основных частей: опоры ленты, шкива и приводного узла. Каждый компонент играет важную роль в работе конвейерной установки. Хотя все конвейерные системы содержат эти детали, конструкции различаются конструкционными материалами и расположением каждого компонента.
Опора ремня — это компонент, обеспечивающий плавное движение ремня. Если опорный блок не является прочным, лента провисает, когда рабочие кладут сверху тяжелый предмет, и провисание приводит к тому, что лента не движется плавно или быстро, как следует. Использование прочного опорного узла обеспечивает натяжение ремня и его эффективную работу.
Система шкивов — это внешний компонент, используемый для управления движением ремня. Каждый агрегат имеет не менее двух шкивов, один работающий под напряжением, а другой холостой. Более сложные конвейерные системы могут иметь дополнительные роторы по всей раме.
Привод позволяет системе двигаться. Блок содержит контрподшипник, который обеспечивает эффективное перемещение деталей. Этот блок также позволяет ленте двигаться в обратном направлении и управлять повторными корректировками направления для некоторых систем. Некоторые конвейерные системы управляются вручную. В этих системах по-прежнему используется привод; однако он не моторизован.
Как правильно выбрать конвейерную систему
Конвейер более или менее действует как центральная нервная система для операций по приему, обработке, хранению, распределению, производству или отгрузке продукции. Выбор правильной конвейерной системы может быть сложной задачей для менеджеров склада и других заинтересованных сторон из-за нескольких типов конвейеров и сотен возможных конфигураций на выбор.
Кроме того, есть несколько факторов, которые необходимо учитывать при выборе и покупке идеальной конвейерной системы для вашего склада или распределительного предприятия. Вы должны одновременно учитывать требования как к продукту, так и к процессу.
Во-первых, идеальная конвейерная система должна быть:
- Эксплуатационно безопасной
- Энергоэффективной
- Надежной (детали и компоненты рассчитаны на длительный срок службы)
- Адаптируемой к меняющимся потребностям
- Рентабельной (с точки зрения общая стоимость владения)
Установка неправильной конвейерной системы быстро снизит эффективность работы склада, что приведет к увеличению затрат и снижению удовлетворенности клиентов, что в конечном итоге лишит бизнес его конкурентных преимуществ.
Давайте без лишних слов рассмотрим факторы, которые необходимо учитывать при оценке и выборе подходящей конвейерной системы для вашей операции.
Требования к продукту
По сути, конвейерная система используется для перемещения товаров между функциональными зонами распределительного предприятия. Таким образом, тип перемещаемых предметов будет определять конструкцию, размеры и тип устанавливаемой конвейерной системы.
При поиске лучшей конвейерной системы для вашего предприятия ответы на следующие вопросы помогут вам определить требования к конструкции и конфигурации, а также рассчитать такие параметры, как мощность и натяжение ленты для отдельных конвейеров:
- Какой тип продукта транспортируется?
- Каков средний вес продукта на фут?
- Каков максимальный вес продуктов?
- Каковы минимальные, максимальные и средние размеры товара (т. е. длина, ширина и высота)?
- Каковы размерные данные для каждого продукта?
- Как транспортируются продукты и в какой ориентации?
Такие факторы, как вес продукта, размеры и хрупкость, сильно повлияют на ваш процесс принятия решения. Размеры изделий на вашем предприятии будут определять ширину конвейера, технические характеристики направляющих и центры роликов, а вес продуктов определяет калибр роликов, диаметр роликов и требования к размерам двигателя.
Требования к процессу
Требования к процессу охватывают факторы, определяющие, как должен двигаться конвейер, и уникальные условия рабочей среды. Эти соображения включают в себя:
- Расстояние, на котором элементы должны перемещаться между функциональными зонами
- Путь, по которому они перемещаются — есть ли остановки, перепады высот, кривые или отклонения?
- Ориентация товара — должны ли товары располагаться определенным образом (для удобства сканирования штрих-кодов, переноса и т. д.)?
- Скорость передачи — короткая, быстрая или медленная, устойчивая?
- Окружающая среда
- Свободное пространство
Скорость потока
Ваша конвейерная система должна выдерживать среднюю скорость передачи на вашем объекте, а также периоды пикового спроса из-за сезонных колебаний. Количество продуктов, которые необходимо транспортировать в час (или в минуту), будет определять длину и скорость конвейера.
Кроме того, определенные виды конвейеров идеально подходят для определенных продуктов. Большой пластиковый цепной конвейер лучше всего использовать для перемещения поддонов с пластиковыми ножками, а роликовый конвейер с цепным приводом лучше всего подходит для деревянных поддонов. Кроме того, первый лучше всего использовать для перемещения небольших коробок или тотализаторов, чем последний.
Требования к перемещению
Точка, в которой предметы перемещаются на конвейер и с конвейера, является критически важной. Большинство конвейеров используют боковые передачи, механические передачи, мертвые пластины, гравитационные ролики и т. Д., Чтобы облегчить это. Для продуктов с меньшей площадью может потребоваться механизированная передача, в то время как для более крупных и длинных продуктов могут потребоваться гравитационные ролики.
Сколько стоят конвейерные системы?
Для современных складов ручные операции перемещения не в состоянии поддерживать уровень пропускной способности, необходимый для быстрого выполнения заказов с минимальными затратами. Конвейерная система повышает производительность, улучшает эргономику, снижает вероятность повреждения продукции, обеспечивает лучший доступ к материалам и снижает опасность на рабочем месте.
Однако стоимость приобретения, установки и обслуживания таких систем может быть высокой для малых и средних предприятий. Она может варьироваться от сотен тысяч до миллионов долларов в зависимости от таких факторов, как:
- Тип конвейерной системы
- Общая длина
- Требуемая скорость
- Размеры
- Изгиб и метод транспортировки
Текущие
оценки показывают, что конвейеры Belt Curve AC и Roller Curve AC стоят приблизительно 5 243 и 2 686 долларов за погонный фут при следующих предположениях:
- Изгибы — 90 градусов
- Скорость — от 65 до 90 футов в минуту
- 9-дюймовые ролики на 3-дюймовом центре
- Общая ширина — 24 дюйма
Примечание. Это только предварительная стоимость конвейерного оборудования . Помимо затрат на установку, вам также необходимо учитывать стоимость реструктуризации складских помещений для размещения конвейерной системы. Сам процесс установки может занять некоторое время и повлиять на выполнение заказов и другие складские операции. Наконец, эксплуатационные расходы и расходы на техническое обслуживание в год, вероятно, превысят первоначальные затраты на покупку и установку.
Если вы рассматриваете конвейерную систему, учитывайте свой бюджет, скорость, с которой вам нужно выполнять свою работу, пространство и другие ограничения, и, конечно же, ваши планы погрузки и разгрузки. Например, конвейерные системы нельзя переносить, и они требуют существенных изменений в вашей инфраструктуре. Однако существуют другие практичные и более доступные решения для автоматизации (и улучшения) ваших складских операций.
Загрузите наш информационный документ 7 причин, по которым складские роботы превосходят традиционную автоматизацию, чтобы узнать больше о том, почему складские роботы, такие как Чак, являются более интеллектуальным и экономичным решением по сравнению с традиционными решениями по автоматизации, такими как конвейерные системы. Мы также можем обсудить решение, которое подходит именно вам. Свяжитесь с нами сегодня.
Изменения в океанской «конвейерной ленте» предсказали резкие изменения климата
Новое исследование является первым, в котором измеряется временной лаг между изменением океанских течений и крупными изменениями климата.
Существуют четкие предвестники климата, обеспечиваемые состоянием океана — так сказать, предупреждающие знаки
Francesco Muschitiello
В Атлантическом океане гигантский «конвейер» переносит теплые воды из тропиков в Северную Атлантику, где они охлаждаются и тонут, а затем возвращаются на юг в океанские глубины. Эта схема циркуляции известна как атлантическая меридиональная перевернутая циркуляция (AMOC), и она играет важную роль в глобальном климате, регулируя погодные условия в Арктике, Европе и во всем мире.
Все больше данных свидетельствует о том, что эта система океанических течений замедляется, и некоторые ученые опасаются, что это может иметь серьезные последствия, такие как понижение температуры в Европе и нагревание воды у восточного побережья США, что может нанести ущерб рыболовству и усугубить ураганы. .
Новое исследование, опубликованное в Nature Communications , дает представление о том, как быстро эти изменения могут вступить в силу, если система океанских течений продолжит ослабевать.
Международная группа ученых исследовала один из ключевых участков АМОК, где североатлантические воды опускаются с поверхности на дно океана. Они подтвердили, что изменения в конвейерной ленте океана предшествовали резким и крупным климатическим изменениям во время выхода из последнего ледникового периода, называемого последней дегляциацией. Это первое исследование, в котором определяется временной лаг между прошлыми изменениями в AMOC и основными изменениями климата.
«Наши реконструкции показывают, что существуют четкие предвестники климата, обеспечиваемые состоянием океана — так сказать, предупреждающие знаки», — сказал ведущий автор Франческо Мускитьелло с географического факультета Кембриджского университета, который завершил работу, будучи постдоком в Колумбийском университете. Университет.
До сих пор было трудно решить, происходили ли прошлые изменения в конвейерной ленте океана до или после резких климатических сдвигов, спровоцировавших последнюю дегляциацию в Северном полушарии. Чтобы преодолеть обычные проблемы, команда собрала воедино данные из керна отложений, пробуренного на дне северных морей, керна озерных отложений из южной Скандинавии и ледяных кернов из Гренландии.
Ученые обычно полагаются на датировку по радиоактивному углероду (углерод-14) для определения возраста отложений. Однако в океанских отложениях эта взаимосвязь сложна, потому что углерод-14 образуется в атмосфере, и углероду требуется время, чтобы пройти через океан. К тому времени, когда он достигнет организмов на дне водной толщи, углероду-14 уже может быть сотни или тысячи лет. Поэтому команде нужен был другой способ датировать слои отложений в морском керне.
Исследователи решили эту загадку, измерив уровень углерода-14 в керне донных отложений близлежащего озера и сопоставив его со слоями морского керна. Затем они сравнили реальный возраст морских отложений с измерением содержания углерода-14 в глубоком океане, что дало им запись моделей циркуляции океана в этом регионе с течением времени. Последней частью головоломки был анализ ледяных кернов из Гренландии для изучения изменений температуры и климата за тот же период времени.
Сравнение данных трех ядер показало, что AMOC ослаб во время, предшествовавшее последнему сильному похолоданию на планете около 13 000 лет назад. Циркуляция океана начала замедляться примерно за 400 лет до резкого похолодания, но как только климат начал меняться, температура над Гренландией быстро упала примерно на 6 градусов.
Похожая картина возникла ближе к концу резкого похолодания, переходя из ледникового периода; течение начало усиливаться примерно за 400 лет до того, как атмосфера начала резко нагреваться, когда Гренландия быстро прогрелась — ее средняя температура поднялась примерно на 8 градусов всего за несколько десятилетий, что привело к таянию ледников и значительному уменьшению морского льда на севере. Атлантика.
Пока не совсем понятно, почему была такая большая задержка между изменениями AMOC и климатическими изменениями над Северной Атлантикой.
Также трудно точно определить, что эти узоры из прошлого могут означать для будущего Земли. Последние данные позволяют предположить, что АМОК снова начал ослабевать 150 лет назад. Однако нынешние условия сильно отличаются от того, что было в прошлый раз, говорит Мускитьелло: тогда глобальный термостат был намного ниже, зимний морской лед простирался дальше на юг, чем гавань Нью-Йорка, и структура океана была бы совсем другой. Кроме того, ослабление AMOC в прошлом было гораздо более драматичным, чем сегодняшняя тенденция.
«Очевидно, что в океане есть какие-то предшественники, поэтому мы должны наблюдать за океаном. Тот факт, что AMOC замедляется, должен вызывать беспокойство, исходя из того, что мы обнаружили», — сказал Мускитьелло.
Исследование должно также помочь улучшить физику, лежащую в основе моделей климата, которые обычно предполагают резкое изменение климата одновременно с изменением интенсивности AMOC. Уточнения модели, в свою очередь, могут сделать прогнозы климата более точными. Как говорит Свенссон: «Пока мы не понимаем климат прошлого, очень трудно ограничить климатические модели, необходимые для создания реалистичных сценариев будущего».
Ссылка:
Francesco Muschitiello et al. «Изменения глубоководной циркуляции приводят к изменению климата Северной Атлантики во время дегляциации». Природные коммуникации (2019). DOI: 10.1038/s41467-019-09237-3
Адаптировано из рассказа Колумбийского университета.
Смелый ответ на величайшую мировую проблему
Кембриджский университет, опираясь на свои существующие исследования, запускает амбициозную новую инициативу в области окружающей среды и изменения климата. Cambridge Zero занимается не только разработкой экологически чистых технологий. Он будет использовать всю мощь исследовательского и политического опыта Университета, разрабатывая решения, которые работают для нашей жизни, нашего общества и нашей биосферы.
Текст в этой работе находится под лицензией Creative Commons Attribution 4. 0 International License. Изображения, в том числе наши видеоролики, защищены авторским правом © Кембриджского университета и лицензиаров/участников, как указано. Все права защищены. Мы делаем наши изображения и видеоконтент доступными несколькими способами — как здесь, на нашем основном веб-сайте в соответствии с его Условиями и положениями, а также в ряде каналов, включая социальные сети, которые разрешают вам использовать и делиться нашим контентом в соответствии с их соответствующими Условиями.
Алгоритм машинного обучения предсказывает, как получить максимальную отдачу от аккумуляторов электромобилей
Плавающие «искусственные листья» на волне производства экологически чистого топлива
Кембриджские эксперты по аномальной жаре и изменению климата в Великобритании
Жабы удивляют ученых, лазая по деревьям в лесах Великобритании
Опубликовано
20 марта 2019 г.
Изображение
Упрощенная схема атлантической меридиональной опрокидывающей циркуляции
Авторы и права: Muschitiello et al.
Поисковые исследования
Поиск по ключевому слову
Подпишитесь на нашу еженедельную электронную почту с исследованиями
Наша подборка самых важных новостей и статей Кембриджа за неделю отправляется прямо на ваш почтовый ящик. Введите свой адрес электронной почты, подтвердите, что вы рады получать наши электронные письма, а затем выберите «Подписаться».
Кембриджский университет будет использовать ваш адрес электронной почты для отправки вам нашего еженедельного электронного письма с новостями исследований. Мы стремимся защищать вашу личную информацию и обеспечивать прозрачность информации, которую мы храним. Пожалуйста, ознакомьтесь с нашим уведомлением о конфиденциальности электронной почты для получения подробной информации.
Субъекты
Люди
Места
Родственные организации
Магазин Horizons
Работа ленточных конвейеров, их типы и использование
Система ленточных конвейеров транспортирует различные типы материалов, включая сырье и готовую продукцию, между пунктами.
Конвейеры могут перемещать товары в заданное место на том же этаже или в другое место на объекте. Промышленные конвейерные системы облегчают трудную задачу по обработке материалов в различных отраслях, включая склады, торговые площади, упаковку, производство и производство.
Конвейерные системы стали незаменимыми для предприятий, работающих с такими материалами, как сырье, тяжелые грузы, сыпучие продукты и острые предметы.
Работа и части системы ленточных конвейеров
Конвейеры могут быть стационарными или подвижными. Стационарный конвейер обычно подключается к вспомогательному оборудованию с помощью периферийных компонентов. Оборудование может быть неконвейерным или уже существующей конвейерной системой.
Существуют также переносные конвейерные системы, которые можно легко перемещать. Переносной конвейер также известен как мобильная ленточная конвейерная система. Он популярен в таких отраслях, как доставка посылок и логистика, где материалы перемещаются по этажам и в соответствии с входящей загрузкой материалов.
Переносные конвейерные системы можно настроить для обработки различных грузов и легко перемещать, что делает их незаменимыми в таких отраслях.
Современная конвейерная лента
Части системы конвейерной ленты
Ключевые компоненты системы конвейерной ленты:
- Шкивы. Конвейер может состоять из двух или более шкивов, которые тянут конвейерную ленту. Первичный шкив называется ведущим шкивом, который приводится в действие и приводит или тянет ремень.
Другой ремень — это натяжной шкив. Этот шкив выполняет несколько функций. Он изменяет направление передачи нагрузки, улавливает провисание ремня или активирует сцепление.
Натяжные ролики не служат механическим целям. Их основная функция состоит в том, чтобы поддерживать движение конвейерной ленты и вести ее по кругу.
Ведущий и промежуточный шкивы совместно регулируют движение ременной системы.
- Приводной блок – Приводной блок обеспечивает движение конвейерной системы.
 Этот узел состоит из контропорного компонента, который обеспечивает плавное движение всех частей конвейера. Независимо от того, движется ли конвейер вперед или назад, привод обеспечивает необходимое движение системы.
Этот узел состоит из контропорного компонента, который обеспечивает плавное движение всех частей конвейера. Независимо от того, движется ли конвейер вперед или назад, привод обеспечивает необходимое движение системы.Привод также позволяет конвейеру приспосабливаться к требованиям изменения направления, где и когда это необходимо. В автоматизированной конвейерной системе привод приводится в действие двигателем. В конвейерных системах с ручным управлением привод не приводится в действие двигателем.
Вышеуказанные компоненты присутствуют во всех системах конвейерных лент; однако они могут различаться по расположению и материалу, используемому для различных конструкций конвейеров.
Как работает конвейерная система?
Конвейерная лента образует замкнутую петлю на шкивах, что обеспечивает непрерывное движение системы. Конвейерные системы в основном используют ротор для привода ремня и шкива. Наличие трения между ротором и ремнем позволяет ремню постоянно плотно прилегать к ротору.
Металлический ротор и ремень
Натяжной ролик и ведущий шкив всегда устанавливаются в одном направлении — по часовой стрелке или в обратном направлении — для обеспечения плавного и эффективного движения ремня.
Стандартные конвейеры, используемые, например, для продуктовых магазинов или движущихся дорожек, имеют прямую конструкцию.
В тех случаях, когда требуется конвейер для поворотов, используйте для этой цели ротор или колеса. Этот ротор или колесо позволяет ленте перемещаться по изгибу, не перекручиваясь.
Типы ленточных конвейеров
Производители ленточных конвейеров разрабатывают два основных типа систем. К ним относятся ленточные системы для общей обработки материалов и ремни для обработки сыпучих материалов.
- Ремни общего назначения для погрузочно-разгрузочных работ. Эти ремни состоят из двух слоев материала. Внешний слой известен как Покрытие. Цель крышки — защитить внутренний слой, называемый Каркасом.
Структура слоя Carcass определяет прочность конвейерной ленты на растяжение.
Каркас функционирует, поглощая силу, когда нагрузка прикладывается к ремню. Чем больше прочность каркаса на растяжение, тем эффективнее лента при перемещении материалов, требующих большей силы толкания.Конструкция каркаса зависит от материалов, используемых в ремне. Например, в лентах со стальным кордом каркас состоит из стальных тросов, расположенных последовательно в ленте. Кабели амортизированы резиной. В тканевых ремнях Carcass имеет «коврики» из ткани, защищенные слоями амортизации.
- Ленты для транспортировки сыпучих материалов. В отраслях, ориентированных на работу с сыпучими материалами, таких как перерабатывающие предприятия, используются конвейерные системы с лентами для транспортировки сыпучих материалов. Эти ремни изготавливаются из резины, полиэстера или неопрена. Слои этих ремней такие же, как у обычных ремней.
Материал определяется в соответствии с материалами, которые будут обрабатываться конвейером. Например, в таких отраслях, как фрезерование и горнодобывающая промышленность, где используются тяжелые сыпучие материалы, системы конвейерных лент изготавливаются из резины.
Ленты для транспортировки сыпучих материалов также имеют другую толщину и характеристики покрытия по сравнению с лентами общего назначения.
В заключение
Конвейерная система делает транспортировку материалов проще, быстрее, безопаснее и эффективнее. Хорошо спроектированные конвейеры разгружают нагрузку, связанную с транспортировкой материалов на производственных линиях.
Процессы, в которых используются материалы, которые могут быть слишком громоздкими для людей, могут выиграть от конвейерных систем. Ручная обработка может привести к потере времени, материальному ущербу, физическому напряжению и даже травмам. Автоматизируя перемещение материалов, конвейерная система экономит время и ресурсы для бизнеса.
Наклонный конвейер лучше всего подходит для процессов, когда материалы необходимо перемещать по этажам или по нескольким уровням на одном этаже. Это упрощает и ускоряет задачу перемещения материалов вверх и вниз.
Промышленный конвейер
Эффективность систем конвейерных лент при перемещении широкого спектра коммерческих материалов, от сырья до тяжелой конечной продукции, такой как транспортные средства, делает их большим преимуществом для предприятий. SRSI сотрудничает только с производителями конвейеров мирового класса, поэтому мы можем предоставить вам продукцию самого высокого качества.
Вы рассматриваете конвейерную систему для своего бизнеса? Свяжитесь с SRSI сегодня, чтобы получить решения по проектированию и внедрению: [email protected]
Ленточные конвейеры
Ленточные конвейеры
Компания FEECO является ведущим поставщиком индивидуальных систем транспортировки сыпучих материалов. Мы предлагаем мощные ленточные конвейеры для широкого спектра задач по обработке сыпучих материалов.
Правильная система обработки сыпучих материалов может повысить автоматизацию и гибкость любого приложения. Мы предлагаем широкий спектр дополнительного оборудования в дополнение к нашим конвейерным системам, чтобы предоставить вам полную систему, предназначенную для обработки вашего конкретного материала. Доступны ленточные сбрасыватели, устройства для взвешивания, разгрузочные устройства, оборудование для регенерации, погрузочные навесы и системы разгрузки для грузовиков, железнодорожных вагонов и барж.
Все ленточные конвейеры и конвейерные системы FEECO спроектированы с учетом вашего уникального применения, чтобы обеспечить наилучшее решение для обработки сыпучих материалов.
| FEECO соответствует требованиям, необходимым для оборудования для маркировки CE. |
Все оборудование и технологические системы FEECO могут быть оснащены новейшими средствами автоматизации от Rockwell Automation. Уникальное сочетание запатентованных средств управления и программного обеспечения Rockwell Automation в сочетании с нашим обширным опытом в разработке технологических процессов и улучшений с использованием сотен материалов обеспечивает непревзойденный опыт для клиентов, которым нужны инновационные технологические решения и оборудование.
Подробнее >>
Компоненты и детали конвейера
На изображении ниже показана 3D-модель ленточного конвейера с наклоном. Нажмите на изображение, чтобы увеличить его.
A Tail Pulley Guard
B Exhaust Port
C Inlet Chutes
D Skirtboard
E Troughed Belt
F Weather Cover
G Truss Frame
H Проходная дорожка
I Idlers
J Канал Канал
Особенности
Размер: 18 ” — 9000 3
емкость: 18”. состоит из конвейерной ленты, которая перемещается на тяжелых желобчатых роликах. Натяжные ролики имеют угол наклона от 20° до 45° и надежно закреплены на раме из конструкционной стали.
НАКЛОННЫЕ КОНВЕЙЕРЫ
Эти ленточные конвейеры могут работать под разными углами наклона, обычно от 0° до 20° (30° с ременной/шевронной лентой). Для конвейеров, работающих за пределами этого уклона, подходят конвейеры с крутым уклоном, которые могут работать под углом до 9°. 0°, также доступны.
На приведенной ниже диаграмме показано соотношение между расстоянием между центрами конвейера (C/C), углом наклона, горизонтальным расстоянием и подъемом конвейера.
Для размеров, превышающих пределы диаграммы, разделите данные размеры на цифру, чтобы привести длину в пределы диапазона диаграммы. Умножьте результат на ту же цифру, чтобы восстановить пропорции. Пример: горизонтальное расстояние 160 футов, подъемная сила 52 фута. Деление на 2 = 80 футов и 26 футов. Пересечение вертикальной линии от 80 футов горизонтального расстояния и горизонтальной линии от 26 футов подъема = длина по наклону 84 фута по линии 18º. Тогда фактическая длина наклонного конвейера составляет 84 x 2, или 168 футов.
БОКОВЫЕ СТЕНКИ
Лотковые ленточные конвейеры обеспечивают высокую пропускную способность при перемещении сыпучих материалов. Конструкция желоба также содержит и распределяет материал в один непрерывный поток, в то же время исключая просыпание. Желобчатый ремень также может помочь защитить материал от непредвиденных сил, таких как воздушный поток от другого оборудования, работающего поблизости.
ПРЕДОТВРАЩЕНИЕ ПЫЛИ В ТОЧКАХ НАГРУЗКИ
Встроенный плинтус и выпускные отверстия обеспечивают дополнительный контроль для конкретного применения каждого клиента. Обычно они расположены в хвостовой части конвейера, где материал загружается на ленту. Эта конструкция центрирует материал на ленте, а также содержит пыль и мелкие частицы. Точка сбора пыли часто располагается в верхней части вытяжного колпака.
ФЕРМАЛЬНАЯ РАМА
Усиленные коробчатые ферменные рамы доступны в нескольких стандартных вариантах глубины. Этот тип каркасной конструкции используется, когда между опорными точками требуются большие пролеты. В дополнение к длине пролета правильный выбор фермы также учитывает такие факторы нагрузки, как ветер и снег.
КАНАЛОВАЯ РАМА
Конвейеры, не требующие больших пролетов между опорами, могут извлечь выгоду из конструкции швеллерной рамы. Поскольку они часто располагаются близко к земле, консольные проходы не требуются. Прежде всего, конвейеры с швеллерной рамой обладают той же точностью, что и все погрузочно-разгрузочное оборудование FEECO.
Характеристики всех ленточных конвейеров FEECO:
- Прочная конструкция
- Индивидуальный дизайн для оптимального обращения
- Различные варианты ремня
Дополнительные опции
- Бункеры, бункеры и бункеры
- Ворота
- Передаточные башни
- Экраны
- Сбор пыли
- Ревизионные дверцы
- Ограждения
- Механический или гравитационный натяжитель
- Вогнутая или выпуклая траектория
- Структурные платформы
- Проходы и платформы обслуживания
- Очистители/скребки для лент
- Всепогодные чехлы
- Загрузка плинтусов
- Транспортировочные желоба
- Страховочные тросы и запорные устройства
- Поясные весы (используются для отслеживания количества/интервала времени)
- Галерейные шкафы
Области применения
Компания FEECO поставляет оборудование и решения для обработки сыпучих материалов для различных отраслей промышленности с 19 лет. 51. Сюда входят:
- Транспортировка угля для электростанций
- Клинкер и другое сырье для цементных заводов
- Обработка древесной щепы и коры для целлюлозно-бумажных комбинатов
- Обработка шлама для технологических процессов
- Разгрузка/разгрузка рельсов
- Складирование сыпучих продуктов
- Системы транспортировки песка для литейных цехов
- И еще…
Дополнительные типы конвейеров:
- Выдвижная кровать
- Гибкая боковая стенка – «Крутой наклон»
- Галерея
- Накладные расходы
- С рифлением
- Конвейеры рекуперации
- Выгрузка
- Вертикальная боковая стенка
- Погрузка/разгрузка баржи
- Погрузка/разгрузка вагонов
- Боковые конвейеры
- Непрерывный поток
Ресурсы
Брошюры
Фотографии
Полное руководство по конфигурации и устранению неисправностей промышленного конвейера
Промышленные конвейерные шкивы крыла
Плуг возвращающихся пояс (V-Plow) для промышленного конвейера
Gallery Conveyor
- 9399303029
- 9003 9003
Gallery.
Защитные чехлыНатяжные ролики
Натяжные ролики промышленного конвейера
Промышленный конвейерный ленточный питатель
Промышленная конвейерная лента Tripper
СВОЙ СВОБОДА КОНВЕЙСТВО СТВЕЙСТВО НА УХОДА Конвейер для обработки сыпучих материалов
Конвейер с крутым наклоном
Лотковые ленточные конвейеры
FEECO Belt Conveyor
Conveyor Drive Assemblies
Belt Conveyor
Troughed Belt Conveyor
Belt Conveyor
Conveyor Drive Assemblies
Telescoping Screw Take up on a Ленточный конвейер
Варианты приемного устройства ленточного конвейера
Конвейеры для синтетического гипса
Диаграмма, иллюстрирующая подъем конвейера и расстояние по горизонтали с наклоном
Covered Coveryer Covers Weather
Слайдер.
Наклонный конвейер с ленточным ремнем с ребрами
Диаграмма горизонтального расстояния наклонного конвейера
Поиск и устранение неисправностей ленточных конвейеров
Certilizer (Certilizer). Промышленность
Ленточный питатель FEECO для горнодобывающей промышленности
Ленточные конвейеры FEECO с боковыми ограждениями
Выбор производителя ленточного конвейера на заказ
Ресурс недели: профиль проекта по обработке деревянных чипов
Запасные части конвейер
Система обработки деревянных чипов, конвейер из дерева
- . для целлюлозно-бумажной промышленности
Ресурс недели: Брошюра о конвейере
Диаграмма, показывающая расстояние до подъема конвейера
Опции по настройке конвейерных конвейеров для ремней для ремней
Конвейер ремня с чистым ремнем на стальных рулонах.
9003РАМКА РАМКА НАМЕЧА
Конвейеры для бурого угля
Передвижной ленточный опрокидыватель
Передовой опыт хранения ленточных конвейеров
3D Bell Plow
3D Felter Feeder
3D Tripper
Add-Ads Ads-Ans, Convveyor Slide Slider. ленточный конвейер, типичный для предприятий по переработке угля, кокса или нефтяного кокса; конвейер оснащен погодозащитными кожухами, встроенным фартуком и выхлопными отверстиями для удаления пыли возле входных желобов. Также присутствует проход для обслуживания и наблюдения.
Ленточный конвейер для кокса с погодозащитными кожухами, встроенным бортом, выпускными отверстиями и проходомТранспортировка угля и кокса, системы транспортировки материалов, конвейеры для угля и кокса
Фото недели: лотковый ленточный конвейер
Конвейеры для гипса
Конвейеры для известняка
Конвейеры для калия
Feeco предлагает запасные части для конвейеров
Механическая конструкция ленточного струга со списком компонентов (3D ленточный плуг от FEECO International)
Механическая конструкция ленточного питателя со списком компонентов (3D ленточный питатель от FEECO International)
3D-ленточный опрокидыватель со списком компонентов (3D-опрокидыватель ленты от FEECO International)
3D-модель крутонаклонного конвейера FEECO с маркированными компонентами
Трехмерное изображение ленточного конвейера FEECO
9 Ленточный конвейер для фосфатов
9003s 9yor0030
Просмотреть все >
Подробнее фирм внедряют умные заводские цеха на базе ИИ и машинного обучения. В этой статье представлен обзор архитектуры, обеспечивающей обнаружение аномалий в реальном времени для конвейерных лент.
Архитектура
Загрузите файл Visio для этой архитектуры.
Рабочий процесс
Источник данных
Сложный датчик сбора данных является важнейшим компонентом Интернета вещей (IoT). Датчики собирают аналоговые данные из физического мира и преобразуют их в активы цифровых данных. Сенсоры могут измерять практически любой аспект физического мира. Калибровка датчиков позволяет адаптировать их к конкретным функциям приложения. В этом наборе данных датчики откалиброваны для точного измерения температуры и вибрации.
На большинстве заводских цехов конвейеры работают по расписанию. Обнаружение аномалий температуры и вибраций необходимо при работающем конвейере. API временных рядов используется для сбора и передачи состояния конвейерной ленты.
Прием
Мы рекомендуем Azure IoT Hub для потоковой передачи данных с датчиков IoT и подключения устройств IoT.
Для приема данных из API временных рядов и оркестрации данных мы рекомендуем фабрику данных Azure.Магазин
Данные, собранные с датчиков IoT (температура и вибрация) и API временных рядов (состояние конвейерной ленты), представляют собой временные ряды. Данные временного ряда представляют собой набор наблюдений, полученных в результате повторных измерений с течением времени. Эти данные собираются в виде плоских файлов. Каждый плоский файл помечен идентификатором датчика IoT, а также датой и временем сбора и хранится в Azure Data Lake.
ИИ/машинное обучение — подготовка данных и обучение
Подготовка данных — это процесс сбора, объединения, структурирования и организации данных, чтобы их можно было использовать для создания моделей машинного обучения, бизнес-аналитики (BI), а также приложений для аналитики и визуализации данных.
Azure Databricks используется для подготовки данных перед их использованием для построения моделей.
Azure Databricks предоставляет интерактивную рабочую область, которая обеспечивает совместную работу инженеров по данным, специалистов по данным и инженеров по машинному обучению. В рабочем процессе аналитики Azure Databricks используется для чтения данных из Azure Data Lake для обработки и исследования данных.Обучение модели — это процесс использования алгоритма машинного обучения для изучения шаблонов на основе данных и выбора подходящей модели для прогнозирования.
Машинное обучение Azure используется для обучения модели. Машинное обучение Azure — это облачная служба, которая ускоряет жизненный цикл проекта машинного обучения и управляет им. Жизненный цикл включает в себя обучение, развертывание моделей и управление операциями машинного обучения (MLOPs).
ИИ/машинное обучение — вывод
Вывод машинного обучения — это процесс ввода ранее невидимых точек данных в модель машинного обучения для расчета выходных данных, таких как числовая оценка.
В этом случае он используется для определения того, являются ли входные данные аномальными.Реестр моделей встроен в Машинное обучение Azure. Он используется для хранения и версии моделей в Azure. Реестр моделей упрощает организацию и отслеживание обученных моделей.
После обучения модели машинного обучения ее необходимо развернуть, чтобы через нее можно было передавать новые доступные данные для логического вывода. Рекомендуемая цель развертывания — управляемая конечная точка Azure.
Аналитическая рабочая нагрузка
Результаты оценки модели сохраняются обратно в системы аналитики, в данном случае в Azure Data Lake, где были собраны входные данные. Это помогает в получении результатов для внешнего интерфейса, а также в мониторинге и переобучении модели.
Потребление фронтальной модели
Вы можете использовать полученные результаты через приложение или на платформе Power BI. В этом сценарии, который обеспечивает вывод в реальном времени, как только обнаруживаются аномалии, вы можете направлять оповещения заинтересованным сторонам через настраиваемые API управления событиями Microsoft или сторонних производителей, размещенные в Azure или в другом месте.
Компоненты
- Azure IoT Hub — это набор управляемых корпорацией Майкрософт облачных служб, которые подключают, отслеживают и контролируют миллиарды ресурсов Интернета вещей.
- Фабрика данных Azure — это облачная служба интеграции данных, которая автоматизирует перемещение и преобразование данных.
- Azure Data Lake — это безграничная служба хранения данных для хранения данных в различных формах и форматах. Он обеспечивает простую интеграцию с инструментами аналитики в Azure. Он имеет поддержку безопасности и мониторинга корпоративного уровня. Вы можете использовать его для архивов, озер данных, высокопроизводительных вычислений, машинного обучения и облачных рабочих нагрузок. Это решение предоставляет локальное хранилище данных для данных машинного обучения и кэш данных премиум-класса для обучения модели машинного обучения.
- Azure Databricks — это платформа аналитики данных, оптимизированная для платформы Azure. Он предлагает три среды для разработки приложений, интенсивно использующих данные: Databricks SQL, Databricks Data Science & Engineering и Databricks Machine Learning.
- Машинное обучение Azure — это служба машинного обучения корпоративного уровня, упрощающая разработку и развертывание моделей для широкого спектра целевых вычислений машинного обучения. Он предоставляет пользователям всех уровней квалификации дизайнер с минимальным кодом, автоматизированное машинное обучение и размещенную среду для ноутбуков Jupyter, которая поддерживает различные интегрированные среды разработки.
- Конечные точки машинного обучения Azure — это конечные точки HTTPS, которые клиенты могут вызывать для получения результатов логического вывода (оценки) обученной модели. Конечная точка предоставляет стабильный оценочный URI с аутентификацией по маркеру ключа.
- Power BI — это программное обеспечение Azure как услуга (SaaS) для бизнес-аналитики, визуального погружения и интерактивной аналитики. Он предоставляет богатый набор коннекторов для различных источников данных, простые возможности преобразования и сложную визуализацию.
Альтернативы
- Машинное обучение Azure обеспечивает моделирование и развертывание данных в этом решении. Вы также можете создать решение в Azure Databricks, используя подход «сначала код».
- Центры событий Azure — это подходящая альтернатива Центру Интернета вещей для приема больших данных. И Центры событий, и Центр Интернета вещей предназначены для приема данных в больших масштабах.
- Вы можете размещать данные в Azure Cosmos DB или базе данных SQL Azure вместо Data Lake. Фабрику данных можно использовать для подготовки и анализа данных.
- Для исследования данных можно использовать Azure Synapse Analytics в качестве альтернативы Azure Databricks.
- Вы можете использовать Grafana вместо Power BI для визуализации.
- Вы можете использовать службу Azure Kubernetes (AKS) в качестве альтернативы управляемым конечным точкам, если вам нужен больший контроль над этим уровнем вычислений.
Детали сценария
Интеллектуальные производственные цеха позволяют системам совместной работы реагировать в режиме реального времени на меняющиеся условия и требования клиентов по всей сети поставок.
ИИ и машинное обучение уникальным образом используются в производственном секторе. Наиболее эффективными из этих приложений являются профилактическое обслуживание и предотвращение отказов. В частности, обнаружение аномалий температуры и вибраций двигателей, прикрепленных к конвейерным лентам, снижает затраты на техническое обслуживание, время ремонта и капитального ремонта, а также потребность в запасных частях. Это также увеличивает время безотказной работы техники. Внедрение диагностического обслуживания и предотвращения неисправностей экономит миллионы долларов в год, а в некоторых случаях спасает жизни, выводя персонал из опасных ситуаций.
Профилактическое обслуживание можно выполнять несколькими способами, включая машинное обучение на основе правил, контролируемое и неконтролируемое машинное обучение. Машинное обучение на основе правил требует известных пороговых уровней. Когда для аномалий доступны метки, контролируемое машинное обучение является наиболее жизнеспособным вариантом. Если нет доступных меток для обнаружения аномального поведения, лучшим методом является неконтролируемое обнаружение аномалий. Какой бы ни была методология, результатом модели является предсказание того, являются ли поступающие данные аномальными.
Поскольку датчики собирают данные в режиме реального времени, функция обнаружения аномалий должна обнаруживать аномалии немедленно. Вы можете устранить потенциальные риски, которые в противном случае остались бы незамеченными, прежде чем они обострятся.
Пример данных о температуре, вибрации и состоянии конвейерной ленты
Данные, необходимые для профилактического обслуживания двигателей, прикрепленных к конвейерным лентам, включают температуру, вибрации и состояние конвейерной ленты. Примерные данные представлены здесь.
Состояние конвейерной ленты: На большинстве заводских цехов конвейерные ленты работают по определенному графику. Обнаружение аномалий температуры и вибрации необходимо только при работающем конвейере. Нулевое значение конвейерной ленты указывает на то, что конвейерная лента неактивна. Значение 1 означает, что он активен. На этом примере графика показано, как записывается состояние конвейерной ленты:
Температура: Датчики, прикрепленные к конвейерным лентам и заводскому цеху, могут регистрировать температуру двигателя и базовую температуру окружающей среды. Температура зависит от сезона из-за воздействия солнечного света, настроек кондиционера и множества других факторов. Вы должны обратиться к сезонному аспекту температуры. Есть много способов сделать это. Один из методов, если мы возьмем в качестве примера температуру двигателя, состоит в том, чтобы вычесть базовую температуру окружающей среды на заводе из температуры двигателя:
(Скорректированная Температура = Температура двигателя - Температура окружающей среды)
На этом примере графика показаны температуры, зарегистрированные двигателями, и базовая температура окружающей среды:
На следующем примере графика показано, как температура двигателя конвейерной ленты корректируется с учетом сезонности с использованием температуры окружающей среды в цехе. Также красным цветом показаны аномалии, обнаруженные моделью, использующей архитектуру, предложенную в этой статье.
Вибрации: Датчики регистрируют вибрации как среднеквадратичное значение полусинусоидальной волны. Поскольку среднеквадратичное значение представляет собой площадь, а не пиковое значение, вам необходимо преобразовать среднеквадратичное значение в пиковое, прежде чем приступать к проверке на наличие аномалий. На этом примере графика показано, как датчик, прикрепленный к двигателю, собирает данные о пиковых значениях вибрации:
На этом примере графика показаны аномалии вибрации (красным цветом), обнаруженные моделью, использующей архитектуру, предложенную в этой статье:
Возможные варианты использования
Это решение можно применить к следующим сценариям:
- Производство. Профилактическое обслуживание и предотвращение неисправностей конвейерных лент.
- Энергетика. Профилактическое обслуживание конвейерных лент для добычи руды, особенно актуальное для подземной добычи руды, добычи руды открытым способом и переработки руды.
- Здравоохранение. Профилактическое обслуживание конвейерных лент, используемых для фармацевтической продукции и медицинской упаковки.
- Еда, путешествия и гостеприимство. Профилактическое обслуживание конвейерных лент, используемых для производства и упаковки продуктов питания.
Соображения
Эти соображения реализуют основные принципы Azure Well-Architected Framework, которая представляет собой набор руководящих принципов, которые можно использовать для повышения качества рабочей нагрузки. Дополнительные сведения см. в статье Microsoft Azure Well-Architected Framework.
Технологии этой архитектуры были выбраны из соображений масштабируемости и доступности с целью управления и контроля затрат.
Azure Industrial IoT может помочь вам ускорить процесс модернизации вашего подключенного производства. Кроме того, Azure Digital Twins может помочь вам смоделировать подключенные физические среды в производственной установке. Дополнительные сведения см. в следующих ресурсах:
- Azure Industrial IoT — IoT для промышленности 4.0
- Azure Digital Twins — моделирование и симуляции
Надежность
Надежность гарантирует, что ваше приложение сможет выполнить обязательства, которые вы даете своим клиентам. Дополнительные сведения см. в разделе Обзор компонента надежности.
Компоненты этой архитектуры обеспечивают высокую доступность. Однако задачи машинного обучения и аналитики состоят из двух частей: обучения и производственного развертывания.
Ресурсы, необходимые для обучения, обычно не требуют высокой доступности. Для производственного развертывания высокая доступность полностью поддерживается конечными точками машинного обучения Azure.
Безопасность
Безопасность гарантирует защиту от преднамеренных атак и неправомерного использования ваших ценных данных и систем. Дополнительные сведения см. в разделе Обзор компонента безопасности.
Этот сценарий обеспечивает повышенную безопасность, встроенную в компоненты. Он также предоставляет разрешения, которыми вы можете управлять с помощью проверки подлинности Azure Active Directory или управления доступом на основе ролей. Примите во внимание следующие передовые методы машинного обучения Azure для корпоративной безопасности, чтобы установить подходящие уровни безопасности.
Управляйте безопасностью и доступом к центру Интернета вещей, который взаимодействует с датчиками Интернета вещей, следуя базовым рекомендациям в базовом плане безопасности Azure для Центра Интернета вещей Azure.
Дополнительные сведения о функциях безопасности для этой архитектуры см. в следующих ресурсах:
- Развертывание выделенных служб Azure в виртуальных сетях
- Корпоративная безопасность и управление для машинного обучения Azure
- Обзор стойки безопасности
Оптимизация затрат
Оптимизация затрат заключается в поиске способов сокращения ненужных расходов и повышения эффективности работы. Дополнительные сведения см. в разделе Обзор компонента оптимизации затрат.
- В целях оптимизации затрат масштабируемость ресурсов зависит от рабочей нагрузки аналитики, а также рабочей нагрузки обучения и развертывания.
- Выберите соответствующую ценовую категорию для центра Интернета вещей и подходящие объемы вычислений для компонентов машинного обучения и обработки данных.
- Чтобы оценить стоимость внедрения этого решения, используйте калькулятор цен Azure, указав услуги, описанные в этой статье. Также может быть полезен обзор компонента оптимизации затрат.
Операционное совершенство
Операционное совершенство охватывает операционные процессы, которые развертывают приложение и поддерживают его работу в рабочей среде. Дополнительные сведения см. в разделе Обзор принципа операционного совершенства.
Следуйте рекомендациям MLOps, чтобы стандартизировать и управлять сквозным жизненным циклом машинного обучения, который можно масштабировать в нескольких рабочих областях. Перед запуском в производство убедитесь, что реализованное решение поддерживает непрерывный вывод с помощью циклов переобучения и автоматического повторного развертывания моделей. Вот некоторые ресурсы для рассмотрения:
- Млопс v2
- Ускоритель решений Azure MLOps (v2)
Эффективность производительности
Эффективность производительности — это способность вашей рабочей нагрузки масштабироваться для эффективного удовлетворения требований, предъявляемых к ней пользователями. Дополнительные сведения см. в разделе Обзор основных компонентов эффективности.
- Большинство компонентов в этом сценарии можно увеличивать или уменьшать в зависимости от уровня активности анализа.
- Машинное обучение Azure можно масштабировать в зависимости от размера данных и необходимых вычислительных ресурсов для обучения модели. Для развертывания вы можете масштабировать вычислительные ресурсы на основе ожидаемой нагрузки и оценки службы, а также требований к задержке с помощью службы AKS.
- . Вы можете масштабировать и настраивать центр Интернета вещей и фабрику данных Azure для обработки больших объемов данных.
- Дополнительные сведения о разработке масштабируемых решений см. в контрольном списке эффективности производительности.
Участники
Эта статья обновляется и поддерживается корпорацией Майкрософт. Первоначально он был написан следующими участниками.
Основные авторы:
- Манаса Рамалинга | Старший архитектор облачных решений, национальная команда CSA США
Другие участники:
- Мик Альбертс | Технический писатель
- Чарита Басани | Старший архитектор облачных решений, национальная команда CSA США
Чтобы просмотреть закрытые профили LinkedIn, войдите в LinkedIn.
Следующие шаги
- Что такое Машинное обучение Azure?
- Отслеживание моделей машинного обучения с помощью MLflow и Машинного обучения Azure
- Документация по Azure Databricks
- Что такое Фабрика данных Azure?
- Введение в хранилище BLOB-объектов Azure
- Введение в Azure Data Lake Storage 2-го поколения
- Документация по Azure IoT Edge
- Документация Центра Интернета вещей Azure
- Документация Azure Time Series Insights
- Что такое Power BI?
- Обнаружение и визуализация аномалий в ваших данных с помощью API Anomaly Detector — демонстрация Jupyter Notebook
- Выявление аномалий путем маршрутизации данных через Центр Интернета вещей во встроенную модель машинного обучения в Azure Stream Analytics
- Рецепт: профилактическое обслуживание с помощью Cognitive Services для больших данных
- Решение для профилактического обслуживания
- Извлечение полезной информации из данных Интернета вещей
- Руководство по аналитике промышленного Интернета вещей Azure
- Служба иерархии Connected Factory
- Подключенный заводской сигнальный трубопровод
- Система технического обслуживания и безопасности железных дорог IoT Edge
- Обеспечение качества
- Развертывание вычислений ИИ и машинного обучения локально и на периферии
- млн операций в секунду для моделей Python с использованием машинного обучения Azure
- Архитектура расширенной аналитики
Climate Connection: Global Conveyor Belt
Океан играет большую роль в регулировании климата как в региональном, так и в глобальном масштабе благодаря своей способности накапливать тепло, которое больше, чем у суши. Процессы ветрового поверхностного течения, образования холодных придонных вод за счет эффектов плотности и экваториального перемешивания принято называть глобальной термохалинной циркуляцией. Через глобальную термохалинную циркуляцию тепло переносится от тропиков к полюсам поверхностными течениями, а затем обратно к экватору переносится холодная вода. Соединив океанские течения, ученые получили некоторые доказательства в поддержку того, что известно как глобальная конвейерная лента (SF рис. 2.9).).
Донные течения
Образование плотной придонной воды у полюсов образует холодный слой океанской воды на дне океана. Придонная вода постоянно пополняется на полюсах, при этом она медленно течет к экватору. Глубокая вода Северной Атлантики является примером придонного водного течения в бассейне Атлантического океана. Плотные воды образуются и тонут в бассейне Северного Ледовитого океана и текут на юг между Гренландией и Европой в бассейн Атлантического океана. Рядом с Южным полюсом возле Антарктиды образуется холодная плотная вода, образующая антарктическую донную воду. Поскольку континентов, которые могли бы выступать в качестве барьеров, нет, антарктические донные воды впадают во все океанические бассейны. Придонное течение не образуется в бассейне северной части Тихого океана, потому что мелководный Берингов пролив между Аляской и Россией, глубина которого составляет от 30 до 50 м, эффективно действует как барьер (SF рис. 2.10).
Экваториальное смешение
Поверхностные течения, движимые ветром, особенно на западных границах океанических бассейнов, объясняют, как тепло может переноситься от экватора к полюсам. Термохалинная циркуляция в результате образования холодной придонной воды объясняет, как холодная вода возвращается к экватору, путешествуя по дну океана. Два процесса способствуют смешиванию холодных придонных вод и теплых поверхностных вод вблизи экватора. Во-первых, это приливное перемешивание. Приливы — это мелководные волны с очень большими длинами волн. Когда приливные волны соприкасаются с континентами и срединно-океаническими хребтами, они могут вызвать перемешивание. Второй процесс, способствующий смешению придонных и поверхностных вод, — апвеллинг. Пассаты в северном и южном полушарии вызывают поверхностные течения, которые текут от экватора, создавая зону экваториального апвеллинга (SF рис. 2.11).
Глобальный конвейер как модель
Глобальный конвейер служит моделью механизма переноса тепла в океане. Глобальная термохалинная циркуляция — относительно медленный процесс. Радиоуглеродные измерения показывают, что глубинная вода в океане заменяется новой придонной водой только каждые 600 лет. Несмотря на медленную глобальную термохалинную циркуляцию, она важна из-за того, что большое количество воды верхнего слоя океана превращается в глубоководную воду, примерно 15 000 000 кубических метров в секунду (м3/с) в бассейне Атлантического океана. Для сравнения, все реки мира вместе взятые несут в океан около 1 000 000 (м3/с) пресной воды. Хотя движение воды в океане является сложным и зависит от множества различных факторов, ученые могут использовать глобальную модель конвейерной ленты, чтобы делать прогнозы относительно глобальной циркуляции океана.
Изменение климата и глобальная термохалинная циркуляция
Межправительственная группа экспертов по изменению климата (МГЭИК) сообщает, что в период с 1906 по 2005 год глобальная средняя температура увеличилась на 0,74˚C и, по прогнозам, она продолжит расти. Хотя существует очень мало исследований или данных о степени связи между климатом и глобальной термохалинной циркуляцией, некоторые прогнозы были сделаны. Есть некоторые свидетельства того, что повышение глобальной температуры может уменьшить количество образования морского льда. Уменьшение образования морского льда уменьшит образование придонной воды. Из-за важности придонных вод в глобальной термохалинной циркуляции перенос тепла к полюсам от экватора уменьшится, если термохалинная циркуляция замедлится или прекратится.
