

Содержание
Как нарезать резьбу вручную плашкой и метчиком
- Главная
- Технологии ремонта
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
- Нарезание наружной резьбы плашкой
- Нарезание внутренней резьбы метчиком
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску.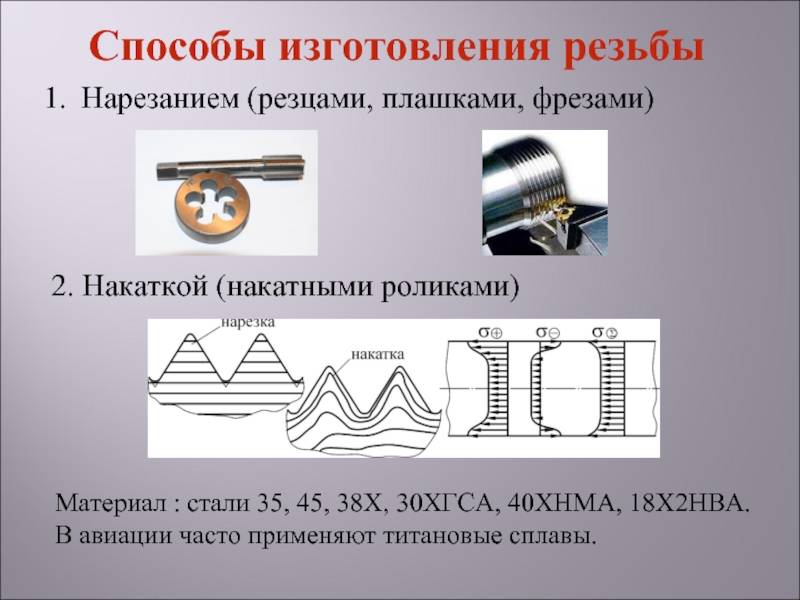 Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.


Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
ПОДЕЛИТЬСЯ
Нарезание наружной и внутренней резьбы ручным инструментом
Нарезание наружной и внутренней
резьбы ручным инструментом
Москва
2016
Актуализация опорных знаний
1. Какие виды соединений вы знаете?
2. К каким вида соединения относятся резьбовые соединения?
3. Какие вы знаете резьбы по профилю, по направлению
витков ?
4. По какому назначению различают резьбы?
5. Каковы основные элементы резьбы?
6. Если гайку, навинченную на болт, повернуть на один оборот,
то на какую величину она переместится вдоль оси болта?
7. Какие виды резьбовых соединений вы знаете?
Какие виды резьбовых соединений вы знаете?
8. Чем отличается болт от винта, от шпильки?
9. Где применяются резьбовые соединения?
10. Размер резьбы на чертеже указан надписью М 8х1,25. Что
это означает?
Резьбовые соединения отличаются простотой, надежностью, дают
возможность регулировать затяжку, а также разбирать и собирать детали
и механизмы. Они получили самое широкое применение в различных
механизмах, устройствах, приспособлениях.
Резьба бывает наружная (винт)
и внутренняя (гайка)
Для нарезания наружной и внутренней треугольной резьбы используют
специальные резьбонарезной инструмент и приспособления:
Для нарезания наружной резьбы
Для нарезания внутренней резьбы
Нарезание наружной резьбы
Для нарезания наружной (внешней) резьбы используют специальный
инструмент – плашку (лерку). Изготовляются плашки из инструментальной
легированной стали 9ХС, ХВСГ, Р18. Плашки могут быть круглыми,
призматическими, раздвижными и состоящими из полуплашек, а также
резьбонакатными
Рис. 1
1
Чтобы образовать режущие кромки и отвести
стружки плашка, в зависимости от диаметра
нарезаемой резьбы, имеет от 3 до 5 отверстий
(рис. 2). Чем выше диаметр резьбы, тем больше
отверстий. У плашки резьба ее имеет с двух
сторон коническую режущую часть (1,5—2
нитки), а в середине цилиндрическую —
калибрующую — (3—5 ниток).
Рис.2
Технология нарезания наружной резьбы
При нарезании наружной резьбы стержень под нее должен иметь чистую
поверхность. Для облегчения захода плашки на конце его снимается кольцевая
фаска. Фаска необходима для того, чтобы обеспечить легкий заход плашки.
Диаметр стержня выбирается по справочным таблицам.
Диаметр стержня для нарезания метрической резьбы
Диаметр резьбы, мм
3
4
5
6
8
10
Диаметр стержня, мм
2,9
3,9
4,8
5,8
7,8
9,8
Приёмы нарезания резьбы плашкой
Заготовку — круглый стержень, диаметр
которого равен диаметру требуемой резьбы,
закрепите в тисках вертикально, на ее кончике
бархатным напильником или надфилем
снимите небольшую фаску для захода плашки.
Плашкодержатель с плашкой установите на
стержень перпендикулярно к его оси. Слегка
надавливая на плашку, вращайте её левой рукой
до надёжного врезания в металл.
Обильно смазав стержень машинным маслом,
продолжите нарезание резьбы, вращая
плашкодержатель за ручки, следя за тем, чтобы
не было перекосов. Сделав один-полтора оборота
по часовой стрелке, плашку поворачиваете
примерно на пол-оборота в обратном направлении
для дробления стружки затем снова вперед-назад,
и так до получения нарезки требуемой дли
Завершив работу, плашку сверните обратно со стержня, плашку вынте из
плашкодержателя, очистите щеткой от стружки,
протрите ветошью и смажьте маслом.
Нарезанную резьбу проверьте эталонной гайкой.
Правила безопасной работы при нарезание резьбы
1. При нарезании резьбы плашку следует надежно
закреплять в плашкодержателе.
2.При работе соблюдайте осторожность, чтобы рука
не попала между рукояткой плашкодержателя и
опорой.
3. Для смазки пользуйтесь масленкой.
4. Не сдувайте стружки с плашки, а пользуйтесь
сеткой-сметкой.
5. Не допускайте попадания масла на одежду, руки.
Проверь свои знания
1.Какой инструмент используется для нарезания
наружной резьбы и его виды?
2. Как готовится стержень для нарезания наружной
резьбы?
3. Как нарезается резьба круглой плашкой?
4. Каково назначение отверстий в плашке?
5. В какой последовательности вручную нарезают резьбу
на стержне?
6. Для чего при нарезании резьбы заготовку смазывают
машинным маслом?
7. С какой целью при нарезании резьбы плашку надо
периодически возвращать на пол-оборота назад.
Нарезание внутренней резьбы
Внутреннюю резьбу нарезают с помощью метчиков.
Метчик — металлорежущий инструмент для нарезания внутренней резьбы в
предварительно просверленных отверстиях. Метчики изготавливают из
инструментальной углеродистой У8,У12, У 10А , У12А, легированной 9ХС и
быстрорежущей Р9, Р18 стали и подвергаются термической обработки – закалки. Бывают
Бывают
ручные и станочные метчики. Метчик состоит из двух основных частей: рабочей и
хвостовика. Рабочая часть состоит из заборной (режущей) и направляющей
(калибрующей) частей. Заборная часть производит основную работу при нарезании
резьбы и изготавливается в виде конуса.
Калибрующая часть направляет метчик и
калибрует отверстие.
Продольные канавки служат для
образования режущих перьев с режущими
кромками и размещения стружки в процессе
нарезания резьбы.
Хвостовик позволяет закрепить метчик в
воротке.
При нарезании глубокой резьбы обычно применяют комплект из двух или трех
метчиков: первый метчик – предварительный нарезает черновую резьбу, второй
нарезает полноценную резьбу и в случае наличия третьего метчика происходит
калибровка резьбы. Для резьбы шагом до 3 мм включительно применяют
комплект из двух метчиков – черновой и чистовой. Резьба с шагом свыше3 мм
применяют комплект из трёх различных метчиков.
Черновой метчик выполняет основную работу и срезает до 60% слоя металла
подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла.
Получистовой метчик срезает до 30 % слоя металла.
Чистовой метчик придаёт резьбе окончательную форму и размеры и срезает
остальные 10% слоя металла.
Для того чтобы определить последовательность применения метчиков их
маркируют числом рисок на хвостовой части.
Технология нарезания внутренней резьбы
Прежде чем приступить к нарезанию резьбы в отверстие, необходимо
выполнить разметку места отверстия с обязательным его накерниванием.
С учётом размеров будущей резьбы по таблице подбирают диаметр сверла.
Диаметр отверстий для нарезания основной метрической резьбы
Диаметр резьбы, мм
2
3
4
5
6
8
10
Диаметр сверла, мм
1,6
2,5
3,4
4,2
5
6,7
8,4
При отсутствии таблицы диаметр сверла вычисляют по формуле:
D = d – p, где D – диаметр сверла, мм; d – диаметр нарезаемой резьбы, мм;
p – шаг резьбы, мм.
При нарезание внутренней резьбы металл как бы выдавливается уменьшая
диаметр отверстия.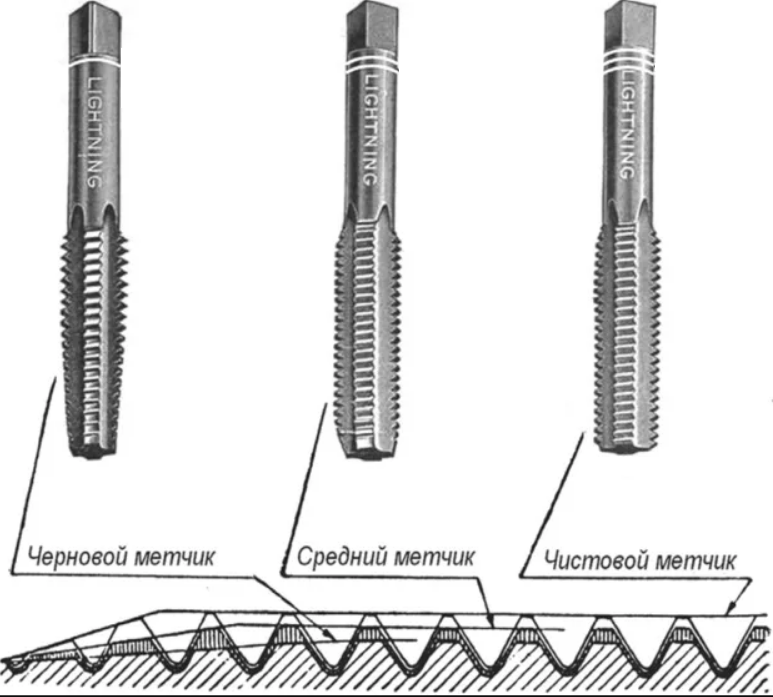 Поэтому диаметр сверла должен быть несколько больше
Поэтому диаметр сверла должен быть несколько больше
внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия
меньше требуемого, метчик сломается, а если больше – резьба будет
неполной, ослабленной. Полученное отверстие под резьбу зенкуют
конической зенковкой 90 ͦ или сверлом большего диаметра с углом заточки
режущих кромок 90 ͦ , чтобы получить фаску в верхней части отверстия для
лучшего входа метчика при нарезание резьбы.
Просверленную деталь закрепить в
тисках. Выберите вороток. Рабочую
часть первого (чернового) метчика
смажьте машинным маслом и вставьте его
заборной частью вертикально в
нарезаемое отверстие.
Проверьте установку метчика по
угольнику
Левой рукой прижмите вороток к метчику, а правой рукой
проворачивайте его до тех пор, пока метчик не врежется на
несколько витков в металл и не займёт устойчивое положение.
Ещё раз проверьте установку метчика угольником. Затем возьмите
вороток двумя руками и продолжайте вращать на один – два
оборота вправо и на пол-оборота влево, чтобы ломалась стружка и
облегчался процесс резания.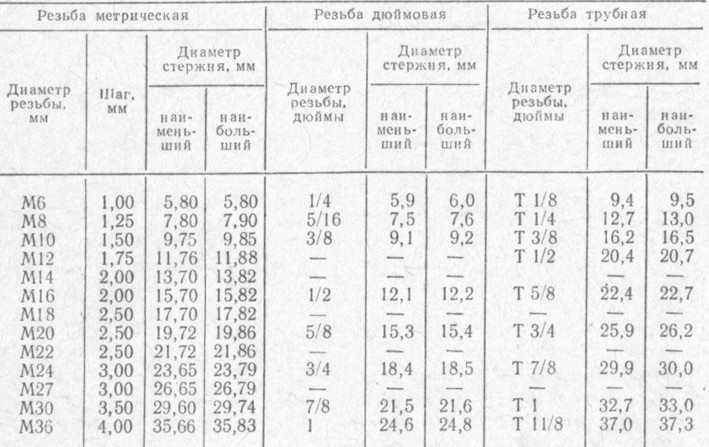 Закончив нарезание черновым
Закончив нарезание черновым
метчиком, выверните его из отверстия. Такими же приёмами
нарезают резьбу вторым (чистовым) метчиком. Если комплект
метчиков состоит из трёх штук, то сначала нарезают резьбу
первым, затем вторым и окончательно третьим (чистовым)
метчиком. В процессе нарезания резьбы метчики обильно
смазываете машинным маслом. Помните, что при нарезании
резьбы метчик вращайте плавно, потому что резкими
движениями можно испортить резьбу и даже сломать
метчик.
Готовую резьбу проверьте на качество, вворачивая в отверстие
соответствующий эталонный (стандартный) болт или винт.
.
Некоторые особенности при нарезании резьбы в глухих
(несквозных) отверстиях.
Глухие (несквозные) отверстия засверливаются на глубину несколько большую длины
нарезаемой части с учётом конусности метчика в его нижней части. Нужно рассчитывать,
чтобы при нарезании резьбы рабочая часть метчика могла немного выйти за пределы
нарезаемой части. Если такого запаса в отверстии не будет, то резьба получится
Если такого запаса в отверстии не будет, то резьба получится
неполной.
При нарезании глухих (несквозных) отверстиях необходимо в процессе резания два-три
раза полностью вывинчивать метчик и очищать его от стружки, так как избыток стружки в
канавках может вызвать поломку метчика или срыв резьбы. Особенно осторожно нужно
нарезать резьбу в мелких глухих отверстиях небольшого диаметра, в которых при
нарезании резьбы почти вся нагрузка приходится на чистовой (калибрующий) метчик,
имеющий короткий заборный конус.
В школьных мастерских, где не имеется данное проверочное
оборудование, качество резьбы можно проверить стандартными болтом и
гайкой которые соответствуют данной резьбе.
Правила работы метчиком
1. При нарезание резьбы в глухих отверстиях периодически выворачиваете и
очищайте его и отверстие от стружки.
2. Резьбу нарезайте только полным набором (комплектом) метчиков.
4. Глубина глухого отверстия под резьбу делайте больше, чем длина нарезаемой
части.
5. При нарезании резьбы тщательно следите за тем, чтобы не было перекоса
метчика. Проверяйте его положение с помощью угольника.
6. Для получения качественной резьбы и предотвращения поломки метчика
смазываете его машинным маслом.
Помните! Что нарушений правил работы метчиком приводит к его поломке.
Правила безопасной работы при нарезание резьбы
1. Прочно и надёжно закрепляйте заготовку в тисках.
2. Не работайте неисправными инструментами.
3. Не допускайте чрезмерных усилий при вращении инструментов, не допускайте
их перекоса.
4. Не очищайте инструмент и заготовки от стружки рукой, используете
щётку – смётку.
5. Оберегайте руки от повреждения острыми кромками режущих инструментов.
Виды брака при нарезании резьбы
Брак
Причины
Шероховатая или рваная
резьба
Тупой метчик или плашка, перекос инструмента при
их установке, отсутствует смазка.
Неполный профиль резьбы
Неправильный выбор диаметра стержня или сверла
под резьбу, износ инструментов.
Конусность резьбы
Срыв резьбы
Поломка метчика
Перекос резьбы
Разбивание верхней части отверстия из-за
неправильного вращения метчика.
Диаметр просверленного отверстия меньше
требуемого или диаметр стержня больше
требуемого.Затупившийся метчик. Забивание канавок
стружкой.
Забивание канавок метчика стружкой. Малый диаметр
отверстия под резьбу.
Ось метчика не совпадает с осью отверстия.
Проверь свои знания
1.Какими инструментами нарезают внутреннюю резьбу?
2. Из каких сталей изготовляют метчик?
3.Из каких основных частей состоит метчик?
4. Каково назначение канавок в метчике.
5. В каких комплектах выпускается метчик?
6. В какой последовательности вручную нарезают резьбу в отверстии?
7. С какой целью при нарезании резьбы метчик надо периодически
возвращать на пол-оборота назад.
8. Почему при нарезании резьбы комплектом из трёх метчиков требуется
меньше усилий, чем одним метчиком?
9. Почему при нарезании глухих (несквозных) отверстиях необходимо в
процессе резания два-три раза полностью вывинчивать метчик и
очищать его от стружки?
10. Почему место нарезания резьбы смазывают машинным маслом?
Почему место нарезания резьбы смазывают машинным маслом?
11. Что общего у плашки, метчика, резца, сверла?
12. Как можно проверить качество нарезанной наружной и внутренней
резьбы?
Опорные термины
Нарезание резьбы, резьба
наружная, резьба внутренняя,
диаметр резьбы, плашка (лерка),
плашкодержатель, метчик,
вороток, сквозное отверстие,
глухое отверстие, фаска, зенкер
Информационные источники и ЭОР
Учебники:
1. Е.М. Муравьев. Технология обработки металлов6 учебник для 5-9 кл. –
М. Просвещение, 2004
2. Самородский П.С., Симоненко В.Д., Тищенко А.Т. Технология: 7 класс.
М. Вентана-Граф, 2007
3. Ю.Л. Хотунцев, Е.С. Глозман. Технология. Технический трудМ.
Мнемозина, 2011.
4. И.А. Карабанов Справочник по трудовому обучению., 5 – 7 кл. – М.
Просвещение, 1991
5. С. К. Боголюбов Черчение – М.: Машиностроение, 1985
msd.com.ua›domashnij…vnutrennej-i-naruzhnoj-rezby…
wikipedia.org/wiki/Плашка
Как правильно отрезать, снять заусенцы и снять фаску Резьбовой стержень
Во многих проектах используется резьбовой стержень, также обычно называемый сплошной резьбой, для подвешивания и стабилизации конструкций или объектов.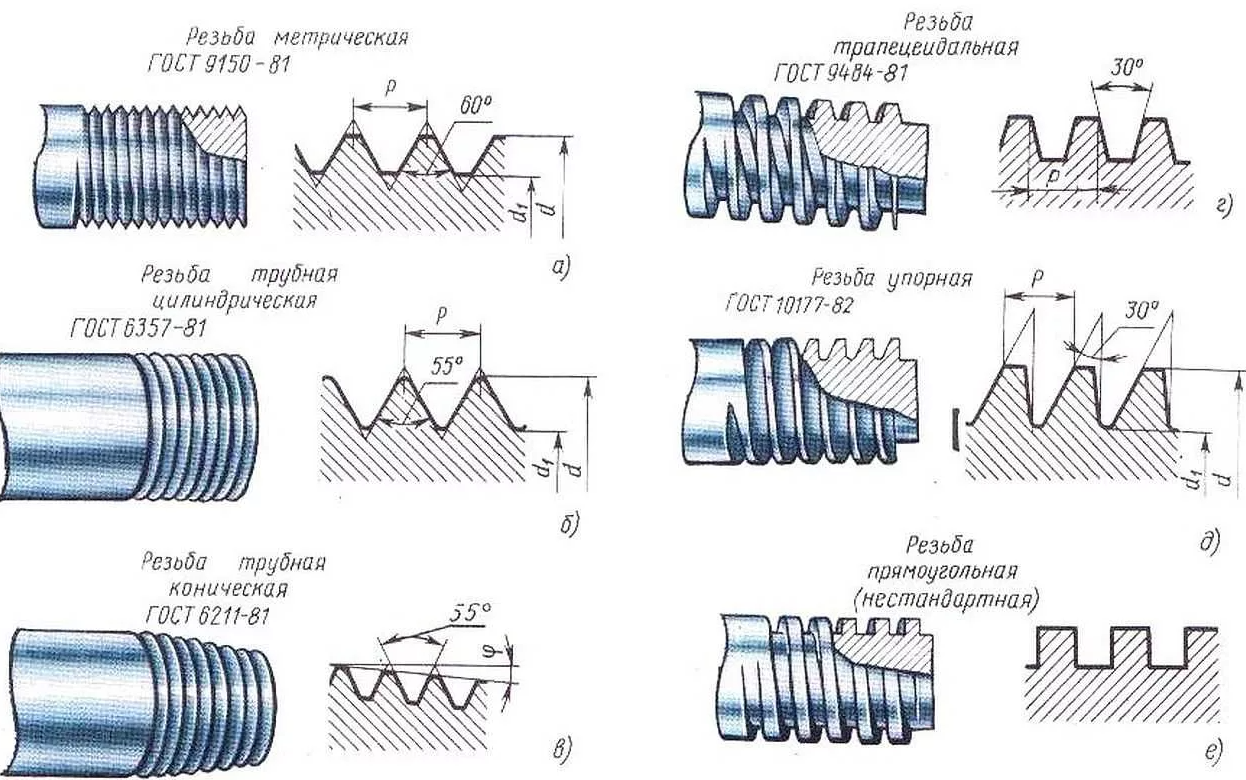 Самая большая проблема заключается в том, что часто вы можете найти его только определенной длины, которая может не подходить для вашего проекта. Это означает, что вам нужно будет обрезать, удалить заусенцы и снять фаску со всей резьбы до нужного размера.
Самая большая проблема заключается в том, что часто вы можете найти его только определенной длины, которая может не подходить для вашего проекта. Это означает, что вам нужно будет обрезать, удалить заусенцы и снять фаску со всей резьбы до нужного размера.
Обрезать резьбовой стержень до нужного размера довольно просто, но на конце шпильки могут остаться неприятные заусенцы, что затруднит навинчивание на нее гайки. Мы сели с нашим экспертом по крепежу и спросили его, как вырезать чистые резьбовые шпильки из длинного стержня с резьбой.
Резка
Первое, что нужно сделать, это измерить длину резьбового стержня. После того, как вы измерили и отметили резьбовую шпильку, вставьте ее в пилу. Некоторые отрезные пилы (например, промышленная отрезная пила evolution) имеют небольшие тиски для удержания разрезаемого материала, в данном случае всей нити, на месте, удерживая руки на безопасном расстоянии. Просто опустите пилу и перережьте резьбовой стержень.
* В циркулярных пилах в основном используются два типа полотен.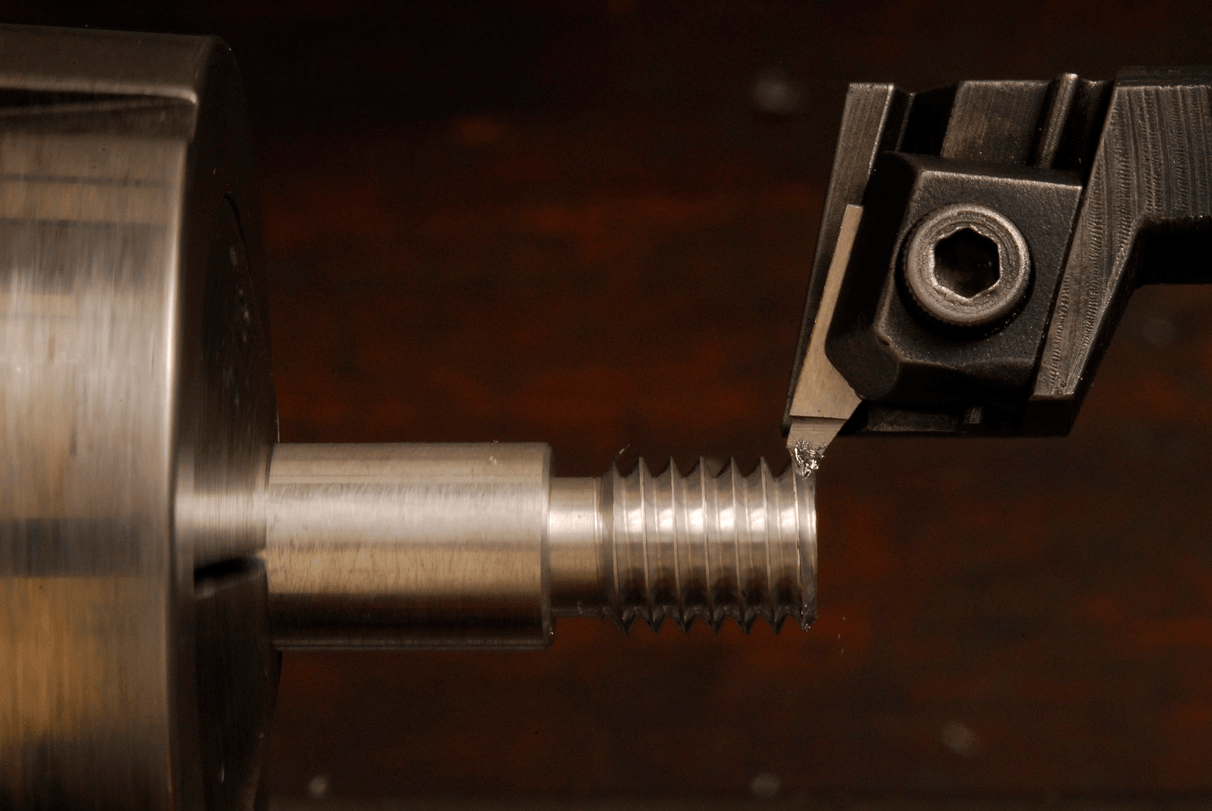 Первая пила, которую мы используем в нашей эволюции, известна как полотно для холодной резки. Это означает, что лезвие режет практически без искр. Второй вид – это абразивное лезвие старой школы. Мы проверили этот процесс на обоих типах лезвий ниже и обнаружили, что лезвие для холодной резки имеет значительно меньше заусенцев, чем лезвие абразивного типа.
Первая пила, которую мы используем в нашей эволюции, известна как полотно для холодной резки. Это означает, что лезвие режет практически без искр. Второй вид – это абразивное лезвие старой школы. Мы проверили этот процесс на обоих типах лезвий ниже и обнаружили, что лезвие для холодной резки имеет значительно меньше заусенцев, чем лезвие абразивного типа.
Абразивная пила также выделяет значительно больше тепла, из-за чего резьбовой стержень может быть горячим на ощупь, поэтому наденьте перчатки. Лезвие для холодной резки значительно снижает это повышение температуры. Все равно наденьте перчатки для безопасности!
Удаление заусенцев
Теперь, когда у вас есть кусок резьбового стержня, отрезанный по размеру, следующим шагом будет удаление заусенцев, вызванных обрезкой стержня. Для этого вам понадобится шлифовальная машина. Просто возьмите резьбовую шпильку, которую вы обрезали, и прижмите ее конец к шлифовальному кругу, чтобы удалить заусенцы и сгладить обрезанный конец.
Снятие фаски
Снятие фаски — это процесс удаления конца резьбы и вырезания в ней угла. Снятие фаски делается для очистки начала резьбы, чтобы можно было легко закрепить гайку на стержне. Для выполнения этого процесса мы используем инструмент под названием Uniburr. Uniburr — это конусообразный инструмент, который прикрепляется к сверлу и быстро снимает фаски с краев крепежа.
Теперь, когда вы обрезали, удалили заусенцы и сняли фаску со своей резьбовой шпильки, осталось только использовать ее!
Ищете другие блоги, подобные этому?
Зарегистрируйтесь, чтобы получать новые блоги прямо на ваш почтовый ящик!
Электронная почта *
Имя *
Фамилия *
Постоянное использование контактов. Пожалуйста, оставьте это поле пустым.
Отправляя эту форму, вы соглашаетесь получать маркетинговые электронные письма от: RAW PRODUCTS CORP, 100 Newfield Ave. , Edison, NJ, 08837, https://www.albanycountyfasteners.com. Вы можете отозвать свое согласие на получение электронных писем в любое время, используя ссылку SafeUnsubscribe®, расположенную внизу каждого электронного письма. Электронная почта обслуживается Constant Contact
, Edison, NJ, 08837, https://www.albanycountyfasteners.com. Вы можете отозвать свое согласие на получение электронных писем в любое время, используя ссылку SafeUnsubscribe®, расположенную внизу каждого электронного письма. Электронная почта обслуживается Constant Contact
Вдевание длинного стержня и удержание его прямо.
Help Support Home Model Engineer Forum:
Тим Уэскотт
Известный член
#1
Я пытаюсь сделать игольчатые клапаны по рисунку ниже, и я продолжаю завинчивать распылитель.
По сути, я получаю хорошо обработанный прямой латунный стержень, но как только я надеваю на него резьбу, у меня получается красивый, изящно изогнутый латунный стержень с резьбой.
Как люди делают это? В настоящее время я использую матрицу в держателе, которую держу в руке. Если бы я изготовил державку для матрицы, которая удерживалась бы в патроне задней бабки, сработало бы это? Я подумывал попробовать обработать его одноточечной обработкой, мой токарный станок плохо настроен для выполнения такого реза в таких тесных помещениях (но я разберусь с этим, если это единственный способ заставить его работать).
(Редактировать: я пытаюсь нажать на 5-44 — это слишком грубая нить?)
Спасибо.
Последнее редактирование:
дналот
Победитель проекта месяца!!!
#2
Большинство резьбонарезных плашек предназначены для нарезания резьбы. Было бы лучше всего выполнить одноточечную обработку на глубине около 80 процентов, а затем довести до окончательного размера с помощью держателя штампа в задней бабке.
Марк Т
производитель
Известный член
#3
дналот прав, вообще плашки круглые разрезные для нарезания резьбы. Шестигранные гребенки предназначены для нарезки резьбы. Но если у вас есть держатель матрицы для задней бабки, у вас будет гораздо больше шансов на хорошие результаты.
Тим Уэскотт
Известный член
#4
Это круглая плашка, купленная как инструмент для нарезания резьбы.
Марк, я слышал, что вы говорите о нарезании резьбы в одной точке, а затем о чеканке, но я думаю, что все равно сделаю себе держатель матрицы для задней бабки и попробую, потому что мой токарный станок нарезает резьбу по такой короткий промежуток будет убийством.
Тогда, если это не сработает, я вернусь назад и придумаю, как сделать одноточечное вращение резьбы на чем-то, поддерживая его центром.
производитель
Известный член

#5
Мне повезло с использованием ручного держателя матрицы, если я помещаю деталь, которую нужно нарезать, в патрон или цангу, а затем держу заднюю бабку напротив матрицы, чтобы она оставалась перпендикулярной.
Томкэт
Участник
#6
Тим Уэскотт сказал:
Я пытаюсь сделать игольчатые клапаны по рисунку ниже, и я продолжаю завинчивать распылитель.
По сути, я получаю хорошо обработанный прямой латунный стержень, но как только я надеваю на него резьбу, я получаю красивый, изящно изогнутый латунный стержень с резьбой.
Как люди делают это? В настоящее время я использую матрицу в держателе, которую держу в руке. Если бы я изготовил державку для матрицы, которая удерживалась бы в патроне задней бабки, сработало бы это? Я подумывал попробовать обработать его одноточечной обработкой, мой токарный станок плохо настроен для выполнения такого реза в таких тесных помещениях (но я разберусь с этим, если это единственный способ заставить его работать).
(Редактировать: я пытаюсь нажать на 5-44 — это слишком грубая нить?)
Спасибо.
Посмотреть вложение 116075
Нажмите, чтобы развернуть…

Вы также можете обработать короткий участок и нарезать на него резьбу, затем уменьшить следующий участок и нарезать на него резьбу и т. д. Также следите за диаметром стержня — очень небольшое уменьшение диаметра приводит к огромной разнице в требуемом усилии нарезания резьбы.
часовой шеваль
Известный член
#7
По моему опыту, некоторые более тонкие и длинные нарезанные резьбы не будут следовать прямолинейно, даже если их нарезать плашкой, удерживаемой в держателе задней бабки. Слишком много элементов может быть немного неуместно, добавляя к браку. Так что я полностью согласен с одноточечной резкой, если это вообще возможно с поддержкой ходовой опоры на седле.
Террид
Известный член
#8
Привет,
Я сделал себе плашкодержатель и изготовил прямой стержень с резьбой 5/32″ длиной 11,5 дюймов. Тем временем вы можете очень точно нарезать резьбу на токарном станке с помощью плашки и стандартного ручного держателя. Как? С заготовкой по центру патрона и скошенным концом прижмите матрицу к заготовке и зафиксируйте заднюю бабку. Поверните патрон левой рукой и правой рукой подайте заднюю бабку ровно настолько, чтобы поддерживать легкое давление на матрицу. Держатель штампа должен быть предотвращен от проворачивания, опираясь на седло или поперечный салазок токарного станка, я только что сделал серию резьб различного размера от M2,5 до M8 (5/16) с метрической точностью, используя этот метод так как все мои держатели матриц задней бабки были заполнены другими матрицами, и я не мог утруждаться сменой матриц в течение нескольких секунд. Я добавил изображение, чтобы показать установку, это не рабочая установка, а просто демонстрация — NB очень важно — токарный станок НЕ должен быть включен, изолируйте его.Обратите внимание на рукоятку, удерживаемую поперечным суппортом, с большим держателем штампа он может опираться на станину.
Тем временем вы можете очень точно нарезать резьбу на токарном станке с помощью плашки и стандартного ручного держателя. Как? С заготовкой по центру патрона и скошенным концом прижмите матрицу к заготовке и зафиксируйте заднюю бабку. Поверните патрон левой рукой и правой рукой подайте заднюю бабку ровно настолько, чтобы поддерживать легкое давление на матрицу. Держатель штампа должен быть предотвращен от проворачивания, опираясь на седло или поперечный салазок токарного станка, я только что сделал серию резьб различного размера от M2,5 до M8 (5/16) с метрической точностью, используя этот метод так как все мои держатели матриц задней бабки были заполнены другими матрицами, и я не мог утруждаться сменой матриц в течение нескольких секунд. Я добавил изображение, чтобы показать установку, это не рабочая установка, а просто демонстрация — NB очень важно — токарный станок НЕ должен быть включен, изолируйте его.Обратите внимание на рукоятку, удерживаемую поперечным суппортом, с большим держателем штампа он может опираться на станину.
Я также добавил изображение держателя штампа задней бабки. Он очень прост и скользит по валу с конусом Морзе для задней бабки. Я обычно использую его вручную без винта в ручке и под напряжением, и когда я отпускаю держатель, он просто вращается с (медленно) вращающейся заготовкой.
ТерриД
торнитор45
Известный член
#9
Держатель штампа, который может скользить и оставаться на оси, обязателен.
Если плашка начинает криво, то получается «пьяная» резьба, так как деталь полая, одна сторона тоньше, чем другая, и деталь изгибается.
Визуализируйте угол между осью детали и осью штампа.
Со временем нить будет становиться все глубже и глубже с одной стороны и все мельче и мельче с противоположной стороны по мере продвижения нити. Это преувеличенная визуализация, но штампу не нужно много времени, чтобы попытаться выпрямиться, потому что на более глубокой стороне больше сопротивления, при этом он изгибает деталь.
Чем меньше диаметр, тем труднее начать квадрат, и меньшая ошибка достаточна, чтобы вызвать проблемы.
Чтобы начать хорошо выровненную матрицу, я обычно уменьшаю 4 или 5 шагов резьбы до меньшего диаметра, а затем отрезаю эту заглушку. Матрица и деталь не имеют большого выбора для перемещения при начале резьбы и прикладывают смещающую силу до тех пор, пока не будет сформирована первая резьба.
Майнер
Старший член
#10
Вы ДОЛЖНЫ обтачивать стержень до 0,125″ перед тем, как нарезать на него резьбу 5-44. Не так ли? Меня немного смущает рисунок, так как похоже, что резьба рассчитана на 6-32. Я что-то упустил?
Террид
Известный член
#11
Я только что наткнулся на это изображение длинной тонкой резьбы — диаметром 5/32, которую я нарезал с помощью держателя матрицы задней бабки — она была абсолютно прямой. Очевидно, это латунь, но я проделал ту же работу с мягкой сталью.
ТерриД
торнитор45
Известный член
#12
Тот факт, что деталь полая, а стенка достаточно тонкая, существенно усугубляет ситуацию.
Террид
Известный член
№13
Держатель матрицы, удерживаемый вручную для мелкой резьбы (5/32″ BSW) И, чтобы уточнить, скользящий вал с конусом Морзе для держателя матрицы, который я не показывал ранее
TerryD
Террид
Известный член
№14
tornitore45 сказал:
Тот факт, что деталь полая, а стенка довольно тонкая, существенно усугубляет ситуацию.
Нажмите, чтобы развернуть…
Сначала нарежьте резьбу на токарном станке, а затем просверлите (осторожно), вероятно, лучшая последовательность.
ТерриД
Последнее редактирование:
производитель
Известный член
№15
Террид сказал:
Держатель матрицы, удерживаемый вручную для мелкой резьбы (5/32″ BSW) И просто для пояснения, скользящий вал с конусом Морзе для скольжения держателя матрицы, который я не показывал ранее
TerryD
Посмотреть вложение 116090
Посмотреть вложение 116091Нажмите, чтобы развернуть…
Держатель штампа, скользящий по валу, — отличный способ, мне придется нагло скопировать его.
Террид
Известный член
№16
производитель сказал:
Держатель штампа, скользящий по валу, отличный вариант, мне придется его нагло скопировать.
Нажмите, чтобы развернуть…
Все в порядке, я скопировал базовый дизайн, но подогнал все размеры. Если вы заметили, что в центре скользящего конуса Морзе есть отверстие, в которое помещаются более длинные детали. На самом деле я сделал еще один стержень, повернув встроенный конус Морзе, который я просверлил насквозь, чтобы можно было получить еще более длинную резьбу. Самое длинное, что я сделал, это 11 3/4 дюйма
Террид
Известный член
# 17
tornitore45 сказал:
Тот факт, что деталь полая, а стенка довольно тонкая, существенно усугубляет ситуацию.
Нажмите, чтобы развернуть…
Конечно, другое решение — выточить стержень — подойдет даже твердая древесина, плотно войдя в отверстие и закрепив его локтайтом (я использую дешевый «суперклей» — цианоакрилат) при нарезке резьбы. Аккуратно нагрейте, чтобы разрушить Loctite, вытащите опорную планку и очистите. Улыбки вокруг
TerryD
тиелеев
Известный член
# 18
Томкэт сказал:
Вы также можете обработать короткий участок и нарезать на него резьбу, затем уменьшить следующий участок и нарезать на него резьбу и т. д. Также следите за диаметром стержня — очень небольшое уменьшение диаметра приводит к огромной разнице в требуемом усилии нарезания резьбы.
Нажмите, чтобы развернуть…
Тим, Томкэт прав, если стержень немного меньше размера, он будет легче резать, он также расширится до нужного размера, хотя латунь трудна, так как она будет туго резать, а стержень будет слегка скручиваться, что также способствует изгиб, хорошая новая матрица лучше старой. Я знаю, что ничего из этого тебе не поможет, просто продолжай пытаться.
проснулся
Известный член
# 19
Тим Уэскотт сказал:
Тогда, если это не сработает, я вернусь назад и придумаю, как сделать одноточечное вращение резьбы на чем-то, поддерживая его центром.
Нажмите, чтобы развернуть…
Тим, я почти всегда нарезаю одноточечную резьбу — отчасти потому, что единственные матрицы, которые у меня есть, годятся только для нарезки резьбы, а не для ее нарезания с нуля. Но я хочу обратить внимание на последнюю вещь выше — если вы идете по этому пути, с длинной тонкой частью, вам действительно нужно, чтобы конец поддерживался центром; в противном случае усилие навинчивания согнет стержень и/или даст лопастную резьбу при изгибе детали. ДАМХИКТ!
JohnBDownunder
Известный член
#20
Все вышеперечисленное напомнило мне об этом предмете для токарной обработки тонкого стержня, и, возможно, если бы у вас было несколько дел, можно было бы адаптировать идею для поддержки диаметра резьбы за матрицей???
Джон Б
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Размеры резьбы и опечатки моносупапа.
- мафусаил2
-
methuselah2
Другой Эдвардс 5 Radial
- Rdean33422
- Работа в процессе
234
- Ответы
- 74
- просмотров
- 5К
Rdean33422
Горячий воздух Коула Бетси билд
- Райдар
- Работа в процессе
- Ответы
- 10
- просмотров
- 778
GreenTwin
Коммутатор Kozo’s Pennsylvania A3 в масштабе 1,5 дюйма
- B36Peacemaker
- Общее обсуждение двигателя
- Ответов
- 11
- просмотров
- 3К
Роб Либбе
Закалка касенитом — совет?
- МРА
- Инструменты
- Ответы
- 9
- просмотров
- 3К
