Содержание
Треугольная резьба — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Треугольная резьба с малым шагом и углом при вершине профиля 30 или 60 применяется для точных ходовых винтов делительных и контрольных машин.
[31]
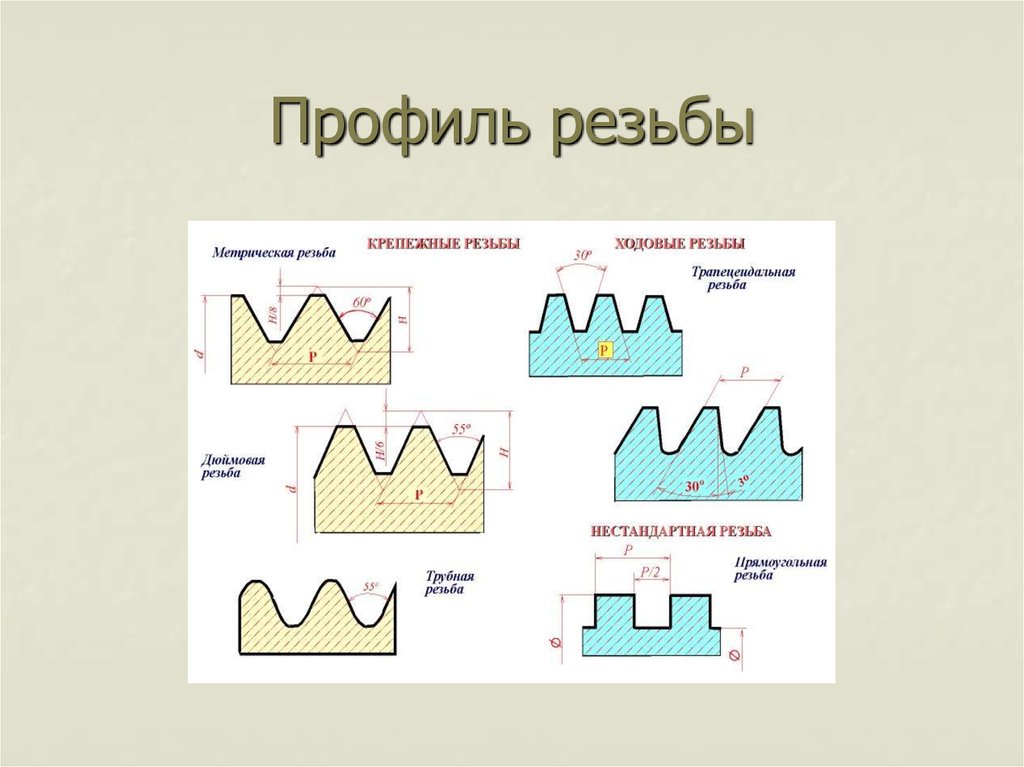
| Схема образования резьбы.| Профиль метрической резьбы.
[32] |
Треугольная резьба подразделяется на метрическую и дюймовую.
[33]
| Профиль метрической резьбы.| Инструмент для нарезания резьбы. а — слесарный метчик, б — круглая плашка.
[34] |
Треугольная резьба подразделяется на метрическую и дюймовую. Метрическая и дюймовая резьбы используются главным образом для изготовления крепежных деталей ( болтов, шпилек) и называются крепежными резьбами.
[35]
Треугольная резьба с малым шагом и углом при вершине профиля 30 или 60 применяется для точных ходовых винтов делительных и контрельных машин.
[36]
Треугольная резьба подразделяется на метрическую, трубную, коническцю дюймовую, трапециевидная резьба — на трапецеидальную, упорную, упорную усиленную.
[37]
Треугольная резьба бывает метрической и дюймовой.
[38]
| Дюймовая резьба. ta — высота треугольника, 2 — расстояние от впадины до вершины профиля резьбы ( остальные обозначения 176.| Трубная резьба.
[39] |
Коническая треугольная резьба, обеспечивающая плотное соединение, применяется в арматуре, масленках, пробках и других деталях.
[40]
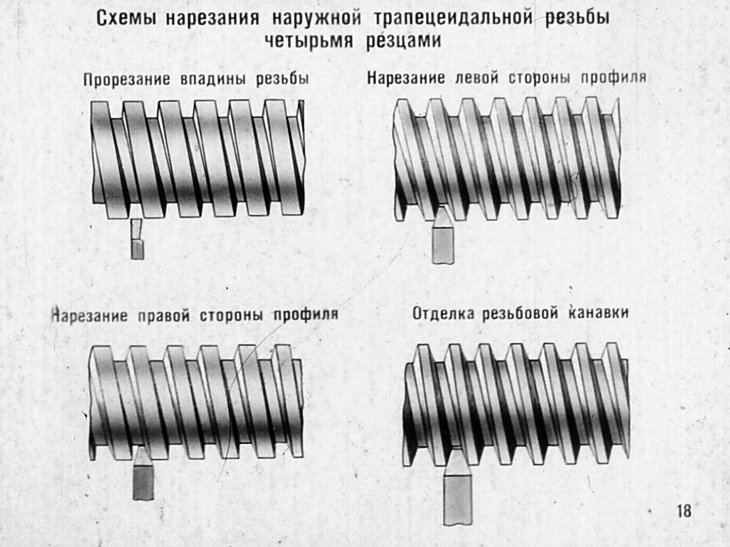
Сравнительно неответственные треугольные резьбы небольших диаметров при работе на токарных станках нарезают плашками и метчиками.
[41]
Треугольную резьбу в изделиях из пластмасс рекомендуется оформлять при прессовании.
[42]
Треугольную резьбу иногда нарезают на конусных пробках, штуцерах масленок и других деталях, которые при завертывании должны обеспечить герметичность соединения.
[43]
Поэтому треугольные резьбы применяются для крепежных деталей ( винты, болты, гайки и др.), когда необходимо за счет сил трения обеспечить самоторможение деталей, препятствующее самоотвинчиванию их. Трапецеидальная резьба ( рис. 4.8, г) применяется в механизмах. Прямоугольная резьба более трудоемка в изготовлении, чем трапецеидальная, и поэтому не стандартизована.
[44]
Нарезка треугольной резьбы на концах трубы приводит к ее ослаблению. Снижение прочности трубы на растяжение составляет 30 — 45 %, от ее прочности на участке без резьбы. Кроме того, по виткам резьбового соединения образуется непрерывный канал, который оказывает влияние на герметичность резьбового соединения.
[45]
Страницы:
1
2
3
4
5
Дюймовая резьба: размеры, таблица, ГОСТ
- Основные параметры
- Таблица размеров дюймовых и метрических резьб
- Отличия от метрической резьбы
- Технологии нарезки
- Классы точности и правила маркировки
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения.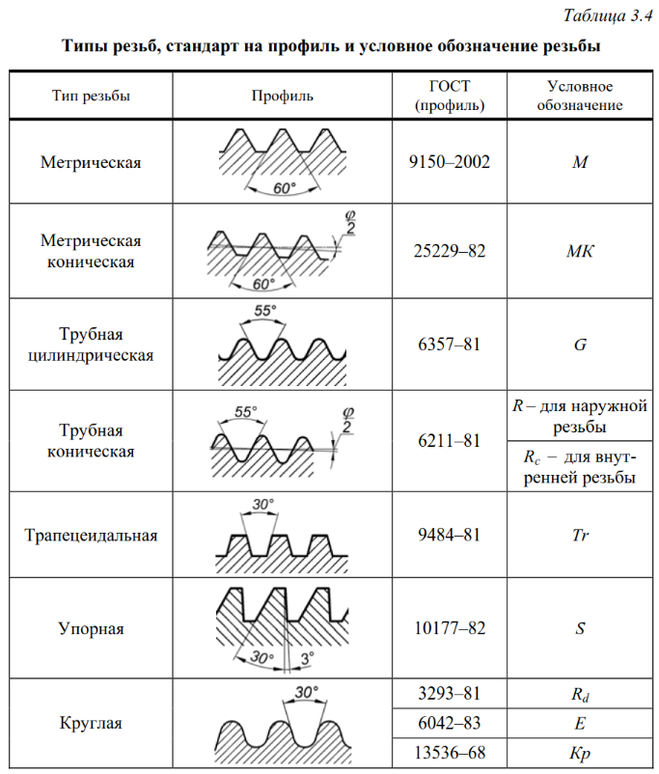 Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля.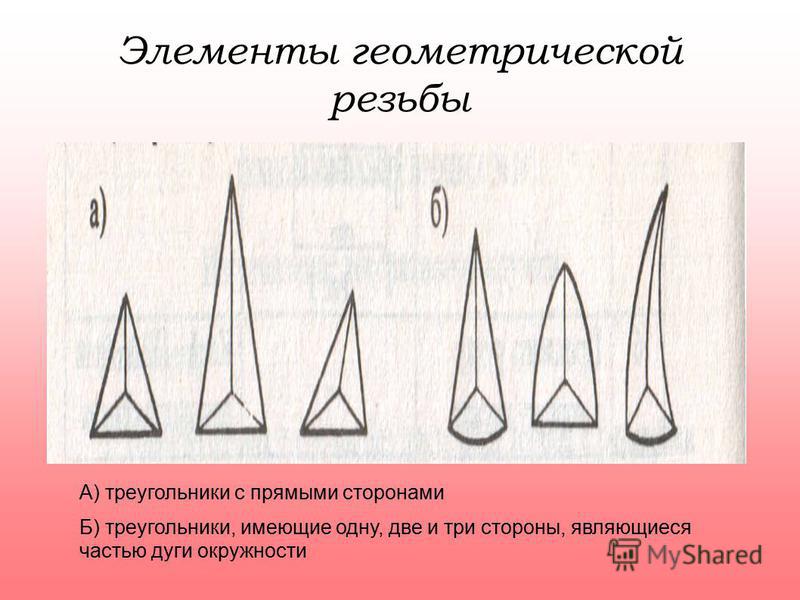 Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
 youtube.com/embed/uNlrk68ZQos»/>
youtube.com/embed/uNlrk68ZQos»/>
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
 youtube.com/embed/jJinFpEX7Ms»/>
youtube.com/embed/jJinFpEX7Ms»/>
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Винт с треугольной головкой Прецизионные винты с треугольной резьбой Пластитные винты с трехлепестковой резьбой
Перейти к содержимому
Предыдущий Следующий
Треугольный винт также известен как винт с треугольной резьбой. Когда винты врезаются в мягкий материал, такой как пластик, трехлобитная конструкция позволяет легко вкручивать винт и плотно захватывать материал, поэтому винты нелегко потерять. Ever Hardware предлагает изготовленные на заказ крепежи и персонализированную упаковку.
Ever Hardware предлагает изготовленные на заказ крепежи и персонализированную упаковку.
Термическая обработка делает треугольный винт высокопрочным. Термическая обработка — это группа промышленных и металлообрабатывающих процессов, используемых для изменения физических, а иногда и химических свойств материала. Наиболее распространенное применение – металлургия. Термическая обработка также используется при производстве многих других материалов, таких как стекло. Термическая обработка включает в себя использование нагревания или охлаждения, обычно до экстремальных температур, для достижения желаемого результата, такого как затвердевание или размягчение материала. Методы термической обработки включают отжиг, цементацию, дисперсионное упрочнение, отпуск, нормализацию и закалку. Следует отметить, что хотя термин термообработка применяется только к процессам, в которых нагрев и охлаждение осуществляются с конкретной целью преднамеренного изменения свойств, нагрев и охлаждение часто происходят случайно во время других производственных процессов, таких как горячая штамповка или сварка.
Гальваническое покрытие никелем представляет собой метод гальванопокрытия тонкого слоя никеля на треугольном винте. Слой никеля может быть декоративным, обеспечивать коррозионную стойкость, износостойкость или использоваться для наращивания изношенных или малоразмерных деталей в целях спасения.
Гальваника никеля — это процесс осаждения никеля на металлическую деталь. Перед нанесением покрытия детали, подлежащие покрытию, должны быть чистыми и свободными от грязи, коррозии и дефектов. Для очистки и защиты детали в процессе нанесения покрытия может использоваться комбинация термообработки, очистки, маскирования, травления и травления.
| Категория | Треугольный винт |
|---|---|
| Отделка | Гальваническое покрытие |
| Тип резьбы | Метрическая/британская/по запросу |
| Материал | Нержавеющая сталь/углеродистая сталь/алюминий/латунь/медь и т. д. д. |
| Марка | Ever Hardware |
| Место происхождения | Материковый Китай |
| Вариант размера | от M1.0 до M18/#0 до 1/2″ |
Удивительный продукт: получите прямо сейчас!
Здесь ваш удивительный продукт сделан на заказ!
Как разместить заказ
-
Нажмите кнопку «Отправить письмо» ниже.
-
Отправьте нам свой чертеж и спецификацию.
-
Проверьте ответ и помогите нам подтвердить детали.
-
Проверьте полученное предложение и счет и подтвердите цену.
-
Организуйте предоплату и дождитесь срока доставки, о котором мы договорились.
-
Ever Hardware Industrial Limited организует доставку и сообщает вам сообщение об отслеживании, ожидая ваших отзывов и следующего сотрудничества.

Что говорят клиенты
Отлично выглядят! Все характеристики выглядят идеально.
Кент Де Монд
Идеально! Это то, что мне нужно.
Эрнан Бальбоа
Большое спасибо.
Болты идеальные и хорошо подходят.
Ashley
Гайка идеально подходит к нашей винтовой части M2,5.
Высота тоже в порядке.
Mirjam
Этим утром я проверил болты, и они идеальны. Большое спасибо.
Билл Макдональд
Мы являемся профессионалами в области прецизионных треугольных винтов и креплений на заказ!
Здесь ваш удивительный дизайн продукта может быть использован, чтобы ваши клиенты могли почувствовать все особенности и увидеть, насколько это потрясающе!
Отправить письмо сейчас!
Рик Вс2020-08-17T20:00:45-07:00
Интернет-магазин
На Амазоне
Ссылка для загрузки страницы
Перейти к началу
Простой треугольный шаблон для улавливания нитей
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
Цена:
73,49 турецких лир
Загрузка
Доступен только 1
Включен НДС
Вы можете сделать предложение только при покупке одного товара
Внесен в список 13 апреля 2023 г.
2 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.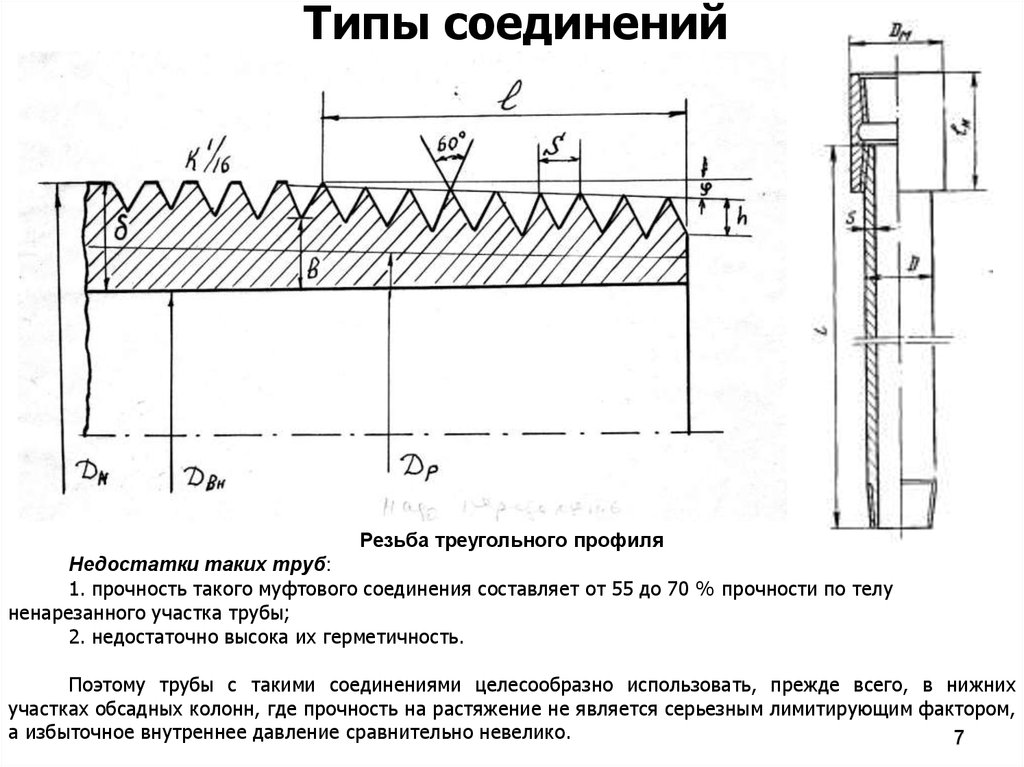
Все категории
Товары для рукоделия и инструменты
1 товар добавлен в корзину
Посмотреть корзину и проверить
Сопутствующие товары, которые могут вам понравиться
Эльфи Близнецы
реклама от HuggableBears
Реклама магазина HuggableBears
HuggableBears
Из магазина HuggableBears62,37 турецких лир
Бестселлер
Мини-табель успеваемости Elf, обратный отсчет до Рождества с этими 24 ежедневными табелями успеваемости и конвертами, адресованными Санта-Клаусу
реклама HomestreetBoutique
Реклама магазина HomestreetBoutique
HomestreetБутик
Из магазина HomestreetBoutique148,45 лир
Шрифт Smocked Parks
реклама от MarmieBeeDesigns
Реклама магазина MarmieBeeDesigns
MarmieBeeDesigns
Из магазина MarmieBeeDesigns200,80 турецких лир
Эльф отчитывается ежедневно, еженедельно или время от времени отчитывается перед Дедом Морозом.