

Содержание
Виды шага резьбы у болтов
Резьба — это нарезка поверхности различных элементов крепления ( в данном случае болтов), со сменяющими друг друга впадинами и выступами. Она бывает разная, в зависимости от предназначения. У каждой резьбы есть свой шаг — положение между двумя равноудаленными выступами, лежащими в одной плоскости. Шаг — одна из двух основных характеристик для крепежных устройств. Их чаще всего два — крупная резьба, и, соответственно — мелкая. Вторая, в свою очередь, делится на следующие типы:
- Мелкая 1;
- Мелкая 2;
- Супермелкая.
Также стоит отметить, что есть и дюймовая система, но у нас более популярна метрическая. Используется несколько стандартов метрической резьбы, однако в Европейской части, а также в США — это, чаще всего, система ISO.
Примеры маркировки
Для того чтобы вы могли разобраться в том, какой болт нужен именно вам и купить такой же, на каждом изделии есть маркировка. Как внутренняя, так и внешняя. В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
Какой стандартный шаг резьбы бывает у болта
Если говорить о ГОСТе, то здесь четко прописано, что основных шагов только два: размер крупный и мелкий. Причем на каждый болт разрешен только один крупный шаг, мелких же разрешено несколько. Если быть точнее, то классификация следующая:
- Если номинальный диаметр — меньше 1 миллиметра, то шаг резьбы обязательно крупный;
- Если номинальный диаметр составляет от 1 до 64 (либо 68) миллиметров, то параметр — и мелкий и крупный;
- Если номинальный диаметр больше 64(либо 68) миллиметров, то параметр — только мелкий.


Когда мы говорим о применении болтов, то мелкая резьба чаще всего нужна крепежным устройствам в машиностроении. Это могут быть самолеты, автомобили, различные установки. Такие болты отлично выдерживают нагрузки при вибрациях. Большой диаметр более популярен, такие изделия используют повсеместно, и часто именно их можно увидеть в строительном магазине.
Как определить шаг резьбы болтов?
Для того чтобы это сделать, есть несколько способов. Если маркировка указана, достаточно просто посмотреть на шляпку болта. Там указаны буквы, а под ними — цифры. Если же нет ничего, то простым способом будет линейка. С помощью нее можно узнать шаг резьбы между двумя выступами. Для этого приложите линейку к поверхности по ее оси. Посчитайте количество выступов, после чего поделите длину на количество этих выступов, или же витков. Полученный результат и будет шагом резьбы. Также иногда можно воспользоваться штангенциркулем. Вообще для этой цели существуют специальные приборы. Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Шаги основной и мелкой метрической резьбы крепежа в таблице
8 (800) 333-15-79
+7 (812) 244-72-72
+7 (812) 677-17-27
+7 (495) 966-64-95
Главная»Полезная информация» Таблица размеров шага основной и мелкой метрической резьбы
Шаг резьбы Р — расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноимённых боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
ГОСТ 8724-2002 — стандарт на метрические резьбы общего назначения с профилем по ГОСТ 9150, с диаметрами от 0,25 до 600 мм, с шагом от 0,075 до 8 мм.
| Резьба | Шаг резьбы | |||
|---|---|---|---|---|
| Основная резьба | Мелкая резьба | |||
| мелкая | мелкая 2 | супермелкая | ||
| М1 | 0. 25 25 | (0.2) | ||
| М1.2 | 0.25 | (0.2) | ||
| М1.4 | 0.3 | (0.2) | ||
| М1.6 | 0.35 | (0.2) | ||
| М1.8 | 0.35 | (0.2) | ||
| М2 | 0.4 | (0.25) | ||
| М2.2 | 0.45 | (0.25) | ||
| М2.5 | 0.45 | (0.35) | ||
| М3 | 0.5 | (0.35) | ||
| М3.5 | 0.6 | (0.35) | ||
| М4 | 0. 7 7 | 0.5 | ||
| М5 | 0.8 | 0.5 | ||
| М6 | 1.0 | 0.75 | 0.5 | |
| М8 | 1.25 | 1.0 | 0.75 | 0.5 |
| М10 | 1.5 | 1.25 | 1.0 | 0.75 |
| М12 | 1.75 | 1.5 | 1.25 | 1.0 |
| М14 | 2.0 | 1.5 | 1.25 | 1.0 |
| М16 | 2.0 | 1.5 | 1.0 | |
| М18 | 2.5 | 2.0 | 1.5 | 1.0 |
| М20 | 2.5 | 2.0 | 1.5 | 1.0 |
| М22 | 2. 5 5 | 2.0 | 1.5 | 1.0 |
| М24 | 3.0 | 2.0 | 1.5 | 1.0 |
| М27 | 3.0 | 2.0 | 1.5 | (1.0) |
| М30 | 3.5 | 2.0 | 1.5 | (1.0) |
| М33 | 3.5 | 2.0 | 1.5 | |
| М36 | 4.0 | 3.0 | 2.0 | 1.5 |
| М39 | 4.0 | 3.0 | 2.0 | 1.5 |
| М42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| М45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| М48 | 5.0 | (4.0) 3.0 | 2.0 | 1. 5 5 |
| М52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| М56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| М60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| М64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
| М68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
Вы можете заказать и купить крепёж с крупным и мелким шагом резьбы оптом по договорным ценам в Торговом Доме Нева.
Как определить размер резьбы болта — Прочность и конструкция резьбы болта
О резьбе болта
Может показаться необычным думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные детали были ничем иным. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Их можно было использовать для линейного перемещения предметов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны в качестве редукторов в червячных передачах. Самое главное, они могли собирать материалы надежно и умело.
Легко утверждать, что болты и гайки сегодня так же высокотехнологичны. В конце концов, большинство сложных машин представляют собой гибриды простых машин. Теперь, после многовековой практики металлообработки, резьбовые соединения изготавливаются с прецизионными допусками и должны соответствовать строгим требованиям современного высокоэффективного и высокопроизводительного рынка. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками не ограничиваются размерами. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать аппаратное обеспечение для ваших конкретных приложений? Мы делаем это в Bayou City Bolt и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбы
Даже с технической точки зрения часто не делается различия между винтами и болтами. Правда в том, что эти термины использовались до появления механически обработанных резьбовых соединений, поэтому они часто используются взаимозаменяемо. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методом производства; скорее это то, как они используются. Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы крепежа одинаковы. На самом деле существует два метода изготовления резьбы — накатка и нарезка, — которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал срезается с заготовки для создания резьбы. Это приводит к увеличению диаметра перед началом резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены методом нарезки. Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Для изготовления накатанной резьбы используется заготовка диаметром несколько меньше диаметра назначенного конца. Заготовка деформируется штампами для создания спиральных пиков и впадин, которые огибают стержень болта. Это создает крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7 % прочнее, чем нарезанная резьба. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
Стандартизация крепежных изделий
В 19 -м -м веке индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Имея наибольшую долю рынка, метрические болты легче всего идентифицировать. Номиналы начинаются с буквы М, а цифра сразу после указывает на диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Таблица размеров резьбы
Посадка резьбы классифицирует допуски между пиками и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
Тип диаметра | Внутренняя резьба | Внешняя резьба |
Шаг | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Семь типов: 3 класс, 4 класс, 5 класс, 6 класс, 7 класс, 8 класс, 9 класс |
Герб | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Три типа: класс 4, класс 6, класс 8 |
Кроме того, позиции допуска могут быть следующих типов.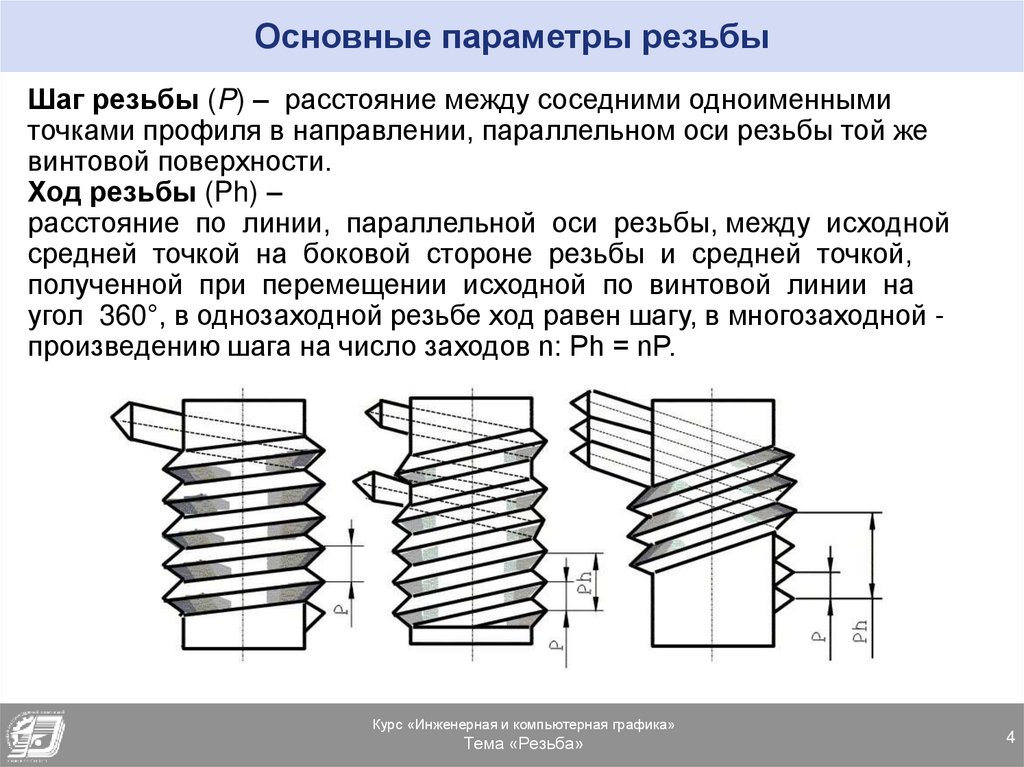 Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Резьба | Позиция допуска Классы |
Внутренний | г, ч |
Внешний | Э, Ф, Г, Ч |
По сравнению с UTS метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Болты UTS диаметром менее 1/4 дюйма имеют номер калибра, но между размерами от 1/4 до 1 дюйма используются дюймовые размеры. Второе число болта UTS обозначает количество витков резьбы на дюйм (TPI). Болты UTS размером от № 0 до № 10 имеют две возможные конфигурации TPI (грубая и тонкая), а диаметры № 12 и выше могут иметь две или три конфигурации TPI (грубая, тонкая и сверхтонкая). Например, болт UTS с номером 3-48 представляет собой болт или винт калибра 3 с 48 витками на дюйм, а винт 1/4-20 имеет диаметр 1/4 дюйма и 20 витков на дюйм.
Соответствие резьбы также является проблемой для винтов и болтов UTS. Свободная посадка лучше подходит для приложений, требующих быстрой сборки и разборки, но прецизионная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и суровых условий, таких как болты с головкой под торцевой ключ в двигателе. Резьбы класса А используются для наружной резьбы, а резьбы класса В — для внутренней резьбы.
Класс резьбы | Допуск | Заявка |
1А | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
2Б | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
3А | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
Органы по стандартизации приложили огромные усилия для классификации шага резьбы, поскольку он определяет площадь напряжения растяжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
As= π/4 X (D — (0,938194 X p))²
Где:
As : площадь растягивающего напряжения
D : диаметр болта (ТПИ)
Например, давайте сравним площадь растягивающего напряжения двух винтов. Первый винт 3/4-10 UNC.
.3382=π/4 X (.75-(938194 x (1/10)))²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3/4-16 UNF.
0,3754 = π/4 x (0,75 — (0,9)38794 x (1/16)))²
Как видно из уравнения, винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить размер резьбы болта
Наконец, резьба метрических и UTS-креплений также подразделяется на крупную, мелкую и сверхмелкую. Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Крупная резьба толще и долговечнее, чем фурнитура с мелкой резьбой. Крепеж с крупной резьбой также можно установить быстрее. Например, для 3/4-10 UNC требуется 10 оборотов, чтобы установить 1 дюйм вала болта, а для 3/4-16 UNF потребуется 16 оборотов. Крупная резьба обеспечивает зазор для покрытия резьбы и менее подвержена истиранию. Эта резьба также вряд ли сорвется, если болт изготовлен из мягкого материала.
Мелкие и сверхтонкие нити можно исследовать вместе. Их меньший шаг и больший TPI приравниваются к лучшей прочности на растяжение, а больший внутренний диаметр обеспечивает лучшую прочность на сдвиг. Меньший угол спирали резьбы также обеспечивает превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что является очень важным фактором. Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых соединений относятся к одному из этих обозначений.
Метрическая | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | .2 |
1,2 | .25 | .2 |
1,4 | .3 | .2 |
1,6 | .35 | .2 |
1,8 | .35 | .2 |
2 | . | .25 |
2,5 | .45 | .35 |
3 | .5 | .35 |
3,5 | .6 | .35 |
4 | .7 | .5 |
5 | .8 | .5 |
6 | 1 | .75 |
7 | 1 | .75 |
8 | 1,25 | 1(0,75) |
10 | 1,5 | 1,25(1) |
12 | 1,75 | 1,5(1,25) |
14 | 2 | 1,5 |
16 | 2 | 1,5 |
18 | 2,5 | 2(1,5) |
20 | 2,5 | 2(1,5) |
22 | 2,5 | 2(1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3,5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4,5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5,5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
 4
4
УТС | |||
Диаметр (номер датчика или дюймы) | Грубый | Мелкий TPI | Сверхтонкий TPI |
#0 | н/д | 80 | н/д |
#1 | 64 | 72 | н/д |
#2 | 56 | 64 | н/д |
#3 | 48 | 56 | н/д |
#4 | 40 | 48 | н/д |
#5 | 40 | 44 | н/д |
#6 | 32 | 40 | н/д |
#8 | 32 | 36 | н/д |
#10 | 24 | 32 | н/д |
#12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
7/16 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
16 сентября | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может быть бесценным ориентиром при выборе крепежа, но нет необходимости запоминать его.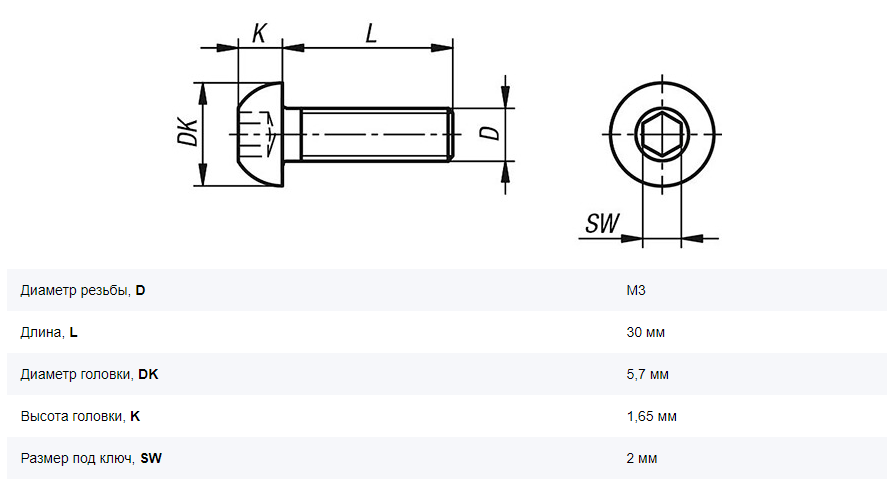 Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
В течение почти двух тысячелетий резьбовое оборудование поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть возможность использовать высокотехнологичные преимущества новейших аппаратных решений.
Загрузить PDF
Типы резьбы крепежа
Термин «крепеж» охватывает относительно широкую категорию инструментов, таких как винты, гайки и болты, которые скрепляют объекты.
Как правило, крепежные детали образуют непостоянное соединение. Другими словами, застежку можно снять, и отдельные части, которые когда-то были соединены, должны разойтись без каких-либо повреждений. В качестве контрпримера, сварное соединение не является крепежным элементом. Исключением из этого правила являются заклепки, которые относятся к категории крепежных изделий, но создают неразъемные соединения.
Резьбовые крепления обычно используются по множеству причин. Помимо очевидных преимуществ прочности (крепеж с правильной резьбой или болтовое соединение намного прочнее, чем альтернативы без резьбы), они также являются двусторонними, то есть их можно разобрать после сборки. Кроме того, они экономичны и доступны в широком диапазоне размеров.
Поскольку резьбовые крепежные детали, такие как болты, гайки и шайбы, можно использовать много раз в одном приложении, они могут увеличивать вес изделия. Кроме того, они часто нуждаются в подтяжке, когда расположены в неудобных местах. Они чувствительны к вибрациям и могут нуждаться в контровочной проволоке или других дополнительных функциях, чтобы удерживать их на месте и обеспечивать надлежащую работу.
Гайки, болты и шайбы являются распространенными типами резьбовых крепежных изделий.
Изображение предоставлено Shutterstock.com/Richard z
Что такое резьбовая застежка?
Крепежи могут быть резьбовыми, фиксированными и запирающими, в то время как резьбовые крепления включают в себя различные винты. Все резьбовые крепления содержат спиралевидный «аппарель» на цилиндрическом валу. Эта рампа представляет собой простое устройство, предназначенное для преобразования крутящего момента или силы вращения в линейную силу. Это называется нитью.
Все резьбовые крепления содержат спиралевидный «аппарель» на цилиндрическом валу. Эта рампа представляет собой простое устройство, предназначенное для преобразования крутящего момента или силы вращения в линейную силу. Это называется нитью.
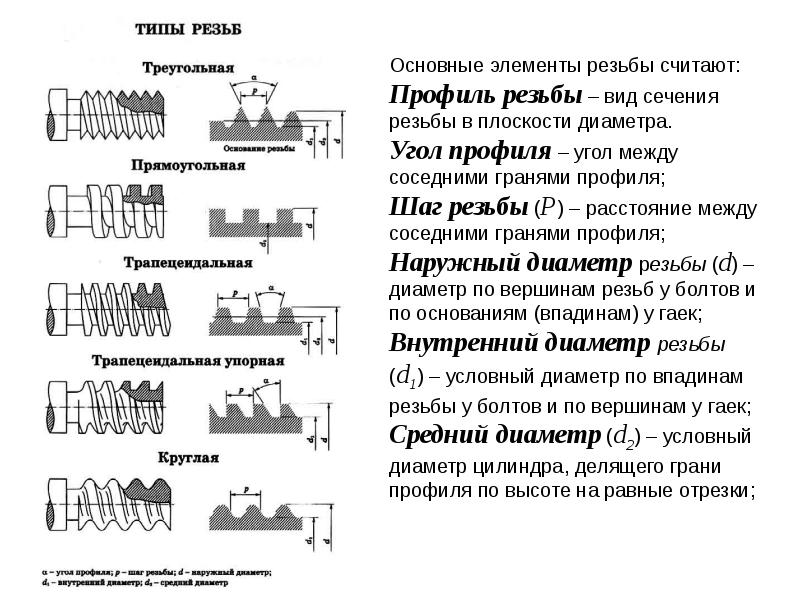
Резьба наружного винта характеризуется: шагом, который определяется длиной, параллельной оси винта, между вершиной одной резьбы и соседней вершиной; главный диаметр, который является наружным диаметром; меньший диаметр, который является нижним диаметром; делительный диаметр, фиктивный диаметр, для которого вырезы и боковые стороны резьбы идентичны; и шаг, который представляет собой осевое расстояние, на которое винт продвигается за один оборот.
Одинарный пусковой винт имеет ход, равный шагу. Винт с несколькими резьбами имеет несколько кромок рядом друг с другом, а винт с двойным заходом или двойной резьбой имеет ход. Правосторонний винт при вращении по часовой стрелке отходит от пользователя. В крепежных элементах резьба обычно бывает правой и левой и должна быть идентифицирована.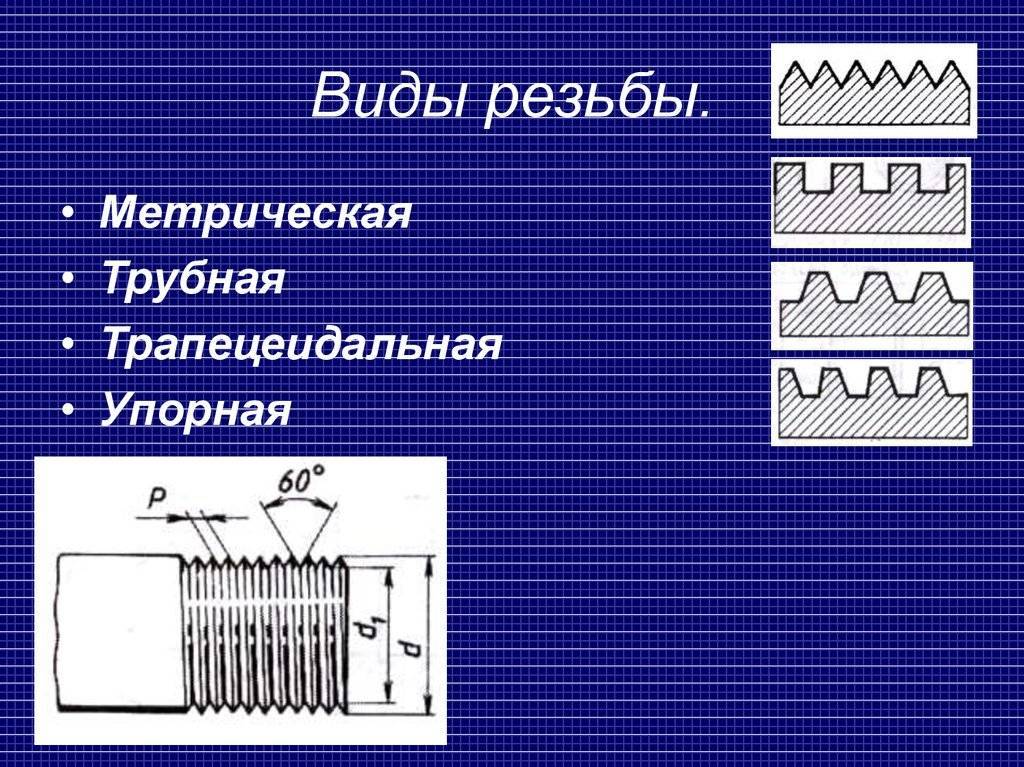
Типы резьбовых соединений
Три основных типа резьбовых креплений — это гайки, болты и винты.
Гайки
Распространенным типом резьбового крепления является гайка. Он состоит из куска металла круглой формы с внутренней резьбой. Гайки используются вместе с болтами для соединения двух или более компонентов. Внутренняя резьба гайки соединяется с внешней резьбой болта. Когда гайка поворачивается, она перемещает болт вверх или вниз, в зависимости от направления поворота.
Большинство гаек имеют шестигранную форму. Внутренняя часть по-прежнему цилиндрическая, хотя внешняя форма имеет шестиугольную форму для облегчения установки. Шесть сторон облегчают захват шестигранных гаек, поэтому рабочие могут устанавливать или снимать их с минимальными усилиями.
Болты
Болты и винты иногда считают одним и тем же, но это заблуждение. Болты используются для соединения двух или более объектов без резьбы, тогда как винты используются для соединения двух или более объектов с резьбой. Еще одно отличие состоит в том, что винты обычно создают собственную резьбу во время установки. Тем не менее, болты специально разработаны для соединения элементов без резьбы с помощью гайки.
Еще одно отличие состоит в том, что винты обычно создают собственную резьбу во время установки. Тем не менее, болты специально разработаны для соединения элементов без резьбы с помощью гайки.
Как уже упоминалось, гайки соединяются с болтами с помощью их резьбовых поверхностей. Таким образом, внешняя резьба болта действует как дорожка для внутренней резьбы гайки.
Винты
Наиболее популярным типом резьбового соединения является винт. Винты изготавливаются из кусков металла цилиндрической формы с резьбовой поверхностью, огибающей стороны. Головка находится на верхней части винта, которая используется для ввинчивания винта в объект или заготовку. Например, если винт имеет головку Phillips, для поворота и установки винта можно использовать крестообразную отвертку. Если винт имеет плоскую головку, можно использовать отвертку с плоской головкой или биту.
Существует множество различных типов шурупов, в том числе крепежные винты, шурупы с запаздыванием, винты с шестигранной головкой, шурупы для дерева, шурупы для гипсокартона, саморезы и шурупы для бетона.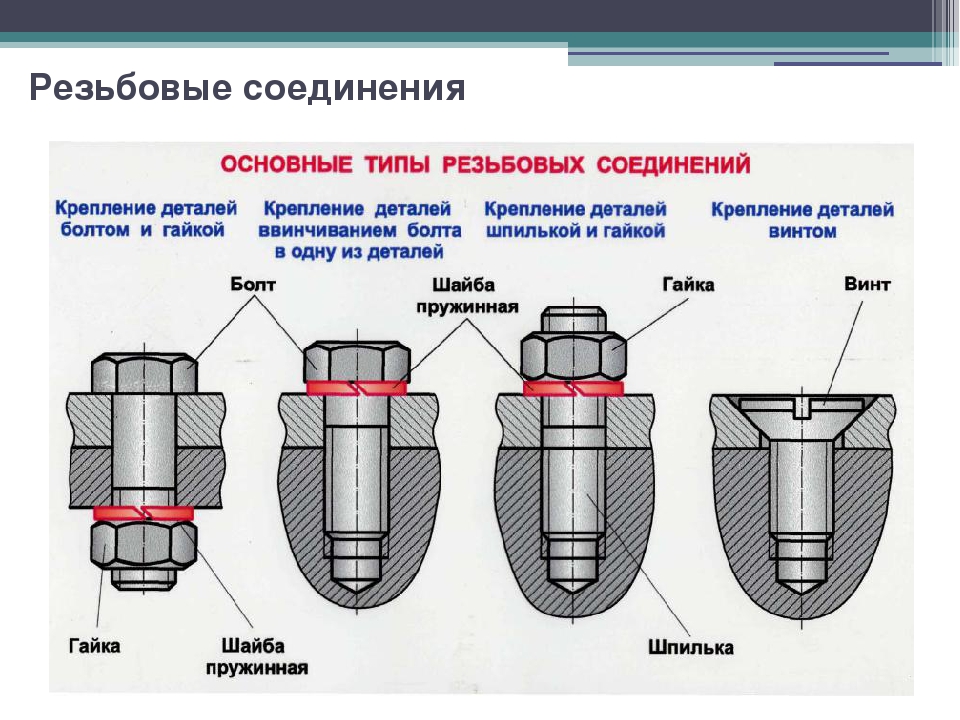
Существует множество различных типов винтов.
Изображение предоставлено: rShutterstock.com/evkaz
Типы винтовой и крепежной резьбы
Резьба винтовая — выступы одинакового сечения в виде спирали на внешней или внутренней поверхности цилиндрического крепежного изделия. Внутренние резьбы обозначают резьбы на гайках и резьбовых отверстиях, а внешние резьбы — на болтах, шпильках или винтах.
Три стандартные серии резьбы в унифицированной системе резьбы, которые считаются очень важными для крепежных изделий, — UNC (крупная), UNF (мелкая) и 8-UN (8-резьбовая).
Мелкая резьба имеет большую площадь напряжения, что делает болты более прочными при растяжении. Их большие второстепенные диаметры создают более высокую прочность на кручение и поперечный сдвиг. Они также могут лучше постукивать по тонкостенным элементам. Благодаря меньшему углу наклона спирали они обеспечивают более точную регулировку.
Грубая резьба имеет большую прочность на отрыв при той же длине зацепления. Они обладают повышенной усталостной прочностью и менее склонны к перекосу резьбы. Крупная резьба также известна более быстрой сборкой и разборкой, а также более удобной резьбой в хрупких материалах. Их большие припуски на резьбу позволяют наносить более толстые гальванические покрытия и покрытия.
Унифицированная национальная грубая резьба
Unified National Крупная резьба, резьба UNC, является наиболее распространенной общей резьбой для крепежных изделий. Их посадка более глубокая и более универсальная, чем у тонкой резьбы, что позволяет легко снимать. Как правило, они имеют более высокие допуски на изготовление и нанесение покрытия, и для сборки не требуется нарезание поперечной резьбы.
Единая национальная тонкая резьба
Гайки и болты
Unified National Fine имеют лучшую способность к фиксации крутящего момента и способность выдерживать нагрузку, чем резьба UNC, из-за их большего внутреннего диаметра. Из-за их более точной посадки они имеют более жесткие допуски, более точную регулировку натяжения и могут выдерживать более тяжелые нагрузки. Они чаще всего встречаются в аэрокосмической промышленности.
Из-за их более точной посадки они имеют более жесткие допуски, более точную регулировку натяжения и могут выдерживать более тяжелые нагрузки. Они чаще всего встречаются в аэрокосмической промышленности.
United National Extra Fine Threads
Резьба UNEF тоньше, чем резьба UNF; они используются в приложениях с резьбовыми отверстиями в твердом материале, тонкими стенками с резьбой и резьбовыми отверстиями в тонком материале. Как и резьба UNF, резьба UNEF распространена в аэрокосмической промышленности.
Резьба UNJC и UNJF
Существует два типа резьбы «J»: внешняя и внутренняя. Внешние резьбы UNJC и UNJF имеют больший радиус впадины, чем соответствующая деталь (резьбы UNC, UNR, UNK или UNF). Больший радиус впадины приводит к большей площади растяжения, чем у соответствующей резьбы, и меньшей концентрации напряжений — в болтах, которые несут большие нагрузки, обычно используется резьба «J».
Резьба UNR и UNK
Внешняя резьба UNR аналогична резьбе UNC, только радиус впадины скруглен.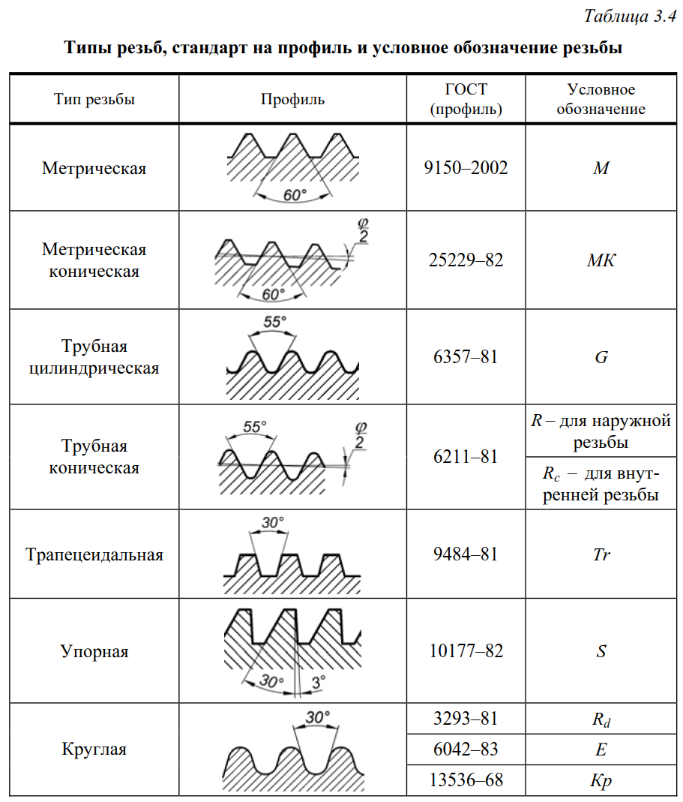 Нет внутренней резьбы UNR. Резьба UNK похожа на резьбу UNR, но необходимо проверить радиус впадины и меньший диаметр.
Нет внутренней резьбы UNR. Резьба UNK похожа на резьбу UNR, но необходимо проверить радиус впадины и меньший диаметр.
Резьба с постоянным шагом
Эти резьбы бывают разных диаметров, чтобы соответствовать конкретному применению — болты диаметром 1 дюйм и выше обычно имеют шаг 8, 12 или 16 витков на дюйм.
Вывод
Выше мы рассмотрели различные типы резьбы для крепежа, объяснили их применение, а также их преимущества и недостатки. Мы надеемся, что эта информация была вам полезна при поиске поставщика. Чтобы узнать больше об отрасли или составить собственный список поставщиков, посетите сайт Thomasnet.com, на котором есть информация о других аналогичных продуктах.
Источники
- https://www.jerpbakbayless.com/guide-to-multi-start-threads/
- https://monroeengineering.com/blog/the-3-primary-types-of-threaded-fasteners/
- https://www.

