

Содержание
Ремонт обмоток электродвигателя, их пропитка и сушка
В асинхронных электродвигателях общепромышленного применения мощностью до 100 кВт обмотки статоров по способу изготовления относятся к шаблонным обмоткам с мягкими катушками. Мягкие катушки укладывают в полузакрытые пазы отдельными проводниками, как бы всыпая в паз (всыпные обмотки).
Роторы сaмых распространенных асинхронных двигателей выполняются в виде «беличьей клетки» (короткозамкнутыми). Пазы ротора заполняют голыми неизолированными стержнями, концы которых (торцы) соединяют между собой кольцами или заливают алюминием с одновременным образованием замыкающих колец.
Изготовление всыпных обмоток статора. Как правило, поврежденные всыпные обмотки с проводом небольшого диаметра не ремонтируют, а заменяют новыми, которые изготавливают из круглого провода на намоточном станке с помощью различных шаблонов. Изоляцию паза выпускают на 10-15 мм над поверхностью расточки статора. После укладки в пазы всей обмотки выступающую часть изоляции срезают и загибают внутрь паза.
При двухслойной обмотке одну сторону катушки укладывают в нижнюю часть паза, вторую — в верхнюю часть паза, находящегося от первого паза на расстоянии, равном шагу обмотки. При замене одной поврежденной катушки поднимают верхние стороны всех катушек, находящихся между этими пазами.
При укладке всыпной обмотки следят за тем, чтобы провода не перекрещивались. Для этого расправляют проводники специальной фибровой пластинкой, проводя ею вдоль паза. Между слоями обмотки устанавливают изоляционную прокладку . После укладки обмотки паз заклинивают.
Ремонт стержневой обмотки фазных роторов. Если стержни разрушены, их заменяют новыми. У стержней большого сечения, как правило, восстанавливают изоляцию, для чего вычерчивают схему обмотки, отмечают концы поврежденного стержня и места его присоединения, вычерчивают форму изгиба лобовых частей. Распаивают концы поврежденного стержня, выпрямляют его лобовые части и пассатижами удаляют стержень, предварительно разогрев его электрическим током. .
.
Вынутые стержни освобождают от поврежденной изоляции обжигом. Поврежденную пазовую изоляцию заменяют новой такого же типа. Паз тщательно очищают. После укладки восстановленного стержня выгибают его лобовые части по шаблону ключами.
При изготовлении новых обмоток ротора или их peмoнте обращают особое внимание на равномерное расположение лобовых частей, обеспечивающих минимальный дисбаланс ротора.
Ремонт короткозамкнутой обмотки ротора. Чаще всего повреждается обмотка, изготовленная пайкой или сваркой, стержни которой соединены с короткозамкнутым кольцом. Повреждение ее проявляется в нарушении контакта между стержнями и короткозамыкающим кольцом, в появлении трещин, разрывов, усадочных раковин и подгаров.
Литые короткозамкнутые обмотки из алюминиевых сплавов более надежны. Если же они повреждаются, их удаляют выплавлением или химическим способом (в растворе каустической соды). В очищенные пазы ротора вновь заливают алюминий одним из следующих способов: статическим, центробежным, вибрационным или под давлением. Перезаливка роторов сложна, так как требует специального оборудования. Ее выполняют только на крупных ремонтных базах.
Перезаливка роторов сложна, так как требует специального оборудования. Ее выполняют только на крупных ремонтных базах.
При ремонте обмоток электрических машин применяют специальный инструмент обмотчика.
Нормальная технология пропитки изоляции обмоток предусматривает предварительную сушку, пропитку лаками и окончательную сушку. Многократное пропитывание обмоток обеспечивает более высокое качество изоляции. Для создания влагонепроницаемой пленки и гладкой поверхности, на которой меньше скопляется пыль, чем на шероховатой, после окончательной пропитки и сушки обмотки покрывают покровным лаком или эмалью.
Предварительную сушку производят до полного удаления влаги из обмотки и выполняют в специальных сушильных шкафах при температуре воздуха 110-120 ˚С.
Существует несколько способов пропитки. Наиболее распространена для машин небольшой мощности пропитка погружением в пропиточный состав. После предварительной сушки статоры и роторы (якоря) с обмоткой охлаждают до температуры 60-70 ˚С и опускают в пропиточный бак с лаком.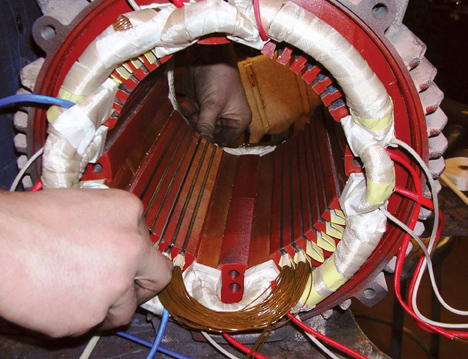 Якорь опускают вертикально, коллектором вверх так, чтобы петушки коллектора не доходили до поверхности лака в баке на 15 — 20 мм. Пропитку продолжают до тех пор, пока не перестанут выделяться пузырьки воздуха, что свидетельствует о заполнении лаком всех пор обмотки. Пропиточный лак применяют малой вязкости. Необходимая вязкость лака достигается добавлением растворителя.
Якорь опускают вертикально, коллектором вверх так, чтобы петушки коллектора не доходили до поверхности лака в баке на 15 — 20 мм. Пропитку продолжают до тех пор, пока не перестанут выделяться пузырьки воздуха, что свидетельствует о заполнении лаком всех пор обмотки. Пропиточный лак применяют малой вязкости. Необходимая вязкость лака достигается добавлением растворителя.
После пропитки обмотку устанавливают на 15 — 20 мин на решетку, чтобы излишек лака стек в бак. За это время тщательно очищают тряпкой, смоченной в растворителе, сердечник, вал ротора, выводные концы и другие поверхности, где не должно быть лаковой плёнки. После этого пропитанную обмотку сушат в сушильном шкафу с целью удаления остатков растворителя из пор изоляции и запекания лаковой пленки. Изоляцию считают хорошо высушенной после пропитки, если ее лаковая пленка совершенно не липнет к пальцам.
Еще не остывшие после сушки лобовые части обмотки покрывают слоем покровного лака или эмали, которые наносят кистью или пульверизатором. После этого обмотки окончательно сушат в печах или на воздухе.
После этого обмотки окончательно сушат в печах или на воздухе.
На ремонтных базах, имеющих специальное оборудование, применяют способы вакуумной пропитки и пропитки под давлением или же комбинируют эти способы, Они совершеннее описанного выше, но требуют более сложного оборудования.
Печи для сушки на разных ремонтных базах различны по конструкции. Но для них обязательна механизация подачи деталей машин и обмен воздуха, обеспечивающий удаление паров растворителя. Воздух в печи нагревают паром под высоким давлением или электрическим током в зависимости от энергетических возможностей предприятия.
Применяют сушку обмоток небольших электродвигателей инфракрасными лучами. Обмотку можно облучать непосредственно на участке ремонта лампами инфракрасного излучения ЗС-l, ЗС-2, ЗС-3, в которых 80-90 % подводимой электрической энергии преобразуется в энергию теплового излучения. Этот способ не требует громоздких и сложных сушильных печей и шкафов.
Для сушки можно применять и воздуходувки. В этом случае поток горячего воздуха направляют на станину, от нагрева которой нагревается и обмотка.
В этом случае поток горячего воздуха направляют на станину, от нагрева которой нагревается и обмотка.
Распространен также индукционный способ сушки: за счет потерь в стали последняя нагревается и подсушивает обмотку. Различные способы сушки электродвигателя показаны на рисунок 2, а-в.
Рисунок 2 — Сушка обмоток электродвигателей:
а — лампами инфракрасного излучения, б — воздуходувкой, в — потерями в стали станины; 1 — двигатель, 2 лампы, 3 — временный шкаф (будка), 4 — воздуходувка с электроприводом, 5 — изолированный провод.
Ремонт электрических машин, ППР машин, дефекты, испытания
Пример HTML-страницы
Эксплуатация электрических машин должна быть организована так, чтобы они находились в исправном работоспособном состоянии в течение всего срока работы, на который они рассчитаны. Это достигается не только соблюдением указанных в технической документации на двигатели и генераторы условий эксплуатации (нагрузки, колебаний напряжения в сети, температуры окружающей среды, ее влажности и т. п.), но и постоянным наблюдением за техническим состоянием машины, регулярном проведении технического обслуживания и плановопредупредительных ремонтов.
п.), но и постоянным наблюдением за техническим состоянием машины, регулярном проведении технического обслуживания и плановопредупредительных ремонтов.
Система планово-предупредительных ремонтов (ППР) представляет собой комплекс работ по техническому обслуживанию и ремонту оборудования, выполнение которых позволяет обеспечить работоспособность электрических машин в течение всего срока их эксплуатации. Система ППР включает в себя техническое обслуживание, текущий и капитальный ремонты, профилактические и поелсремонтные испытания.
Техническое обслуживание электрических машин высокого напряжения предусматривает ежедневный контроль за соблюдением правил их эксплуатации, за температурой их отдельных частей, за температурой охлаждающей среды, наличием смазки в подшипниках, отсутствием ненормальных шумов и вибрации. При техническом обслуживании выполняют также мелкий ремонт, который можно закончить за время остановки основного технологического оборудования на техническое обслуживание и не требующий специальной более длительной остановки двигателя или генератора. Гак, во время очередного технического обслуживания могут быть заменены щетки, подтянуты контакты в коробке выводов, подрегулирована пускорегулирующая аппаратура и т, п.
Гак, во время очередного технического обслуживания могут быть заменены щетки, подтянуты контакты в коробке выводов, подрегулирована пускорегулирующая аппаратура и т, п.
Во время текущего ремонта выполняются все работы, предусмотренные программой технического обслуживания и, кроме того, для более детального осмотра и проверки состояния двигателя или генератора его отсоединяют от питающей сети и от приводного механизма. Электрическую машину полностью или частично разбирают, очищают внешние и внутренние поверхности и вентиляционные каналы магнитопровода. Очищают лобовые части обмоток статора и ротора и проверяют состояние изоляции обмоток и их крепления в пазовых и лобовых частях. При необходимости проводят мелкий частичный ремонт обмоток и окрашивают их покровным лаком. В фазных роторах асинхронных двигателей проверяют состояние бандажей. Во всех машинах проверяют состояние подшипников и в случае необходимости заменяют подшипники качения. У двигателей с подшипниками скольжения проверяют работу системы принудительной смазки.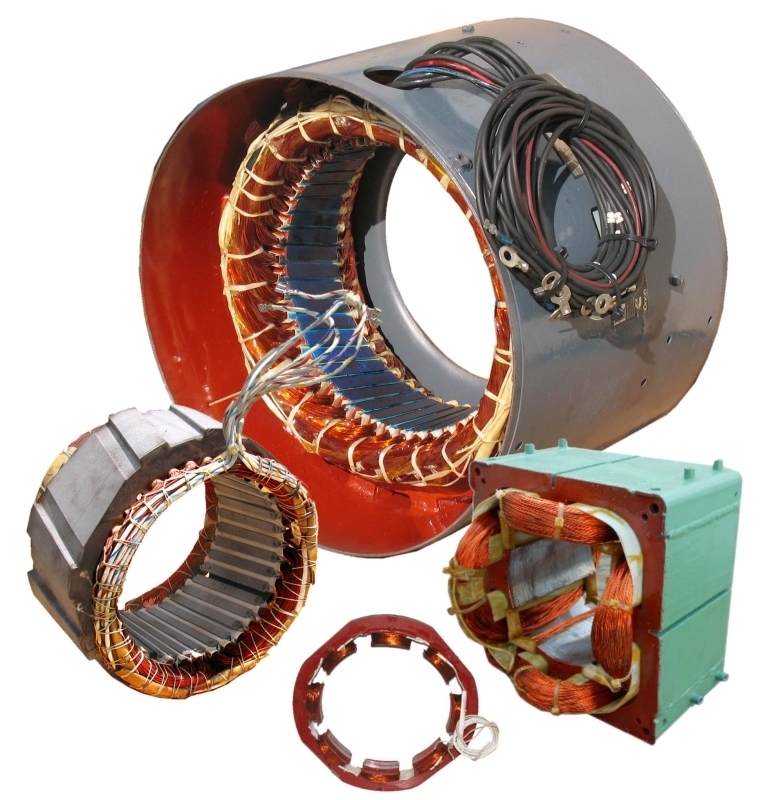 Если во время текущего ремонта обнаружены дефекты, которые не могут быть устранены в короткое время, отведенное на ремонт, оценивают степень их влияния на работу и дают заключение о возможности дальнейшей эксплуатации машины до очередного запланированного капитального ремонта или о необходимости проведения внепланового ремонта для устранения замеченной неисправности. Здесь необходимо заметить, что в электрических машинах и особенно в электрических машинах высокого напряжения очень часто даже мелкий дефект, не устраненный при его обнаружении, при дальнейшей эксплуатации может быстро развиться и привести к серьезной неисправности или даже к аварийному выходу машины из строя. Поэтому заключение о возможности эксплуатации двигателя или генератора с замеченной неисправностью делают чрезвычайно ответственно с учетом характера дефекта и срока, оставшегося до очередного запланированного ремонта.
Если во время текущего ремонта обнаружены дефекты, которые не могут быть устранены в короткое время, отведенное на ремонт, оценивают степень их влияния на работу и дают заключение о возможности дальнейшей эксплуатации машины до очередного запланированного капитального ремонта или о необходимости проведения внепланового ремонта для устранения замеченной неисправности. Здесь необходимо заметить, что в электрических машинах и особенно в электрических машинах высокого напряжения очень часто даже мелкий дефект, не устраненный при его обнаружении, при дальнейшей эксплуатации может быстро развиться и привести к серьезной неисправности или даже к аварийному выходу машины из строя. Поэтому заключение о возможности эксплуатации двигателя или генератора с замеченной неисправностью делают чрезвычайно ответственно с учетом характера дефекта и срока, оставшегося до очередного запланированного ремонта.
Для проведения капитального ремонта двигатель разбирают полностью. Выполняют все операции, предусмотренные программой текущего ремонта. Чистят и промывают все детали, несущие механическую нагрузку (станину, детали крепления, вал, подшипниковые щиты, крышки подшипников, лопатки вентилятора и т. п.). Дефектные детали исправляют или заменяют новыми. Заменяют подшипники качения, а в машинах с подшипниками скольжения проверяют осевой разбег ротора и радиальные зазоры в подшипниках. Вкладыши подшипников, как правило, перезаливают. Дефектные обмотки, которые во время ранее проведенных ремонтов подвергались частичному ремонту, заменяют новыми. Для сокращения сроков ремонта катушки новой обмотки изготовляют заранее из обмоточного провода той же марки и размеров, что и в заводском исполнении. Если такой возможности нет, а обмотка требует замены только изза ухудшения состояния ее изоляции, то для изготовления новых катушек используют медь старой обмотки. В этом случае при демонтаже старых катушек стремятся насколько возможно сохранить их форму и конфигурацию. В процессе ремонта, не разгибая витков катушек, заменяют всю изоляцию обмотки, включая изоляцию проводников.
Чистят и промывают все детали, несущие механическую нагрузку (станину, детали крепления, вал, подшипниковые щиты, крышки подшипников, лопатки вентилятора и т. п.). Дефектные детали исправляют или заменяют новыми. Заменяют подшипники качения, а в машинах с подшипниками скольжения проверяют осевой разбег ротора и радиальные зазоры в подшипниках. Вкладыши подшипников, как правило, перезаливают. Дефектные обмотки, которые во время ранее проведенных ремонтов подвергались частичному ремонту, заменяют новыми. Для сокращения сроков ремонта катушки новой обмотки изготовляют заранее из обмоточного провода той же марки и размеров, что и в заводском исполнении. Если такой возможности нет, а обмотка требует замены только изза ухудшения состояния ее изоляции, то для изготовления новых катушек используют медь старой обмотки. В этом случае при демонтаже старых катушек стремятся насколько возможно сохранить их форму и конфигурацию. В процессе ремонта, не разгибая витков катушек, заменяют всю изоляцию обмотки, включая изоляцию проводников.
Осматривают и испытывают сталь сердечника статора. Выявленные неисправности и местные повреждения стали исправляют. После капитального ремонта в двигателе не должно остаться ни одной детали, износ которой превышал или даже был’ бы близок к предельно допустимому. Двигатель как бы «обновляется».
Программа испытаний, проводимых после капитального ремонта с заменой обмоток, практически не отличается от приемосдаточных испытаний новых электрических машин, выпускаемых заводом. На капитально отремонтированную электрическую машину устанавливают паспортную табличку с указанием организации, проводившей ремонт, времени его проведения и’паспортных данных двигателя или генератора.
Периодичность капитальных ремонтов двигателей высокого напряжения системой ППР не устанавливается. Она зависит от условий эксплуатации двигателей и обычно проводится 1 раз в течение трех—пяти лет. Вопрос о замене обмотки при капитальном ремонте электрической машины решается особо в каждом конкретном случае. Изоляция обмоток электрических машин высокого напряжения рассчитана на работу в течение 15—20 лет. За это время она не должна существенно изменить свои свойства. Однако в связи со специфическими условиями работы того или иного двигателя или генератора состояние изоляции его обмоток может ухудшиться ранее расчетного срока. В связи с этим при каждом ремонте электрической машины высокого напряжения и тем более, связанным с его разборкой, уделяют особое внимание оценке состояния ее изоляции. Частичный ремонт обмоток, т. е. замена или ремонт изоляции на отдельных участках, возможен лишь при общем достаточно хорошем состоянии изоляции всей обмотки. Полная замена обмоток требует, как правило, большого времени,.поэтому сроки остановки машины на ремонт должны быть увязаны со сроками ремонта основного оборудования предприятия. Кроме того, стоимость капитального ремонта двигателя или генератора с заменой обмоток приближается к стоимости такой же новой машины. Поэтому вопрос проведения капитального ремонта с заменой обмоток должен решаться с учетом местных условий и его экономической целесообразности.
Изоляция обмоток электрических машин высокого напряжения рассчитана на работу в течение 15—20 лет. За это время она не должна существенно изменить свои свойства. Однако в связи со специфическими условиями работы того или иного двигателя или генератора состояние изоляции его обмоток может ухудшиться ранее расчетного срока. В связи с этим при каждом ремонте электрической машины высокого напряжения и тем более, связанным с его разборкой, уделяют особое внимание оценке состояния ее изоляции. Частичный ремонт обмоток, т. е. замена или ремонт изоляции на отдельных участках, возможен лишь при общем достаточно хорошем состоянии изоляции всей обмотки. Полная замена обмоток требует, как правило, большого времени,.поэтому сроки остановки машины на ремонт должны быть увязаны со сроками ремонта основного оборудования предприятия. Кроме того, стоимость капитального ремонта двигателя или генератора с заменой обмоток приближается к стоимости такой же новой машины. Поэтому вопрос проведения капитального ремонта с заменой обмоток должен решаться с учетом местных условий и его экономической целесообразности.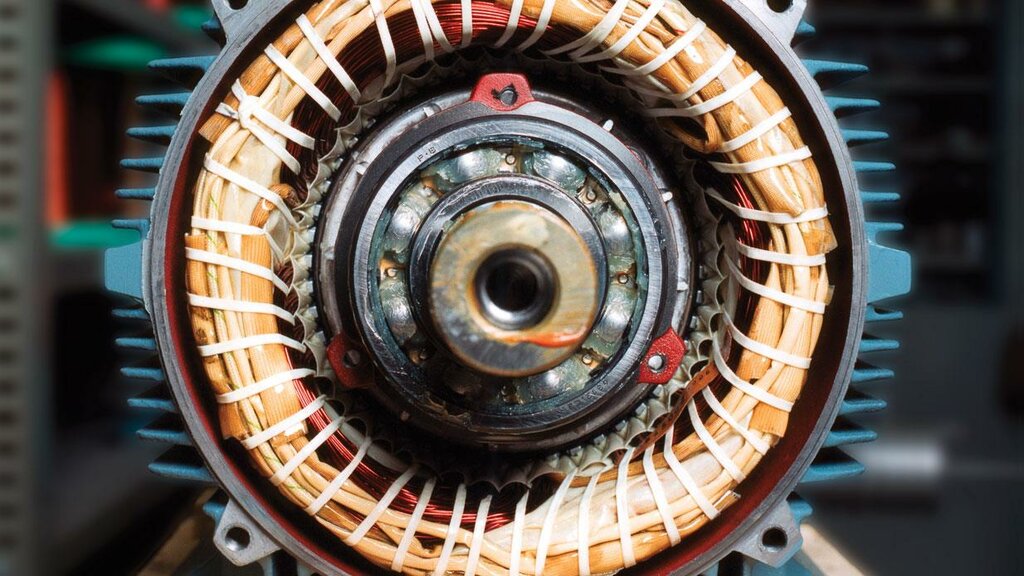
Ремонт электродвигателя — Cascade Machinery
Основные этапы ремонта электродвигателя:
1 . Компьютерный анализ вашего текущего двигателя
Перед тем, как наши технические специалисты приступят к работе с вашим двигателем, мы анализируем каждый компонент. Мы записываем каждый поворот и шаг шлица и катушки. Размер провода измеряется с высочайшей точностью, поэтому катушки, которые мы делаем, будут идентичны вашему оригинальному работающему двигателю. Вся база данных вводится в нашу систему для обеспечения точности восстановления, а также для будущих записей вашей конкретной спецификации.
2. Удаление всех поврежденных обмоток
Поврежденные обмотки удаляются, двигатель очищается. Остатки смолы и лака убираются так же, как и изоляция. Мы часто находим загрязнения, которые приводят к повреждению катушек. Снятие и тщательная очистка двигателя предотвратит будущие повреждения после завершения процесса перемотки.
3. Очистите и покрасьте статор
Статор — это неподвижная часть вашего электродвигателя, которая удерживает катушки. Мы очистим статор от загрязнений, затем покрасим статор специально разработанной изоляционной краской. Этот процесс предотвращает будущие повреждения. Изоляция вставлена в пазы статора. Изоляция пазов статора предотвращает короткое замыкание, поскольку катушки не смогут соприкасаться с сердечником двигателя.
4. Создание новых катушек
В зависимости от типа катушки используются разные намоточные головки. Наш первоначальный анализ вашего двигателя генерирует данные, необходимые для создания точных копий оригинальных катушек. Наш техник, изготавливающий новые катушки, проверит провод во время намотки нового провода. Это позволяет нам обнаруживать любые проблемы с проводом до того, как он будет установлен в пазы статора.
5. Вставьте в пазы статора
После тестирования обмоток новых катушек техник добавляет их в правильные пазы статора. После вставки устанавливается дополнительная изоляция, называемая клиньями, для защиты катушки и двигателя от будущих повреждений. Также добавлена шнуровка для большей устойчивости.
После вставки устанавливается дополнительная изоляция, называемая клиньями, для защиты катушки и двигателя от будущих повреждений. Также добавлена шнуровка для большей устойчивости.
6. Испытание новых катушек
Прежде чем запускать двигатель, мы подключаем провода двигателя к испытательному оборудованию Baker. Это обеспечивает проверку качества и подтверждает целостность и эффективность процесса перемотки.
7. Сушка, нанесение покрытия и отверждение
Заключительный этап ремонта — запекание двигателя в духовке. В процессе выпечки вся влага высыхает, что может привести к порче продукта в будущем. Любые загрязнения, не обнаруженные в процессе очистки, также удаляются с помощью нагрева. После нагрева двигателя техник погружает двигатель в лак, который дополнительно защищает катушки и двигатель. После нанесения лака двигатель будет отвержден перед использованием.
8. Повторное испытание
После полного устранения дефекта техник запускает двигатель в заключительном цикле испытаний. Тест предназначен для подтверждения того, что двигатель работает на полную мощность, и все части полностью оптимизированы для вашего конкретного использования.
Тест предназначен для подтверждения того, что двигатель работает на полную мощность, и все части полностью оптимизированы для вашего конкретного использования.
Этот процесс может показаться подробным и дорогостоящим, но он намного доступнее, чем покупка нового двигателя. Наши специалисты имеют многолетний опыт, и ваш двигатель часто будет работать лучше, чем при первоначальной покупке оборудования. Внимательность и аккуратность при ремонте также значительно продлят срок службы двигателя.
Основные этапы ремонта электродвигателя
Входящая документация электродвигателя:
При ремонте электродвигателя крайне важно документировать всю информацию с паспортной таблички. Никогда не позволяйте никому снимать табличку с вашим именем! Это важная часть вашего двигателя. Мы также очищаем детали и визуально осматриваем электродвигатель.
Измерение и проверка во время ремонта электродвигателя:
Когда мы завершаем ремонт электродвигателя, мы измеряем такие компоненты двигателя, как биение вала, шейки подшипников, корпуса подшипников, шпоночные канавки, диаметр выходного вала и многое другое.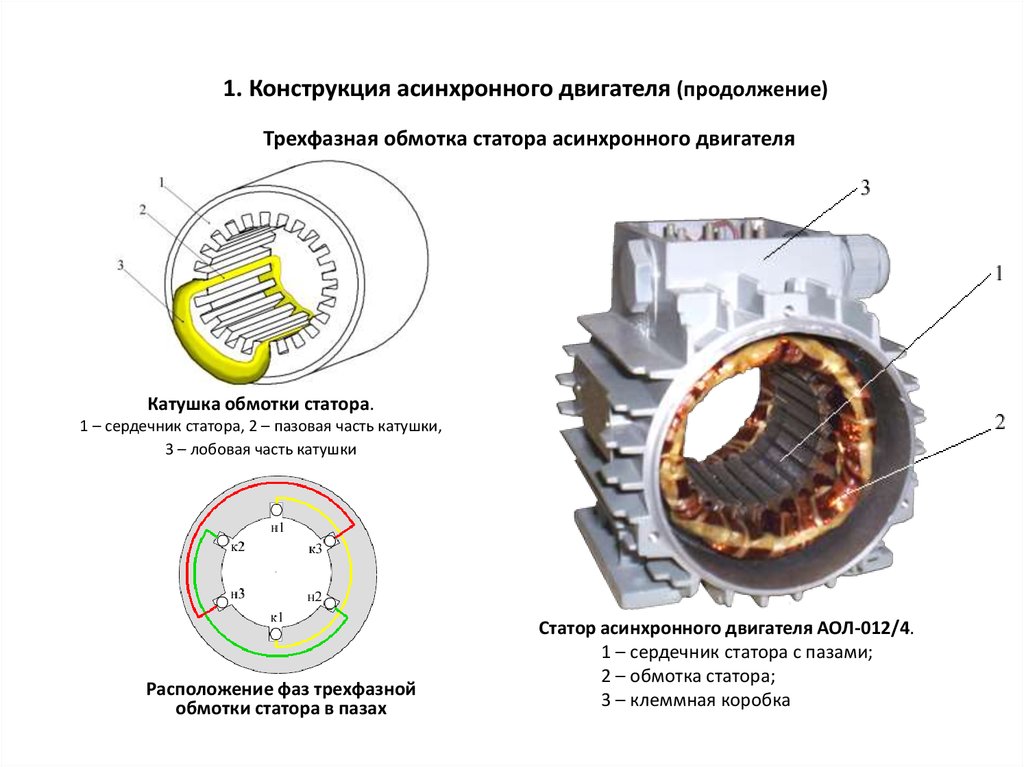 Кроме того, мы также проводим испытания состояния ротора с помощью испытаний на рычание и испытаний в горячих точках. На этом этапе при ремонте электродвигателя мы проверяем обмотки импульсным испытанием, фазным сопротивлением, мегомметром сопротивления изоляции, Hi-pot (разрушающим переменным током, неразрушающим постоянным током) и визуально инспектируем обмотку электродвигателя.
Кроме того, мы также проводим испытания состояния ротора с помощью испытаний на рычание и испытаний в горячих точках. На этом этапе при ремонте электродвигателя мы проверяем обмотки импульсным испытанием, фазным сопротивлением, мегомметром сопротивления изоляции, Hi-pot (разрушающим переменным током, неразрушающим постоянным током) и визуально инспектируем обмотку электродвигателя.
Механическая обработка:
В зависимости от состояния двигателя механическая обработка является необходимой частью процесса ремонта электродвигателя. Наш собственный отдел механической обработки занимается ремонтом неисправных корпусов, ремонтом или изготовлением новых валов и т. д. Для ремонта вала электродвигателя мы можем сварить и обработать валы, хромировать и отшлифовать, сделать новый вал, выпрямить вал. Мы также гарантируем, что выбран правильный материал, а также термообработка материала по мере необходимости. Совет для профессионалов : Остерегайтесь некоторых неприемлемых методов, таких как пробивка/обработка корпусов, вклеивание подшипников, JB-сварка, клей или заглушки).
Динамическая балансировка для ремонта электродвигателей:
Мастерская по ремонту электродвигателей Dreisilker следует и превосходит стандарты ISO 1940-1 для ремонта всех вращающихся устройств. Балансировка является важным этапом в процессе ремонта электродвигателя, так как она сильно влияет на долговечность ремонта двигателя.
Зачистка электродвигателя:
Зачистка обмоток является очень важной частью процесса ремонта электродвигателя. Спросите в магазине, как они зачищают ваши обмотки. Dreisilker использует зачистку MotorSafe, которая защищает двигатель и его пластины.
Перемотка электродвигателя:
Перемотка электродвигателя очень важна и может повлиять на долговечность вашего электродвигателя. Мы перематываем двигатели обратно в соответствии со спецификациями OEM или выше, используя правильный выбор проводов и высококачественные материалы, такие как фазовая бумага, изоляция и вкладыши для пазов.
