

Содержание
Ремонт коленчатого вала — шкиф, вкладыши
Коленчатый вал представляет собой одну из самых важных и дорогостоящих деталей силового агрегата внутреннего сгорания. Конструктивно он представляет собой деталь, состоящую из коренных и шатунных шеек, которые соединяются щеками. Выполнить ремонт коленвала своими руками практически невозможно. Исключением могут быть случаи, когда вы обладаете соответствующей квалификацией, и в вашем гараже имеется специальное профессиональное оборудование высокой точности. Основная часть операций предполагает использование специализированных станков. В данной статье мы рассмотрим список ремонтных работ коленчатого вала, опишем основные проблемы и методы их решения.
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
шлифовка,
рихтовка,
полировка,
ремонт шкива,
чистка каналов,
замена подшипников,
балансировка.

Шлифовка
Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка
Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Ремонт шкива коленвала, как правило, предполагает тщательную очистку детали. При поломке или возникновении каких-либо дефектов, выполняется замена шкива.
Чистка каналов
Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
Полировка
Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата. После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв. Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка
Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Вышеописанная информация представляет собой ряд советов и рекомендаций, после прочтения которой, вы будете иметь общее представление об этапах и объёмах ремонта коленчатого вала.
Ремонт коленчатого вала (коленвала) в сервисно-техническом центре
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т. У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна.
Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Восстановление коленчатого вала
Основные операции:
- Мойка
- Дефектовка
- Шлифовка
- Полировка
В случае выхода детали из ремонтных размеров, восстановить шейки и посадочные места коленчатого вала можно при помощи технологии активированной дуговой металлизации.
Перед ремонтом коленчатый вал промывают в моечной машине, открываются заглушки. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм.
При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С.
Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер.
Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник.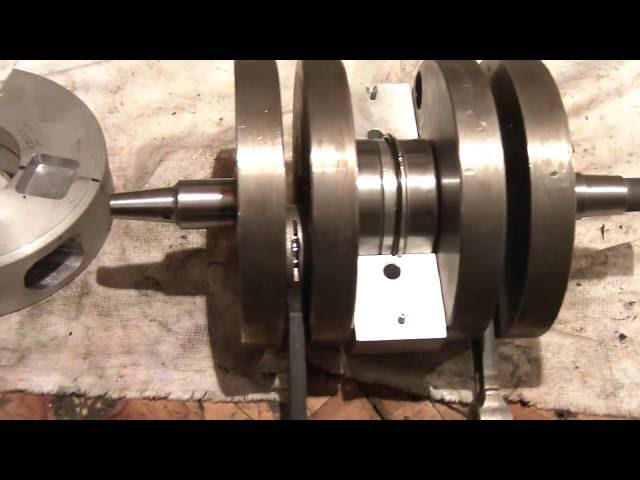 Предварительно эти базы проверяют и при необходимости исправляют.
Предварительно эти базы проверяют и при необходимости исправляют.
Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.
Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача – 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, восстанавливают при помощи технологии активированной дуговой металлизации.
Восстановленные коленчатые валы подвергают динамической балансировке.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Участок по ремонту коленчатых валов в техническом центре Мотортехнология
Участок по ремонту постелей коленчатых и распределительных валов в техническом центре Мотортехнология
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Ремонт коленчатого вала и маховика
Ремонт коленчатого вала и маховика
Ремонт коленчатого вала. Коленчатые валы большинства двигателей изготовлены штамповкой из сталей 45, 50, 50Г и некоторых двигателей (ГАЗ-53, ГАЗ-66 и др.) — литьем из высокопрочного магниевого чугуна. Основные дефекты коленчатых валов: изгиб; износ посадочных мест и шпоночных канавок под шестерню и шкив вала, а также присадочного места в торце вала под подшипник; повреждение или износ резьбы под храповик; износ отверстий или резьбы во фланце крепления маховика, маслосгонной резьбы и бурта упорной коренной шейки; износ шеек вала по диаметру и по длине.
Коленчатый вал выбраковывают при трещинах любого характера и расположения, за исключением незначительных отслаиваний на поверхностях шеек, если их можно устранить шлифованием под ремонтный размер. Коленчатые валы большинства тракторных двигателей выбраковывают при износе коренных или шатунных шеек, выходящем за пределы последнего ремонтного размера, а валы автомобильных двигателей — при износе шеек по длине, выходящем за пределы допускаемых размеров.
Изгиб коленчатого вала происходит в результате совместного действия остаточных напряжений в металле, возникших при изготовлении вала, и знакопеременных нагрузок в процессе работы двигателя. Правят валы в холодном состоянии на призмах под прессом или поверхностным наклепом пневматическим молотком.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Изношенные шпоночные канавки обрабатывают под ремонтный размер или полностью заваривают и нарезают на этом месте канавку номинального размера. Расположение канавки под шпонку нужно восстанавливать особенно тщательно, чтобы не нарушать установку распределительных шестерен.
Изношенные отверстия или резьбу во фланце восстанавливают развертыванием совместно с маховиком под увеличенные размеры болтов.
Резьбу под храповик восстанавливают нарезанием резьбы увеличенного размера, изготовлением нового храповика или наплавкой и нарезанием резьбы увеличенного размера на старом храповике.
Маслосгонную резьбу при износе до глубины менее 1,0 мм углубляют до восстановления нормального профиля и полируют шлифовальной шкуркой зернистостью 8…6.
Изношенный установочный бурт коренной шейки наплавляют и обрабатывают под необходимый размер.
Коренные и шатунные шейки коленчатого вала изнашиваются неравномерно и неодинаково.
Шатунные шейки по длине изнашиваются на конус, а по диаметру на овал, то есть приобретают эллипсность, причем наибольший износ по диаметру наблюдается в плоскости кривошипа по поверхности, обращенной к оси коренных подшипников.
Коренные шейки, как правило, по длине изнашиваются равномерно, а по диаметру — на эллипс. Больше изнашиваются поверхности, обращенные к оси шатунных шеек в плоскости кривошипа.
Особенности изнашивания шеек учитывают при дефектации коленчатого вала. Шейки измеряют в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа (направление наибольшего износа) и перпендикулярно ей.
Шейки требуется шлифовать, если эллипсность шатунных превышает 0,05 мм и коренных 0,06 мм, а также если обнаружены задиры, забоины, глубокие риски или износы, превышающие допускаемые. Одноименные, то есть все шатунные или все коренные шейки, шлифуют под один ремонтный размер.
Шейки коленчатых валов автомобильных двигателей, вышедшие размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают под номинальные азмеры. Чтобы удлинить срок службы коленчатых валов и вкладышей тракторных двигателей, введены дополнительные (промежуточные) ремонтные размеры шеек с интервалом через 0,25 мм. В отличие от основных дополнительные ремонтные размеры маркируют буквой Д: Д1, Д2, ДЗ и т. д.
Рис. 1. Отверстие под подшипник в торце коленчатого вала автомобиля ЗИЛ-130, восстановленное постановкой втулки.
Шлифуют шейки коленчатого вала на специальных шлифовальных станках: сначала коренные, затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Например, установочные базы исправляют при биении выше 0,03 мм на нерабочей части шейки под шестерню коленчатого вала двигателя СМД-14А (рис. 74) и более 0,05 мм на наружной поверхности фланца под маховик.
Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Например, установочные базы исправляют при биении выше 0,03 мм на нерабочей части шейки под шестерню коленчатого вала двигателя СМД-14А (рис. 74) и более 0,05 мм на наружной поверхности фланца под маховик.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца под маховик или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на радиально-сверлильных станках или электродрелью. При шлифовании оставляют припуск в пределах 0,004…0,005 мм на последующее полирование.
Полируют шейки пастой ГОИ № 20…30 на специальных станках или с помощью специальных приспособлений одновременно все шатунные и все коренные шейки.
После шлифования и полирования шеек коленчатые валы и масляные каналы в них тщательно промывают, продувают сжатым воздухом и валы подвергают контролю. Проверяют радиус кривошипа вала, биение коренных шеек и фланца крепления маховика.
Проверяют радиус кривошипа вала, биение коренных шеек и фланца крепления маховика.
Биение коренных шеек и фланца проверяют в центрах с помощью индикаторов часового типа.
Радиус кривошипа проверяют при помощи специальных приспособлений типа 70-8784-1010 или 9571-38, схема которого показана на рисунке 75. Приспособление состоит из корпуса-трубы, Двух призм, приваренных к трубе, и четырех индикаторов. Индикаторы устанавливают по эталону, а затем приспособление ставят призмами на первую и заднюю шейки коренных подшипников так, чтобы измерительные стержни индикаторов соприкасались с поверхностями соответствующих шатунных шеек.
Рис. 2. Приспособление 9571-38 для проверки радиуса кривошипа коленчатого вала:
1 — призма; 2 — корпус-труба; 3 — индикатор.
На специализированных ремонтных предприятиях контроль коленчатого вала проводят при помощи приспособлений типа 70-8735-1006 или 9571-49, схема которого показана на рисунке 76. Эти приспособления позволяют проводить комплексную проверку вала. На них определяют радиус кривошипа, биение коренных шеек и фланца крепления маховика.
На них определяют радиус кривошипа, биение коренных шеек и фланца крепления маховика.
Проверяемый вал крайними коренными опорами укладывают на призмы; установленные на плите. На этой же плите смонтированы индикаторы часового типа, с помощью которых при повертывании вала на 360° измеряются все указанные параметры. Для измерения радиуса кривошипа индикаторы устанавливают по эталонному валу.
Восстановленные валы должны отвечать следующим техническим требованиям: овальность и конусность шеек под подшипники не более 0,01 мм для мелких валов и не более 0,02 мм для крупных валов; биение шейки под шестерню и средних коренных шеек относительно крайних не более 0,03 мм; биение фланца крепления маховика по торцу на крайних точках не более 0,04 мм; шероховатость поверхности шеек не ниже 9-го класса, радиусы галтелей и радиусы кривошипов соответствуют техническим требованиям.
Рис. 3. Приспособление 9571-49 дли комплексной проверки коленчатого вала:
1 — плита; 2 — призма; 3 — индикатор.
Вкладыши коренных и шатунных подшипников изготавливают из биметаллической полосы, состоящей из малоуглеродистой стали и антифрикционного слоя свинцовистой бронзы, алюминиевого сплава АСМ или баббита. Во вкладышах тракторных двигателей применяют преимущественно сплав АСМ, а в автомобильных двигателях — баббит. Основные дефекты вкладышей: износ, выкрашивание, задиры, растрескивание или выплавление антифрикционного слоя; смятие или срезание фиксирующих выступов (усиков), износ по наружной поверхности и по торцевым плоскостям разъема.
Вкладыши подлежат замене при выходе хотя бы одного из перечисленных дефектов за пределы, допускаемые требованиями, а также когда овальность шеек и зазоры между вкладышами и шейками коленчатого вала становятся больше допускаемых.
Вкладыши ремонтного размера с незначительным износом антифрикционного слоя и не имеющие других дефектов растачивают на большой диаметр дополнительного или основного ремонтного размера. На двигатель нельзя ставить вкладыши, толщина антифрикционного слоя которых осталась меньше 0,16 мм.
Для автомобильных двигателей, кроме вкладышей ремонтного размера, выпускают вкладыши, не полностью обработанные по внутреннему диаметру. Такие вкладыши можно растачивать в определенных пределах под любой размер шеек вала.
Растачивают вкладыши на расточных станках типа УРБ-ВП-М в специальных приспособлениях. Лучшие результаты получаются, если шатунные вкладыши растачивают непосредственно в шатуне при нормальной затяжке гаек шатунных болтов, а коренные вкладыши — в блоке на станках типа РД также при нормальной затяжке гаек или болтов крышек коренных подшипников.
Шероховатость поверхности расточенных вкладышей должна быть не ниже 8-го класса, а овальность и конусность — не более 0,02 мм. На наружной поверхности расточенных вкладышей удаляют старую маркировку и наносят новую, указывая ремонтный размер и место установки (нижний и верхний).
Раскомплектовывать расточенные вкладыши так же, как и новые, нельзя.
Ремонт маховика с венцом. Маховики изготавливают из серого чугуна. В процессе эксплуатации возможны следующие основные дефекты: задиры и износ поверхности соприкосновения с ведомым диском сцепления; повреждение и износ гладких и резьбовых отверстий, а также зубьев венца шестерни; несбалансирован-
В процессе эксплуатации возможны следующие основные дефекты: задиры и износ поверхности соприкосновения с ведомым диском сцепления; повреждение и износ гладких и резьбовых отверстий, а также зубьев венца шестерни; несбалансирован-
Маховик выбраковывают при поломках и появлении трещин, а также при износе рабочей поверхности до выбраковочной толщины.
Задиры и следы изнашивания на поверхности соприкосновения с ведомым диском сцепления устраняют протачиванием и последующей зачисткой наждачным полотном (зернистостью 8…6), наклеенным на деревянный брусок. Неплоскостность рабочей поверхности допускается не более 0,15 мм. Кроме того, проверяют биение рабочей поверхности относительно базового торца под фланец коленчатого вала. Это биение проверяют на специализированных предприятиях при помощи специального индикаторного приспособления типа 70-8731-1035. Торцевое биение рабочей поверхности не должно превышать 0,1 мм на крайних точках.
Изношенные гладкие и резьбовые отверстия восстанавливают развертыванием под увеличенный диаметр и нарезанием резьбы увеличенного размера. Отверстия под болты крепления к коленчатому валу восстанавливают совместно с отверстиями фланца вала.
Отверстия под болты крепления к коленчатому валу восстанавливают совместно с отверстиями фланца вала.
Заусеницы и забоины торцов зубьев венца зачищают личным напильником или шлифовальным кругом с гибким валом. Разрешается замена венца или перепрессовка его на маховике с поворотом на 180°. При напрессовке венца натяг должен быть не менее 0,40 мм. Перед напрессовкой венец нагревают до температуры 150…220 °С.
Отремонтированный маховик подвергают статической балансировке. Дисбаланс устраняют высверливанием металла на торцевой плоскости, обращенной в сторону коленчатого вала. Отверстия сверлят диаметром 8…9 мм на глубину не более 8…10 мм.
Ремонт коленчатых валов и подшипников дизелей
Страница 19 из 75
После вскрытия люков картера во время профилактического осмотра проверяют состояние вала, подшипников и маслопроводов. Обращают внимание на отсутствие баббита вблизи подшипников. У дизелей типа Д100 через один М2 проверяют «провисание» 1, 2, 3, 4, 5, 6 и 7-й коренных шеек нижнего коленчатого вала.
Дополнительно при М3 проверяют зазор «на масло» у коренных подшипников дизелей типа Д100 и у всех подшипников дизелей типа Д50. У этого дизеля измеряют расхождение щек колена шестого цилиндра. Большой периодический ремонт предусматривает съемку у дизелей типа Д100 верхнего вала и его коренных подшипников, шатунных подшипников обоих валов, коренных подшипников 4, 8, 10 и 12 шеек нижнего вала. Измеряют износ 1-й коренной шейки верхнего вала и 8-й нижнего вала. Определяют ступенчатость («провисание») положения шеек валов на опорах.
При М5 у дизелей различного типа осматривают все подшипники, измеряют их толщину, валы осматривают, проверяют дефектоскопом и измеряют износ у наиболее изнашиваемых шеек.
На заводе шейки коленчатых валов обрабатывают под ремонтные размеры, отличающиеся друг от друга по диаметру на 0,5 мм. Соответственно градационные размеры установлены и для вкладышей по толщине, которая изменяется за счет основной (бронзовой части), но не фрикционного сплава.
Рис. 57. Подрезка и накатка шеек валов дизелей типа Д100 на токарном станке ДИП-500: 1-патрон-люлька; 2— люнет; 3 — головка для подрезки; 4 — суппорт; 5 — гидроусилитель; 6 — головка для накатки; 7 — кольцо градационное: 8 — втулка; 9 — люнет концевой; 10— манометр
Восстановление цилиндрической формы шеек коленчатых валов.
Перед обработкой шеек на шлифовальных станках валы очищают и проверяют магнитным седлообразным дефектоскопом (стальные) и ультразвуком (чугунные), шейка которых имеет канавку у галтели глубиной не более 0,7 мм. Затем определяют при помощи микрометра, с какими градационными размерами шеек вал поступил на завод.
Стальные валы передают на станок для шлифования шатунных, а затем и коренных шеек, а чугунные (дизель Д100) — на токарный станок для проточки и накатки галтелей, далее на шлифовальные станки для шлифования шатунных и коренных шеек.
При установке вала дизелей типа Д100 на токарный станок типа ДИП-500 предварительно на его концы надевают сменные кольца 7 (рис. 57), подобранные по диаметру градационных размеров шеек и втулки 8. Вал со сменными втулками укладывают в патрон-люльку 1 станка и концевой люнет 9 со стороны задней бабки. Поджимают конец вала центром задней бабки.
57), подобранные по диаметру градационных размеров шеек и втулки 8. Вал со сменными втулками укладывают в патрон-люльку 1 станка и концевой люнет 9 со стороны задней бабки. Поджимают конец вала центром задней бабки.
Рис. 58. Схема управления процессом проточки и накатки шеек коленчатых валов: 1— манометр 60 кГ/см2, 2 и 10— пневмогидравлические цилиндры; 3 — электропневматический вентиль включения ВР-1; 4— манометр 10 кГ/см2; 5 — регулятор давления; 6 — масленка; 7 — воздухоочиститель; 8— запорный кран; 9— 4-ходовой пневмокран; 11— маслопроводы; 12, 15 — дроссели; 13 — головка для проточки галтелей шатунных шеек; 14 — головка для проточки галтелей коренных шеек; 16 — головка для накатывания галтелей шатунных шеек; 17—головка для накатывания галтелей коренных шеек
Проточку и накатку производят одновременно у пары шеек (шатунных и коренных) устройством, устанавливаемым на суппорте 4 станка. Проточка головками 3 и накатка головками 6 ведутся при восьми оборотах вала в минуту, за 12— 15 оборотов на глубину 0,7—1,2 мм. Резцы устанавливают по длине шейки по приспособлению с ограничивающими роликами.
Резцы устанавливают по длине шейки по приспособлению с ограничивающими роликами.
Усилие накатки на каждую пару роликов, опирающихся на две противоположные галтели одной шейки, 3000 кГ, что соответствует показанию манометра 35 кГ/см2.
В процессе накатывания упрочняемая поверхность смазывается машинным маслом. Чистота поверхности после накатывания должна соответствовать не ниже 6.
Профиль обработанных галтелей проверяют шаблоном. К плите суппорта подвешен пневмогидроусилитель 5, а для подрезки и накатки шатунных шеек использовано кулисное устройство. У кулис предусмотрены разъемные скобы, в которых размещены комплекты резцов и накатных роликов. Гидроцилиндры снабжены манометром 10 для контроля давления. Все три накатных ролика имеют различный профиль. Устройство для проточки и накатки имеет полуавтоматическую схему управления, состоящую из командоаппарата (4-ходовой пневмокран), электропневматических вентилей и системы воздухопроводов и маслопроводов (рис. 58). Головки для накатки галтелей шеек показаны на рис. 59.
58). Головки для накатки галтелей шеек показаны на рис. 59.
Шейки коленчатых валов обрабатывают на шлифовальных станках типа ХШ-335 (коренные шейки) и типа 3Α428Η13 (шатунные шейки). Перемещение стола и изменение числа оборотов шлифуемого вала у станков осуществляются бесступенчато.
Микрометрическая подача шлифовальной бабки автоматическая или вручную с ценой деления 0,05 мм. Станок для шлифования шатунных шеек снабжен зажимными патронами со сменными деталями и базовыми вкладышами для обработки валов с разными радиусами кривошипа.
В качестве примера рассмотрим технологию шлифования коренных шеек нижнего коленчатого вала дизеля типа Д100. Вал (рис. 60) зачаливают за IV и IX шейки и устанавливают на станок, используя для привода поводок со стороны шейки 1, а в качестве опор — шесть люнетов. К шейкам 1 и 12 подводят люнеты на неизношенные поверхности и вал центрируют, используя центровочный шарик и щуп.
Рис. 59. Головки для накатки шеек валов
Зазор между шариком и центровой пробкой 0,05 мм. Люнеты № 2, 3, 4 и 5 не должны касаться шеек. Затем вал окончательно центрируют, используя индикаторные упоры. Размеры проверяют в вертикальной и горизонтальной плоскостях от мерительных платиков, определяя градацию шеек. Шлифуют шейку 7 предварительно без люнета № 4 при скорости вращения вала 20 об/мин до выведения выработки. Окончательно шлифуют шейку 7 с люнетом № 4 до градационного размера и чистотой поверхности V8. После окончательного шлифования на люнет кладут войлок и смазывают машинным маслом.
Люнеты № 2, 3, 4 и 5 не должны касаться шеек. Затем вал окончательно центрируют, используя индикаторные упоры. Размеры проверяют в вертикальной и горизонтальной плоскостях от мерительных платиков, определяя градацию шеек. Шлифуют шейку 7 предварительно без люнета № 4 при скорости вращения вала 20 об/мин до выведения выработки. Окончательно шлифуют шейку 7 с люнетом № 4 до градационного размера и чистотой поверхности V8. После окончательного шлифования на люнет кладут войлок и смазывают машинным маслом.
Далее шлифуют шейку 1 до размеров градации + 0,08 мм, проверяют биение шейки под антивибратор. При биении более 0,03 надевают разрезанную втулку на эту шейку, подводят под нее люнет № 1 и прошлифовывают коренную шейку 1 до размера градации при скорости вращения вала 40— 50 об/мин. Укладывают на люнет № 1 войлок, смазывают маслом и подводят к шейке 1. Проверяют положение шейки 7. Далее шлифуют шейку 12, предварительно проверив галтель шлифовального круга. Эту шейку шлифуют сначала слева, а потом справа до соответствующего размера градации. Следующей шлифуют шейку 9, сначала предварительно, а затем окончательно. В таком же порядке последовательно шлифуют шейки 5 и 3, используя для последней люнеты № 3 и № 2, а затем шейки 8, 10 и 11,2, 4 и 6.
Следующей шлифуют шейку 9, сначала предварительно, а затем окончательно. В таком же порядке последовательно шлифуют шейки 5 и 3, используя для последней люнеты № 3 и № 2, а затем шейки 8, 10 и 11,2, 4 и 6.
Рис. 60. Шлифование коренных шеек нижнего коленчатого вала дизеля типа Д100:
1—12 — коренные шейки; I—X — шатунные шейки
В процессе обработки размеры шеек проверяют микрометром в поясах. Обработанный вал должен иметь следующую характеристику: овальность и конусность шеек не более 0,02 мм, биение 5, 6 7 и 8 коренных шеек не более 0,1 мм, а для остальных не более 0,05 мм. Корсетность, бочкообразность и рифленость не допускаются. Чистота обработки шеек не ниже 8.
Шлифованный вал дизелей типа Д100 на некоторых заводах «облагораживают» стеклянной шкуркой с зерном 3 мк, закладываемой в хомуты, а затем полируют (на всех заводах) на специальном станке типа ТК401-61 конструкции ПКБ ЦТВР. Размеры шеек одного вала не должны отличаться между собой более чем на одну ремонтную градацию.
Повышение чистоты поверхности шеек коленчатого вала улучшает работу трущейся пары и увеличивает срок службы ее деталей, поэтому целесообразно применение суперфиниширования. Для коленчатых валов, отлитых из высокопрочного магниевого чугуна, оптимальный режим при использовании специального станка следующий. При 55 об/мин коленчатого вала колебания головки 650 двойных ходов/мин в течение 30—120 сек. Для предварительной обработки используют бруски К35СМ2К размерами 20 х 20 χ 74 мм и 20 х 20 х 35 мм для коренных шеек и 20 х 20 х 94 мм и 20 х 20 х 45 мм для шатунных шеек с давлением на бруски 1 кГ/см2. Окончательную обработку ведут брусками КЗМ14СМ1К с теми же размерами при 105 об/мин вала, частоте 650 двойных ходов/мин, давлении 0,3—0,5 кГ/см2. После обработки чистота поверхности шеек соответствует 10-му классу.
После механической обработки коленчатый вал устанавливают на контрольную плиту (двигатели разного типа) или на стенд типа Р9570-2151 (двигатель типа Д100), где проверяют: размеры шеек по диаметру, величину биения, овальности и конусности — микрометром, отсутствие рифлености — набором шаблонов, смазываемых краской («утюжки»), а также расхождение щек (у валов двигателей типа Д50) и ступенчатость коренных шеек при помощи оптических приборов (2Д100).
В основу оптического метода измерений положен принцип «висящей нити». Вал укладывают на две опоры (рис. 61), имеющих V-образную форму. На опорные губки укладывают плитки 3 и 4 шириной 15—20 мм, изготовленные из меди. Автоколлиматор 1 устанавливают у конца вала, а шаговый мостик 2 — на первую пару коренных шеек. Положение автоколлиматора корректируют по взаиморасположению окулярного и отраженного перекрестия. Далее шаговый мостик переставляют на следующие опоры. Одиннадцать отсчетов по горизонтальному лимбу автоколлиматора переводятся в микроны и составляется таблица. Затем вал поворачивают на 90° и производят такие же измерения и записи. По полученным данным строят графики. Большие из полученных измерений принимаются за общую кривизну вала.
Рис. 61. Схема измерения несоосности коренных шеек вала дизеля типа Д100 автоколлиматором: а — схема расположения вала на опорах и приборов; б — совмещенные отраженное и окулярное перекрестия; в — несовмещенные перекрестия; 1 — автоколлиматор; 2 — шаговый мостик; 3 и 4 — плитки медные; 5 — боковые поверхности шеек
Рис. 62. Схема правки вала наклепом щек:
a’b’ — c’d’ — положение оси коренных шеек до правки, ab—cd — положение оси коренных шеек после правки
Правка вала.
В случае искривления стального вала его правят одним из следующих способов: термическим, термомеханическим, релаксационным и механическим с наклепом. Термический способ рекомендуется при прогибах в пределах 0,5—1 мм, термомеханический — 0,7—1,3 мм, релаксационный (кольцевой нагрев) при прогибах свыше 1,3 мм, а также при прогибах, сопровождающихся значительными повреждениями поверхности вала при выходе из строя вкладышей. Способ термической правки заключается в быстром местном нагреве выпуклого участка вала, при котором нагретый слой металла вала испытывает напряжения выше предела текучести. Комбинированная термомеханическая правка отличается от термической тем, что до начала нагрева участка вала, установленного выпуклой стороной вверх, в нем заранее создают напряжения при помощи механического нажима (хомутом или траверсой).
Правка с использованием явлений релаксации напряжений заключается в том, что вал нагревают до температуры 600—650° С на участке искривления по всей окружности, а затем прогибают его при помощи нажимного приспособления в сторону, противоположную прогибу. После правки этим способом остаточные внутренние напряжения отсутствуют, что создает стабильность формы вала.
Для правки валов двигателей небольшой и средней мощности используют комбинированный способ механического нажима и поверхностного наклепа. После определения места прогиба вала на призмах его правят под прессом, доводя величину прогиба до 0,3 мм, а затем наклепом доводят ее до 0,15 мм, после чего ведут обработку шеек.
Поверхности щек справа и слева от шейки наклепывают молотком с таким расчетом, чтобы при возникающей после этого деформации щеки получалось
необходимое смещение оси вала (рис. 62). Для правки способом наклепа используют ручные молотки с шаровой головкой или чеканки.
Способы повышения износостойкости шеек коленчатых валов.

Повысить износостойкость шеек валов можно: хромированием, поверхностной электрозакалкой, закалкой после нагрева кислородно-ацетиленовым пламенем и азотированием. Валы дизелей М750 после термической обработки азотируют при температуре 490—500° С на глубину 0,15— 0,4 мм. Длительность выдержки составляет 34—35 ч, в результате чего шейки приобретают твердость не ниже НV = 600.
Первую и вторую шейки двигателей типа Д50, как наиболее изнашиваемые, покрывают молочным хромом, что повышает их износоустойчивость по сравнению с не хромированными шейками в 2—3 раза; соответственно улучшаются условия работы вкладышей, замена которых при текущем ремонте сокращается примерно в 2 раза. Шейки коленчатых валов двигателей типа Д50 хромируют по следующему технологическому процессу: а) обезводороживание в масле, нагретом до 200° С в течение 4,5 ч с последующим остыванием в этой среде до температуры помещения; б) обезжиривание авиационным бензином; в) обезжиривание в электролите двумя ступенями в течение 4 мин на катоде и 1 мин на аноде при плотности тока 7,5 а/дм2 и температуре ванны 70+5° С; г) промывка в теплой проточной воде; д) нанесение защитных покрытий на нехромируемые поверхности с применением полихлорвиниловых смол и пластикатов, кислотоупорных эмалей и цапон-лаков; е) окончательное обезжиривание венской известью с последующей промывкой холодной водой, а затем спиртом; ж) хромирование при температуре 50 — 51° С в электролите, содержащем 180 г/л хромового ангидрида и 1,8 г/л концентрированной серной кислоты; з) промывка в холодной проточной воде; и) обезводороживание по режиму пункта «а». После хромирования вал обрабатывают при помощи разъемных притиров с использованием пасты типа СУ-М20. Процесс хромирования идет по следующему циклу: предварительное декапирование, хромирование с силой тока 12 а/дм2 в течение 12—15 мин, затем с силой тока 35 а/дм2 в течение 5,5—6 ч. В результате получается слой хрома с твердостью HY = 9004- 980 толщиной 130—140 мк с мелкодисперсным подслоем.
После хромирования вал обрабатывают при помощи разъемных притиров с использованием пасты типа СУ-М20. Процесс хромирования идет по следующему циклу: предварительное декапирование, хромирование с силой тока 12 а/дм2 в течение 12—15 мин, затем с силой тока 35 а/дм2 в течение 5,5—6 ч. В результате получается слой хрома с твердостью HY = 9004- 980 толщиной 130—140 мк с мелкодисперсным подслоем.
<< Назад
Вперёд >>
Шлифовка коленчатого вала в компании Механика, территория г.Дзержинский
Коленчатый вал – деталь непростая
Коленчатые валы поражают обилием форм и размеров: плоские и пространственные, длинные и короткие, разные по размерам, весу, жесткости, и, конечно же, по числу коренных и шатунных шеек.
Коленчатый вал часто называют не просто деталью, а системой. И вполне оправданно – любое сколь-нибудь существенное воздействие (механическое или термическое) на шейку, щёку, галтель или любой другой участок вызывает реакцию всей детали, отклик. И выражается он в виде деформации тех или иных зон, грозящей вызывать биение и дисбаланс.
И выражается он в виде деформации тех или иных зон, грозящей вызывать биение и дисбаланс.
Поэтому ремонтировать коленчатый вал необходимо только профессионально, руководствуясь принципом «не навреди». Иначе – выбраковка дорогой детали.
Когда требуется шлифовка
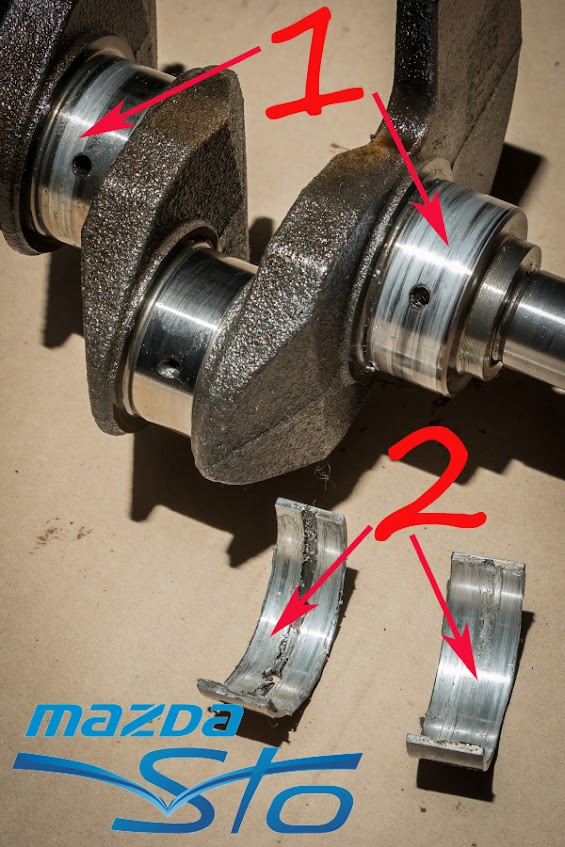
Первый признак необходимости ремонта коленчатого вала замечает водитель – это падение давления масла. Значит, подшипники скольжения скорее всего изношены и масляный клин между шейкой и стенкой вкладыша недостаточно плотный и надежный.
Помогает и взятие пробы масла из картера. Существуют методики, основанные на спектральном анализе таких проб. Если прибор показывает в масле следы меди и некоторых других цветных металлов, можно говорить о вероятном износе вкладышей.
Но окончательный диагноз ставится лишь после разборки двигателя и замеров геометрии коленчатого вала. И тогда выносится вердикт: вал требует шлифовки в ремонтный размер. Именно шлифовки в отличие от расточки блока – ведь шейки имеют закаленный слой, а такая поверхность не для резца. Приносим извинения за столь банальное уточнение, но вдруг кто-то из читателей не знаком с технологией коленчатого вала и металловедением. Знаете, в интернете всякое встречается…
Приносим извинения за столь банальное уточнение, но вдруг кто-то из читателей не знаком с технологией коленчатого вала и металловедением. Знаете, в интернете всякое встречается…
В цехах «Механики». Диагностика
(фото: диагностика состояния коленчатого вала)
Дальнейший разговор поведем, опираясь на опыт компании «Механика». Здесь принимают в ремонт любые коленчатые валы – от автомобильных (бензиновый ДВС, дизель) до громадных тепловозных.
Вал прибывает в ремонт в составе двигателя либо отдельно, если мотор уже разобран самим заказчиком. И сразу попадает на проверку. Первое, что с ним делают – замеряют износ шеек.
Вал устанавливается крайними коренными шейками на призмы. Далее мастер микрометром замеряет диаметры всех шеек в нескольких плоскостях, чтобы проверить – есть ли «эллипс»? До величины 0,01 мм его можно вытерпеть, больше – нет.
Про замеры шеек, как правило, клиенты знают. Это делают во всех мастерских. Но «Механика» выполняет еще один замер – прогиб (биение) вала. К центральной коренной шейке подводят часовой индикатор и вращают вал на призмах. Если стрелка отклоняется в пределах 0,01 мм – прекрасно. Эту «сотку» можно списать на погрешность измерений. Также необходимо проверить биение хвостовика и поверхностей сальников.
К центральной коренной шейке подводят часовой индикатор и вращают вал на призмах. Если стрелка отклоняется в пределах 0,01 мм – прекрасно. Эту «сотку» можно списать на погрешность измерений. Также необходимо проверить биение хвостовика и поверхностей сальников.
А если биение центральной коренной шейки больше «сотки»? По опыту компании, биение до 0,1 (а иногда до 0,2 мм) исправляется шлифовкой. Разумеется, с учетом особенностей данного вала.
В цехах «Механики». Шлифовка
(фото: шлифовка коленчатого вала)
Итак, вал замерен. Принято решение шлифовать шейки – в какой именно размер, зависит от их износа и наличия в каталогах производителя соответствующих вкладышей.
Правда, ухо здесь надо держать востро. В разных каталогах разных производителей вкладышей встречается различные ряды ремонтных размеров. Например, у официалов только 0,25 мм, у Кольбеншмидт (Kolbenschmidt) – 0,25 и 0,5, а у американского Глико (Glyco ) еще и 0,75 мм. Еще нюанс: присутствие вкладышей в каталоге еще не означает, что они есть в природе. Поэтому важно уточнить их фактическое наличие и лишь тогда приступать к работе.
Поэтому важно уточнить их фактическое наличие и лишь тогда приступать к работе.
Для шлифовки применяются специализированные шлифовальные станки. Главная их «изюминка» – приспособления, позволяющие смещать зажимные кулачки относительно оси станка. Это позволяет шлифовать шатунные шейки. Точность станков – 5 мкм.
Как закрепляется вал? В «Механике» рассказали, что при шлифовке коренных шеек валов легковых двигателей деталь закрепляется в центрах. При этом необходима подготовка внутренних фасок – их предварительно протачивают на токарном станке.
Когда подпираешь деталь центром, очень важно «не пережать», иначе вал в станке может деформироваться – вспомните, с чего мы начали эту статью.
Если вал «грузовой», тяжелый, его зажимают в патроне по поверхности заднего сальника, а передняя часть подпирается центром. Здесь тоже требуется подготовка фаски на токарном станке.
Что касается шатунных шеек, при их обработке вал фиксируется в патронах с обеих сторон. Разумеется, со смещением на радиус кривошипа и тщательным выставлением оси каждой шатунной шейки в ось вращения станка с помощью индикаторной стойки.
Шлифовка каждой шейки осуществляется, как правило, в два прохода. Например, если вал шлифуется в ремонтный размер 0,25 мм, то сначала снимается слой 0,15 – 0,2 мм. А потом, уже с меньшей подачей, шейка выводится в окончательный размер. Подача смазочно-охлаждающей жидкости (СОЖ) обязательна – иначе шейка перегреется.
Долго ли длится сам процесс, включая переналадку под коренные или шатунные шейки? По опыту компании, на шлифовку вала четырехцилиндрового двигателя легкового автомобиля уходит порядка 40 мин.
Но это время можно и сократить – например, если обрабатывать партию однотипных валов. В этом случае задействуются два станка – на одном шлифуют коренные шейки, на другом шатунные.
Нельзя не сказать и об инструменте – шлифовальных кругах. К ним тоже есть свои требования, и довольно жесткие. Например, биение круга должно быть менее 3-4 мкм, иначе шейка из круглой может превратиться в граненую. Этот дефект называется дроблением.
И еще. Если шейка имеет канавку для выхода круга, никакой особой подготовки инструмента не потребуется. А если ее нет? Тогда галтель будет подрезана, что недопустимо. Ведь в вале появится опасный концентратор напряжений, резко снижающий усталостную прочность детали.
А если ее нет? Тогда галтель будет подрезана, что недопустимо. Ведь в вале появится опасный концентратор напряжений, резко снижающий усталостную прочность детали.
В этом случае шлифовальный круг заправляется специальным алмазным инструментом таки образом, чтобы радиус закругления края был равен радиусу галтели. И тогда шлифовка станет для вала безопасной.
И завершает процесс ремонта полировка шеек. Она не только убирает микронеровности, повышая качество поверхности, но и уничтожает заусенцы в на масляных отверстиях на шейках.
После работ необходимо очистить все масляные каналы от технологической грязи после шлифовки и полировки.
В цехах «Механики». Несколько подробностей
Выходной контроль при передаче отремонтированного вала заказчику – процедура обязательная. Проверка размеров и формы шлифованных шеек – это само собой. А еще вал устанавливается на призмы и проверяется с помощью индикатора на биение. Если уложились в «сотку», прекрасно, деталь можно смело ставить в двигатель.
Правда, и здесь есть свои нюансы. Вал по разным плоскостям имеет не равную жесткость. Тяжелый вал может прогнуться и от собственного веса. Поэтому в ряде случаев допускается прогиб равный монтажному зазору.
Есть еще один подводный камень – состояние посадочного места для подшипника первичного вала коробки. Многие мастерские пренебрегают его проверкой и получают претензии: вы сделали мотор, сделали коробку, почему же коробка выходит из строя?
Загадка в следующем. Гнездо для подшипника может иметь биение. Вина ли это завода или предыдущего некачественного ремонта, неважно. Важно этот дефект устранить. Мастер разворачивает индикаторную стойку, упирает щуп во внутреннюю стенку гнезда и вращает вал. Ага, биение есть.
Вал ставят в токарный станок, базируясь по коренной шейке, и протачивают бьющее отверстие на 2 мм «в плюс». Затем запрессовывают в него стальную втулку и протачивают посадочное место под подшипник первичного вала. Все – теперь подшипник сосен с шейкой, и приключений с коробкой не будет.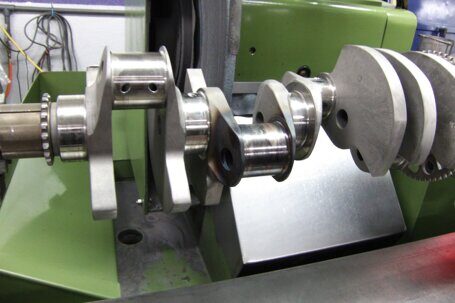
Подробности можно приводить еще и еще, но, как говорил Козьма Прутков, нельзя объять необъятное. Поэтому резюмируем: используя отличное знание коленчатых валов, применяя индивидуальный подход к каждому случаю, базируясь на современных технологиях и станочном парке, компания неизменно обеспечивает высокое качество ремонта.
И еще. Качество и опыт – вещи неразделимые. Об опыте «Механики» свидетельствует такая история. Однажды, еще в 90-х (так ли уж важна точная дата?) компанию посетили представители известной фирмы Кольбеншмидт. И среди прочего поинтересовались: а сколько валов вы делаете в своем цехе? Где-то штук пятнадцать, ответили в «Механике». В неделю, уточнили немцы? В день, пояснили в «Механике». Надо было видеть глаза гостей.
И в заключение рекомендуем к просмотру ролики. В них руководитель «Механики» Д.Н. Даньшов рассказывает о тонкостях шлифовальных технологий.
Автор: Юрий Буцкий, к.т.н.
Ремонт коленчатых валов
Краткая характеристика деталей коленчатых валов.
Коленчатые валы изготавливаются ковкой или штамповкой из углеродистой хромистой, хромоникелевой стали или отливкой из специального модифицированного чугуна с тщательной последующей механической и термической обработкой с допустимой овальностью и конусностью шеек не более 0,015 мм и с закалкой шеек токами высокой частоты на глубину 1,5 … 5 мм.
Шатунные и коренные подшипники изготавливаются в виде взаимозаменяемых вкладышей из стальной ленты, внутренняя часть которой покрыта слоем антифрикционного материала (толщиной 0,4…0,7мм), представляющего собой сплав алюминия с добавками сурьмы и магния (АСМ) или с добавками олова и меди (АО-20).
Вкладыши покрывают тонким слоем олова, что ускоряет их приработку и улучшает прилегание к постели внешней поверхности. Для ускорения приработки вкладыши устанавливаются в головку шатуна или в постель коренного подшипника с натягом.
Основные показатели технической характеристики кривошипно-шатунных механизмов.
|
Показатель
|
Марка двигателя
| |||
|
Д-65М,
Д-65Н
|
Д-240
|
А-41
|
СМД-60
| |
|
Число коренных опор
Зазор в коренных подшипниках, мм
Нормальный
Зазор в шатунных подшипниках
Нормальный осевой зазор нижней головки шатуна,
мм
Антифрикционный сплав вкладышей коренных подшипников
Способ ограничения осевого смещения коленчатого вала
Осевое смещение коленчатого вала,
мм.
|
5
0,070..0,135
0,065..0,120
0,25…0,47
АСМ
Опорными буртами 5-го коренного подшипника.
0,15…0,31
|
5
0,070..0,134
0,065..0,123
0,25..0,47
АСМ
Опорными буртами 5-го коренного подшипника.
0,15…0,31
|
5
0,116..0,180
0,096..0,160
0,15…0,54
АСМ
Полукольцами, залитыми свинцовистой бронзой и установленными у 5-го коренного подшипника
0,095…0,335
|
4
0,100..0,156
0,090..0,146
0,35…0,66
АСМ
Полукольцами, залитыми АСМ и установленными у 4-го коренного подшипника
0,125…0,345
|

Дефектовка.
Контролируемые параметры коленчатых валов и применяемые контрольно-измерительные приборы и приспособления.
|
Контролируемый параметр и дефект
|
Допустимые без ремонта
значения параметров
|
Приспособления,
приборы.
| |||||
|
Марка двигателя
| |||||||
|
Д-65Н
|
Д-240
|
А-41
|
СМД-60
| ||||
|
1
|
2
|
3
|
4
|
5
|
6
| ||
|
Диаметры коренных и шатунных шеек;
Овальность и конусообразность шеек;
1
|
В соответствии с нормальным или ремонтным размером (см.
|
Микрометр
МК-100-1
МК-125-1
МК-150-1
6
| |||||
|
0,015
2
|
0,010
3
|
0,020
4
|
0,015
5
| ||||
|
Диаметр посадоч-ного места:
под распределительную шестерню,
под шкив,
под шестерню привода масляного
насоса.
|
48,00
44,89
—
|
38,00
34,89
37,93
|
59,92
59,88
59,92
|
71,00
1,5*
70,00
|
Микрометр
МК-100-1
МК-125-1
МК-150-1
| ||
|
Диаметр фланца под маховик
|
144,94
|
99,96
|
139,90
|
106,00
|
Микрометр
МК-100-1
МК-125-1
МК-150-1
| ||
|
Диаметр отверстия под подшипник вала муфты сцепления
|
—
|
—
|
52,05
|
52,05
|
Нутромер индикаторный
модель 109,
модель 154
| ||
|
Длина установочной коренной шейки
|
60+0,10
5-я
шейка
|
45+0,10
5-я
шейка
|
—
|
50+0,10
4-я
шейка
|
Нутромер индикаторный модель 154
| ||
|
Ширина шпоночных пазов
|
8,02
6,02
|
6,02
|
—
|
10,02
8,02
5,02
|
Шаблоны шпоночные
8154-0069 ПШ
8154-0073 ПШ
| ||
|
Диаметр отверстий под штифты крепления маховика
|
14,03
|
13,98
|
15,98
|
12,02
|
Нутромеры индикаторные модель 105
модель 109
| ||
|
Биение относительно общей оси:
коренных шеек;
поверхности под шкив,
торца фланца на крайних точках
|
0,06
0,04
—
|
0,06
0,04
0,04
|
0,04
0,03
—
|
0,03
—
0,02
|
Приспособление индикаторное для контроля в центрах
70-8735-1022
| ||
 раздел«Восстановление»)
раздел«Восстановление»)|
1
|
2
|
3
|
4
|
5
|
6
|
|
Биение относительно оси:
крайних коренных шеек:
средних коренных шеек,
поверхности под шестерню,
поверхности под шкив,
поверхности фланца под маховик, торца фланца на крайних точках
|
0,03
0,03
0,04
—
—
|
0,03
—
0,04
0,04
0,04
|
0,02
0,03
0,03
—
—
|
0,02
0,03
—
—
0,02
|
Приспособление индикаторное для комплексного контроля на призмах
70-8735-1021
|
|
Радиус кривошипа
|
65±0,10,3
|
62,5±
±0,04
|
70±0,05
|
57,50,06
|
Приспособление индикаторное
70-8734-1010
|
Примечание: * Утопание торца конуса коленчатого вала при замере калибром.
Восстановление.
Диаметры коренных шеек коленчатого вала, мм.
|
Марка двигателя
|
Производственные размеры
|
Ремонтные размеры
| ||||||||
|
Маркировка
| ||||||||||
|
1Н
|
2Н
|
Д1
|
Р1
|
Д2
|
Р2
|
Д3
|
Р3
|
Д4
|
Р4
| |
|
СМД-60
А-41
Д-240Л
Д-65М
|
92,25
105
75,25
85,25
|
92-0,015
104,75
75-0,095
85-0,100
|
91,75
—
74,75
84,75
|
91,50
104,5
74,50
84,50
|
91,25
—
74,25
84,25
|
91,0
104,2
74,00
84,00
|
90,75
—
73,75
83,75
|
90,
104,
0
73,50
83,50
|
90,25
—
73,25
83,25
|
90,0
103,
7
73,00
83,00
|
Д1, Д2, Д3, Д4 – первый, второй, третий, четвертый промежуточные размеры, установленные технической документацией на ремонт. Под шейки
Под шейки
этих размеров ремонтное предприятие изготавливает вкладыши путем переточки вкладышей, бывших в эксплуатации.
Р1, Р2, Р3, Р4 — первый, второй, третий, четвертый ремонтные размеры, установленные зводом-изготовителем. Под шейки этих размеров завод поставляет вкладыши ремонтных размеров.
Диаметры шатунных шеек коленчатого вала, мм.
|
Марка двигателя
|
Произв. размеры
|
Ремонтные размеры
| ||||
|
маркировка
| ||||||
|
1Н
|
2Н
|
Р1
|
Р2
|
Р3
|
Р4
| |
|
СМД-60
А-41
Д-240Л
Д-65М
|
85,25
85,00
68,25
75,25
|
85-0,015
84,75
68-0,090
75-0,095
|
84,50
84,50
67,50
74,25
|
84,00
84,25
67,00
73,50
|
83,50
84,00
66,50
72,75
|
83,00
83,75
66,00
72,00
|
Для шатунных шеек, так же как и для коренных, существуют промежуточные ремонтные размеры.
|
Рис. 1. Контроль вкладыша
|
Вкладыши по толщине дефектуют многопозиционной скобой — гребенкой. Проходные пояски позволяют определить размерную группу вкладыша, а непроходные — пригодность вкладыша к дальнейшей работе.
Ремонт коленчатых валов — 5.0 out of
5
based on
2 votes
Дополнительные материалы:
Учебные материалы
Для преподавателей
Работы студентов
Справочная и техническая литература
Статьи по темам
- Механизмы и технологи
 org/ListItem»>
org/ListItem»>
Ремонт машин и оборудования- Ремонт коленчатых валов
Save the Crank — Коленчатый вал Огайо
Гоночный коленчатый вал не обязательно является одноразовым компонентом — Как показано в журнале Drag Racing Scene .
Гоночные шатуны соответствуют самым жестким допускам. Как правило, обработанные поверхности современных гоночных коленчатых валов имеют допуск 0,0003 дюйма (или лучше) прямо из коробки производителя. Эти точные допуски на шлифование обеспечивают отличные несущие поверхности, что увеличивает срок службы кривошипа и подшипниковых поверхностей при массивной скручивающей нагрузке, которую они испытывают в гонках.
В мире дрэг-рейсинга напряжение, воздействующее на коленчатый вал, невероятно велико при преобразовании радиальных усилий от поршня и штока во вращательное движение коленчатого вала. Лучшие материалы и допуски на обработку в компонентах вашего двигателя ведут войну со злоупотреблениями, связанными с высокими оборотами, сцеплениями, гидротрансформаторами и пусковыми механизмами. Список сценариев ненависти к коленчатому валу можно продолжать и продолжать.
Лучшие материалы и допуски на обработку в компонентах вашего двигателя ведут войну со злоупотреблениями, связанными с высокими оборотами, сцеплениями, гидротрансформаторами и пусковыми механизмами. Список сценариев ненависти к коленчатому валу можно продолжать и продолжать.
Станция правки многократно используется в процессе ремонта, чтобы убедиться, что сварка и механическая обработка не изменяют коленчатый вал. Благодаря опыту персонала все должно быть в точности по размеру без чрезмерной корректировки во время операции гидравлической правки.
Выход из строя шатунного или опорного подшипника является наиболее распространенной бедой в мучительной нижней части гоночного двигателя. Другие распространенные неисправности включают область упорного подшипника, обычно расположенную на задней шейке блока. Сам коленчатый вал может быть поврежден без выхода подшипника из строя. Общий износ поверхностей коленчатого вала может выйти за пределы допустимых размеров, могут иметь место трещины или изгибы.
Отремонтированный коленчатый вал затем обрабатывается и повторно шлифуется на том же высокотехнологичном оборудовании, которое используется для создания новых линеек продукции компании Ohio Crankshaft.
Прежде чем вы отправитесь и выбросите этот поврежденный коленчатый вал за высокую цену в кучу металлолома, есть очень эффективные методы ремонта для этих описанных сценариев. Конечно, самый простой ремонт — перешлифовать типичный шток и коренную шейку на меньший диаметр, устранив таким образом повреждение.
Несмотря на то, что подшипники легко доступны для компенсации уменьшенного диаметра шейки коленчатого вала после «переточки», многие спорят о прочности коленчатого вала после типичной очистки 0,010/0,010. Мы сохраним этот спор для другой технической статьи.
На заключительном участке снова проверяется каждый размерный допуск по всему коленчатому валу, а затем каждая обработанная поверхность полируется в соответствии со спецификацией.
Процессы предварительного и последующего нагрева различаются в зависимости от марки и материала кривошипа в нескольких печах Ohio Crank. Каждая рукоятка обрабатывается по-разному для достижения наилучшего результата.
Каждая рукоятка обрабатывается по-разному для достижения наилучшего результата.
В процессе дуговой сварки под флюсом используется гранулированный флюс, который обтекает активный шов. Это пример очень популярного варианта ремонта коленчатого вала, когда упорный фланец изнашивается из-за проблем с трансмиссией или сцеплением/гидротрансформатором. Затем этот фланец можно приварить и повторно обработать до нужных размеров.
Есть авторитетные специалисты по коленчатым валам, такие как Ohio Crankshaft, у которых есть навыки и оборудование для ремонта ваших дорогих коленчатых валов, поэтому они живут, чтобы сражаться в другой день. Компания Ohio Crankshaft не только имеет в наличии более 1200 коленчатых валов для автоспорта и хот-родов, но также проверяет и ремонтирует сотни коленчатых валов в год. Их репутация в области ремонта шатунов варьируется от автоспорта до крупногабаритных шатунов для сельского хозяйства и промышленности. Многие ведущие автореставраторы также полагаются на Ohio Crankshaft, чтобы возродить незаменимые старинные коленчатые валы.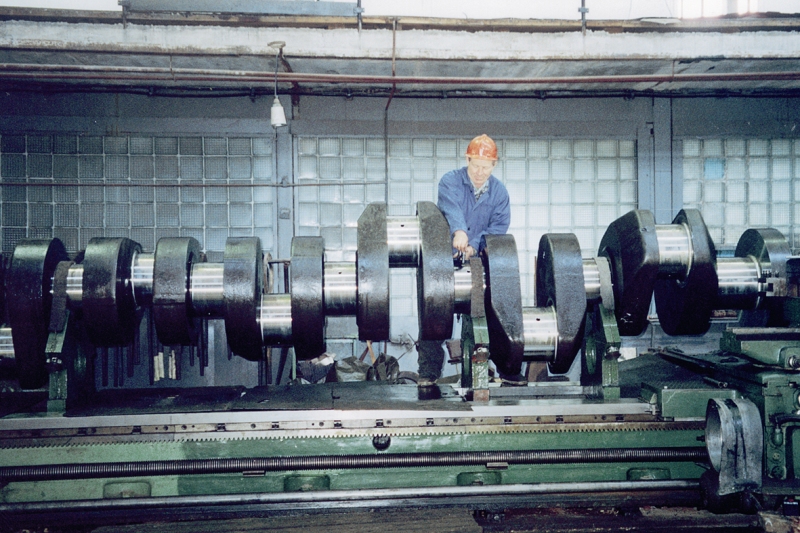
«Гоночные коленчатые валы достаточно просты, когда речь идет о материалах и используемых процессах закалки», — объясняет Стэн Рэй, владелец компании Ohio Crankshaft. «Мы также ремонтируем коленчатые валы, начиная от огромных воздушных компрессоров и заканчивая кривошипами авиационных двигателей Allison длиной 7 1/2 футов и самолетами WWII. Некоторые из этих ремонтов усложняются уникальными материалами и процессами закалки. За прошедшие годы мы освоили множество процессов сварки и термообработки для множества различных материалов кривошипа».
Гранулированный флюс не только создает защитный газ для защиты сварочной дуги от примесей из воздуха, но и образует шлак расплавленного флюса, окружающий сварной шов по мере его охлаждения. он также предотвращает повреждение других участков коленчатого вала брызгами сварки.
Рэй рекомендует первым шагом при ремонте коленчатого вала провести анализ поврежденного узла.
«Мы всегда рекомендуем покупателю позвонить нам, чтобы подробно описать, какой у него коленчатый вал и какие общие повреждения он имеет, прежде чем тратить доллары на доставку», — продолжает Рэй. «Хотя мы можем успешно устранить некоторые довольно серьезные повреждения, мы просто ненавидим, когда кто-то тратит деньги, чтобы отправить нам кривошип, который не подлежит ремонту. Что еще более важно, мы обычно можем узнать, какой у них коленчатый вал, вместе с описанием повреждений и определить, можем ли мы его отремонтировать. Современные цифровые фотографии и электронная почта также могут помочь нам в диагностике ремонта».
«Хотя мы можем успешно устранить некоторые довольно серьезные повреждения, мы просто ненавидим, когда кто-то тратит деньги, чтобы отправить нам кривошип, который не подлежит ремонту. Что еще более важно, мы обычно можем узнать, какой у них коленчатый вал, вместе с описанием повреждений и определить, можем ли мы его отремонтировать. Современные цифровые фотографии и электронная почта также могут помочь нам в диагностике ремонта».
По прибытии кривошип подвергается тщательной проверке с помощью магнитопорошкового тестирования, широко известного как процесс «Magnaflux». Кольцо электрического тока создает вокруг коленчатого вала магнитное поле. Жидкий раствор, содержащий мелкий порошок железа, течет по коленчатому валу. Трещина в металле нарушит магнитное поле, таким образом, смесь жидкости и металла сконцентрируется в трещине. Ультрафиолетовый черный свет четко освещает любые трещины, обычно невидимые невооруженным глазом.
Мы следили за Рэем Дарнером в процессе ремонта. Дарнер имеет более чем 30-летний опыт шлифовки и ремонта коленчатых валов в штате Огайо.
«Весь процесс ремонта основан на знании того, какой процесс лучше всего подходит для каждого ремонтируемого кривошипа», — говорит нам Дарнер. «При каждом ремонте учитываются разные сварочные проволоки, тепло и скорость сварки».
Завершенный сварной шов показывает тщательную сварку как опорной поверхности, так и закругленных углов. Обратите внимание на тепловое окрашивание кривошипа вокруг сварного шва.
Перед процессом сварки свариваемые поверхности коленчатого вала слегка шлифуют, чтобы удалить любые посторонние материалы, такие как материал подшипников, застрявшие в кривошипе. Шатунные шейки также могут быть некруглыми на поврежденных поверхностях, так что это также обеспечивает ровную шейку для сварки.
На сварочной станции Ohio Crankshaft используется оборудование для сварки под флюсом, которое считается наиболее эффективным способом обеспечения надлежащего проникновения наростов материала для повторной обработки. Этот процесс сварки позволяет флюсу, подаваемому самотеком, полностью покрывать точку дуги сварочного аппарата MIG с высокой силой тока. Как и в любом процессе сварки, флюс создает газ, который защищает сварочную дугу от примесей в обычном воздухе, которым мы дышим.
Как и в любом процессе сварки, флюс создает газ, который защищает сварочную дугу от примесей в обычном воздухе, которым мы дышим.
Сварочный аппарат устроен аналогично шлифовальному станку. Если шатунная шейка, которая вращается за пределами осевой линии коленчатого вала, требует сварки, сварочный аппарат запрограммирован на перемещение с ходом штока, чтобы сохранить точное расстояние между наконечником сварочного аппарата и движением шейки.
Ярким примером рентабельного ремонта кривошипа является этот узел, у которого были повреждены коренная и шатунная шейки. Материал подшипника, который вы видите в кривошипе, будет удален перед сваркой, так как он загрязнит процесс сварки.
Металлический жидкий раствор пропитывает коленчатый вал, а проверяемые участки освещаются черным ультрафиолетовым светом. Электрическое поле разрушается вокруг любых трещин, что концентрирует мелкие частицы металла, делая видимыми любые трещины, невидимые невооруженным глазом (стрелка).
«Мы уделяем пристальное внимание прямолинейности кривошипа на протяжении всего процесса ремонта», — описывает Дарнер. «С самого начала и на всех этапах сварки и переточки мы следим за тем, чтобы кривошип оставался прямолинейным. Мы также уделяем очень пристальное внимание ремонту радиуса на каждой стороне шейки в соответствии со спецификациями. В этой части процесса ремонта опыт окупается. Провар между поверхностью цапфы и закругленными концами может быть разным. Знание различных марок и материала каждого кривошипа окупается».
«С самого начала и на всех этапах сварки и переточки мы следим за тем, чтобы кривошип оставался прямолинейным. Мы также уделяем очень пристальное внимание ремонту радиуса на каждой стороне шейки в соответствии со спецификациями. В этой части процесса ремонта опыт окупается. Провар между поверхностью цапфы и закругленными концами может быть разным. Знание различных марок и материала каждого кривошипа окупается».
Эта рукоятка тщательно приспособлена для сварки. Сварочная горелка тщательно запрограммирована так, чтобы следовать за ходом и размером шейки стержневой шейки, в то время как кривошип вращается с точной скоростью вращения.
Процесс выпрямления не совсем высокотехнологичен, но грамотный процесс выпрямления больше похож на искусство, чем на науку. Станция гидравлического кривошипного пресса стратегически расположена между сварочной и шлифовальной станциями внутри предприятия по производству коленчатых валов в Огайо. Эта станция заполнена приспособлениями и несколькими циферблатными индикаторами, которые контролируют множество точек по длине кривошипа. Гидравлическое давление подается, чтобы «согнуть» кривошип до надлежащих допусков.
Гидравлическое давление подается, чтобы «согнуть» кривошип до надлежащих допусков.
«Здесь опыт окупается», — улыбается Дарнер. «Мы знаем, сколько встречного изгиба необходимо для любого данного кривошипа, и ожидаем, что он вернет надлежащий допуск. Это похоже на выпечку печенья; вы просто получаете опыт в том, что нужно между 5140, 4340 или заводной рукояткой, чтобы вернуть ее в прямое положение одним выстрелом, не заходя слишком далеко.
Станция правки многократно используется в процессе ремонта, чтобы убедиться, что сварка и механическая обработка не изменяют коленчатый вал. Благодаря опыту персонала все должно быть в точности по размеру без чрезмерной корректировки во время операции гидравлической правки.
Магнитопорошковое испытание, широко известное как «Magnafluxing», происходит, когда кольцо электрического тока создает магнитное поле вокруг коленчатого вала или любого другого металлического компонента двигателя, требующего проверки на наличие трещин.
«Наш опыт включает в себя любой нагрев коленчатого вала, необходимый до и/или после процесса ремонта», — отмечает Дарнер. «В зависимости от материала коленчатого вала и того, какую термообработку он прошел в качестве нового продукта, мы следим за любым временем до или после печи, чтобы сохранить прочность, которую он получил от своего производителя».
«В зависимости от материала коленчатого вала и того, какую термообработку он прошел в качестве нового продукта, мы следим за любым временем до или после печи, чтобы сохранить прочность, которую он получил от своего производителя».
Большое внимание уделяется начальной точке между шлифовальным станком и свариваемой поверхностью, чтобы не быть слишком агрессивным или не подвергать ненужному нагреву область сварки, но кривошипная сварка и ремонт становятся более жизнеспособным вариантом, когда дело доходит до ремонта поврежденного двигатель, чтобы вернуться на полосу, не нарушая банк.
Промышленный ремонт коленчатого вала в Хьюстоне, Промышленный ремонт коленчатого вала
Знаете ли вы, что промышленный ремонт коленчатого вала в Хьюстоне — это то, в чем Fusion, Inc. выделяется? Возможно, вы ищете механическую мастерскую, в которой есть возможности для ремонта коленчатого вала. Но также имеет возможности обработки промышленных покрытий для защиты вашего оборудования. В любом случае, Fusion, Inc. всегда готова помочь вам.
В любом случае, Fusion, Inc. всегда готова помочь вам.
С момента основания в 1959 году мы специализируемся на механической обработке, покрытии, шлифовке и чистовой обработке вращающихся и возвратно-поступательных компонентов. Благодаря нашему общему опыту более 100 лет, мы предоставим вам услуги самого высокого качества. Вы можете посетить наш веб-сайт https://www.fusionhouston.com/, чтобы ознакомиться с полным списком услуг, которые мы можем предложить. Или позвоните нашей команде экспертов сегодня по телефону 713-691-6547, чтобы узнать, как мы можем помочь вам отремонтировать коленчатый вал.
Знаете ли вы, что в Fusion, Inc. мы занимаемся не только промышленным ремонтом коленчатых валов, но и покрытиями двойной дуги, сжиганием, HVOF , вместе с плазменными покрытиями? У нас также есть знания и опыт для обслуживания роторов забойных двигателей, главного вала и компонентов ветряных турбин, а также газовых паровых турбин. Когда даже заводской конусомер устанавливает. Если вам нужны эти возможности или услуги, свяжитесь с Fusion, Inc. сегодня. У нас есть опыт, чтобы действительно изменить ваше оборудование.
Когда даже заводской конусомер устанавливает. Если вам нужны эти возможности или услуги, свяжитесь с Fusion, Inc. сегодня. У нас есть опыт, чтобы действительно изменить ваше оборудование.
Ремонт промышленных коленчатых валов
У вас есть коленчатый вал, который нуждается в восстановлении или ремонте? Если это так, Fusion, Inc. здесь, чтобы помочь вам. Мы ремонтируем промышленные коленчатые валы со следующими характеристиками: центральная мощность 37 футов, поворотная способность 96 дюймов, грузоподъемность 80 000 фунтов, центр машины и максимальный ход 20 дюймов.
Если вам нужен лучший ремонт коленчатого вала, свяжитесь с Fusion, Inc. сегодня. Мы имеем 59-летний опыт обслуживания и ремонта коленчатых валов. Мы предоставим лучшие услуги, чтобы любой коленчатый вал снова работал как новый. Все, что вам нужно сделать, это позвонить нашей команде экспертов сегодня по телефону 713-691-6547 и дайте нам знать, как мы можем вам помочь. Вы также можете посетить наш веб-сайт по адресу https://www. fusionhouston.com/, чтобы ознакомиться с полным списком услуг, которые мы можем предложить.
fusionhouston.com/, чтобы ознакомиться с полным списком услуг, которые мы можем предложить.
Промышленная обработка и шлифовка
Помимо ремонта коленчатых валов, Fusion, Inc. также предоставляет услуги по механической обработке и шлифовке вашего оборудования. Предоставление возможности восстановить компонент до исходного или улучшенного состояния. Специалисты компании Fusion, Inc. могут выполнять шлифовку пользовательских диаметров до 9 мм.Качание 6 дюймов, расстояние между центрами 37 футов. Наряду со шлифованием внутреннего диаметра до 60 дюймов и глубиной 60 дюймов. Они также могут обрабатывать до 82 дюймов в диаметре и 26,5 футов между центрами.
У нас также есть возможность производить переупаковку и новые компоненты по образцу или распечатке. Наши станки и шлифовальное оборудование состоят из токарных станков, плоскошлифовальных станков, шлифовальных станков с наружным и внутренним диаметром, конусных шлифовальных, правильных, горизонтальных и вертикальных фрезерных станков, сверлильных станков, хонингования по внешнему и внутреннему диаметру, а также гидравлического пресса.
Если вы ищете компанию по ремонту промышленных коленчатых валов , Хьюстон , которая может удовлетворить все ваши потребности в покрытии, ремонте, шлифовке и механической обработке. Позвоните в Fusion, Inc. сегодня по телефону 713-691-6547 или посетите сайт https://www.fusionhouston.com/. Мы собрали команду, которая действительно знает, как ремонтировать и обрабатывать оборудование, чтобы оно снова работало как новое. Наша команда профессионалов всегда готова ответить на любые ваши вопросы. Посмотрите, как наша команда может изменить срок службы вашего оборудования.
Плазменные покрытия
Здесь, в Fusion, Inc., у нас есть возможность работать с покрытиями HVOF, двухдуговыми покрытиями, покрытиями проволоки для горения, а также с плазменными покрытиями. Вы тот, кто заинтересован в том, чтобы плазменное покрытие приклеилось к вашему оборудованию? Во время процесса плазменного напыления между анодом (соплом) и катодом (электродом) зажигается высокочастотная дуга. Технологические газы, протекающие между ними, ионизируются, превращаясь в шлейф горячего плазменного газа. Когда материал покрытия проходит через газовый шлейф, он плавится и продвигается к подложке, образующей покрытие.
Технологические газы, протекающие между ними, ионизируются, превращаясь в шлейф горячего плазменного газа. Когда материал покрытия проходит через газовый шлейф, он плавится и продвигается к подложке, образующей покрытие.
Существует много преимуществ распыления в плазме, таких как:
- Сопротивление износа, коррозии, изарации, нагрева, окисления и электричества.
- Отсутствие искажений, так как подложка не нагревается выше 250°F.
- Связки могут быть механическими, полуплавкими или металлургическими.
- Отдельно стоящие детали могут быть изготовлены из покрытий с плазменным напылением путем напыления на съемную подложку.
- Количество покрытий неограничено.
- Можно распылять металлы, керамику, металлокерамику и огнеупорные материалы.
Благодаря нашему обширному опыту в области плазменных покрытий и других покрытий, компания Fusion, Inc. может помочь вам на любом этапе нанесения покрытий на оборудование. Позвоните нам сегодня по телефону 713-691-6547, чтобы запросить информацию о конкретных покрытиях, которые вас интересуют. Вы также можете посетить наш веб-сайт по адресу https://www.fusionhouston.com/, чтобы узнать, какую пользу мы можем принести вам уже сегодня.
может помочь вам на любом этапе нанесения покрытий на оборудование. Позвоните нам сегодня по телефону 713-691-6547, чтобы запросить информацию о конкретных покрытиях, которые вас интересуют. Вы также можете посетить наш веб-сайт по адресу https://www.fusionhouston.com/, чтобы узнать, какую пользу мы можем принести вам уже сегодня.
Свяжитесь с Fusion, Inc. сегодня!
Когда вы ищете лучший ремонт промышленного коленчатого вала Houston , вы можете довериться профессионалам Fusion, Inc., чтобы помочь вам. Хьюстон доверяет нам последние 59 лет, потому что мы гордимся качеством обслуживания, которое мы предоставляем нашим клиентам. Скажем прямо, оборудование дорогое. Вот почему мы работаем, чтобы ваше оборудование снова работало как новое. Наша команда экспертов готова помочь вам сегодня. Начните получать необходимую помощь, набрав 713-691-6547. Или посетите наш веб-сайт https://www.fusionhouston.com/, чтобы узнать, чем мы занимаемся!
Интересные факты о Хьюстоне Техас
- Хьюстон — четвертый по величине город в США и самый большой город на юге США.
- Хьюстон получил официальное прозвище «Космический город» в 1967 году, потому что в нем находится Космический центр Линдона Б. Джонсона НАСА.
- Город известен во всем мире своей энергетической промышленностью, особенно нефтью и природным газом, а также биомедицинскими исследованиями и аэронавтикой.
- Чтобы узнать больше о Хьюстоне, нажмите здесь.
Отжиг коленчатого вала – ремонт, альтернативный замене
Ремонт вместо замены коленчатого вала может быть жизнеспособной и привлекательной альтернативой, обеспечивающей существенную экономию. Это Gard Insight рассматривает то, что задействовано, и его преимущества.
ПОНИМАНИЕ
15 МАРТА 2016
ТАКЖЕ ДОСТУПНО В
ЯПОНСКИЙ/和訳 (PDF)
Пример
Шестицилиндровый среднеоборотный двигатель с поврежденной шатунной шейкой, имеющим небольшой изгиб и твердостью около 700 HB (шкала Бринелля), был забракован изготовителем двигателя. Тем не менее, судовладелец и его страховщик рассмотрели возможность ремонта и решили продолжить. Коленчатый вал сначала подвергли механической обработке для оценки его состояния, а затем применили уникальный метод ремонта, который позволил повторно использовать коленчатый вал, сэкономив значительное количество времени и денег.
Тем не менее, судовладелец и его страховщик рассмотрели возможность ремонта и решили продолжить. Коленчатый вал сначала подвергли механической обработке для оценки его состояния, а затем применили уникальный метод ремонта, который позволил повторно использовать коленчатый вал, сэкономив значительное количество времени и денег.
Введение
В 2012 году компания Germanischer Lloyd предоставила Goltens, специализированной компании по обслуживанию и ремонту двигателей, одобрение класса на уникальный процесс отжига на борту для ремонта поврежденных коленчатых валов. Это ведущий поставщик в этой области, и он применил эту технику почти к 200 сильно поврежденным коленчатым валам по всему миру, избегая брака, экономя дорогостоящие затраты на замену и значительно сокращая потери на аренду и затраты на оплату труда.
Что такое отжиг?
Отжиг — это процесс термической обработки для удаления твердости и напряжений в металле и повышения его пластичности. Твердость является мерой устойчивости твердого вещества к необратимому изменению формы под действием силы. Пластичность — это способность материала деформироваться под нагрузкой.
Твердость является мерой устойчивости твердого вещества к необратимому изменению формы под действием силы. Пластичность — это способность материала деформироваться под нагрузкой.
На молекулярном уровне, когда такой металл, как сталь, быстро остывает, его кристаллические зерна трансформируются в линзовидную (чечевицу/линзу) форму. Это приводит к тому, что металл становится более твердым и хрупким в процессе. Нагрев металла до соответствующей температуры вызывает гомогенный рост новых кристаллов. Чем больше тепла прикладывается к металлу, тем больше увеличивается его пластичность и уменьшается твердость.
Коленчатый вал в заводском состоянии | Коленчатый вал в заводском состоянии имеет твердость 250-350 HB. Его зернистая структура однородна и обеспечивает желаемую прочность, жесткость, устойчивость к износу, коррозии и ударам. |
При выходе из строя подшипника коленчатый вал поглощает много тепла. Когда двигатель останавливается, неконтролируемое охлаждение может привести к образованию участков повышенной твердости от 600 до 700 HB и более. Зернистая структура стали становится неравномерной и очень восприимчивой к растрескиванию и возможному сдвигу.
Когда двигатель останавливается, неконтролируемое охлаждение может привести к образованию участков повышенной твердости от 600 до 700 HB и более. Зернистая структура стали становится неравномерной и очень восприимчивой к растрескиванию и возможному сдвигу.
Поврежден коленчатый вал | Процесс ремонта начинается с обработки поверхности шейки коленчатого вала без трещин и составления карты твердости для записи уровней твердости и определения мест для отжига. |
Отжиг коленчатого вала | Сняты коренные подшипники и маховик для предотвращения повреждений в процессе нагрева, установлены керамические плитки, контрольные термопары и контрольное оборудование, цапфа изолирована. |
Коленчатый вал нагревают до температуры отжига, в ходе которой молекулы стали рекристаллизуются до состояния, соответствующего их исходной пластичности и твердости. Затем коленчатый вал охлаждают до температуры окружающей среды с тщательно контролируемой скоростью, контролируемой компьютером, и удаляют оборудование для отжига.
Затем коленчатый вал охлаждают до температуры окружающей среды с тщательно контролируемой скоростью, контролируемой компьютером, и удаляют оборудование для отжига.
| В завершение поверхность очищают и проводят измерения твердости и испытания на трещины, чтобы убедиться, что отжиг восстановил вал до приемлемого уровня твердости. Затем коленчатый вал подвергается механической обработке до окончательного диаметра и шероховатости поверхности для корабля 9.0229 | После отжига |
Отжиг не зависит от производителя и может применяться к любому коленчатому валу.
Может ли отжиг спасти любой коленчатый вал с чрезмерной твердостью?
Отжиг не может спасти коленчатые валы в случаях, когда поверхностные трещины простираются ниже минимального номинального диаметра вала. Кроме того, твердость, вызванная травмой, часто приводит к изгибу коленчатого вала. Обычно он возвращался к своей естественной форме после отжига или дополнительной обработки и холодного упрочнения (механической обработки поверхности). Однако в редких случаях, когда коленчатый вал не может быть выпрямлен в пределах допусков производителя, вал подлежит браковке.
Обычно он возвращался к своей естественной форме после отжига или дополнительной обработки и холодного упрочнения (механической обработки поверхности). Однако в редких случаях, когда коленчатый вал не может быть выпрямлен в пределах допусков производителя, вал подлежит браковке.
Преимущества для владельцев и страховщиков
Этот процесс ремонта занимает в несколько раз меньше времени, чем замена коленчатого вала. Это означает значительно более низкие затраты на ремонт, меньшее время простоя и сокращение потери персонала. Всегда должна быть оценка жизнеспособности ремонта вместо замены поврежденного коленчатого вала.
Сравнение процессов и связанных с ними затрат показывает значительную экономию затрат и времени простоя при выборе ремонта вместо замены.
Мы благодарим Goltens Group за ценный вклад в эту статью и фотографии.
Оцените эту статью на предмет ее полезности и актуальности, нажав на звездочки в правом верхнем углу.
Вопросы или комментарии относительно этой статьи Gard Insight можно направлять по электронной почте в редакцию Gard .
Ремонт коленчатого вала 🏎️ Превратить ваши деньги в пыль?
Можно с уверенностью сказать, что практически каждая деталь двигателя важна. Без того или иного узла весь двигатель вашего автомобиля может даже не работать должным образом. Среди тех, кто находится в зале героев для работы вашего двигателя, есть коленчатый вал. Его отсутствие будет означать, что многочисленные удары и взрывы вашего двигателя не дадут никакого движения. Следовательно, почему ремонт коленчатого вала жизненно важен, когда это необходимо.
Но с компонентом, который обычно прячется глубоко в недрах двигателя, какое это имеет значение? Кроме того, некоторые задаются вопросом, можно ли вообще отремонтировать коленчатый вал, или еще более дорогостоящая замена является единственным выходом для вашего сломанного коленчатого вала? Что ж, мы стремимся превратить эти вопросы в ответы. В то же время мы также посмотрим, что стоит за ремонтом коленчатого вала, и посмотрим, стоят ли они того.
В то же время мы также посмотрим, что стоит за ремонтом коленчатого вала, и посмотрим, стоят ли они того.
- Что такое коленчатый вал?
- Почему выходит из строя
- Эволюция
- Симптомы
- Ремонт
- Как сделать
- Затраты
- Заключение
Что нужно знать о коленвале?
Прежде чем мы приступим к ремонту коленчатого вала, было бы полезно, если бы мы могли больше узнать о том, что он делает. Итак, что делает этот волшебный коленвал в вашем автомобиле, и какую роль он выполняет? Ну, мы знаем, что двигатель вырабатывает энергию, сжигая смесь сжатого топлива и воздуха. Однако как это зажигание превращается в движение? Вот тут-то и приходит нам на помощь наш друг, коленчатый вал.
Поскольку в камере сгорания вашего двигателя постоянно происходят контролируемые взрывы, сила толкает поршни вверх и вниз внутри цилиндров. Это движение вверх и вниз называется возвратно-поступательным движением. К сожалению, возвратно-поступательное движение многочисленных поршней, взрывающихся через разные промежутки времени, не может быть эффективно преобразовано в энергию, которая могла бы плавно вращать колеса.
Таким образом, задача коленчатого вала состоит в том, чтобы превратить это возвратно-поступательное движение в полезное вращательное движение. Как следует из названия, коленчатый вал представляет собой «вал», приводимый в движение кривошипно-шатунным механизмом. Коленчатый вал находится внизу, где лежат поршни, и крепятся через шатуны. Когда происходит преобразование поршней во вращательное движение, коленчатый вал соединяется с маховиком.
Маховики уменьшают любые пульсации и вибрации. В дальнейшем этот маховик мог затем передавать это вращательное движение от коленчатого вала к трансмиссии. Коробка передач вашего автомобиля с этого момента может достаточно уменьшить движение в мощность, которая может эффективно управлять колесами. Таким образом, заставляя свою машину двигаться. В общем, коленчатый вал является важнейшим компонентом в том, чтобы все это произошло.
Таким образом, заставляя свою машину двигаться. В общем, коленчатый вал является важнейшим компонентом в том, чтобы все это произошло.
Что вызывает отказ коленчатого вала и необходимость ремонта коленчатого вала?
Как правило, коленчатый вал рассчитан на весь срок службы автомобиля… При условии достаточного ухода и регулярного обслуживания. Хотя они могут быть долговечными, коленчатый вал может выйти из строя в ряде стрессовых ситуаций, что требует ремонта коленчатого вала. К числу наиболее уязвимых деталей, например, относятся подшипники коленчатого вала. В основном они помогают поддерживать коленчатый вал.
Как будто это недостаточно важно, эти подшипники также помогают уменьшить трение между неподвижным двигателем и вращающимся коленчатым валом. В любом случае, будь то подшипники или весь коленчатый вал, такого простого обслуживания, как плановая замена масла, более чем достаточно, чтобы поддерживать его бесперебойную работу. В целом, существует довольно много причин, по которым ваш коленчатый вал выходит из строя или выходит из строя слишком рано.
Причины повреждения или отказа коленчатого вала:
- Чрезмерное воздействие тепла, при условии, что моторное масло не может обеспечить достаточное охлаждение. Или, если двигатель постоянно перегревается.
- Высокое давление или, как правило, избыточная нагрузка от двигателя, которая может привести к чрезмерной нагрузке на коленчатый вал и преждевременному выходу из строя.
- Коррозия, травление или повреждение, поскольку коленчатый вал подвергается воздействию загрязненного моторного масла, которое может содержать химические вещества, кислоту или коррозионно-активные вещества.
- Загрязненное моторное масло может содержать мусор или грязь, и его циркуляция вокруг коленчатого вала может поцарапать его внутренние компоненты, такие как подшипники.
- Низкий уровень масла, возможно из-за утечки где-то в системе, может привести к высыханию коленчатого вала. Когда это произойдет, будет много контактов металла с металлом, что приведет к износу всей системы.

- Подшипники неправильного размера или плохо подогнанные подшипники могут привести к повышенному трению или вибрациям двигателя, что приведет к раскачиванию коленчатого вала и его более быстрому износу.
- Заклинивание двигателя, как это может произойти при отказе коробки передач, что может привести к заклиниванию и сильному износу коленчатого вала.
- Противовесы, уравновешивающие вращение коленчатого вала, могут быть ослаблены, что приведет к нарушению движения коленчатого вала.
Коленчатые валы сильно эволюционировали между старыми и новыми автомобилями?
Интересно, что в современных автомобилях гораздо сложнее получить повреждение или выход из строя коленчатого вала, чем в старых автомобилях, по очень простой причине. Как мы установили, ремонт коленчатого вала в основном возникает из-за недостатка масла или технического обслуживания. В современных автомобилях у нас есть бесчисленные датчики, которые предупреждают нас, если моторное масло подходит к концу или нуждается в проверке. Однако у старых автомобилей такой роскоши не было.
Однако у старых автомобилей такой роскоши не было.
Таким образом, датчики более поздних автомобилей могут, например, сигнализировать автомобилю о переходе в аварийный режим. Это снижает нагрузку на двигатель, когда эти датчики и ЭБУ обнаруживают какую-либо неисправность. Снижая общую рабочую нагрузку, можно избежать любого потенциального полного отказа коленчатого вала. С другой стороны, старые автомобили могли продолжать работать до тех пор, пока коленчатый вал не сломается.
У этой истории есть и другая сторона. Современные коленчатые валы могут выдерживать более высокие нагрузки. Например, коленчатый вал некоторых современных дизельных двигателей может выдерживать нагрузки, эквивалентные 10 000 кг. Это около 22 000 фунтов нагрузки или десять тонн, действующих на коленчатый вал. Это только для одного шатуна — это то, что соединяет поршни с коленчатым валом — так что представьте себе 4, 6, 8 или 12.
Хотя есть и аргумент, что старые коленчатые валы более прочные. В последнее время многие автопроизводители склоняются к эффективности, и одной из жертв является снижение веса. Например, коленчатые валы некоторых современных автомобилей сделаны из алюминия, а не из чугуна. Хотя он может быть легче, он определенно не такой долговечный и пуленепробиваемый, как цельная железная заготовка.
В последнее время многие автопроизводители склоняются к эффективности, и одной из жертв является снижение веса. Например, коленчатые валы некоторых современных автомобилей сделаны из алюминия, а не из чугуна. Хотя он может быть легче, он определенно не такой долговечный и пуленепробиваемый, как цельная железная заготовка.
На какие симптомы следует обратить внимание при необходимости ремонта коленчатого вала?
Увы, явные признаки того, что вам нужен ремонт коленчатого вала, довольно тонкие и их можно спутать с другими неисправностями. Опять же, коленчатые валы не являются одним из тех пополняемых элементов автомобиля, которые нужно время от времени заменять. Они сделаны с расчетом на долговечность, поэтому большинству людей никогда не придется беспокоиться о ремонте коленчатого вала. Но время от времени они случаются.
Поскольку эти неисправности явно неожиданны, как определить, что требуется срочный ремонт коленчатого вала? Что ж, есть несколько симптомов, проявляемых автомобилем, если коленчатый вал работает неправильно. Их не следует игнорировать, так как их возникновение все же дает вам некоторое время, чтобы исправить это. В противном случае, игнорируя ремонт коленчатого вала, вы можете потратить намного больше на заклинивший двигатель.
Их не следует игнорировать, так как их возникновение все же дает вам некоторое время, чтобы исправить это. В противном случае, игнорируя ремонт коленчатого вала, вы можете потратить намного больше на заклинивший двигатель.
Вот некоторые из наиболее типичных симптомов, говорящих о том, что ремонт коленчатого вала должен быть в списке неотложных дел, причем немедленно:
- Во время работы двигателя может быть слышен громкий стук. Это, вероятно, сигнализирует о контакте металла с металлом и физическом воздействии на коленчатый вал. Кроме того, вы также можете заметить странные вибрации.
- Низкое давление масла, что должно говорить о возможной утечке где-то в системе. Оставьте его на слишком долгое время, и коленчатый вал (как и многие другие компоненты) будет испытывать недостаток смазки.
- Глохнет двигатель, и это, пожалуй, самый тяжелый случай, когда коленчатый вал близок к отказу или уже вышел из строя. В этом сценарии двигатель перестал работать, что, возможно, указывает на то, что требуется дорогостоящий ремонт.

Какие виды ремонта коленчатого вала обычно выполняются?
Теперь самое время поговорить о том, что же такое ремонт коленчатого вала. Коленчатый вал представляет собой целую систему, состоящую из множества взаимосвязанных и встроенных компонентов. Что именно делается при ремонте коленчатого вала, чтобы вернуть его к жизни? Короче говоря, ремонт коленчатого вала невероятно сложен и не может быть выполнен профессионально в любой мастерской.
Для этого потребуется не только разобрать весь двигатель, но и специальное оборудование для полного ремонта коленчатого вала. Следовательно, для этого вам также потребуются обученные специалисты, поскольку большинство механиков не имеют опыта ремонта коленчатого вала. Кто-то может возразить, что купить новый двигатель проще (и, возможно, дешевле), чем отремонтировать коленчатый вал.
Вот пример процессов, происходящих при ремонте коленчатого вала:
- Шлифовка – необходима для шлифовки изношенных поверхностей, которые могли быть поцарапаны или оставлены коррозией.
- Правка – Для поверхностей коленчатого вала, деформированных или искривленных в результате контакта металла с металлом или сильного теплового воздействия.
- Полировка — помогает удалить любой мусор или загрязнения, прилипшие к коленчатому валу, а также удалить все мелкие царапины или канавки.
- Шкив — Также называемый «гармоническим балансиром», он помогает соединить коленчатый вал с поликлиновым ремнем (или приводным ремнем), который приводит в действие аксессуары, такие как кондиционер и стереосистема, и может нуждаться в ремонте.
- Подшипники — часто являются ключевыми точками отказа любого коленчатого вала, так как они принимают на себя основную нагрузку, и их можно заменить.

- Очистка – Коленчатый вал имеет многочисленные каналы и проходы, позволяющие маслу эффективно смазывать его, и его можно очистить во время ремонта.
- Балансировка – Относится к противовесу коленчатого вала во время его вращения, и его следует отбалансировать в процессе восстановления.
Как приступить к ремонту коленчатого вала?
Чтобы немного развлечься (и поучиться), мы решили поделиться с вами пошаговым процессом ремонта коленчатого вала. Опять же, это очень сложный процесс, требующий правильных инструментов, навыков и решительности. Даже самые талантливые мастера часто держались подальше от такой работы и вместо этого оставляли ее профессионалам.
Кроме того, все должно быть сделано правильно, чтобы не допустить какой-либо беды с вашим двигателем в будущем. В некоторых транспортных средствах, таких как гоночные автомобили, допуски коленчатого вала невероятно малы. Механическая обработка поверхности иногда должна выполняться в пределах 0,0003 дюйма от спецификаций производителя. Хотя это может показаться сдерживающим фактором, это не должно побуждать вас искать замену.
Хотя это может показаться сдерживающим фактором, это не должно побуждать вас искать замену.
По крайней мере, не сразу и не пока коленвал еще можно спасти, если еще есть на это надежда. Вам обязательно следует проконсультироваться с техническим специалистом для проведения детальной диагностики, просто чтобы узнать, может ли какой-либо ремонт коленчатого вала принести вам пользу. Если его все еще можно отремонтировать, вот что обычно делают эксперты из Ohio Crankshaft, чтобы вернуть изношенный коленчатый вал к жизни.
1. Осмотр
Как мы рекомендовали, перед принятием решения о необходимости ремонта или полной замены необходимо провести тщательную диагностику. Некоторые повреждения коленчатого вала, к сожалению, не подлежат ремонту. Если его можно спасти, то люди из Огайо Крэнкшафт тщательно проверят, какие у него повреждения. Это дает им лучшее понимание того, что нужно сделать, чтобы восстановить его.
Они подвергли неисправный коленчатый вал процессу магнитопорошкового испытания под названием «magnaflux». Здесь вокруг коленчатого вала индуцируется кольцо электрического тока. В результате он может создавать магнитное поле. В смесь бросают жидкий (и магнитно притягивающий) раствор, содержащий железный мелкий железный порошок. Затем техники проверяют, как железный порошок течет по коленчатому валу.
Здесь вокруг коленчатого вала индуцируется кольцо электрического тока. В результате он может создавать магнитное поле. В смесь бросают жидкий (и магнитно притягивающий) раствор, содержащий железный мелкий железный порошок. Затем техники проверяют, как железный порошок течет по коленчатому валу.
Если на коленчатом валу есть трещина, расколотый металл прервет магнитный поток. Затем раствор железного порошка концентрируют вдоль участков, где есть трещина. Это значительно упрощает определение места повреждения поверхности. Кроме того, технические специалисты могут использовать ультрафиолетовый свет, чтобы визуально и четко осветить остатки железного порошка в трещинах, где в противном случае их было бы трудно увидеть.
2. Сварка
Когда специалисты констатируют наличие трещин или сколов на поверхности коленчатого вала, его направляют на сварочную станцию. Но перед этим рассматриваемый коленчатый вал слегка шлифуют и шлифуют, чтобы избавиться от любых посторонних материалов. Эти загрязнения, такие как мелкие частицы, оставшиеся от изношенных подшипников, могут налипнуть на поверхность.
Эти загрязнения, такие как мелкие частицы, оставшиеся от изношенных подшипников, могут налипнуть на поверхность.
Эти крошечные частицы могут легко помешать. Когда их нет, сварщики используют так называемую «подводную дугу». Этот станок позволяет им эффективно проникать в любые наросты материала, что в дальнейшем может облегчить процесс обработки. Здесь гравитационный поток покрывает всю точку, где появляется дуга, вдали от высокоамперных сварочных аппаратов.
Кроме того, эта подводная дуга создает газ, который защищает дугу от любых примесей в воздухе. В целом это позволяет специалисту, обслуживающему сварочный пост, более аккуратно и точно выполнять сварку. Это гарантирует, что эти жесткие допуски в коленчатом валу соблюдены. Кроме того, это гарантирует, что более поздним станциям будет легче.
3. Выпрямление
Мы приближаемся к концу, когда техник передает коленчатый вал для выпрямления. Здесь правильная станция дважды проверяет, чтобы гарантировать, что предыдущая сварка и машина не изменили коленчатый вал.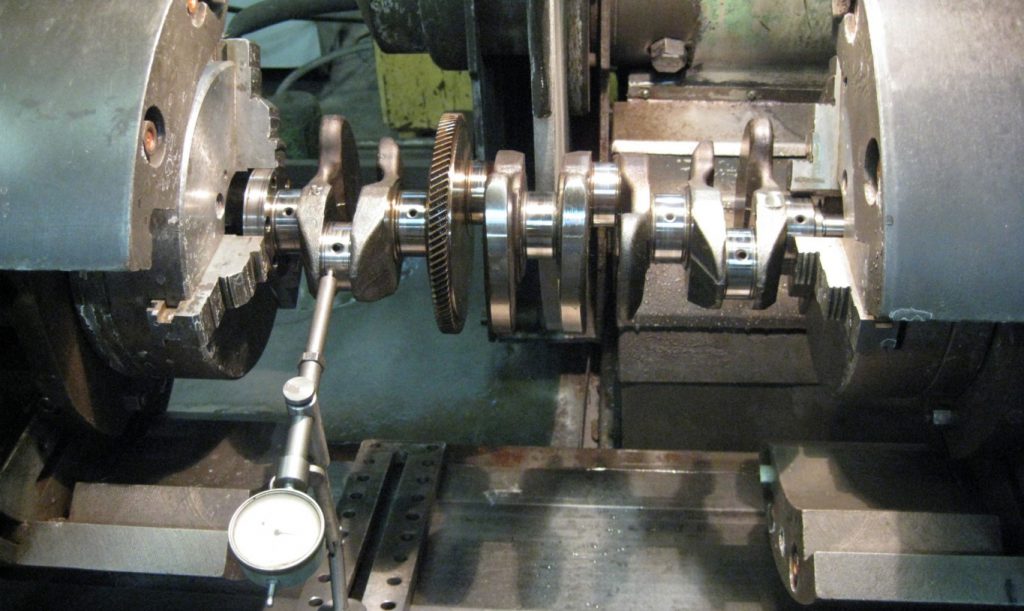 Размерно он должен оставаться прямым и верным. Радиус по концам коленчатого вала также должен быть точным.
Размерно он должен оставаться прямым и верным. Радиус по концам коленчатого вала также должен быть точным.
По большей части процесс выпрямления можно считать несколько старомодным. Вместо того, чтобы полагаться на высокоточные технологии, все дело в опыте каждого техника. Коленчатый вал помещен внутри гидравлического пресса. Эта машина имеет множество индикаторов, указывающих на длину и различные сечения коленчатого вала.
После того, как все калибровки выполнены, техник осторожно надавливает, чтобы буквально согнуть кривошип до его надлежащих характеристик. Опять же, их опыт здесь имеет решающее значение, так как они могут точно сказать, какой обратный изгиб необходим, чтобы коленчатый вал оставался в пределах допусков. Любая чрезмерная коррекция может навсегда повредить коленчатый вал.
В конце линии коленчатый вал проходит термическую обработку. Часто это делается как до, так и после описанных ранее процессов ремонта коленчатого вала. Тип и интенсивность нагревания, которому он подвергается, в основном зависят от модификации коленчатого вала. Технические специалисты всегда следуют спецификациям, рекомендованным производителем, так как перегрев может серьезно повредить коленчатый вал.
Технические специалисты всегда следуют спецификациям, рекомендованным производителем, так как перегрев может серьезно повредить коленчатый вал.
Сколько будет стоить ремонт коленчатого вала?
Теперь можно перейти к насущной теме – во сколько вам обойдётся ремонт коленвала? Честно говоря, это недешево, учитывая, сколько работы нужно потратить на его ремонт в первую очередь. Кроме того, может быть несколько деталей, которые требуют ремонта одновременно. И вам нужно снять весь двигатель и разобрать его, чтобы получить доступ к коленчатому валу, который обычно находится в самом низу.
Если у вас легкие повреждения и вы хотите исправить их самостоятельно, вы можете исправить их с помощью комплекта для ремонта коленчатого вала. Эти комплекты можно приобрести примерно за 400 долларов, и они включают в себя такие компоненты, как подшипники (как коренные, так и шатунные), а также прокладки и уплотнения. Конечно, такие комплекты применимы только в том случае, если неисправны элементы вокруг вашего коленчатого вала, без серьезного повреждения коленчатого вала.
В большинстве случаев стоимость ремонта и замены практически одинакова. Для полного ремонта, как мы подробно описали ранее, вы можете рассчитывать на цену от 1600 до 2200 долларов в большинстве автомобилей. Новый коленвал сам по себе не слишком дорог. Его можно было найти по цене от 400 до 800 долларов. Однако реальным носителем смехотворных расходов будут затраты на оплату труда.
Чтобы добраться до коленчатого вала, требуется много времени, и это даже не касается его ремонта или замены. Со многими автомобилями это может занять несколько дней напряженной работы, что обойдется вам как минимум в 1200 долларов только при почасовой оплате. Вы можете несколько уменьшить эту стоимость, выбрав восстановленные детали вместо нового блестящего коленчатого вала. Вы можете найти их в продаже всего за 200 долларов, и они должны быть такими же прочными.
Можно ли сэкономить на ремонте коленчатого вала?
Поняв теперь, как дорого обходится ремонт (и замена) коленчатого вала, можно ли пропустить? Другими словами, сможете ли вы продолжать ездить на машине с неисправным или неисправным коленчатым валом? Проще говоря, ответ — твердое НЕТ. Многократное использование неисправного коленчатого вала только значительно увеличит расходы на ремонт, поскольку может нанести гораздо больший ущерб остальной части двигателя.
Многократное использование неисправного коленчатого вала только значительно увеличит расходы на ремонт, поскольку может нанести гораздо больший ущерб остальной части двигателя.
Кроме того, помните, что повреждение или выход из строя коленчатого вала часто вызваны чем-то другим, а не самим коленчатым валом. Скорее всего, это связано с низким уровнем моторного масла, что может представлять опасность для других частей вашего двигателя. Недостаток масла может изнашивать поршни, кольца, уплотнения, прокладки, клапанный механизм и многое другое. Игнорирование ремонта коленчатого вала — еще один способ закрыть глаза на масляное голодание.
В сочетании с неисправным коленчатым валом вы сами можете стать причиной катастрофического отказа двигателя. Восстановление заклинившего двигателя недешево. С другой стороны, замена нового мотора стоит вдвойне дорого и может стоить вам как минимум 3000 долларов. Это может доходить до 10 000 долларов или выше, в зависимости от того, какой у вас автомобиль. Для сравнения, ремонт коленчатого вала не так уж и плох.
Для сравнения, ремонт коленчатого вала не так уж и плох.
Ремонт коленчатого вала – Заключение
На этом наш обзор ремонта коленчатого вала заканчивается. В общем, вы, скорее всего, никогда с ними не столкнетесь, так как коленчатый вал рассчитан на срок службы вашего автомобиля. Тем не менее, если не проводится надлежащее техническое обслуживание, коленчатый вал и большинство других частей вашего автомобиля будут страдать от последствий. Достаточно такой простой вещи, как нехватка моторного масла, чтобы нанести катастрофический ущерб.
Когда уже слишком поздно, необходим ремонт или замена коленчатого вала, каким бы пуленепробиваемым он ни казался. Ремонт здесь невозможен даже для самых ярых любителей. Это может быть очень сложно, не говоря уже о дороговизне. Если ваш коленчатый вал (и двигатель) слишком сильно вышел из строя, может даже оказаться целесообразным продать или полностью утилизировать ваш автомобиль, если он не слишком ценен.
Одобренные инструменты
Эти инструменты были испытаны нашей командой и идеально подходят для ремонта вашего автомобиля дома.
- OBD Diagnostic – Read/Reset
- OBD Diagnostic – Pro
- Socket Set
- Torch
- Multimeter
- Battery Charger
- Fuel System Cleaner
- Impact Wheel Gun
- Starter Tool Kit
- Pro Car Домкрат
- Ограничитель утечки масла
- Тросы
сообщите об этом объявлении
Метки: Объявление/Коленчатый вал/двигатель/техобслуживание/Моторное масло/проблемы/ремонт/стоимость ремонта/Ремонт/Замена/устранение неисправностей
Ремонт коленчатых валов на месте — MSHS
Мобильная обработка коленчатых валов и др.
Отказ двигателя на судне или стационарной электростанции может привести к чрезвычайно высоким затратам и огромным простоям. Наши услуги по механической обработке на месте и на месте исключают затраты и экономят время, поскольку разборка, удаление и транспортировка поврежденных деталей не требуются. Техническое обслуживание и механическая обработка на месте выполняются на месте нашим компетентным квалифицированным персоналом, чтобы помочь вам свести к минимуму время простоя и значительно сократить расходы.
Техническое обслуживание и механическая обработка на месте выполняются на месте нашим компетентным квалифицированным персоналом, чтобы помочь вам свести к минимуму время простоя и значительно сократить расходы.
Преимущества использования услуг MSHS на месте
- Более 60 лет опыта обработки на месте
- Высокотехнологичные инструменты, используемые для ремонта коленчатых валов на месте
- Индивидуальные инструменты для всех марок и моделей двигателей
- Минимизация времени простоя двигателя с помощью мобильных обрабатывающих инструментов
- Экстренный международный ремонт коленчатого вала круглосуточно и без выходных
- Оценка повреждения коленчатого вала в течение 24 часов
- Термическая обработка на месте для устранения чрезвычайно твердых участков, вызванных выходом из строя подшипников на шейках коленчатого вала
- Экономия средств, так как не требуется разборка двигателя и замена коленчатого вала
Мобильная промышленная и морская обработка на месте
MSHS Услуги на месте известны во всем мире в области механической обработки на месте и капитального ремонта двигателя на месте. MSHS является признанным экспертом в области восстановления компонентов дизельных двигателей, таких как коленчатые валы, посадочные и уплотнительные поверхности вкладышей, а также расточка линий гнезд коренных подшипников.
MSHS является признанным экспертом в области восстановления компонентов дизельных двигателей, таких как коленчатые валы, посадочные и уплотнительные поверхности вкладышей, а также расточка линий гнезд коренных подшипников.
Ремонт коленчатого вала на месте
При повреждении поверхности шейки из-за выхода из строя подшипника коленчатый вал обычно снимают и обрабатывают на стационарном токарно-шлифовальном станке, что приводит к затратам на демонтаж и транспортировку, а также к простою оборудования. С помощью нашего инструмента для обработки на месте мы предлагаем ремонт шейки коленчатого вала на месте, ремонт шейки на месте, без разборки двигателя и необходимости транспортировки коленчатого вала в береговую мастерскую.
Наш инструмент для обработки на месте использует радиусы скругления шатунной шейки в качестве эталона для регулировки машины для ремонта на месте. На случай, если эти радиусы галтели повреждены или не центрированы относительно центральной оси, МШС разработала специальный метод обработки и необходимые приспособления, позволяющие производить обработку шатунных и коренных шеек для их восстановления в соответствии с допусками производителя.
При этом методе сначала обрабатываются радиусы галтелей, затем поврежденная шейка. Необходимо, чтобы мобильное устройство было максимально точно подогнано под базовую линию коленчатого вала с помощью специализированных электронных измерительных приборов. Этот метод можно использовать даже в море, на месте вашего судна.
Мобильная обработка
Поскольку в нашем распоряжении имеется большое количество специальных переносных мобильных обрабатывающих инструментов и/или соответствующих станков, мы можем выполнять все виды механической обработки в полевых условиях или на месте. К преимуществам мобильной обработки относятся минимальные затраты на разборку и транспортировку крупногабаритных и тяжелых деталей. Обработка на месте сокращает время простоя и экономит ваше время и деньги.
Завершение ремонта судовых дизельных двигателей, вспомогательных генераторов и другого оборудования всегда ограничено по времени. В этом случае наши бригады могут дежурить 24 часа в сутки. Все техники, т.е. фрезерование, токарная обработка, растачивание, выравнивание растачивания с помощью оптического устройства, шлифование и хонингование могут выполняться на месте с помощью нашего оборудования. Наши устройства спроектированы таким образом, чтобы их можно было использовать на месте в самых маленьких помещениях.
Все техники, т.е. фрезерование, токарная обработка, растачивание, выравнивание растачивания с помощью оптического устройства, шлифование и хонингование могут выполняться на месте с помощью нашего оборудования. Наши устройства спроектированы таким образом, чтобы их можно было использовать на месте в самых маленьких помещениях.
Облицовочные работы
Плоские поверхности, которые перестают быть плоскими и, следовательно, вызывают протечки, т.е. на фланцах или повреждениях на токарных кольцах механически обрабатываются на месте с помощью передвижных токарных устройств. В процессе восстанавливаются требования к допускам.
Расточные работы
Подшипниковые каналы, отверстия, корпус турбины, резьба и т. д. механически обрабатываются на месте с помощью переносных сверл и токарных приспособлений для обеспечения требуемых допусков.
Фрезерные работы
Прессы, корпуса валков, корпуса турбин, фундаменты машин и т. д., которые больше не соответствуют техническим требованиям, механически обрабатываются на месте с помощью мобильных фрезерных установок. Таким образом, требуемые допуски восстанавливаются. Обработка валов и шеек, шатунные шейки, валы и т. д. обтачивают и шлифуют на месте с помощью мобильных токарных устройств для восстановления требуемых допусков.
Таким образом, требуемые допуски восстанавливаются. Обработка валов и шеек, шатунные шейки, валы и т. д. обтачивают и шлифуют на месте с помощью мобильных токарных устройств для восстановления требуемых допусков.
Шлифовальные работы
Шарики во вращающихся печах, бумажные или другие цилиндры и т. д., которые больше не соответствуют геометрическим требованиям, обтачиваются и шлифуются с помощью наших мобильных шлифовальных устройств, чтобы они снова соответствовали требованиям.
Распиловка Передвижными пилами и алмазными ленточнопильными пилами
Резка больших поперечных сечений часто требует очень много времени. Поэтому мы предлагаем различные пилы для механической обработки. Положительный аспект заключается в том, что большие поперечные сечения разрезаются с экономией времени и без необходимости подвода тепла.
Геодезические работы
Часто неясно, является ли повреждение машины результатом геометрической ошибки. Мы предлагаем различные измерительные устройства, которые используются до, во время и после обработки. К ним, среди прочего, относятся лазеры и оптические устройства для измерения осевых линий и поверхностей. Отказ двигателя на судне или стационарной электростанции может привести к чрезвычайно высоким затратам и огромным простоям. Наши услуги по механической обработке на месте и на месте исключают затраты и экономят время, поскольку разборка, удаление и транспортировка поврежденных деталей не требуются. Техническое обслуживание и механическая обработка на месте выполняются на месте нашим компетентным квалифицированным персоналом, чтобы помочь вам свести к минимуму время простоя и значительно сократить расходы.
К ним, среди прочего, относятся лазеры и оптические устройства для измерения осевых линий и поверхностей. Отказ двигателя на судне или стационарной электростанции может привести к чрезвычайно высоким затратам и огромным простоям. Наши услуги по механической обработке на месте и на месте исключают затраты и экономят время, поскольку разборка, удаление и транспортировка поврежденных деталей не требуются. Техническое обслуживание и механическая обработка на месте выполняются на месте нашим компетентным квалифицированным персоналом, чтобы помочь вам свести к минимуму время простоя и значительно сократить расходы.
Ремонт
Ремонт сломанных, треснутых или поврежденных литых деталей всегда является большой проблемой, поскольку чугун сваривается лишь в ограниченных пределах. Благодаря процедуре, которую мы применяем, мы можем предложить привлекательную альтернативу, которая в настоящее время является предпочтительным методом, используемым в промышленности и морском судоходстве.
Сварочный ремонт
Трещины в различных деталях машин, изготовленных из стали и стального литья, обычно ремонтируются путем зачеканки, шлифовки или фрезерования на месте, а затем завариваются путем предварительного нагрева. Наиболее широко применяемым сварочным процессом для таких работ является ручной метод дуговой сварки. Как правило, во время и после сварки требуется дополнительная термообработка.
Капитальный ремонт станков
Восстановление и ремонт прессов и станков самых разных производителей. Сюда входят прессы любой грузоподъемности, шлифовальные, фрезерные, расточные и токарные станки любых размеров. Хорошо информированные, обученные специалисты готовы предоставить вам эти услуги либо в нашей мастерской, либо на месте. Всегда обеспечена поддержка механиков из крупного машинного отдела.
Механическое производство
Наша мастерская оснащена широчайшим разнообразием станков для резки, что обеспечивает гибкость и профессиональное производство.
Машины и производственное оборудование часто используются на пределе своих возможностей. В случае повреждения может возникнуть проблема приобретения запасных частей. В качестве альтернативного решения мы можем предложить Вам быстрое изготовление запасных частей по образцам или эскизам.
Разумеется, мы также предлагаем восстановление и ремонт компонентов, а также реализацию производственных сегментов любого вида.
Двухминутная техника
Малый блок
Воздух и топливо
Нужны советы по настройке карбюратора, переводу автомобиля на пропан или просто нужна помощь в установке комплекта холодного воздуха? Ознакомьтесь с этими замечательными советами в категории «Воздух и топливо».
Кузов и покраска
Когда дело доходит до грунтовки и покраски вашего объекта, нужно знать многое. Узнайте, как увлажнять песок, подкрашивать дефекты краски, рисовать индивидуальную графику аэрографом и многое другое в категории Body & Paint.
Тормоза
Узнайте, как правильно улучшить свою поездку с помощью дисковых тормозов, как правильно обкатать новые колодки и многое другое в категории «Тормоза».
Автолюбители
Это заядлые мотористы, чемпионы-гонщики и специалисты-строители. Откройте для себя настоящих механиков прошлого и настоящего в категории «Автомобилисты».
- События
- Героев
Шасси
Изготовьте собственное трубчатое шасси, отремонтируйте сломанную раму и узнайте у профессионалов, как безопасно восстановить переднюю часть, следуя этим советам из категории «Шасси».
- Производство
- Рулевое управление
- Подвеска
Трансмиссия
Независимо от того, заменяете ли вы U-образный шарнир, разбираете раздаточную коробку или вам нужна помощь в восстановлении трансмиссии, категория трансмиссии поможет вам.
- Оси
- Карданный вал
- Манетки
- Трансмиссия
Электрика
С помощью этих советов из категории «Электротехника» можно выполнить электромонтаж прицепного грузовика, восстановить генератор переменного тока или сделать идеальное соединение проводов.
Выхлоп
Ничто так не доставляет вам удовольствия, как знание того, что вы построили его сами. Используя эти советы, вы научитесь делать свой собственный глушитель, проектировать собственную выхлопную систему или научитесь охлаждать свои коллекторы для большей мощности в категории выхлопных газов.
- Пользовательский
- Заголовки
- Глушители
Экстерьер
Изготовление экстерьера может быть сложной задачей, но это не обязательно, если вы будете следовать этим советам. Узнайте, как отремонтировать оконный канал, сделать патч-панель, хромированные детали из стеклопластика и многое другое в категории «Внешний вид».
- Пользовательский
- Расширители колесных арок
- Освещение
- Окна
Изготовление
Подготовьте свой сварочный аппарат, потому что он вам понадобится! Изготовьте свои собственные дверные ручки, бамперы, консоли и многое другое с помощью этого руководства из категории «Изготовление».
- Пользовательский
- Стекловолокно
- Листовой металл
- Сварка
Прокладки и уплотнения
Воспользуйтесь этими бюджетными техническими советами в своем следующем проекте при изготовлении нестандартной прокладки или устранении раздражающей утечки коллектора в категории «Прокладки и уплотнения».
Обогрев и охлаждение
Один из самых простых способов увеличить мощность во время поездки — снизить рабочую температуру двигателя.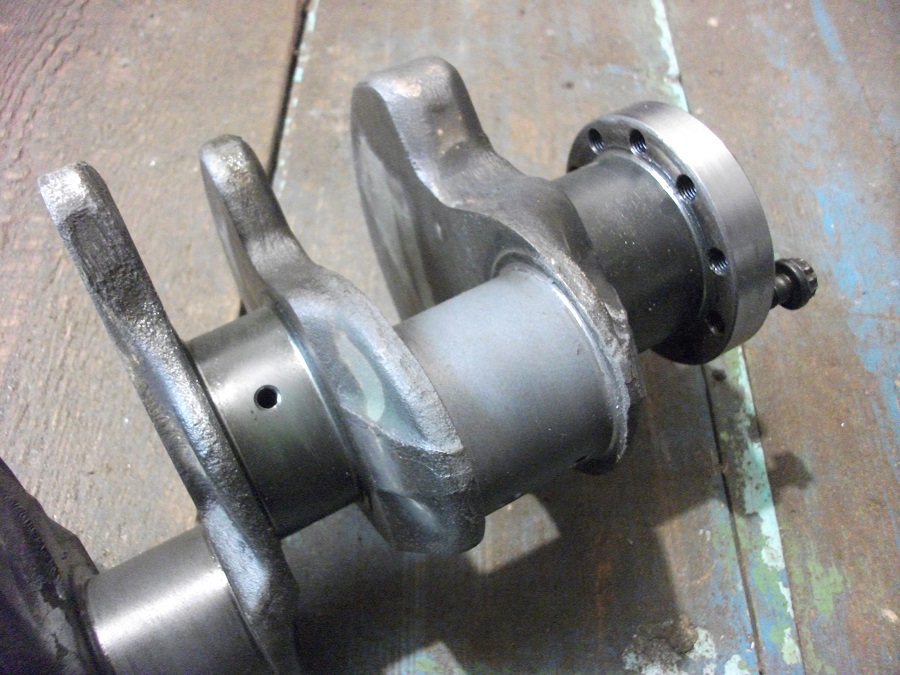 Категория «Обогрев и охлаждение» может дать вам несколько советов по охлаждению.
Категория «Обогрев и охлаждение» может дать вам несколько советов по охлаждению.
Зажигание
Верните свой стартер или обновите его, чтобы GM правильно указал дистрибьютору без хлопот в категории зажигания.
Интерьер
Вы будете проводить много времени внутри своего автомобиля. Убедитесь, что ваш интерьер в отличной форме, не разорившись! Воспользуйтесь этими замечательными советами из категории «Интерьер».
Масло и жидкости
Синтетическое или обычное масло больше не является предметом споров. Ознакомьтесь с обучающими демонстрациями о преимуществах использования синтетического моторного масла в категории «Масла и жидкости».
Инструменты
Невозможно выполнить работу без правильных инструментов. Узнайте, как сделать собственное специализированное оборудование для нужного проекта, из раздела «Инструменты»
Колеса и шины
Обновите свой автомобиль с диагональных шин на радиальные и узнайте, как создать собственный обод с замком для вашего 4×4.
