Содержание
Расточка и Хонингование — motor-masters.ru
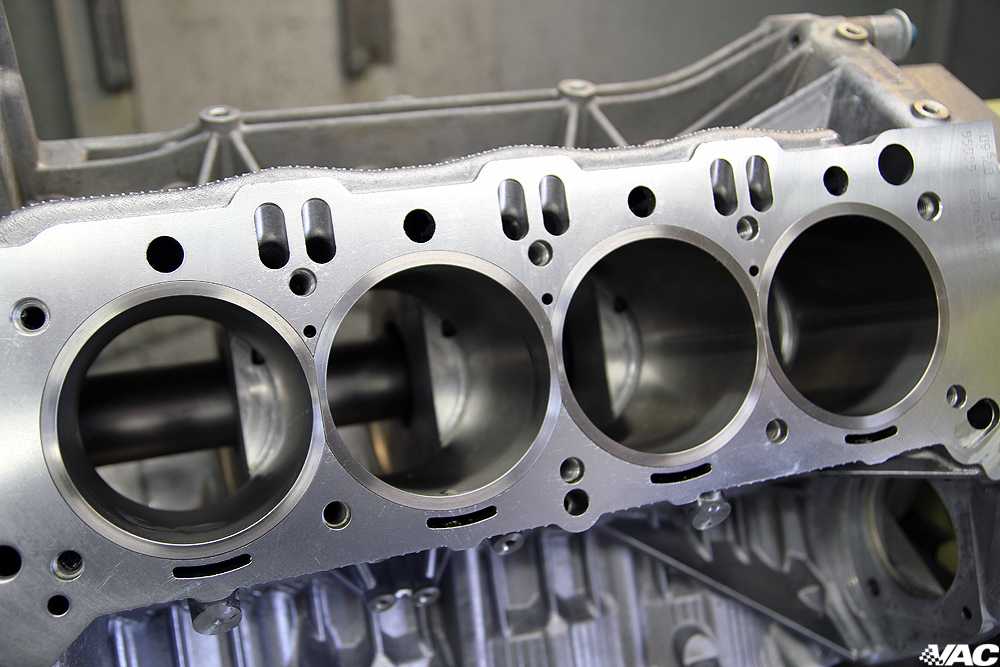
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0.03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
Когда необходима расточка блока цилиндров
Во время работы двигателя самые большие нагрузки от трения испытывают цилиндры и поршни двигателей. Это связано с тем, что этим деталям приходится работать в тяжелых условиях повышенных температур и повышенного давления.
Элементы поршней трутся о стенки цилиндров, вызывая тем самым постоянный износ. Причем этот износ может происходить неравномерно, и постепенно цилиндр начинает терять свою первоначальную форму. Но это вовсе не означает, что это изменение формы становится видно глазу.
Возможно Вас заинтересуют следующие услуги
Ремонт шатунов Ремонт коленвала Реставрация постелей распредвала
Наши контактные данные: 8(343)200-88-83, 8(950)657-77-11, e-mail: [email protected]
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Как выполняется расточка блока цилиндров?
Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива.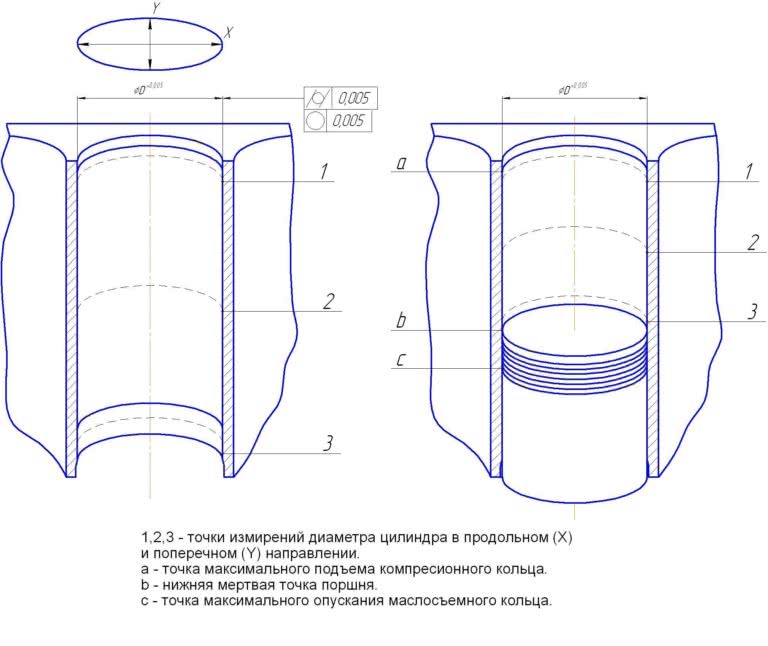 Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Гильзы цилиндров — Melling
Гильзы цилиндров Melling предлагает втулки для широкого спектра самых популярных автомобильных устройств, а также втулки для компрессоров, оборудования для ухода за газонами, сельскохозяйственного оборудования и нефтепромыслового оборудования. Компания Melling Cylinder Sleeves предлагает гильзы с широким диапазоном диаметров отверстий, от 2 дюймов до очень больших 8,50 дюймов, и конечной длиной от 1/8 до 24 дюймов. Втулки доступны со стенками 3/32” и 1/8” для диаметров отверстия до 5-1/8”. Диаметры отверстий более 5-1/8 дюйма поставляются только с толщиной стенки 1/8 дюйма. Гильзы меллинговых цилиндров также имеют толщину стенки 1/16 дюйма и 2 мм для ограниченного применения.
Втулки для цилиндров меллинга также могут изготавливать втулки для специальных применений. Если вы не нашли то, что искали в нашем каталоге, позвоните нам. Низкий объем, большой объем, отточенный или полуфабрикат — не имеет значения, мы делаем все это. Компания Melling Cylinder Sleeves может изготовить втулку в точном соответствии с вашими спецификациями и за меньшее время, чем вы думаете.
Если вы не нашли то, что искали в нашем каталоге, позвоните нам. Низкий объем, большой объем, отточенный или полуфабрикат — не имеет значения, мы делаем все это. Компания Melling Cylinder Sleeves может изготовить втулку в точном соответствии с вашими спецификациями и за меньшее время, чем вы думаете.
Втулка цилиндра Меллинга КаталогЗагрузите каталог прямо сейчас или подпишитесь на получение каталога гильз цилиндров Меллинга по почте. Скачать каталог › Запросить печатную копию по почте › |
Заказ нестандартных гильз
Заполните форму заказа нестандартной гильзы в формате PDF и отправьте нам факс или электронное письмо:
Факс: 563-652-2437
Эл. информация о поставляемых шаблонах. Компания Melling Cylinder Sleeves сообщит цены и сроки поставки по факсу или электронной почте.
Загрузить бланк заказа ›
Машиностроение
Plant Manager:
Dan McDonell
Quality Manager:
Kedric Moore
Opened in 1913
34,000 Square Feet
10 Full-Time Non-Union Associates
| Industries Served: | Автомобили, большегрузные автомобили, сельское хозяйство, производство, ирригация |
| Продукция: | Гильзы цилиндров и гильзы в сборе |
| Производственное оборудование: | Обрабатывающие центры с ЧПУ, токарные станки, шлифовальные станки |
| Возможности: | Размеры гильзы цилиндра |
| Диаметры отверстий: | 2,00–8,50 дюйма |
| Толщина стенки: | 1/8 дюйма, 2,0 мм, 3/32 дюйма |
| Готовые наружные диаметры: | +/-0,001 дюйма |
| Идентификационный номер полуребра: | +/- 0,005 дюйма |
| Количество для заказа: | 1-20 000 единиц |
| Емкость: | 150 000 единиц в год / 50% открытых мощностей |
| Награды/Сертификаты: | Сертификат ISO 9001:2000 |
Отраслевые ассоциации
Цилиндры и гильзы цилиндров Часть 1 · Technipedia · Motorservice
Настройки
Вернуться к поиску
Информация о диагностике
Почему от фланца гильзы цилиндра идет вертикальная трещина? По какой причине фланец гильзы полностью отсоединяется? Как вы используете чернила для проверки деформации контактной поверхности фланца гильзы? Откуда берется кавитация на гильзе цилиндра? Эта статья дает вам ответы.
Продольные трещины гильзы цилиндра
Описание повреждения
- Вертикальная трещина, идущая от фланца гильзы.
- Сухие гильзы цилиндров также могут быть затронуты из-за их относительно тонкой толщины стенки цилиндра.
Оценка ущерба
Трещины такого рода часто возникают в результате неосторожного обращения с гильзами цилиндров (в результате ударов или ударов). Даже если гильза цилиндра не сразу получает видимые повреждения, микроскопическая трещина или насечка могут стать причиной разрушения при последующей работе двигателя. Неправильно подобранные посадочные поверхности фланца гильзы и грязь между гильзой цилиндра и блоком цилиндров также могут вызывать повреждения такого типа. В случае продольных трещин, вызванных неисправностью посадочных поверхностей полки гильзы, продольные трещины часто возникают в сочетании с поперечными трещинами.
Возможные причины повреждения
- Трещины или насечки из-за неправильного обращения с гильзами цилиндров при транспортировке или ремонте.

- Гидравлические замки.
- Инородные тела под контактными или уплотнительными поверхностями.
- Неисправная посадка фланца (см. главу «Оторванный фланец на гильзе цилиндра»).
- Эрозия материала на кромке гильзы цилиндра из-за детонационного сгорания и последующего ослабления гильзы цилиндра.

Оторванный фланец на гильзе цилиндра
Описание повреждения
- Оторван фланец вкладыша.
- Трещина полки начинается у основания нижней кромки полки гильзы и проходит вверх под углом прибл. 30°.
рисунок 1
Оценка ущерба
Этот тип повреждения вызывается изгибающими моментами, возникающими в результате неправильной установки (грязь/дефекты формы). В большинстве случаев фланец гильзы цилиндра уже отпрессован при затяжке головки блока цилиндров. В последних поколениях двигателей для грузовых автомобилей с насосно-форсуночной системой или системой впрыска топлива Common Rail блок цилиндров подвергается возрастающим нагрузкам в результате повышения давления сгорания.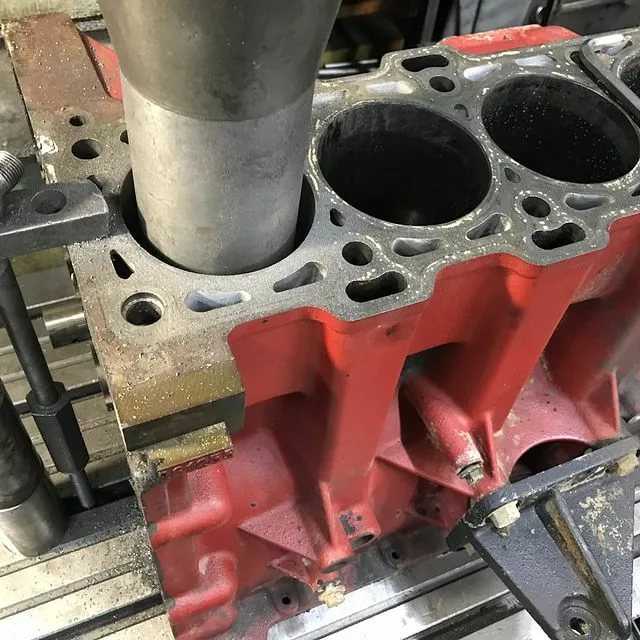 Использование прокладок ГБЦ из очень твердой стали на этих типах двигателей может привести к перекосу картера в области посадочной поверхности фланца гильзы после длительной эксплуатации двигателя.
Использование прокладок ГБЦ из очень твердой стали на этих типах двигателей может привести к перекосу картера в области посадочной поверхности фланца гильзы после длительной эксплуатации двигателя.
Примечание
Деформация посадочной поверхности не может быть обнаружена только при визуальном осмотре, если только не используются соответствующие средства измерения. Одним из простых способов проверки этого искажения является использование краски для подшипников: тонким слоем нанесите краску на посадочную поверхность фланца гильзы на блоке цилиндров. Затем вставьте новый вкладыш без прокладок и вдавите его в седло. Снова снимите гильзу цилиндра. Теперь посадочная поверхность на гильзе цилиндра должна быть равномерно покрыта краской по всей окружности. Если это не так, седло вкладыша необходимо переработать. Эту доработку лучше всего выполнять на стационарном расточном станке или с помощью подвижной насадки, обращенной к седлу фланца хвостовика. Это обеспечивает параллельность поверхности корпуса (рис. 2).
2).
Рис. 2
Возможные причины повреждения
- Изношенные посадочные поверхности фланца гильзы на двигателе после продолжительной работы.
- Грязные или корродированные посадочные поверхности фланцев вкладыша.
- Несоблюдение идеальной прямоугольной и/или параллельной поверхности фланца (рис. 2 и рис. 5).
- Неправильные прокладки ГБЦ.
- Несоблюдение предписанных изготовителем двигателя моментов затяжки и углов затяжки при установке головки блока цилиндров.
- Неверное количество уплотнительных колец.
Рис. 3
Рис. 4
Рис. 5
Рис. 6
- Уплотнительные кольца зажаты под фланцем гильзы.
- Использование прокладок неправильного размера.
- Использование жидких герметиков.
- В случае сухой запрессовки гильзы цилиндра: ошибка монтажа из-за слишком большого усилия запрессовки.
- Не соблюдается заданный выступ гильзы (рис. 6):
- — Если выступ гильзы цилиндра слишком велик, то при затяжке болтов крепления головки блока цилиндров фланец гильзы отжимается.
- — Если выступ слишком мал, гильза цилиндра не прижимается к гнезду гильзы с достаточным усилием и принимает маятниковое движение в результате движения поршня. Эти силы вызывают отрыв фланца гильзы.
- — Если выступ гильзы цилиндра слишком велик, то при затяжке болтов крепления головки блока цилиндров фланец гильзы отжимается.
- Доработка седла вкладыша без должного ухода за формой. Форма гнезда гильзы должна соответствовать форме гильзы цилиндра. Переход от поверхности фланца к диаметру прецизионной посадки должен иметь фаску 0,5‒1,0 мм х 45° для исключения контакта галтели на фланце гильзы с кромкой. Если это не соблюдается, то фланец гильзы может быть легко отжат при затяжке головки блока цилиндров (рис. 3). Кроме того, радиус закругления гнезда гильзы («D» на рис. 4) не должен быть настолько большим, чтобы гильза цилиндра не воспринимала нагрузки на внутренней или внешней кромке фланца гильзы.

Примечание
При доработке посадочной поверхности фланца гильзы при ремонте двигателя необходимо обеспечить необходимый выступ гильзы цилиндра над поверхностью цилиндра либо путем установки под нее стальных шайб, либо путем использования гильзы цилиндра с увеличенным фланцем* (рекомендуется).
Кавитация на гильзах цилиндров
Описание повреждения
- Сильная кавитация на водяной рубашке мокрой гильзы цилиндра (рис. 1 и 2).
- Охлаждающая жидкость проникла в камеру сгорания.
Оценка ущерба
Рис. 2
Рис. 3
рисунок 1
Кавитация чаще возникает в плоскости наклона поршня (на стороне давления или противодействия) и вызывается высокочастотными колебаниями стенки цилиндра. Эти вибрации вызваны боковыми силами, создаваемыми поршнями, давлением сгорания и изменением опорных поверхностей в ВМТ и НМТ. Если охлаждающая жидкость больше не способна следовать колебаниям стенки цилиндра, это приводит к отделению водяной пленки от гильзы цилиндра. Пузырьки пара образуются в образовавшейся области низкого давления, и когда стенка цилиндра вибрирует с исключительно высокой скоростью, эти пузырьки взрываются. Вода, вытесненная пузырьками, ударяется о поверхность цилиндра очень внезапно. Энергия удара, генерируемая таким образом, растворяет мельчайшие частицы. Со временем вырываются (вымываются) полные отверстия.
Со временем вырываются (вымываются) полные отверстия.
Особенностью кавитации является то, что размеры отверстий увеличиваются еще больше внутри материала (рис. 3), в результате чего в материале образуются полости.
Причины кавитации
- Слишком высокая температура охлаждающей жидкости.
- Слишком низкое давление охлаждающей жидкости.
- Температура кипения охлаждающей жидкости слишком низкая.
- Комбинация вышеперечисленного.
Возможные причины повреждения
Рис. 4
- Несоблюдение правильного зазора поршня, т.е. повторная установка поршней, которые уже были в употреблении, или использование цилиндров, изготовленных слишком больших размеров.
- Неровность посадочной поверхности фланца гильзы – плохая или неточная посадка гильзы цилиндра в корпусе (см. главу «Оторванный фланец на гильзе цилиндра»).
- Отсутствует необходимая постоянная защита от замерзания с защитой от коррозии или соответствующие добавки в охлаждающую жидкость. Антикоррозийный состав содержит ингибиторы, препятствующие пенообразованию. Однако со временем эти ингибиторы израсходованы. Поэтому необходимо менять антикоррозионное средство каждые 2 года и использовать правильное соотношение компонентов смеси.
- Неподходящие охлаждающие жидкости, такие как соленая вода (морская вода), агрессивная или кислая вода или другие жидкости.
- Недостаточное предварительное давление в системе охлаждения. Причина: неподходящая крышка радиатора (невозможно поддерживать достаточное давление из-за неисправного редукционного клапана) или из-за негерметичности системы охлаждения. Если предварительное давление в системе охлаждения соответствует требованиям, температура кипения охлаждающей жидкости выше, чем при атмосферном давлении. Хотя предварительное давление не устраняет причину образования пузырьков пара, оно может, по крайней мере, препятствовать образованию пузырьков.
- Неправильные уплотнительные кольца и/или герметик или силикон на фланце гильзы.
- Неверное количество уплотнительных колец.
- Слишком низкая рабочая температура двигателя: если двигатель не достигает своей нормальной рабочей температуры из-за особых условий эксплуатации или дефектов термостата, в системе охлаждения не может создаваться избыточное давление из-за пониженного теплового расширения охлаждающей жидкости. Низкая рабочая температура также означает, что поршни не расширяются должным образом. В результате они работают с увеличенным зазором поршня. Оба случая способствуют образованию пузырьков и, следовательно, кавитации.
- Установка дополнительных уплотнительных колец в выточку на фланце гильзы (рис. 4): уплотнительные кольца могут быть установлены в этом месте только в том случае, если это специально требуется производителем.
 Антикоррозийный состав содержит ингибиторы, препятствующие пенообразованию. Однако со временем эти ингибиторы израсходованы. Поэтому необходимо менять антикоррозионное средство каждые 2 года и использовать правильное соотношение компонентов смеси.
Антикоррозийный состав содержит ингибиторы, препятствующие пенообразованию. Однако со временем эти ингибиторы израсходованы. Поэтому необходимо менять антикоррозионное средство каждые 2 года и использовать правильное соотношение компонентов смеси.
01 Выступ гильзы
02 Подкладка Томбак
03 Выточка
04 Уплотнительное кольцо
Ключевые слова
:
поршень
,
поршневое кольцо
,
комплект поршневых колец
,
втулка цилиндра
,
отверстие цилиндра
,
цилиндр
Группа товаров
:
Поршни и компоненты
Группы продуктов на ms-motorservice.
![]() com
com
Это также может вас заинтересовать
Информация по диагностике
Повреждение поршня и причины
Заедание поршня или поломка поршня? Что стало причиной повреждения? Мы поможем вам правильно диагностировать повреждения в повседневной работе ремонтной мастерской и предотвратить дорогостоящие косвенные повреждения.
Информация по использованию
Установка гильз цилиндров
Как правильно установить мокрые гильзы цилиндров? Что необходимо проверить перед установкой гильз цилиндров? Как вы проверяете ровность посадочной поверхности фланца гильзы? Можно ли поставить уплотнительные кольца…
Только для технического персонала. Все содержимое, включая изображения и диаграммы, может быть изменено. Для назначения и замены обратитесь к текущим каталогам или системам, основанным на TecAlliance.
Использование файлов cookie и защита данных
Motorservice Group использует файлы cookie, сохраненные на вашем устройстве, для оптимизации и постоянного улучшения своих веб-сайтов, а также для статистических целей.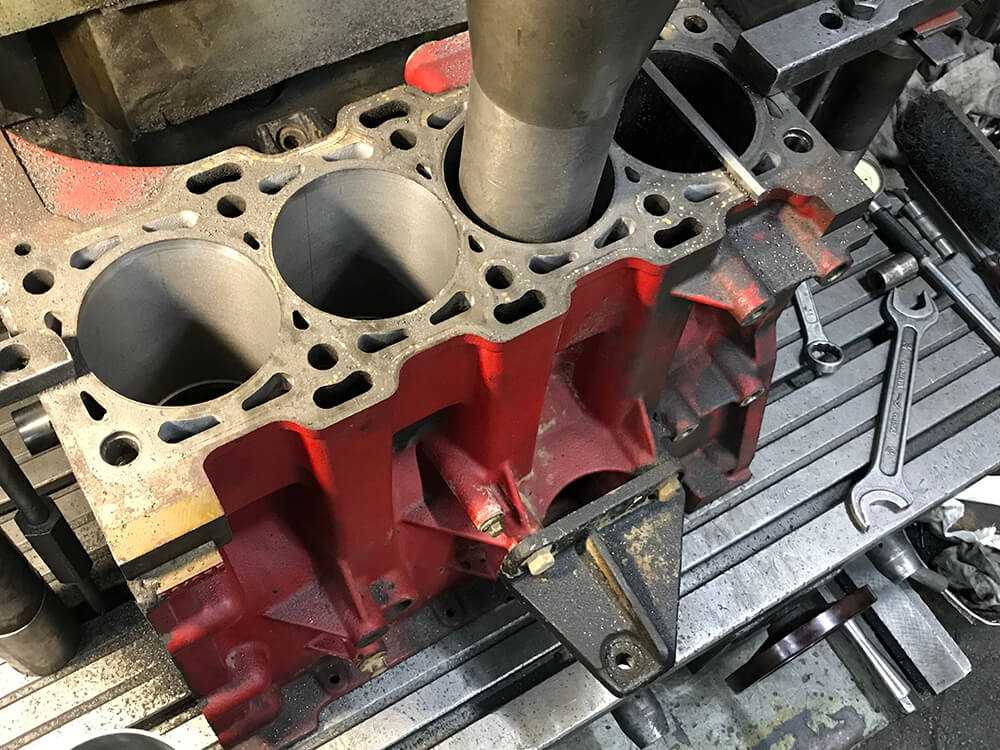
Дополнительную информацию об использовании нами файлов cookie можно найти здесь, а также информацию о нашей публикации и уведомление о защите данных.
Нажав «ОК», вы подтверждаете, что приняли к сведению информацию о файлах cookie, заявлении о защите данных и деталях публикации. Вы также можете в любое время изменить настройки файлов cookie для этого веб-сайта.
Настройки конфиденциальности
Мы придаем большое значение прозрачной информации, касающейся всех аспектов защиты данных. Наш веб-сайт содержит подробную информацию о настройках, которые вы можете выбрать, и о том, какое влияние оказывают эти настройки. Вы можете изменить выбранные настройки в любое время. Независимо от того, какой выбор вы выберете, мы не будем делать никаких выводов о вас как о личности (за исключением случаев, когда вы явно указали свои данные). Для получения информации об удалении файлов cookie обратитесь к функции справки в вашем браузере. Вы можете узнать больше в заявлении о защите данных.
Измените настройки конфиденциальности, нажав на соответствующие кнопки
- Необходимый
- Удобство
- Статистика
Необходимый
Файлы cookie, необходимые для системы, обеспечивают правильную работу веб-сайта. Без этих файлов cookie могут возникнуть сбои или сообщения об ошибках.
Этот веб-сайт будет:
- Сохранение файлов cookie, необходимых системе
- Сохранение настроек, которые вы делаете на этом веб-сайте
Этот сайт никогда не будет делать следующее без вашего согласия:
- Сохраните ваши настройки, такие как выбор языка или баннер cookie, чтобы вам не пришлось повторять их в будущем.
- Анонимно оценивайте посещения и делайте выводы, которые помогут нам оптимизировать наш веб-сайт.
- Сделать выводы о вас как о личности (за исключением случаев, когда вы явно указали свои данные, например, в контактных формах)
Удобство
Эти файлы cookie упрощают использование веб-сайта и сохраняют настройки, например, чтобы вам не приходилось повторять их каждый раз, когда вы посещаете сайт.