

Содержание
Проверка станков на технологическую точность – «Nord West Tool»
Регламент контроля
Плановый контроль технологической точности металлообрабатывающей техники проводится по графику, который составляется согласно специальному документу – ведомости станочного оборудования. В неё заносятся сведения о периодичности технологических операций, влияющих на точность изготовления продукции. Этот документ содержит также сведения о режимах работы станков.
Проверка может носить не только плановый характер, но и выполняться при аварийных отказах оборудования. В этом случае контрольные мероприятия проводятся в соответствии с регламентами, разработанными для устранения форс-мажорных обстоятельств.
Любые проверки – как плановые, так и аварийные – проводятся при условии временного вывода машин из эксплуатации. По этой причине разработка графика контрольных мероприятий является весьма важной для планирования как производственной деятельности, так и модернизации оборудования. Остаётся добавить, что ответственным за это направление работы предприятия отвечает, как правило, главный технолог завода.
FAQ: Госты на нормы точности и измерения
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ Р ИСО 230-1-2010 Испытания станков. Часть 1. Методы измерения геометрических параметров
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 7599-82 Станки металлообрабатывающие. Общие технические условия
ГОСТ 27843-2006 Испытания станков. Определение точности и повторяемости позиционирования осей с числовым программным управлением (ГОСТ 27843-88)
ГОСТ 30544-97 Станки металлорежущие. Методы проверки точности и постоянства отработки круговой траектории
Образцы-изделия
ГОСТ 25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия
ГОСТ 25889.2-83 Станки металлорежущие. Методы проверки параллельности двух плоских поверхностей образца-изделия
ГОСТ 25889.3-83 Станки металлорежущие. Методы проверки перпендикулярности двух плоских поверхностей образца-изделия
ГОСТ 25889. 4-86 Станки металлорежущие. Метод проверки постоянства диаметров образца-изделия
4-86 Станки металлорежущие. Метод проверки постоянства диаметров образца-изделия
ГОСТ 26189-84 Станки металлорежущие. Метод комплексной проверки параллельности и прямолинейности двух плоских поверхностей образца-изделия
ГОСТ 26190-84 Станки металлорежущие. Методы проверки постоянства размеров цилиндрических образцов-изделий в пределах одной партии
ГОСТ 26542-85 Станки металлорежущие. Методы проверки торцового биения поверхностей образца-изделия
ГОСТ 25443-82 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
ГОСТ 30527-97 Станки металлорежущие. Методы проверки точности обработки образца-изделия
Токарные станки
ГОСТ 18097-93 Станки токарно-винторезные и токарные. Основные размеры. Нормы точности
ГОСТ 3179-72 Станки токарно-револьверные. Основные размеры
ГОСТ 17-70 Станки токарно-револьверные. Нормы точности
ГОСТ 44-93 Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости
Нормы точности и жесткости
ГОСТ 8427-75 Станки токарно-продольные. Автоматы. Основные размеры
ГОСТ 8831-79 Станки токарно-продольные. Автоматы. Нормы точности
ГОСТ 21608-76 Станки токарные с числовым программным управлением. Основные параметры и размеры
ГОСТ 6820-75 Станки токарные многошпиндельные вертикальные патронные полуавтоматические. Нормы точности и жесткости
ГОСТ 19660-74 Станки токарные затыловочные. Основные размеры
ГОСТ 9886-73 Станки-полуавтоматы горизонтальные двусторонние для обработки торцов и центрирования. Основные размеры
Сверлильные станки
ГОСТ 1222-80 Станки радиально-сверлильные. Основные размеры
ГОСТ 98-83 Станки радиально-сверлильные. Нормы точности и жесткости
ГОСТ 21611-82 Станки вертикально-сверлильные с числовым программным управлением. Основные параметры и присоединительные размеры
ГОСТ 370-93 Станки вертикально-сверлильные. Основные размеры. Нормы точности и жесткости
Расточные станки
ГОСТ 7058-84 Станки горизонтально-расточные. Основные размеры
Основные размеры
ГОСТ 2110-93 Станки расточные горизонтальные с крестовым столом. Нормы точности
ГОСТ 18098-94 Станки координатно-расточные и координатно-шлифовальные. Нормы точности
ГОСТ 30175-94 Станки координатно-расточные и координатно-шлифовальные. Основные размеры
ГОСТ 21613-82 Станки координатно-расточные вертикальные с числовым программным управлением. Основные параметры и присоединительные размеры
ГОСТ 9520-73 Станки отделочно-расточные вертикальные. Основные размеры
ГОСТ 594-82 Станки отделочно-расточные вертикальные. Нормы точности
ГОСТ 9547-80 Станки отделочно-расточные горизонтальные с подвижным столом. Основные размеры
ГОСТ 11576-83 Станки отделочно-расточные горизонтальные с подвижным столом. Нормы точности
Плоскошлифовальные станки
ГОСТ 13135-90 Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности
ГОСТ 14-88 Станки плоскошлифовальные с круглым столом и горизонтальным шпинделем. Основные размеры. Нормы точности
Основные размеры. Нормы точности
ГОСТ 27-88 Станки плоскошлифовальные с круглым выдвижным столом и вертикальным шпинделем. Основные размеры. Нормы точности и жесткости
ГОСТ 273-90 Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем. Основные размеры. Нормы точности и жесткости
Круглошлифовальные станки
ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности
ГОСТ 13510-93 Станки круглошлифовальные бесцентровые. Основные параметры и размеры. Нормы точности и жесткости
ГОСТ 30677-2000 Станки круглошлифовальные. Кожухи. Типы и основные размеры
ГОСТ 30676-2000 Станки круглошлифовальные. Фланцы для крепления шлифовальных кругов. Конструкция и размеры
Разные шлифовальные
ГОСТ 25-90 Станки внутришлифовальные. Основные параметры и размеры. Нормы точности
ГОСТ 9735-87 Станки профильно-шлифовальные. Нормы точности
ГОСТ 30512-97 Станки вальцешлифовальные. Нормы точности
Нормы точности
Заточные станки
ГОСТ 599-93 Станки заточные для спиральных сверл. Основные размеры. Нормы точности
ГОСТ 8308-72 Станки универсально-заточные. Основные размеры
ГОСТ 1584-87 Станки универсально-заточные. Нормы точности
ГОСТ 16929-90 Станки для заточки плоских ножей с прямолинейной режущей кромкой. Нормы точности
ГОСТ 28651-90 Станки для заточки ленточных пил. Основные параметры. Нормы точности
ГОСТ 20404-88 Станки для заточки круглых пил. Нормы точности и жесткости
ГОСТ Р 50340-92 Станки для заточки дереворежущего инструмента. Нормы жесткости
ГОСТ 627-93 Станки заточные для резцов. Основные размеры. Нормы точности
ГОСТ 28650-90 Станки для заточки рамных пил. Основные параметры. Нормы точности
ГОСТ 9990-71 Станки для заточки плоских ножей с прямолинейной режущей кромкой. Основные параметры
Фрезерные станки
ГОСТ 6955-79 Станки продольно-фрезерные. Основные размеры
ГОСТ 18101-85 Станки продольно-фрезерные.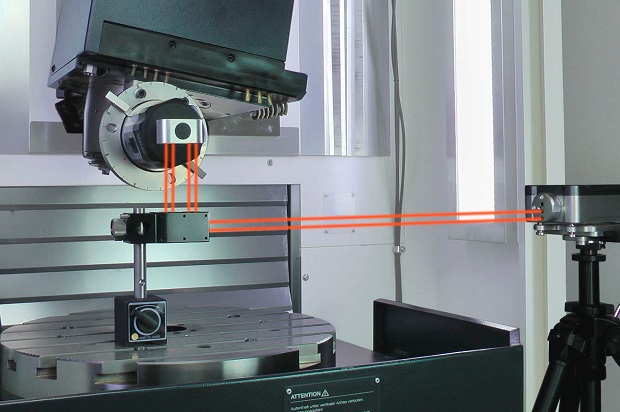 Нормы точности и жесткости
Нормы точности и жесткости
ГОСТ 17734-88 Станки фрезерные консольные. Нормы точности и жесткости
ГОСТ 26016-83 Станки фрезерные широкоуниверсальные инструментальные. Нормы точности
ГОСТ 9726-89 Станки фрезерные вертикальные с крестовым столом. Терминология. Основные размеры. Нормы точности и жесткости
ГОСТ 10460-72 Станки копировально-фрезерные горизонтальные. Основные размеры
Долбёжные станки
ГОСТ 1141-74 Станки долбежные. Основные размеры
ГОСТ 26-75 Станки долбежные. Нормы точности и жесткости
Строгальные станки
ГОСТ 439-73 Станки продольно-строгальные. Основные размеры
ГОСТ 35-85 Станки продольно-строгальные. Нормы точности и жесткости
ГОСТ 1105-74 Станки поперечно-строгальные. Основные размеры
Электроэрозионные станки
ГОСТ 20551-93 Станки электроэрозионные вырезные. Основные размеры. Нормы точности
ГОСТ 24772-81 Станки электрохимические копировально-прошивочные. Основные параметры и размеры
Основные параметры и размеры
ГОСТ 30098-93 Станки электроэрозионные копировально-прошивочные. Основные размеры. Нормы точности
Агрегатные станки
ГОСТ 24380-91 Станины агрегатных станков. Основные размеры. Нормы точности
ГОСТ 19468-81 Станки агрегатные. Основные размеры
Зубо-, шлице-, и резьбообрабатывающие станки
Измерительный инструмент
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 3749-77 Угольники поверочные 90 град. Технические условия
ГОСТ 9392-89 Уровни рамные и брусковые. Технические условия
ГОСТ 15982-70 Уровни с микрометрической подачей ампулы. Методы и средства поверки
ГОСТ 11196-74 Уровни с микрометрической подачей ампулы. Технические условия
ГОСТ 2386-73 Ампулы уровней. Технические условияhttps://vsegost.com/C…/17/17360.shtml
Изменено 11 января, 2015 пользователем tmpr
Сварочные аппараты частных владельцев
Для того чтобы сварочное оборудование в мастерской частного владельца работало надёжно, за ним должен осуществляться надлежащий уход. Бремя выполнения ремонта и технического обслуживания в данном случае лежит на самом владельце.
Бремя выполнения ремонта и технического обслуживания в данном случае лежит на самом владельце.
Наиболее распространённый тип сварочного оборудования, находящегося в частном владении, это инвертор для выполнения ручной электродуговой сварки. Как проверить его работоспособность, подробно написано в прилагаемой к нему инструкции.
Для долгой и успешной эксплуатации такого аппарата следует соблюдать несколько простых правил. Режим нагрузки аппарата не должен превышать рекомендованный инструкцией по эксплуатации.
Корпус прибора и дополнительные аксессуары (провода, зажимы, электрододержатель) нужно содержать в чистоте. Состояние элементов, подверженных износу, необходимо постоянно контролировать и своевременно заменять. Это относится к держателю электродов и зажимам для деталей.
Периодически, в зависимости от интенсивности эксплуатации изделия, необходимо проводить процедуру технического обслуживания сварочного оборудования.
В частности, если это сварочный инвертор, нужно иногда снимать крышку корпуса для удаления пыли и нагара, откладывающихся на поверхности радиаторов охлаждения электронных компонентах схемы.
Для этого можно воспользоваться мягкой кистью, или продуть пылесосом. Скапливающаяся внутри корпуса пыль препятствует нормальному отводу тепла от нагревающихся силовых элементов, что может послужить причиной преждевременного выхода их из строя.
Элементы схемы инвертора принудительно охлаждаются вентилятором. Обслуживание кулера заключается в очистке его лопастей от пыли и смазке подшипника жидкой смазкой.
Признаком того, что пора провести техническое обслуживание, является увеличение громкости работы вентилятора. Это вызывается нарушением балансировки устройства накопившейся на вращающихся лопастях грязью.
При каждом обслуживании, сопровождающимся вскрытием корпуса, кроме очистки от пыли следует проверять затяжку винтовых креплений деталей, не допуская их разбалтывания.
Ремонт и профилактическое обслуживание
Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
В случае отсутствия на предприятии ремонтного персонала соответствующего уровня, работы должны выполняться на договорной основе ремонтниками профильных организаций.
Сварочное оборудование, наряду с термическим, относится к объектам, являющимся источником повышенной опасности. По этой причине разработаны специализированные нормативные документы, регламентирующие порядок контроля его состояния. Эти положения сформулированы в руководящем документе РД 34.10.127 – 34.
Основные компоненты системы проверки технического состояния станка
Проверка Ballbar QC20W токарного станка
Комплект проверки — для вертикальных обрабатывающих центров и расточных станков
Комплект для проверки токарного станка
Особые проверки
Особая форма проверки устанавливается при контроле вновь поступающего оборудования, оборудования, вышедшего из ремонта, а также, простаивающего более трёх месяцев.
В этих ситуациях осуществляется проверка наличия и комплектности технической эксплуатационной документации аппарата (паспорт, инструкция по эксплуатации, схемы).
Производится визуальный контроль технического состояния оборудования, если аппаратура новая, удаляются излишки смазки, снимается транспортный крепёж, при его наличии осуществляется протяжка ослабленных болтовых соединений.
Проверяется наличие действующей (то есть, не просроченной) отметки (наклейки) поверяющей организации на корпусах измерительных приборов. При необходимости, отметка о сроке проведённой поверки делается в соответствующей графе паспорта оборудования.
Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Замеры сопротивления изоляции проводятся между обмотками (для трансформаторов и выпрямителей), а также между каждой обмоткой и корпусом оборудования.
При этом следует руководствоваться рекомендациями, изложенными в технической документации прибора. Если в инструкции по эксплуатации отсутствует описание методики проведения испытаний, проводить их следует в соответствии с ГОСТами. Так, автоматические сварочные аппараты испытываются в соответствии с нормами ГОСТ 8213.
Так, автоматические сварочные аппараты испытываются в соответствии с нормами ГОСТ 8213.
Полуавтоматические сварочные устройства – по нормам ГОСТ 18130. Испытания устройств на основе сварочного инвертора проводятся по ГОСТ 7237. Аппараты переменного тока (трансформаторы) – по ГОСТ 7012.
|
⇐ ПредыдущаяСтр 6 из 6
Цель работы: Выбор средств измерений и определение норм точности настольного токарного станка Т-28.
Инструмент и принадлежности к работе 1. Станок Т-28 с полным комплектом оснастки и приспособлений. 2. Средства измерений.
Основные положения Требуемая точность и долговечность работы станка обеспечиваются правильной его установкой и креплением на фундаменте. Тип фундамента зависит от массы станка и сил инерции, действующих во время его работы. После установки и выверки станка на фундаменте должен быть произведен его внешний осмотр и испытания на точность и жесткость на холостом ходу и под нагрузкой в процессе работы. После внешнего осмотра приступают к испытанию станка на холостом ходу. Проверку привода главного движения производят последовательно на всех ступенях частот вращения. Проверяют взаимодействие всех механизмов станка, их безотказность и своевременность включения и выключения от различных управляющих устройств, органов управления и др. Проверяют исправность действия систем смазывания, подачи СОЖ, гидро- и пневмооборудования станка. При испытаниях на холостом ходу станок должен работать на всех режимах устойчиво, без стука и сотрясений, вызывающих вибрацию. Перемещение рабочих органов механическим или гидравлическим приводом должно происходить плавно без скачков и заеданий. При испытаниях на холостом ходу проверяют и паспортные данные станка (частоту вращения шпинделя, подачу, перемещение кареток суппорта и др.). Фактические данные должны соответствовать значениям, указанным в паспорте. После проверки станка на холостом ходу приступают к испытанию станка под нагрузкой в условиях, близких к производственным.
Причины возникновения погрешностей формы и расположения поверхностей деталей, обработанных на станках Непрямолинейность образующих деталей типа тел вращения возникает вследствие непрямолинейности направляющих станка из-за погрешностей их изготовления и износа, а также в результате деформаций при неправильной установке или нагреве станины. Причинами непрямолинейности образующих могут быть: повышенная податливость детали, вызывающая ее бочкообразность; податливость центров, приводящая к седлообразности детали; копирование форм заготовки; завалка поверхности по концам детали при врезании и выходе инструмента. Некруглость деталей является результатом блуждающего биения шпиндельных подшипников, некруглости шеек шпинделей на подшипниках скольжения, копирования некруглости заготовок. Конусообразность деталей возникает вследствие отклонения от параллельности оси шпинделя направляющим (обработка ведется в патроне), при температурных деформациях системы, смещения оси задней бабки, разной жесткости переднего и заднего центров, конусообразности заготовки. Отклонение от концентричности тел вращения является результатом копирования эксцентриситета заготовки, биения вращающегося центра шпинделя. Отклонение от параллельности возникает из-за непрямолинейности направляющих станка, температурных деформаций, всплывания стола, отклонений от параллельности (в горизонтальных станках) или от перпендикулярности (в вертикальных станках) оси шпинделя поверхности стола и его направляющим.
Основные пути повышения точности станков Повышению точности станков способствуют: применение более совершенных кинематических схем формообразования, совершенствование кинематики повышения точности элементов кинематических цепей, применение коррекционных устройств; использование конструкций, в которых вредные смещения направлены по касательной к обрабатываемой поверхности и незначительно влияют на точность обработки; применение конструкций с компенсацией износа или с самокомпенсацией зазоров с помощью пружин, гидравлического давления, использование адаптивных систем управления и др.
Условия испытания станков на точность Точность станка определяется показателями, характеризующими его геометрическую точность, точность обработанных образцов-изделий, и дополнительными. К показателям геометрической точности станка относятся: точность баз для установки заготовки и инструмента; точность траекторий движений и взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент; точность координатных перемещений этих органов и др. К показателям, определяющим точность обработки образцов-изделий, относятся: точность геометрических форм и расположения их обработанных поверхностей; постоянство размеров партии образцов-изделий и др. Дополнительными показателями оценивают точность станка при воздействии теплоты, колебаниях его на холостом ходу и др. Перед испытанием на точность станок выставляют по уровню. Допускаемее отклонения установки станков классов Н и П составляют 0,04 мм/м, классов В, А и С — 0,02 мм/м.
При статических проверках используются универсальные и специальные контрольно-измерительные приборы и комплекты инструментов (индикаторы, уровни, контрольные линейки, концевые меры длины), а также контрольные оправки (консольные и центровые), кронштейны, стойки, эталонные ходовые винты и т.д.
Размеры контрольных частей оправок принимаются в соответствии с ГОСТом.
Многие проверки выполняются с использованием индикаторов. Стойка с индикатором устанавливается и закрепляется на одной из деталей, а его измерительный наконечник касается другой детали станка или контрольной оправки. После этого вращают или перемещают одну из деталей, а отклонение стрелки индикатора показывает величину погрешности их взаимного расположения или перемещения.
Средства измерений проходят предварительную аттестацию. При испытании станков класса Н и П погрешность измерения не должна превышать 20% допускаемого отклонения измеряемого параметра.
В процессе испытания отдельные узлы станка перемещаются вручную или от механического привода со скоростями, установленными технической документацией.
При проверке станка на точность обработки (проверка в работе) режимы резания, инструменты и образцы-изделия подбирают применительно к его типоразмеру. Образцы изделия изготавливают из стали средней твердости или чугуна. Их форма и размер предусмотрены соответствующим ГОСТом.
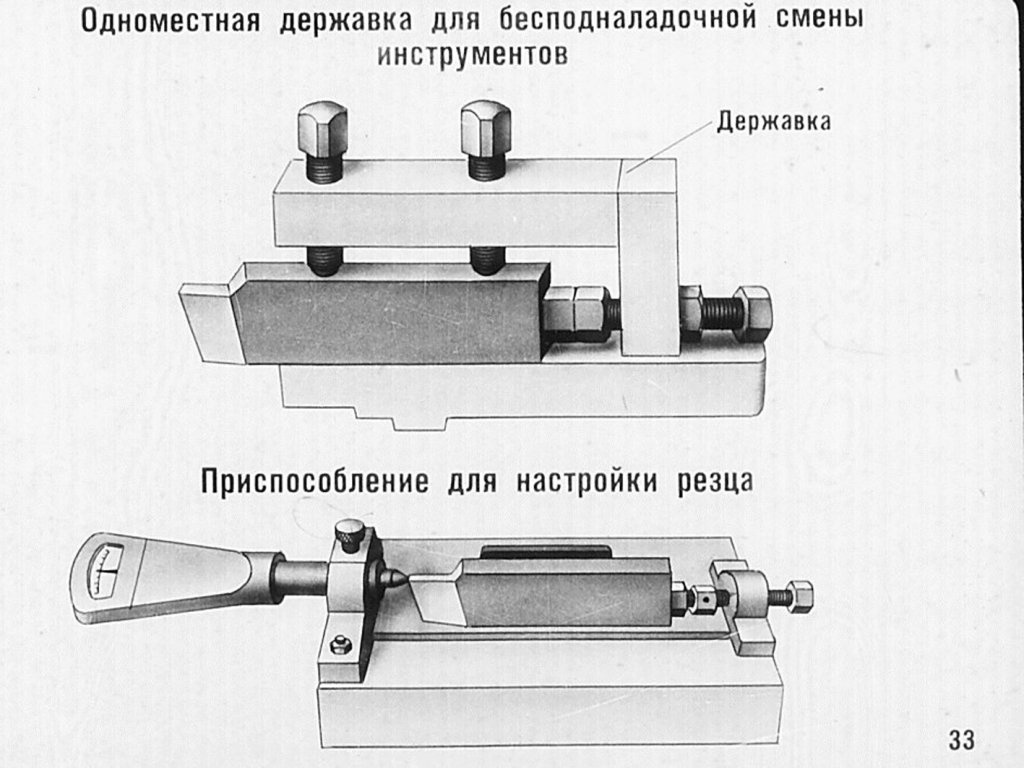
Устройство станка Т-28
Токарный станок Т-28 предназначен для выполнения точных работ в инструментальных и опытных цехах часовой и приборостроительной промышленности. Станок изготавливается в настольном исполнении, с приводом от индивидуального электродвигателя. Крепление обрабатываемых деталей осуществляется в цанге, в центрах, на планшайбе. Станок состоит из станины, передней бабки, задней бабки и суппорта (рис.8.1).
Рис. 8.1. Общий вид станка
Суппорт устанавливается на станине.
Вращение шпинделя осуществляется электродвигателем через трехступенчатую круглоременную передачу.
Шпиндель станка вращается в двух бронзовых втулках. Регулировка подшипников шпинделя производится гайкой. При большой выработке подшипников следует произвести их притирку.
Регулировка осевого люфта опор винтов подач суппорта производится резьбовыми втулками.
Основные технические характеристики станка приведены в табл.8.1.
Таблица 8.1 – Технические характеристики станка Т-28
Для включения двигателя используется рукоятка включения двигателя 1 (рис.8.2). Для остановки вращения шпинделя предназначена рукоятка торможения шпинделя передней бабки 2. При проведении работ, связанных с поворотом шпинделя на некоторый угол, применяется делительное устройство, для закрепления шпинделя в заданном положении используется ручка делительного устройства 3. Маховичок цангодержателя 4 предназначен для закрепления цанг и других принадлежностей. Для закрепления цанги необходимо ручкой стопорения шпинделя 5 застопорить шпиндель и вращая маховичок 4 закрепить цангу.
Суппорт станка имеет продольное и поперечное перемещение, а также имеется возможность вращения резцовых салазок.
Задняя бабка может перемещаться по станине, для закрепления задней бабки в определенном положении используется рукоятка зажима задней бабки 10. Пиноль задней бабки перемещается маховиком подачи пиноли 9 и зажимается рукояткой зажима пиноли 8. На рис.8.2 показаны также места смазки станка: 21 — подшипники шпинделя передней бабки, 22 – опоры ходовых винтов суппорта, 23 – опора винта подачи пиноли задней бабки.
Рис.8.2. Схема расположения рукояток и мест смазки
Порядок выполнения работы
При выполнении работы производится несколько стандартных проверок на точность токарного станка Т-28.
1. Проверка радиального биения центрирующей шейки шпинделя передней бабки (рис. 8.3). Стойку индикатора устанавливают на неподвижной части станка. Измерительный наконечник индикатора должен быть направлен нормально к образующей центрирующей шейки.
Рис. 8.3. Проверка радиального биения центрирующей шейки шпинделя
2. Проверка радиального биения оси конического отверстия шпинделя передней бабки (рис. 8.4). Индикатор устанавливается так, чтобы измерительный наконечник касался поверхности конического отверстия перпендикулярно к образующей конуса.
Рис. 8.4. Проверка радиального биения оси конического отверстия шпинделя передней бабки
3. Проверка параллельности оси шпинделя передней бабки направляющим станины в вертикальной плоскости (рис. 8.5). Проверка производится с помощью цилиндрической оправки, вставленной в отверстие цанги, которая в свою очередь устанавливается в шпинделе.
Рис. 8.5. Проверка параллельности оси шпинделя передней бабки направляющим станины в вертикальной плоскости
4. Проверка осевого биения шпинделя передней бабки (рис. 8.6). Ее выполняют с помощью индикатора, касающегося плоским измерительным наконечником шарика, помещенного в конусное отверстие шпинделя.
Рис. 8.6. Проверка осевого биения шпинделя передней бабки
5. Проверка параллельности оси конического отверстия шпинделя задней бабки направляющим станины (рис. 8.7). Проверка производится с помощью цилиндрической оправки, вставленной в отверстие цанги, которая в свою очередь устанавливается в коническое отверстие шпинделя задней бабки. Замеры производятся 3 раза с перестановкой оправки.
Рис. 8.7. Проверка параллельности оси конического отверстия шпинделя задней бабки направляющим станины
6.
Рис. 8.8. Проверка параллельности перемещения шпинделя задней бабки направляющим станины в вертикальной плоскости
7. Проверка расположения осей отверстий шпинделя передней бабки и шпинделя задней бабки (рис. 8.8). Проверка производится посредством цилиндрической оправки, закрепленной в центрах. В горизонтальной плоскости — оси должны быть расположены на одинаковом расстоянии от боковой плоскости направляющих станины. В вертикальной плоскости – оси должны быть на одинаковой высоте от верхней плоскости направляющих станины.
Рис. 8.8. Проверка расположения осей отверстий шпинделей передней и задней бабок в вертикальной плоскости
8.
Рис. 8.10. Проверка параллельности направления движения резцовых салазок суппорта к оси шпинделя передней бабки в вертикальной плоскости
9. Проверка перпендикулярности торцевой поверхности буртика шпинделя передней бабки к оси вращения шпинделя (рис. 8.11). Ее выполняют с помощью индикатора, касающегося буртика у его периферии. Измерения производят в диаметрально противоположных точках двух взаимно перпендикулярных плоскостей.
Рис. 8.11. Проверка перпендикулярности торцовой поверхности буртика шпинделя передней бабки к оси вращения шпинделя
10. Проверка радиального биения цилиндрической оправки длиной 10 мм, зажатой в цанге (рис.
Рис. 8.12. Проверка радиального биения цилиндрической оправки
Результаты испытаний заносятся в таблицу 8.3.
Таблица 8.3 — Результаты измерений
Содержание отчета
1.
2. Инструмент и принадлежности к работе.
3. Таблица результатов испытания станка на точность (табл. 8.3).
4. 3аключение о соответствии станка нормам точности и предложения по восстановлению точности.
5. Выводы и рекомендации.
Контрольные вопросы к лабораторной работе
1. Причины возникновения погрешностей формы и расположения поверхностей деталей, обработанных на станках.
2. Основные пути повышения точности станков.
3. Условия, при которых производится испытание станков на точность.
4. Содержание различных проверок станка на точность.
5. Устройство и принцип работы станка Т-28.
Литература
1. А.И.Кочергин, Е.С. Яцура, В.И. Туромша и др. Лабораторный практикум по металлорежущим станкам. Под ред. А.И. Кочергина.,Мн., Выш.шк., 1986.
⇐ Предыдущая123456 Читайте также: |
 Испытание проводят обработкой образцов на таких режимах, при которых нагрузка не превышает номинальной мощности привода в течение основного времени испытания.
Испытание проводят обработкой образцов на таких режимах, при которых нагрузка не превышает номинальной мощности привода в течение основного времени испытания.

 Колебания температуры рабочего пространства при проверке станков классов В, А и С не должны превышать 2ºС.
Колебания температуры рабочего пространства при проверке станков классов В, А и С не должны превышать 2ºС.
 На суппорте крепится обрабатывающий инструмент. Подача инструмента осуществляется в продольном и поперечном направлениях вручную. Цена деления лимбов рукояток перемещения 0,01 мм.
На суппорте крепится обрабатывающий инструмент. Подача инструмента осуществляется в продольном и поперечном направлениях вручную. Цена деления лимбов рукояток перемещения 0,01 мм.

 Помимо этого суппорт может перемещаться по станине. Для фиксации суппорта в нужном положении используется гайка зажима суппорта 11. Поперечное перемещение суппорта осуществляется с помощью ручки поперечной подачи суппорта 6. Продольное перемещение – ручкой продольной подачи суппорта 7. Для вращения резцовых салазок предназначены винты 12. Например, для поворота по часовой стрелке левый винт завинчивается, а правый винт вывинчивается. После поворота на необходимый угол правый винт завинчивается до упора.
Помимо этого суппорт может перемещаться по станине. Для фиксации суппорта в нужном положении используется гайка зажима суппорта 11. Поперечное перемещение суппорта осуществляется с помощью ручки поперечной подачи суппорта 6. Продольное перемещение – ручкой продольной подачи суппорта 7. Для вращения резцовых салазок предназначены винты 12. Например, для поворота по часовой стрелке левый винт завинчивается, а правый винт вывинчивается. После поворота на необходимый угол правый винт завинчивается до упора.
 В каждой позиции производится два замера (с поворотом шпинделя на 180º).
В каждой позиции производится два замера (с поворотом шпинделя на 180º). Проверка параллельности перемещения шпинделя задней бабки направляющим станины в вертикальной (рис. 8.8) и горизонтальной плоскостях. Проверка производится в одной точке при выдвинутом и задвинутом положении пиноли в горизонтальной и вертикальной плоскостях.
Проверка параллельности перемещения шпинделя задней бабки направляющим станины в вертикальной (рис. 8.8) и горизонтальной плоскостях. Проверка производится в одной точке при выдвинутом и задвинутом положении пиноли в горизонтальной и вертикальной плоскостях. Проверка параллельности направления движения резцовых салазок суппорта к оси шпинделя передней бабки в вертикальной плоскости (рис. 8.10). Проверка производится на цилиндрической оправке, вставленной в коническое отверстие шпинделя передней бабки. Замеры производятся 3 раза с перестановкой оправки.
Проверка параллельности направления движения резцовых салазок суппорта к оси шпинделя передней бабки в вертикальной плоскости (рис. 8.10). Проверка производится на цилиндрической оправке, вставленной в коническое отверстие шпинделя передней бабки. Замеры производятся 3 раза с перестановкой оправки. 8.12). Проверке подвергается весь комплект цанг, прилагаемых к станку.
8.12). Проверке подвергается весь комплект цанг, прилагаемых к станку. 1
1
 Наименование и цель работы.
Наименование и цель работы. , С. 87-93.
, С. 87-93.Проверка металлорежущих станков на точность
В данном реферате рассматриваются проблемы, тонкости и нюансы проверки металлорежущих станков на точность. Представлены общие замечания выявляющиеся при тестировании станков на точность, способы установки для осуществления всех проверок, определения все отклонений и погрешностей, измерения, как прямолинейностей поверхностей станков, так и все кинематических узлов машины. Так же представлены приборы для измерений, методы измерений с помощью данных инструментов. А так же классификация станков по точности и их ГОСТы.
Общие замечания
Тестирование станков на точность является одной из важнейших частей программы испытаний при получении мелко и крупносерийных станков и прототипов новейших моделей.
Испытания на геометрическую точность станков относится к области метрологии.
Геометрическая точность станка характеризует качество исполнения и монтажа:
- Степень приближения геометрически правильных плоскостей к заготовке и инструментам;
- Соответствие перемещений в направляющих держателях базовых узлов станка, которые перемещают заготовку и инструменты,
- Точность положения поверхностей основания по отношению друг к другу и к направляющим опорам, которые определяют перемещения головки и форму поверхностей обработки;
- точность линейных и угловых размеров и точность кинематических схем передачи.
Во время обработки в агрегатах возникают силы, которые вызывают деформацию станка, заготовок и деталей инструмента, а также повышение температуры, которая вызывает температурную деформацию этих деталей.
Геометрическая точность станка является одной из важнейших характеристик станка, но она дает не полную картину характеристики точности обработки деталей станком.
Геометрическая точность станка определяется серией испытаний с использованием инструмента и измерительных приборов.
Обмерка обработанных образцов на финальной стадии не является прямой оценкой этой точности, но дополняет эти тесты.
Установка станков перед прецизионным испытанием.
Для проверки станка на точность его устанавливают на стенде для испытаний или фундаменте на опорах установленных в конструкции станка. Это следует делать крайне осторожно, так как геометрическая точность станка в некоторых ситуациях зависит от точности установки на испытательном стенде. Во время тестирования есть несколько типов станков:
Трехточечный опорный станок в большинстве своем используется на небольших прецизионных станках с жесткой станиной, которые работают без дальнейшего увеличения жесткости фундамента.
Машину переводят в горизонтальное положение путем регулирования опор. Приведение в полное соответствие осуществляется на продольном и поперечном уровнях.
При сборке машины все подвижные элементы (стол, станина, упоры, защитный экран, и т.д.) должны находиться в центральном среднем положении.
Просим обратить внимание на возможность сменить положение машины на опорах во время проверки; во избежание ошибок следует контролировать положение станины с помощью дополнительного уровня.
Установка машины (во время работы) на более чем три опоры является одним из наиболее распространенных методов. Станина машины прикручивается к фундаменту, что повышает жесткость станка.
В тех случаях, когда такие машины устанавливаются на испытательном стенде или фундаменте с помощью клиньев или башмаков, станины машин, не являющиеся достаточно жесткими, деформируются под действием собственного веса и веса конструкций, установленных на них.
Поэтому машина устанавливается на нескольких опорах, измеряя степень деформации станины в отдельных ее элементах. Регулируя опоры кровати, кровать устанавливается в положение, в котором деформация меньше всего. При проверке станка на точность можно дополнительно регулировать опоры в пределах допустимого натяжения станины, проверяя относительное положение отдельных элементов станка.
При проверке станка на точность можно дополнительно регулировать опоры в пределах допустимого натяжения станины, проверяя относительное положение отдельных элементов станка.
При проверке машин, рама которых достаточно жесткая и функционирует без опорных болтов или демпферов колебаний, во время испытания на точность не разрешается производить дополнительную регулировку опор.
Установка машины производится в соответствии с монтажным чертежом до начала испытаний, но без затягивания фундаментных болтов.
Точность настройки машины перед тестированием определяется в каждой части следующих стандартов точности.
Измерение прямолинейности и плоскостности направляющих для станков
Прямое движение в станках, наряду с круговым движением, является наиболее важным и распространенным типом перемещения и позиционирования движущихся частей машины относительно основных частей (рамы, стойки, шпалы и т. д.) И осуществляется с помощью направляющих поверхностей.
Простота перемещения определяет точность формы и расположения обрабатываемых поверхностей на станке, точность координат и расчетных перемещений, точность сборки движущихся частей, узлов и механизмов, взаимодействие механизмов, соединяющих движущиеся и неподвижные части станка.
В свою очередь, точность линейного перемещения зависит от точности конструкции и расположения проводящих поверхностей базовых частей, то есть степени их аппроксимации формы и относительного положения некоторых геометрических фигур.
Измерение прямолинейности системы наведения включает в себя:
- Проверка прямолинейности отдельных направляющих поверхностей или следов их пересечения;
- Определение относительного положения в одной или параллельных плоскостях двух направляющих или траектории резания двух плоскостей и третьей направляющей.
Целью измерения прямолинейности проводящей поверхности является определение фактической формы по координатам, выраженным в линейных величинах, и определение отклонения проводящей поверхности от исходной геометрической плоскости или трассы пересечения поверхности геометрической линии.
Методы и инструменты для измерения прямолинейности основаны на двух типах измерений:
- Измерение линейных значений, определяющих координаты элементарных поверхностей каретки относительно базовой линии;
- Измерение угловых величин, определяющих углы наклона отдельных частей направляющей линии, ограниченных элементарными участками относительно базовой линии
Исходная прямая — это: горизонтальная линия, прямой луч, проекция горизонтально натянутой струны на горизонтальную плоскость, материализованный образец прямой — линейки и т. д….
д….
Суть линейных методов измерения (оптический метод наблюдения, струнный метод, гидростатический метод) заключается в том, что координаты элементарных положений на направляющей поверхности определяются прямым измерением. Это изменение определяет координаты базовой плоскости относительно стартовой линии.
Измерение каждого объекта не зависит от измерения координат других объектов, за исключением экстремальных объектов, где измеряемый объект и исходная прямая выровнены друг с другом.
Суть угловых измерений (уровень, коллимация и автоколлимация) заключается в том, что положение первичных участков не измеряется по отношению к исходной прямой, а определяется взаимным расположением двух соседних участков, которые совпадают по длине с направляющей.
Кроме проверки прямолинейности отдельных слайдов, необходимо также проверить идентичность формы обоих слайдов по уровню.
Суть метода проверки идентичности формы проводников (разрыв или завинчивание проводников) заключается в определении, с помощью уровня углов поворота моста, который располагается в поперечном направлении на двух проводниках и перемещается вдоль них.
Поскольку допуски для слайдовых всплесков присваиваются угловым значениям (часто в горизонтальных шкалах), результаты измерений сразу же отражают идентичную форму слайда. Извращенность определяется наибольшей разницей в уровне показаний.
Проверка кинематических цепей станков на точность.
При проверке точности токарных, винтовых и вращающихся цепей необходимо измерять точность всех цепей, включая звездочку и шпиндельный механизм. Отдельные ошибки, которые определяют точность этих цепей, такие как ход шпинделя, прямолинейность шины, осевой ход шпинделя и т.д., подвергаются многочисленным независимым проверкам.
Точность винтовых цепей измеряется с помощью контрольного винта, установленного в центре тестируемого станка, и измерительного устройства (эталонного или самописца), установленного в резцедержатель вместо режущего инструмента.
Измерение выполняется в движении, путем прямого контакта с измерительным стержнем прибора с резьбой эталонного винта при установке машины на ступеньку этого винта. Таким образом, тест проводится в условиях, сравнимых с резьбой винта.
Таким образом, тест проводится в условиях, сравнимых с резьбой винта.
Теодолит с коллиматором или специальным оборудованием используется для проверки точности кинематических фанерных цепей.
Точность абсолютного движения на весах измеряется, в первую очередь, на прецизионных сверлильных станках, системы координат которых переносятся на конкретные размеры с помощью габаритов (весов и шкал) или на подвижных винтах, оснащенных корректирующими устройствами.
Точность абсолютных перемещений проверяется с помощью эталонного микроскопа.
Точность координатно-сверлильных станков проверяется высококвалифицированным персоналом в специальных температурных условиях с использованием сертифицированных измерений опорных точек.
Точность измеренных координатных перемещений зависит от положения опорного центра в рабочей зоне станка. Для того, чтобы определить фактические перемещения координат, необходимо также учитывать отклонения от контрольной шкалы при сертификации. Прецизионные измерительные приборы на станках
Инструменты общего назначения и инструменты, используемые для большинства испытаний точности станков (стержни и углы управления, датчики, конечные измерения, щупы, манометры и микрометры и т. д.) достаточно просты и не требуют никаких специальных инструкций по применению или особых навыков для использования их.
д.) достаточно просты и не требуют никаких специальных инструкций по применению или особых навыков для использования их.
Все измерительные приборы, используемые для тестирования станка на точность, должны быть надлежащим образом проверены и сертифицированы, а их погрешности должны быть учтены при проведении измерений.
Следует учитывать тот факт, что во многих случаях ошибки в измерительном оборудовании и инструментах могут автоматически исключаться из результатов измерений известными в метрологии методами, например: перестановка контрольных рамок при повороте на 180°, «разматывание» горизонтального контроля, «развертывание» угла при проверке перпендикуляра, измерение прямолинейности обеих сторон контрольной шкалы с учетом их нелинейности и т.д.
Такие методы измерения обеспечивают высокую точность контроля и должны применяться по мере возможности.
Относительно небольшое количество критических проверок, характеризующих точность станков, требует специальных измерительных приборов.
Для работы с этими приборами требуется квалифицированный персонал, знакомый с их работой.
Специальные измерительные приборы включают в себя:
- Оптические устройства для тестирования прямолинейности проводников устройства коллимации и автоколлимации, козырьки, используемые также для контроля наладки и других целей;
- Оптическое угловое измерительное оборудование теодолиты и коллиматоры, индексирующие диски с эталонными микроскопами, используемые для проверки шаговых цепей станков, распределительных механизмов.
- Эталонные винты и специальные измерительные инструменты и пишущие инструменты для проверки точности винтовых и режущих цепей, резьбонарезных станков и проволочных шлифовальных станочных комплексов;
- Прецизионные лучевые измерительные приборы и эталонные микроскопы для измерения точности перемещений систем координат прецизионных сверл и некоторых других станков;
- оборудование для непрерывного контроля сепарационных цепей в редукторах.

При проведении измерений с помощью специальных приборов и обработке результатов измерений необходимо соблюдать инструкции и указания для этих приборов.
Методы и средства контроля измерений, указанных в стандартах станков, являются обязательными; могут применяться и другие средства и методы измерений при условии, того что они полностью гарантируют точность требуемых стандартов на станки. При проверке станков на точность (без резки) движения деталей станка осуществляются вручную, а при отсутствии ручного привода механически с наименьшими скоростями.
Классификация станков на основе точности
В соответствии с классом точности станков СССР они разделены на пять классов, которые перечислены таблице
Класс точности станка Определение класса точности Корреляция основных допусков точности для станков
Станки нормальной точности Н 1
Прецизионные станки П 0,6
Высокоточные станки В 0,4
Высокоточные машины А 0,25
Прецизионные машины С 0,15
Как видно из таблицы, для многих показателей точности отношение значений допуска при переходе из класса в класс принимается равным 1,6.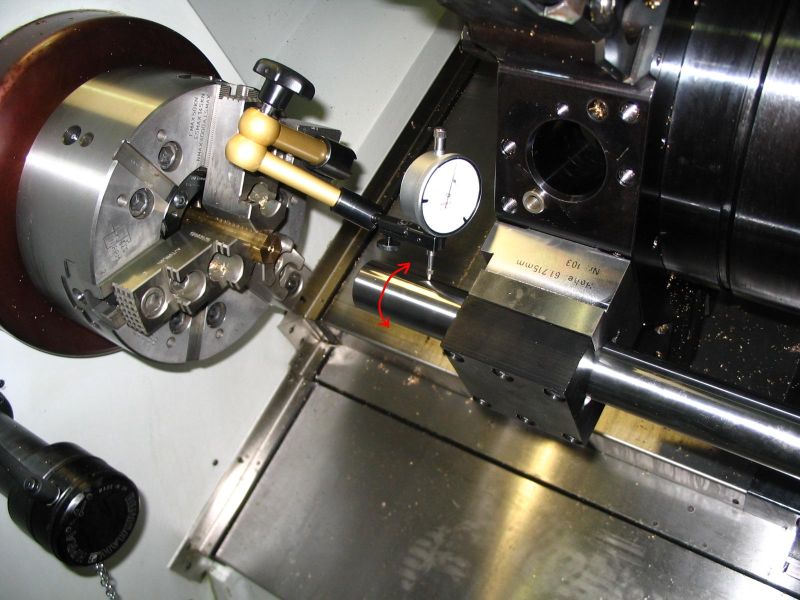
Этот коэффициент дает возможность адаптировать требования к точности машины к точности изделий, обрабатываемых на машине, так как коэффициент 1,6 берется во внимание в системах допусков параметров, характеризующих точность поверхности изделий с широким применением. Станки с более высокой точностью, как правило, изготавливаются на базе станков с нормальной точностью, которые отличаются, главным образом, высокоточным производством и подбором отдельных деталей, а также лучшим качеством сборки.
Станки с высокой и особенно высокой точностью отличаются от предыдущих особыми конструктивными особенностями отдельных компонентов, высокой точностью и особыми условиями работы.
Сверхточные станки предназначены для обработки деталей с высочайшей точностью разделенных прямозубых и дисковых зубчатых колес, опорных шестерен, измерительных винтов и т.д.
При приемке машин с классом точности выше, чем тот, который регламентируется следующими стандартами, можно использовать предполагаемое соотношение основных показателей точности для изменения с более низкого на более высокий класс путем умножения допуска на 0,6.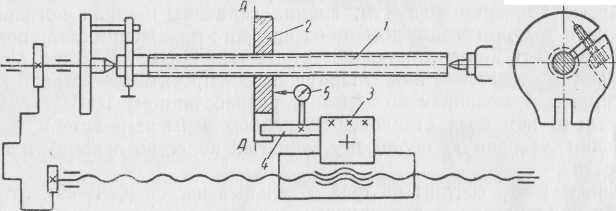 Сравнение стандартов точности ГОСТа с зарубежными стандартами
Сравнение стандартов точности ГОСТа с зарубежными стандартами
При сравнении стандартов точности станков СССР (ГОСТ) с аналогичными стандартами других стран следует отметить, что стандарт СССР по точности станков не превышен:
- По количеству и номенклатуре машин, подпадающих под стандарты точности (около 65 действующих СНГТ), СССР занимает лидирующее положение.
- Объем прецизионных испытаний станков, регламентированный ГОСТом, в принципе соответствует большинству зарубежных стандартов.
Разница в основном связана с проверкой отдельных деталей (рам, натяжных винтов, разъемных дисков), которые проверяются в процессе производства и сборки и, как правило, не включаются в ГОСТ.
- Значения допустимых отклонений параметров привели к созданию ГОСТа по стандартам точности, которые в принципе также соответствуют стандартам, используемым в большинстве зарубежных стран.
Возросшие требования промышленности к качеству выпускаемых машин, в частности, к их точности, надежности и долговечности, а также к условиям поставки машин на экспорт, ставят перед машиностроительной промышленностью Советского Союза задачу обеспечить достаточно длительный срок службы машин с определенной точностью.
В частности, только часть поля точности допусков может быть использована для изготовления машин на экспорт. Представляется необходимым ввести более строгие требования к точности там, где это необходимо, и проверять новые параметры в отдельных случаях.
В ближайшее время будут выпущены новые и усовершенствованные ГОСТы с более высокими требованиями к ряду показателей точности станков, а также будут добавлены более высокие классы точности в соответствии с разработанной классификацией.
- Должно быть ясно, что в отдельных случаях допуски, указанные в зарубежных стандартах, необоснованно завышены, и поэтому при сравнении с ГОСТом необходимо проверить целенаправленность этого завышенного утверждения и проанализировать влияние заниженных требований на точность отдельных параметров на точность работы станка в соответствии с обозначением.
- В полученных сравнительных таблицах ГОСТа и зарубежных стандартов (табл. 172-192) не всегда проводятся абсолютно одинаковые проверки как по применяемой технике, так и по используемому контрольному оборудованию и длинам, на которые передаются права на точность.

В таких случаях соответствующие оговорки указываются в таблицах. Допуски пересчитываются в длины, на которые они были распределены. Необходимо также учитывать тот факт, что различные стандарты имеют свою собственную систему взаимосвязи отдельных элементов управления, и буквальное сравнение их точности без учета этой взаимосвязи не всегда позволяет оценить реальную точность машин.
В таких случаях необходим более глубокий анализ сопоставимых данных о точности, а также проверка точности машин в точно таких же условиях.
- При сравнении допустимых допусков по ГОСТу и зарубежным стандартам необходимо учитывать, что только часть диапазона допусков на точность по ГОСТу:
0,6 допусков для машин с нормальной и повышенной точностью;
0,8 допусков для машин с высокой и очень высокой точностью.
Руководство по выравниванию токарного станка для начинающих
Выравнивание токарного станка — Советы и руководство для начинающих
Большинство токарных станков, как бы плохо они ни были настроены, могут выполнять некоторую полезную работу. Но для выполнения любой серьезной работы важно, чтобы токарный станок был правильно настроен.
Но для выполнения любой серьезной работы важно, чтобы токарный станок был правильно настроен.
На практике не всегда удается сделать это идеально. Поэтому важно понимать, как каждая регулировка влияет на точность токарного станка.
При настройке токарного станка каждый процесс должен выполняться в порядке, указанном ниже. В общем, нет смысла переходить к следующему шагу, пока текущий не будет завершен удовлетворительно. Ну, это идея. Но становится очевидным, что даже первый шаг будет для многих проблемой. Вывод должен заключаться в том, что шаги должны выполняться в следующем порядке, и каждый шаг должен быть выполнен как можно лучше.
Любопытный момент
Следует отметить, что много говорится о выравнивании, например, оси передней бабки с осью задней бабки, что упоминается только в отношении выравнивания в вертикальной плоскости. Дело не в том, что горизонтальная плоскость не имеет значения. Причина в том, что если режущая кромка находится сбоку от заготовки, положение этой кромки в горизонтальной плоскости имеет решающее значение, тогда как положение в вертикальной плоскости очень важно, но не так важно.
В связи с этим высота и горизонтальность шпинделя и бочки задней бабки обычно определяются и устанавливаются при изготовлении токарного станка. Можно предположить, что они всегда достаточно хороши.
Этапы установки станка
1. Установка станка на пол
2. Выравнивание станка
3. Выравнивание передней бабки
Установка станины по уровню
Что происходит, когда станина токарного станка должна быть ровной, это то, что поверхность плоская, т. е. не скрученная. вряд ли скрутится.
Очень маленькие токарные станки, такие как те, что используются часовщиками, могут поддерживаться только в одной точке. Большие токарные станки, такие как Myford, поддерживаются только в двух точках.
Токарные станки большего размера часто поддерживаются двумя болтами на каждом конце. Настроить их не так просто, как можно себе представить. Один из подходов состоит в том, чтобы предположить, что один болт установлен в соответствии с требованиями. Сделайте это самым труднодоступным болтом. Это заблокировано. Осталось настроить три. Очень легко настроить токарный станок очень близко к тому, что требуется. Установите кровать в продольном направлении, чтобы она была примерно ровной. Установите кровать примерно ровно поперек кровати.
Для большинства токарных станков меньшего размера требуется уровень, который может обнаруживать разницу в 0,1 мм на 1 метре. Если станина имеет перевернутую V-образную форму для направления седла и задней бабки, то с обеих сторон станины можно положить параллели или одинаковую толщину, а поверх них положить уровень, чтобы проверить станину на плоскостность.
Регулировка любого из этих болтов повлияет на все остальные. Это означает, что процесс является итеративным. Нужно ходить по кругу, пока кровать не станет ровной в обоих направлениях. Каждая итерация будет включать все меньшую и меньшую корректировку. На больших токарных станках станина настолько жесткая, что ее вполне можно отрегулировать так, чтобы запертый болт поднимался в воздух.
Когда все это будет сделано, все болты должны быть закрыты. В этот момент часто обнаруживается, что это само по себе вызывает легкое движение токарного станка. Некоторая умелая настройка должна быть в состоянии решить эту проблему.
На очень больших токарных станках невозможно изготовить станину, способную выдержать собственный вес. Примером этого является небольшой токарный станок DSG. Большая часть веса приходится на конец передней бабки. Это решается наличием четырех болтов, чтобы выдержать вес передней бабки, и двух, чтобы выдержать вес остальной части станины. Вероятно, это делается так же. Закрепите один болт, затем отрегулируйте остальные так, чтобы они были примерно правильными, а затем вращайте и вращайте, делая небольшие регулировки, пока они не станут плоскими вдоль кровати и поперек кровати.
Регулировка подшипников
Подшипники шпинделя на большинстве токарных станков регулируются с помощью пары гаек на левой стороне передней бабки.
фиг. гайки для регулировки подшипников шпинделя
гайки для регулировки подшипников шпинделя
Гайка справа должна быть отрегулирована таким образом, чтобы не было радиального или осевого зазора, измеряемого с помощью dti на шпинделе, и чтобы шпиндель мог свободно вращаться. Кроме того, это вращательное движение должно быть плавным на всем протяжении. Не должно быть никаких различий в его сопротивлении вращению в любой точке, когда он поворачивается вручную. Эта гайка должна быть заблокирована гайкой слева от нее после регулировки. Всегда необходимо снова проверить регулировку после блокировки. Нет смысла двигаться дальше этой точки, пока это условие не будет выполнено. Как только это будет достигнуто, шпиндель получит определенную ось вращения. Это не значит, что к нему можно приспособить что угодно, и тогда он будет квадратным, концентрическим или каким-либо еще.
Выравнивание передней бабки
Чтобы станок мог обтачивать параллельные детали, ось шпинделя должна быть параллельна станине станка. На некоторых токарных станках это определяется конструкцией станка при его изготовлении. На токарных станках, где это можно отрегулировать, это необходимо отрегулировать. Если бы коническая втулка на шпинделе была идеальной, то можно было бы установить на эту втулку испытательный стержень с конусом. Независимо от того, выровнена ли передняя бабка или нет, тестовый стержень, подобный этому, при касании с помощью dti должен показывать нулевое биение. Если это не так, то сокет, вероятно, поврежден. Можно было бы почистить его с помощью конусной развертки. Метод 1 – использование испытательного стержня в конической втулке шпинделя. Испытательный стержень вставляется в гнездо шпинделя и ударяется молотком с мягкой головкой. DTI устанавливается напротив дальнего конца испытательного стержня. Шпиндель вращается вручную. Изменение показания DTI не должно превышать 0,01 мм на 100 мм. Это просто проверяет, что ось испытательного стержня соосна с осью шпинделя. Если это не так, то либо тестовый стержень неисправен, либо конусное гнездо в шпинделе может быть испорчено. Попробуйте метод 2.
На токарных станках, где это можно отрегулировать, это необходимо отрегулировать. Если бы коническая втулка на шпинделе была идеальной, то можно было бы установить на эту втулку испытательный стержень с конусом. Независимо от того, выровнена ли передняя бабка или нет, тестовый стержень, подобный этому, при касании с помощью dti должен показывать нулевое биение. Если это не так, то сокет, вероятно, поврежден. Можно было бы почистить его с помощью конусной развертки. Метод 1 – использование испытательного стержня в конической втулке шпинделя. Испытательный стержень вставляется в гнездо шпинделя и ударяется молотком с мягкой головкой. DTI устанавливается напротив дальнего конца испытательного стержня. Шпиндель вращается вручную. Изменение показания DTI не должно превышать 0,01 мм на 100 мм. Это просто проверяет, что ось испытательного стержня соосна с осью шпинделя. Если это не так, то либо тестовый стержень неисправен, либо конусное гнездо в шпинделе может быть испорчено. Попробуйте метод 2. Метод 2 В конце концов, большинство токарных станков не используют конус ни для чего, кроме удержания центра для точения между центрами. В этих случаях центр всегда можно установить на шпиндель, забить и проверить с помощью dti.
Метод 2 В конце концов, большинство токарных станков не используют конус ни для чего, кроме удержания центра для точения между центрами. В этих случаях центр всегда можно установить на шпиндель, забить и проверить с помощью dti.
точение центра до концентричности
Если центр не близок к идеальному, его обычно можно обточить с помощью твердосплавной фрезы. Это создаст поверхность, идеально концентрическую с осью шпинделя. однако, если центр нужно обработать таким образом, нельзя быть уверенным, что он снова будет точным после того, как он будет снят со шпинделя.
Выравнивание задней бабки
Если передняя бабка параллельна станине, а центр шпинделя соосен со шпинделем, то это можно использовать для выравнивания задней бабки. Это можно сделать с помощью тестового стержня. Он помещается между центром шпинделя и центром задней бабки. Затем край тестового стержня проверяется по всей длине с помощью dti. Это должно быть правильно до 0,01 на 100 мм. У нас есть тестовые бруски для токарных станков 1MT, 2MT, 3MT и 4MT, которые вы можете купить здесь.
У нас есть тестовые бруски для токарных станков 1MT, 2MT, 3MT и 4MT, которые вы можете купить здесь.
Контрольный стержень между центром передней бабки и центром задней бабки
Что делать, если гнездо в задней бабке серьезно повреждено? Если в гнездо вставлен хороший центр, оно всегда будет оставаться таким же, как бы оно ни входило. Из-за этого задняя бабка всегда отображается правильно, используя метод тестового стержня. Из этого также следует, что вращающийся центр в задней бабке всегда достаточно правильный. Следует заметить, что на самом деле можно было бы ожидать, что высота вдоль контрольной полосы будет одинаковой. Но это не было проверено. во-первых потому, что он фиксируется высотой оси вращения шпинделя и высотой оси центра в задней бабке. Ни один из них не регулируется. В любом случае, поскольку вся резка выполняется сбоку заготовки, очень небольшие различия в высоте не будут иметь значения для диаметра заготовки. Ошибки могут быть вызваны износом задней бабки вдоль станины станка и износом втулки задней бабки. Если задняя бабка направляется вдоль станины в виде перевернутой буквы V, вполне вероятно, что она будет двигаться по прямой линии. Если задняя бабка направляется плоскими и вертикальными поверхностями, если они изношены, она может не двигаться по прямой линии. В этом случае заднюю бабку можно установить так, чтобы она была правильной, но это будет верно только в одном конкретном положении. В этом случае заготовку можно повернуть параллельно, если длина заготовки равна длине испытательного стержня, который использовался для установки параллельности задней бабки.
Если задняя бабка направляется вдоль станины в виде перевернутой буквы V, вполне вероятно, что она будет двигаться по прямой линии. Если задняя бабка направляется плоскими и вертикальными поверхностями, если они изношены, она может не двигаться по прямой линии. В этом случае заднюю бабку можно установить так, чтобы она была правильной, но это будет верно только в одном конкретном положении. В этом случае заготовку можно повернуть параллельно, если длина заготовки равна длине испытательного стержня, который использовался для установки параллельности задней бабки.
Исключение
На токарном станке, где шпиндельная бабка может вращаться, можно изготавливать высокопараллельные детали. Это можно сделать, если деталь удерживается между центрами. Задняя бабка совмещена с центром в передней бабке. любая часть, теперь повернутая между этими двумя центрами, должна быть параллельной.
13 августа 2017 г. LPR Toolmakers
Проверка центровки токарного станка (краткое и простое руководство)
Если вы хотите, чтобы ваш токарный станок работал безупречно, вам необходимо проверить, идеально ли он отцентрирован !!
Эти испытания, которые проводятся на токарном станке по металлу для проверки точности, известны как испытание на выравнивание токарного станка (или испытание на точность токарного станка или процедура выравнивания токарного станка).
Проверка центровки токарного станка (или процедура центровки токарного станка) можно разделить на два типа.
- Геометрические испытания
- Практические испытания
Геометрическое испытание на токарном станке по металлу включает в себя проверку соотношения между различными элементами токарного станка при его простое. Эти тесты выполняются с использованием простых измерительных приборов вместе с несколькими специальными принадлежностями.
Проверка геометрической центровки токарного станка обычно включает такие проверки, как проверка параллельности оси шпинделя и станины станка, пересечение центров передней и задней бабки и т. д. машина.
Точность конечной заготовки зависит от точности станка, но также зависит от других факторов, таких как правильная установка заготовки, тип режущего инструмента, качество материала, приспособления для удержания заготовки, а также навыки оператора токарного станка .
Кроме того, практические испытания на токарном станке обходятся дорого. Поэтому многие владельцы машин предпочитают геометрические тесты.
Поэтому многие владельцы машин предпочитают геометрические тесты.
Вы увидите описанную ниже процедуру юстировки токарного станка по металлу. Я объяснил каждый тест выравнивания токарного станка линейной схемой и кратким пояснением по каждому из них.
#1) Ось шпинделя параллельна станине?
Для проведения этого испытания необходимы три оборудования: индикатор часового типа, стенд и оправка.
Циферблатный индикатор должен иметь градуировку с делением 0,0005 дюйма и легкое измерение давления.
Оправка, используемая в этом испытании, обычно имеет диаметр 1 дюйм и длину 12 дюймов.
Ее конический конец закреплен в шпинделе передней бабки и точно отшлифован по центрам так, чтобы параллельная и коническая части были концентричны .
Индикатор часового типа крепится к каретке токарного станка таким образом, чтобы его плунжер одним концом касался поверхности оправки (см. рисунок выше).
Шпиндель вращается медленно, и его среднее значение находится на циферблатном индикаторе.
Зафиксировав показания циферблатного индикатора, каретка перемещается к передней бабке, и показания снимаются на другом конце оправки.
Таким образом, наблюдения производятся как в горизонтальной, так и в вертикальной плоскости.
При выполнении этого теста в вертикальной плоскости возможна небольшая ошибка из-за провисания оправки. Это отклонение оправки можно рассчитать по следующей формуле.
Прогиб = ωL4/8EI
Где L — длина оправки в дюймах.
#2) Поперечный суппорт перпендикулярен оси шпинделя?
Существует два метода проверки того, перпендикулярно ли поперечное скольжение оси шпинделя или нет.
Один метод — «геометрический», а другой — «практический».
В геометрическом методе линейка закрепляется на поперечном суппорте, как показано на рисунке выше.
Эта линейка перпендикулярна оси шпинделя и находится в горизонтальной плоскости.
Планшайба монтирует патрон токарного станка, и плунжер крепится к этой планшайбе.
Каретка регулируется таким образом, чтобы плунжер касался линейки.
Поверочная линейка регулируется таким образом, чтобы показания плунжера на стороне А и стороне В сравнялись.
Затем поперечные салазки перемещаются в направлении, перпендикулярном оси шпинделя.
При этом фиксируются причины плунжера.
Если есть какие-либо изменения показаний плунжера, то поперечные салазки не перпендикулярны оси шпинделя.
Второй метод представляет собой практический метод, при котором на цилиндрической заготовке делается небольшой чистовой надрез. После этого проверяют прямолинейность диаметра по всей готовой поверхности.
Для этого поместите два одинаковых калибра скольжения на противоположных концах диаметра и поместите третий калибр с одинаковым проскальзыванием под линейку ближе к центру работы.
Этот датчик скольжения должен войти, потому что единственным допустимым отклонением от линейки является небольшая вогнутость.
Величину вогнутости можно измерить, найдя калибр скольжения, который может поместиться в центре заготовки.
#3) Верен ли шаг ходового винта?
Установка для проверки точности ходового винта показана на линейной схеме выше.
Штифт с немного увеличенным диаметром, как показано на рисунке, крепится лицевой панелью как можно дальше от центра.
Блок B закреплен на станине токарного станка, а блок A стоит на блоке B, который образует упор для штифта, чтобы фиксировать шпиндель в одном и том же угловом положении каждый раз, когда снимаются показания.
Устанавливается в положение, при котором увеличенный диаметр штифта будет давить на его верхний конец.
С правой стороны блока B вы можете увидеть небольшой шарик, опирающийся на него плечом, который образует точку контакта для длинного стержня (L).
Седло крепится к циферблатному индикатору таким образом, чтобы циферблатный индикатор соприкасался с другим концом стержня (L).
Для проведения испытания выбирают подходящее передаточное число между ходовым винтом и шпинделем и включают рычаг перемещения седла.
Шпиндель поворачивается в обратном направлении примерно на 180°, а затем снова вращается вперед до тех пор, пока штифт плотно не прижмется к упору.
В этом положении либо фиксируются показания, либо циферблатный индикатор устанавливается на ноль.
Длинный стержень теперь удален и заменен более коротким стержнем. Затем стопор отодвигается, а шпиндель поворачивается на расчетное число оборотов, при котором седло перемещается на расстояние, равное разнице между длинами стержней, при этом стопор устанавливается на место во время последнего оборота. При надавливании штифта на стопор на циферблатном индикаторе снимается второе показание.
Любое отклонение между этим значением и первым представляет собой ошибку.
Действуя таким образом, со стержнями постепенно уменьшающейся длины получают запись ошибок на выбранном участке ходового винта.
Если выбраны достаточно малые интервалы, можно построить график
ошибок.
Предлагается использовать интервалы в один дюйм и разделить один из них (используя датчики скольжения на конце стержня длины) для получения более подробной записи по нескольким оборотам винта.
В этом тесте любые ошибки в зацеплении между ходовым винтом и шпинделем включаются в полученные результаты. Общая ошибка не должна превышать 0,001 дюйма на фут.
#4) Линия центров параллельна кровати?
Этот тест проводится для проверки параллельности осевых линий токарного станка.
Оправка удерживается между центрами токарного станка (центр передней бабки и центр задней бабки).
Индикатор часового типа прикреплен к каретке, как показано на рисунке выше.
Индикатор часового типа перемещается вдоль оси токарного станка, показания фиксируются на индикаторе часового типа.
Если задняя бабка имеет разводное устройство, то испытание проводят только в вертикальной плоскости.
Погрешность должна быть менее 0,0005 дюйма на фут на конце задней бабки.
#5) Задняя бабка токарного станка параллельна станине?
Задняя бабка крепится к задней бабке токарного станка и плотно зажимается.
Жесткий зажим необходим, так как усилие зажима влияет на положение пиноли.
Поршень прикреплен к каретке, как показано на линейной схеме выше.
Каретку подают по горизонтальной оси станины станка и отмечают показания плунжера.
Поршень сначала прикрепляют так, чтобы он находился над иглой, а затем в другом испытании поршень располагался сбоку.
Конец пиноли должен возвышаться не более чем на 0,001 дюйма.
Проверка точности токарного станка? | Охотничий форум на дальние дистанции
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
-
Автор темы
Мрам10us -
Дата начала
Помогите поддержать Форум охоты на дальних дистанциях
Стать участником поддержки
Mram10us
Известный член
#1
Как часто вы, ребята, запускаете тестовую планку, чтобы проверить выравнивание передней и задней бабки, чтобы убедиться, что ваш токарный станок готов к работе?
livetohunt
Официальный спонсор ЛРХ
#2
Вы не можете просто попросить отдел технического обслуживания позаботиться об этом? Ха-ха
Вы просто говорите о концентричности между задней и передней бабками? Итак, если бы у вас было биение 0,0001 дюйма или меньше на 4-х кулачковом патроне, каким было бы биение на чем-то, что вы настроили и сделали концентрическим в пределах 0,0001 дюйма? О каком расстоянии вы говорите? Вы сказали выравнивание, но я бы сказал, что вы можете быть концентричным, но не перпендикулярным ходу машины.
Пример: биение < 0,0001, но смещение на несколько тысяч в осевом направлении.
Mram10us
Известный член
#3
Стандартные индивидуальные испытания передней и задней бабки. Просто любопытно, как часто ребята перепроверяют
Дж Е Пользовательский
Известный член
#4
Проверка точности токарного станка не занимает много времени, если все в порядке, поэтому я стараюсь проверять ее каждый раз, когда начинаю новый проект. Хотя я, возможно, никогда не сделаю этого, когда попытаюсь. Если я нахожу что-то не так, я не запускаю, пока ВСЕ не будет проверено. Это может занять несколько часов, но устранение проблемы в сборке обычно занимает гораздо больше времени и может обойтись дорого.
Хотя я, возможно, никогда не сделаю этого, когда попытаюсь. Если я нахожу что-то не так, я не запускаю, пока ВСЕ не будет проверено. Это может занять несколько часов, но устранение проблемы в сборке обычно занимает гораздо больше времени и может обойтись дорого.
Я не знаю, есть ли нормальное время/график для проверки вашего станка, думаю, это будет зависеть от качества станка. Если что-то глупое, например, оставить ключ патрона в патроне и включить токарный станок, я бы настоятельно рекомендовал полную настройку и
проверка центровки перед выполнением любых работ.
ДЖЕ ПОЛЬЗОВАТЕЛЬСКИЙ
Mram10us
Известный член
#5
Эти ключи от патрона будут доставаться тебе каждый раз
птичка
Известный член
#6
Я собираюсь сделать это в ближайшие пару недель на моем новом токарном станке, как только я его выровняю.
Я не сделал достаточно точной работы, чтобы это имело значение на моем старом, поэтому прошло около 2 лет, прежде чем я провел тестовый стержень в прошлом месяце, готовясь к разрезанию моей первой камеры. Это было чуть менее 0,002 … так что определенно нуждалась в настройке.
Гвин
Известный член
#7
Немного не по теме, но касается ключей.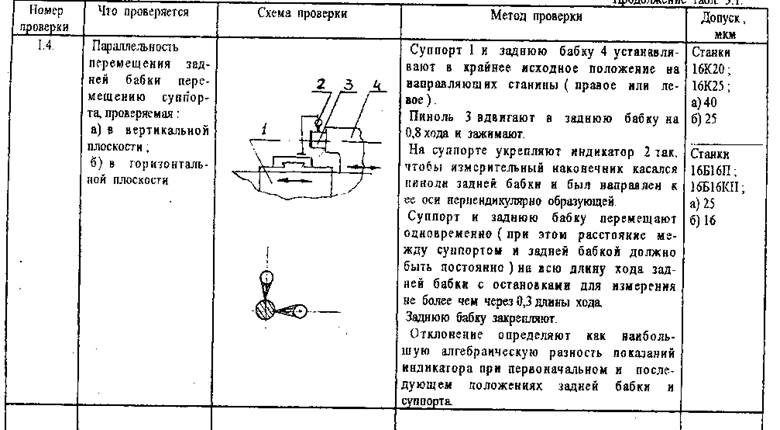 У нас есть клиент, который строит гидравлические цилиндры и имеет 4 больших токарных станка. Я встроил в них держатели для ключей, которые не позволят машине завестись без ключей.
У нас есть клиент, который строит гидравлические цилиндры и имеет 4 больших токарных станка. Я встроил в них держатели для ключей, которые не позволят машине завестись без ключей.
птичка
Известный член
#8
Гвин сказал:
Немного не по теме, но речь идет о ключах. У нас есть клиент, который строит гидравлические цилиндры и имеет 4 больших токарных станка. Я встроил в них держатели для ключей, которые не позволят машине завестись без ключей.
Нажмите, чтобы развернуть…

Довольно ловко. Это должно быть стандартом для каждого токарного станка. Я никогда не оставлял его, потому что все, с кем я когда-либо был рядом, вбивали его мне в голову, никогда не оставляли ключ в патроне. парень, у которого я многому научился на протяжении всей своей жизни, упоминает об этом в каждом разговоре о токарных станках. И это сослужило мне хорошую службу
Дж Е Пользовательский
Известный член
#9
Они также изготавливают подпружиненный ключ, который не останется в патроне, если не нажать на него рукой, и если вы ослабите давление, он выйдет из патрона. Лично мне не нравится подпружиненный патрон, и я им не пользуюсь, но это хороший инструмент для тех, кто только начинает.
Лично мне не нравится подпружиненный патрон, и я им не пользуюсь, но это хороший инструмент для тех, кто только начинает.
https://www.google.com/search?q=spr….1.69i57j0.18245j0j7&sourceid=chrome&ie=UTF-8
Старая школа Как уже говорили другие, я удаляю ключ патрона после того, как работа будет безопасной и никогда не убираю с него руки, чтобы предотвратить катастрофу.
ДЖЕ ПОЛЬЗОВАТЕЛЬСКИЙ
Делиться:
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
Вопрос по токарному станку
- стрелок
- Ответы
- 8
- просмотров
- 2К
токарно-винторезный станок
мини-токарный станок
- clwest1
- Ответы
- 0
- просмотров
- 970
clwest1
Вопрос о токарном станке
- мясорем
234
- Ответы
- 43
- просмотров
- 9К
Винтовка 57
******Токарный станок в Цинциннати ???********
- Бигбак
23
- Ответы
- 40
- просмотров
- 16К
bigngreen
Первый токарный станок
- biggrizz408
- Ответы
- 9
- просмотров
- 3К
biggrizz408
С
2022 Meat Pole
- Последний: charliehorse27
Охота и стрельба на дальние дистанции
Вопрос по методу COW и размеру дела.

