

Содержание
Проверка станка на точность — Токарное дело
Проверка станка на точность
Категория:
Токарное дело
Проверка станка на точность
На заводе-изготовителе составляется акт о приемке станка после проверки на точность. Такие проверки проводятся также после среднего и капитального ремонтов станка. Нормы точности каждого типа станка указаны в ГОСТ 42—56, которым руководствуются при проверке станков на точность. Ниже приведены основные проверки токарного станка на точность.
1. ОСНОВНЫЕ ПРОВЕРКИ ТОКАРНОГО СТАНКА НА ТОЧНОСТЬ:
а — радиального биения центрирующей шейки шпинделя передней бабки, б —расположения осей отверстия шпинделя передней бабки и пиноли на одинаковой высоте над направляющими станины, в — параллельности оси шпинделя передней бабки набавлению движения каретки; 1,2 — индикаторы
Проверка радиального биения центрирующей шейки шпинделя передней бабки. Допускаемое биение для станков с наибольшим диаметром обрабатываемой заготовки 400 мм составляет 0,006—0,015 мм. Проверку осуществляют индикатором, установленным на направляющих станины. Измерительный шрифт индикатора должен касаться центрирующей шейки, шпиндель вращается с частотой вращения 10—20 об/мин.
Допускаемое биение для станков с наибольшим диаметром обрабатываемой заготовки 400 мм составляет 0,006—0,015 мм. Проверку осуществляют индикатором, установленным на направляющих станины. Измерительный шрифт индикатора должен касаться центрирующей шейки, шпиндель вращается с частотой вращения 10—20 об/мин.
Проверка соосности осей шпинделя передней бабки и пиноли задней бабки. Допускаемое отклонение 0,1 мм (ось пиноли может быть только выше оси шпинделя). Заднюю бабку с полностью выдвинутой пинолью устанавливают примерно на 3/2 наибольшего расстояния между центрами. Между центрами, закрепленными в шпинделе и пиноли, устанавливают точную цилиндрическую оправку, а на суппорте — индикатор так, чтобы его измерительный штифт касался оправки. Суппорт перемещают в продольном направлении, индикатор при этом показывает смещение оси пиноли относительно оси шпинделя. Замер делают в вертикальной плоскости (индикатор касается поверхности оправки сверху) и горизонтальной плоскости (индикатор касается поверхности шейки спереди).
Проверка параллельности оси шпинделя передней бабки наравлению продольного перемещения суппорта. Допускаемое отклонение в вертикальной плоскости 0,030 мм, а в горизонтальной плоскости 0,015 мм на длине 300 мм. В отверстие шпинделя плотно вставляют точную закаленную и шлифованную цилиндрическую оправку, а на суппорте устанавливают индикатор так, чтобы его измерительный штифт касался поверхности оправки. Суппорт перемещают вдоль станины. Для токарных станков предусмотрено 18—25 различных проверок. Эти проверки производятся отделом технического контроля (ОТК). Токарь проверяет станок только в случаях появления брака деталей, когда нужно убедиться, не является ли причиной брака неточность станка.
Реклама:
Читать далее:
Модернизация станков
Статьи по теме:
- Основные направления модернизации токарных станков
- Применение группового метода обработки деталей
- Рационализация технологического процесса
- Уменьшение времени на управление станком
- Уменьшение времени на измерение детали
Проверка точности токарных станков | Статьи | Компания БЕРКО
Проверка точности токарных станков
Точность обрабатываемых точением деталей во многом определяется точностью работы токарного станка, которая, в свою очередь зависит от многих условий: качества установки и выверки станка на фундаменте, степени износа его деталей, величины зазоров в подвижных соединениях, прочности крепления и фиксации деталей и узлов, качества смазки и т. д.
д.
Новые и капитально отремонтированные станки перед вводом в эксплуатацию подвергаются следующим приемочным испытаниям:
1) испытанию станка на холостом ходу; 2) испытанию станка под нагрузкой; 3) проверке станка на точность обработки.
Такие же испытания рекомендуется проводить по мере износа станка с целью предупредить брак, своевременно восстановить станок и обеспечить безопасность работы на нем.
Рассмотрим основные положения, касающиеся испытания качества работы токарных станков.
Установка станка на фундамент. Мелкие и средние станки устанавливаются обычно на бетонный пол цеха и выверяются на горизонтальность клиньями. Проверка установки производится уровнем с точностью 0,03—0,05 мм на 1000 мм длины в продольном и поперечном направлениях.
Под выверенный станок заливают цементный раствор. При повышенных требованиях к виброустойчивости станок закрепляют фундаментными болтами, которые по истечении нескольких суток, необходимых для окончательного затвердевания цемента, равномерно затягивают.
Крупные токарные станки и станки для токарных работ повышенной точности устанавливают на отдельном бетонном фундаменте.
Способ установки металлорежущих станков на виброизолирующие резинометаллические опоры, получивший в последнее время распространение, значительно облегчает монтаж и перепланировку оборудования в цехе.
Испытание станка на холостом ходу. Такое испытание выполняется, чтобы проверить действие механизмов станка без нагрузки, а именно: безотказное переключение коробок скоростей и подач, фартука; механизмы автоматического выключения и блокировки; систему смазки; степень нагревания подшипников; фиксацию рукояток управления и др.
Действие коробки скоростей проверяют, последовательно включая все частоты вращения шпинделя. После работы станка с наибольшей скоростью не менее одного часа температура подшипников шпинделя не должна превышать 60—70°.
Действие механизма коробки подач проверяют при наименьших, средних и наибольших подачах. По истечении такого же времени температура подшипников его должна быть не выше 50°.
По истечении такого же времени температура подшипников его должна быть не выше 50°.
Все механизмы должны работать плавно, без толчков и вибраций, включение прямого и обратного хода должно осуществляться легко, без значительных физических усилий, ударов и рывков; тормоз должен обеспечивать быструю остановку станка при выключении; рукоятки управления — надежно фиксироваться в установленных положениях; смазка — поступать во все предусмотренные места.
При проверке действия механизма фартука и суппорта необходимо обратить внимание на плавность и равномерность механических движений последнего, безотказность выключения подачи при его соприкосновении с упором, равномерность прилагаемого усилия при ручных перемещениях по всей длине хода, нормальную работу блокировочного устройства.
Проверке подлежит также электрооборудование. В переключателях, кнопочных станциях и других аппаратах не допускаются даже малейшие неисправности.
Испытание станка под нагрузкой. При таком испытании обрабатывают несколько деталей-образцов с постепенным увеличением режима резания до максимально допустимого по мощности (разрешается кратковременная перегрузка до 25%). Особое внимание уделяют действию фрикционной муфты коробки скоростей, которая должна включаться плавно, без ударов и не буксовать даже при значительной перегрузке. Необходимо, чтобы предохранительная муфта фартука надежно срабатывала при достижении допустимого усилия подачи.
При таком испытании обрабатывают несколько деталей-образцов с постепенным увеличением режима резания до максимально допустимого по мощности (разрешается кратковременная перегрузка до 25%). Особое внимание уделяют действию фрикционной муфты коробки скоростей, которая должна включаться плавно, без ударов и не буксовать даже при значительной перегрузке. Необходимо, чтобы предохранительная муфта фартука надежно срабатывала при достижении допустимого усилия подачи.
Проверка станка на точность обработки. Точность нового и капитально отремонтированного токарного станка должна удовлетворять нормам соответствующих стандартов. Стандарты предусматривают два способа проверки: 1) практическую — изготовление контрольных образцов с последующей их проверкой универсальными измерительными инструментами; 2) геометрическую — путем проверки точности формы и расположения узлов и деталей станка.
При первом способе обтачивают цилиндрическую поверхность, подрезают торец и нарезают резьбу на образцах, погрешности которых ограничиваются допусками стандарта. Например, для станков нормальной точности нецилиндричность обработанной поверхности образца — не выше 0,02 мм на длине 200 мм.
Например, для станков нормальной точности нецилиндричность обработанной поверхности образца — не выше 0,02 мм на длине 200 мм.
По второму способу с помощью контрольных оправок, индикатора и уровня проверяются отдельные показатели геометрической точности токарного станка: радиальное и осевое биение шпинделя, прямолинейность продольного перемещения суппорта, параллельность осей шпинделя и пиноли задней бабки к направлению продольного перемещения суппорта, одновысотность осей шпинделя и пиноли задней бабки и др. Величина проверяемых показателей не должна превышать допустимых значений норм точности по ГОСТ 18097—72. Так, для станков нормальной точности с наибольшим диаметром обработки до 800 мм радиальное и осевое биение шпинделя не должно быть больше 0,01 мм, отклонение от одновысотности — 0,04 мм.
01. Как проверить точность вашего токарного станка >> Блог
ТАМ — старая поговорка о том, что плохой работник винит во всем свои инструменты; обратная сторона этого состоит в том, что хороший работник — это тот, кто знает, как правильно поставить свои инструменты. Мы не предлагаем объяснить, как исправить неточный токарный станок, а только показать, как его следует проверять на наличие неисправностей, что, в конце концов, является необходимым предварительным условием, чтобы вы решили что-то предпринять. Можно было бы подумать, что самый быстрый способ проверить истинность токарного станка — это проверить произведенную работу, но любой, кто попробовал этот способ, согласится, что это медленно и ненадежно. Редко осознаешь, сколько весны в самой работе, даже в самых легких сокращениях. Например, если передняя бабка отрегулирована так, чтобы поворачиваться параллельно куску прутка, удерживаемому в патроне, цилиндр, расточенный сразу же после этого, окажется необъяснимо большим на заднем конце. Ошибка может быть невелика, если оправка жесткая, а работа жесткая, но она все равно будет, и многократные попытки навести порядок этим методом обычно заканчиваются тем, что несчастный владелец жалеет, что ушел хорошо. один. Чтобы получить наилучшую производительность от вашего токарного станка, вам необходимо проверить точность его рабочих частей.
Мы не предлагаем объяснить, как исправить неточный токарный станок, а только показать, как его следует проверять на наличие неисправностей, что, в конце концов, является необходимым предварительным условием, чтобы вы решили что-то предпринять. Можно было бы подумать, что самый быстрый способ проверить истинность токарного станка — это проверить произведенную работу, но любой, кто попробовал этот способ, согласится, что это медленно и ненадежно. Редко осознаешь, сколько весны в самой работе, даже в самых легких сокращениях. Например, если передняя бабка отрегулирована так, чтобы поворачиваться параллельно куску прутка, удерживаемому в патроне, цилиндр, расточенный сразу же после этого, окажется необъяснимо большим на заднем конце. Ошибка может быть невелика, если оправка жесткая, а работа жесткая, но она все равно будет, и многократные попытки навести порядок этим методом обычно заканчиваются тем, что несчастный владелец жалеет, что ушел хорошо. один. Чтобы получить наилучшую производительность от вашего токарного станка, вам необходимо проверить точность его рабочих частей. Современные токарные станки имеют встроенную точность, но могут быть некоторые детали, которые не обладают точностью или должным образом выровнены. Некоторые из этих проблем могут быть легко устранены, а некоторые требуют дополнительной работы, но при описании каждой из этих проблем мы все же указываем, насколько допустимы отклонения (допуски) и на какие операции могут повлиять эти ошибки. Таким образом, вы можете решить, нужно ли вам решить проблему. Например, если вы никогда не сверлите с задней бабки или не используете заднюю бабку для стабильной работы, удерживаемой в патроне, то выравнивание центров головки и хвоста не очень важно.
Современные токарные станки имеют встроенную точность, но могут быть некоторые детали, которые не обладают точностью или должным образом выровнены. Некоторые из этих проблем могут быть легко устранены, а некоторые требуют дополнительной работы, но при описании каждой из этих проблем мы все же указываем, насколько допустимы отклонения (допуски) и на какие операции могут повлиять эти ошибки. Таким образом, вы можете решить, нужно ли вам решить проблему. Например, если вы никогда не сверлите с задней бабки или не используете заднюю бабку для стабильной работы, удерживаемой в патроне, то выравнивание центров головки и хвоста не очень важно.
Прежде чем приступить к работе с токарным станком, следует сказать несколько слов о безопасности в мастерской. В промышленной среде многие действия, связанные со станками, регулируются законодательством, направленным на улучшение здоровья и безопасности. Один из восхитительных аспектов семинара заключается в «бегстве» от мирских забот вовне, и поэтому в нашем досуге многое из такого законодательства не применяется, и ответственность за безопасность как нас самих, так и наших посетителей лежит в значительной степени на нас. наши собственные руки. Разумный подход к безопасным методам работы включает, во-первых, оценку факторов, которые могут привести к травме (и тех частей тела, которые подвержены риску), и, во-вторых, здравый смысл при работе с этими факторами.
наши собственные руки. Разумный подход к безопасным методам работы включает, во-первых, оценку факторов, которые могут привести к травме (и тех частей тела, которые подвержены риску), и, во-вторых, здравый смысл при работе с этими факторами.
Пальцы и руки
В то время как небольшой станок, такой как настольный токарный станок, имеет гораздо меньшую мощность, чем токарный станок с мощным производственным двигателем. Но инерции патрона и работы, вращающейся на максимальной скорости, наверняка будет достаточно, чтобы нанести серьезный ущерб смещенному пальцу. Еще одна частая травма — порезы из-за острых краев, которыми могут быть инструмент, работа или стружка. Ленты стружки могут выглядеть как кусочки рождественского украшения, но думайте о них как о длинных тонких рваных лезвиях бритвы. Поэтому при очистке от стружки не используйте пальцы.
Глазки
Некоторые материалы, в частности латунь, образуют стружку, которая удаляется маленькими иглами с большой скоростью. Если у вас есть несчастье получить что-то из этого в глаз, то это почти наверняка поездка в больницу, где (будучи немагнитным) это будет удалено вручную. Защитные очки дешевы и предотвратят это. Их также следует надевать при заточке инструментов на точильном станке.
Если у вас есть несчастье получить что-то из этого в глаз, то это почти наверняка поездка в больницу, где (будучи немагнитным) это будет удалено вручную. Защитные очки дешевы и предотвратят это. Их также следует надевать при заточке инструментов на точильном станке.
Ноги
На машиностроительном заводе вы можете носить защитную обувь или обувь, рассчитанную на то, чтобы вы могли управлять автомобилем через ногу, не повреждая пальцы ног. В нашей любительской мастерской большая часть того, с чем мы работаем, будет весить, пожалуй, не слишком много. Но фунт или полкилограмма, упавшие со скамейки, могут вызвать изрядное количество синяков, поэтому кроссовки или сандалии с открытым носком могут быть не идеальной обувью. Наша версия закона Мерфи также гласит, что если вы бросите на ногу предмет с острым краем, он упадет острой стороной вниз.
Волосы
Длинные волосы могут быть захвачены вращающимся стержнем и намотаны, что может привести к травме головы или лица. Завяжите волосы назад или используйте сетку.
Завяжите волосы назад или используйте сетку.
Общая одежда
Галстук представляет такую же опасность, как и длинные волосы. Желательно снять его или хотя бы убедиться, что он заправлен под свитер. Также не рекомендуются свободные рукава. Открытые шейки могут представлять проблему при обработке на высокой скорости. Горячая стружка, падающая внутрь шеи, может быть болезненной и вызывать непроизвольные движения, что приводит к вторичному риску.
Электробезопасность
Если вы приобрели новый токарный станок, все должно быть в порядке. Если б/у, то, возможно, стоит проверить исправность вилки, кабеля и соединений. Если вы используете удлинительный кабель, проложите его таким образом, чтобы не споткнуться о него. Разумной мерой предосторожности является подключение через устройство защиты от утечки на землю или устройство защитного отключения. В промышленных процессах обработки часто широко используется охлаждающая жидкость на водной основе для ускорения резки. Понятно, что вода и электричество (особенно при сетевом напряжении) не дружат. Использование фирменных режущих составов будет более безопасным вариантом. Самая важная проверка токарного станка, без сомнения, заключается в точности работы и в том, каким образом опытный оператор может преодолеть значительную основную неточность. Даже если работа носит относительно простой характер, существует достаточный простор для ошибок — при условии, что имеется достаточное разнообразие для проверки всех аспектов согласования. Другими словами, токарный станок может быть точным для одного типа работы, но не для другого, и опыт работы с ним может указать, где ожидать ошибок, хотя причина этого не всегда может быть сразу очевидна. Однако существуют различные простые тесты, которые в значительной степени заменяют «опыт работы» и могут быть полезны для обнаружения ошибок, настройки машины (если возможно) или, в случае необходимости, для настройки.
В промышленных процессах обработки часто широко используется охлаждающая жидкость на водной основе для ускорения резки. Понятно, что вода и электричество (особенно при сетевом напряжении) не дружат. Использование фирменных режущих составов будет более безопасным вариантом. Самая важная проверка токарного станка, без сомнения, заключается в точности работы и в том, каким образом опытный оператор может преодолеть значительную основную неточность. Даже если работа носит относительно простой характер, существует достаточный простор для ошибок — при условии, что имеется достаточное разнообразие для проверки всех аспектов согласования. Другими словами, токарный станок может быть точным для одного типа работы, но не для другого, и опыт работы с ним может указать, где ожидать ошибок, хотя причина этого не всегда может быть сразу очевидна. Однако существуют различные простые тесты, которые в значительной степени заменяют «опыт работы» и могут быть полезны для обнаружения ошибок, настройки машины (если возможно) или, в случае необходимости, для настройки.
Простой, но важный тест, центр передней бабки, фото A . Когда неподвижный центр заметно опустился, это свидетельствует об износе нижней части задней бабки и, возможно, самой станины. Влияние на точение между центрами может быть небольшим или отсутствовать, но необходимо соблюдать осторожность при использовании центровочных сверл или расточных фрез с задней бабки — степень «подъема», необходимая для центрирования инструментов. Тот же эффект достигается и при поддержке патрона задней бабкой. Это испытание следует проводить с близко расположенным и хорошо выдвинутым стволом. Боковую ошибку того же типа часто можно исправить, отрегулировав заднюю бабку. Более суровое испытание того же рода, фото B , может быть выполнен с индикатором, который может быть стрелочным или одним из небольших недорогих вариантов. Индикатор монтируется в патроне или на приводной пластине с опорой плунжера на неподвижном центре. Затем шпиндель токарного станка поворачивается, когда устойчивые показания показывают идеальное выравнивание, с использованием небольшого зеркала, чтобы увидеть инструмент в перевернутом виде и сзади. Там, где есть отклонения в показаниях, что практически всегда имеет место, можно увидеть, в каком направлении (вертикально или вбок) они происходят, и отрегулировать заднюю бабку, чтобы исправить боковую ошибку. Живой центральный тест на беговую правду, фото Б , может быть изготовлен из одного нормально в шпинделе и из других такой же конусности с индикатором установленным на ползуне. Иногда это может показать, что сами центры не были отшлифованы; и при использовании может быть целесообразно держать их в одном положении — шпиндель или задняя бабка — маркировка для установки определенным образом.
Индикатор монтируется в патроне или на приводной пластине с опорой плунжера на неподвижном центре. Затем шпиндель токарного станка поворачивается, когда устойчивые показания показывают идеальное выравнивание, с использованием небольшого зеркала, чтобы увидеть инструмент в перевернутом виде и сзади. Там, где есть отклонения в показаниях, что практически всегда имеет место, можно увидеть, в каком направлении (вертикально или вбок) они происходят, и отрегулировать заднюю бабку, чтобы исправить боковую ошибку. Живой центральный тест на беговую правду, фото Б , может быть изготовлен из одного нормально в шпинделе и из других такой же конусности с индикатором установленным на ползуне. Иногда это может показать, что сами центры не были отшлифованы; и при использовании может быть целесообразно держать их в одном положении — шпиндель или задняя бабка — маркировка для установки определенным образом.
Общее выравнивание
Проверка общего выравнивания передней и задней бабки при межосевом точении может быть выполнена с использованием оправки, фото С . Можно использовать любой подходящий кусок стержня, тщательно отцентрировав его, уменьшив длину и завернув концы одинакового размера. Инструмент, установленный на затворной стойке, можно приблизить к одному диаметру, оставив небольшой зазор, затем проверить зазор на другом диаметре, лист белой бумаги на станине, обеспечивающий светлый фон, на котором можно увидеть зазоры. Наконец, инструмент можно настроить так, чтобы он слегка касался диаметров при перемещении седла. Это способствует разумной настройке токарного станка перед началом работы, а в качестве альтернативы инструменту можно использовать индикатор. Планшайбу можно проверить правилом 9.0099 фото D , а при установке на шпиндель и вращении проверяется на биение торца. Если работа патрона выполнена правильно, можно провести испытание планшайбы на выравнивание поперечных салазок в два этапа, фото E и F , с помощью инструмента или индикатора. Тестирование вдоль ближней стороны по линии X-X1 на приведенном выше фото не может показать ошибки, если планшайба была обработана на токарном станке, поскольку выравнивание соответствует поперечному суппорту.
Можно использовать любой подходящий кусок стержня, тщательно отцентрировав его, уменьшив длину и завернув концы одинакового размера. Инструмент, установленный на затворной стойке, можно приблизить к одному диаметру, оставив небольшой зазор, затем проверить зазор на другом диаметре, лист белой бумаги на станине, обеспечивающий светлый фон, на котором можно увидеть зазоры. Наконец, инструмент можно настроить так, чтобы он слегка касался диаметров при перемещении седла. Это способствует разумной настройке токарного станка перед началом работы, а в качестве альтернативы инструменту можно использовать индикатор. Планшайбу можно проверить правилом 9.0099 фото D , а при установке на шпиндель и вращении проверяется на биение торца. Если работа патрона выполнена правильно, можно провести испытание планшайбы на выравнивание поперечных салазок в два этапа, фото E и F , с помощью инструмента или индикатора. Тестирование вдоль ближней стороны по линии X-X1 на приведенном выше фото не может показать ошибки, если планшайба была обработана на токарном станке, поскольку выравнивание соответствует поперечному суппорту. Однако при тестировании на дальней стороне, на линии X2-X3, любая ошибка удваивается и ее легко увидеть. Настройка верхнего слайда может быть протестирована как фото Г , индикатор на оправке и закругленный стержень на затворе. Если ползун не соосен, движение происходит вдоль, например, X4-X5, и при проверке с седельным ходом отображаются варианты, тогда как при истинной настройке показания будут одинаковыми.
Однако при тестировании на дальней стороне, на линии X2-X3, любая ошибка удваивается и ее легко увидеть. Настройка верхнего слайда может быть протестирована как фото Г , индикатор на оправке и закругленный стержень на затворе. Если ползун не соосен, движение происходит вдоль, например, X4-X5, и при проверке с седельным ходом отображаются варианты, тогда как при истинной настройке показания будут одинаковыми.
Выравнивание передней бабки на токарном станке: вырезание тестового стержня
- автор:
Куинн Данки
Допустим, вы недавно купили токарный станок и установили его в своей мастерской. Может быть, вы даже пошли и прокачали его как босса. Вы готовы делать чипсы, верно? Ну не так быстро. Как скажут вам настоящие механики, вы можете использовать все уровни и лазеры и все, что захотите, но доказательство в разрезе. Благодаря точному нивелированию ваша машина находится на приблизительном уровне (у механиков есть очень маленькие ), но последний шаг к тому, чтобы машина действительно работала хорошо, — это вырезать тестовый стержень. Это верный способ устранить любые последние следы скручивания в кровати.
Это верный способ устранить любые последние следы скручивания в кровати.
Существует два типа тестовых стержней. Один из них предназначен для проверки выравнивания передней бабки и направляющих, что мы и делаем здесь. Есть еще один тип, используемый для проверки выравнивания задней бабки, но это тема для другого дня.
Начнем с того, что выкинем запас. Вы хотите что-то значительного диаметра, потому что у нас будет много неподдерживаемых выступов, чего вы обычно никогда не делаете. Приклад должен быть максимально жестким сам по себе. Чем больше у вас вылет, тем более точным будет ваше измерение скручивания станины, но испытание становится невозможным, если вылет слишком велик, чтобы заготовка оставалась жесткой во время резки. Это сложный баланс. Для этой демонстрации на моем маленьком настольном станке я использую ложу диаметром 1-¼ дюйма и длиной 5 дюймов. Для большой напольной машины лучше всего начать с приклада диаметром 2 дюйма и длиной около 10 дюймов.
Я использую свой напечатанный на 3D-принтере инструментальный индикатор, чтобы прозвонить оба конца. В пределах одной тысячной будет служить нашим целям.
В пределах одной тысячной будет служить нашим целям.
Вставьте его как можно ближе в четырехкулачковый патрон. Чем больше биения мы устраним сейчас, тем быстрее и проще будет этот тест. Если у вас есть заготовка с обработанной поверхностью, это идеально, но холоднокатаная заготовка с завода, как правило, тоже подойдет. Я использую здесь мягкую сталь, но что-то вроде стали 12L14 для свободной обработки облегчит получение хорошей отделки (что помогает при измерениях).
Общая идея в том, что мы делаем форму штанги. Сделаем высокоточные надрезы на концах, оставив посередине более узкую область, которую можно легко пропустить.
С набранным запасом отогните рельефную область в центре стержня, оставив около дюйма на каждом конце нетронутыми. Мы будем измерять только концы, поэтому средняя часть будет только мешать. Создание рельефа также сводит к минимуму износ инструмента между проходами (что может повлиять на результаты наших испытаний). Рельефа в 30-50 тыс. достаточно.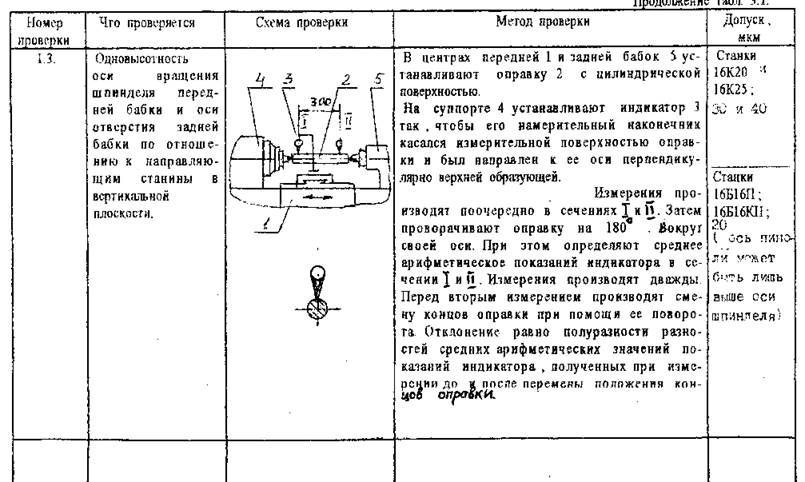 Нам нужно достаточно места, чтобы очистить несколько тестовых надрезов на каждом конце. Не ослабляйте слишком сильно, потому что нам нужна жесткость приклада.
Нам нужно достаточно места, чтобы очистить несколько тестовых надрезов на каждом конце. Не ослабляйте слишком сильно, потому что нам нужна жесткость приклада.
Обратите внимание, что мы , а не , используем здесь заднюю бабку для поддержки. Это важно, потому что задняя бабка вводит свой собственный набор переменных, влияющих на выравнивание. Мы только проверяем выравнивание передней бабки по направляющим, поэтому мы не можем использовать заднюю бабку. Это означает, что мы должны делать очень легкие разрезы, потому что наша жесткость очень низкая.
Обратите внимание, что я услышал неприятную болтовню ближе к концу поднутрения, потому что мы слишком далеко от того места, где должны быть без поддержки задней бабки. Тем не менее, финиш не имеет никакого значения для области релифа, и я был нетерпелив и резал слишком агрессивно.
Сделав рельеф, мы теперь можем сделать 90 139 очень легких разрезов в двух областях измерения. Нам нужно ровно столько, чтобы очистить поверхность по всей окружности (чтобы мы знали, что находимся внутри любого биения в патроне). Здесь я делаю двухтысячные пропилы на каждом проходе. Пройдитесь по обеим зонам измерения, не касаясь поперечного ползуна между ними. В конце остановите машину и измерьте, затем поверните каретку назад и при необходимости сделайте еще один разрез.
Здесь я делаю двухтысячные пропилы на каждом проходе. Пройдитесь по обеим зонам измерения, не касаясь поперечного ползуна между ними. В конце остановите машину и измерьте, затем поверните каретку назад и при необходимости сделайте еще один разрез.
Между каждым проходом тщательно измеряйте две полосы.
После того, как вы получите чистый срез в обеих зонах измерения, сравните диаметры с помощью высококачественного микрометра. Если они разные, машина режет конус, а это означает, что ваша кровать имеет некоторый изгиб. Немного отрегулируйте или подожмите ножки задней бабки токарного станка и сделайте еще один разрез.
Увеличенная задняя часть шины означает, что передний правый угол направляющих слишком низок (насадка приближается к заготовке по мере движения). Если зажимной конец стержня больше, передний правый угол направляющих слишком высок (резец инструмента удаляется от обрабатываемой детали по мере его перемещения).
В моем случае два конца на 1,245″ полностью затянуты, так что я очень доволен.
