

Содержание
Ремонт Коленвалов и шатунов / Всё для моторов
Ремонт Коленвалов
Коленчатый вал одна из наиболее ответственных деталей двигателя и к проведению ремонтных работ высококвалифицированные мастера компании ALL4Motors подходят особенно ответственно.
Мы выполняем различные работы по ремонту и восстановлению коленвала на современном высокоточном оборудовании иностранного производства.
Рихтовка коленвала (Правка)
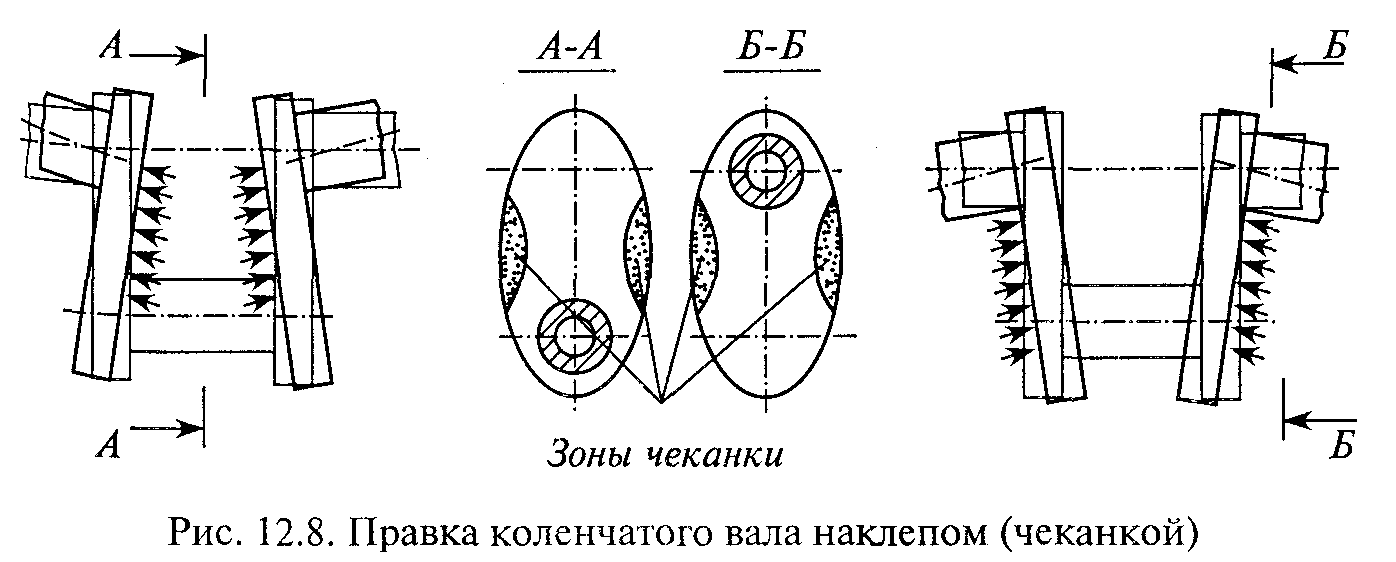
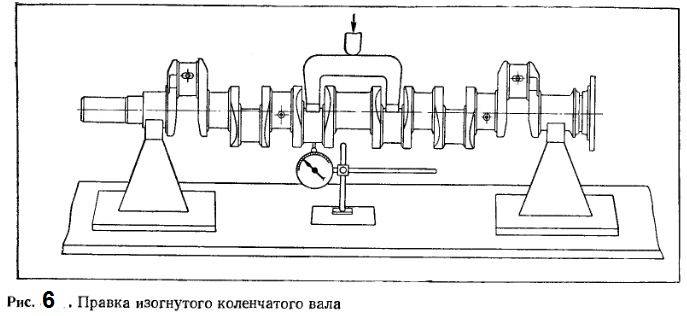
Наверно самый важный процесс диагностики коленчатого вала от которого завит пригодность его к ремонту — это выявление величины и направления прогиба коленвала при помощи стенда с призмами. Если в процессе промера обнаруживается биение коленвала, то принимается решение о правке коленвала при помощи гидравлического пресса.
Шлифовка шеек коленчатого вала
После проведения замеров износа коренных и шатунных шеек определяется минимально допустимый размер шлифовки шейки, если в процессе дефектовки выясняется, что при проведении ремонтных работ при шлифовке коленвала можно произвести только шлифовку коренных или же напротив только шатунных шеек, то наши мастера проведут данную операцию в самые короткие сроки. При проведении операции по шлифовки коленвала мы используем современные специализированные станки с изменяемой осью вращения. Важнейший параметр шейки коленвала — это сохранение в допусках размеров по овальности и конусности установленных заводом изготовителем, наши мастера по расточке коленвала прошли соответствующее обучение и имеют допуски к высокоточным работам на современном оборудовании.
При проведении операции по шлифовки коленвала мы используем современные специализированные станки с изменяемой осью вращения. Важнейший параметр шейки коленвала — это сохранение в допусках размеров по овальности и конусности установленных заводом изготовителем, наши мастера по расточке коленвала прошли соответствующее обучение и имеют допуски к высокоточным работам на современном оборудовании.
Полировка коренных и шатунных шеек коленвала
В завершении шлифовочных работ по шейке коленвала выполняются полировка шее коленвала. Данная процедура обязательна, так как в процессе ее выполнения с поверхности шеек убираются все микрозадиры и заусенцы оставленные точильным камнем в момент шлифовки и именно эта процедура обеспечивает лучшую притирку вкладышей и исключает их преждевременный износ.
Механическая обработка коленвала под упорные полукольца
После промера коленвала и выявлении износа посадочных мест под установку упорных полуколец — наши специалисты выполняют шлифовку упорных поверхностей под полукольца коленчатого вала ремонтного размера. Если вовремя не продиагностировать износ поверхности под полукольца и не произвести ремонтные работы по восстановлению поверхности, то коленвал в двигателе получает свободный осевой люфт, что значительно увеличивает нагрузку на поршневую группу и приводит к преждевременному износу привода Газораспределительного Механизма, коробки передач и в целом уменьшает ресурс двигателя.
Если вовремя не продиагностировать износ поверхности под полукольца и не произвести ремонтные работы по восстановлению поверхности, то коленвал в двигателе получает свободный осевой люфт, что значительно увеличивает нагрузку на поршневую группу и приводит к преждевременному износу привода Газораспределительного Механизма, коробки передач и в целом уменьшает ресурс двигателя.
Ремонт Шатунов
Мы проводим комплексный ремонт и восстановление шатунной группы, основные виды ремонтных работ по шатуну проводимых компанией ALL4Motors:
- — механическая обработка поверхности нижней головки шатуна под отверстие втулки
- — расточка нижней головки шатуна с восстановлением параллельности осей
- — хонингование посадочных отверстий
- — подгонка массы шатуна
Перед принятием решения о ремонте и восстановлении шатуна наши специалисты проверяют отсутствие деформации и точности размеров заводским параметрам. Как правило, есть всего три вида основных неисправностей шатунной группы — это деформация нижнего отверстия шатуна в следствии перегрева при проворачивании коренного вкладыша. Износ втулок верхний головки шатуна с «плавающими» пальцами и деформация шатуна из-за гидроудара или иного механического повреждения.
Как правило, есть всего три вида основных неисправностей шатунной группы — это деформация нижнего отверстия шатуна в следствии перегрева при проворачивании коренного вкладыша. Износ втулок верхний головки шатуна с «плавающими» пальцами и деформация шатуна из-за гидроудара или иного механического повреждения.
Звоните и приезжайте к нам в цех ремонта! И мы всегда поможем Вам с ремонтом коленвала и шатунов в короткие сроки!
Балансировка коленчатого вала в домашних условиях с маховиком
Коленчатый вал, являясь одним из важнейших конструктивных элементов силового агрегата любого автомобиля, производится с применением достаточно сложных технологий. Неизбежность присутствия в данном процессе технологических допусков и погрешностей, а также неоднородность используемых при этом материалов в совокупности с зазорами в сопряжениях деталей и узлов нарушают (пусть и незначительно) одно из его главных эксплуатационных условий – сбалансированность.
Как определить потребность коленчатого вала в балансировке. Главными симптомами, помогающими с большой долей уверенности установить наличие «болезни», являются значительные колебания силового агрегата и рычага переключения передач при движении автомобиля в режиме «холостого хода».
Главными симптомами, помогающими с большой долей уверенности установить наличие «болезни», являются значительные колебания силового агрегата и рычага переключения передач при движении автомобиля в режиме «холостого хода».
И тогда приходится прибегать к выполнению такого действия, каковым является балансировка коленчатого вала. Она (балансировка) заключается в подборе дополнительных масс, или уравновешивающих грузов, а также съеме металла в плоскостях расположения этих грузов со стороны, диаметрально противоположной. Эти мероприятия производятся в специальных зонах коленчатого вала, называемых балансировочными участками.
Виды балансировки коленавала
В настоящее время применяют два основных вида балансировки:
Динамическую, обеспечивающую высокую точность и требующую применения специальных станков.
Статическую. Этот вид балансировки используют для деталей, выполненных в форме диска и имеющих следующее соотношение диаметра (D) и длины (L): D>L.

Балансировка коленчатого вала, имеющего несимметричное (например,V-образное) исполнение или нечетное количество цилиндров, отличается определенными особенностями, поскольку моментальная составляющая таких валов достаточно высока и способна сорвать его с опор крепления.
Избежать этого поможет установка втулок-компенсаторов, обладающих выверенной до одного грамма массой, на шатунные шейки. В случае отсутствия данных параметров в специальных разделах технико-эксплуатационной документации силового агрегата, они рассчитываются дискретно. Для этого существуют индивидуальные методики.
Следующим моментом, требующим достаточно ясного понимания, является определение случаев, вызывающих необходимость балансировки коленвала:
Установка нештатных или выполнение облегчающих мероприятий на штатных шатунно-поршневых группах.
Проведение работ по правке деформированных коленчатых валов.
Замена маховика. Здесь следует оговориться, что в данном случае динамическая балансировка не всегда обязательна.
В некоторых случаях достаточно выполнения лишь балансировки статического типа.
 В некоторых случаях достаточно выполнения лишь балансировки статического типа.
В некоторых случаях достаточно выполнения лишь балансировки статического типа.Итак, считаем установленным, что балансировка незеркальносимметричных коленчатых валов, частным случаем которых является и V-образный коленвал, требует использования компенсирующих втулок (нередко изготовленных по специальному заказу), создающих имитацию динамического воздействия аналогичного воздействию шатунно-поршневых групп.
Насколько важна своевременная балансировка коленчатого вала
Подавляющее большинство специалистов в качестве ответа на этот вопрос приводят следующие доводы:
Увеличение мощности силового агрегата (10-15%).
Предотвращение перерасхода автомобильного топлива (до 5%).
Продление эксплуатационного ресурса автомобиля в целом, и двигателя в частности.
Минимизация вибрационных процессов в совокупности со значительным снижением уровня шума в салоне транспортного средства.
Предотвращение возникновения подтеканий в зоне заднего сальника.

Самостоятельная балансировка коленчатого вала дома
Следующим животрепещущим вопросом, касающимся балансировки коленвала, является наличие возможности выполнения данной процедуры в домашних условиях (в гараже). Как правило, в этих условиях выполняют балансировку коленчатого вала с маховиком. Порядок выполнения выглядит следующим образом:
при помощи уровня устанавливаем две Т-образные пластины;
укладываем на них коленчатый вал;
коленвал, имеющий дисбаланс, скатится по пластинам до момента перехода самой тяжелой его точки в нижнее положение;
эта точка, определяет место, с которого следует снять небольшую часть металла;
затем еще раз укладываем коленвал на пластины;
операцию повторяем до момента достижения полного равновесия.
Следует сделать еще одну оговорку. Вышеописанную процедуру выполняют на коленчатых валах, имеющих определенную (как правило, значительную) степень износа.
Выпрямление коленчатого вала
Услуги по выпрямлению береговой обшивки
При необходимости вал выпрямляется путем упрочнения, дробеструйной обработки или того и другого. Высокие места в валах измеряются и удаляются с помощью этой проковки. Чрезмерно изогнутые коленчатые валы нагревают до 650 F и выпрямляют в горячем состоянии.
БОЛЬШИЕ КОЛЕНВАЛЫ. ИЗ-ЗА ОСОБОЙ НЕОБХОДИМОСТИ И НАТЯЖЕНИЯ БОЛЬШИХ ВАЛОВ ДЛИНОЙ ДО 28 ФУТОВ В КОМПАНИИ COASTAL PLATING БЫЛИ РАЗРАБОТАНЫ ВРАЩАЮЩИЕСЯ ОПОРЫ, КОТОРЫЕ ГАРАНТИРУЮТ, ЧТО НЕЗАВИСИМО ОТ РАЗМЕРА, ВЕСА ИЛИ КОНФИГУРАЦИИ КОЛЕНЧАТЫЙ ВАЛ БУДЕТ ВОССТАНОВЛЕН В ОРИГИНАЛЬНУЮ O.E.M. СТАНДАРТЫ.
Станок для шлифовки коленчатых валов
В промышленной сфере мы в Coastal Plating знаем, что для вас важно иметь первоклассное оборудование. Когда дело доходит до восстановления вашей системы, следует учитывать отправку ее компании с многолетним опытом.
Мы понимаем, что у вас есть выбор, с какой компанией вы хотите вести дела, поэтому важно, чтобы наша работа выделялась среди других. Работая в сфере ремонта коленчатых валов более 55 лет, мы знаем, что довольный клиент важен для нас. У нас есть не только служба контроля качества, которая наблюдает за вашим коленчатым валом в процессе ремонта, но и управленческий персонал, который проверяет готовый продукт перед отправкой вам. Ваше время простоя важно для Coastal Plating, поэтому при консультации с одним из наших представителей можно принять во внимание быстрое время выполнения работ.
Работая в сфере ремонта коленчатых валов более 55 лет, мы знаем, что довольный клиент важен для нас. У нас есть не только служба контроля качества, которая наблюдает за вашим коленчатым валом в процессе ремонта, но и управленческий персонал, который проверяет готовый продукт перед отправкой вам. Ваше время простоя важно для Coastal Plating, поэтому при консультации с одним из наших представителей можно принять во внимание быстрое время выполнения работ.
ШЛИФОВКА И БАЛАНСИРОВКА
После хромирования каждая поверхность индивидуально шлифуется, чтобы привести ее в точное соответствие с письменными спецификациями и O.E.M. стандарты. Оборудование Coastal Plating — большая часть которого импортируется из Италии — позволяет шлифовать поверхности подшипников и шейки с точностью до 0,0002 дюйма.
После шлифовки проводится окончательный осмотр Magnaflux, чтобы убедиться в отсутствии дефектов на какой-либо части коленчатого вала. Затем вал подвергается динамической балансировке, поэтому он будет работать плавно, без вибрации и ударов на ВСЕХ рабочих скоростях. Кроме того, после шлифовки хромированные поверхности притираются и полируются, чтобы убедиться, что все шейки, шкивы и шестерни, а также отверстия под болты идеальны и соответствуют заводским стандартам. Проводится окончательная проверка, и письменный отчет лично проверяется Coastal Plating Management.
Кроме того, после шлифовки хромированные поверхности притираются и полируются, чтобы убедиться, что все шейки, шкивы и шестерни, а также отверстия под болты идеальны и соответствуют заводским стандартам. Проводится окончательная проверка, и письменный отчет лично проверяется Coastal Plating Management.
Когда отремонтированный коленчатый вал проходит окончательную проверку, он немедленно окрашивается антикоррозийным составом для защиты при транспортировке или хранении и подготавливается к отправке обратно на рабочую площадку. Компания Coastal Plating осознает, насколько важно правильно отремонтировать коленчатый вал с первого раза, чтобы вы могли заново собрать двигатель и снова приступить к работе. По этой причине ни мастер, ни механизатор, ни надзиратель не позволят продолжать процесс реставрации до тех пор, пока каждый этап изготовления не станет ИДЕАЛЬНЫМ.
Ремонт коленчатых валов
В области производства твердого хромирования мы в компании Coastal Plating знаем, что для вас важно иметь первоклассное оборудование.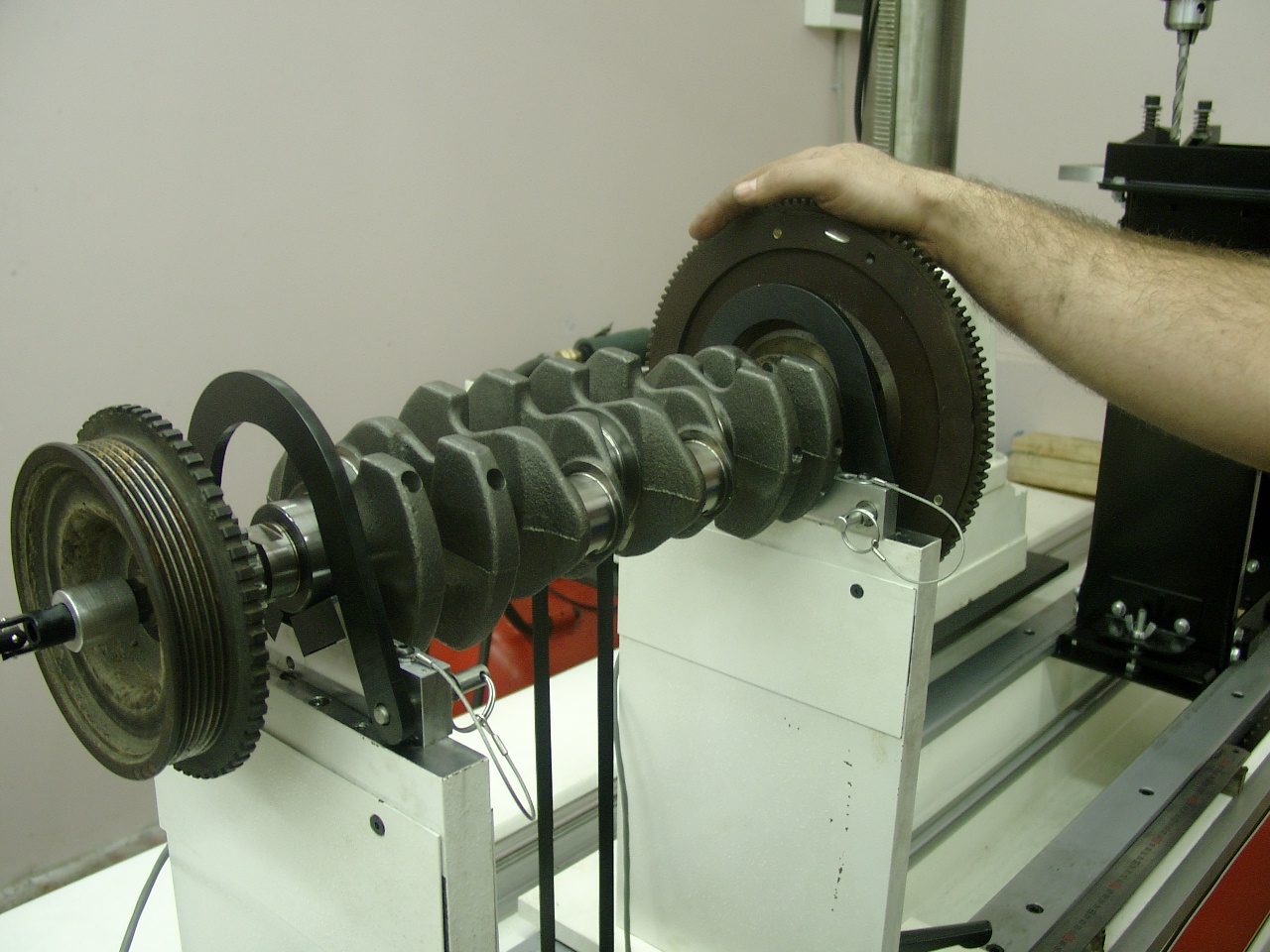 Когда приходит время переделывать вашу систему, следует учитывать отправку ее в компанию с многолетним опытом. Мы в компании Coastal Plating Company способны обрабатывать до 45 футов в длину с ходом до 48 дюймов, 92-дюймовым поворотом и 80 000 фунтов. в весе.
Когда приходит время переделывать вашу систему, следует учитывать отправку ее в компанию с многолетним опытом. Мы в компании Coastal Plating Company способны обрабатывать до 45 футов в длину с ходом до 48 дюймов, 92-дюймовым поворотом и 80 000 фунтов. в весе.
- Процесс шлифовки коленчатого вала
- Процедура шлифовки коленчатого вала
- Станок для шлифовки коленчатых валов
- Услуги по шлифовке коленчатого вала
Выпрямление коленчатого вала: более простой способ!
1 / 3
Лео Корб иллюстрирует простой совет по выпрямлению коленчатого вала двигателя Джеймса Уиндла 2 HP Domestic.
Фото Джеймса Уиндла
2 / 3
Лео Корб показывает простой совет по выпрямлению коленчатого вала двигателя Джеймса Уиндла 2 HP Domestic.
Фото Джеймса Уиндла
3 / 3
Лео Корб показывает простой совет по выпрямлению коленчатого вала двигателя Джеймса Уиндла 2 HP Domestic.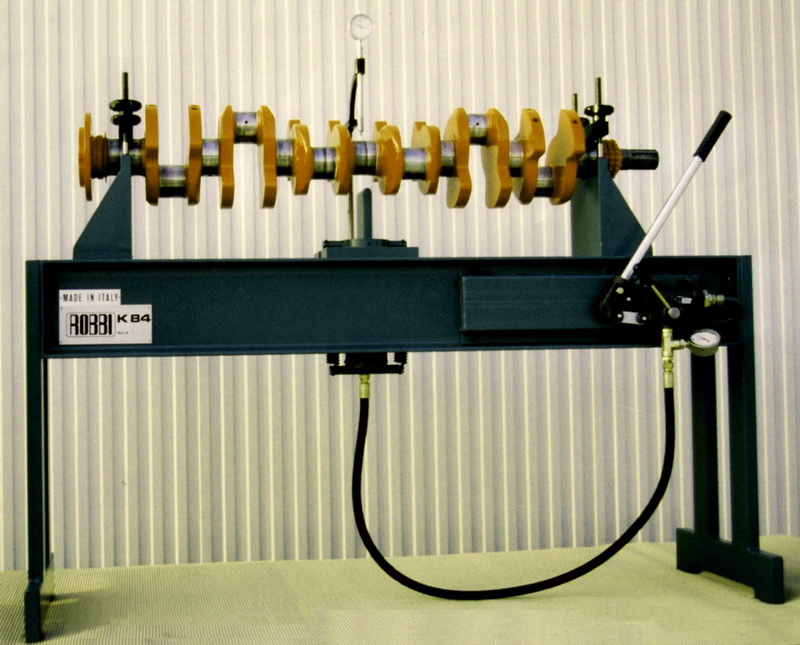
Фото Джеймса Уиндла
В зимние месяцы здесь, на Востоке, погода не суровая, а обычно просто неприятно сырая и влажная, а время от времени выпадает кратковременный снег для волнения. Нам очень повезло, что у нас есть друг и участник Rockville Field Day Of The Past Билл Хойт, который в зимние месяцы проводит неофициальный семинар на одном из своих складов в Ричмонде, чтобы знакомить нас и возиться с нашими двигателями. Некоторые из нас берут с собой проектные двигатели, те, которые было необычайно трудно понять, или те, у которых просто слишком большая компрессия, чтобы их можно было перевернуть и отрегулировать самостоятельно дома. В любом случае, совместная работа группы парней делает запуск двигателя большим событием. Многие люди приходят посмотреть или просто поесть и поговорить о двигателях. Мы все бросаем пару долларов, и Билл отправляет за едой, и иногда на столе всегда появляется торт или пирог-сюрприз. Наши дети тоже часто приходят, чтобы посидеть целый день на коленях у своего приемного дедушки и насладиться выходками поддразнивания с Эрни и Ральфом Унтерцуберами.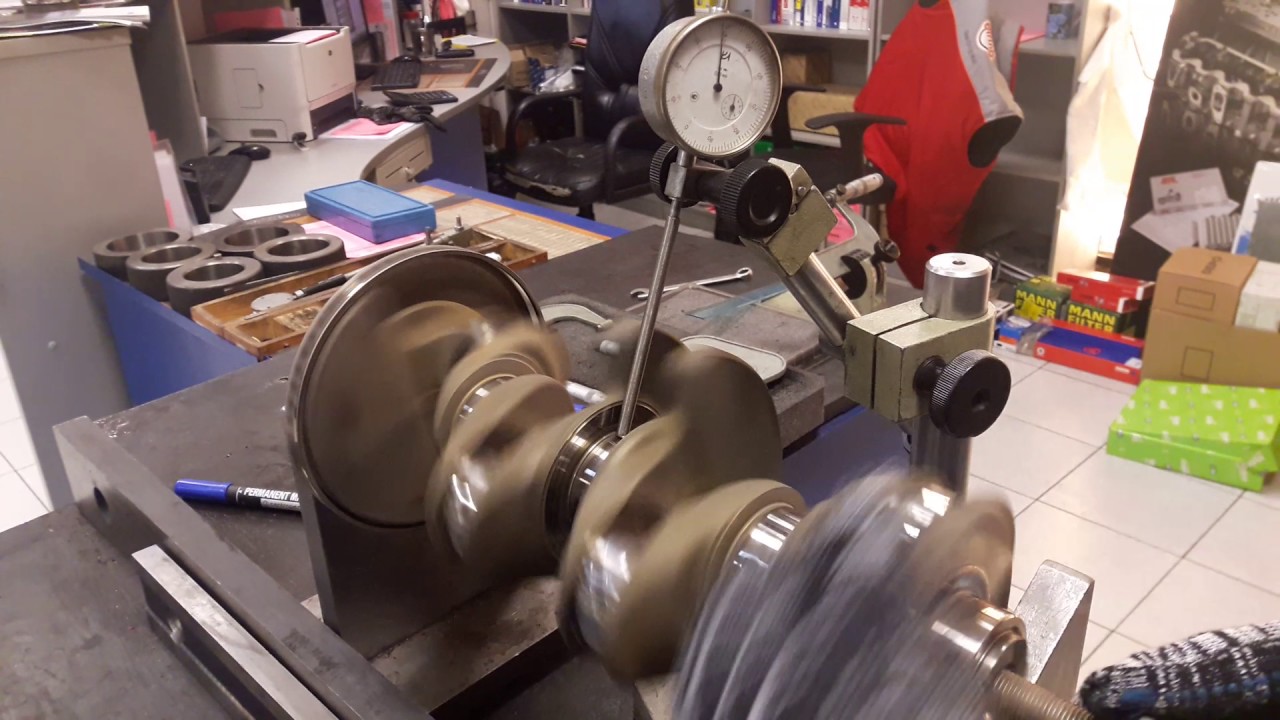
В один из таких особых случаев я взял с собой свой проект, 2-сильный отечественный двигатель с изогнутым валом с одной стороны, из-за чего маховик качался внутрь и наружу не менее чем на четверть дюйма. Это колебание ужасно отвлекало на шоу! Что ж, если вам посчастливилось встретить Лео Корба на каком-то из восточных шоу, вы хорошо знаете, что он любит вызовы и не может видеть двигатель, который не работает или, что еще хуже, работает плохо! Я позвонил Лео накануне вечером, чтобы узнать, готов ли он заняться моей проблемой, и он, не теряя времени, собрал домкраты и циферблатные индикаторы, необходимые на следующий день для этой новой задачи. Лео уже делал это раньше, так что для него это было старомодно, я уверен.
На следующий день, в субботу, мы все собрались в доме Билла Хойтта, и все собрались на новый урок по коленчатому валу. Сначала мы сняли двигатель с вагона и поставили его на бетонный пол под дверью погрузочной платформы. Плоская стальная пластина была помещена поверх подшипника, а брус размером четыре на четыре был обрезан и плотно вбит между плоской пластиной на подшипнике и бетонной перемычкой над дверью.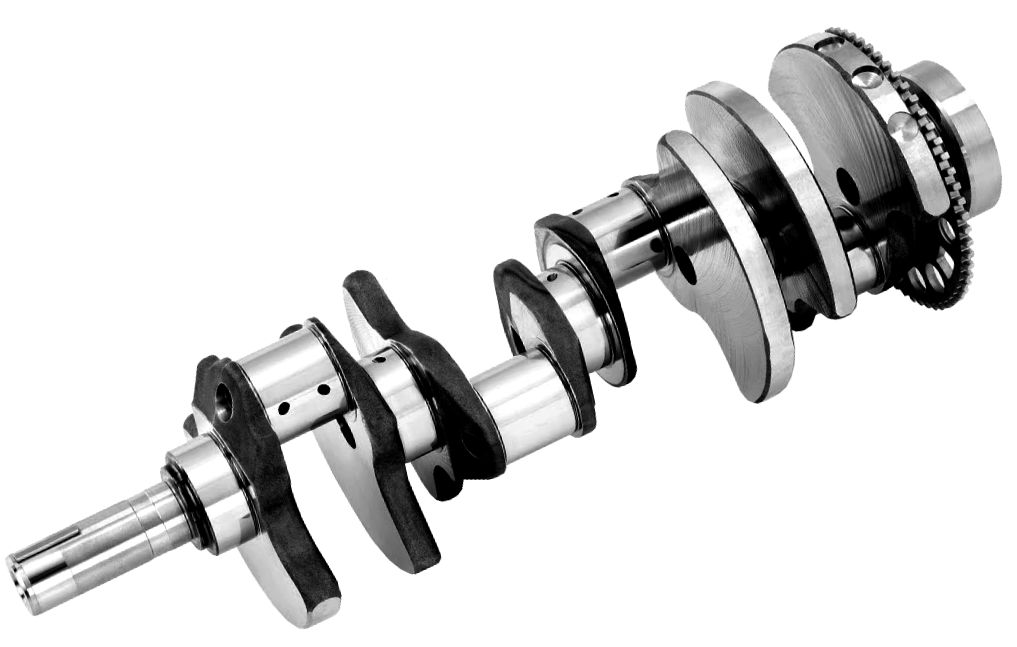 Теперь все было зафиксировано.
Теперь все было зафиксировано.
Затем циферблатный индикатор был прикреплен к магнитному основанию и прикреплен к боковой части бункера для воды. Теперь, когда кончик индикатора касался внутренней кромки маховика, колесо прокатывали, и место, где колесо было больше всего прогнуто, определялось и отмечалось мелом на лицевой и внешней сторонах. Затем эту отметку мелом скатывали на пол, под конец коленчатого вала ставили шеститонный домкрат и начинали домкратить.
Лео посоветовал нам не торопиться, так как я чаще всего тороплюсь исправить ситуацию. Итак, нам пришлось домкратить вал, пока колесо не стало вертикально прямым, а затем еще немного домкратить. В любом случае вал немного отскочил бы назад. Затем мы ослабили давление домкрата, прокатили колесо и снова проверили индикатор, чтобы увидеть, сколько еще нам нужно домкратить.
Поддомкратив и перепроверив индикатор, мы смогли выровнять вал с точностью до нескольких тысячных, что вполне приемлемо невооруженным глазом при движении.
