 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Ручная и механическая правка и гибка металла. Правка и гибка металла
Ручная и механическая правка и гибка металла
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с помощью молотка с использованием слесарных щипцов или кузнечных клещей на плите для правки, в тисках или в формах или на наковальне. Можно также гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Молоток – это ударный инструмент, состоящий из металлической головки, рукоятки и клина (рис. 2.11).
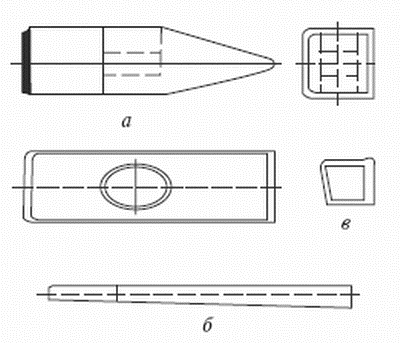
Рис.2.11. Слесарный молоток :а – металлическая головка; б – рукоятка; в – клин
Молоток широко используется при выполнении разных операций слесарном деле; это один из основных инструментов при выполнении слесарных работ.
Металлическая часть состоит из следующих элементов: клиновидной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки.
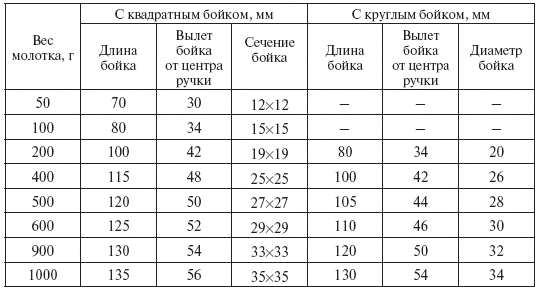
Молотки бывают с круглым и с квадратным бойком. Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49–56.
Таблица 1 Вес и размеры слесарных молотков
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Правку производят горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл (угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его физико-механических свойств молотком, изготовленным из соответствующего металла. Используют молотки из следующих цветных металлов: меди, свинца, алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием. Гибку производят холодным или горячим способом вручную либо с использованием приспособлений и машин. Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании.
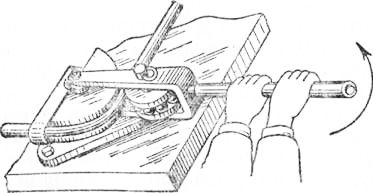
Рис. 2.12. Роликовое приспособление для гибки труб
Проволока гнется под определенным радиусом или по окружности круглозубцами, а при гибке под небольшим углом – плоскогубцами; при сложной гибке могут одновременно использоваться круглозубцы и плоскогубцы. В ряде случаев при гибке проволоки используются тиски.
Гибку труб можно производить горячим или холодным способом с использованием специальных шаблонов или роликов при помощи гибочных приспособлений (рис.2.12) или трубогибочных машин.
Толстостенные трубы диаметром не более 25 мм и радиусом гибки свыше 30 мм можно гнуть в холодном состоянии без заполнения их сухим мелким песком, свинцом, канифолью и не вставляя в них винтовую пружину. Трубы больших диаметров (в зависимости от толщины стенки и марки металла, из которого изготовлена данная труба) гнутся, как правило, с подогревом места гиба и наполнением трубы соответствующим материалом. При этом концы трубы заглушают пробками, что уменьшает возможность ее поломки или сплющивания при гибке. Трубы со швом следует гнуть в таком положении, чтобы действующее гибочное усилие прилагалось в плоскости, перпендикулярной шву.
Развальцовка труб – это диаметральная раздача наружу торцов труб с целью получения плотного и прочного прессового соединения торцов труб с отверстиями, в которые они вставлены. Применяется при изготовлении котлов, цистерн и др. Развальцовка выполняется в основном ручным развальцовочным роликовым инструментом или коническими дорнами.
Пружина – это деталь, которая под действием внешних сил упруго деформируется, а после прекращения действия этих сил возвращается в первоначальное состояние. Пружины используются в разных машинах, приспособлениях, станках и оборудовании. Пружины классифицируют по форме, условиям работы, виду нагрузки, виду натяжения и т. д. По форме пружины делятся на плоские, винтовые (цилиндрические, фасонные, телескопические) и конусные. По виду нагружения они подразделяются на пружины растяжения, кручения и сжатия. Пружины изготавливают с правой или левой навивкой, спиральные тарельчатые, гнутые, плоские, фигурные и кольцевые (рис. 2.13).
Пружина должна поддерживать в определенном положении детали или сборочные единицы машин, ликвидировать или успокаивать колебания, а также воспринимать энергию детали или узла машины в движении, давать возможность упруго подвесить детали машин или противодействовать определенной силе. Пружина выполняет также роль индикатора определенной силы.
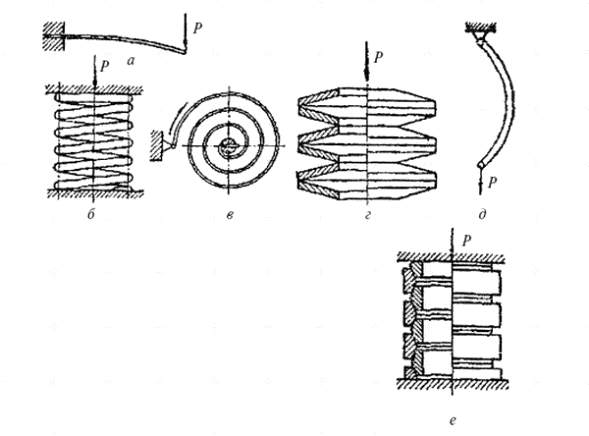 Рис. 2.13. Пружины:а – плоская; б – винтовая цилиндрическая; в – спиральная; г – тарельчатая; д – гнутая; е – кольцевая
Рис. 2.13. Пружины:а – плоская; б – винтовая цилиндрическая; в – спиральная; г – тарельчатая; д – гнутая; е – кольцевая
Пружины изготавливают из пружинной или рессорной стали. Это может быть высокоуглеродистая сталь или легированная пружинная и рессорная сталь с добавлением марганца, хрома, вольфрама, ванадия, кремния. Химический состав пружинной и рессорной стали, условия термической обработки, а также механические свойства определяются соответствующими ГОСТ и техническими условиями.
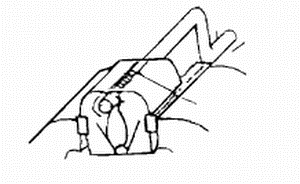
Рис. 2.14. Навивка винтовой пружины в тисках вручную
Пружины изготавливают вручную или машинным способом. Одним из самых простых ручных способов является изготовление пружин в тисках (рис. 2.14) с помощью круглого стержня с рукояткой диаметром, несколько меньшим внутреннего диаметра пружины, и специальных деревянных щек, вложенных между губками щек тисков. Винтовые пружины можно навивать также на сверлильном, токарном или специальном навивочном станках.
Резиновая соединительная пружинящая муфта – это разновидность пружины. Резиновые соединительные пружинящие детали находят применение в разных машинах, механизмах и оборудовании для соединения валов и ряда других деталей, работающих в условиях динамических нагрузок. Они обладают способностью принимать и накапливать энергию, гасить колебания и используются как гибкие и упругие муфты.
Перед установкой пружины или резиновой соединительной пружинящей детали следует прежде всего проверить соответствие вида, характеристики и качества пружины чертежу и техническим требованиям на сборку машины или механизма. Не соответствующие этим требованиям или имеющие механические повреждения пружина или резиновая соединительная пружинящая деталь не обеспечат работоспособности машины или механизма.
При правке и гибке металла необходимо проверить техническое состояние используемых инструментов, правильно и точно закрепить материал на плите, в тисках или другом приспособлении. Рукава одежды на запястьях должны быть застегнуты, на руки следует надеть рукавицы.
Похожие статьи:
poznayka.org
Правка металла
Правка представляет собой операцию по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др.
Ручная правка в холодном состоянии выполняется на правильной плите или наковальне.
Правка тонких листов производится киянками. Очень тонкие листы выглаживают на правильных плитах гладилками.
Профильный металл (уголок, швеллер, пустотелые валы, толстую листовую сталь) правят с нагревом паяльной лампой или сварочной горелкой до вишнево-красного цвета.
Гибка
Гибка – это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма по заданному контуру.
Инструмент и приспособления для гибки
Ручную гибку чаще всего выполняют в тисках с помощью слесарного молотка, используя при этом различные оправки. При изготовлении деталей из тонкого полосового металла применяют плоскогубцы. Для загибания проволоки пользуются круглогубцами .
Гибка труб
Трубы изгибают по дуге различного радиуса под различными углами и в разных плоскостях.
Ручная гибка труб может выполняться в холодном и горячем состоянии, с наполнителем и без наполнителя. В качестве наполнителя чаще используют мелкий сухой песок.
Резка металла
Резкой металла (разрезанием) называют отделение частей (заготовок) от сортового или листового металла.
Ручные ножницы применяют для разрезания стальных листов толщиной 0,5 – 1,0 мм и из цветных металлов толщиной до 1,5 мм.
Ручная ножовка применяется для разрезания листового, полосового, круглого и профильного металла, а также для прорезания пазов, шлицев, отрезания заготовок по контуру и т. п.
Работа резания при использовании ручной ножовки выполняется ножовочным полотном. Ножовочное полотно представляет собой стальную пластину с двумя отверстиями под штифты и с зубьями на одном из ребер. Материал полотна – стали марок У10А; Р9; Х6ВФ, твердость – HRC 61-64. Полотна могут быть ручные и машинные.
Опиливание
Опиливание – это операция по обработке металлов и других материалов снятием небольшого слоя металла режущим инструментом - напильником.
Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих зубья.
Различают напильники с одинарной (простой) насечкой, с двойной (перекрестной) насечкой, с точечной (рашпильной) насечкой и дуговой (рисунок 37).
Надфили – небольшие напильники, длиной 80-160 мм. Применяются для лекальных, граверных, ювелирных работ, а также для зачистки отверстий, углов в труднодоступных местах.
Рашпили предназначены для обработки мягких металлов (свинец, олово и др.) и неметаллических материалов (кожа, резина, дерево и др.), когда обычные напильники непригодны из-за того, что их насечка быстро забивается стружкой и они перестают резать.
Машинные напильники – стержневые (с возвратно-поступательным движением) и вращающиеся применяются для опиливания и зачистки поверхности на специальных опиловочных станках.
Нарезание резьбы
Нарезание резьбы – слесарная операция, выполняемая со снятием стружки или методом накатывания, в результате которой на поверхности детали образуется винтовая канавка (линия).
Резьба бывает двух видов: наружная и внутренняя. Стержень с наружной резьбой называется винтом, деталь с внутренней резьбой – гайкой. В зависимости от направления подъема витков резьба может быть правой и левой.
Трапецеидальная резьба – ленточная, имеет сечение в форме трапеции с углом профиля 30º.
Упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине 30º.
Круглая резьба имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками и углом 30º; применяется в соединениях, подвергающихся сильному износу, в загрязненной среде (вагонные стяжки, крюки грузоподъемных машин).
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами и углом профиля 60º. Применяют метрические резьбы, в основном, как крепежные.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55º (резьба Витворта) или 60º (резьба Саллерса). При проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют для изготовления запасных частей для оборудования, полученного из стран, где применяется дюймовая резьба.
studfiles.net
2.3 Правка и гибка металлов. Особенности слесарных работ судоремонтного завода
Похожие главы из других работ:
Заготовительные операции кузовной штамповки
Глава 1. Правка
Цех штамповки имеет две линии - заготовки и штамповки. На заготовительной линии стальной лист сначала раскатывается, выравнивается и очищается...
Классификация металлов
2. Классификация металлов
Каждый металл отличается строением и свойствами от другого, тем не менее, по некоторым признакам их можно объединить в группы. Данная классификация разработана русским ученым Гуляевым А.П. и может не совпадать с общепринятой...
Конструкционные углеродистые стали и сплавы
Классификация металлов
По объему и частоте использования металлов в технике их можно разделить на металлы технические и редкие. Технические металлы -- это наиболее часто применяемые; к ним относятся железо Fе. медь Сu, алюминий А1, магний Мg, никель Ni, титан Тi, свинец Рb...
Организация производственного процесса в ООО "РоссЛазер"
2.3 Гибка листового металла
Предприятие предлагает изготовление изделий самой сложной формы, для которых требуется точная гибка листового металла. Современные листогибочные прессы, управляемые системой ЧПУ обеспечивают возможность производства сложных деталей...
Проектирование работ по техническому обслуживанию и ремонту подъемно–транспортного оборудования предприятия
8.1.4 При ремонте металлоконструкций должны применятся 2 способа исправления деформированных элементов: правка и замена
Правка (холодная или горячая) должна применятся в случаях, когда фактические отклонения от проектной формы элементом превышают величины, установленные техдокументацией завода-изготовителя...
Разработка технологии изготовления корпуса адсорбера
2.2 Правка листового проката
Перед запуском в производство проверяются геометрические размеры листов, их кривизна в продольном и поперечном направлениях - измеряется стрела прогиба. Кривизна листа должна быть не более 12 мм/погонный метр. Если эта величина превышена...
Разработка технологии изготовления цилиндрического аппарата
5.2 Правка
Листовой прокат имеет отклонения от геометрической формы вследствие отступления от оптимальной технологии производства и неудовлетворительных результатов правки на листопрокатных заводах...
Разработка технологии изготовления цилиндрического аппарата
7.4 Калибрование (правка) и подгибка кромок (отбортовка)
Отбортовке подлежат следующие заготовки 813-КК, 813-РК, 813-РЦ - верхняя часть. Правке подвергают обечайки с жестким контуром . Эти обечайки не прогибаются под собственной массой...
Разработка технологического процесса прокатки листа
5.10 Правка растяжением
Правка осуществляется созданием местной пластической деформации и, как правило, производится в холодном состоянии. Для устранения волнистости листов и полос толщиной 0...
Розробка технологічного процесу прокатки на товстолистовому стані 1200 шорокополосного листа
1.1.8 Охолодження і правка готового прокату
Після прокатки полоси віддають правці на роликоправильній машині гарячої правки і правильної лінійці. Після правки полоси віддають на холодильники. На новий розкат кожної нової плавки, перед надходженням його в холодильник...
Строение и свойства металлов и сплавов
4. Свойства металлов
Различают следующие свойства металлов: - Физические - температура плавления, тепло- и электропроводность, электросопротивление, плотность, коэффициенты объемного и линейного расширения и сжатия. Химические - химическая активность...
Технология изготовления кронштейна навески оборудования
3.4 Правка в холодном состояние
Правка необходима для устранения искривлений (коробления) поковок, которые превышают допуск на размеры и могут возникнуть в результате термической обработки, неравномерного охлаждения после штамповки...
Технология изготовления секции настила рефрижераторного судна
3.1 Правка
Правка в валках применяется для выправления в холодном состояний стальных листов и листов из цветных сплавов толщиной до 50 мм и шириной до 5000. Листы толщиной более 50 мм обычно правят под прессами...
Технология изготовления секции настила рефрижераторного судна
1. Правка листового и сортового проката;
...
Технология обработки металлов давлением
4.1 Прокатка металлов
Прокатке подвергается до 90% всей выплавляемой стали и большая часть цветных металлов. Сущность процесса заключается в пластическом деформировании металла при пропускании заготовки между вращающимися валками прокатного стана...
prod.bobrodobro.ru
Правка металла - Гибка и правка металла
 Правка металла
Правка металла Категория:
Гибка и правка металла
Правка металла Кривизну деталей проверяют на глаз или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Для предупреждения рук от ударов, вибраций при правке металла необходимо надевать рукавицы, прочно держать детали, заготовки на плите или наковальне.
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а в правую руку берут молоток и принимают рабочее положение .
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще переворачивают полосу с одной стороны на другую до полного-выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно — на разметочной плите по просвету или наложением линейки на полосу.
Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 1) пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.
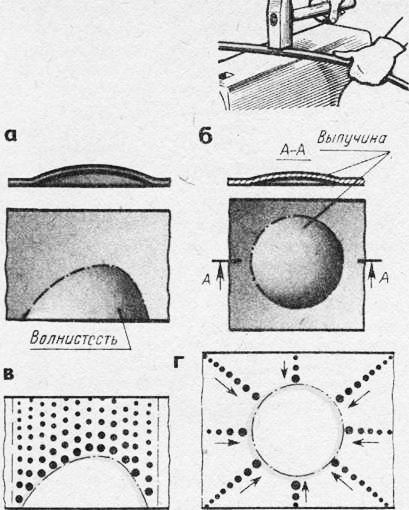
Рис. 1. Правка металла круглого сечения
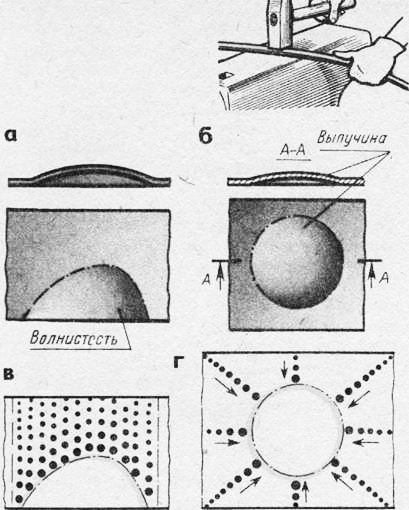
Рис. 2. Схема правки листового материала: а, б — погнутые заготовки, в. г — распределение ударов
Правка листового металла более сложная, чем предыдущие операции. Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. На заготовках, имеющих волнистость по краям (рис. 2, а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки. После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а лежали полностью на опорной поверхности, и прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины заготовки к~краю так, как указано на рис. 2, в кружками. Кружки меньших диаметров соответствуют меньшим ударам, и наоборот.
Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к ее краю. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки.
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку, или вызвать вытяжку металла.
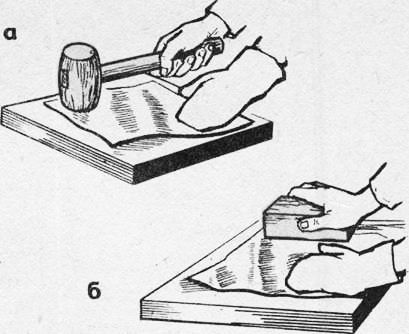
Рис. 3. Правка тонких листов: а — деревянным молотком (киянкой), б — деревянным или металлическим бруском
При правке заготовок с вы пучина ми выявляют покоробленные участки, устанавливают, где больше выпучен металл (рис. 2). Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности (рис. 2, г). Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпучине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него. Не допускают нескольких ударов по одному и тому же месту, так как это может привести к образованию нового выпуклого участка.
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпучин, ударами молотка у краев отдельных выпучин заставляют соединиться эти выпучины в одну, которую потом правят ударами вокруг ее границ, как указано выше.
Тонкие листы правят легкими деревянными молотками (киянками — рис. 3, а), медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками (рис. 3, б).
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01—0,05 мм.
В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закруг-
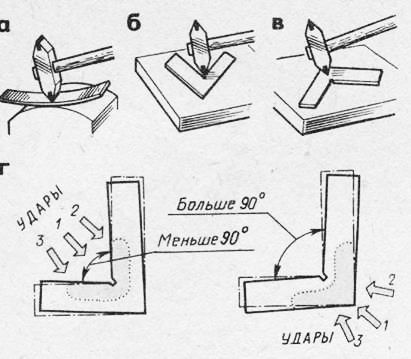
Рис. 4. Рихтовка закаленных деталей: а — на рихтовальной бабке, б — угольника по внутреннему углу, в — по наружному углу, г — места нанесения ударов
ленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке (рис. 4, а). Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1—2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правка закаленного угольника, у которого после закалки, изменился угол между полками, показана на рис. 4, 6—г. Если угол стал меньше 90°, то удары молотком наносят у верщины внутреннего угла (рис. 84 б и г, слева), если угол стал больше 90°, удары наносят у вершины наружного угла (рис. 4, в и г, справа).
В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно — сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах (рис. 5, а), правильных плитах (рис. 5, б) или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
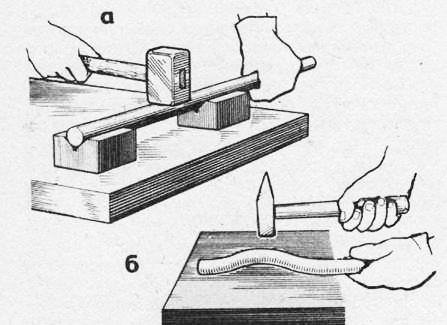
Рис. 5. Правка коротких валов и прутков: а — на призмах, б — на плите
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
—-
Правка (рихтовка)—операция, посредством которой устраняются неровности, кривизна или другие недостатки формы заготовок. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правка — это выправление металла действием давления на ту или иную его часть независимо от того, производится ли это давление прессом или ударами молотка. „
Правка представляет собой, как правило, подготовительную операцию, предшествующую основным операциям обработки металлов.
Правке подвергают стальные листы и листы из цветных металлов и их сплавов, полосы, прутковый материал, трубы, проволоку, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. и.) править нельзя.
Различают два метода правки металлов: правка ручная, выполняемая с помощью молотка на стальных чугунных правильных плитах, наковальнях и др., и правка машинная, производимая на правильных машинах. При ручной правке слесарь отыскивает на поверхности заготовки или детали такие места, при ударе по которым заготовка выправлялась бы, т. е. лежала бы на плите, не имея выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и в нагретом состоянии. В последнем случае нужно иметь в виду, что правку стальных заготовок и деталей можно производить в интервале температур 1100—850 °С. Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т. е. к неисправимому браку.
—-
Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки — волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится легче, впрочем, это справедливо и в отношении других видов его пластического деформирования, например гибки.
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Для того чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнивать плиту, чтобы она находилась в горизонтальном положении.
Для правки необходим специальный слесарный инструмент. Нельзя производить ее любым молотком, который есть под рукой, металл может не только не выправиться, но получить еще большие дефекты. Молоток должен быть изготовлен из мягкого материала — свинца, меди, дерева или резины. Кроме того, нельзя править металл молотками с квадратным бойком — он будет оставлять на поверхности металла следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Кроме молотков применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах, независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, которую нужно устранить. Изогнутые места необходимо отметить мелом, так гораздо легче наносить удары молотком, чем ориентируясь только на заметную глазом кривизну.
Правка полосового металла, изогнутого в плоскости — это наиболее простая операция. Изогнутую заготовку нужно расположить таким образом, чтобы она имела две точки соприкосновения с наковальней. Удары молотком или кувалдой нужно наносить по наиболее выпуклым местам и уменьшать силу ударов по мере того, как выпуклости становятся меньше. Не следует наносить удары только с одной стороны заготовки, металл может выгнуться в обратную сторону. Чтобы этого не случилось, заготовку нужно время от времени переворачивать. По той же причине не стоит наносить несколько ударов подряд по одному и тому же месту.
Если имеется несколько выпуклостей, сначала необходимо выправить края заготовки, а затем, ее середину.
Правка круглого металла — этот вид работы в основном похож на правку полосового металла -— нужно отметить неровные места мелом и расположить заготовку выпуклостью вверх, удары должны наноситься по выпуклой части от краев изгиба к середине выпуклости. Когда основное искривление окажется выправленным, силу ударов нужно уменьшить и периодически поворачивать металлический прут вокруг его оси, чтобы не допустить искривления в обратную сторону.
Металлические пруты квадратного сечения нужно править в такой же последовательности.
Правка металла, скрученного по спирали производится методом раскручивания. Для того чтобы выпрямить кривизну, нужно один конец скрученного металла зажать в большие тиски на слесарном столе, другой — в ручные тисочки. Раскрутив металл до той степени, которую можно проконтролировать на глаз, нужно продолжить правку на гладкой выверенной плите обычном методом, контролируя кривизну на просвет.
Читать далее:
Машины для правки
Статьи по теме:
pereosnastka.ru
Правка, рихтовка и гибка металла. — МегаЛекции
ДНЕВНИК-ОТЧЕТ
по учебной практике
Студент ________________________________________________________________
(фамилия, имя, отчество)
Курс _____________________________ Группа _______________________________
Специальность___________________________________________________________
________________________________________________________________________
(полное название)
Руководитель практики от колледжа ________________________________________
________________________________________________________________________
(должность, фамилия, имя, отчество)
Итоговая оценка:__________________
м.п. ___________________________
(подпись руководителя практики от колледжа)
20___г.
ОПИСАНИЕ ИЗУЧЕННЫХ РАБОТ
(конструкций, технологических процессов, передовых методов труда, механизации и автоматизации производства, выполненных работ, применения информационных технологий и др.)
Вводное занятие.
Я ознакомился с программой учебной практики и с оборудованием в учебной мастерской: верстак слесарный.
Режим дня:
Понедельник-Пятница: с 8.30 до 14.00 ч.
Перерыв: с 11.00 до 11.40 ч.
Суббота-Воскресенье: выходной.
Правила техники безопасности:
· Рабочие места слесарей должны быть достаточно удалены друг от друга.
· Лучшая рабочая одежда слесаря – комбинезон. Волосы должны быть аккуратно убраны, особенно при работе на сверлильных станках или у машин, имеющие открытые движущиеся части.
Цель учебной практики:
· Получение первичных профессиональных навыков слесаря-ремонтника, умение работать на сверлильных станках.
Задачи учебной слесарной практики:
· Подготовка студентов к осознанному и углубленному обучению профессиональных и специальных дисциплин.
· Формирование у студентов умений и навыков выполнения работ на токарных и фрезерных станках.
· Обеспечение связи учебной практики с теоретическим обучением.
Оборудование рабочих мест: верстак, тиски, токарный станок, сверлильный станок.
Контрольно-измерительные инструменты.
1. Универсальный штангенциркуль.
Перед тем, как приступить непосредственно к измерениям, штангенциркуль следует очистить от смазки и пыли, и проверить на точность. Выполнить второе действие с нониусным прибором несложно – достаточно просто совместить основные (широкие) губки инструмента, расположенные снизу. При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей (миллиметровой) поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
Для того, чтобы проверить стрелочный и цифровой штангенциркули также необходимо совместить губки прибора. Стрелка на циферблате стрелочного прибора должна указать на нулевую отметку. На дисплее электронного штангенциркуля должна отобразиться цифра «0».
2. Угольники с углом 90°.
Слесарно-монтажные инструменты.
1. Ключи гаечные.
Рожковый (с открытым зевом) – ключ, рабочий профиль которого охватывает крепежную деталь с двух или трех сторон. Имеет U-образную форму. Зачастую рожковые ключи двухсторонние, с близкими по размеру рабочими областями. Рабочая область ключа повернута под углом 15° к продольной оси инструмента, что обеспечивает большой рабочий диапазон в труднодоступных местах.
Накидной – рабочий профиль которых охватывает крепежную деталь со всех сторон, повторяя профиль детали. Такой тип ключей, в основном, тоже двухсторонний. Также применяются накидные (кольцевые) ключи с храповиком, позволяющим откручивать (закручивать) гайку (болт), не переставляя ключа.
2. Торцевая вставка.
Измерение и разметка.
Разметкой называется операция нанесения на обрабатываемую поверхность детали или заготовки разметочных рисок, определяющих контуры профиля детали и места, подлежащие обработке. Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Для экономии времени простые заготовки часто обрабатывают без предварительной разметки. Например, чтобы слесарю-инструментальщику изготовить обыкновенную шпонку с плоскими торцами, достаточно отрубить кусок квадратной стали из прутка определенного размера, а затем опилить по размерам, указанным на чертеже.
Инструменты: рулетка Р-3, метр-рулетка, складной метр, угольник, ерунок, малка, циркуль, нутромер, уровень с отвесом, угольник-центроискатель, уровень, отволока, скоба, черта, отвес, рейсмус, штангенциркуль, микрометр, калибр.
Правила безопасности при выполнении разметки:
· Во время разметки слесарь не должен забывать об острых концах чертилок и заготовок, расположенных на плите. Они могут серьезно травмировать рабочего.
· В целях безопасности во время работы, а также в перерывах на свободные острия чертилок и рейсмусов рекомендуется надевать предохранительные колпачки.
Рубка металла.
Рубкой называется операция, при которой с помощью зубила и слесарного молотка с заготовки удаляют слои металла или разрубают заготовку.
Физической основой рубки является действие клина, форму которого имеет рабочая (режущая) часть зубила. Рубка применяется в тех случаях, когда станочная обработка заготовок трудновыполнима или нерациональна.
С помощью рубки производится удаление (срубание) с заготовки неровностей металла, снятие твердой корки, окалины, острых кромок детали, вырубание пазов и канавок, разрубание листового металла на части.
Рубка производится, как правило, в тисках. Разрубание листового материала на части может выполняться на плите.
Основным рабочим (режущим) инструментом при рубке является зубило, а ударным – молоток.
Слесарное зубило изготавливается из инструментальной углеродистой стали. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть выполняется суживающейся кверху, а вершина ее (боек) – закругленной; за среднюю часть зубило держат во время рубки; рабочая (режущая) часть имеет клиновидную форму. Угол заострения выбирается в зависимости от твердости обрабатываемого материала.
Для наиболее распространенных материалов рекомендуются следующие углы заострения: для твердых материалов (твердая сталь, чугун) – 70°; для материалов средней твердости (сталь) – 60°; для мягких материалов (мель, латунь) – 45°; для алюминиевых сплавов – 35°.
Рабочая и ударная части зубила подвергаются термической обработке (закалке и отпуску). Степень закалки зубила можно определить, проведя напильником по закаленной части зубила: если напильник не снимает стружку, а скользит по поверхности, закалка выполнена хорошо.
Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой – крейцмейселем. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом.
Для вырубания профильных канавок (полукруглых, двугранных и др.) применяются специальные крейцмейсели – канавочники, отличающиеся только формой режущей кромки.
Слесарные молотки, используемые при рубке металлов, бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса. Для рубки металлов применяют молотки массой от 400 до 600 г.
Рубка металлов – операция очень трудоемкая. Для облегчения труда и повышения его производительности используют механизированные инструменты. Среди них наибольшее распространение имеет пневматический рубильный молоток. Он приводится в действие сжатым воздухом, который подается по шлангу от постоянной пневмосети или передвижного компрессора. При рубке металла нажимают курок, отжимающий золотник. Воздух, попадая через воздухопроводящие каналы, перемещает боек, который ударяет по хвостовищу зубила, вставленному в ствол. Во время рубки пневматический рубильный молоток держат обеими руками: правой – за рукоятку, левой – за конец ствола, и направляют зубило по линии рубки.
Правка, рихтовка и гибка металла.
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом – на стальной или чугунной плите, или на наковальне, и машинным – на правильных вальцах, прессах.
Правильную плиту изготавливают достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготавливают из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400х400; 750х1000; 1000х1500; 1500х2000; 2000х2000; 1500х3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Рихтовальные бабки используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150-200 мм.
Молотки для правки применяют с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400-500 г.) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05-0,1 мм.
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Резание металлов.
Обработка металлов резанием – один из основных способов изготовления деталей. С помощью резания обрабатывают детали различной формы – от простого валика до сложных корпусов, и разных размеров – от деталей, которые видны разве что под микроскопом, до судовых гребных валов длиной до 30 м.
Виды резания различаются по типу используемого при обработке металлорежущего инструмента. Процесс, при котором используются резцы, называется точением и строганием; сверла применяются при сверлении, фрезы при фрезеровании, абразивный инструмент при шлифовании (отметим, что в металлообработке полирование разновидность шлифования).
В зависимости от качества получаемой в результате обработки поверхности различают обдирочные операции (подготовка заготовки к дальнейшей обработке или обработка поверхностей, качество которых не особо существенно) и финишные операции (часто такую обработку называют тонкой или чистовой). Финишная обработка позволяет получать поверхности, размеры неровностей на которых не превышают долей микрометра (толщина человеческого волоса в среднем 50 мкм!).
Процесс резания металлов в основном характеризуется скоростью резания – количеством снимаемого материала в единицу времени. Но равную скорость резания можно получить или медленно, снимая толстую стружку (малая подача и большая глубина резания) или быстро – тонкую.
megalektsii.ru
Ручная и механическая правка и гибка металла
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с помощью молотка с использованием слесарных щипцов или кузнечных клещей на плите для правки, в тисках или в формах или на наковальне. Можно также гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Молоток – это ударный инструмент, состоящий из металлической головки, рукоятки и клина (рис. 2.11).
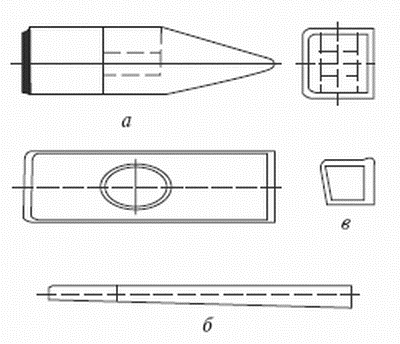
Рис.2.11. Слесарный молоток :а – металлическая головка; б – рукоятка; в – клин
Молоток широко используется при выполнении разных операций слесарном деле; это один из основных инструментов при выполнении слесарных работ.
Металлическая часть состоит из следующих элементов: клиновидной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки.
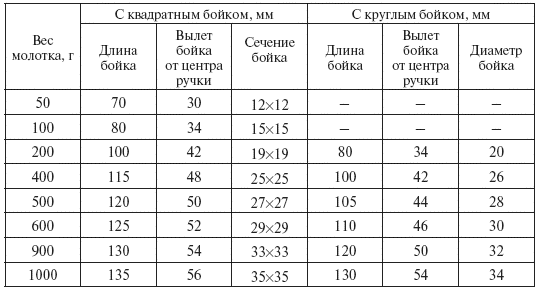
Молотки бывают с круглым и с квадратным бойком. Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49–56.
Таблица 1 Вес и размеры слесарных молотков
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Правку производят горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл (угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его физико-механических свойств молотком, изготовленным из соответствующего металла. Используют молотки из следующих цветных металлов: меди, свинца, алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием. Гибку производят холодным или горячим способом вручную либо с использованием приспособлений и машин. Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании.
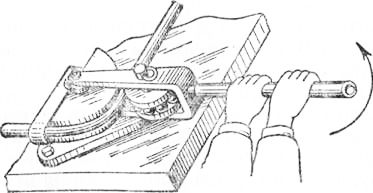
Рис. 2.12. Роликовое приспособление для гибки труб
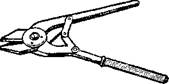
Проволока гнется под определенным радиусом или по окружности круглозубцами, а при гибке под небольшим углом – плоскогубцами; при сложной гибке могут одновременно использоваться круглозубцы и плоскогубцы. В ряде случаев при гибке проволоки используются тиски.
Гибку труб можно производить горячим или холодным способом с использованием специальных шаблонов или роликов при помощи гибочных приспособлений (рис.2.12) или трубогибочных машин.
Толстостенные трубы диаметром не более 25 мм и радиусом гибки свыше 30 мм можно гнуть в холодном состоянии без заполнения их сухим мелким песком, свинцом, канифолью и не вставляя в них винтовую пружину. Трубы больших диаметров (в зависимости от толщины стенки и марки металла, из которого изготовлена данная труба) гнутся, как правило, с подогревом места гиба и наполнением трубы соответствующим материалом. При этом концы трубы заглушают пробками, что уменьшает возможность ее поломки или сплющивания при гибке. Трубы со швом следует гнуть в таком положении, чтобы действующее гибочное усилие прилагалось в плоскости, перпендикулярной шву.
Развальцовка труб – это диаметральная раздача наружу торцов труб с целью получения плотного и прочного прессового соединения торцов труб с отверстиями, в которые они вставлены. Применяется при изготовлении котлов, цистерн и др. Развальцовка выполняется в основном ручным развальцовочным роликовым инструментом или коническими дорнами.
Пружина – это деталь, которая под действием внешних сил упруго деформируется, а после прекращения действия этих сил возвращается в первоначальное состояние. Пружины используются в разных машинах, приспособлениях, станках и оборудовании. Пружины классифицируют по форме, условиям работы, виду нагрузки, виду натяжения и т. д. По форме пружины делятся на плоские, винтовые (цилиндрические, фасонные, телескопические) и конусные. По виду нагружения они подразделяются на пружины растяжения, кручения и сжатия. Пружины изготавливают с правой или левой навивкой, спиральные тарельчатые, гнутые, плоские, фигурные и кольцевые (рис. 2.13).
Пружина должна поддерживать в определенном положении детали или сборочные единицы машин, ликвидировать или успокаивать колебания, а также воспринимать энергию детали или узла машины в движении, давать возможность упруго подвесить детали машин или противодействовать определенной силе. Пружина выполняет также роль индикатора определенной силы.
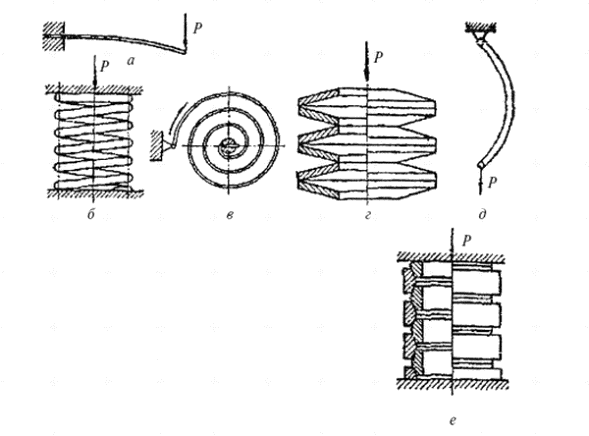 Рис. 2.13. Пружины:а – плоская; б – винтовая цилиндрическая; в – спиральная; г – тарельчатая; д – гнутая; е – кольцевая
Рис. 2.13. Пружины:а – плоская; б – винтовая цилиндрическая; в – спиральная; г – тарельчатая; д – гнутая; е – кольцевая
Пружины изготавливают из пружинной или рессорной стали. Это может быть высокоуглеродистая сталь или легированная пружинная и рессорная сталь с добавлением марганца, хрома, вольфрама, ванадия, кремния. Химический состав пружинной и рессорной стали, условия термической обработки, а также механические свойства определяются соответствующими ГОСТ и техническими условиями.
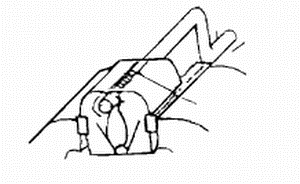
Рис. 2.14. Навивка винтовой пружины в тисках вручную
Пружины изготавливают вручную или машинным способом. Одним из самых простых ручных способов является изготовление пружин в тисках (рис. 2.14) с помощью круглого стержня с рукояткой диаметром, несколько меньшим внутреннего диаметра пружины, и специальных деревянных щек, вложенных между губками щек тисков. Винтовые пружины можно навивать также на сверлильном, токарном или специальном навивочном станках.
Резиновая соединительная пружинящая муфта – это разновидность пружины. Резиновые соединительные пружинящие детали находят применение в разных машинах, механизмах и оборудовании для соединения валов и ряда других деталей, работающих в условиях динамических нагрузок. Они обладают способностью принимать и накапливать энергию, гасить колебания и используются как гибкие и упругие муфты.
Перед установкой пружины или резиновой соединительной пружинящей детали следует прежде всего проверить соответствие вида, характеристики и качества пружины чертежу и техническим требованиям на сборку машины или механизма. Не соответствующие этим требованиям или имеющие механические повреждения пружина или резиновая соединительная пружинящая деталь не обеспечат работоспособности машины или механизма.
При правке и гибке металла необходимо проверить техническое состояние используемых инструментов, правильно и точно закрепить материал на плите, в тисках или другом приспособлении. Рукава одежды на запястьях должны быть застегнуты, на руки следует надеть рукавицы.
lektsia.com
Правка и гибка металла
Количество просмотров публикации Правка и гибка металла - 33
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют аналогичным образом полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун чересчур хрупок и при правке может расколоться.
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
При ручнои̌ правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величинои̌ выпуклости и с толщинои̌ выправляемого изделия. Поверхность правильнои̌ плиты, а аналогичным образом бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручнои̌ правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. Понятие и виды, 2018.После ϶того по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Исходя из всᴇᴦο выше сказанного, мы приходим к выводу, что сущность процесса правки листовых деталей состоит в постепенном растягивании прямых участков листа за счёт некоторого утонения материала в этих местах.
Гибка - ϶то способ обработки металла давлением, при котором заготовке или её части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).

Сущность гибки состоит в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит ϶то следующим образом. Понятие и виды, 2018.На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
referatwork.ru








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)