

Содержание
Пористое хромирование — ЭлектроХимия
- 19.01.2016
- Леонтьев Сергей
Здравствуйте!
Столкнулись с необходимостью хромирования трущихся пар, в таких случаях рекомендуется пористое хромирование. Расскажите, пожалуйста, чем отличается этот процесс, и каким образом его лучше осуществить?
Спасибо.
- Отвечает специалист
Пористое хромирование отличается от обычного износостойкого хромирования тем, что на поверхности хромового покрытия искусственным образом образуются дефекты в виде пор, трещин или каналов. Хром – достаточно гладкое покрытие, оно обладает достаточно плохой смачиваемостью смазочными материалами. Вследствие этого при работе трущихся пар может происходить нарушение сплошности смазочной пленки. Это приводит к износу в результате локального перегрева или порчи хромового покрытия.
Чтобы этого не происходило, необходимо, чтобы на детали всегда был запас смазочных материалов, например, в порах или каналах. На практике гладкие хромовые покрытия проявляют пониженную стойкость к истиранию по сравнению с пористым хромом. Пористый хром рекомендуется для поршневых колец, цилиндров и гильз блоков двигателей внутреннего сгорания и подобных изделий.
На практике гладкие хромовые покрытия проявляют пониженную стойкость к истиранию по сравнению с пористым хромом. Пористый хром рекомендуется для поршневых колец, цилиндров и гильз блоков двигателей внутреннего сгорания и подобных изделий.
Смазочные материалы, попадающие в каналы, углубления и поры пористого хромирования, создают запас дополнительный смазки, что препятствует нарушению её сплошности. Таким образом, предотвращается возникновение неблагоприятного полусухого или граничного трения.
Смазка, содержащаяся в порах, постоянно подпитывает пленку на поверхности детали, что приводит к значительному улучшению антифрикционных свойств, особенно при повышенной температуре.
Способы получения пористого хромового покрытия делятся на:
• механический
Этот способ предполагает нанесение специального «рисунка» на деталь перед процессом хромирования. Углубления наносят накаткой с использованием специального колющего инструмента, создавая особый рельеф поверхности. Обычно это пирамидальные углубления в шахматном порядке с фиксированной частотой (шаг 1,5-2 мм). Глубина зависит от толщины наносимого хромового покрытия. Для придания гладкости поверхности после этой процедуры производят хонирование (шлифование) а затем на изделие наносят хром.
Обычно это пирамидальные углубления в шахматном порядке с фиксированной частотой (шаг 1,5-2 мм). Глубина зависит от толщины наносимого хромового покрытия. Для придания гладкости поверхности после этой процедуры производят хонирование (шлифование) а затем на изделие наносят хром.
• химический
Химический способ аналогичен процессу травления хрома в кислоте. Применение его ограничено тем, что достаточно сложно получить стабильный, предсказуемый результат.
• электрохимический
Электрохимический способ заключается в анодном травлении детали уже с хромовым покрытием (дехромирование). Блестящий хром, как правило, трещиноватое покрытие. Под действием тока происходит увеличение трещин на поверхности, т.к. анодное растворение идёт преимущественно по границам этих трещин. Таким образом, благодаря развитой сетке трещин, смазка удерживается на поверхности капиллярными силами. Следует помнить, что при этом процессе происходит определённый съем хрома и несколько снижается твердость покрытия. Анодное травление хрома проводится в стандартном электролите хромирования. Свойства трещин-каналов будут зависеть от количества электричества, температуры и от соотношения хромовый ангидрид-серная кислота.
Анодное травление хрома проводится в стандартном электролите хромирования. Свойства трещин-каналов будут зависеть от количества электричества, температуры и от соотношения хромовый ангидрид-серная кислота.
Более подробно о влиянии состава электролита и режима травления свойства поверхности можно узнать в издании «Электролитическое хромирование» Солодковой Л.Н., Кудрявцева В.Н.
Добавить комментарий
Уведомлять меня о новых комментариях по E-mail
Пористое хромирование | Защитные покрытия металлов
Ценные физико-механические свойства электролитически осажденного хрома стали широко использовать в промышленности только после того, как были найдены пути удерживания смазочных масел на хромированной поверхности трущихся деталей. Несмотря на трещины, имеющиеся в нормальном блестящем хромовом покрытии, оно плохо смачивается смазочными маслами вследствие незначительной ширины и глубины этих трещин. По этой причине обычное хромовое покрытие, плохо служит при высоких удельных давлениях и высоких температурах. Происходят задиры трущихся поверхностей и выкрашивание хрома, что ускоряет износ. Смачиваемость твердых тел зависит от степени шероховатости их поверхности.
Происходят задиры трущихся поверхностей и выкрашивание хрома, что ускоряет износ. Смачиваемость твердых тел зависит от степени шероховатости их поверхности.
Рассмотренная выше трещиноватая структура хромовых покрытий широко использована в технике с целью улучшения смачиваемости и повышения сопротивления износу. Появилась новая технология так называемого пористого хромирования. Получающаяся при этом поверхность хорошо отполирована и пересекается узкими каналами, лежащими ниже поверхности контакта трущихся деталей. Каналы и поры образуют резервуары, в которых аккумулируется смазка, выдавливаемая на поверхность при упругой деформации металла. Вследствие капиллярных сил смазка по каналам продвигается от участков, где ее много, к участкам, где ее недостает.
Различают три метода получения пористых хромовых покрытий: механический, химический и электрохимический. Первый метод предусматривает нанесение рельефа на поверхность изделий при помощи режущего инструмента, а также обдувкой песком или дробью. После хромирования сохраняется полученный предварительно рельеф.
После хромирования сохраняется полученный предварительно рельеф.
Химический метод заключается в обработке хромированных изделий соляной кислотой. При этом преимущественному растворению подвергается хром в местах пор и трещин. Следствием такого преимущественного растворения является расширение и углубление пор и трещин, т. е. увеличение шероховатости.
Наиболее широкое применение получил электрохимический метод, который заключается в дополнительной анодной обработке хромированных изделий в электролите такого же состава, в котором осуществляется само хромирование. При этом методе преимущественно растворяется хром в порах и трещинах *, вследствие чего происходит их расширение и углубление.
Пористое хромирование эффективно применяется для защиты от механического износа трущихся поверхностей — поршневых колец или цилиндров в двигателях внутреннего сгорания. Испытания автомобильных моторов в нормальных эксплуатационных условиях показали, что износ цилиндра, покрытого пористым хромом, понизился в 6—8 раз по сравнению с нехромированным, а износ колец снизился примерно в пять раз.
Сопротивление механическому износу трущихся хромированных деталей зависит в основном от структуры покрытия. Структура в свою очередь зависит главным образом от условий электролиза — температуры и плотности тока — и до некоторой степени от состава электролита. При пористом хромировании необходимо учитывать дополнительный фактор — длительность анодного травления.
При температуре электролита 55° С плотность тока почти не оказывает влияния на структуру хромовых осадков (рис. 111). С повышением концентрации электролита сетка каналов становится более редкой, и при концентрации 400 г/л переходит в единичные каналы. Ширина и глубина при этом увеличиваются, но в меньшей степени, чем при повышении температуры. Влияние увеличения отношения CrO3: аналогично влиянию повышения концентрации электролита или температуры — оно приводит к уменьшению густоты сетки. В пределах, обычно применяемых на практике, отношение CrO3: SO4— в меньшей степени сказывается, чем концентрация электролита или температура.
Решающее значение при анодном травлении имеет количество электричества, отнесенное к единице поверхности, условно названное интенсивностью травления. На рис. 112 показаны поверхность и поперечное сечение хрома после различного анодного травления (температура хромирования 60° С, плотность тока при хромировании 50 А/дм2, при анодном травлении 32 А/дм2). Количество растворенного хрома при анодном травлении пропорционально продолжительности (интенсивности) травления. По мере увеличения длительности травления сетка каналов становится все гуще. Ширина и глубина каналов увеличиваются, поверхность площадок уменьшается. Процесс расширения и углубления каналов сопровождается появлением новых, подповерхностых, сравнительно узких каналов.
Рис. 111. Влияние температуры и плотности тока на твердость хромовых покрытий. Цифры на кривых указывают плотность тока в А/дм2
Рис. 112. Влияние интенсивности анодного травления на структуру поверхности и поперечное сечение хрома, электроосажденного при 60° С. Х125 (при печати уменьшены на 3/ч):
Х125 (при печати уменьшены на 3/ч):
а — 96 А · мин/дм2; 6 — 160 А · мин/дм2; в — 320 А · мин/дм2
Наиболее вероятной причиной предпочтительного растворения хрома в трещинах, по-видимому, является меньшая анодная стойкость наиболее деформированных участков хрома — они обладают наиболее электроотрицательным потенциалом. Чем больше поверхность хрома в трещинах, приходящаяся на 1 см2 поверхности покрытия, тем выше доля хрома, переходящего в раствор из глубины покрытия. Большая часть ионов низшей валентности образуется при растворении хрома по трещинам. При длительном травлении одиночных трещин анодный выход по току в расчете на CrVI составляет 106—108%.
На конечный результат анодной обработки хромированных изделий решающую роль играет режим хромирования, главным образом, температура электролита (рис. 113). Глубина каналов при данном режиме анодного травления составляет примерно третью часть покрытия при температуре хромирования 45° С, примерно половину толщины покрытия при 50—55° С, а при 65° С каналы прорезают толщину покрытия, равную 100 кмк.
Рис. 113. Влияние температуры хромирования на структуру пористого хрома. Х125 (при печати уменьшены на 3/4):
а — 45° С; б — 50° С; в — 55° С; г — 60° С; д — 65° С; е — 70° С
* В соляной кислоте хром активируется, а стандартный потенциал хрома электроотрицательнее потенциала железа, вследствие чего хром предпочтительно растворяется.
Руководство по твердому хромированию
Хромирование повышает твердость, долговечность и коррозионную стойкость поверхности, а также создает блестящую и гладкую поверхность, которую легче чистить.
Для повышения износостойкости и коррозионной стойкости трудно превзойти твердое хромирование. Твердость и долговечность хромированного металлического покрытия означают, что ваши детали будут служить дольше даже в условиях жесткого механического контакта и износа. Хромированная поверхность также устойчива к коррозии, что делает ее пригодной для использования в суровых условиях или там, где другие материалы покрытия изнашиваются, подвергая металл подложки воздействию коррозии.
Компания Hard Chrome Specialists является лидером в Пенсильвании в области промышленной обработки поверхностей и покрытия и гордится нашей технологией твердого хромирования. С 1988 года мы удовлетворяем потребности клиентов по всей Пенсильвании в таких городах, как Йорк и Гаррисберг, и имеем все необходимое для удовлетворения ваших потребностей в промышленном твердом хроме. У нас есть более 14 000 квадратных футов площади на нашем предприятии в Пенсильвании, и мы можем справиться с любой работой.
Ознакомьтесь с остальной частью нашего руководства по твердому хромированию:
- Жесткий хром и декоративное хромирование
- Распространенные проблемы с хромированием
- История хромирования
Как долго сохраняется твердое хромирование?
Срок службы твердого хромового покрытия варьируется в зависимости от области применения и условий, которым подвергается хром, но обычно это увеличивает срок службы основного материала от 2 до 10 раз. Срок службы любого хромированного покрытия зависит от нескольких факторов:
Срок службы любого хромированного покрытия зависит от нескольких факторов:
- Уход и способ подготовки поверхности
- Выбор и качество гальванического раствора
- Толщина слоя покрытия
Компания Hard Chrome Specialists тщательно выбирает параметры покрытия, чтобы обеспечить наилучшие характеристики износа, коррозии и долговечности. Мы также заботимся о подготовке всех материалов и продуктов перед нанесением покрытия и поддерживаем чистоту ванны для удаления примесей. Результатом является высококачественное твердое хромовое покрытие, которое обеспечит вам долгие годы надежного использования. Во многих ситуациях, не связанных с износом, наше хромированное покрытие может служить десятилетиями даже в суровых условиях.
Сколько времени занимает хромирование?
Процесс твердого хромирования может занять до суток. Продолжительность зависит от нескольких факторов, в том числе
- Размер предметов
- Количество предметов
- Необходимое количество хрома
- Желаемая толщина
- Другие частные запросы спецификаций
Какая польза от хромирования?
На первый взгляд хромирование может показаться чисто эстетической отделкой. В то время как хромирование обеспечивает привлекательную и привлекательную отделку для широкого спектра продуктов, твердые хромированные поверхности также идеально подходят для множества других промышленных применений, в том числе:
В то время как хромирование обеспечивает привлекательную и привлекательную отделку для широкого спектра продуктов, твердые хромированные поверхности также идеально подходят для множества других промышленных применений, в том числе:
- Гидравлические цилиндры и поршни
- Автомобильные и механические компоненты
- Валки, формы, штампы, шнеки и другие формующие поверхности
- Пресс-пуансоны и оснастка
- Горнодобывающее и сельскохозяйственное оборудование
- Валы и роторы для насосов
- Компоненты, используемые в текстильной и полиграфической промышленности
Это лишь некоторые из распространенных промышленных применений твердого хромирования. Вы можете связаться с нашей командой, чтобы узнать больше о других областях применения или обсудить ваши конкретные потребности в хромировании.
Что такое процесс твердого хромирования?
Наша передовая процедура промышленного хромирования использует электрический ток для вытягивания растворенного металлического хрома из нашей гальванической ванны и нанесения его тонким слоем на подложку, которая является вашим продуктом или материалом. Благодаря точному химическому составу ванны и контролю тока мы можем наносить хромовое покрытие нужной толщины для вашего применения. Наши проверенные результаты делают нас одним из самых надежных имен в области твердого хромирования на Восточном побережье и позволяют нам продолжать расширять нашу клиентскую базу в Пенсильвании, Мэриленде и по всей стране.
После нанесения хромового слоя образуется твердая и прочная поверхность, устойчивая к износу, ударам и коррозии. Вы также получаете чистую, гладкую, привлекательную поверхность, которую легко чистить и проверять на наличие ненормального износа. Для некоторых видов промышленного хромирования требуется однородная и привлекательная отделка, и наше хромирование является идеальным решением для многолетней надежности.
Другие преимущества твердого хромирования
Практические преимущества твердого хромирования в отношении износа и коррозии делают его таким популярным, но есть и другие промышленные преимущества твердого хромирования, которые делают его еще более привлекательным:
- Может наноситься на широкий спектр металлов, включая нержавеющую сталь, медь, латунь и др.
- Может наноситься при низких температурах, что означает незначительное воздействие на металл подложки
- Подходит для сложной и неправильной геометрии, включая отверстия и отверстия
- Отличная адгезия, что означает небольшой риск отслаивания или отслаивания во время использования
Сложив все эти преимущества, вы получите качественное промышленное хромовое покрытие, которое снижает эксплуатационные расходы и сводит к минимуму время простоя благодаря улучшенной износостойкости, твердости и коррозионной стойкости ваших деталей с покрытием.
Преимущества внешнего вида
Помимо практических и эмпирических преимуществ твердого хрома, он также обеспечивает яркую и привлекательную отделку, что делает его подходящим для деталей, которые будут видны или выставлены на обозрение. Еще более гладкой поверхности можно добиться путем шлифовки и полировки, что делает наше промышленное твердое хромирование идеальным для шарикоподшипников и направляющих скольжения.
Общие проблемы с жестким Chrome и способы их решения
Несмотря на то, что твердое хромирование имеет много преимуществ, обычно возникают определенные проблемы до и после завершения процесса. Вот четыре наиболее распространенные проблемы и их решения:
- Окисление: Окисление — естественное явление при работе с металлами. Это происходит, когда металлы сопротивляются коррозии, что затрудняет прилипание покрытия к основному материалу. Чтобы предотвратить это, наносите покрытие до того, как металл подвергнется воздействию воды, влаги или ветра.

- Вздутие: Это происходит, когда азот и водород расширяются внутри пор из-за тепла, создавая пузырьки на покрытиях или внутри них. Пузыри мешают твердому хрому работать в лучшем виде. Тщательная очистка основного металла перед нанесением твердого хрома решает эту проблему.
- Сгоревшие отложения: Это происходит, когда хром быстро откладывается при высокой плотности тока, обычно по краям и концам материала. Области горят, когда хром накапливается в этих условиях. Во избежание сгоревших отложений контролируйте плотность тока.
- Точки спайности: Это часто происходит на этапе литья под давлением. Материалы раскалываются вдоль структурных плоскостей, что приводит к снижению ударной вязкости. Лучший способ предотвратить это — контролировать плотность тока во время процесса.
Hard Chrome Часто задаваемые вопросы
Что такое твердое хромирование?
Твердое хромирование — это процесс, при котором на поверхность наносится слой хрома для улучшения коррозионной стойкости и стойкости к истиранию, уменьшения трения и продления срока службы деталей, используемых в условиях экстремального износа.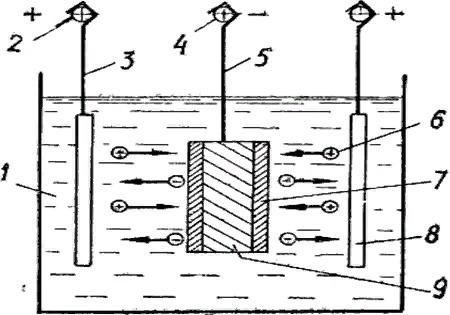
Насколько твердым является твердое хромирование?
Твердое хромирование измеряется от 68 до 72 по шкале Роквелла «C», которая используется для определения твердости материала при вдавливании. Очень твердые стали, используемые в инструментах и качественных ножевых лезвиях, обычно имеют показатель от 55 до 66 по той же шкале.
Какие материалы можно хромировать?
Обычные материалы с твердым хромированием включают сталь, чугун, нержавеющую сталь, бронзу, латунь и медь.
В чем разница между хромом и твердым хромом?
Разница между твердым хромом и декоративным хромом заключается в том, что твердый хром используется для повышения износостойкости, а декоративный хром используется в косметических целях. По этой причине декоративный хром обычно намного тоньше твердого хрома.
Является ли твердое хромовое покрытие магнитным?
Твердое хромирование – это немагнитное покрытие.
Ржавеет ли твердый хром?
Твердый хром обладает отличной коррозионной стойкостью, поэтому он не ржавеет? Твердые хромированные пластины со структурой микротрещин, поэтому они будут ржаветь в течение длительного периода времени во влажной среде.
Является ли хромирование токсичным?
Хром является канцерогеном в жидком состоянии, но после завершения процесса покрытия материал становится полностью нетоксичным.
Имеет ли значение качество хрома?
Абсолютно! Лучше вообще не покрывать материал, чем использовать некачественный хром. Это связано с тем, что отделка становится пористой, подвергая ее воздействию таких веществ, как водород, кислород, электрический ток или грязь. Условия окружающей среды, такие как ветер, влага и вода, содержащие эти вещества, вызывают быструю коррозию основного материала.
Есть ли разница между хромом и хромом?
Хотя эти слова часто используются взаимозаменяемо, на самом деле они немного отличаются. Хром — это элемент периодической таблицы, а хром — это название, данное хрому, нанесенному на другой материал.
Сколько стоит твердое хромирование?
Цена может варьироваться от сотен до тысяч долларов. Стоимость твердого хромирования зависит от многих факторов, в том числе от размера изделия, количества изделий и желаемой толщины покрытия. Однако твердое хромирование стоит дороже, чем другие покрытия, из-за процесса и трудозатрат, спроса и стоимости используемых материалов.
Стоимость твердого хромирования зависит от многих факторов, в том числе от размера изделия, количества изделий и желаемой толщины покрытия. Однако твердое хромирование стоит дороже, чем другие покрытия, из-за процесса и трудозатрат, спроса и стоимости используемых материалов.
Какой толщины можно наносить хромирование?
Толщина твердого покрытия обычно составляет от 0,0008 до 0,0050 дюйма. Для сравнения, тонкий плотный хром имеет толщину от 0,0002 до 0,0006 дюйма. Толщина хромового покрытия зависит от его применения.
Что происходит, когда хром нагревается?
Хромирование становится мягким при воздействии высоких температур. Тем не менее, он сохраняет свою устойчивость к погодным условиям, вызывающим ржавчину. Твердый хром увеличивает срок службы основного материала.
Можно ли перекрасить хром поверх хрома?
Возможно повторное хромирование твердых хромовых покрытий. Отложения можно удалить с помощью химических растворителей, не повреждая основной материал. Мы счищаем старый хром, полируем поверхность, удаляя все дефекты и царапины, а затем снова покрываем материал. Повторное хромирование требует дополнительной подготовки для достижения желаемого результата.
Мы счищаем старый хром, полируем поверхность, удаляя все дефекты и царапины, а затем снова покрываем материал. Повторное хромирование требует дополнительной подготовки для достижения желаемого результата.
Чем наш процесс хромирования отличается от других?
Hard Chrome Specialists использует соответствующие аноды для улучшения осаждения отложений. Это приводит к более равномерному покрытию основных материалов, особенно в труднодоступных местах, таких как углы и неровности.
Легко понять, почему все больше и больше промышленных клиентов из Пенсильвании обращаются к нашей команде Hard Chrome Specialists за нашими передовыми услугами по хромированию. Заполните нашу контактную форму или позвоните нам, и мы начнем изучать ваш проект и понимать уникальные требования к вашей продукции и материалам. Мы можем адаптировать наше промышленное хромирование на нашем предприятии в Пенсильвании для выполнения любой работы, так что давайте начнем сегодня!
Ознакомьтесь с остальной частью нашего руководства по твердому хромированию:
- Жесткий хром и декоративное хромирование
- Распространенные проблемы с хромированием
- История хромирования
Твердое хромирование — Veer Industries
Твердое хромирование представляет собой процесс гальванического покрытия, при котором хром осаждается из раствора хромовой кислоты. Толщина твердого хромового покрытия колеблется от 25 до 500 мкм. Различные типы твердого хрома включают хром с микротрещинами, микропористый хром, пористый хром и хром без трещин. Важно, чтобы микротрещины и пористые покрытия имели минимальную толщину между 80-120 мкм, чтобы обеспечить достаточную коррозионную стойкость. Хром с микротрещинами имеет твердость по Виккерсу 800-1000 кг/мм2, а хром без трещин имеет твердость по Виккерсу 425-700 кг/мм2. Формирование микропористого хрома достигается за счет специального метода нанесения покрытия с использованием инертных взвешенных частиц. Пористое хромирование получают травлением электроосажденным хромом. Они предназначены для удержания смазки для скольжения и подшипников.
Толщина твердого хромового покрытия колеблется от 25 до 500 мкм. Различные типы твердого хрома включают хром с микротрещинами, микропористый хром, пористый хром и хром без трещин. Важно, чтобы микротрещины и пористые покрытия имели минимальную толщину между 80-120 мкм, чтобы обеспечить достаточную коррозионную стойкость. Хром с микротрещинами имеет твердость по Виккерсу 800-1000 кг/мм2, а хром без трещин имеет твердость по Виккерсу 425-700 кг/мм2. Формирование микропористого хрома достигается за счет специального метода нанесения покрытия с использованием инертных взвешенных частиц. Пористое хромирование получают травлением электроосажденным хромом. Они предназначены для удержания смазки для скольжения и подшипников.
В области обработки поверхностей и отделки существует множество различных процессов и покрытий, которые наносятся на подложку для изменения свойств ее поверхности. Среди множества поверхностных покрытий, используемых в самых разных отраслях промышленности для улучшения характеристик подложек, есть твердое хромирование. Здесь мы кратко рассмотрим этот процесс покрытия.
Здесь мы кратко рассмотрим этот процесс покрытия.
Что такое твердое хромирование?
Твердое хромирование представляет собой электролитический процесс, при котором хром осаждается на металлическую подложку, придавая ей повышенные свойства долговечности, износостойкости и твердости. Электролитический процесс обычно достигается путем пропускания электрического тока через раствор хромовой кислоты (называемый электролитной ванной) между двумя электродами, один из которых будет подложкой, подлежащей покрытию. Когда ток течет между электродами, индуцируется химическая реакция, в результате которой металлический хром из раствора осаждается тонким слоем на покрываемом компоненте.
Для чего используется твердое хромирование?
Это очень эффективное средство для обработки различных металлов/сплавов, включая сталь, медь и латунь, которые используются во многих современных технических приложениях. Он обычно используется в ситуациях, когда компонент должен быть устойчивым к коррозии, например штоки гидравлических поршней, валы шестерен и вилки мотоциклов, используемые в автомобильной промышленности. Он также идеально подходит для процессов, требующих поверхностей с низким коэффициентом трения для деликатных продуктов, таких как текстиль и бумага.
Он также идеально подходит для процессов, требующих поверхностей с низким коэффициентом трения для деликатных продуктов, таких как текстиль и бумага.
Твердое хромирование имеет ряд полезных свойств, в том числе:
- Низкое трение
- Стойкость к истиранию
- Твердость
- Превосходная износостойкость и коррозионная стойкость
К сожалению, из-за токсичности веществ, используемых при производстве покрытия, твердое хромирование регулируется рядом правил, касающихся использования и утилизации хромовых веществ, используемых в электролитическом процессе.
Отделка металлов
Открывая мир отделки металлов
В отрасли отделки металлов существует множество различных процессов, придающих компонентам ряд улучшенных свойств. Компании, занимающиеся отделкой металлов, могут специализироваться только на одном из этих процессов или могут иметь оборудование для выполнения большинства или всех процессов.
Здесь мы рассмотрим отделку металла, различные процессы и правила, которые их регулируют.
Что такое отделка металла?
Основной целью финишной обработки металлов является придание улучшенных свойств различным подложкам (металлу, подлежащему покрытию или отделке). Его также можно использовать для нанесения декоративных покрытий на металлы.
Металлы, используемые в машиностроении и производстве, часто не обладают необходимой прочностью, долговечностью или устойчивостью к внешним факторам, необходимыми для его применения. Чтобы металл можно было использовать, наносится покрытие или отделка, чтобы свойства металла изменялись для повышения производительности.
Процессы отделки используются для получения следующих улучшений:
- Улучшение внешнего вида
- Улучшенная адгезия
- Более высокая способность к пайке
- Устойчивость к коррозии, химикатам, износу, экстремальным температурам и потускнению
- Твердость
- Долговечность
- Электропроводность
- Удаление поверхностных дефектов и заусенцев
- Контроль поверхностного трения
Многообразие способов обработки металлов
Методы отделки металла и покрытия поверхности используются во многих областях, от новых технологий и процессов до традиционного производства, когда поверхность металла подвергается ряду жестких процессов.
Такие широкие отрасли, как автомобилестроение, аэрокосмическая промышленность, оборона, электроснабжение, электроника, нефтехимия, медицина, химия и машиностроение, и это лишь некоторые из них, полагаются на продукты, которые были подвергнуты процессу отделки.
Типы отделки металлов
Существует несколько различных способов отделки металла, некоторые из них используются чаще, чем другие. К ним относятся, но не ограничиваются:
Гальваническое покрытие – этот процесс включает пропускание электрического тока между двумя электродами (один из которых является подложкой, которая должна иметь металлическое покрытие) через раствор электролита. Электрический ток вызывает химическую реакцию, в результате которой атомы электролита расщепляются и оседают на электроде. Следовательно, если вы хотите покрыть подложку серебром, электролит должен состоять из раствора на основе серебра. Гальванику можно наносить на широкий спектр металлов, включая золото, серебро, олово, медь, кадмий, никель, платину, цинк и свинец
Анодирование. Процесс анодирования во многом аналогичен гальванике, при котором на подложке образуется оксидная пленка при пропускании электрического тока через раствор электролита. Алюминий обычно используется при анодировании, в то время как магний и титан также могут быть анодированы.
Процесс анодирования во многом аналогичен гальванике, при котором на подложке образуется оксидная пленка при пропускании электрического тока через раствор электролита. Алюминий обычно используется при анодировании, в то время как магний и титан также могут быть анодированы.
Химическое покрытие – этот процесс включает нанесение однородного(ых) слоя(ев) металла на подложку без необходимости электрического заряда. Никель часто используется для этого процесса, так как он обеспечивает однородную толщину на подложке даже на предметах неправильной формы.
Пассивация. Этот процесс используется для улучшения состояния поверхности нержавеющей стали путем растворения любого железа, отложившегося в процессе производства. Это достигается путем помещения нержавеющей стали в раствор кислоты для растворения остаточного железа и образования тонкого оксидного слоя на поверхности.
Что такое промышленный твердый хром?
Электролитическое осаждение хрома на поверхности других материалов, прежде всего металлов, происходит, когда электрическая энергия, подаваемая на электроды в растворе, состоящем в основном из хромовой кислоты, преобразуется в химическую энергию для получения металлического хрома.
Часто, когда дорогие обработанные детали повреждены или изношены и больше не работают, можно использовать твердое хромирование для наращивания потерянного металла, а затем детали можно отшлифовать до исходных допусков. Во многих случаях срок службы при износе улучшится.
На новых деталях используется твердый хром для повышения долговечности различных компонентов промышленного оборудования. В полиграфической промышленности используются пластины и цилиндры с гравировкой на меди, покрытые твердым хромом для защиты от коррозии и износа. Многие детали нефтеразведочного и производственного оборудования всех типов имеют хромированное покрытие для продления срока их службы и сокращения дорогостоящих простоев. В гидравлическом оборудовании используются хромированные валы для увеличения срока службы в агрессивных промышленных средах.
Уникальное сочетание свойств
Успех твердого хромового листа в промышленном применении, вероятно, можно объяснить его уникальным сочетанием свойств, которым не обладает ни один другой коммерчески доступный материал. Наиболее важными из них являются твердость, адгезия, износостойкость, несмачиваемость и низкий коэффициент трения. Во многих случаях все эти свойства важны для успешного коммерческого применения.
Наиболее важными из них являются твердость, адгезия, износостойкость, несмачиваемость и низкий коэффициент трения. Во многих случаях все эти свойства важны для успешного коммерческого применения.
Одной только твердости недостаточно для обеспечения широкого применения, поскольку имеется ряд других твердых материалов или процессов закалки. Именно сочетание очень высокой твердости с очень хорошей коррозионной стойкостью и очень низким коэффициентом трения или уникальными свойствами поверхности дало такие замечательные результаты во многих областях применения хромированной пластины. К этому следует добавить легкость зачистки и повторной замены покрытия для повторной утилизации в случаях, когда износ покрытия выходит за допустимые пределы.
Свойства и преимущества промышленного твердого хромирования
- Износостойкость и стойкость к истиранию
- Смазка
- Твердость
- Долговечность
- Адгезия и склеивание
- Низкий коэффициент трения в металлических деталях
- Предотвращает заедание и истирание
- Восстанавливает размеры деталей меньшего размера
- Продлевает срок службы оборудования, сокращая дорогостоящее время простоя
Военная спецификация
Военная спецификация QQC-320 регулирует использование как твердого хрома, так и декоративного хрома в военных и авиационных применениях.
