

Содержание
Ремонт (восстановление) штоков гидроцилиндров в Москве
Компания «СДМ-гидравлика» выполняет ремонт штока гидроцилиндра для всех видов спецтехники и промышленного оборудования. В нашем ЦТО имеются все необходимые запчасти и мощности для проведения работ в минимальные сроки.
Обратный звонок
перезвоним в удобное для вас время
общий +7 (495) 642-36-17мобильный +7 (985) 612-83-03
Выполним ремонт вашей техники в самые сжатые сроки
Написать в WhatsappЗаказать ремонт
Причины неисправности гидроцилиндра
Основными причинами поломок гидравлических цилиндров являются: износ уплотнительных элементов, нарушение геометрии рабочей поверхности, пиковые нагрузки, протечки жидкости или её загрязнение. Эти факторы могут привести к следующим проблемам:
- царапины, задиры, сколы, заусенцы;
- вмятины;
- искривление штока;
- повреждение хромового покрытия;
- коррозионные проявления.


Характер повреждения устанавливается в ходе дефектовки, предполагающей полную разборку гидроцилиндра и диагностику штока. По результатам обследования определяется комплекс, стоимость и сроки ремонтных работ.
Ремонт гидравлических цилиндров выполнятся в течение 2-5 дней, в зависимости от размеров агрегата, сложности работ и загруженности ЦТО.
Восстановление штока позволяет избежать расходов на покупку новой детали. Замена данного узла необходима только при сильном износе и многочисленных повреждениях. В остальных случаях мы ограничиваемся ремонтом.
Характер повреждения устанавливается в ходе дефектовки, предполагающей полную разборку гидроцилиндра и диагностику штока. По результатам обследования определяется комплекс, стоимость и сроки ремонтных работ.
Ремонт гидравлических цилиндров выполнятся в течение 2-5 дней, в зависимости от размеров агрегата, сложности работ и загруженности ЦТО.
Восстановление штока позволяет избежать расходов на покупку новой детали. Замена данного узла необходима только при сильном износе и многочисленных повреждениях. В остальных случаях мы ограничиваемся ремонтом.
Замена данного узла необходима только при сильном износе и многочисленных повреждениях. В остальных случаях мы ограничиваемся ремонтом.
Наша ремонтная база
Этапы восстановления штока
- Первичная обработка. Удаление слоя хромового покрытия на проблемном участке штока.
- Напыление нового покрытия. Обработка зачищенной поверхности железно-никелевым сплавом.
- Завершающий этап. Шлифовка и полировка штока под заданный размер.
- Испытания. Тестирование гидроцилиндра на специализированном уникальном стенде для проверки герметичности, давления и иных рабочих параметров.
Используемые нами технологии и материалы позволяют добиться высокого качества работ и адгезии сплавов с поверхностью детали.
При необходимости проводим перехромирование штока. Замена хромового покрытия необходима при сильном повреждении и для соблюдения регламента ремонта.
Наши работы
sdm_gidravlika
Показать ещё
Перейти Вконтакте
Вы можете заказать ремонт штока гидроцилиндра в Москве с бесплатной доставкой на базу. Наши специалисты работают с изделиями любого веса и размеров, без ограничений по диаметру. На все услуги и запчасти даем гарантию от 3 до 12 месяцев. При необходимости изготавливаем новые гидроцилиндры по готовому образцу или чертежу клиента.
Наши специалисты работают с изделиями любого веса и размеров, без ограничений по диаметру. На все услуги и запчасти даем гарантию от 3 до 12 месяцев. При необходимости изготавливаем новые гидроцилиндры по готовому образцу или чертежу клиента.
Для консультации и заказа услуг компании «СДМ-гидравлика», звоните по телефону +7 (926) 282-39-87
Ремонт гидроцилиндров с увеличением износостойкости
HVAF и HVOF Оборудование для термического напыления и услуги по нанесению гидравлических стержневых покрытий
Существует растущая потребность в замене электролитических покрытий из твердого хрома на поверхности гидравлических стержней экологически чистыми долговечными покрытиями WC-CoCr или менее дорогими из нержавеющей стали. Технология и оборудование Kermetico HVAF обеспечивают способ защитить поверхности гидравлических стержней непроницаемыми, твердыми и пластичными слоями.
Многочисленные исследователи отмечают, что покрытия HVAF работают в несколько раз дольше, чем твердый электролитический хром и даже HVOF WCCoCr.
Конвертируемые системы Kermetico работают в режиме HVOF или HVAF, обеспечивая еще более широкий технологический выбор для гидравлических покрытий стержней.
Особенности покрытий Kermetico HVAF
Наша технология высокоскоростного воздушного топлива (HVAF) оказалась очень конкурентоспособной для защиты гидравлических стержней.
Карбидные покрытия Kermetico HVAF превосходят обычные аналоги HVOF в отношении износостойкости, защиты от коррозии и производственных затрат. Высокая скорость частиц в полете (выше 1000 м / с) в нашем процессе HVAF позволяет получать очень плотные покрытия.
Кроме того, низкая температура распыления в горении (1960-2010 ° C | 3560–3650 ° F) и плавный нагрев частиц приводят к минимальному фазовому превращению исходного сырья и практически отсутствию элементного истощения / разложения частиц в полете.
Кроме того, замена чистого кислорода, необходимого для HVOF, на воздух в нашем процессе HVAF значительно снижает содержание оксида в покрытиях, что желательно для высокоэффективных покрытий.
Основные характеристики покрытий из карбида вольфрама HVOF и Kermetico HVAF
|
WC-10Co-4Cr Покрытие
|
Типичный ХВОФ
|
Kermetico HVAF Режимы
| ||
|
экономика
|
Сбалансированный
|
ультра
| ||
|
Эффективность осаждения,%
|
40-55
|
60-70
|
48-58
|
36-42
|
|
Твердость, HV 300
|
1,050-1,250
|
1,050-1,250
|
1,250-1,350
|
1,450-1,600 +
|
|
Модуль Юнга Е, ГПа
|
300
|
400
|
450
|
450
|
|
Кажущаяся металлографическая пористость
|
<0,8
|
<0,8
|
<0,5
|
<0,1
|
|
Прочность связи, МПа (PSI)
|
80+ (12 000+)
| |||
|
Диапазон шероховатости при напылении, мкм (µ in.
|
3,5-4,5 (150-180)
|
1-3,2 (40-130)
| ||
 )
) Многочисленные исследования напыленных на основе железа покрытий на основе Fe HVAF показали их высокую коррозионную стойкость в различных средах, таких как растворы кислот, щелочей и хлоридов.
Сообщалось о высококачественных микроструктурах с низким содержанием оксидов, высокой степенью сохранения химического состава порошка и низкой пористостью.
Для увеличения срока службы уплотнения требуется суперфиниширование с помощью вибрирующего камня, ленты или абразивной пленки.
В соответствии с ARP 5935 рекомендуемые параметры обработки поверхности могут включать:
- Ра 4 мкс или лучше
- Rz 40 µinch max (средний пик к долине)
- Rp 8 µinch max (средняя линия до наивысшего пика)
- Rmr от 70 до 95% при Co = 5% и C1 = 0,25 Rz
Случай замены жесткого хрома на гидравлические стержни, используемые в морской док-станции
Применение термического напыления, которое может быть выполнено с помощью технологии Kermetico HVAF, не может быть успешно выполнено с традиционными процессами термического напыления. В нашем магазине мы извлекли выгоду из замены твердого хромирования на гидравлических штоках.
В нашем магазине мы извлекли выгоду из замены твердого хромирования на гидравлических штоках.
Традиционные покрытия и гидравлика никогда не работали достаточно долго. Даже с герметиком пористость в конечном итоге позволяет гидравлической жидкости под давлением проникать в покрытие. Как только жидкость под давлением попадает на основу, она распространяется под покрытием и снимает ее.
Около пяти с половиной лет назад мы нанесли около 30 гидравлических стержней, используемых на местном нефтеперерабатывающем заводе, на их портовые краны. Они получали только шесть месяцев из хромированных стержней. Мы покрыли их HVAF WCCoCr 86-10-4, и первые, которые мы распыляли, эксплуатируются более пяти лет.
Отчет о визуальном осмотре около полугода назад гласил: «Они все еще выглядят так же, как и когда мы их впервые поместили».
Kermetico HVAF Покрытие гидравлического стержня
В ходе эксплуатации гидроцилиндры и отдельные их части испытывают высокую нагрузку, удары, трение и давление, что отрицательно влияет на ресурсе и эксплуатационных характеристиках цилиндров. С течением времени риск выхода оборудования из строя возрастает, и без должного ремонта это приведет к поломке механизмов и большим убыткам. Предлагаем узнать о решении проблемы.
С течением времени риск выхода оборудования из строя возрастает, и без должного ремонта это приведет к поломке механизмов и большим убыткам. Предлагаем узнать о решении проблемы.
Применение гидроцилиндров
Гидроцилинры широко используются в конструкции подъемных и поворотных устройств, в транспортных и сортировочных установках, манипуляторах, загрузочно-погрузочных агрегатов. Часто гидроцилиндры со штоками встречаются в составе металлорежущих станках и в машинах для литья под высоким давлением, в строительной технике, в частности, в экскаваторах и кранах.
Материалы изготовления
Различные детали в составе гидроцилиндра изготавливаются из тех или иных материалов:
- Гильза. Сталь марок ST52, ST52.3, 42CrMo4, 40Х, 30ХГСА.
- Шток. Сталь марок СК45, 20MnV6 и 40Х.
- Уплотнения. Материалы на основе каучука и полиуретана.
- Защитные и направляющие кольца. Полиацеталь, полиамид, полиарилэтеркетон.
- Грязесъемники.
 Твердые пластмассы, тефлоновые пластомеры, полиуретаны.
Твердые пластмассы, тефлоновые пластомеры, полиуретаны. - Валовые уплотнения. В зависимости от цилиндра – металл, твердый пластик, каучук.
Для защиты металла, из которого изготавливаются гидроцилиндры, используется метод гальванизации.
Когда нужен ремонт?
Первый признак необходимости ремонта гидроцилиндров – это наличие видимых механических дефектов. Царапины, неровности, выбоины, трещины поршня, штока, гильзы или других деталей гидравлического оборудования – все это должно удаляться при первом же обнаружении для сохранения функционала цилиндра. Также встречаются поломки:
- Отсутствие участка поверхности. Дефект исправляется восстановлением геометрии участка гидроцилиндра с последующим шлифованием и полировкой под его исходные размеры.
- Уменьшение длины штока. В процессе эксплуатации шток цилиндра деформируется и стирается, уменьшается в длине и толщине. Ремонт возвращает его первоначальный вид.
- Чрезмерный износ гильзы.
 Как правило, гильзы гидравлических цилиндров изнашиваются по типу «эллипс», «бабочка». Нанесение защитного покрытия восстанавливает геометрию.
Как правило, гильзы гидравлических цилиндров изнашиваются по типу «эллипс», «бабочка». Нанесение защитного покрытия восстанавливает геометрию. - Поражение металла коррозией. Особую опасность несут очаги питтинговой коррозии – в этом случае в материале появляются глубокие язвы, уменьшающие прочность цилиндра.
- Изменение геометрии штока и других деталей. Такие неисправности проявляются в случае неправильной эксплуатации оборудования, в результате аварии, при высокой нагрузке.
Важным этапом ремонта гидроцилиндров является увеличение износостойкости оборудования путем напыления защитных покрытий. Для этого используется ряд методов – газотермический и газоплазменный способы. Образованная таким образом защитное покрытие замедляет процесс изнашивания металла, увеличивает ресурс цилиндра, а также увеличивает защиту от коррозии.
Почему это выгодно?
Своевременное сервисное обслуживание гидравлических цилиндров положительно влияет на эксплуатационные характеристики и безопасность работы с оборудованием.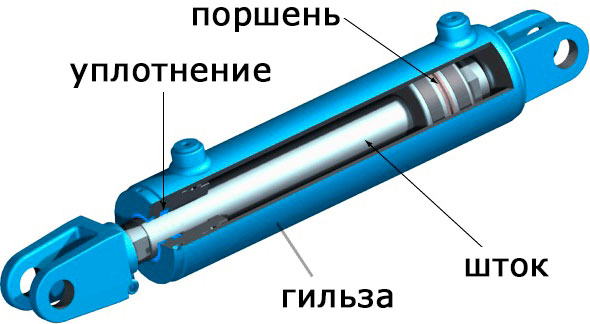 Особенно важно это, когда речь идет об ответственных и массивных конструкциях – карьерной и горнодобывающей техники, механизмах подъема, поворота и опрокидывания, гидравлических домкратах и других.
Особенно важно это, когда речь идет об ответственных и массивных конструкциях – карьерной и горнодобывающей техники, механизмах подъема, поворота и опрокидывания, гидравлических домкратах и других.
Зачастую ремонт – недорогая альтернатива полной замене гидрооборудования, поэтому делать его целесообразно, особенно при ограниченном бюджете. Нанесение защитного покрытия также рационально, так как оно продлевает срок службы агрегатов за счет увеличения износостойкости от 10 до 20 раз и более. Своевременная обработка деталей химией приводит к таким результатам:
- Многократное увеличение срока службы гидравлического оборудования.
- Увеличение межсервисных интервалов между проведением обслуживания.
- Снижение накладных расходов на поддержание работоспособности техники.
- Повышение уровня безопасности для окружающих при работе с гидравликой.
Ведущие производители карьерной техники мира, такие, как Caterpillar и Kamatsu, используют технологии нанесения защитных покрытий на гидроцилиндры в процессе производства, и делают это давно. Это одна из причин, по которым техника от этих компаний имеет большой ресурс.
Это одна из причин, по которым техника от этих компаний имеет большой ресурс.
Минусы гальванического хромирования
До 90-ых годов 20-го века ключевым методом восстановления и защиты гидроцилиндров и иных металлических деталей была технология гальванического хромирования. Однако в 90-ых годах шестивалентный хром официально был признан канцерогенным веществом, опасным для людей, окружающей среды. Это стало причиной активного поиска и развития альтернатив этому методу.
Кроме опасности для здоровья людей метод гальванического хромирования уступает способу газотермического напыления карбида вольфрама по прочностным и износостойким параметрам защитного покрытия. В 2006 году в Европе была принята специальная директива RoHS, согласно которой хромирование было значительно ограничено, а на смену ему пришел метод напыления.
Порядок выполнения работы
Первый этап восстановления гидроцилиндра – дефектовка. Перед процедурой гидроцилиндр аккуратно разбирается, после проводится визуальный осмотр на предмет наличия дефектов. Царапины и прочие неглубокие повреждения металла убираются посредством обработки на токарном станке. Далее напыляется защитный слой карбида вольфрама и проводится полировка.
Царапины и прочие неглубокие повреждения металла убираются посредством обработки на токарном станке. Далее напыляется защитный слой карбида вольфрама и проводится полировка.
Восстановление штоков гидроцилиндров технологией «Быстрый карбид» имеет ряд достоинств:
- Возможность ремонта глубоких царапин, сколов и иных дефектов глубиной до 1 мм.
- Высокая скорость восстановительных работ – ремонт штока выполняется за 2 дня.
- После восстановления срок эксплуатации штока гидроцилиндра возрастает в 10 раз.
- Высокое качество наносимого покрытия с высокой адгезией и пределом текучести.
- Гарантия на покрытие 1 год
Для восстановления гидроцилиндров используется оригинальная химия, фактические свойства и характеристики которой полностью соответствуют заявленным.
Закажите наши материалы
Заинтересованы в газотермическом напылении защитных составов для продления срока службы гидроцилиндров в строительной, промышленной и специальной технике? Заказывайте химию в нашей компании. Предлагаем вам ассортимент оригинальных и эффективных составов, а также:
Предлагаем вам ассортимент оригинальных и эффективных составов, а также:
- Оперативная доставка заказов.
- Доступная стоимость материалов.
Защита гидроцилиндров покрытиями на основе карбида вольфрама – шаг, который сэкономит большие деньги, и поэтому вложения оправданы. Примите правильное решение прямо сейчас.
Выполнение эффективного ремонта гидравлических цилиндров
Как группа продуктов цилиндры почти так же распространены, как насосы и двигатели вместе взятые. Они менее сложны, чем другие типы гидравлических компонентов, и поэтому их относительно легко ремонтировать. В результате многие владельцы гидрооборудования выполняют ремонт цилиндров самостоятельно.
Ниже приводится руководство по эффективному ремонту гидроцилиндров. Объем ремонтных работ, которые можно выполнить на месте, зависит от степени износа или повреждения цилиндра и от того, насколько хорошо оснащена ремонтная мастерская. Как и при любом ремонте, экономика ремонта цилиндра в конечном итоге зависит от стоимости и наличия нового.
Разборка и осмотр
Как правило, цилиндр снимают для ремонта из-за внешней или внутренней утечки. Тщательный осмотр частей цилиндра, особенно уплотнений, после разборки может выявить проблемы, которые в противном случае могут быть неочевидными.
Уплотнение поршня
Если уплотнение поршня сильно деформировано, эродировано или отсутствует, это означает, что размер цилиндра слишком велик или он вздулся в процессе эксплуатации. В этом случае ствол или весь цилиндр следует заменить. Замена уплотнения поршня без замены цилиндра должна рассматриваться как краткосрочное решение и потребует комплексного обслуживания при первой же возможности.
Уплотнение штока
Если уплотнение штока сильно деформировано, обычно направляющая втулка чрезмерно изношена или шток погнут. Оба случая приводят к тому, что вес штока скользит по уплотнению, что приводит к поломке. Замена уплотнения штока без выявления и устранения причины проблемы является краткосрочным решением.
Стержень
Проверьте стержень на наличие трещин с помощью проникающей жидкости во всех точках, где изменяется его поперечное сечение. Осмотрите хромированную поверхность штока. Если хром с одной стороны выглядит матовым, а с другой полированным, стержень погнут. Прямолинейность штока следует проверять при ремонте цилиндра. Для этого стержень помещают на ролики и измеряют биение циферблатным индикатором (рис. 1). Расположите штангу так, чтобы расстояние между роликами (L) было как можно больше, и измерьте биение в средней точке между роликами (L/2).
Рисунок 1
В большинстве случаев изогнутые стержни можно выпрямить на прессе. Иногда удается выпрямить стержни, не повредив твердое хромовое покрытие; однако, если хром поврежден, стержень необходимо либо заново хромировать, либо заменить.
Если на хромированной поверхности штока имеются ямки или царапины, эффективность и срок службы уплотнений штока будут снижены.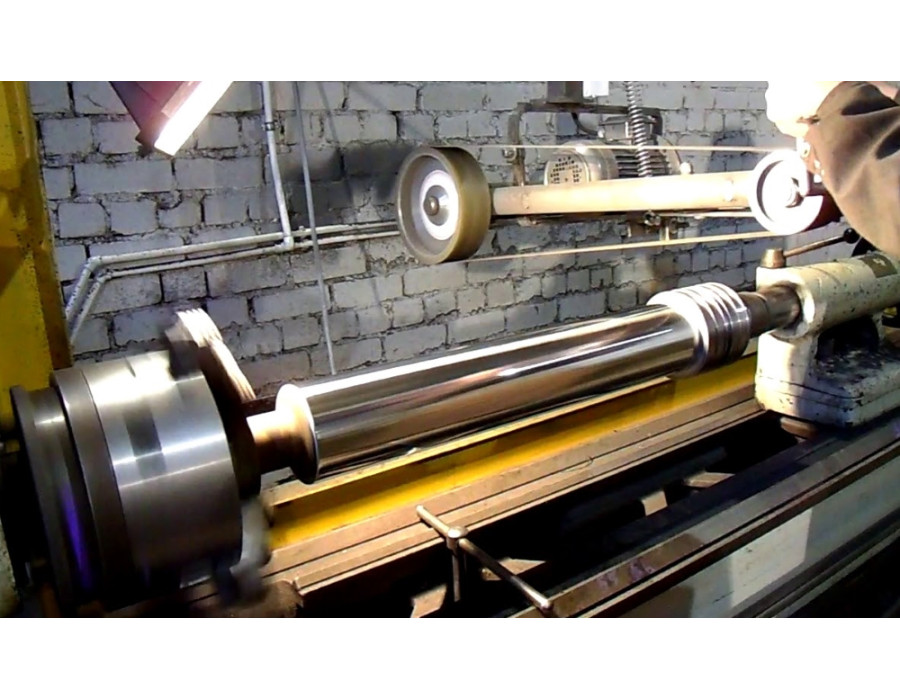 Незначительные царапины на хромированной поверхности можно зашлифовать полоской тонкой наждачной бумаги в поперечном направлении. Если хром сильно изъеден или поцарапан, стержень необходимо либо заново хромировать, либо заменить. Изготовление нового стержня из круглого стержня с твердым хромированием обычно является наиболее экономичным решением для стержней малого диаметра.
Незначительные царапины на хромированной поверхности можно зашлифовать полоской тонкой наждачной бумаги в поперечном направлении. Если хром сильно изъеден или поцарапан, стержень необходимо либо заново хромировать, либо заменить. Изготовление нового стержня из круглого стержня с твердым хромированием обычно является наиболее экономичным решением для стержней малого диаметра.
Головка
В цилиндрах, используемых в легких условиях, шток обычно опирается непосредственно на материал головки, который обычно представляет собой алюминиевый сплав или чугун. Металлическая или неметаллическая направляющая втулка (износная лента) устанавливается между штоком и головкой в тех случаях, когда на шток действуют высокие нагрузки. Если в цилиндре установлена втулка между штоком и головкой, ее следует заменить в рамках ремонта.
Если стержень опирается непосредственно на головку, используйте внутренний микрометр или штангенциркуль для измерения внутреннего диаметра головки. Проведите измерения в двух положениях, 90 градусов друг от друга, чтобы проверить овальность. Внутренний диаметр головки не должен превышать номинальный диаметр штока плюс 0,004 дюйма. Например, если номинальный диаметр стержня составляет 1,5 дюйма, то внутренний диаметр головки не должен превышать 1,504 дюйма. Если размеры головки выходят за пределы этого допуска, шток будет нагружать уплотнение штока, что приведет к преждевременному выходу уплотнения из строя. Следовательно, головку необходимо вставить с помощью бронзовой втулки или заменить новой головкой, изготовленной из аналогичного материала.
Проведите измерения в двух положениях, 90 градусов друг от друга, чтобы проверить овальность. Внутренний диаметр головки не должен превышать номинальный диаметр штока плюс 0,004 дюйма. Например, если номинальный диаметр стержня составляет 1,5 дюйма, то внутренний диаметр головки не должен превышать 1,504 дюйма. Если размеры головки выходят за пределы этого допуска, шток будет нагружать уплотнение штока, что приведет к преждевременному выходу уплотнения из строя. Следовательно, головку необходимо вставить с помощью бронзовой втулки или заменить новой головкой, изготовленной из аналогичного материала.
Незначительные задиры на кромках канавок уплотнения внутри головки не наносят ущерба работе цилиндра, если максимальный диаметр граней не превышает номинальный диаметр штока плюс 0,016 дюйма. Например, если номинальный диаметр штока составляет 1,5 дюйма, то внутренний диаметр головки, измеренный по кромкам канавок уплотнения, не должен превышать 1,516 дюйма. Если размеры уплотнения выходят за пределы этого допуска, срок службы уплотнения штока сократится. Поэтому головку необходимо заменить на новую, выточенную из аналогичного материала.
Поэтому головку необходимо заменить на новую, выточенную из аналогичного материала.
Бочка
Осмотрите ствол на наличие внутренней ямки или задиров. Если на стволе имеются ямки или царапины, эффективность и срок службы уплотнения поршня будут снижены. Поэтому ствол необходимо отшлифовать для устранения повреждений или заменить. На стволах малого диаметра питтинг или задиры глубиной менее 0,005 дюйма можно удалить с помощью хонинговального инструмента для цилиндров двигателя. Ствол должен быть отточен равномерно по всей его длине.
Максимальный диаметр отверстия для поршневых уплотнений стандартного размера равен номинальному диаметру отверстия плюс 0,010 дюйма. Например, если номинальный диаметр канала ствола составляет 2,5 дюйма, то максимальный размер после хонингования не должен превышать 2,510 дюйма. Этот размер следует проверить в нескольких точках вдоль ствола с помощью внутреннего микрометра.
Если задиры или точечная коррозия все еще присутствуют при превышении размера на 0,010 дюйма, ствол необходимо дополнительно отшлифовать для установки уплотнений увеличенного размера или заменить. Изготовление нового ствола из хонингованной трубы обычно является наиболее экономичным решением для цилиндров малого диаметра.
Изготовление нового ствола из хонингованной трубы обычно является наиболее экономичным решением для цилиндров малого диаметра.
Цилиндры цилиндров большого диаметра размером в дюйм можно спасти, обточив их на 0,030 или 0,060 дюйма и установив соответствующие поршневые уплотнения увеличенного размера. Уплотнения увеличенного размера для цилиндров метрического размера имеют ограниченную доступность, и поэтому не всегда возможно спасти цилиндры метрического размера, установив уплотнения увеличенного размера.
Поршень
Поршни цилиндров, используемых в легковых автомобилях, обычно изготавливаются из алюминиевого сплава или чугуна и работают в непосредственном контакте с отверстием цилиндра. Незначительные задиры на наружном диаметре поршня не наносят ущерба работе цилиндра, если минимальный диаметр поршня не меньше номинального диаметра отверстия минус 0,006 дюйма. Это можно проверить с помощью внешнего микрометра. Например, если номинальный диаметр ствола составляет 2,5 дюйма, то минимальный диаметр поршня будет равен 2,49 дюйма. 4 дюйма. Если диаметр поршня выходит за пределы этого допуска, его необходимо заменить новым поршнем, изготовленным из аналогичного материала.
4 дюйма. Если диаметр поршня выходит за пределы этого допуска, его необходимо заменить новым поршнем, изготовленным из аналогичного материала.
Неметаллические износостойкие ленты устанавливаются между поршнем и цилиндром в тех случаях, когда на шток действуют высокие нагрузки. Если на цилиндре установлены износные кольца поршня, их следует заменить в рамках ремонта.
Заказ уплотнений
При заказе уплотнений у поставщика уплотнений избегайте обычной практики измерения старых уплотнений. Уплотнения могут сжиматься или набухать в процессе эксплуатации, либо ранее было установлено неправильное уплотнение. Чтобы убедиться, что вы получаете правильные уплотнения, измерьте все канавки уплотнения с помощью штангенциркуля и сообщите эту информацию своему поставщику уплотнений.
Сборка
Тщательно очистите все детали в растворителе на нефтяной основе и высушите сжатым воздухом. Во время сборки смажьте все детали чистой гидравлической жидкостью. Перед установкой уплотнений убедитесь, что канавки уплотнений чистые и не имеют зазубрин и заусенцев. Не используйте отвертку или другие острые предметы при установке уплотнений, так как это может привести к повреждению уплотнения. После сборки цилиндра заглушите его сервисные порты, чтобы предотвратить попадание влаги или грязи.
Не используйте отвертку или другие острые предметы при установке уплотнений, так как это может привести к повреждению уплотнения. После сборки цилиндра заглушите его сервисные порты, чтобы предотвратить попадание влаги или грязи.
Об авторе
Бесцентровая полировальная машина | Станок для полировки стержней
Эл. до 30 дюймов в диаметре. Стол спроектирован с верхней направляющей, измененной с 3/4 дюйма на 1-1/4 дюйма, и имеет длину 26,5 футов. Вспомогательный цилиндр для разборки и повторной сборки, 24-дюймовые тройные цепные тиски для тяжелых условий эксплуатации, система повышения давления и инструмент для снятия гаек 70K были разработаны в сочетании со столом для разборки для тяжелых условий эксплуатации.
Загрузите информационную брошюру о стенде для разборки модели MSD-D-HD26
Мы принимаем:
MSD-P-15 | Бесцентровая полировальная машина
Прочная трубчатая рама 2 x 4 дюйма (стандартная длина рамы 15 футов) состоит из двух наборов
полиуретановые ролики — один комплект приводится в движение мотор-редуктором, а второй комплект легко регулируется
для размещения валов с наружным диаметром от 1 до 14 дюймов.
Machinery Service & Design, Inc. использует абразивно-ленточный полировальный станок «G & P 72», модель B372-3.
как его полировальная головка. В головке используется ремень размером 3 х 72 дюйма, приводимый в движение двигателем мощностью 3 л.с. 230/460 вольт, 3
фаза, 60 Гц. Мотор.
Головка мощностью 5 л.с. с ремнем 3 x 90 дюймов позволяет увеличить время между заменами ремня.
Полировальная головка перемещается горизонтально по длине приспособления вектором A.C.
водить машину. Система реечного привода используется для плавного перемещения каретки.
головка поддерживается четырьмя направляющими с тефлоновым покрытием, которые скользят по алюминиевым направляющим.
Особенности и преимущества
Электрический блок
Электрический блок позволяет автоматически реверсировать полировальную головку с временными задержками
в конце ударов. Эту функцию можно использовать для удаления хромовых отложений на повторно покрытых пластинах.
валы. Магнитные упоры можно легко установить, чтобы перевернуть полировальную головку в конце
стержень полируется.
Магнитный упор для
положение хода
положение хода
концевой выключатель
Преимущества
- Нет необходимости центрировать или зажимать стержень на токарном станке. Более быстрое время настройки.
- Вилку можно повесить на конец крепления. Требуется меньше настроек.
- Высокая микрошлифовка.
- Может использоваться для проверки концентричности валов.
- Ленточно-полировальную машину можно расположить для специальных процессов,
т.е. угловое шлифование и
фаски.
Головка может наклоняться для шлифования фасок
или наклонные поверхности.
Вилку можно повесить на конец
машина для более быстрой и легкой настройки.
Не требует механической обработки.
Выравнивает ремонт сварных швов на валах.
