

Содержание
Белорусский государственный университет транспорта — БелГУТ (БИИЖТ)
Регистрация на конференцию «Проблемы безопасности на транспорте»
Регистрация на конференцию «Тихомировские чтения»
Как поступить в БелГУТ:
дневное, заочное полное,
заочное сокращенное
Как получить место
в общежитии БелГУТа
Как поступить иностранному гражданину
События
Все события
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
|---|---|---|---|---|---|---|
1 Дата : 2022-09-01 | 2 | 3 | 4 | |||
5 Дата : 2022-09-05 | 6 Дата : 2022-09-06 | 7 Дата : 2022-09-07 | 8 Дата : 2022-09-08 | 9 Дата : 2022-09-09 | 10 Дата : 2022-09-10 | 11 Дата : 2022-09-11 |
12 | 13 | 14 | 15 Дата : 2022-09-15 | 16 Дата : 2022-09-16 | 17 Дата : 2022-09-17 | 18 |
19 | 20 | 21 Дата : 2022-09-21 | 22 Дата : 2022-09-22 | 23 | 24 | 25 |
26 | 27 | 28 | 29 | 30 | ||
Все анонсы
- Экспозиции, посвященные Грунтову П.
 С. и Белому В.А…
С. и Белому В.А… - Турнир на джойстиках по игре в MORTAL COMBAT IX…
- С Днем народного единства!
- Студсовет поздравляет с Днем народного единства…
- Заседание совета университета…
- Молодёжный сентябрь
- Конкурс кандидатов в перспективный кадровый резерв…
- Велопробег «В единстве — сила»…
- Логистика. Обучение для студентов выпускных курсов…
- Акция «Мы едины» — поем гимн вместе…
Анонсы
Университет
Абитуриентам
Студентам
Конференции
Приглашения
Экспозиции, посвященные Грунтову П.С. и Белому В.А…
Турнир на джойстиках по игре в MORTAL COMBAT IX…
С Днем народного единства!
Студсовет поздравляет с Днем народного единства…
Новости
Университет
Международные связи
Спорт
Воспитательная работа
Жизнь студентов
Новости подразделений
Университет
Заседание Совета ветеранов, актива БРСМ и Студсовета. ..
..
20 сентября 2022
Спорт
Победа в соревнованиях по пляжному волейболу…
20 сентября 2022
Воспитательная работа
Лекция по профилактике суицида и пропаганде ценности жизни…
19 сентября 2022
Воспитательная работа
Патриотический форум «Это НАША история!»…
19 сентября 2022
Университет
Челлендж «Рукопожатие» в День народного единства…
19 сентября 2022
Университет
Студенческий совет на праздничном концерте…
18 сентября 2022
Спорт
В единстве — сила! Велопробег
17 сентября 2022
Студенческая жизнь
Белорусский Студенческий патриотический форум, приуроченный ко Дню нар. ..
..
17 сентября 2022
Студенческая жизнь
Выставка военной атрибутики
16 сентября 2022
Другие новости
- Матч по мини-футболу между БелГУТом и ГГТУ…
- Исполняем гимн вместе
- Диалоговая площадка «Беларусь адзіная»…
- Мероприятие «День народного единства — праздник всей страны» в студенч…
- Квиз «Гісторыя майго жыцця»
- Флэшмоб «Мы едины»
- Встреча секретаря БРСМ БелГУТа со студентами…
- Встреча ректора со студентами в студенческом городке…
- Проект студента востребован в городе
- Будущее Беларуси — в единстве
- Видео-репортаж Дня рождения Гомеля
КУДА ПОСТУПАТЬ
Все факультеты
БелГУТ на Доске почета
Достижения университета
Предложения
Все предложения
Видеотека
Все видео
Фотогалерея
Все фото
|
Посадки, зазор и натяг Категория: Измерения Посадки, зазор и натяг Взаимное соединение парных деталей называется посадкой. В подвижных посадках диаметр отверстия должен быть больше диаметра вала. Если в собранном механизме вал сидит в отверстии свободно и может в нем вращаться, это означает, что диаметр отверстия больше диаметра вала. Свободное пространство между поверхностями отверстия и вала, равное разности между их диаметрами, называется зазором. Посадка одной детали в другую с зазором называется свободной или подвижной. Если вал сидит в отверстии туго, то есть запрессован в нем и не может вращаться, такая посадка называется неподвижной. Она возможна в том случае, если диаметр отверстия несколько меньше диаметра вала. Превышение диаметра вала над диаметром отверстия называется натягом. В зависимости от размеров соединяемых деталей зазор и натяг изменяются от наименьшей величины до наибольшей. Рис. 1. Графическое изображение зазора и натяга Наибольший зазор — разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала. Наименьший зазор—разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала. Наибольший натяг — разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия. Наименьший натяг — разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия. Допуск зазора или натяга — разность между наибольшими и наименьшими зазорами или между наибольшими и наименьшими натягами. Допуск зазора или натяга равен сумме допусков вала и отверстия. При соединении деталей неподвижной посадкой необходимо приложить некоторое усилие, зависящее от требуемой плотности соединения. Одни детали соединяются от руки, другие — ударом свинцового или деревянного молотка, третьи — при помощи пресса и т. Напряженная — Н Горячая посадка (Гр) применяется для неразъемного соединения деталей. Перед сборкой деталь с отверстием нагревают. Под влиянием нагрева деталь расширяется, диаметр отверстия увеличивается и деталь свободно насаживается на холодный вал, плотно обхватывая его после остывания. Для этой же цели применяют холод, сильно охлаждая вал, в результате чего он свободно входит в отверстие. Прессовую (Пр) и легкопрессовую (Пл) по с a flit и применяют в тех случаях, когда нужно жестко соединить детали без закрепления их шпонками, шпильками или стопорами. Эта посадка осуществляется под значительным давлением при помощи прессов. Прибегают к ней при установке зубчатых венцов на ободы зубчатых колес, втулок в подшипниках, пальцев в кривошипах и т. д. Глухая посадка (Г) применяется для частей, которые плотно сидят в соединении и редко разбираются. Производится она давлением пресса или ударами молотка; чтобы не допустить проворачивания (например втулок в корпусах подшипников, соединительных муфт на концах валов, упорных колец), в соединяемых частях ставят шпонки и шпильки. Тугая посадка (Т) применяется для получения прочных, но более или менее часто разбираемых соединений. Проворачивание и сдвиг соединяемых деталей предотвращаются шпонками, шпильками, стопорами. Тугой является посадка шкивов, зубчатых колес, колец шарикоподшипников. Напряженная посадка (Н) применяется в тех случаях, когда детали должны быть соединены прочно, но в то же время должна быть обеспечена возможность собирать их в соединение или разбирать полученное соединение с незначительными усилиями. Этим способом осуществляют посадку зубчатых колес, фланцев, соединительных муфт, маховичков, рукояток. Плотная посадка (П) применяется для соединения деталей, которые не должны смещаться сами собой, но должны легко поддаваться сборке или разборке от руки или ударам деревянного молотка; применяется она для сменных зубчатых колес, съемных маховичков, рукояток, установочных колец. Скользящая посадка (С) применяется для соединения деталей, которые должны плотно входить одна в другую и при смазанных поверхностях легко передвигаться от руки, но иметь точное направление. Посадка движения (Д) — самая точная из подвижных посадок, применяемая для соединения деталей с небольшим зазором, например для подшипников станков, передвижных зубчатых колес и т. п. Ходовая посадка (X) применяется для соединения деталей, которые должны перемещаться одна в другой с заметным зазором. Пример: валы в червячных передачах, распорные кольца, фрикционные муфты, ползуны в направляющих. Легкоходовая посадка (Л) применяется для соединения деталей, которые должны перемещаться одна в другой со значительным зазором (ходовые винты суппортов, валы с несколькими подшипниками). Широкоходовая посадка (Ш)—наиболее свободная, с большими зазорами, применяемая во всех случаях соединения деталей, сильно нагревающихся при работе. Перечисленные выше посадки относятся к первому и ко второму классам точности (см. ниже). При посадках первого клас-1 я предъявляются особенно высокие требования к чистоте поверхности и качеству соединения. Существуют еще посадки третьего, четвертого и пятого классов точности. Третий класс охватывает шесть посадок, из них три прессовые (однотипные с посадками второго класса) и три подвижные: скользящая, ходовая и широкоходовая. Скользящая посадка (С3) применяется для соединения деталей, которые должны свободно входить одна в другую и легко перемещаться одна в другой (например установочные кольца в трансмиссиях, съемные рукоятки, распорные втулки). Ходовая посадка (Х3) применяется для соединения деталей, которые должны входить одна в другую и перемещаться одна относительно другой со значительным зазором (например подшипники насосов, холостые канатные шкивы, кулисные камни, соединительные муфты). Широк оводовая посадка (Ш3) применяется для соединения деталей, которые должны перемещаться одна в другой с большим зазором (детали сельскохозяйственных машин, холостые шкивы, длинные валы). Подвижные посадки четвертого и пятого классов точности применяются в машиностроении для соединения деталей с большими зазорами. Реклама:Читать далее:Классы точности
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Посадки подразделяются на подвижные и неподвижные. Различие между ними состоит в том, что у подвижных посадок должна быть обеспечена возможность взаимного перемещения деталей, а у неподвижных, наоборот, жесткое и прочное соединение.
Посадки подразделяются на подвижные и неподвижные. Различие между ними состоит в том, что у подвижных посадок должна быть обеспечена возможность взаимного перемещения деталей, а у неподвижных, наоборот, жесткое и прочное соединение. Поэтому различаются: наибольший зазор и наименьший зазор, наибольший натяг и наименьший натяг (рис. 1).
Поэтому различаются: наибольший зазор и наименьший зазор, наибольший натяг и наименьший натяг (рис. 1). д. Плотность посадки зависит от назначения соединяемых деталей.
д. Плотность посадки зависит от назначения соединяемых деталей.
 Скользящую посадку используют для сменных колес на валах, для шпинделей задней бабки, рукояток, маховичков и т. п.
Скользящую посадку используют для сменных колес на валах, для шпинделей задней бабки, рукояток, маховичков и т. п.

Что такое допуски и посадки и для чего они нужны. Применение системы допусков и посадок при ремонте кинопроекторов и другого кинооборудования СССР
В киноремонтных мастерских (пунктах) от мастера (технического руководителя) требуется универсальность, так как приходится выполнять работы различной сложности и точности. Мастер изготовляет инструменты, приспособления, детали, производит сборку, регулировку оборудования и т. п.
п.
Знание мастером (техноруком) допусков и посадок и умение выбирать (назначать) их обязательно.
Основные понятия и определения
Любая машина, аппарат, прибор состоит из сборочных единиц. Под сборочной единицей понимают часть машины, аппарата, представляющую собой соединение некоторого количества деталей, например: эксцентрик мальтийского механизма, фильмовой канал, кривошипно-шатунный механизм и т. п. Две неподвижно или подвижно соединенные детали называются сопряженными деталями.
Поверхность (или размер), по которой осуществляется соединение 2-х деталей – это сопрягаемая поверхность (или сопрягаемый размер). Есть поверхность охватывающая и поверхность охватываемая, а также размер охватывающий размер и размер охватываемый.
Рис. 1. Схематическое изображение охватывающей (A) и охватываемой (B) поверхностей.
Охватывающая поверхность (рис. 1) носит общее название отверстия (A), при этом охватываемая поверхность носит название вала (B). Эти условные названия «отверстие» и «вал» относятся и к поверхностям, не имеющим цилиндрической формы, как, например, шпоночное соединение и др.
Эти условные названия «отверстие» и «вал» относятся и к поверхностям, не имеющим цилиндрической формы, как, например, шпоночное соединение и др.
Номинальный размер – это размер, указанный на чертеже и полученный из расчета детали на прочность, жесткость и тому подобное, или выбранный по технологическим или конструктивным соображениям.
Несопрягаемые размеры деталей называют свободными размерами.
Действительный размер – это размер, который получен в результате прямого измерения.
Предельные размеры – это размеры, между которыми действительный размер может колебаться. Годными считаются те детали, чей действительный размер равняется одному из предельных или находится между предельными размерами.
Наибольший предельный размер (Aб, Bб) – это такой размер, больше которого действительный размер не должен быть.
Наименьший предельный размер (Aм, Bм) – это такой размер, меньше которого действительный размер не должен быть. Разность между наименьшим предельным размером и размером наибольшим предельным является допуском размера, который обозначается буквой δ с соответствующим индексом. Как следует из рис. 2:
Разность между наименьшим предельным размером и размером наибольшим предельным является допуском размера, который обозначается буквой δ с соответствующим индексом. Как следует из рис. 2:
Следовательно, допуск определяет количественно разрешаемую неточность (погрешность) при выполнении какого-либо размера в процессе изготовления детали. Чем допуск больше, тем легче изготовить деталь и тем она дешевле. Разность между наибольшим предельным размером и размером номинальным является верхним отклонением (ВО), при этом разность между номинальным размером и размером наименьшим предельным является нижним отклонением (НО).
Рис. 2. Схематическое изображение поля допуска, а также предельных размеров деталей.
Линию, которая является соответствующей номинальному размеру соединения называют нулевой линией. От нее вверх откладывают отклонения положительные, а от нее вниз – отрицательные. Отклонения равны нулю, если предельные и номинальные размеры равны.
Действительный размер лежит между верхним и нижним отклонениями, которые образуют так называемое поле допуска.
Эти определения наглядно иллюстрируются рис. 3.
Рис. 3. Поля допусков отверстия и вала.
В зависимости от назначения деталей в машине, механизме, они совершают в процессе работы относительное движение или сохраняют неподвижность относительно друг друга.
Посадка обусловливает характер соединения 2-х деталей, вставленных друг в друга, и за счет разности фактических размеров обеспечивает свободу относительного их перемещения или для неподвижного соединения его прочность.
Если фактический размер вала меньше размера отверстия, то посадка будет иметь зазор S, причем S = A – B.
Если же фактический диаметр вала до сборки больше диаметра отверстия, то посадка будет иметь натяг V = B – A, создающий после сборки определенную неподвижность соединения.
Подсчет зазоров и натягов
Для уяснения смысла некоторых основных понятий приведем числовые примеры. Определим зазоры в подвижной посадке сопряжения продольно-направляющий ролик – ось кинопроектора КН. Согласно чертежам, отверстие ролика обозначено: 6+0,03. Это значит, что верхнее отклонение (ВО) составляет 0,03 мм (30 микрометров), а нижнее отклонение (НО) равно 0. При этом на чертежах нулевое отклонение не проставляют. У отверстия наибольший предельный размер равен 6,03 мм, а наименьший – 6 мм. Допуск отверстия определяется так:
Определим зазоры в подвижной посадке сопряжения продольно-направляющий ролик – ось кинопроектора КН. Согласно чертежам, отверстие ролика обозначено: 6+0,03. Это значит, что верхнее отклонение (ВО) составляет 0,03 мм (30 микрометров), а нижнее отклонение (НО) равно 0. При этом на чертежах нулевое отклонение не проставляют. У отверстия наибольший предельный размер равен 6,03 мм, а наименьший – 6 мм. Допуск отверстия определяется так:
Ролики, у которых отверстие окажется меньше 6 мм или больше 6,03 мм, будут негодными.
Ось ролика на чертеже обозначена:
Для оси наибольший предельный размер составит 5,985 мм, а наименьший – 5,945 мм.
Допуск вала будет:
В зависимости от действительного размера деталей зазор между роликом и осью будет различный и может колебаться в пределах от Sмин до Sмакс. Если ролик имеет наибольший предельный размер, а ось – наименьший, то между ними будет наибольший зазор, а именно:
Наименьший зазор будет в том случае, если отверстие ролика самого малого диаметра, а оси – самого большого, т. е.:
е.:
Таким образом, при сборке этого сопряжения зазор может колебаться в пределах от 0,015 до 0,085 мм.
Рассмотрим случай неподвижной посадки втулки вала эксцентрика в корпусе мальтийского механизма кинопроектора КН. В данном случае сопряжение с номинальным диаметром 14 мм имеет следующие предельные отклонения:
Отверстие под втулку:
Наружный диаметр втулки вала эксцентрика:
Наибольший натяг получится, если отверстие с наименьшим предельным размером (Aм = 14 мм) соединить с втулкой, чей наружный диаметр имеет самый большой предельный размер (Bб = 14,075 мм), т. е.:
Наименьший натяг получим, если соединим наибольшее отверстие (Aб = 14,035 мм) с втулкой, имеющей наименьший наружный диаметр (Bм = 14,040 мм), т. е.:
Практика показывает, что крайние предельные размеры изделий, а значит, максимальные и минимальные значения зазоров и натягов получаются весьма редко. В большинстве случаев действительные размеры для изделий находятся между крайними предельными значениями.
В большинстве случаев действительные размеры для изделий находятся между крайними предельными значениями.
Общесоюзная система допусков и посадок (ОСТ) СССР
Под системой допусков и посадок понимается построенная закономерно совокупность рядов посадок и допусков.
У системы допусков есть следующее подразделение:
1. По основанию системы – на систему вала (СВ) и систему отверстия (СА).
2. По величине допусков – на классы точности.
3. По величине натягов и зазоров – на посадки.
Чтобы получить желаемую посадку, необходимо от номинального размера задать намеренное отступление на одной из сопряженных деталей, т. е. возможны два варианта посадок: первый – по системе отверстия, второй – по системе вала.
При одних и тех же номинальных размерах для посадок одного класса точности в системе отверстия (СА) у отверстия его предельные размеры постоянны (рис. 4), а достижение различных посадок производится с помощью определенного изменения предельных размеров у вала. Основным размером сопряжения называют размер отверстия, а посадочным – размер вала.
Основным размером сопряжения называют размер отверстия, а посадочным – размер вала.
Рис. 4. Схематическое изображение системы вала (СВ), системы отверстия (СА).
При этом в системе вала (СВ) все наоборот: основным размером сопряжения является размер вала, а посадочным – размер отверстия.
При любой системе можно получить совершенно тождественные посадки. Однако система отверстия имеет преимущественное распространение в промышленности. Это объясняется тем, что обработка валов для одного номинального размера, но с различными предельными диаметрами происходит проще одним режущим инструментом (шлифовальным кругом или резцом). Для обработки же отверстий требуется комплект из режущих инструментов (развертка или протяжка, зенкер, сверло) на каждый диаметр.
Таким образом, система отверстия более экономична. Тем не менее в ряде случаев из конструктивных, технологических или эксплуатационных соображений возникает необходимость в применении системы вала. Так, только по системе вала можно выполнить наружное кольцо шарикоподшипника (рис. 5), так как в противном случае, в зависимости от характера посадки подшипника в тот или иной корпус, пришлось бы по готовому отверстию в нем подгонять наружное кольцо подшипника, что, очевидно, практически невозможно. Внутреннее же кольцо подшипника всегда изготовляют по системе отверстия.
Так, только по системе вала можно выполнить наружное кольцо шарикоподшипника (рис. 5), так как в противном случае, в зависимости от характера посадки подшипника в тот или иной корпус, пришлось бы по готовому отверстию в нем подгонять наружное кольцо подшипника, что, очевидно, практически невозможно. Внутреннее же кольцо подшипника всегда изготовляют по системе отверстия.
Рис. 5. Посадка шарикоподшипника на вал и в корпус.
В зависимости от характера и точности работы узла (сопряженной пары) устанавливается та или иная величина зазора (натяга), т. е. необходимы соответствующие посадки в нескольких степенях точности изготовления (классов точности). Каждый из классов точности характеризуется собственными допусками вала и отверстия. Класс точности связан с методом и режимом обработки детали. Установлены следующие классы в порядке убывания точности посадок: 1, 2, 2а, 3, 3а, 4, 5, 7, 8 и 9.
Для обеспечения различного характера соединений система допусков имеет тринадцать посадок, подразделяющихся на три подгруппы: а) посадки с натягом; б) переходные посадки; в) посадки с зазором. Подгруппы «а» и «б» образуют группу неподвижных посадок, а подгруппа «в» – группу подвижных.
Подгруппы «а» и «б» образуют группу неподвижных посадок, а подгруппа «в» – группу подвижных.
Каждой посадке дано название, которое в какой-то мере характеризует ее эксплуатационное или технологическое свойство (табл. 1). В некоторых классах точности помимо основной посадки имеются дополнительные, являющиеся разновидностью основной, например: 1-я прессовая (Пр 1), 2-я прессовая (Пр 2) и др.
Основной размер в системе отверстия (размер отверстия) обозначают при помощи буквы Л, в системе вала (размер вала) – буквой В.
Указанные тринадцать посадок имеют только класс 2, в остальных классах точности их меньше, а классы 7, 8 и 9 не имеют посадок и применяются они для свободных размеров, поковок, отливок и т. п.
Для того чтобы определить, в каком классе точности проставлена посадка, к буквенным обозначениям посадки приписывают цифровые индексы (данный индекс опускают для класса 2 точности).
Обозначения посадки в том или ином классе точности записываются следующим образом:
1 кл. – A1, B1, Г1, X1 и т. д.;
– A1, B1, Г1, X1 и т. д.;
2 кл. – А, В, Пр, С, Ш и т. п.;
2а кл. – А2а, В2а, Т2а, Х2а и т. д.;
3 кл. – А3, В3, Пр13, С3 и т. п.
В табл. 2 приведено распределение посадок в системе ОСТ для диаметров от 1 до 500 мм по классам точности.
Для допусков можно получить наглядное представление о характере сопряжения из графического изображения полей (рис. 6).
Согласно системе допусков ОСТ для диаметров от 1 до 500 мм отклонения устанавливаются не для каждого номинального диаметра, а для интервала диаметров. Так, отклонения для той или иной посадки в данном классе точности будут одинаковыми для следующих интервалов диаметров.
Больше 1 мм – до 3 мм;
Больше 3 мм – до 6 мм;
Больше 6 мм – до 10 мм;
Больше 10 мм – до 18 см;
Больше 18 мм – до 30 мм;
Больше 30 мм – до 50 мм;
Больше 50 мм – до 80 мм;
Больше 80 мм – до 120 мм;
Больше 120 мм – до 180 мм;
Больше 180 мм – до 260 мм;
Больше 260 мм – до 360 мм;
Больше 360 мм – до 500 мм.
Рис. 6. Схема полей допусков в системе отверстия посадок класса 2 точности для диаметров в интервале 10–18 мм (отклонения обозначены в микрометрах).
Из рис. 6 следует, что горячая и прессовые посадки обеспечивают гарантированные натяги (на валы поля допусков находятся выше, чем поля допусков для отверстий).
У переходных посадок перекрываются поля допусков для отверстий и для валов. Данные посадки могут дать как натяг, так и зазор. Для подвижных посадок, естественно, гарантирован зазор, кроме скользящей посадки, так как ее наименьший зазор будет равен нулю. Поэтому горячие и прессовые посадки применяются для сопряжения деталей, которые в дальнейшем разбираются крайне редко или вовсе не разбираются и не требуют дополнительного крепления.
Прессовые посадки разбираются, как правило, в том случае, когда одна из деталей износилась и требует замены. В частности, подшипниковые втулки, используемые в кинопроекционной аппаратуре, устанавливаются в корпуса по посадке Пр13.
Переходные посадки служат для неподвижных соединений, но с обязательным применением дополнительных средств крепления в виде штифтов, болтов, винтов и т. п. (например, при посадке в корпус мальтийского механизма эксцентричной втулки под вал креста мальтийского механизма).
Подвижные посадки предназначены для создания разнообразных подвижных соединений деталей. В зависимости от величины требуемого зазора выбирается соответствующая посадка. Например, шестерня в кинопроекторе КПТ, передающая вращение валу обтюратора, должна легко перемещаться по вертикальному валу (на скользящей шпонке) и в то же время не иметь большого зазора. В этом случае выбирается посадка движения класса 2.
Ходовая посадка классов 2 и 3 точности находит широкое применение для сопряжений вал–подшипники, для свободно вращающихся на осях шестерен (промежуточная шестерня мальтийского механизма), для сопряжений ось –продольно-направляющий ролик и т. п.
Обозначение допусков и посадок на чертежах
На чертежах обозначение допусков и посадок согласно ГОСТу производится буквенным и цифровым способами. В виде исключения допускается указывать числовые величины отклонений в скобках одновременно с условными (буквенными) обозначениями. На рис. 7 качестве примера дано для номинального диаметра 12 мм в классе 3 точности обозначение основной и сопрягаемой деталей по ходовой посадке в системе отверстия (рис. 7, а) и в системе вала (рис. 7, б).
В виде исключения допускается указывать числовые величины отклонений в скобках одновременно с условными (буквенными) обозначениями. На рис. 7 качестве примера дано для номинального диаметра 12 мм в классе 3 точности обозначение основной и сопрягаемой деталей по ходовой посадке в системе отверстия (рис. 7, а) и в системе вала (рис. 7, б).
Рис. 7. Примеры обозначения допусков и посадок на рабочих чертежах.
Буквенный способ обозначения предельных отклонений предпочтителен, если контроль размеров осуществляется предельными калибрами (пробками, скобками, шаблонами). Если проверка производится с помощью универсальных мерительных инструментов (в условиях опытного, индивидуального производства, ремонтных мастерских), необходимо предельные отклонения обозначать цифровым способом.
Смешанный способ обозначения целесообразно применять в тех случаях, когда неизвестны технические средства проверки размеров.
На сборочных чертежах отклонения сопрягающих деталей обозначаются дробью: над размерной линией в числителе пишут отклонения для отверстия, а в знаменателе дроби пишут отклонения для вала. Сборочный размер содержит в себе все понятия: номинальный размер, систему допусков (СА или СВ), посадку и класс точности. Для получения числовых величин отклонений существуют таблицы допусков, по которым, исходя из вышеуказанных данных, определяют числовые значения отклонений.
Сборочный размер содержит в себе все понятия: номинальный размер, систему допусков (СА или СВ), посадку и класс точности. Для получения числовых величин отклонений существуют таблицы допусков, по которым, исходя из вышеуказанных данных, определяют числовые значения отклонений.
Как видно из рис. 7, основная деталь в обеих системах допусков имеет лишь одно отклонение, отличное от нуля, а сопряженная деталь – два отклонения, отличных от нуля (за исключением посадки скольжения, где обе детали имеют лишь по одному отклонению, отличному от нуля). При этом в СА отверстие имеет отклонение со знаком плюс, а в СВ вал имеет отклонение со знаком минус.
Поэтому, если имеется такая запись на чертежах деталей:
1-я деталь (вал): Ø 15-0,05;
2-я деталь (отверстие):
то можно утверждать, что основной деталью является вал, значит, детали изготовлены в системе вала, и что в сопряжении всегда будет зазор, т. е. это одна из подвижных посадок.
Если при записи на чертежах такие обозначения:
1-я деталь: Ø 15+0,03;
2-я деталь:
В этом случае можно утверждать, что основной деталью является 1-я деталь и что это – отверстие. Значит, детали изготовляются в системе отверстия. Подсчитав предельные размеры, мы определим, что соединение деталей осуществляется с гарантированным натягом, следовательно, это одна из неподвижных посадок.
Значит, детали изготовляются в системе отверстия. Подсчитав предельные размеры, мы определим, что соединение деталей осуществляется с гарантированным натягом, следовательно, это одна из неподвижных посадок.
При записи на чертежах: 1-я деталь – Ø 25-0,05; 2-я деталь – Ø 25±0,03 можно утверждать, что основной деталью является вал (1-я деталь). Значит, детали изготовляются в системе вала. Подсчет предельных размеров вала и отверстия показывает, что сопряжение может быть осуществлено как с зазором, так и с натягом, значит, это одна из переходных посадок.
При записи на чертежах: 1-я деталь – Ø 20-0,05; 2-я деталь – Ø 20+0,05 нельзя установить, какая из деталей главная, т. е. ответить на вопрос, какая это система, – невозможно.
Зато можно утверждать, что детали сопрягаются по посадке скольжения.
Допуски и посадки шпоночных и шлицевых соединений — презентация на Slide-Share.ru 🎓
1
Первый слайд презентации: Допуски и посадки шпоночных и шлицевых соединений
Изображение слайда
2
Слайд 2: Допуски и посадки шпоночных соединений
Соединения с призматическими шпонками.
Для соединений с валами зубчатых колес, шкивов ременных передач, маховиков, муфт и других деталей машин, когда к точности центрирования соединяемых деталей не предъявляют высоких требований, применяют шпонки.
В зависимости от геометрической формы шпонок соединения разделяют на призматические, сегментные, клиновые и тангенциальные.
Обычно шпоночные соединения делят на два типа:
напряженные и ненапряженные.
В напряженных соединениях, которые способны передавать вращающий момент и осевую нагрузку, используют клиновые шпонки (рис.в).
Ненапряженные соединения, передающие только крутящий момент, выполняют с призматическими (рис.а) и сегментными (рис.б) шпонками.
Изображение слайда
3
Слайд 3
Использование призматических шпонок дает возможность более точно центрировать сопрягаемые элементы и получать как неподвижные (в случае передачи крутящих моментов), так и подвижные соединения (направляющие шпонки с креплением на валу).
Соединения с сегментными шпонками служат для образования только неподвижных соединений.
Изображение слайда
4
Слайд 4
ГОСТ 23360—78 устанавливает размеры, допуски и посадки для соединений с призматическими шпонками (рис. а).
Основными размерами призматических шпонок являются ширина в, высота h и длина l.
Длина шпонки принимается равной длине ступицы или на 5… 8 мм меньше и согласуется со стандартом.
Предусмотрено три вида исполнения призматических шпонок: с закругленными по бокам концами (исполнение 1 — предпочтительное), с прямоугольными по бокам концами (исполнение 2) и с закруглением на одном конце (исполнение 3).
Соединения с призматическими шпонками и виды исполнения призматических шпонок
Изображение слайда
5
Слайд 5
Выбор вида исполнения призматических шпонок связан с конструктивными особенностями шпоночного соединения и технологией изготовления пазов втулки и вала.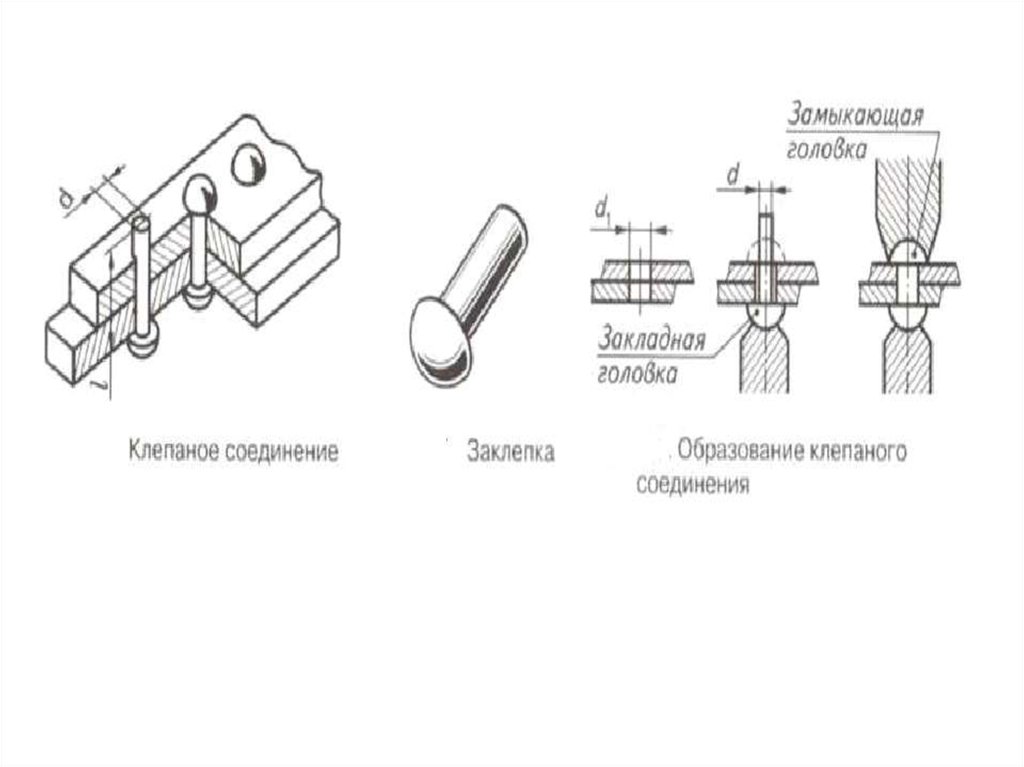
Глубина паза у вала под шпонку задается размером t 1 (предпочтительно) или d – t 1, глубина паза у отверстия под шпонку — размером t 2 или d + t 2 (предпочтительно).
Размеры шпонок изготавливаются
по ширине b — с полем допуска h 9,
по высоте h — с полем допуска h21 (при высоте шпонки 2… 6 мм — по h 9),
по длине l c полем допуска h 14.
Такое назначение полей допусков на размеры призматических шпонок делает возможным их централизованное изготовление независимо от посадок.
Длину пазов вала и отверстия под шпонку изготавливают с полем допуска Н15, глубину пазов вала и втулки — с полем до пуска Н12.
Работоспособность шпоночных соединений определяется характером посадок по ширине b шпонки.
Изображение слайда
6
Слайд 6
Шпонки обычно устанавливают в пазах вала по неподвижной посадке, чтобы она не выпадала при монтаже и не передвигалась при эксплуатации, а во втулке — по одной из подвижных посадок, чтобы компенсировать неизбежные погрешности размеров формы и расположения пазов.
Посадки выполняют только в системе вала.
Изображение слайда
7
Слайд 7
Стандартом предусмотрено для призматических шпонок три вида соединения для предпочтительного применения (рис. а):
свободное — соединение с гарантированным зазором для возможности перемещения втулки вдоль вала (шпонка является направляющей; в случае необходимости иметь более прочное соединение шпонки с валом, применяют шпонки с креплением винтами). Соединение подвижное. Для ширины паза на валу задается поле допуска Н9 и для ширины паза втулки — D 10;
нормальное — соединение с переходной посадкой, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9 и для ширины паза отверстия — J s 9;
плотное — соединение с переходной посадкой, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска Р9.
Для ширины паза вала и втулки задается одно поле допуска Р9.
Допускаются любые сочетания указанных полей допусков для ширины пазов вала и отверстия
Виды шпоночных соединений (а) и обозначение посадок шпоночного соединения (б)
Изображение слайда
8
Слайд 8
Изображение слайда
9
Слайд 9
Для улучшения качества сборки необходимо ограничить смещения и перекосы в расположении шпоночных пазов валов и втулок по длине:
отклонение от симметричности пазов вала и втулки относительно оси вала не должны превышать 2 Т b при соединении с одной шпонкой и 0,5 Т b — при соединении с двумя шпонками;
отклонение от параллельности не более 0,5 Т b при любом количестве шпонок, где Т b — допуск на ширину шпоночного паза. Эти ограничения носят рекомендательный характер, так как их выбор определяется конкретными условиями сборки.
Эти ограничения носят рекомендательный характер, так как их выбор определяется конкретными условиями сборки.
Изображение слайда
10
Слайд 10
В зависимости от функционального назначения шпоночного соединения (подвижное или неподвижное) назначают требования по шероховатости:
для рабочих поверхностей шпонки и пазов параметр шероховатости Ra колеблется от 1,6 до 3,2 мкм;
для нерабочих поверхностей шпонки и пазов Ra устанавливают в пределах от 6,3 до 12,5 мкм.
Изображение слайда
11
Слайд 11
В условном обозначении призматической шпонки указывают вид исполнения (кроме исполнения 1), ее размеры и стандарт.
условное обозначение для шпонки исполнения 1 с размерами:
b = 18 мм, h = 11 мм, l = 100 мм:
шпонка 18 х 11 х 100 ГОСТ 23360—78 ;
для шпонки исполнения 2:
шпонка 2-18 х 11 х 100 ГОСТ 23360-78.
Изображение слайда
12
Слайд 12: Соединение с сегментными шпонками
ГОСТ 24071—80 устанавливает размеры, допуски и посадки соединений с сегментными шпонками.
В таких соединениях предусмотрено два вида исполнения шпонок:
шпонка исполнения 1 используется для передачи крутящих моментов и определена шириной b, высотой h и диаметром d;
шпонка исполнения 2 используется для фиксации элементов конструкции и определена шириной b, высотой h 1 = 0,8 h и диаметром d.
Изображение слайда
13
Слайд 13
Сегментные шпонки выполняют
по ширине с полем допуска h 9,
по высоте — с полем допуска h 11,
по диаметру — с полем допуска h 12.
Точностные требования к пазам вала и отверстия практически такие же, как и для соединений с призматическими шпонками.
Изображение слайда
14
Слайд 14
По ширине для соединений с сегментными шпонками для предпочтительного применения установлено два варианта соединений:
нормальное и плотное с использованием тех же полей допусков, что и для соединений с призматическими шпонками.
Посадки осуществляют в системе вала.
Изображение слайда
15
Последний слайд презентации: Допуски и посадки шпоночных и шлицевых соединений
В условном обозначении сегментной шпонки указывают
вид исполнения (кроме исполнения 1),
размер сечения bxh,
стандарт.
Условное обозначение
сегментной шпонки исполнения 1 сечением bxh = 5×6,5 мм:
шпонка 5×6,5 ГОСТ24071—80;
сегментной шпонки исполнения 2 сечением bxh 1 = 5×5,2 мм:
шпонка 2-5×5,2 ГОСТ 24071-80.
Изображение слайда
Допуски и посадки | Слесарь-судоремонтник
Современное машиностроение немыслимо без взаимозаменяемости деталей. Взаимозаменяемостью называется свойство изготовленных с заданной точностью деталей обеспечивать возможность сборки (или замены при ремонте) сопрягаемых деталей в узел, а узлов в изделие при соблюдении предъявленных к ним технических требований. Детали взаимозаменяемы только тогда, когда их размеры, форма, физические свойства материала и другие количественные и качественные характеристики находятся в заданных пределах.
Взаимозаменяемыми могут быть не только детали, но также узлы и механизмы в целом. В первую очередь такими должны быть те детали и узлы, от которых зависят надежность, долговечность и другие эксплуатационные качества изделий. Этому требованию должны отвечать и запасные части.
Взаимозаменяемость в судоремонте имеет большое значение и обеспечивает значительный экономический эффект, так как наличие готовых запасных деталей и узлов, которые можно легко, без пригонки, поставить на место взамен вышедших из строя, намного облегчает и упрощает выполнение ремонта.
Для обеспечения широкой взаимозаменяемости деталей в машиностроении разработаны Государственные стандарты. Стандартизованные детали изготовляют по размерам и форме, установленным ГОСТом, независимо от того, в какой отрасли промышленности их используют. Примерами таких стандартизованных деталей могут служить крепежные детали, трубы и др.
Технологические операции в любом производстве при изготовлении деталей выполняют в определенном порядке. Цель этих операций состоит в придании заготовке таких форм, и размеров, которые по чертежу (или заданию) должно иметь готовое изделие. При обработке с поверхности заготовки удаляется определенный слой металла. Разность размеров заготовки до и после обработки называют припуском на обработку. Подлежащий удалению слой металла (припуск) можно удалять с поверхности не сразу, а постепенно, применяя различные виды обработки, или, как говорят, различные операции. Припуски, последовательно удаляемые при различных операциях обработки, называются операционными припусками. Общий размер припуска складывается из припусков на каждую операцию.
Общий размер припуска складывается из припусков на каждую операцию.
При любом способе обработки деталей (вручную или на станке) имеют место некоторые отклонения от размеров, заданных в чертеже, и отклонения от заданной геометрической формы. К ним относятся: овальность и многогранность, бочкообразность и корсетность, искажение геометрических осей и др. У плоских поверхностей отклонениями от геометрической формы являются непрямолинейность и неплоскостность.
Основными причинами погрешностей механической обработки являются: неточность и износ станков и приспособлений, на которых обрабатывают данную деталь; неточность контрольно-измерительного инструмента; неточность базовых поверхностей обрабатываемых деталей; ошибки при установке деталей и при установке инструмента; ошибки, допускаемые во время измерений; нагрев деталей в процессе обработки; нарушения технологического процесса, допускаемые работающим.
Основной расчетный размер, который проставляется в чертеже, называется номинальным; фактические размеры, полученные путем непосредственного измерения, называются действительными. Если на чертеже проставлены только номинальные размеры, это означает, что степень точности не установлена, а поэтому для обработки принимают небольшие свободные отклонения от размеров по чертежу.
Если на чертеже проставлены только номинальные размеры, это означает, что степень точности не установлена, а поэтому для обработки принимают небольшие свободные отклонения от размеров по чертежу.
При конструировании детали всегда назначают допускаемые предельные размеры, которые обеспечивают надежную работоспособность и взаимозаменяемость деталей.
Наибольшими и наименьшими предельными размерами называются такие, между которыми может находиться действительный размер. Таким образом, действительный размер бывает больше или меньше номинального. Разность между наибольшим и наименьшим предельными размерами называется допуском (рис. 87).
Рис. 87. Графическое изображение допусков вала и отверстия.
Отклонения от номинального размера в пределах допуска могут быть верхними и нижними. Верхним отклонением называется разность между наибольшим предельным и номинальным размерами. Нижним отклонением называется разность между наименьшим предельным и номинальным размерами. Действительным отклонением (отклонением размера) называется разность между действительным и номинальным размерами. Отклонение бывает положительным и отрицательным.
Действительным отклонением (отклонением размера) называется разность между действительным и номинальным размерами. Отклонение бывает положительным и отрицательным.
Положительное отклонение обозначается знаком ( + ) и имеет место в том случае, когда действительный размер детали больше номинального. Отрицательное отклонение обозначается знаком (—) и имеет место тогда, когда действительный размер меньше номинального. Отклонения обозначаются десятичной дробью и проставляются рядом с номинальным размером: верхнее отклонение вверху, нижнее внизу. Перед цифрой положительного отклонения ставят знак ( + ), перед цифрой отрицательного отклонения знак (—). Если верхнее и нижнее отклонения равны, проставляется одно общее число со знаками плюс-минус (±). Например, обозначение 600,050,02 показывает, что номинальный размер детали равен 60 мм, причем верхнее положительное отклонение равно 0,05 мм, а нижнее отклонение (тоже положительное) равно 0,02 мм. Следовательно, наибольший предельный размер детали будет равен 60+0,05 = 60,05 мм, а наименьший предельный размер 60 + 0,02 = 60,02 мм. Таким образом, допуск составляет 60,05—60,02 = 0,03 мм. Обозначение показывает, что размер детали может колебаться от 40,15 мм до 39,90 мм. Разность между размерами 40,15—39,90 = 0,25 мм составляет допуск. Чем меньше допуск, тем точнее должна быть изготовлена деталь.
Таким образом, допуск составляет 60,05—60,02 = 0,03 мм. Обозначение показывает, что размер детали может колебаться от 40,15 мм до 39,90 мм. Разность между размерами 40,15—39,90 = 0,25 мм составляет допуск. Чем меньше допуск, тем точнее должна быть изготовлена деталь.
При сборке различных механизмов их детали сопрягают различным образом. Характер сопряжения двух деталей называют посадкой. Посадки могут осуществляться с зазором и с натягом. Например, если вал имеет диаметр меньший, чем диаметр отверстия втулки, то при соединении этих деталей между поверхностями втулки и вала образуется просвет, называемый зазором, и сопряжение деталей будет подвижным. Если диаметр вала будет несколько больше диаметра отверстия втулки, то эти детали можно соединить лишь при нагревании втулки до определенной температуры. После остывания втулки в таком соединении образуется натяг, а соединение будет неподвижным.
На рис. 88 показано графическое изображение зазора и натяга. Таким образом, зазор — это положительная разность диаметров отверстия и вала, а натяг — отрицательная разность диаметров отверстия и вала. Так как диаметры вала и отверстия могут иметь различные размеры в пределах допуска, то зазоры или натяги в соединении также могут быть различными. Если взять наибольший размер отверстия и наименьший размер вала, то зазор между ними будет наибольшим. Если размер вала наибольший, а размер отверстия наименьший, то зазор будет наименьшим.
Так как диаметры вала и отверстия могут иметь различные размеры в пределах допуска, то зазоры или натяги в соединении также могут быть различными. Если взять наибольший размер отверстия и наименьший размер вала, то зазор между ними будет наибольшим. Если размер вала наибольший, а размер отверстия наименьший, то зазор будет наименьшим.
Рис. 88. Графическое изображение зазора и натяга.
В зависимости от величины зазора или натяга меняется и характер посадки, т. е. степень подвижности сопрягаемых деталей относительно друг друга. В настоящее время стандартом установлено 16 видов посадок: шесть неподвижных, четыре переходных и шесть подвижных. Переходные посадки могут быть с зазором и натягом, в зависимости от размеров вала и отверстия в пределах допуска. Неподвижные посадки обеспечивают гарантированный натяг, подвижные — гарантированный зазор.
Наименования и обозначения посадок даны в табл. 1. Характер посадки выбирают в зависимости от условий работы детали.
| Неподвижные посадки (с натягом) | Переходные посадки | Подвижные посадки (с зазором) | |||
| Наименование | Обозначение | Наименование | Обозначение | Наименование | Обозначение |
| Прессовая 3 Прессовая 2 Прессовая 1 Горячая Прессовая Легкопрессовая | Пр3 Пр2 Пр1 Гр Пр Пл | Глухая Тугая Напряженная Плотная | Г Т Н П | Скользящая Движения Ходовая Легкоходовая Широкоходовая Тепловая ходовая | С Д X Л Ш ТХ |
В настоящее время в машиностроении приняты две системы допусков: система отверстия (обозначается СА) и система вала (обозначается СВ). В системе отверстия за основу принят размер отверстия с определенными предельными размерами, а посадка осуществляется только за счет изменения размера вала. Схематично система отверстий изображена на рис. 89, а. В этой системе номинальный размер сопряжения является наименьшим размером отверстия, а отклонения отверстия бывают только положительными.
В системе отверстия за основу принят размер отверстия с определенными предельными размерами, а посадка осуществляется только за счет изменения размера вала. Схематично система отверстий изображена на рис. 89, а. В этой системе номинальный размер сопряжения является наименьшим размером отверстия, а отклонения отверстия бывают только положительными.
В системе вала за основу принят размер вала с определенными предельными размерами, а посадка осуществляется за счет изменения размеров отверстия (рис. 89, б). В этой системе номинальный размер сопряжения является наибольшим размером вала, а отклонения вала бывают только отрицательными.
Рис. 89. Системы допусков.
Следует помнить, что системы отверстия и вала применимы не только для цилиндрических сопрягаемых деталей, но и для деталей любой формы (например, паз и шпонка, прямоугольный вырез и ребро и т. п.).
Наиболее распространена система отверстия, так как
в этом случае требуется значительно меньше режущего и мерительного инструмента для обработки отверстия и упрощается обеспечение сопряжения деталей.
- Понятие о классах точности и степени шероховатости поверхностей
Пример выполнения работы — Студопедия
Поделись
Задание №1.
1. Задано: номинальный размер – 45 мм;
отклонение размера EI = +9 мкм = +0,009 мм;
величина допуска – 39 мкм = 0,039 мм.
2. Строим схему поля допуска.
Построение любой схемы полей допусков начинают с построения линии номинала (нулевой линии). Для этого на свободном поле 1/3 или 1/2 листа бумаги проводят горизонтальную прямую (см. рис. 1.2). Эта линия соответствует положению верхней образующей детали, имеющей номинальный размер. От нее ведется отсчет отклонений размеров, поэтому ее обозначают «0» (нулевая линия отклонений).
Выше этой линии будут располагаться линии деталей, имеющих размер больше номинала – величина отклонения добавляется к величине номинала, поэтому поля выше нуля обозначают знаком «+» (плюс).
Ниже этой линии будут располагаться линии деталей, имеющих размер меньше номинала, поэтому поля ниже нуля обозначают знаком «–» (минус).
Масштаб выбираем произвольный, исходя из величин заданных отклонения и допуска так, чтобы изображение свободно размещалось на отведенном поле. Справа наносим линию масштабов.
Рисунок 1.2 – Схема поля допуска детали
Наносим линию заданного отклонения EI = +9 мкм (нижнее). Это отклонение, очевидно, должно располагаться выше линии номинала (отклонение имеет знак «+») на расстоянии, соответствующем 9 мкм в принятом масштабе. Эта линия будет соответствовать размеру наименьшей детали.
Второе отклонение размера, естественно, будет верхним и расположится выше линии нижнего отклонения на расстоянии заданной величины допуска 0,039 мм (39 мкм). Проводим через полученную точку горизонтальную линию, которая будет соответствовать размеру наибольшей детали.
Ограничим линии отклонений размеров двумя вертикальными линиями, расположенными на произвольном расстоянии друг от друга: положение вертикальных линий не отражает никакого физического параметра и выбирается только из эстетических соображений. Полученное изображение и является полем допуска заданной детали.
Полученное изображение и является полем допуска заданной детали.
3. Наносим на схеме размерные линии, обозначения и значения величин трех заданных параметров: номинального размера D = 45; нижнего отклонения EI = 0,009; величины допуска ТD = 0,039 (рис. 1.2).
4. Наносим размерные линии всех остальных параметров, характеризующих деталь, рассчитываем их значения и указываем обозначения и величины этих параметров на схеме.
На схеме дополнительно надо показать: верхнее отклонение размера детали ES как расстояние от линии, соответствующей размеру самой большой детали, до линии номинала; наибольший предельный размер Dmax как расстояние от линии самой большой детали в сторону ее нижней образующей, наименьший предельный размер Dmin как расстояние от линии самой малой детали в сторону ее нижней образующей.
Числовые значения недостающих величин определяются по известным зависимостям (они очевидны из схемы), а именно:
ES = EI + ТD = +0,009 + 0,039 = +0,048
/ EI = ES – ТD = +0,048 – 0,039 = +0,009 /
Dmax = D + ES = 45 + 0,048 = 45,048
Dmin = D + EI = 45 + 0,009 = 45,009
5. Определяем, какой вид детали и какое отклонение размера заданы по условиям задачи.
Определяем, какой вид детали и какое отклонение размера заданы по условиям задачи.
Заданное отклонение является основным, так как оно расположено ближе к линии номинала. Отклонение обозначено большими буквами, значит, оно относится к отверстию – задано отверстие.
6. Определяем, для какой системы посадок предназначена деталь и какой вид соединения она обеспечивает.
Заданная деталь является отверстием. В системе отверстия применяется только одно – основное отверстие (Н) с нижним отклонением, равным нулю. Заданное отверстие не является основным, значит, может быть использовано только в системе вала. В системе вала заданное отверстие обеспечит получение соединений с зазором: размеры отверстий больше размеров основных валов.
Задание №2
1. Задано: соединение с посадкой Æ .
2. Расшифровываем условное обозначение заданного соединения.
Номинальный размер соединения, а значит, и отверстия, и вала, равен 20 мм. Числитель буквенной дроби – Н6 – обозначает поле допуска отверстия, а знаменатель – k5 – поле допуска вала. Таким образом, в соединении применяется отверстие Æ20Н6 (номинал 20 мм, основное отклонение «Н» и квалитет «6») и вал Æ20k5 (номинал 20 мм, основное отклонение «k» и квалитет «5»).
Таким образом, в соединении применяется отверстие Æ20Н6 (номинал 20 мм, основное отклонение «Н» и квалитет «6») и вал Æ20k5 (номинал 20 мм, основное отклонение «k» и квалитет «5»).
3. Определяем значения основных отклонений и допусков.
Нормативные значения отклонений и допусков определяем по справочным таблицам из учебного пособия В.И. Анухин «Допуски и посадки» – СПб: Питер – 2004.
Для Æ20Н6 : основным является отклонение ЕI = 0 – из таблицы основных отклонений (см. стр. 168 учебного пособия), ITD = 13 мкм = 0,013 мм – из таблицы допусков (см. стр.166).
Для Æ20k5 : основным является отклонение ei = +2 = +0,002 мм – из таблицы основных отклонений (см. стр. 167), ITd = 9 мкм = 0,009 мм – из таблицы допусков (см. стр.166).
Определяем значения вторых отклонений размеров:
для отверстия:
ES = EI + IТD = 0 + 0,013 = +0,013;
для вала:
es = ei+ IТd = +0,002 + 0,009 = +0,011.
Сводим полученные данные в таблицу.
Отверстие
| Вал
| ||||||||
Æ20Н6
| Æ20k5
| ||||||||
| ном. | поле | ES | EI | ITD | ном. | поле | es | ei | ITd |
| 20 | Н6 | +0,013 | 0 | 0,013 | 20 | k5 | 0,011 | 0,002 | 0,009 |
4. Строим схему полей допусков.
Проводим горизонтальную прямую как линию положения верхней образующей номинального размера (отклонение от номинала равно нулю – нулевая линия (рис. 2.1).
2.1).
Рисунок 2.1 – Схема полей допусков гладкого соединения
Основное отклонение отверстия ЕI = 0. Это нижнее отклонение и лежит оно на нулевой линии, так как его значение равно нулю.
Второе отклонение будет верхним (ES) и, естественно, расположится выше нижнего отклонения (нулевой линии) на величину допуска. Откладываем от линии номинала вверх величину допуска на отверстие (ITD = 0,013) и получаем линию верхнего отклонения размера отверстия.
Основное отклонение вала ei = +0,002; это нижнее отклонение и лежит оно выше нулевой линии на расстоянии, соответствующем 0,002 мм. Проводим на этом расстоянии линию параллельно линии номинала и получаем линию, соответствующую наименьшему размеру вала.
Второе отклонение вала (верхнее отклонение – es ) будет располагаться выше нижнего отклонения. Откладываем вверх от нижнего отклонения величину допуска на вал (ITd = 0,009) и через эту точку проводим вторую горизонтальную линию, соответствующую наибольшему размеру вала.
Проводим между линиями отклонений отверстий и валов на произвольном расстоянии друг от друга по две вертикальных линии и получаем графическое изображение полей допусков отверстий и валов.
Записываем в полях допусков их обозначения (основное отклонение и квалитет), наносим размерные линии всех известных параметров и записываем над ними значения этих параметров. Для наглядности заштриховываем поле допуска отверстия (см. рис.2.1).
5. Наносим на схему размерные линии остальных параметров: размерные линии и обозначения «ES», «es», «Dmax», «Dmin», «dmax», «dmin», а также параметры посадок. По схеме видно, что поле допуска вала перекрывает поле допуска отверстия, значит, в соединении имеет место переходная посадка и будет иметь место как зазор, так и натяг – «Smax», «Nmax».
6. Рассчитываем и наносим на схеме значения всех параметров.
Если Вы не помните формулы для расчета, то их очень просто восстановить по схеме (рис. 2.1).
2.1).
Размер ES = EI + IТD = 0 + 0,013 = +0,013.
Размеру Dmax соответствует линия верхнего отклонения размера отверстия (ES), значит, Dmax = D + ES = 20 + 0,013 = 20,013.
Размеру Dmin соответствует линия нижнего отклонения размера отверстия (EI), значит, Dmin = D + EI = 20 + 0 = 20.
Аналогично определяется верхнее отклонение и предельные размеры валов:
es = ei + ITd = +0,002 + 0,009 = 0,011;
dmax = d + es = 20 + 0,011 = 20,011;
dmin = d + ei = 20 + 0,002 = 20,002.
Наибольший зазор будет иметь место, когда в соединение попадут наибольшее отверстие и наименьший вал; расстояние между линиями этих деталей и будет соответствовать наибольшему зазору (см. рис.2.1):
Smax = ES – ei = +0,013 – (0,002) = 0,011
или Smax = Dmax – dmin = 20,013 – 20,002 = 0,011.
Наибольший натяг будет иметь место, когда в соединение попадут наибольший вал и наименьшее отверстие; расстояние между линиями этих размеров и будет соответствовать величине наибольшего натяга (см. рис.2.1):
Nmax = es – EI = +0,011 – 0 = 0,011
или Nmax = dmax – Dmin = 20,011 – 20 = 0,011.
Допуск посадки равен сумме допусков на детали, входящие в соединение, т.е. Тпос. = ITD + ITd = 0,013 + 0,009 = 0,022. На схеме этот размер показать невозможно.
Если при расчете зазора (натяга) получается результат со знаком «минус», это значит, что в соединении имеет место не тот параметр, который мы рассчитывали, а противоположный, т.е. натяг (зазор).
7. Выполняем эскизы соединения и деталей.
Выполняем эскизы и на них тремя возможными способами обозначаем размеры соединения, отверстия и вала (рис. 2.2).
2.2).
Рисунок 2.2 – Указание на чертежах размеров гладких соединений и деталей
8. Даем характеристику вероятных условий работы соединения.
Соединение соответствует переходной посадке с равномерным распределение зазоров и натягов. (Nmax = 0,011, Smax = 0,011). Средний натяг (зазор) в соединении определяется как среднее арифметическое значение предельных натягов (зазоров). В случае, если в соединении имеет место и натяг, и зазор, то зазор рассматривается как отрицательный натяг, а натяг – как отрицательный зазор.
.
Таким образом, можно сделать вывод, что рассматриваемое соединение служит для центрирования деталей.
Задание №3.
1. Задано: Меньший диаметр детали (рис. 3.1) выполнен по квалитету 5 с допустимым биением образующей относительно оси до 0,05.
Рис. 3.1. Эскиз детали
2. Указываем на эскизе заданное отклонение.
В задаче сказано, что отклонение (биение) относится к образующей меньшего диаметра, поэтому стрелку, указывающую на нормируемый объект, направляем на эту образующую, а на горизонтальной линии строим прямоугольник, в первой части которого указываем знак условного обозначения отклонения (), а во второй части – значение самого отклонения (0,05). Условные обозначения приведены в табл. 3.2. Чтобы обозначить, относительно чего определяется отклонение, в третьей ячейке прямоугольника указываем базу. Условное обозначение базы представляет собой затемненный треугольник, опирающийся на ось (см. рис. 3.2) и ячейку с буквенным названием базы (буквы русского алфавита).
Рис. 3.2. Указание на чертежах отклонений формы, взаиморасположения поверхностей и шероховатости поверхности
3. Определяем, какой должна быть для заданных условий шероховатость, и указываем ее на эскизе.
В задаче сказано, что меньший диаметр должен быть выполнен по квалитету 5; из графика (см. рис. 3.3) следует, что квалитету 5 соответствуют шероховатости от Ra 0,4 до Ra 1,6. Принимаем среднее значение этих величин (Ra 1,0) и указываем его в соответствующем знаке на эскизе, на образующей меньшего диаметра.
рис. 3.3) следует, что квалитету 5 соответствуют шероховатости от Ra 0,4 до Ra 1,6. Принимаем среднее значение этих величин (Ra 1,0) и указываем его в соответствующем знаке на эскизе, на образующей меньшего диаметра.
4. Определяем возможные методы обработки интересующей нас поверхности.
Из того же графика (рис. 3.3) следует, что заданную шероховатость, а значит, и точность, можно обеспечить либо точением (чистовое точение, которое обеспечивает более высокую чистоту и точность), либо обычным шлифованием, которое обеспечивает заданную чистоту и точность.
Заданная точность и шероховатость может быть обеспечена чистовым точением или обычным шлифованием.
Приведенные зависимости справедливы при отклонении формы в пределах величины допуска. При отклонении формы в пределах 60% допуска шероховатость уменьшают в 2 раза, а при 40% – в 4 раза
Рис. 3.3. Взаимосвязь шероховатости поверхности
с точностью деталей и методами их обработки
Таблица 3. 2 — Условные обозначения допусков формы и расположения поверхностей.
2 — Условные обозначения допусков формы и расположения поверхностей.
| Группа допусков | Вид допуска | Знак |
Допуски формы
| Допуск прямолинейности | |
| Допуск плоскостности
| ||
| Допуск круглости | ||
| Допуск цилиндричности | ||
| Допуск профиля продольного сечения | ||
Допуски расположения
| Допуск параллельности
| |
| Допуск перпендикулярности | ||
| Допуск наклона | ||
| Допуск соосности
| ||
|
Допуск симметричности | ||
| Позиционный допуск
| ||
| Допуск пересечения осей
| ||
Суммарные допуски формы и расположения
| Допуск радиального биения
Допуск торцового биения |
|
| Допуск формы заданного профиля | ||
| Допуск формы заданной поверхности |
Задание №4.
1. Задано: соединение с посадкой D–20×82×92 ×8 .
2. Расшифровываем условное обозначение посадки.
Центрирующим размером является наружный диаметр D, равный 92 мм, который выполняется с повышенной точностью: втулка – по размеру 92Н7, а вал – соответственно по размеру 92h6. Внутренний диаметр d, равный 82 мм, в обозначении полей допусков не имеет и выполняется как свободный размер: втулка – по размеру 82Н11 и вал – по размеру 82а11. По ширине шлица втулка должна соответствовать размеру 8F8, а вал – 8f8.
Условное обозначение втулки должно содержать все параметры, характеризующие втулку: обозначение центрирующего размера, число зубьев, внутренний диаметр (как свободный размер), наружный диаметр со своим полем допуска, ширину шлица со своим полем допуска, т.е. D–20×82×92Н7×8F8. Аналогично обозначается и шлицевой вал: D–20×82×92h6×8f8.
2. Выполняем эскизы шлицевых соединений с размерами.
Выполняем эскизы аналогично изображенным на рис. 4.2 и наносим на них размеры в соответствии с заданным обозначением соединения, но в такой записи, которая нужна для изготовления деталей, т.е. с обозначением полей допусков на всех размерах.
Рис. 4.2. Эскиз шлицевого соединения с нанесенными размерами
6. Проводим анализ характера работы соединения.
По центрирующему размеру D = 92 втулка изготовлена с полем допуска Н7, а вал соответственно – h6. Из схемы, характеризующей значение величин основных отклонений, видно, что у втулки допуск начинается от нуля и идет вверх, а у вала он начинается также от нуля, но идет вниз. Таким образом, здесь будет иметь место подвижное соединение с нулевым гарантированным зазором, т.е. подвижное соединение с хорошим центрированием деталей.
По внутреннему диаметру d = 82 втулка изготавливается с полем Н11, а вал – а11. Из той же схемы видно, что у втулки допуск начинается с нуля и идет вверх, а допуск вала начинается с наибольшего удаления от нулевой линии, т. е. в соединении обеспечивается максимальный гарантированный зазор (по этому размеру детали соединяются с большой свободой).
е. в соединении обеспечивается максимальный гарантированный зазор (по этому размеру детали соединяются с большой свободой).
По ширине шлица b = 8 втулка изготавливается по F8, а вал – по f8. По схеме видно, что у втулки и у вала допуск начинается на одинаковом удалении от нуля: у втулки вверх, а у вала – вниз. Таким образом, обеспечивается значительный гарантированный зазор, т.е. свободное соединение деталей.
Допуски на вал/отверстие для зазоров и посадок с натягом
Engineering Fits
Кажется, что даже самые простые инженерные решения могут быть чрезвычайно сложными и сложными. Почти каждая механическая система включает в себя какое-либо соединение отверстия с валом, и в зависимости от конкретного применения машины может быть указано бесчисленное количество различных посадок. К счастью, имея надлежащие инструменты и знания о стандартизированных допусках на валы и отверстия, конструктор может построить что угодно: от посадок с натягом для установки центровочных штифтов до посадок с рабочим зазором для подшипников скольжения.
Зазор до посадок с натягом
Первый принцип, который следует усвоить, — это обозначение посадки соединения вал/отверстие. Обозначение посадки варьируется от посадки с зазором до посадки с натягом. Это интуитивно понятная концепция: посадка с зазором определяет посадку, при которой всегда будет зазор в соединении между сопрягаемым валом и отверстием. Даже при максимальном допуске вала и минимальном допуске отверстия вал сможет свободно проходить через сопрягаемое отверстие. И наоборот, посадка с натягом — это посадка, при которой всегда будет перекрытие в соединении между указанным сопрягаемым валом/отверстием, даже при минимальных значениях состояния материала, допускаемых валом, и максимальных значениях, допускаемых значениями допуска отверстия (т. отверстие и наименьший вал). Эта концепция проиллюстрирована на рисунке ниже как для посадки с зазором, так и для посадки с натягом.
Рис. 1. Иллюстрация посадок с зазором и с натягом (Источник изображения: Обсерватория MMT) посадка с натягом или с зазором в зависимости от фактических размеров изготовленных деталей. Существуют и другие обозначения соединений, которые существуют как дополнительные подразделения трех основных классификаций: посадки с зазором, переходная посадка и посадка с натягом.
Существуют и другие обозначения соединений, которые существуют как дополнительные подразделения трех основных классификаций: посадки с зазором, переходная посадка и посадка с натягом.
Как определить соответствие
После того, как основные определения будут поняты, проектировщик должен ознакомиться с общими рекомендациями, доступными для определения классификации соответствия для желаемого применения. Очевидно, что если соединение должно иметь возможность скользить или перемещаться, для таких применений, как механизм с опорным подшипником, следует указать какой-либо тип посадки с зазором. И наоборот, посадка с натягом, вероятно, потребуется, если относительное перемещение вала в отверстии недопустимо, положение вала должно точно контролироваться, посадка должна быть способна передавать вес и/или деталь не нужно разбирать для цели технического обслуживания. Переходную посадку можно использовать где-то посередине этих двух крайностей, когда в соединении допускается небольшое движение, чтобы облегчить сборку и разборку деталей.
Указание посадки
Стандартизированная номенклатура фитингов для вала/отверстия различает посадки на основе отверстия и на основе вала. Посадки представляют собой двухзначные буквенно-цифровые обозначения, где посадки основания отверстия отмечены заглавной буквой (H7), а посадки основания вала отмечены строчной буквой (h7). Это самая важная концепция, которую следует помнить при сортировке спецификаций посадки на вал/отверстие. Второй важной концепцией, на которую следует обратить внимание, является то, что посадки могут быть указаны с использованием либо отверстия, либо вала в качестве основной опорной базы. Это означает, что посадки можно задавать по существующим отверстиям или валам, что важно знать для целей проектирования, но в большинстве случаев решение о том, как построить соединение, исходя из контрольной точки вала или отверстия, остается за конструктором.
Отсюда идет процесс определения подгонки; в зависимости от посадки существуют различные возможные пары отверстий/валов. Например, при использовании базы отверстия H7 в качестве эталона для сильной посадки с натягом будет использоваться спецификация вала t6. Следовательно, спецификацию соединения можно просто описать как соответствие H7t6. Две сводные таблицы для эталонных посадок отверстий и валов показаны ниже, чтобы лучше проиллюстрировать концепцию.
Например, при использовании базы отверстия H7 в качестве эталона для сильной посадки с натягом будет использоваться спецификация вала t6. Следовательно, спецификацию соединения можно просто описать как соответствие H7t6. Две сводные таблицы для эталонных посадок отверстий и валов показаны ниже, чтобы лучше проиллюстрировать концепцию.
Рис. 2. Таблица часто используемых фитингов (подробные таблицы допусков посадок, а также многие другие ресурсы доступны в каталоге продукции MISUMI для валов. Эти ресурсы предоставляют проектировщику все, что необходимо для проектирования высокотехнологичной посадки для любого приложения.)
Эти классификации числовых посадок являются ключом, открывающим расчетные допуски посадки. Каждое обозначение отверстия и вала имеет требуемый диапазон допусков в зависимости от номинального размера отверстия и/или вала. Эти два диапазона допусков, взятые вместе, полностью характеризуют посадку и контролируют размеры как отверстия, так и вала.
Заключение
Хотя можно сказать гораздо больше обо всех различных обозначениях посадок и идеальном времени для использования каждого из них в различных механических приложениях, это краткое изложение тем должно дать инженеру-конструктору достаточно понимания, чтобы начать работа с таблицами посадок, указание посадок и получение значений допусков посадок для использования в расчетных допусках и исследованиях выравнивания.
Глоссарий технических театральных терминов. Сценарий
СМЕНА ДЕЙСТВИЯ
Смена декораций, освещения, костюмов, реквизита или других технических элементов между актами пьесы или мюзикла. Театрам с небольшим пространством за кулисами, возможно, придется переконфигурировать декорации, хранящиеся за кулисами, во время антракта, чтобы следующий акт прошел гладко.
ACT DROP
Викторианский натянутый и окрашенный холст. Используется в качестве визуальной стимуляции во время смены сцены и для обозначения того, что все еще впереди (конец обозначается ВКЛАДКАМИ ДОМА). Считается, что сегодня действуют только два — оригинальный в Gaiety Theater на острове Мэн и 19-й.Репродукция 96 в Театре Ее Величества, Балларат, Виктория, Австралия.
Считается, что сегодня действуют только два — оригинальный в Gaiety Theater на острове Мэн и 19-й.Репродукция 96 в Театре Ее Величества, Балларат, Виктория, Австралия.
Термин теперь используется для обозначения любой передней ткани или язычков, опущенных во время перерывов. Особенно пантомимы/мюзиклы.
В балете спуск акта позволял делать вызов занавеса перед антрактом.
Театр Гейети
Театр Ее Величества
АНИЛИНОВЫЙ КРАСИТЕЛЬ
Натуральный краситель глубокого проникновения, изначально изготовленный из каменноугольной смолы. Доступны красители на водной или спиртовой основе. Поскольку продукт окрашивает все, с чем соприкасается, следует использовать защитные перчатки и средства защиты глаз.
АНТИКВАРИАНТ
Движение, которое настаивало на исторически достоверных декорациях и реквизите на сцене. Более стилизованные раздвижные крылья были заменены более подробными бокс-сетами, включая архитектурные элементы, реквизит и мебель, соответствующие периоду времени, когда проходило шоу. Антиквариат переместился в театры в конце восемнадцатого века в Европе.
Антиквариат переместился в театры в конце восемнадцатого века в Европе.
ARBOR
Американский эквивалент CRADLE в системе полета с противовесом.
ARTIC
Сокращение для грузовика с шарнирно-сочлененной рамой. Грузовики длиной 40 футов (или более) используются для перевозки декораций, костюмов, реквизита и звукового и светового оборудования с места на место. Ряд компаний специализируются на переездах театральных и музыкальных гастролей по стране/миру.
Известен в США как SEMI (сокращение от Semi-Trailer, где прицеп-фургон только с задней осью тянет тягач).
AUTOCAD
Стандартная программа автоматизированного проектирования для архитекторов и дизайнеров. WYSIWYG содержит урезанную версию Autocad вместе с инструментами визуализации.
АВТОМАТИЗАЦИЯ
1) Функция, доступная на больших пультах микширования звука, позволяющая управлять приглушением каналов или даже перемещением фейдеров под управлением компьютера для обеспечения точного и воспроизводимого микширования.
2) Описывает метод, используемый вместо сценической бригады для перемещения фрагментов декораций шоу с большим бюджетом. См. МЫШЬ, ЛОПАТА, СОБАКА, НОЖ.
Scenic Automation на Theatrecrafts.com
AVISTA / A VISTA
Смена обстановки/декорации, не скрытая от зрителей. Этот метод становится все более популярным благодаря современным достижениям в области автоматизации сцены, когда все изменения набора можно выполнить за считанные секунды.
AXIS
(множественное число AXES). Индивидуально управляемый движущийся элемент, управляемый сценической автоматикой или системой управления полетом. Например, система, управляющая тремя летательными аппаратами, будет иметь три оси автоматизации.
ЗАДНЯЯ СТЕНА
Задняя стена сцены (неподвижная часть здания!). Иногда пустая кирпичная стена (часто окрашенная в черный цвет) является хорошим фоном для шоу, где театральная маскировка не является частью эстетики дизайна. В таких постановках с «голыми стенами» также могут быть полностью открытые осветительные установки, а не традиционная маскировка, даже открытые двери выхода со сцены.
По техническим причинам у некоторых шоу есть встроенная задняя стена, которая выглядит так, как будто это задняя стена театра, но на самом деле таковой не является (например, Билли Эллиот).
ФОН
См. ТКАНЬ.
ФОН
Декоративная подложка для декораций.
См. ТКАНЬ, КВАРТИРЫ.
Португальский: Fundo de Palco
ЗАДНЯЯ КРЫШКА
Петли, часто используемые в живописном строительстве.
ПОДКЛАДКА
1) Пейзажный элемент, который располагается за проемом в декорациях (окно и т. д.), чтобы скрыть технические зоны за его пределами. Также известен как Backing Flat
2) Деньги, вложенные в коммерческое производство (бэкером).
БАЛЯСИНА
Вертикальная балка, используемая в качестве компонента лестниц, парапетов, балконов и т. д. Система балясин вместе с перилами образует перила лестницы. Группа балясин (которые могут быть деревянными или каменными) вместе с настилом образуют балюстраду на балконе.
BANDWAGON
Колесная платформа на сцене.
Первоначально это был большой фургон, в котором ехал цирковой оркестр в цирковом шествии. Термин был впервые популяризирован П.Т. Барнум. Зрители парада уделили большое внимание фургону с оркестром, поэтому политики начали использовать фургон с оркестром в предвыборной кампании. Фраза «запрыгнуть на подножку» стала обозначать любого, кто использует популярную тенденцию для продвижения своих собственных целей.
BANJO
(США) Горизонтальная направляющая, вдоль которой проходит занавес (также известная как BANJO TRACK).
БАЗОВОЕ ПОКРЫТИЕ
Первый слой краски для придания сплошного цвета или для грунтовки поверхности и ее подготовки к более детальной покраске. Базовый слой может быть более дешевым типом краски, чтобы подготовить поверхность для более тонкого слоя цвета.
РЕШЕТКИ
1) Брус сверху и снизу полотна. Рейка Sandwich используется для подвески ткани.![]() Он состоит из двух плоских кусков дерева, скрепленных винтами, с краем ткани между ними.
Он состоит из двух плоских кусков дерева, скрепленных винтами, с краем ткани между ними.
2) Древесина, используемая для соединения квартир друг с другом для полетов.
3) Раздельные прожекторы, позволяющие смешивать цвета. См. также ОСНОВНОЙ РЯД. Решетки низкого напряжения обычно используются в качестве световых завес и для окрашивания. Известен в США как СТРИПЛАЙТ или ПОГРАНИЧНЫЙ СВЕТ.
4) Термин США взаимозаменяем с PIPE для летающего стержня.
СКАСКА
1) Наклонная кромка куска дерева или металла для сглаживания края и придания изделию большей привлекательности.
2) Инструмент, состоящий из двух поворотных рычагов, которые можно использовать для дублирования угла от одного объекта к другому.
БИЛЛИ БЛОК
Блок на коротком отрезке веревки, используемый для отклонения натяжения рабочей веревки или для подвешивания отдельного предмета при хранении.
БЛОК
1) Часть летательной системы театра — рама, в которой смонтированы один или несколько шкивов (шкивов).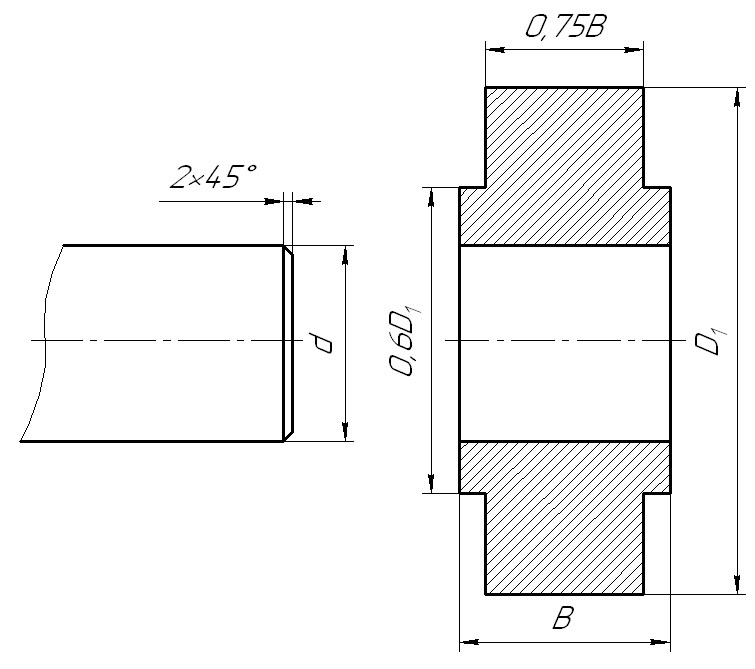
2) Деревянный прямоугольный ящик, на котором можно сидеть или стоять на репетициях или в драматических классах. Также известен как драматический куб или репетиционный куб.
БЛОЧНЫЙ ШКИВ
Шкив в раме, являющийся частью решетчатой системы над театральной сценой, по которому проходит трос для подъема предмета, либо временно размещенного в соответствии с требованиями шоу, либо как часть стационарной установки.
Также известен как LOFT BLOCK.
КРЕСЛО BO’SUN’S
Небольшое сиденье или люлька, закрепленная на веревке над шкивом, с помощью которого техник может быть поднят для работы в труднодоступном месте.
КНИГА КВАРТИРА
Две пластины, соединенные петлями на вертикальном крае, чтобы стоять отдельно и обычно использоваться в качестве подложки для дверного или оконного проема. Их всегда следует «запускать» откидным краем вперед, чтобы они не раскрылись. Книжные полки свободно стоящие при открытии под углом, что позволяет быстро устанавливать и компактно хранить. Бронирование описывает действие по открытию или закрытию книжной квартиры.
Бронирование описывает действие по открытию или закрытию книжной квартиры.
Квартиры. Типы и методы
БОРДЮРА
Узкий горизонтальный маскирующий элемент (флис или ткань), обычно нейтрального цвета (черный) для маскировки осветительной установки и летающих декораций от зрителей, а также для обеспечения верхнего предела сцена. Часто используется вместе с LEGS.
Испанский: Bambalina
BOSS PLATE
Металлическая пластина, прикрепленная к полу сцены, в которую можно вкрутить болт для крепления декораций.
BOTTLESCREW
(также сито для бутылок, сито для бочек) Резьбовое устройство, которое используется для натяжения проволоки или для обеспечения регулируемого звена троса для точной настройки высоты летающих декораций. (Известный в США как Turnbuckle)
BOX SET
Естественная обстановка целой комнаты, построенной из квартир, в которой отсутствует только ближайшая к зрителям сторона (четвертая стена).
Одиночный статический бокс-сет, который представляет более одной комнаты, называется КОМПОЗИТНЫМ НАБОРОМ (например, если гостиная и кухня постоянно находятся на сцене).
СТЯЖКА
1) Угловой укрепляющий брус внутри квартиры.
2) (Великобритания) Опора для декораций (flattage) на сцене
2a.) Раздвижной , зацепляемый за винтовую проушину на плоскости и утяжеляемый на полу (обычно известный как « Скоба сцены »)
2б). Французская скоба , прямоугольная нерегулируемая треугольная рама, сделанная из дерева и прикрепленная к плоскости штифтовыми петлями, чтобы ее можно было сложить для хранения. Если квартира остается на месте как часть коробочного набора, французскую распорку можно привинтить или прикрутить на место. Известен в США как Jack . На шарнирах его можно откинуть заподлицо с квартирой для хранения или полета.
См. также Джек (США для скобки).
Плоские – типы и методы
ВЕС СКРЕПЛЕНИЯ
Чугунный груз с прорезями, размещенный на ножке выдвижной или французской скобы для предотвращения смещения. Часто называется «Грузом сцены»
Часто называется «Грузом сцены»
ТОРМОЗ
1) Устанавливается на некоторые ролики (колеса), установленные под тележками сцены (передвижные платформы), чтобы удерживать их на месте.
2) Отдельный элемент, модернизированный для колесной платформы или декорации, который удерживает его на месте, обычно слегка приподнимая его над сценой, чтобы колесо не соприкасалось со сценой.
Тормоза в Flints Theatrical Chandlers
РАЗБОРКА
Обработка свежеокрашенных или новых реквизитов, декораций или костюмов, чтобы они выглядели состаренными, обжитыми или менее «новыми». Часто включает в себя разбрызгивание краски, чтобы добавить интерес и текстуру в области, где ее не хватает.
Разборка реквизита и костюмов
BRICOLAGE
Произведение искусства (или декорации или реквизит), сделанное из множества не связанных друг с другом предметов.
Статья в Википедии
МОСТОВОЙ ПОДЪЕМНИК
Лифт, который поднимает и опускает секции пола сцены, обычно с помощью электрических или гидравлических средств.
BROADWAY FLAT
Также известна как Театральная Квартира или просто Квартира!
Плоская театральная декорация, в которой обрамляющая древесина параллельна поверхности квартиры.
См. также ГОЛЛИВУДСКАЯ КВАРТИРА.
Квартиры — Типы и методы
СТРОЙКА
1) Во время построения графика освещения построить состояние из затемнения или добавить к существующему состоянию.
2) Повышение уровня света или звука. См. ПРОВЕРКА.
3) Период построения набора («Сборка»).
ВЫБОР
См. ВЫХОД.
БУНРАКУ
Стиль японского кукольного театра, в котором кукловод выносит куклу на сцену и виден на протяжении всего представления. Кукловоды высококвалифицированы и уважаемы в Японии, они обеспечивают голос, а также движения для невероятно детализированных марионеток.
О Бунраку
ТРОСОВАЯ РУКАВКА
U-образный зажим и седло, используемые для закрепления троса. Также известен как «бульдог», «собачья хватка» или «зажим для троса».
CAD
Автоматизированное проектирование. Использование компьютера для помощи с 2D-планами и чертежами или все чаще для 3D-визуализации того, как будет выглядеть декорация и как на нее повлияет освещение. См. также WYSIWYG.
РОЛИКИ
Колеса на ГРУЗОВИКЕ или под ВРАЩАЮЩИМСЯ.
ЦЕНТРАЛЬНАЯ ЛИНИЯ
Воображаемая линия, идущая вниз по сцене точно через центр отверстия авансцены. Отмечен как CL на планах сцены. Обычно отмечается на полу сцены и используется в качестве ориентира при разметке или сборке декораций. Нанесенную мелом линию можно использовать для обозначения линии в репетиционной комнате и на сцене.
Известен в США как CENTER LINE.
Хаус-центр / Хаус-центр — это центральная линия зрительного зала (которая обычно совпадает с линией сцены).
См. также ЛИНИЯ НАСТРОЙКИ.
ЦЕПНАЯ ТАЛЯ
Ручная или электрическая таль для подъема декораций и осветительного оборудования. Цепные тали крепятся к фиксированным точкам на площадке. Обычно используется для поднятия фермы освещения в нужное положение для гастрольных шоу или концертов.
Обычно используется для поднятия фермы освещения в нужное положение для гастрольных шоу или концертов.
КАРМАН ДЛЯ ЦЕПОЧКИ
Тканевый карман по ширине нижней части ткани или язычок, удерживающий цепочку, которая утяжеляет нижнюю часть ткани.
КОЛЕСНИЦА И ШЕРС
Предшественник современного метода автоматизации сцены с помощью мыши и сцены. Метод смены сцены, разработанный в 1641 году Джакомо Торелли, заключался в прорезях в полу сцены, которые поддерживали стойки (известные как столбы), на которых устанавливались квартиры. Столбы были прикреплены ниже уровня сцены к колесницам, установленным на роликах, которые движутся по гусеницам по сцене. Колесницы были связаны с канатами через шкивы, что позволяло менять все квартиры с помощью одной лебедки.
ЩЕЧНАЯ СТЕНА
Боковая стена, идущая вверх по краю лестницы/ступеней, перпендикулярно подступенкам.
CHIAROSCURO
(сущ.) В освещении или сценическом дизайне (и в мире искусства) Chiaroscuro означает использование контрастов света и тени, особенно для улучшения изображения персонажа и общего драматического эффекта.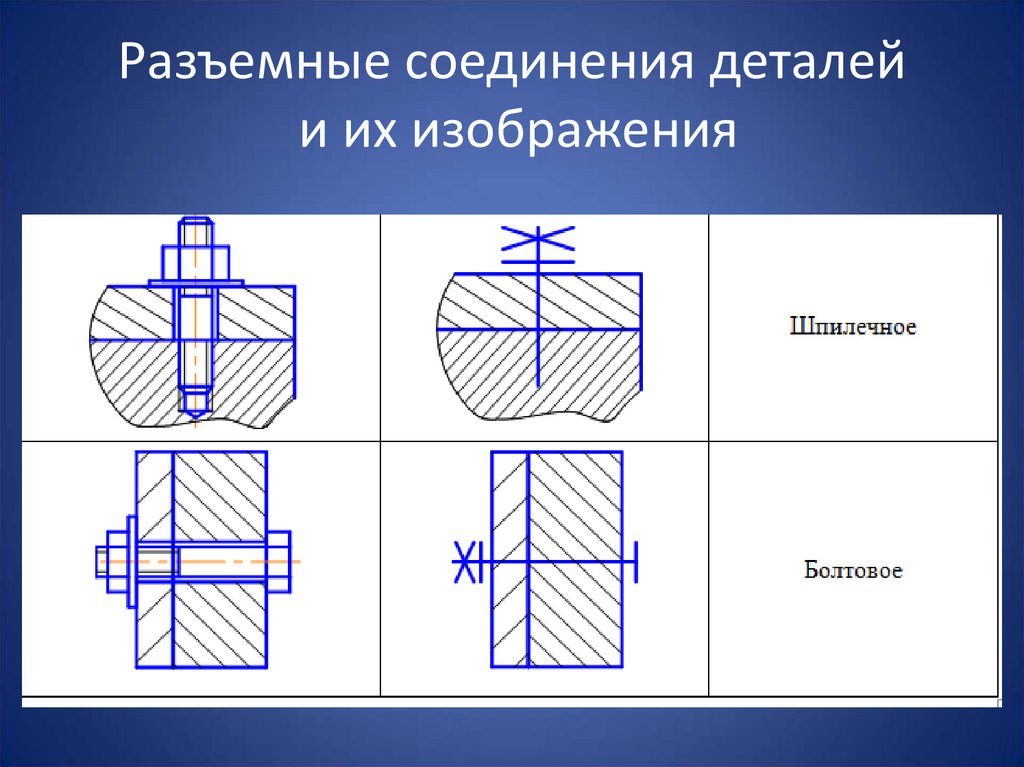 Многие художники считаются мастерами светотени (особенно Рембрандт, Караваджо и др.). От итальянских слов chiaro «ясный, светлый» и oscuro «темный». С веб-сайта Random House Word of the Day.
Многие художники считаются мастерами светотени (особенно Рембрандт, Караваджо и др.). От итальянских слов chiaro «ясный, светлый» и oscuro «темный». С веб-сайта Random House Word of the Day.
ЗАМОК ДЛЯ ГРОБОВ
Жаргонное название соединителя глухих панелей (также называемого стыковым креплением), часто используемого в индустрии развлечений для соединения сценических площадок или декораций встык или замков шкафов и крышек на дорожных чемоданах. Обычно это разъемы из двух частей (штыревой и гнездовой), которые стягиваются и фиксируются.
КОКСА ДЛЯ СЦЕНЫ
Одно из возможных решений для скользкой деревянной поверхности сцены — нанести шваброй разбавленный раствор кока-колы. Маленькую бутылку (500 мл / 20 жидких унций) следует налить в ведро для швабры, которое затем наполнить водой.
Коммерческие продукты (такие как SlipNoMore) будут иметь более умеренный эффект, с большей вероятностью прослужат дольше и будут менее привлекательными для тварей.
Лучший долгосрочный план — использовать виниловый танцпол поверх деревянной поверхности или обшить сцену оргалитом, а затем покрасить его.
SlipNoMore
ТЕОРИЯ ЦВЕТА
Наука о том, как работает цвет, может помочь художникам по свету, костюмам и декорациям сделать свою работу настолько яркой (или скучной), насколько того требует пьеса. См. ссылку ниже для получения информации.
Выбор и использование цвета
НОРМЫ СТРОИТЕЛЬСТВА (ПРОЕКТИРОВАНИЕ И УПРАВЛЕНИЕ) (CDM)
Правила Великобритании, введенные в 2015 году и касающиеся любого строительного проекта. Многие строительные проекты для живых выступлений (например, строительные площадки, фальшсцены и т. д.) подпадают под действие правил.
Веб-сайт Управления по охране труда и технике безопасности Великобритании
КОНТЕЙНЕР
Относится к стандартному морскому контейнеру, используемому для интермодальных грузовых перевозок (интермодальные средства для различных видов транспорта, от морского или железнодорожного до автомобильного).
Наиболее распространенные размеры: 6 м (20 футов) или 12 м (40 футов) в длину и 2,6 м (8 футов 6 дюймов) или 2,9 м (9 футов 6 дюймов) в высоту.
Их можно нанять по очень низкой недельной ставке, но они несут высокие транспортные расходы. Они бесценны для создания сухого хранилища на мероприятиях, а также используются в киноиндустрии и индустрии мероприятий в качестве опорного каркаса для огромных декораций / конструкций.
ШПИЛЬКА
США: Металлическая застежка со шплинтом с двумя ножками, которые изгибаются во время установки, используется для скрепления металла вместе, как скоба или заклепка.
Великобритания: Коттер; В машиностроении штифт или клин, проходящий через отверстие для плотной фиксации деталей друг к другу
ЗЕНКОВАНИЕ
(Столярное дело) Для увеличения края предварительно просверленного отверстия для создания фаски, позволяющей вдавить головку винта в отверстие. древесины так, чтобы она находилась на одном уровне или ниже поверхности древесины.
СОЕДИНИТЕЛЬ
Оборудование, используемое для соединения двух других предметов вместе.
Обычно относится к МУФТЕ ЛЕСА (также известному как ЗАЖИМ ДЛЯ ЛЕСА или ЗАЖИМ ДЛЯ ТРУБЫ).
Зажим для строительных лесов известен в США как Cheeseborough и, как полагают, был назван в честь компании Chesebro-Whitman Company из Нью-Йорка.
ПОПЕРЕЧНЫЙ РЕЗ
Установленный инструмент с циркулярной пилой на направляющей, позволяющей пилить поперек куска дерева. Торцовочная пила должна быть оснащена защитными ограждениями и электрическим тормозом, чтобы снизить риск причинения вреда пользователям.
CYRO
Сокращенное от Cyro Acrylite, это листовое акриловое изделие (торговая марка Acrylite).
ТАНЦПОЛ
1) Виниловое напольное покрытие, обычно хранящееся на пластиковой или картонной трубке, которую раскатывают и приклеивают к полу сцены, чтобы создать поверхность, подходящую для танцев. Танцпол должен быть оставлен для адаптации к комнатной температуре, иначе он не будет лежать ровно. Доступно множество различных типов напольных покрытий, включая различные цвета и степени амортизации, и продукт может быть известен по названию производителя (например, Marley Floor, Harlequin Floor).
Доступно множество различных типов напольных покрытий, включая различные цвета и степени амортизации, и продукт может быть известен по названию производителя (например, Marley Floor, Harlequin Floor).
2) Деревянный пол, который либо пружинит от природы, либо имеет резиновые прокладки под ним, которые поглощают удары и создают поверхность, на которую исполнители могут прыгать, не повреждая колени или другие суставы, поскольку пол поглощает удары.
Немецкий: Tanzteppich
DEAD HANG
Точка крепления прямо к сетке / балкам над сценой, а не к летающему стержню.
ПЕТЛЯ
Петля, используемая в качестве углового кронштейна.
МЕРТВЕЙЦ
Также известен как КНОПКА МЕРТВЕЦА (DMB). Это ручка, которую техник должен сжать, чтобы выполнить предварительно запрограммированную последовательность автоматизации. Если по какой-либо причине соответствующий технический специалист не находится на рабочем месте, система не разрешает запуск последовательности.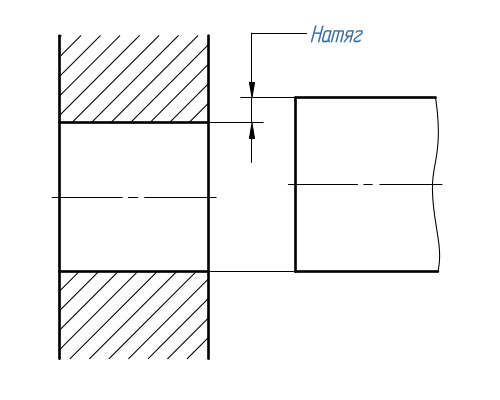
ПАЛУБА
1) Пол сцены/трибуны (например, «Летите этой плоскостью на палубу») [известно на немецком языке как bühnenboden ]
2) Кассетная дека/дека для записи.
3) Платформа со стальным каркасом и деревянным верхом, используемая со сменными опорами (торговые названия включают Steeldeck, Metrodeck (производство Maltbury), ProDeck).
ДЕКОР
См. КОНСТРУКТОР КОМПЛЕКТАЦИИ.
DFR (долговечная огнестойкость)
Описание ткани, обработанной для придания огнестойкости и способной выдержать несколько стирок, прежде чем потребуется повторная обработка. Подробную информацию смотрите у производителя. См. также NDFR и IFR.
ДВЕРЬ КВАРТИРА
Элемент декорации, состоящий из стены с рабочей (практической) дверью.
ДВОЙНАЯ ПОКУПКА
Летающая система с противовесом, в которой люлька/стойка перемещается на половину расстояния от махового стержня, оставляя боковую стену сцены под полами мух свободной от летательного оборудования. Колыбель системы двойной закупки требует в два раза больше противовесов, чем система одинарной закупки, уравновешивающая тот же вес.
Колыбель системы двойной закупки требует в два раза больше противовесов, чем система одинарной закупки, уравновешивающая тот же вес.
Провод, идущий между люлькой и летающим стержнем, является линией покупки.
КОЛОНКА ВРАЩАЕТСЯ
См. ВРАЩАЕТСЯ.
ДРАМАТИЧЕСКАЯ ПАУЗА
Короткая пауза (несколько тактов) в исполнении реплики актера, чтобы подчеркнуть момент или усилить предвкушение.
Важно, чтобы DSM не выкрикивал следующую строчку, в то время как ведущий актер делал драматическую паузу.
БОЛТ
Вертикально установленный металлический болт, который можно использовать для размещения и удержания колесной платформы или другого элемента на сцене. Также известен как тростниковый болт.
СУХАЯ КИСТЬ
Сухая кисть — это техника рисования, при которой используется относительно сухая кисть, которая все еще держит краску. Кисть наносится на сухую поверхность (например, бумагу или грунтованный холст). Полученные мазки кисти имеют характерный колючий вид, которому не хватает гладкости, которую обычно имеют смывки или смешанные краски.
Полученные мазки кисти имеют характерный колючий вид, которому не хватает гладкости, которую обычно имеют смывки или смешанные краски.
DUTCHMAN
Лента или материал, используемый для покрытия швов между плоскостями или для покрытия петель перед покраской.
Малярная лента работает хорошо.
Процесс тейпирования иногда называют DUTCHING.
DUVETYNE
См. MOLTON.
КРАСИТЕЛЬ
Окрашенное вещество, которое химически связывается с подложкой/материалом для изменения цвета этого материала.
ВИД
Рабочий чертеж, обычно выполненный в масштабе, показывающий вид сбоку декораций или осветительной установки. См. ПЛАН.
В США термин «возвышение» относится к переднему возвышению. Вид сзади показывает заднюю часть живописных элементов. Вид сбоку на набор известен как «разрез».
См. также ВОЗВЫШЕНИЕ ХУДОЖНИКОВ.
КОНЕЦ НА
Традиционная схема рассадки зрителей, при которой зрители смотрят на сцену с одного направления. Это расположение сидений соответствует театру Proscenium Arch.
Это расположение сидений соответствует театру Proscenium Arch.
Также известен как Proscenium Staging .
Конечная сцена может быть разделена на 9 областей: верхняя часть сцены справа, верхняя часть сцены в центре, верхняя часть сцены слева, центральная сцена справа, центральная сцена, центральная сцена слева, нижняя часть сцены справа, нижняя часть сцены в центре, нижняя часть левой сцены.
См. также ТЯГА, В КРУГЛЕ, ТРАВЕРС.
ВХОД
1) Часть декорации, через которую актеры могут выходить на сцену.
2) Действие актера, выходящего на сцену (например, призрак выходит слева за кулисами, епископ выходит справа за кулисами).
ESCAPE ROOM
Escape Room — это интерактивная живая игра, в которой ваша команда оказывается в ловушке в комнате (или ряде комнат), пока вы не сможете решить ряд головоломок. Типичные квесты имеют ограничение по времени около 60 минут.
В них могут участвовать живые актеры, но часто присутствуют мультимедийные элементы, а также световые и звуковые эффекты и широкий набор реквизита, который действует как подсказки (или контейнеры для подсказок).
Они имеют много общего с иммерсивными театральными представлениями и пользуются огромной популярностью во всем мире.
Escape Room стр.
ВЫХОД
1) Часть декорации, через которую актеры могут покинуть сцену.
2) Действие актера, уходящего со сцены (например, пожарный выходит из-под сцены справа).
3) Режиссура, показывающая, когда персонаж должен покинуть сцену. Один из самых запоминающихся — из пьесы Шекспира «Зимняя сказка» «Выход, преследуемый медведем» . Преследуемый персонаж — Антигон, лорд Сицилии, которому было приказано бросить маленькую принцессу Пердиту.
4) Маршрут из зрительного зала наружу для использования публикой в экстренных случаях. Обозначается светящимся ЗНАКОМ ВЫХОД, который окрашен в зависимости от видимости (зеленый в Великобритании/Европе, красный в США). Знаки выхода должны оставаться видимыми для публики в любое время, а местные законы о лицензировании объектов регулируют необходимость постоянного освещения, а также размер знака и т. д.
д.
ЛИНИЯ ГЛАЗ
Линия горизонта на нарисованном пейзаже.
ФАСАД
Фальшфасад для сценической декорации, обычно изображающей здание.
Термин, используемый в киноиндустрии для обозначения уличной обстановки на заднем дворе, которая представляет собой просто передние стены, поддерживаемые каркасом лесов, чтобы удерживать их.
ЛОЖНАЯ ПЕРСПЕКТИВА
Метод сценического дизайна, благодаря которому здание или декорации кажутся больше, чем они есть на самом деле. Масштаб объектов, которые должны быть дальше от наблюдателя, уменьшен, чтобы они казались еще дальше, даже если это не так.
ФАЛЬШПРОЦЕНИУМ
Временный каркас, образованный живописным полотном или вертикальным плафоном внутри арки авансцены. Используется для уменьшения размера проема при размещении небольшой декорации на большой сцене.
См. АРКА ПРОСЦЕНИУМА.
ФАЛЬШ-СЦЕНА
Пол специальной сцены, уложенный для постановки. Например, чтобы позволить грузовикам, направляемым по гусеницам, прорезанным в этом фальшполе, перемещаться по стальным тросам, проходящим в неглубоком (2 или 3 дюйма) пространстве между фальшполом и исходным полом сцены. Фальшивая сцена также необходима для установки револьвера на сцену.
Например, чтобы позволить грузовикам, направляемым по гусеницам, прорезанным в этом фальшполе, перемещаться по стальным тросам, проходящим в неглубоком (2 или 3 дюйма) пространстве между фальшполом и исходным полом сцены. Фальшивая сцена также необходима для установки револьвера на сцену.
FEV
Сокращение от French Enamel Varnish, краситель, представляющий собой смесь шеллака и красителя, разведенных в денатурате.
FIBERGLASS
Комбинация стекломата и смолы, из которой можно сформировать прочную оболочку. Используется в бутафории (и многих других отраслях).
Также известен как GRP (пластик, армированный стекловолокном).
КАМИН КВАРТИРА
Декорация, состоящая из частичной стены и камина. Еще одна ПЛОЩАДКА находится за камином, чтобы скрыть линии обзора.
FITCH
Кисть для рисования из натурального ворса, используемая для нанесения пятен или других техник искусственного покрытия.
ОГНЕЗАЩИТНЫЙ
Обработка, позволяющая сделать реквизит, костюмы, драпировки и любые другие пористые материалы пригодными для использования на сцене за счет снижения риска возгорания. Предмет, обработанный антипиреном, ограничивает или препятствует распространению огня, не поддерживая горение.
Предмет, обработанный антипиреном, ограничивает или препятствует распространению огня, не поддерживая горение.
FLAMECHECK — это широко используемая обработка, подходящая для широкого спектра материалов.
FLIPPER
Узкий плоский шарнирно соединен с более широким.
ПЛАВАЮЩАЯ
1) Действие, при котором большая плоскость падает с вертикали на поверхность, чтобы она амортизировалась вытесняемым ею воздухом. Следует соблюдать осторожность при плавании на пыльных сценах, так как при приземлении на плоской поверхности могут разлететься частицы.
2) См. Поплавки.
ПОПЛАВКИ
Техника установки набора квартир в горизонтальное положение на полу сцены путем снятия грузов и распорок, обеспечения чистоты площадки и наличия у людей защитных очков. квартиры, и толкая их так, чтобы они амортизировались давлением воздуха и благополучно приземлялись на палубу.
Известен как Deixar caure на каталонском языке, souffler un decor на французском языке, Op de wind на голландском языке.
Квартиры – типы и методы
ПЛАСТИКОВАЯ ЧАСТЬ
Деталь декораций или маскировка, которая подвешивается над сценой на летающей системе.
БРУСЬЯ
Металлические стержни, к которым крепятся декорации и фонари для полета над сценой.
ПОЛ(Ы) МАШИНЫ
Высокая рабочая платформа на стороне(ах) сцены, с которой обслуживаются стропы. Нередки также места для розеток для подключения пролетных осветительных приборов к диммерам, а иногда и место для освещения. Известна в США как Fly Gallery.
FLY RAIL / FLYRAIL
Первоначально это была структура, где стропы/веревки привязывались, чтобы удерживать декорации и другое летное оборудование на месте. С появлением систем с противовесом это относится к области, в которой работает летающая система. Также известен как PIN RAIL или, в Великобритании, FLY FLOOR.
FLY TOWER
Расширение стен сцены, позволяющее поднимать декорации до тех пор, пока они не исчезнут из поля зрения публики, и поддерживать РЕШЕТКУ. Известен как «мухи». Идеальная башня для мух должна быть более чем в два раза выше, чем у профессионалов. арка и, как говорят, имеет «полную высоту полета». Нагрузка на сетку передается на землю через стены театра. Известен в США как Fly Loft , а в Европе — Stage Tower .
Известен как «мухи». Идеальная башня для мух должна быть более чем в два раза выше, чем у профессионалов. арка и, как говорят, имеет «полную высоту полета». Нагрузка на сетку передается на землю через стены театра. Известен в США как Fly Loft , а в Европе — Stage Tower .
ЛЕТАЮЩАЯ РЯДКА
Носят актеры, которые должны «летать» в рамках действия пьесы (обычно в Питере Пэне или пантомимах). Привязь для полета мастерски подогнана к актеру и полностью протестирована и сертифицирована как безопасная перед использованием профессионалами. Кабели прикрепляются к привязи обычно на бедре или посередине спины с помощью быстросъемного запирающего механизма с карабином. Есть компании, которые специализируются на такого рода проволочных работах, и нет никакого оправдания тому, чтобы всегда не пользоваться услугами профессионалов. См. также КИРБИ ПРОВОД.
Веб-сайт Flying by Foy
Kirby’s Flying
Веб-сайт Aerial Effects
FLYING IRON
Такелаж — металлическая полоса, предназначенная для ввинчивания в нижнюю направляющую плоского или другого элемента декораций с прикрепленным кольцом, к которому можно прикрепить тросы. соединены с помощью скобы.
соединены с помощью скобы.
ПЕНА
Также известен как пенопласт.
Foamcore — это легкий и легко режущийся материал, используемый для монтажа фотоотпечатков, в качестве основы для обрамления картин, изготовления масштабных моделей и в живописи. Он состоит из плиты пенополистирола, облицованной с двух сторон плотной бумагой. Срезы легко держать прямыми, а детали можно склеивать, образуя сложные формы, которые широко используются дизайнерами декораций для коробок с моделями наборов.
Model-Making на Theatrecrafts.com
СТОПЫ
1) Действие по закреплению нижней части лестницы, пока коллега поднимается по ней (например, «Вы можете сделать это для меня, пожалуйста? Я буду всего пару минут ‘).
2) Держите нижний край квартиры ногой, в то время как коллега поднимает ее верхнюю часть в вертикальное положение (известное как «удержание квартиры»).
РАСШОРОТ
Визуальный эффект трехмерного объекта, который кажется короче (в ракурсе), если смотреть на него под малым углом.
Эту технику можно использовать в сценической живописи, чтобы усилить эффект объемности, наряду с другими техниками, такими как принудительная перспектива.
ЧЕТВЕРТАЯ СТЕНА
Воображаемая стена коробки, через которую зрители видят сцену. Конвенция четвертой стены — это устоявшаяся конвенция современного реалистического театра, где актеры выполняют свои действия, не замечая зрителей.
Когда актеры обращаются к публике напрямую, это называется «Ломая четвертую стену». См. также ОТДЕЛЬНО.
ФРАГМЕНТИРОВАННЫЙ НАБОР
Набор терминов дизайна для натуралистического набора, включающего мебель и т. д., но имеющего лишь частичные стены / архитектурные элементы. Края установленных стенок могут быть обрезаны по прямой или зубчатой линии, в соответствии с эстетикой дизайна/тональностью производства.
ФРАНЦУЗСКАЯ СКОБА
См. СКОБА.
FRENCH DRAPE
Сценический занавес / драпировка, которая открывается от центра в диагональном направлении, создавая привлекательный гофрированный вид. Стиль движения занавеса известен как FRENCH ACTION.
Стиль движения занавеса известен как FRENCH ACTION.
ФРАНЦУЗСКАЯ КВАРТИРА
Живописная квартира, которая устанавливается в нужное положение, обычно с помощью французских скоб, поддерживающих ее в нужном положении. Распорки шарнирно прикреплены к плоскости, поэтому их можно сложить, чтобы их можно было безопасно выбросить во время смены сцены. Состоит из ряда квартир, скрепленных между собой рейками. Также известен как француз.
Балетки – типы и методы
ПЕРЕДНЯЯ ТКАНИ
Ткань, хорошо развевающаяся в нижней части сцены, перед которой разыгрываются короткие сцены, в то время как большая смена сцен выполняется «без шума» за кулисами. (Обычно в мюзиклах и пантомимах).
FULLERS EARTH
Гидрированный алюмосиликат или кальциево-бентонитовая глина (также известная как бентонит), используется в химии в качестве фильтра и в качестве связующего вещества при смешивании порошковой краски для использования на текстиле. Также используется в полиграфии, а также в театре, кино и на телевидении для состаривания и протирания декораций и костюмов. Как и в случае с любой пылью, избегайте прямого вдыхания или попадания в глаза.
Как и в случае с любой пылью, избегайте прямого вдыхания или попадания в глаза.
Создавая беспорядок на сцене
НАПОЛНЕНИЕ
Драпировки, выполненные с глубокими «сборками», имеют полноту – обычно требуется не менее 50% дополнительной ткани, измеренной в изголовье и изножье.
МЕБЕЛЬ
Предметы, предназначенные для выполнения определенных функций в доме или на работе (например, стул, стол, шкаф, полки, комод, платяной шкаф).
G-ЗАЖИМ
Скобяной крепеж для соединения двух предметов вместе. См. также Крючковый зажим.
GATE
1) Точка фокусировки в месте профиля, где расположены жалюзи и куда можно вставить диафрагму или гобо.
2) Единая базовая секция складной трибуны.
3) См. ШУМОВЫЕ ВОРОТА.
МАРЛЯ
Ткань относительно грубого переплетения. Используется неокрашенным для рассеивания сцены, воспроизводимой за ним. Окрашенная марля непрозрачна при наклонном освещении спереди и становится прозрачной при освещении сцены за ней. Доступно множество различных типов марли;
Доступно множество различных типов марли;
Марля «Акулий зуб» наиболее эффективна для трансформаций, поскольку является наиболее непрозрачной.
Марля Vision используется для рассеивания света и поддержки срезанных тканей.
HoloGauze ™ представляет собой металлизированную сетку, оптимизированную для голографических иллюзий прямой проекции.
Также известен как Scrim, American Mesh.
Гобеленовая ткань используется для изготовления гобеленов и имеет менее грубое переплетение, чем театральная марля, но подойдет для небольших представлений.
Вуаль / Сетчатый материал для штор хорошо подойдет и хорошо проецируется (поскольку нить намного тоньше хлопчатобумажной марли).
Голографическая марля
См. также Освещение с помощью марли/сетки
НЕМЕЦКАЯ МАСКИРОВКА
См. МАСКИРОВКА.
ПОДГОТОВКА
Процесс перемещения декораций, реквизита и другого оборудования в театр до начала подготовки. (также известные как LOAD IN (США) и BUMP IN (Австралия) и PACK IN (Новая Зеландия))
(также известные как LOAD IN (США) и BUMP IN (Австралия) и PACK IN (Новая Зеландия))
ГУСЕНИЦЫ СЪЕМА
Иногда сокращается до СБРОСА. Средство для актера уйти с трибуны, высокого уровня и т. д. вне поля зрения публики. Обычно ступает. Также известна как ESCAPE STAIRS
GET-OUT
Перемещение всего производства за пределы площадки и обратно на склад или в транспорт. Обычно предшествует забастовка (при которой набор снова разбирается на составные части.
Get Out также известен как Load Out (США), Bump Out (Австралия) или Pack Out (Новая Зеландия).
ГЛАЗУРЬ
Глянцевая отделка, наносимая в качестве последнего слоя на окрашенный пол сцены (также доступна матовая/плоская отделка).
GRAND CURTAIN
(США) Вкладки главного дома в зале. Обычно это вариация синего или красного цвета, хотя более нейтральный серый цвет часто лучше подходит для сцен, разыгрываемых перед ним, или для использования цветов и гобо в качестве подогревателя вкладок.
БОЛЬШОЙ ЗАНАВЕС
См. БОЛЬШОЙ ЗАНАВЕС.
ЗЕЛЕНАЯ СУМКА
Перед смертью актеров 17-го века на сцене лежала зеленая байка, чтобы их костюмы не нуждались в чистке. Это также было полезно для зрителей, особенно если ткань была застелена во время антракта на полпути к выступлению.
См. также ЗЕЛЕНАЯ КОМНАТА.
С РЕШЕТКОЙ
Любой летающий элемент, поднятый как можно выше в мушки, т. е. до предела хода строп, считается сеткой.
ГЛАВНЫЙ ПЛАН
Масштабный план (сверху) театральной сцены или декорации, позволяющий всем техническим отделам убедиться, что все правильно вписывается в доступное пространство. На плане показаны все предметы, стоящие на полу сцены, и любые постоянные предметы, которые будут влиять на постановку, а также положение любых летающих предметов. План декораций позволяет дизайнеру по свету четко определить точное расположение всех предметов, и на нем будут нарисованы стены сцены, чтобы команда управления сценой и менеджер по производству могли планировать мебель и устанавливать движения за кулисами.
Типичный масштаб составляет 1:24 (от 0,5 фута до 1 фута) или метрически 1:25 (от 1 см до 0,25 м). Площадки имеют базовый план, показывающий авансцену, стены, места для сидения и т. д., на котором можно нарисовать отдельные декорации и планы освещения.
GROUNDROW
1) Длинный элемент декораций, расположенный у основания задника, обычно для маскировки самого низа ткани или фонарей, освещающих ткань.
2) Разделенные прожекторы на уровне пола, используемые для освещения нижней части тентов и т. д., часто маскируются пейзажем нижнего ряда.
ПОДВЕСНОЙ ЖЕЛЕЗ
Крепление скобяных изделий, закрепленное в нижней части задней части подоконника, к которому крепится подвесной трос.
ДВП
Инженерный продукт из дерева, изготовленный из сильно спрессованных древесных волокон. Он дешевый и износостойкий. ДВП с закалкой в масле более устойчива к износу, более водонепроницаема и используется в качестве поверхности пола сцены. Одна торговая марка в США — Masonite.
Одна торговая марка в США — Masonite.
Статья в Википедии
ГЛАВНЫЙ ПЛОТНИК
Руководитель плотницкой бригады, которая изготавливает деревянные детали декораций. Эту бригаду иногда называют «Карпами» или «Чиппи».
HEAD FLY
Руководитель летной бригады, ответственный за подъем декораций или других объектов над сценой.
ГОЛОВЫ НА СЦЕНЕ!
Громкое предупреждение (часто просто «Орешки!») для сотрудников, чтобы они знали об активности над ними. Также используется, когда объект падает сверху.
КОНОПЛЯ
Тип веревки, используемой для полета, сделанной из волокон, найденных в коре растения каннабис.
НАБОР КОНОПЛИ
Простейшая летательная система, состоящая из ряда пеньковых канатов, продетых через шкивы на сетке и закрепленных на полу мухи на планке. Обычно к летающему элементу прикрепляются три веревки, названные по их положению относительно пола мухи (короткая, центральная и длинная). Эти имена используются при прокачке летающего предмета и присвоении ему мертвого. Три веревки натягиваются или впускаются вместе, иногда для работы требуется более одного человека. Театр, в котором используется летающая система из конопли, известен как Hemp House.
Эти имена используются при прокачке летающего предмета и присвоении ему мертвого. Три веревки натягиваются или впускаются вместе, иногда для работы требуется более одного человека. Театр, в котором используется летающая система из конопли, известен как Hemp House.
ПЕТЛЯ
См. ШПИЛЬНАЯ ПЕТЛЯ, ПЕТЛЯ ЗАДНЕЙ КРЫШКИ, ПЕТЛЯ MARIE TEMPEST.
КОМПЛЕКСНЫЙ
(со ссылкой на сценографию) Комплексный подход. Сценография — это целостный подход к изучению и практике всех аспектов дизайна в перформансе, что означает, что он включает в себя освещение, сценографию, дизайн костюмов, проекционный дизайн и т. д. в единой всеобъемлющей концепции.
HOLLYWOOD FLAT
Hollywood – это двухсторонняя деревянная квартира с гораздо более широким краем, чем обычно. Голливудские квартиры в основном используются в кино/телевизионном бизнесе. Более толстый край придает плоскости дополнительную устойчивость, ее можно легко закрепить на соседних плоскостях, и она больше похожа на настоящую стену на камеру.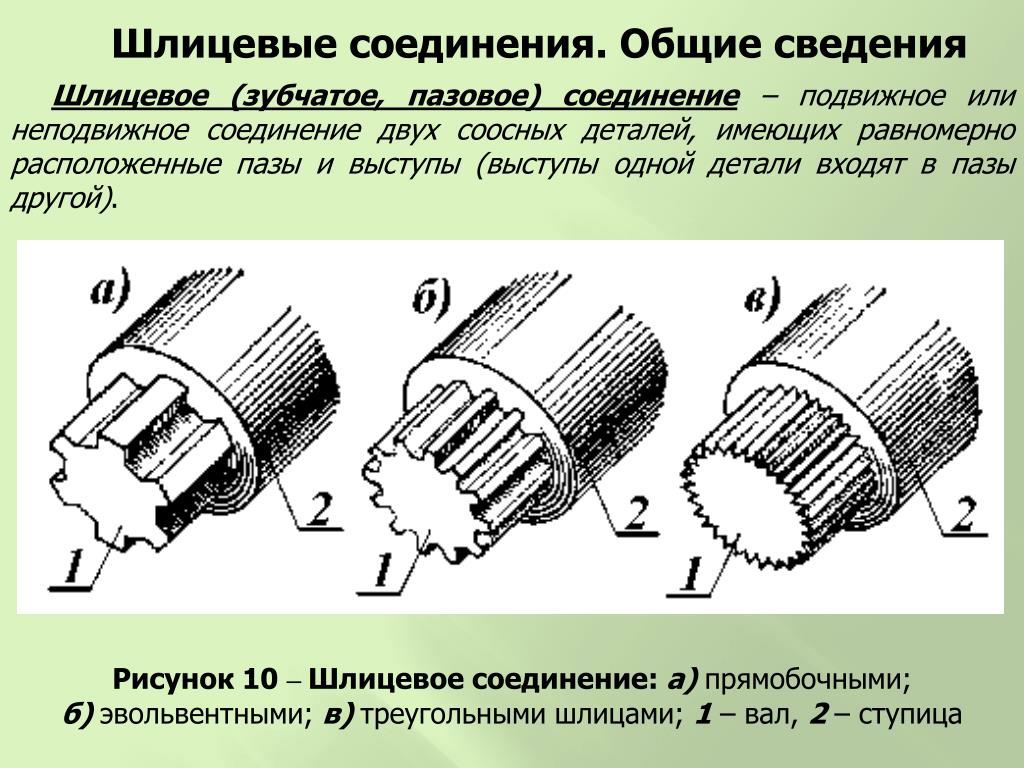 Также известен как квартира с телевизором или квартира-студия.
Также известен как квартира с телевизором или квартира-студия.
Квартиры – типы и методы
HOMASOTE
(торговая марка США) Тип конструкционной древесноволокнистой плиты, используемой для звукоизоляции, настила крыши и т. д.
Веб-сайт Homasote декорации (и др.).
Этот термин обычно связан с насыщенностью, которая представляет собой количество этого цвета.
ГИДРАВЛИЧЕСКАЯ
Система управления механизмами или движущимися объектами, использующая масло или воду под давлением для перемещения поршня или «цилиндра». Используется во многих крупномасштабных шоу для автоматизации смены сцены.
IFR (огнестойкая по своей природе)
Описание ткани, которая по своей природе является огнестойкой и останется таковой в течение всего срока службы ткани. Огнезащитные свойства являются характеристикой материала, а не последующей обработкой. Подробную информацию смотрите у производителя. См. также NDFR и DFR.
ИММЕРСИВНЫЙ ТЕАТР
1) Линейный спектакль, в котором место действия адаптировано/изменено, чтобы сделать его частью повествования истории. События Secret Cinema иммерсивны в этом смысле.
События Secret Cinema иммерсивны в этом смысле.
2) Часть нелинейного спектакля, в котором не театральная площадка была полностью преобразована в очень детализированный мир, в котором зрители могут свободно перемещаться и видеть различные части истории, исполняемые в соответствующих местах. Британская компания Punchdrunk создала концепцию, согласно которой зрители носят маски, которые позволяют им анонимно бродить по пространству.
Punchdrunk Theater
IN THE ROUND
Theatre in the Round — это форма рассадки зрителей, при которой игровая площадка со всех сторон окружена сидячими местами. Часто есть несколько входов через места для сидения. Особое внимание следует уделить сценической мебели и декорациям, так как обзор зрителей может быть легко перекрыт.
Постановщики сцены и режиссеры часто используют идею циферблата для описания положения актеров на сцене (например, проход, ближайший к технической точке, описывается как положение 12 часов, а другие проходы описываются как положение 3, 6 и 9 часов. )
)
См. также АРЕНА, ТЯГА, КОНЕЦ, ТРАВЕРС.
ВСТАВКА
Маленькая сцена внутри большой.
ISORA*
Пластиковый ЦИКЛОРАМ, используемый из-за его светопроницаемости. При освещении сзади источник света не виден сквозь пластик, что позволяет создавать сложные силуэты.
При использовании вместе с салфеткой BOUNCE (свет, направленный на отражатель, отражается на заднюю часть изоры) возможно очень гладкое покрытие.
ИТАЛЬЯНСКАЯ МАСКА
См. МАСКА.
ДОМКРАТ
1) Сегментированный аудиоразъем. Моноджеки имеют два соединения — наконечник и втулку, и являются несимметричными. Стереоразъемы имеют три соединения — наконечник, кольцо и рукав. Конфигурация часто сокращается (T = наконечник, R = кольцо, S = рукав), поэтому стереоразъем — это TRS, моно — TS.
Разъемы типа B (также известные как разъемы Bantam) изначально были разработаны для использования в телефонных станциях и обеспечивают высококачественное (и дорогое) соединение в jackfields.
Домкраты типа А более дешевые и распространенные, но более хрупкие. Домкраты типа А доступны в 2 размерах: четверть дюйма и восьмой дюйм.
2) (США) Шарнирная скоба. В открытом положении он держит квартиру или другой элемент декораций. Домкрат Tip представляет собой комбинацию домкрата и колесиков, позволяющую поддерживать или катить декорации. Когда он находится в положении, он наклонен в вертикальное положение. При перекатывании откидывается назад.
ДЖОНС, ИНИГО
Иниго Джонс (15 июля 1573 — 21 июня 1652) — первый значительный британский архитектор современности и первый, кто принес архитектуру итальянского Возрождения в Англию. Он оставил свой след в Лондоне отдельными зданиями, такими как Банкетный зал, Уайтхолл, и дизайном площади Ковент-Гарден, которая стала образцом для будущего развития Вест-Энда. Он также внес большой вклад в сценографию, работая в качестве театрального дизайнера для нескольких десятков маскарадов, большинство из которых по королевскому приказу, а многие — в сотрудничестве с Беном Джонсоном.
Ему приписывают введение подвижных декораций и арки авансцены в английский театр.
БАЛКОН ДЖУЛЬЕТТЫ
Платформа высокого уровня в театре или на сцене, подходящая для сцены балкона в «Ромео и Джульетте».
KABUKI DROP
Метод сбрасывания ткани с летающего стержня. Он состоит из стержня, который прикрепляется к стандартному летающему стержню и может вращаться. К стержню приварены штыри, на которых висит капля (капля имеет отверстия в верхней части, которые зацепляются за штыри). Обычно эти штыри находятся выше горизонтали, поэтому капля остается висящей. По сигналу шест поворачивается так, чтобы его зубцы были направлены вниз, и в результате капля падала.
KERF
Общая ширина разреза в куске дерева или металла (и т. д.), сделанного пильным диском.
КЛЮЧ
Раздел плана освещения или другой технической схемы, обозначающий, к чему относятся символы на плане.
Хотя многие символы стандартизированы, существуют вариации, и во избежание путаницы (или ошибок) при монтаже и размещении оборудования ключ необходим для обеспечения правильной интерпретации требований проекта.
Освещение Документы
ПРОВОД КИРБИ
Проволока, на которой летал актер.
Назван в честь Джорджа Кирби, который изобрел первую маятниковую летательную систему (в 1898 г.). Его компания Kirby’s Flying Ballet до сих пор поставляет летательное оборудование.
См. также ЛЕТАЮЩУЮ ПРИВЯЗКУ.
Kirby Flying — Страница истории
ЛЕСТНИЦА
1) Подъемное оборудование для подъема на рабочую платформу или для непродолжительных легких работ на высоте. См. ЗАРГЕС.
2) Непреодолимая конструкция в виде лестницы, на которой можно подвесить фонари вертикальной «стекой».
LAUAN (США)
Трехслойная фанера из крупнозернистой тропической древесины. Подходит для подложки, наполнителя или легкой распорки; не подходит для структурного использования или там, где желательна гладкая поверхность под покраску. Также известен как филиппинское красное дерево.
НОЖКИ
Вертикальная драпировка, установленная в качестве маскирующего элемента сбоку от рабочей зоны. Обычно устанавливаются парами на сцене и используются в сочетании с бордюрами, чтобы обрамлять взгляд публики.
Обычно устанавливаются парами на сцене и используются в сочетании с бордюрами, чтобы обрамлять взгляд публики.
Ноги подвешены к летающим перекладинам и обычно довольно узкие по ширине (1,5–3 м).
Мягкие ножки — ткань, твердые — балетки.
Одно из многих возможных происхождений фразы «Сломай ногу», означающей дополнительный вызов на бис после успешного выступления.
Французский: Pendrillon (также используется для более широких язычков, но не для сценических занавесов на всю ширину)
Дополнительная информация о Break A Leg
НАГРУЗОЧНЫЙ РЕМЕНЬ
См. РЕМЕНЬ С ХРЕПКОМ.
ГРУЗОВАЯ ОТДЕЛКА
Доступ в театр для декораций и другого оборудования. Также называется входом или погрузочной площадкой.
LUAN (США)
См. LAUAN.
MAHL-STICK
Короткая палочка, используемая художниками-живописцами для стабилизации руки, упираясь мягким концом в окрашиваемую поверхность.
ПЕТЛЯ MARIE TEMPEST
Дверная петля, усиленная винтовым рычагом, чтобы дверь не открывалась сама по себе на наклонной сцене. Назван в честь актрисы Дамы Мари Темпест (1864-1919).42).
Назван в честь актрисы Дамы Мари Темпест (1864-1919).42).
МАСКИРОВКА
Нейтральный материал или дизайнерский декор, который определяет зону выступления и скрывает технические зоны. (например, маскирующая квартира предназначена для того, чтобы заблокировать зрителям обзор за кулисами).
German Masking состоит из 3 наборов плоскостей или драпировок, выстилающих края пространства для выступлений (т. е. 2 стороны под углом 90° к арке авансцены и задняя часть пространства, маскируемая параллельно отверстию для сцен). Этот тип маскирования иногда называют «маскирование вверх и вниз», поскольку оно работает вверх и вниз по сцене. Сейчас этот термин, похоже, используется редко.
Французский: Pendrillonnage à l’allemande
Итальянское маскирование состоит из набора ножек и границ, которые расположены в конфигурации, аналогичной принудительной перспективе. Ноги внизу сцены расположены дальше всего друг от друга, и каждый набор ног, движущихся вверх по сцене, перемещается на сцену, при этом ноги за кулисами расположены максимально узко. Точные задействованные расстояния варьируются в зависимости от размера пространства и требуемой области действия. То же самое относится и к границам.
Точные задействованные расстояния варьируются в зависимости от размера пространства и требуемой области действия. То же самое относится и к границам.
Итальянский: quintatura
Жесткая маскировка состоит из однотонных полотен, а Мягкая маскировка представляет собой только шторы.
MASKING FLAT
Кусок сплошной декорации, используемый для того, чтобы зрители не видели закулисные (или нежелательные) области. См. также ГРАНИЦА, МАСКИРОВКА.
МАЛЯРНАЯ ЛЕНТА
Бумажная клейкая лента, используемая для обозначения границ окрашиваемой или распыляемой поверхности.
Великобритания: малярная лента, США: малярная лента
МДФ / МДФ.
Древесноволокнистая плита средней плотности. При резке МДФ необходимо использовать пылезащитные маски, так как смолы, используемые для скрепления плиты, могут быть опасны.
MISE EN SCÉNE
Хотя термин «постановка на сцену» на французском языке означает гораздо больше, чем декорации спектакля или мероприятия. Этот термин описывает все визуальные аспекты обстановки — реквизит, освещение, костюмы, а также декорации, а также то, как детали могут способствовать рассказу истории.
Этот термин описывает все визуальные аспекты обстановки — реквизит, освещение, костюмы, а также декорации, а также то, как детали могут способствовать рассказу истории.
ПЕРЕДВИЖНАЯ ПОДЪЕМНАЯ РАБОЧАЯ ПЛАТФОРМА (МПРП)
(часто сокращенно МПРП) Часть платформы доступа с колесной базой, которая иногда может быть самоходной с помощью оператора. Самый известный производитель — GENIE.
МОДЕЛЬ
Масштабная модель, предоставленная сценографом для помощи всем техническим отделам в координации и планировании производства. Используется в качестве эталона при сборке, покраске, декорировании и освещении декораций. Первым этапом изготовления модели является модель WHITE CARD, которая показывает форму набора, но не детали окраски/текстуры/цвета. После одобрения режиссером и примерного бюджета создается окончательная модель, которая должна выглядеть идентично готовой декорации на сцене. Это используется в качестве эталона художниками-постановщиками, дизайнерами по свету и т. д.
д.
Полностью детализированную модель набора иногда называют макетом .
Итальянский: Bozzetto
Изготовление макетов с белой карточкой
Королевский оперный театр. Проектирование и изготовление набора
MODELBOX
дизайнер. См. также МОДЕЛЬ.
2) Британский специалист по САПР в театре. Световые символы для программ САПР доступны для бесплатной загрузки.
Веб-сайт Modelbox
MOLTON
Molton, также известная под торговой маркой DUVETYNE, представляет собой хлопчатобумажную ткань средней плотности, непрозрачную, впитывающую и с начесом с обеих сторон, что делает ее дешевой заменой шерсти. Может быть обработан огнем, но по своей природе не является огнезащитным. Доступен во многих цветах от театральных / сценических поставщиков.
СТРЕЛО ДЛЯ ОБЕЗЬЯНИ
Палка с резьбой на одном конце и леской, используемой для скрепления двух соседних плоскостей вместе, что позволяет быстро и бесшумно соединять или разъединять их. Палочка остается прикрепленной к леске и плоскости, частью которой она является.
Палочка остается прикрепленной к леске и плоскости, частью которой она является.
МЫШЬ
Подвижная часть системы автоматизации сцены. Мыши тянутся по дорожкам тросами под полом сцены, в котором прорезана канавка, следующая за дорожкой. Мышей можно сделать полезными, вставив металлическую ЛОПАТУ через колесный элемент декораций в мышь, которая затем толкает или тянет декорации вместе с ней. Декорации иногда имеют дополнительные направляющие штифты, которые перемещаются по дополнительным направляющим, что позволяет сценическому элементу двигаться в более сложных направлениях.
В США Мышь называется СОБАКА, а Лопата — НОЖ.
МУССЛИН
Легкая хлопчатобумажная ткань полотняного переплетения.
NDFR (нестойкий огнезащитный состав)
Описание ткани, которая была обработана для придания огнестойкости, но после стирки ее необходимо будет повторно обработать. Подробную информацию смотрите у производителя. См. также DFR и IFR.
OISTAT
Международная организация театральных сценографов, техников и архитекторов.
Веб-сайт OISTAT
OLEO DROP
Способ крепления ткани/фона без свободного пространства. Ткань прикреплена к летающему стержню вверху и к ролику внизу. Рабочие линии вокруг валика позволяют сворачивать ткань, когда валик поднимается, так что открывается все, что находится за ним.
Также известен как ROLL DROP.
ОПЕРАЦИОННАЯ СТОРОНА
Сторона сцены (правая или левая сцена), откуда управляются стропы.
OSB
Сокращение на Ориентированно-стружечная плита , также известная как Аспенит или ДСП. Тип инженерной листовой древесины / пиломатериалов, похожий на древесностружечную плиту, образованный путем добавления клея, а затем сжатия слоев древесных стружек (хлопьев) в определенной ориентации (из Википедии).
OUT
В полете означает вверх (вне поля зрения).
ВЫНОСНАЯ ОПОРА
Выдвижная ножка для повышения устойчивости оборудования доступа (например, таллескопа, вышки-эшафота).
КОЛОННЫЙ ПРОЕКТОР (OHP)
Классный проектор, который обычно использовался до того, как цифровая проекция стала доступной, когда текст или изображения, напечатанные или нарисованные / написанные на горизонтально расположенной ацетатной (прозрачной пластиковой) пленке, можно проецировать через линзу и зеркало на вертикальную стену или поверхность. По-прежнему используется для создания теневых кукол в небольших приложениях (где яркие и четкие изображения можно получить с помощью маленьких марионеток, размещенных на горизонтальной платформе), а также в сценических / реквизитных приложениях, где линейный рисунок, напечатанный на ацетате, может быть значительно увеличен, чтобы проследить на нем. большой кусок декорации/ткани, подвешенный вертикально.
РАМКА ДЛЯ КРАСКИ
Большая вертикальная деревянная рама, на которую подвешиваются ткани для рисования. Рама часто имеет лебедку для легкого доступа.
ВОЗМОЖНОСТЬ ХУДОЖНИКА
Подробный рабочий чертеж покраски, необходимой для каждого сценического предмета или реквизита для постановки. Каждый элемент показан в масштабе спереди, поэтому необходимая покраска может быть четко видна. Художники-сценаристы используют высоту в качестве макета и руководства по цвету.
Каждый элемент показан в масштабе спереди, поэтому необходимая покраска может быть четко видна. Художники-сценаристы используют высоту в качестве макета и руководства по цвету.
ПАРАЛЛЕЛЬ
1) Складная рама, образующая основу переносной платформы.
2) В противоположность ПОСЛЕДОВАТЕЛЬНОСТИ при подключении двух нагрузок к одной розетке. Две нагрузки разделяют доступный ток, но получают одинаковое напряжение.
PASMA
Британская торговая ассоциация производителей вышек мобильного доступа. Аббревиатура означает Prefabricated Access Suppliers’ & Manufacturers’ Association Ltd.
PELMET
Узкая полоска ткани или дерева в верхней части двери или окна, чтобы скрыть фурнитуру. ЗАЖИМ ДЛЯ ЛАМАШНИ можно использовать для фиксации ламбрекена над окном на декорации.
PERIAKTOI
(греч.) Термин для обозначения трехгранных квартир, установленных на вращающемся основании. Используется в рядах для производства легко заменяемых подложек. Иногда неофициально известный как Tobelerones (или Tobes) из-за сходства с треугольной формой плитки шоколада.
Иногда неофициально известный как Tobelerones (или Tobes) из-за сходства с треугольной формой плитки шоколада.
PICKLE
Небольшой ручной контроллер мотора, подключаемый к кабелю лебедки или другой моторизованной системы.
ШПИЛЬНАЯ ПЕТЛЯ
Петля со съемным штифтом, используемая для соединения двух частей декорации (т.е. половина петли находится на каждой части декорации).
Первоначально произведен Triple E в Великобритании.
Петля с тройным Е-образным штифтом в коллекции Backstage Heritage
ТРУБЫ
Американский термин для перекладин, на которых крепятся декорации и фонари.
ПЛАН
Чертеж в масштабе, показывающий часть декораций, весь набор, схему освещения и т. д. сверху.
Планы освещения обычно рисуются на плане театра.
Вид со стороны декораций (или части декораций) называется ВОЗВЫШЕНИЕМ.
РУБОТНИК
Инструмент для обработки древесины, используемый для придания формы дереву путем проведения по нему лезвием.
PLEXIGLASS
(торговая марка) Лист из прозрачного акрилового пластика, используемый для замены стекла в ситуациях (например, на сцене), где настоящее стекло представляет угрозу безопасности.
Оргстекло изготавливается путем литья акрила, а не более дешевым методом экструзии, используемым для многих акриловых изделий.
ОТВЕС
Тонкий грузик (известный как отвес) на тонкой веревке, используемый для определения вертикальной линии на большом куске вертикальной декорации или подвешенной ткани.
PLY
Короткий для фанеры.
ПНЕВМАТИЧЕСКАЯ
Система, использующая сжатый газ для создания механического движения. В театре пневматические системы используются для перемещения тяжелых предметов, таких как платформы для сидения или постоянные декорации, на воздушных роликах . В старых театрах могут быть пневматические органы или надувные конструкции для определенных постановок. Также используются пневматические инструменты, такие как распылители краски и гвоздезабивные пистолеты.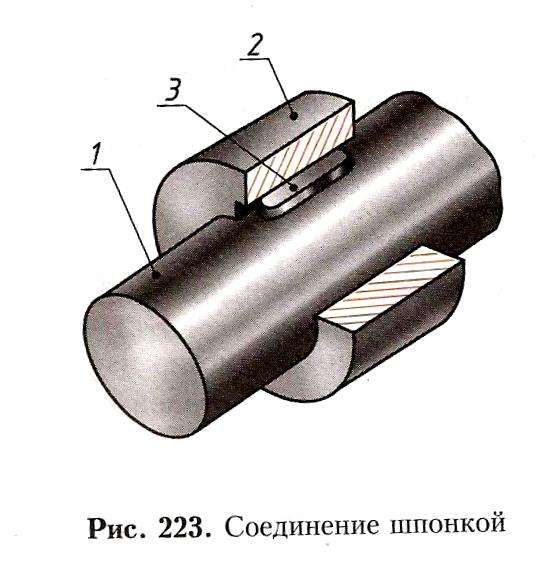
ПОДГЕР
Гаечный ключ с храповым механизмом с длинным стержнем, который можно использовать в качестве рычага для затягивания болта.
См. также Quad Spanner
ПОЛИСТИРОЛ
Этот легкий синтетический материал, также известный как Beadboard (США) или Styrofoam (торговая марка), идеально подходит для вырезания грубых фигур на сцене. Перед использованием на сцене его следует обработать огнезащитным составом. Такие продукты, как Rosco Foamcoat, обеспечивают огнезащиту, а также обеспечивают загрунтованную поверхность, готовую к покраске.
PORTA REGIA
(«Царские врата») Центральный вход в переднюю часть сцены, постоянный архитектурный фон сцены римского театра.
ПОРТАЛ
Арка, состоящая из крыльев/ножек и бордюра. Также декоративное обрамление, колонны и фронтоны или филигрань или другое, обрамляющее сцену.
На голландском языке portaalbrug (портальный мост) – это прочный портал, состоящий из горизонтального моста с установленной под ним световой балкой, а также двух вертикальных опор.
POST-MORTEM
(лат. After Death) После завершения производства или проекта рекомендуется проанализировать, что пошло не так (и что пошло хорошо), чтобы извлечь уроки из ошибок или успехов, чтобы обеспечить следующее производство / проект идет более гладко. Это известно как вскрытие (это также название исследования тела после смерти для установления причины смерти).
POUNCE
Набросок — это трафарет из крафт-бумаги с небольшими отверстиями, пробитыми (или пробитыми) в нем по линиям рисунка или макета. Трафарет можно нанести на часть набора, а на трафарет натереть кусочек мела, древесного угля или порошковой краски, чтобы цвет передавался через отверстия для штифтов. В качестве альтернативы, к трафарету несколько раз прикладывают набросочный мешок (сумка из грубой ткани, содержащая мел или уголь), чтобы мел или уголь переносились через трафарет на сценическое произведение.
Сценическая живопись Национального театра — Нападение
СИЗ
(Великобритания — здоровье и безопасность) Необходимое оборудование зависит от задачи и оценки риска, но может включать: ботинки/обувь со стальным носком, защитный головной убор, перчатки и т. д. , или любое рабочее устройство (например, выключатель света или кран).
д. , или любое рабочее устройство (например, выключатель света или кран).
Окно в наборе, которое должно открываться, является практичным окном.
Светильники, которые должны загораться на съемочной площадке, называются практическими, а если они подвешены к установке, они называются подвесными практическими.
ПРОИЗВОДСТВЕННОЕ СОБРАНИЕ
Собрание ключевого производственного персонала в течение нескольких месяцев, предшествующих выступлению или мероприятию. Цель встречи – прийти к соглашению по любым вопросам, возникающим во время репетиций или на этапе строительства, решить любые проблемы с бюджетом, утвердить подробные графики и обеспечить успешное продвижение процесса. Решения должны быть записаны и разосланы присутствующим и всем, кто не смог прийти на собрание.
ПРОФИЛЬ
1) Тип фонаря, по крайней мере, с одной плосковыпуклой линзой, которая проецирует контур любой выбранной формы, помещенной в его ворота, иногда с переменной степенью жесткости/мягкости. Профили включают в себя четыре металлических жалюзи, формирующих луч, гейт для установки диафрагмы или гобо и регулировку, позволяющую сделать луч гладким и ровным («плоским») или горячим в центре («остроконечным»). См. Бифокальное пятно, Профиль увеличения.
Профили включают в себя четыре металлических жалюзи, формирующих луч, гейт для установки диафрагмы или гобо и регулировку, позволяющую сделать луч гладким и ровным («плоским») или горячим в центре («остроконечным»). См. Бифокальное пятно, Профиль увеличения.
2) Фасонный элемент декора добавлен к краю плоскости вместо прямого края. Также известен как вырез.
3) Блокирующая запись для актера, который смотрит прямо за кулисы. Правый профиль смотрит за пределы сцены вправо, левый профиль смотрит за пределы сцены влево.
Типы фонарей
Обозначение блокировки
СВОЙСТВА
См. РЕКВИЗИТ.
МАСТЕР РЕПОРТАЖА / МАСТЕР РЕПОРТАЖА
Член творческой группы, который несет ответственность за весь реквизит, используемый в производстве (США).
РОППИНГ
Задача, часто выполняемая сценографом в Великобритании или художником-постановщиком в небольшой компании, по поиску / заимствованию / покупке реквизита для постановки.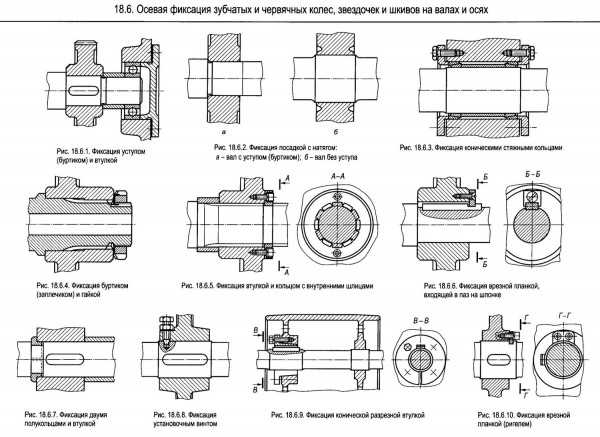
Очень важно вести четкую запись источника реквизита, чтобы его можно было эффективно вернуть в конце шоу. Справочники используются для обеспечения того, чтобы элементы соответствовали периоду производства.
РЕКВИЗИТ
(Недвижимость) Мебель, декорации и все большие и малые предметы, которые нельзя отнести к декорациям, электрике или гардеробу. Реквизит, с которым работают актеры, называется ручным реквизитом, а реквизит, хранящийся в костюме актера, называется ЛИЧНЫМ РЕКВИЗИТОМ.
RAG
(Австралия) Основной набор выступов на арке авансцены.
ПРОКАТКА ТРЯПКИ
Также известна как РЭГГИНГ. Техника рисования, используемая художниками-сценаристами для быстрого создания сложного текстурированного эффекта краски на большой площади. Сначала наносится базовый слой, которому дают высохнуть, затем наносится контрастный цвет, и, пока он еще влажный, скомканным куском тряпки прикасаются к области, чтобы удалить все еще влажный верхний слой в случайном порядке. В качестве альтернативы, для достижения того же эффекта можно провести по стене неравномерно завязанной тряпкой вокруг малярного валика.
В качестве альтернативы, для достижения того же эффекта можно провести по стене неравномерно завязанной тряпкой вокруг малярного валика.
РЕЙКА
1) См. плоский.
2) То же, что и флайрейл. В кинотеатрах США RAIL CUE — это то же самое, что и FLY CUE в Великобритании.
РЕМЕНЬ С ХРАПОВЫМ
Тканый ремень с храповым натяжителем, используемый для крепления груза в грузовике. Также известен как LOADSTRAP.
ВИЗУАЛИЗАЦИЯ
1) (3D-дизайн) Процесс создания реалистичного изображения в программе 3D-дизайна. В зависимости от мощности компьютера полностью визуализированное изображение может выглядеть так же хорошо, как фотография в реальном мире. Визуализированные изображения используются художниками по свету, живописи и мультимедиа для представления идей другим членам производственной группы.
2) (Дизайн) Искусство создания иллюстрации на бумаге, показывающей, как концепция дизайна будет выглядеть в готовом виде.
ВОЗВРАТ
1) Плоскости, соединенные с кромкой DS квартир комплекта или узла, которые «возвращаются» в крылья. Они помогают маскировать, а также не дают краям DS набора выглядеть необработанными.
Они помогают маскировать, а также не дают краям DS набора выглядеть необработанными.
2) Финансовый отчет, ежедневно или еженедельно предоставляемый управляющему театром менеджером по кассовым сборам с указанием сборов за спектакли (известный как кассовые сборы).
3) Направить вспомогательный сигнал обратно в звуковой микшер (см. также SEND).
REUTLINGER
Ряд регулируемых фитингов из стальной проволоки, которые можно использовать для подвешивания статического груза и легкой регулировки высоты. Доступен в Doughty Engineering.
Веб-сайт Doughty Engineering
REVEAL
Возврат под прямым углом к плоскости и указывает на толщину окна, стены, дверного проема и т. д.
ОБРАЩЕНИЕ И ПОВТОР
Сокращение, используемое в сценических чертежах для упрощения рисования сложных или детализированных объектов. Вместо того, чтобы пытаться точно воспроизвести серию деталей, нарисованных от руки, рисуется центральная линия, а другая сторона объекта рисуется как просто контур с надписью «R&R This Side» рядом с ним. При построении предмета в натуральную величину детали будут одинаковыми (но перевернутыми) на обеих частях.
При построении предмета в натуральную величину детали будут одинаковыми (но перевернутыми) на обеих частях.
REVOLVE
Поворотный стол, встроенный в пол сцены, на котором можно установить декорации, а затем вывезти их на обозрение. Может иметь электрический цепной привод либо как часть системы автоматизации, либо с помощью простых элементов управления пуском/остановкой, либо вращаться вручную. Вращение также может быть построено поверх существующей сцены.
Частичное вращение с неподвижной центральной секцией известно как ВРАЩЕНИЕ КОЛОНКИ.
В США Revolve часто называют TURNTABLE.
Немецкий: drehscheibe
См. также ЭТАП ВАГОНА, ЭТАП СКЛАДНОЙ НОЖ.
RIG
1) Изготовление или установка светового оборудования для конкретного производства.(сущ.)
2) Установка светового, звукового оборудования и декораций и т.д. для конкретного шоу.(глагол)
РИГГИНГ
1) Общий термин для систем и оборудования, которое подвешивает осветительное и сценическое оборудование над сценой или пространством для выступлений. Монтажники несут ответственность за первоначальную настройку оборудования, и должны быть строгие (без каламбура) системы для регулярного тестирования и проверки всего летного оборудования.
2) Процесс подвешивания фонаря/инструмента на осветительной штанге известен как монтаж фонаря. Это происходит во время сеанса такелажа, во время монтажа трубы/стержня и т. д.
Процесс установки инструмента выглядит следующим образом (предполагается, что световая полоса находится на уровне сцены):
— Проверьте план освещения/план буровой установки на предмет правильного расположения и положения приборов на осветительной штанге.
— Выберите следующий инструмент, как показано на плане
— Проверьте правильность работы прибора (это могло произойти ранее в тот же день)
— Повесьте инструмент на штангу. Затяните зажим.
— Направьте фонарь примерно в правильном направлении (как показано на плане)
— Подсоедините предохранительный трос вокруг стержня.
— Подсоедините кабель питания
— Подготовьте фонарь к использованию, вставив все необходимые аксессуары (например, цветную рамку с гелем или гобо в держатель гобо) и открыв шторки (если есть) или выдвинув ставни.
Положения крепления освещения
СТОЙКА
1) Любая платформа на сцене. Например, ряд площадок для хоровых представлений называется хоровыми стояками, трибуна, на которой располагаются ударная установка и барабанщик, — барабанными стояками.
2) Вертикальная часть ступени, определяющая высоту ступеней.
3) Микрофон, который можно поднять через небольшую ловушку в полу сцены на удобную для актера высоту. Обычно размещается сразу за кулисами, в центре сцены.
ROLL DROP (US)
См. OLEO DROP.
РОЛИК
Система, с помощью которой ткань можно сворачивать вверх/вниз вместо того, чтобы лететь внутрь/вылетать в театре, где нет вышки для мух или ограничена высота полета.
РОСТРУМ
(множественное число РОСТРА) Переносная площадка, обычно в виде разборного навесного каркаса (калитки) с отдельным верхом (крышкой).
RUCHE
(произносится как ROOSH) Складка или сборка ткани/драпировки.
RUNNER
1) Восхождение — сокр. для «беговой страховки». Промежуточное средство защиты, в котором размещается анкер, через который может проходить альпинистская веревка. В случае падения альпинист должен падать только настолько, насколько позволяет длина веревки между ним и установленной им самой высокой бегущей страховкой. Веревка поглощает энергию падения при условии, что страховка и страховка надежны, а бегущая страховка крепко держится.
2) Направляющая для язычков представляет собой пластиковую или деревянную опору на колесиках, в которую вставляется крючок для штор, который затем проходит по направляющей для язычков. На каждый крючок для штор должен быть один бегунок. Также известен как БОБИН. См. также ПУТЕШЕСТВЕННИК.
Представлено Крисом Хиггсом
БЕГУНЫ
1) Пара занавесок, разделяющихся по центру и движущихся горизонтально, особенно те, которые используются в нижней части сцены в эстрадных и ревю-постановках.
2) Лица, занятые в качестве помощников производства для выполнения случайных работ и поручений в течение производственного периода.
3) Полоски ковра, используемые за кулисами, чтобы заглушить обувь актеров во время выступления.
С.В.Л.
Безопасная рабочая нагрузка. Ожидаемая (и рассчитанная) весовая нагрузка, которую подъемное оборудование сможет безопасно выдерживать.
Этот термин теперь заменен термином WLL (предел рабочей нагрузки).
КРОМКА БЕЗОПАСНОСТИ
Датчик безопасности на краю части автоматизированной декорации (обычно движущейся платформы), который система автоматизации использует для обнаружения чего-то или кого-то не на своем месте и принятия соответствующих мер.
МЕШОК С ПЕСКОМ
Холщовый мешок или мешок, запаянный с одного конца и завязанный с другого конца, служил грузом. Мешок с песком можно прикрепить к неиспользуемому точечному тросу, чтобы он не проскальзывал обратно через шкивы и чтобы он мог лететь внутрь, не загрязняя соседнее оборудование.
НАСЫЩЕННОСТЬ
Количество цвета в состоянии освещения, окраске или дизайне костюма.
Этот термин обычно связан с оттенком, то есть цветом света, костюма или декораций (и т. д.).
Ненасыщенная обработка имеет меньше цвета, чем раньше.
SBTD
Общество британских театральных дизайнеров.
Веб-сайт SBTD
ЛЕСА
1) Система труб, хомутов и досок, которая используется в строительной отрасли для создания уровней для улучшения доступа к высоким зданиям во время строительства или обслуживания. Сокращено до Скаф.
2) Та же система может быть использована для строительства декораций при соответствующем контроле со стороны опытных / квалифицированных специалистов.
3) Каркасные трубы/трубы имеют диаметр 48 мм и используются в качестве вертикальных опор на платформенных системах различными производителями, включая Steeldeck, Metrodeck, Prolyte Staging и т. д. Первоначально каркасные трубы изготавливались из стали, а теперь обычно изготавливаются из алюминия, который имеет гораздо меньший вес. и, следовательно, с ним легче работать и безопаснее с точки зрения ручного обращения.
4) Турники для монтажа осветительного оборудования изготовлены из каркасных труб (диаметром 48 мм).
ПЕЙЗАЖ
Плоский декор на сцене и любые развевающиеся декорации или ткани, которые были собраны съемочной группой под руководством художника-декоратора для конкретного спектакля. Расположение декораций для конкретной сцены или части спектакля называется «декорацией».
КРАСКА SCENIC
Традиционно представляет собой смесь клея, воды и пигмента. Современная практика также приняла ПВС (эмульсионную глазурь) в качестве связующего вещества, которое можно использовать, когда декорации нужно мыть и использовать снова.
СЦЕНОГРАФИЯ
См. СЦЕНОГРАФ.
НОЖНИЧНЫЙ ПОДЪЕМНИК
Ножничный подъемник — это тип подъемной рабочей платформы (AWP), также известный как подъемное устройство, подъемная рабочая платформа (EWP) или мобильная подъемная рабочая платформа (MEWP). АРМ представляет собой механическое устройство, используемое для обеспечения временного доступа людей или оборудования в труднодоступные места, как правило, на высоте. Оператор обычно может перемещать MEWP по рабочей зоне на высоте, чтобы обеспечить безопасный доступ к широкой области на ровном полу. Ножничные подъемники также использовались в автоматизации сцены в качестве подвижной платформы, часто встроенной в подвижное основание. Ножничный подъемник используется потому, что это автономное устройство, для работы внутри которого не требуется никакой конструкции, и которое не выходит за горизонтальные размеры платформы.
Механизм для достижения вертикального подъема заключается в использовании связанных складных опор в форме крест-накрест, известной как пантограф (или ножничный механизм). Движение вверх достигается за счет приложения давления к внешней стороне самого нижнего набора опор, удлинения схемы пересечения и перемещения рабочей платформы в вертикальном направлении. Платформа также может иметь удлиняющуюся секцию моста, чтобы обеспечить более близкий доступ к рабочей зоне из-за присущих только вертикальному движению ограничений.
Сокращение ножничного действия может быть гидравлическим, пневматическим или механическим (через ходовой винт или реечную систему). В зависимости от системы питания, используемой на подъемнике, для перехода в режим спуска может не потребоваться питание, а достаточно простого сброса гидравлического или пневматического давления. Это основная причина, по которой эти методы приведения в действие подъемников предпочтительнее, поскольку они позволяют безотказно возвращать платформу на землю путем открытия ручного клапана.
ВИНТ ПРОУШИНА
Резьбовое металлическое кольцо, привинченное к задней части плоскости, для крепления распорки сцены. Иногда его называют тренерским глазом.
ТКАНИ
1) Грубая марля
2) Тонкая металлическая сетка, используемая для уменьшения интенсивности света от телевизионных фонарей без влияния на цветовую температуру.
3) Материал, похожий на пластиковую марлю, используемый для облицовки ограждений Heras на фестивалях и других мероприятиях в качестве частичного смотрового экрана, а также для того, чтобы ограждение гармонировало с окружающей средой.
См. также Освещение с помощью марли/сетки
SCUMBLING
Сценический метод создания атмосферы и текстуры на окрашенной поверхности путем нанесения тонкого слоя частично прозрачной ГЛАЗУРИ. Слой глазури может быть прозрачным или непрозрачным, но наилучшие результаты получаются с непрозрачными светлыми цветами на темной основе. Это может создать эффект облачности, потому что часть окрашенной поверхности остается видимой, но не вся.
РАЗДЕЛ
См. ВЫСОТА.
SERGE
Ткань, используемая для маскировки занавесей в театрах. Наиболее распространена черная шерстяная саржа с естественной огнестойкостью (IFR).
Шерстяной сарж на Showtex
НАБОР
1) Для подготовки сцены к действию. (глагол) — напр. — Вы расставили стулья для первого акта?
2) Полная постановка сцены или акта. (существительное) — например, «Какой набор для финала?» Французский: декоры.
См. также СБРОС.
ДЕКОРАТОР
Член художественной группы спектакля, который работает с режиссером над созданием сценического «образа» сцены на протяжении всего спектакля и любого сопутствующего реквизита. Иногда она / он также занимается дизайном костюмов.
Художник по декорациям работает с менеджером по производству, чтобы убедиться, что дизайн не выходит за рамки бюджета. Во многих театрах есть запас декораций, а это значит, что предметы можно повторно использовать, восстановив или перекрасив в другой постановке
В Европе сценографию иногда называют «декором».
См. также МОДЕЛЬ, СЦЕНОГРАФ.
Scenic Design на Theatrecrafts.com
МОДЕЛЬ ДЛЯ ДЕКОРАТИВНЫХ СРЕДСТВ
Сотрудник съемочной группы, ответственный за реквизит и мебель, необходимые на съемочной площадке. Эта позиция существует только в более крупных организациях. Декорации часто являются работой отдела сценического менеджмента.
ЛИНИЯ НАСТРОЙКИ
Воображаемая линия, идущая по ширине сцены вдоль арки авансцены, которая отмечена на плане и используется в качестве ориентира при планировании декораций, расстановки мебели и т. д. Обычно самая дальняя нижняя часть сцены может быть установлен, не загрязняя вкладки дома.
Известная в некоторых театрах как ГИПСОВАЯ ЛИНИЯ — это относится к краю стены авансцены за кулисами.
См. также ЦЕНТРАЛЬНАЯ ЛИНИЯ.
ШКИВ
Колесо в блоке шкивов, на котором закреплена проволока или канат.
ПРОКЛАДКА
Тонкий кусок материала, используемый для заполнения небольшого зазора между частями декораций или для уменьшения износа между двумя частями (например, сцены).
ТКАНИ ДЛЯ ВЫСТАВОК
Передняя ткань с рисунком, характерным для конкретного шоу, иногда с логотипом или названием шоу.
ЭЛЕМЕНТ ШОУ
Термин для элемента декораций или реквизита, необходимого для постановки.
НАБОР СКЕЛЕТА
Элемент декораций, состоящий из необлицованной/открытой каркасной конструкции из дерева или металла (часто леса).
СКОЛЬЗЯЩАЯ СЦЕНА
Большая сценическая платформа на колесах, которая может храниться в крыле и может перемещаться по сцене, обычно с механическим приводом. Обычен в крупных оперных театрах. Также известен как Stage Wagon.
Русский: фурка
SNAGGING
Термин в строительной отрасли, обозначающий процесс осмотра завершенного здания и составления списков проблем, поломок или недостатков в результате. Затем строительная компания устраняет эти «проблемы», чтобы их не было к тому времени, когда здание будет занято его «конечными пользователями». Термин также может применяться к тому же процессу проверки на наличие проблем, связанных со сборкой набора, прежде чем актеры будут освобождены от него.
КРЮЧОК
Пластиковый или металлический S-образный крючок, используемый для подвешивания язычков и т. д. Пружинная защелка предотвращает отсоединение крючка.
SNAP LINE
Мелованная веревка, которая, когда туго натягивается и «защелкивается», используется для разметки прямых линий на сцене или на декорациях в качестве вспомогательного средства рисования.
СУМКА ДЛЯ СНЕГА
Длинная узкая тканевая сумка, закрепленная между двумя перекладинами, наполненными искусственным снегом. Когда один из стержней влетает и вылетает, снег вытряхивается на сцену.
SNUB
Термин США. Захватить стропы на летящем предмете, чтобы предотвратить его движение, либо с помощью другой веревки, либо с помощью механического устройства блокировки строп.
ЛОПАТА
Толстое металлическое лезвие, которое вставляется через движущуюся декорацию в МЫШЬ, чтобы позволить системе АВТОМАТИЗАЦИИ управлять движением декорации.
В США Лопату называют НОЖОМ (а Мышь — СОБАКА).
РАШУБИРОВАНИЕ / РАШУБИРОВАНИЕ
Акт подготовки декораций к перемещению с помощью системы автоматизации сцены с использованием системы МЫШИ/ЛОПАТЫ.
SPANSET
(торговая марка) Производитель строп и страховочного снаряжения, чье имя часто обычно используется для кругового стропа. Спансет был создателем и популяризировал современную кольцевую петлю.
Веб-сайт Spanset
Дополнительная информация предоставлена Крисом Хиггсом.
БРЫЗГИ
Сценический прием, позволяющий художнику разбивать окрашенную поверхность, чтобы она выглядела более интересной, путем взмаха кисти и случайных брызг краски.
SPEEDRAIL
Система низкопрофильных зажимов для строительных лесов с шестигранным ключом для фиксации на месте. Используется для ряда театральных/выставочных проектов. Сделано Hollaender в США.
Веб-сайт Hollaender
SPONGING
Техника художника-сценографа по нанесению текстурированной краски на декорации или опоры путем погружения натуральной губки в краску и последующего нанесения ее на декорации.
SPOTTER
Член экипажа, в обязанности которого входит проверка безопасности полета предмета по сигналу. Иногда эту роль берет на себя летчик/оператор мух. Очень важно, чтобы ВСЕГДА было визуальное подтверждение того, что безопасно перемещать любой летающий объект. У постановщика сцены может не быть времени, чтобы проверить, что сцена свободна, прежде чем дать сигнал к полету, поэтому важно, чтобы кто-то еще имел право НЕ ЛЕТАТЬ, если кто-то или что-то находится не в том месте.
СКВИНТ
Чтобы уловить общее ощущение сложной сцены или объекта, художник часто (буквально) щурится, чтобы уловить общее ощущение сложной сцены или объекта, а не приближаться к нему фотографически (каждая деталь в резком фокусе), чтобы увидеть приближение цветового тона и света. /shadow в объекте или сцене и воспроизведите его, чтобы передать суть, не тратя слишком много времени на точные детали.
Это еще более важно для сценического искусства, где зрители могут находиться на расстоянии 20-30 футов от декораций, поэтому любые мелкие детали не нужны.
Искусство косоглазия — Дэвид Гаррисон
СТОЙКА СЦЕНЫ
См. СКРЕПЛЕНИЕ.
СЦЕНА ЛЕВАЯ/ПРАВАЯ
Слева/справа, как видно с точки зрения актера на сцене. (т. е. сцена слева — это правая сторона сцены, если смотреть из зала.)
сцена справа = OP (напротив подсказки) Французский: Cote Jardin, Нидерланды: Toneel Links (переводится на сцену слева!)
сцена слева = PS (Подсказка) Французский: Cote Cour, Нидерланды: Toneel Rechts (переводится как Stage Right!).
NB: Нидерланды, Португалия и Германия используют противоположное остальной Европе; т. е. сцена слева, Великобритания = сцена справа. Направления рассматриваются с точки зрения режиссера и зрителей, а НЕ актеров. В Португалии Isquerda (слева) является эквивалентом UK Stage Right, а Direita (справа) — эквивалентом UK Stage Left.
ПЛАН СЦЕНЫ
Схема, показывающая планировку сцены сверху, обычно со зрителями внизу плана. План нарисован в масштабе, поэтому его можно использовать для определения фактического положения предметов на сцене, чтобы их можно было воспроизвести, например, в репетиционной комнате.
ВЕС СТАДИИ
См. ВЕС БРАССА.
STAGECRAFT
Сценическое искусство относится к любому техническому аспекту театрального производства (а также иногда относится к производству фильмов/телепередач). Он включает в себя работу в технических областях, таких как освещение, звук, сценография, создание костюмов и реквизита, постановка сцены и грим. Обычно это НЕ относится к творческим/дизайнерским аспектам этих технических областей.
СТЕПЛЕР
Необходимый инструмент для крепления ткани к деревянным рамам / плоскостям.
STEELDECK
Торговая марка системы металлических каркасных площадок с деревянным верхом для строительных площадок, подступенков и сцен с опорами лесов любой высоты.
Система была изобретена Филипом Парсонсом в 1986 году, и его компания PL Parsons Ltd вывела продукт на рынок.
Стандартная дека размером 8 футов x 4 фута весит около 150 фунтов (68 кг) и выдерживает распределенную нагрузку более 4000 фунтов (1800 кг).
STIPPLE SPONGE
Губка, используемая художником-декоратором для нанесения случайного рисунка из капель краски на часть пейзажа. Эта техника известна как штриховка.
СТАНДАРТНЫЕ ПЕЙЗАЖИ
Стандартные декорации, используемые в различных представлениях. Во многих театрах есть плоские платформы или ростры, которые перекрашиваются и перенастраиваются для разных постановок. У более крупных компаний также есть стандартная мебель, которую можно использовать на репетициях или в постановках. Это возможно только в том случае, если у компании достаточно физического пространства для хранения всего.
ОБРАЗЕЦ
Образец ткани для демонстрации материала, который можно использовать в костюме или декорациях, или образец светящегося геля. Каталог всех гелевых красок определенного производителя называется КНИГОЙ ОБРАЗЦОВ.
Веб-сайт Rosco Supergel
НАПРАВЛЯЮЩАЯ ДЛЯ ТАБЛИЦ
Высококачественная прочная металлическая система направляющих для перевозки сценических штор (известных как петлицы) или декораций.
Производители включают Triple E и Halls.
Среди бывших производителей был Furse.
См. также RUNNER, WIPE.
TAB-TRACK
Направляющая для подвешивания и управления горизонтально движущимися шторами. Может управляться вручную или лебедкой.
TABS
1) Первоначально «занавески-картины», которые вытягивались наружу и вверх, но теперь обычно применяются к любым сценическим занавесам, включая вертикально летящий передний занавес (язычки дома) и особенно пару горизонтально движущихся занавесок, которые перекрываются в центре. и двигаться наружу от этого центра.
[На французском языке вкладки – Rideau. Основные вкладки или вкладки дома: Rideau d’avant-scène. На испанском языке основными вкладками являются Bambalinón.
Узкий сценический занавес, используемый для маскировки: Pendrillon
.
На итальянском языке вкладки Sipario .]
2) TABS — журнал, издававшийся Strand Electric в период с 1937 по 1986 год и посвященный сценическому освещению и другому оборудованию, производимому компанией. В архиве Backstage Heritage Collection есть полная коллекция журналов TABS, которые вы можете читать онлайн.
Архив ВКЛАДОК
ТАЛЕСКОП
(Торговое название) Выдвижная вертикальная лестница из сплава на регулируемой колесной базе. Платформа наверху достаточно велика, чтобы вместить одного человека. Используется для установки фонарей, фокусировки и т. д. Достаточно складывается, чтобы пройти через стандартный дверной проем. Аутригеры используются для стабилизации башни от бокового падения. Для перемещения и стабилизации телескопа используются два человека. Иногда известен как «ТАЛИ».
Алюминиевые изделия для доступа — Производитель и обслуживание Tallescope
Оборудование доступа
ТАТ
1) (сленг) Небольшие (но все же полезные) обрезки ткани или дерева.
Черная татуировка — это небольшой (но полезный) кусок черной ткани, который можно использовать в качестве маскировки за частью набора или для прикрытия чего-либо.
2) Сокращение от Torpedo Attack Trainer — ранний симулятор, созданный Strand Electric с использованием ряда световых эффектов. внутреннюю раму к сцене, а также для маскировки световых балок и верхних частей муховой башни. (известный в США как VALANCE)
ВРЕМЕННАЯ СЪЕМНАЯ КОНСТРУКЦИЯ (TDS)
(UK Health & Safety) Любая конструкция, построенная для мероприятия, будь то сцена, места для сидения, шатер или аналогичная наружная конструкция.
Веб-сайт Управления по охране труда и технике безопасности Великобритании
НАПЕРЕЧНИК
Защитная металлическая или пластиковая петля, используемая для усиления и защиты проушины на конце троса. Спецификации варьируются в зависимости от использования, но все они соответствуют основным правилам пропорции при формировании петли правильного размера для диаметра / типа веревки.
Представлено Крисом Хиггсом
БРОСОЧНАЯ ЛИНИЯ
Веревка, используемая для скрепления соседних квартир вместе с помощью скоб.
ЭСКИЗ МИНИАТЮРОВ
Серия небольших эскизов для изучения или пояснения, которые помогают показать концепции проекта и то, как их части могут выглядеть при построении. Часто содержит виды с разных ракурсов и может быть очень подробным, но отображать лишь небольшую часть общего дизайна.
ПОДБОРКА
(Столярные работы) Смещение двух гвоздей в деревянное соединение, чтобы они находились под противоположными углами друг к другу, что помогает сделать соединение жестким.
ПЕРЕКЛЮЧАТЕЛЬ
Опора в середине живописной квартиры (т.е. не поручни, образующие верхнюю или нижнюю часть квартиры), которая находится между вертикальными перекрытиями. Особенно важно для брезентовых квартир, где примерно через каждые 75 см (2 фута 6 дюймов) должен быть рычаг, чтобы обеспечить структурную прочность квартиры.
TORMENTOR TEASE*
ОПРЕДЕЛЯЕТСЯ
TORX
Тип винтового фитинга, состоящий из 6-конечной звезды. Этот тип шурупов все чаще используется в строительстве и живописи, так как он более износостойкий (и его труднее повредить головку), чем обычные шурупы Philips/Pozi-Drive.
Винты Torx также можно найти в некотором аудиовизуальном / бытовом оборудовании, внутри которого нет деталей, обслуживаемых пользователем.
Существует широкий диапазон размеров головок винтов Torx, которые обозначаются буквой «T», а затем числом. Распространенные размеры: T10, T15, T25 (хотя шкала варьируется от T1 до T100). Некоторые производители используют номера TX (а не T) для требуемого размера отвертки.
Статья в Википедии
TOURNETTE
Небольшая горизонтально вращающаяся платформа с вращающимся столом, на которую помещают глиняную посуду для росписи.
НАПРАВЛЯЮЩАЯ
1) Металлическая конструкция с направляющими, на которых размещаются карнизы для плавного открывания и закрывания штор.
2) Движение вбок летящего предмета или летящего актера. См. ЛЕТАЮЩУЮ ЖГУТ.
3) Отдельный канал записи звука. Большинство устройств воспроизведения/записи имеют две дорожки — левую и правую. Некоторые из них используются для многодорожечной записи и позволяют записывать четыре или восемь дорожек на стандартный носитель (см. также ЦИФРОВАЯ ЗАПИСЬ). На компьютеризированные системы можно записать гораздо больше дорожек. Наиболее важной особенностью многодорожечной системы является возможность одновременной записи и воспроизведения (например, запись вокала на второй дорожке с предварительно записанным фортепиано на первой дорожке).
4) Путь актера (или члена съемочной группы) в ансамблевом представлении с указанием ролей, которые они играют в каждой части шоу. Гибкий подход к таким выступлениям означает, что постановка может быть гибкой и иметь достаточное покрытие для периодов отпуска актеров и любых болезней, а также сохранять свежесть шоу для ансамбля. Шоу, в которых используется этот подход, включают Hamilton и The Lord of the Rings The Musical . Свинг-исполнителям перед выступлением сообщают, какие треки они исполняют в этот день. Иногда, если несколько человек отсутствуют, свинг исполняет несколько дорожек одновременно — тогда говорят, что они перекрывают разделенные дорожки.
ЛОВУШКА
Проем в полу сцены.
Могильная ловушка представляет собой заниженную прямоугольную секцию, используемую в Гамлет и т. д.
Ловушка для котла — это простое отверстие, через которое предметы можно передать в котел на сцене.
Звездообразная ловушка представляет собой набор треугольных подпружиненных створок в полу сцены, через которые актер может перемещаться из лифта под сценой.
Мембранная ловушка может закрываться вокруг объекта, позволяя ему проникать в ранее сплошную стену без видимого зазора вокруг нее. .
Поворотная ловушка представляет собой дверной проем или проем с центральной осью, которая позволяет ему вращаться (как вращающаяся дверь).
Ловушка для вампиров была изобретена для адаптации Джеймсом Планше 1820 года романа Полидори «Вампир ». В нем участвовали два рессорных листа, которые разошлись под давлением и тут же снова закрылись. Помещенный в пол или стену сцены, он мог создать впечатление, что фигура проходит сквозь твердую материю.
Корсиканская ловушка , созданная для экранизации романа Александра Дюма «9» Диона Бусико 1852 года.0019 The Corsican Brothers , включает в себя восходящую дорожку, по которой можно было передвигаться на колесной тележке, поднимающейся со сцены через ловушку из «щетины» — люк, покрытый щетиной, окрашенной в тон декорации. Оказавшись на сцене и на виду, дорожка была покрыта раздвижным механизмом, напоминающим стол с выдвижной крышкой; в этот момент ничего не было видно, кроме призрака, поднимающегося сквозь пол и скользящего по сцене. Эту ловушку также иногда называют Ghost Glide. (Вампирская ловушка и Корсиканская ловушка, определение из «Кабинета доктора Кейси»)
Подробнее о ловушках
TRAVELATOR
Моторизованный горизонтально движущийся ремень на уровне сцены, используемый для перемещения декораций или актеров на сцену и за ее пределы. Направление и скорость легко регулируются. Может использоваться для эффектных трансформаций и часто используется на поп- и рок-шоу, а также как способ быстрого перемещения мебели или актеров по сцене без сложной автоматизации.
ТРАВЕРС
Форма постановки, при которой зрители находятся по обе стороны от актерской зоны.
Также известна как постановка ALLEY или AVENUE.
См. также В КРУГЛЕ, КОНЕЦ, УДАР.
ТРАВЕРСНАЯ ТКАНЬ
Ткань, которая перемещается горизонтально по сцене на дорожке или канате.
ПОПЕРЕЧНЫЙ ЗАНАВЕС
Занавес, перемещающийся по сцене по направляющей.
ГУСЕНИЦЫ
Общее название любой сценической лестницы или набора ступеней, используемых на сцене. Ступенька лестницы называется проступь , а высота лестницы зависит от числа стояки . Длина лестницы называется и идет . Ступени могут быть как открытыми, так и закрытыми, что означает, является ли подступенок сплошным или нет. Каретка обеспечивает структурную поддержку ступеней и может быть как закрытой, так и открытой. Открытые ступени каретки не имеют ничего над верхней поверхностью каждого подступенка. Закрытые гусеницы могут иметь непрерывную конструктивную деталь, охватывающую края гусеничного блока.
ТРОМПЕ Л
Французский термин, означающий «обмануть или обмануть глаз». Техника, используемая художником-сценографом для создания иллюзии трехмерной сцены или объекта на двухмерном фрагменте декораций. Эффект часто используется в форме ВЫНУЖДЕННОЙ ПЕРСПЕКТИВЫ, когда декорация, частично существующая на сцене, кажется уходящей вдаль.
ГРУЗОВИК
1) Колесная платформа, на которой построена сцена или часть сцены для облегчения смены сцены. (например, «Эта сцена происходит в грузовике с балконом»). Также известен как ВАГОН.
2) (TV/film — глагол) Переместить колесную камеру вбок.
3) (Театр — глагол) Передвигать колесную платформу на сцену или за ее пределы. (например, «Давайте перенесем сцену в коттедже в конце второго куплета»)
САРЖА
Тип ткани с узором из диагональных ребер (в отличие от атласного или полотняного переплетения). Саржа часто используется для театральных штор, так как хорошо драпируется и скрывает поверхностные загрязнения/грязь/пыль из-за сложного рисунка. BOLTON TWILL — это саржа, производимая в британском городе Болтон. Он может быть изготовлен из различных огнезащитных материалов, включая NDFR и DFR.
ЕДИНАЯ КОНЦЕПЦИЯ ДИЗАЙНА
Архитектурный термин, относящийся к документу или серии чертежей, показывающих, как различные аспекты дизайнерского проекта связаны тематически и/или стилистически. Театрально единый дизайн связывает каждую сценическую часть с реквизитом, костюмами и даже рекламными материалами. Такие шоу, как «Король Лев», имеют очень сильную единую концепцию дизайна.
UNIT SET
Сценическая декорация, структура которой остается неизменной на протяжении всей постановки. Его можно добавить, добавив / переместив мебель или используя грузовики / вагоны для перемещения дополнительных декораций внутри него.
Бокс-сет — это тип набора, состоящий из плоских поверхностей, представляющих 3 стороны окружающей среды (заднюю стенку и боковые стенки).
ПОСТУПЛЕНИЕ
1) Самая удаленная от зрителей часть сцены. Это называется Upstage, потому что на ступенчатой сцене сцена наклонена вниз к публике, чтобы улучшить обзор. Самая дальняя от публики буквально выше из-за наклона сцены, поэтому перемещение от близкой к публике предполагает подъем по ступеням к «верхней части сцены».
US = Upstage, USC = Upstage Center. USL = Вверху слева. USR = Upstage Right (см. схему)
См. также ВНИЗ, НА СЦЕНЕ.
2) Когда актер перемещается за кулисы другого и заставляет жертву отвернуться от публики, он / она «отодвигается на второй план». Кроме того, актер, отвлекающий внимание от основного действия (передвигаясь или чрезмерно реагируя на происходящее на сцене), отодвигается на второй план.
USITT
Институт театральных технологий США.
Основана в 1960 году. Издатель журналов Theatre Design and Technology и Sightlines , которые доступны в Интернете (см. Публикации в разделе «Архив Theatrecrafts.com»).
Веб-сайт USITT
ПРАВДИВОСТЬ
Внешний вид реальности. В сценографии или дизайне костюмов требуемый уровень детализации полностью зависит от расстояния аудитории от декораций/исполнителей. Импрессионистический подход можно использовать там, где зрители находятся на большом расстоянии, без потери правдоподобия.
ВАГОН
(также известный как ГРУЗОВИК). Большая колесная платформа, которую можно перемещать по сцене либо вручную командой, либо с помощью системы автоматизации сцены. См. также ЭТАП ВАГОНА.
ЗАПАДНОЕ ПОБЕРЕЖЬЕ
(США) В кинотеатрах с уменьшенной высотой полета Западное побережье — это процесс связывания ткани или задника и привязывания его к летающей планке во время смены сцены, чтобы его можно было улететь из поля зрения. Считается, что он возник на западном побережье США, где быстрое распространение эстрадных театров с низкими башнями означало, что эта техника стала универсальной.
ВЛАЖНОЕ СМЕШИВАНИЕ
Техника рисования для объединения двух цветов в тонкую смесь, используемая для создания теней или эффектов затенения. Наносится первый цвет, затем сразу же сверху наносится второй цвет, пока первый еще не высох. Затем кисть используется для смешивания цветов по желанию.
ДИКАЯ СТЕНА
(Киносъемка) Часть декорации (например, стена в комнате), которую можно снять, чтобы позволить исполнителям или оборудованию пройти через нее, либо во время смены сцены, либо как часть эпизода. В кинопроизводстве декорации должны быть гибкими, чтобы члены съемочной группы и большие камеры могли снимать в местах, ранее занятых декорациями, особенно если это небольшая комнатная декорация.
В некоторых театральных постановках используются те же методы, чтобы создавать иллюзии или внезапные появления/исчезновения, или чтобы съемочная группа могла менять сцены в, казалось бы, закрытых местах.
НАБОР КРЫЛО И КАПЕЛЬ
Набор, состоящий из окрашенного задника и сопутствующих окрашенных занавесок-крыльев. Когда местоположение меняется, фон и набор крыльев вылетают и заменяются другим набором. Это часто встречается в опере, балете и (в Великобритании) пантомимах.
НАКЛАДКИ КРЫЛА
Накладки, закрывающие входы по бокам сцены (кулисы).
РАБОЧИЕ ЧЕРТЕЖИ
Чертежи, по которым плотники и другие техники могут построить декорации.
WYSIWYG
Акроним W шляпа Y или S ee I s W шляпа 8 Gou 9016. В основном используется в контексте программного инструмента для проектирования освещения и управления производством. Возможность потрясающего 3D-рендеринга состояний освещения и прямое подключение к пульту управления освещением. Обеспечивает точную предварительную визуализацию дизайна освещения и значительно улучшает взаимопонимание между режиссером/продюсером и художником по свету/сценаристам на ранних стадиях производства.
Информация о продукте WYSIWYG
ZARGES
(Производитель) Немецкий производитель лестниц. Обычно относится к лестнице из трех частей, используемой на многих сценах по всей Европе.
Веб-сайт Zarges
Access Equipment
ZINGER
Термин, используемый в художественном изображении (иллюстрации) театральной декорации или реквизита. Зингер относится к самой яркой части блика, что создает иллюзию точного освещения трехмерного объекта.
Типы классификаций подшипников и принципы их работы
Подшипниковая техника: Подшипники обеспечивают эффективное средство поддержки вращающихся валов при одновременном снижении трения.
Изображение предоставлено Photo and Vector/Shutterstock.com. различные типы подшипников, в том числе шариковые и роликовые подшипники, линейные подшипники, а также навесные версии, в которых могут использоваться как подшипники качения, так и подшипники скольжения. Шариковые подшипники имеют сферические тела качения и используются для более низких нагрузок, в то время как роликовые подшипники используют цилиндрические тела качения для более тяжелых нагрузок. Линейные подшипники используются для линейных перемещений вдоль валов, а также могут иметь возможность вращения. Навесные подшипники представляют собой узлы, в которых подшипники предварительно собраны в опорах, которые, в свою очередь, прикручены болтами к рамам, стойкам и т. д. и служат для опоры концов валов, конвейерных роликов и т. д. Помимо шариковых и роликовых подшипники в их радиальной, линейной и смонтированной формах, подшипники включают подшипники для гражданского строительства, которые называются подшипниками скольжения; те, которые используются в небольших инструментах и т.п., известные как подшипники для драгоценных камней; и очень специализированные подшипники, известные под общим названием подшипники качения, которые включают воздушные и магнитные разновидности. Подшипники скольжения, опорные подшипники и другие гидродинамические подшипники относятся к семейству втулок.
Как работают подшипники? Типы подшипников и их применение
Мы более подробно изучим различные типы подшипников и их применение.
Шариковые подшипники
Шариковые подшипники представляют собой механические узлы, состоящие из вращающихся сферических элементов, зажатых между кольцевыми внутренними и внешними кольцами. Они обеспечивают поддержку вращающихся валов и минимизируют трение между валами и неподвижными частями машины. Шариковые подшипники используются в основном в машинах, валы которых требуют опоры для вращения с низким коэффициентом трения. Существует несколько конфигураций, в первую очередь экранированные или герметичные. Шариковые подшипники стандартизированы для обеспечения взаимозаменяемости. Шариковые подшипники также известны как подшипники качения или антифрикционные подшипники. Соображения включают
- Первый выбор для высокоскоростных или высокоточных приложений
- Большой выбор стандартных форм
- Работа с радиальными и осевыми нагрузками специальной конфигурации
См. платформу Thomas Supplier Откройте для себя платформу для поставщиков шарикоподшипников.
Роликовые подшипники
Роликовые подшипники представляют собой механические узлы, состоящие из цилиндрических или конических тел качения, обычно захватываемых между внутренней и внешней дорожками качения. Они обеспечивают поддержку вращающихся валов и минимизируют трение между валами и неподвижными частями машины. Роликовые подшипники используются в основном в машинах с вращающимися валами, которые требуют поддержки более тяжелых нагрузок, чем шарикоподшипники. Конические роликоподшипники часто используются для восприятия более высоких осевых нагрузок в дополнение к радиальным нагрузкам. Типы варьируются от цилиндрических до сферических роликов. Роликовые подшипники стандартизированы, как и шарикоподшипники, хотя и в меньшей степени. Соображения включают
- Более высокая грузоподъемность, чем у шарикоподшипников
- Может выдерживать высокие осевые нагрузки
См. платформу Thomas Supplier Откройте для себя платформу для поставщиков роликовых подшипников.
Насадные подшипники
Насадные подшипники представляют собой механические узлы, состоящие из подшипников, размещенных в крепежных компонентах с болтовым или резьбовым креплением, и включающие опорные блоки, фланцевые узлы и т. д. Они обеспечивают средства поддержки вращающихся валов и минимизации трения между валами и неподвижными элементами машины . Установленные подшипники используются в основном в машинах с открытым вращающимся валом. Они используются в качестве натяжных устройств на концах конвейеров и в качестве фланцевых узлов в промежуточных точках. Подшипники могут представлять собой элементы качения или опорные подшипники. Установленные подшипники рассчитаны на болтовое крепление и просты в замене. Другие разновидности установленных подшипников включают подшипники на концах штока и кулачковые толкатели. Соображения включают
- Блоки в корпусе уменьшают проблемы с монтажом и защитой
- Конструкция картриджа упрощает замену
- Валы обычно фиксируются установочными винтами
- Разрешить настройку поддерживаемых компонентов
- В основном используется для низко/среднескоростных приложений
См. платформу Thomas Supplier Discover для поставщиков навесных подшипников.
Линейные подшипники
Линейные подшипники представляют собой механические узлы, состоящие из шариковых или роликовых элементов, захваченных в корпусах и используемых для обеспечения линейного перемещения вдоль валов. Линейные подшипники используются в основном в машинах, требующих линейного перемещения и позиционирования вдоль валов. Они также могут иметь
дополнительные вращательные элементы в зависимости от конструкции. Соображения включают
- Меньшее трение и более высокая точность по сравнению с втулками
- Дороже и сложнее, чем втулки
См. платформу Thomas Supplier Откройте для себя платформу для поставщиков линейных подшипников.
Подшипники скольжения
Подшипники скольжения представляют собой механические узлы, предназначенные для обеспечения свободного перемещения в одном измерении между структурными элементами. Подшипники скольжения используются в основном в несущих конструкциях мостов, а также коммерческих и промышленных зданий. Эти детали компенсируют тепловое движение, допускают вращение концевой балки и изолируют компоненты конструкции от вибрации, шума и ударов. Другие типы подшипников скольжения включают в себя те, которые используются на опорных плитах ферм, теплообменниках и технологическом оборудовании.
См. платформу Thomas Supplier Откройте для себя платформу для поставщиков подшипников скольжения.
Подшипники Jewel
Подшипники Jewel представляют собой механические устройства, используемые в устройствах с легким вращением, таких как часы, счетчики, гироскопы и т. д., где нагрузки малы, а поддерживаемые вращающиеся валы крошечные. Ювелирные подшипники изготавливаются из различных синтетических материалов, особенно часто встречаются рубин и сапфир.
См. Платформа для поставщиков подшипников для драгоценных камней.
Подшипники качения
Подшипники качения представляют собой механические или электромеханические альтернативы обычным подшипникам, которые обеспечивают управляемую опору вала с помощью воздуха, магнитных полей и т. д. для критических и высокоточных применений.
См. платформу Thomas Supplier Откройте для себя платформу для поставщиков подшипников качения.
Применение и отрасли промышленности
Подшипники применяются практически во всех отраслях промышленности, где используются подвижные компоненты и оборудование. Например:
- Шариковые и роликовые подшипники используются во всех видах машин, от питательных насосов котлов до автомобильных трансмиссий.
- Установленные подшипники особенно распространены на конвейерах, в соединениях валов и особенно там, где длинные валы должны поддерживаться корпусными узлами, где подшипник не защищен другим корпусом, например картером трансмиссии.
- Линейные подшипники используются исключительно в линейных устройствах, таких как столы скольжения.
- Подшипники скольжения используются в основном для несущих нагрузок в крупных проектах гражданского строительства, таких как мосты, где они допускают ограниченный диапазон движения, в отличие от других подшипников здесь, где движение — радиальное или линейное — является основной проблемой.
- Jewel предназначены только для очень маленьких устройств и движений и не зависят от каких-либо тел качения.
- Подшипники качения — это любые другие конструкции специального назначения, включая воздушные подшипники, магнитные подшипники и т. д.
Подшипники
Несмотря на то, что подшипники используются почти повсеместно, существуют отрасли, в которых используется так много подшипников или предъявляются особые требования к долговечности, чистоте и т. д., что они заслуживают упоминания здесь. Некоторые из этих отраслей:
- Аэрокосмическая промышленность
- Сельскохозяйственный
- Автомобилестроение
- Станки
- Медицинский
- Горнодобывающая промышленность
Соображения
При выборе подшипника для конкретного применения необходимо учитывать несколько соображений, включая трение в подшипнике, температуру и смазку. Наряду с конкретной конструкцией и конструкцией подшипника эти три взаимодействующих фактора могут влиять на общую производительность.
Радиальные шарикоподшипники используются в основном для валов с радиальной нагрузкой и валов с небольшими осевыми нагрузками. Радиально-упорные шарикоподшипники рассчитаны на более высокие осевые нагрузки в одном направлении в дополнение к их радиальным возможностям. Доступны шариковые упорные подшипники, которые специально предназначены для восприятия только осевых нагрузок. Наиболее распространенной конфигурацией радиальных шарикоподшипников является однорядная версия, которая может быть экранированной или герметизированной в зависимости от того, будет ли она использоваться в закрытом помещении (скажем, в трансмиссии) или в открытой среде, например, на велосипедном колесе. Уплотнения и щитки удерживают смазку в подшипнике, а грязь и мусор не попадают в него. Шариковые подшипники обычно оснащены фиксаторами, которые равномерно распределяют шарики между и по периметру их внешней и внутренней обоймы. Полноразмерные подшипники обходятся без фиксаторов, чтобы заполнить как можно больше шариков между дорожками качения, что увеличивает грузоподъемность подшипника.
Роликовые подшипники используют множество различных форм тел качения, включая прямые ролики, игольчатые ролики, конические ролики, сферические ролики и т. д. Роликовые подшипники способны воспринимать более высокие радиальные нагрузки, чем их шарикоподшипники, из-за большей площади контакта между ролики и гонки. Некоторые роликовые подшипники рассчитаны на высокие осевые нагрузки благодаря коническим элементам и дорожкам качения.
Монтажные подшипники — это шариковые, роликовые подшипники или подшипники скольжения, которые снабжены корпусами, фланцами и т. д. и обычно устанавливаются с уплотнениями и/или защитными экранами для защиты от окружающей среды. Обычные типы монтажа включают подушки, фланцы, натяжные устройства и т. д. Они часто используются на конвейерах, где натяжные узлы обеспечивают регулировку натяжения конвейерной ленты.
При выборе подшипников качения, шариковых, роликовых или в виде смонтированных узлов, конструкторы обычно учитывают ряд факторов, включая нагрузки, их количество и направления, требования к точности системы валов, коэффициенты смещения, скорости, шум и трение. Там, где радиальные нагрузки высоки, конструктор может выбрать роликовый подшипник, а не шарикоподшипник, и может сделать то же самое, если ожидаются высокие осевые нагрузки. Там, где подшипник должен выдерживать некоторое смещение вала, проектировщик может выбрать шариковый подшипник при нормальных нагрузках или использовать сферический роликоподшипник, который также хорошо справляется с несоосностью. Шариковые подшипники, как правило, лучше справляются с высокими скоростями, чем роликовые подшипники, а в некоторых случаях, когда точность и низкое трение имеют первостепенное значение, например, в станках, шариковый подшипник может быть единственным способом удовлетворения требований.
Особый интерес при рассмотрении подшипников представляют их номинальная статическая и динамическая грузоподъемность. Подшипник, который подвергается высоким нагрузкам, когда он не вращается, может подвергаться явлению, известному как бринеллирование, когда шарики многократно вдавливают кольца в одном и том же месте. Те же самые нагрузки, действующие на подшипник во время работы, могут вызывать меньше беспокойства, потому что любые вмятины будут распределяться вокруг колец подшипника, а не накапливаться каждый раз в одних и тех же местах.
Изготовители подшипников указывают номинальные грузоподъемности своих подшипников, которые для шарикоподшипников определяются как сверхлегкие, легкие, средние и т. д., когда требования к размерам отверстия или вала увеличиваются, чтобы выдерживать возрастающие нагрузки. Номинальная грузоподъемность основана на статистическом показателе, согласно которому определенный процент подшипников совершает определенное количество оборотов без отказа. Эти каталожные номера можно изменить, чтобы лучше подобрать подшипник, соответствующий фактическим условиям использования.
Линейные подшипники имеют размеры в соответствии с линейным ходом, общим линейным расстоянием, нагрузкой, требованиями к точности и т. д., при этом многие параметры аналогичны параметрам радиальных подшипников. Линейные подшипники используются с шлифованным валом для обеспечения точности размеров и скольжения с низким коэффициентом трения.
Подшипники скольжения используются для компенсации расширения и сжатия в стационарных конструкциях, таких как мосты и здания. Часто они состоят из двух тефлоновых пластин, которые расположены между основными структурными элементами. Иногда вместо тефлона используется нержавеющая сталь для одной из двух торцевых поверхностей подшипника. Основной проблемой подшипников скольжения является сила, которую они могут выдержать на единицу площади.
Подшипники
Jewel используются при очень легких нагрузках. Подшипники Jewel обеспечивают очень точные, твердые поверхности, которые могут поддерживать слегка нагруженные валы, которые в основном испытывают прерывистое движение.
Подшипники качения — это подшипники, которые используют воздух или другие газы или магнитные поля для поддержки вращающихся шеек и называются так, чтобы отличить их от подшипников качения — еще один термин для подшипников качения, который сам по себе был придуман, чтобы отличать их от оригинальных шеек. подшипники, в которых использовалось трение, возникающее при вращении вала, для создания пленок жидкости для поддержки шеек вала.
Подшипники качения представляют собой небольшую часть мира подшипников и обычно применяются только в очень редких случаях.
АБМА
ABMA (Американская ассоциация производителей подшипников) устанавливает стандарты для многих типов подшипников и связана с так называемой системой ABEC, которая оценивает точность подшипников.
Важные атрибуты
Тип подшипника
Для шарикоподшипников наиболее распространенным является подшипник Конрада или подшипник без прорези, в конструкции которого отсутствует прорезь для заполнения, а вместо этого используется смещение внутренней обоймы для загрузки шариков и сепаратора, чтобы удерживать их на равномерном расстоянии друг от друга. Для роликоподшипников тип подшипника требует выбора типа ролика, будь то цилиндрический, конический, сферический и т. д. Навесные узлы также требуют выбора типа шарикового, роликового или сферического, а затем дополнительный выбор типа, как определено ниже. Типы линейных подшипников варьируются от сепараторов шарикоподшипников — по сути, голых сепараторов, удерживающих шарики, которые часто используются в качестве втулок штампов — до конструкций с рециркуляцией шариков, в которых шарики катятся линейно вдоль вала, а затем возвращаются в исходные точки через каналы на валу. стороны подшипников.
Стиль
Этот атрибут относится исключительно к смонтированным узлам, где необходимо различать корпус для подшипника, в том числе выбор опорных блоков, фланцев, натяжных устройств и т. д.
Материал
Выбор материалов для шариковых и роликовых подшипников, как правило, ограничивается несколькими специальными стальными сплавами, некоторыми пластиками, иногда керамикой и т. д., в то время как для навесных узлов имеется больший выбор материалов благодаря дополнительным материалам, доступным для корпусов.
Печать/Щит
Шариковые подшипники, подвергающиеся воздействию окружающей среды, можно заказать с уплотнениями и/или щитками, где щитки обеспечивают некоторую защиту элементов подшипника от проникновения грязи с минимальным дополнительным трением, а уплотнения обеспечивают контактирующие с валом кромки, исключающие попадание влаги, но увеличивающие трение в подшипнике. . Уплотнения и экраны могут быть добавлены с обеих сторон, с любой стороны, по отдельности или в комбинации. На изображении справа показан радиальный подшипник в поперечном сечении с экранами с обеих сторон.
Гонка
Обоймы шарикоподшипников обычно бывают двух конструкций: радиально-упорные и радиальные. Радиально-упорные подшипники (изображение справа) нагружают шарики под углом к перпендикулярным радиальным плоскостям, тогда как радиально-упорные подшипники (изображение выше) нагружают шарики через перпендикулярные плоскости. Радиально-упорные подшипники обычно предпочтительнее там, где учитывается осевая нагрузка. Радиальные подшипники обычно ассоциируются с радиальными контактными подшипниками. Чашечные и конусные подшипники распространены на велосипедных колесах, где подшипники свободно установлены между конусами, а конусы отрегулированы с учетом люфта.
Поиск
Установленные опорные блоки классифицируются как расширяемые и нерасширяемые, и в ситуациях, когда для опоры вала устанавливаются два опорных подшипника, один обычно указывается как нерасширяемый, а другой как расширяемый, что позволяет подшипнику приспосабливаться к небольшому увеличению. вала. Некоторые устройства настроены так, чтобы разрешать любой вариант.
Максимальные статические и динамические нагрузки
Нагрузка на подшипник основана на статических и динамических значениях, и выбор того, какой из них является определяющим, зависит от условий эксплуатации, в которых будет работать подшипник.
Связанные категории товаров
- Валы (валы) представляют собой механические компоненты, обычно металлические, которые обычно вращаются в осевом направлении для передачи движения.
- Гидравлические/пневматические/радиальные уплотнения валов представляют собой механические устройства, используемые для герметизации компонентов возвратно-поступательных и вращающихся валов, в которых жидкость используется в качестве приводной силы или где масло/смазка используются в качестве смазочных материалов.
- Консистентные смазки представляют собой полутвердые смеси смазочных материалов и загустителей, обычно изготавливаемые из минералов и мыла для обеспечения более высокой вязкости, чем масло, и используемые для предотвращения износа контактных поверхностей.
- Смазочное масло представляет собой скользкую и вязкую жидкость, изготовленную из любого из многочисленных минеральных, растительных, животных или синтетических веществ. Часто это смесь газообразных, жидких и твердых углеводородов, используемых для смазки. Он также доступен в синтетических и пищевых формах.
- Подшипники скольжения (втулки) представляют собой механические элементы, используемые для уменьшения трения между вращающимися валами и неподвижными опорными элементами. Как правило, втулка состоит из мягкого металла или пластика и масляной пленки для поддержки вращающегося вала на закаленной шейке вала.
- Изоляторы подшипников представляют собой механические устройства, предназначенные для герметизации и защиты подшипников от проникновения жидкости и загрязняющих веществ, переносимых по воздуху.
- Лубрикаторы для цепей и подшипников представляют собой механические устройства, используемые для подачи масел, консистентной смазки или других смазочных материалов к движущимся или контактирующим частям или соединениям с целью уменьшения трения.
- Индукционные нагреватели — это устройства, использующие электромагнитную энергию для индукции нагрева электропроводных материалов. Иногда для установки подшипников используют нагреватели.
Ресурсы подшипников
Торговые ассоциации
- http://www.americanbearings.org/
- http://www.bsahome.org/default.aspx
Прочие подшипники Артикул
- Что такое втулка? Взгляд на этот тип подшипника скольжения (он же подшипник скольжения)
- Подшипники скольжения и шариковые подшипники — в чем разница?
- и шариковые подшипники — в чем разница?
- Все о шарикоподшипниках — что нужно знать
- Все о линейных подшипниках — что нужно знать
- Все о роликовых подшипниках — что нужно знать
- Все о подшипниках скольжения — что нужно знать
- Лучшие поставщики подшипников в США и ведущие мировые производители подшипников
- Все о ювелирных подшипниках — что вам нужно знать
- Стандартные размеры подшипников
- Бесплатные модели САПР для подшипников
Роликовые подшипники
Прочие «Типы» изделий
- Типы кримперов — Руководство для покупателей ThomasNet
- Типы датчиков температуры
- Типы розеток
- Три типа медицинских покрытий
- Типы пружин — руководство по покупке Томаса
- Типы защитных перчаток
- Типы ограждений — руководство для покупателей ThomasNet
- Типы уплотнительного оборудования — руководство по покупке Томаса
- Прототипы в электронике, компьютерном программном обеспечении и вычислительной технике
- Типы электрощеток
- Типы помех в электроснабжении
- Типы грузовиков и тележек — Руководство по покупке Томаса
- Типы клеев для аэрокосмической отрасли — Руководство для покупателей ThomasNet
- Пластиковые прототипы печатных плат
- Типы пускателей двигателей
- Типы систем сбора данных — Руководство по покупке ThomasNet
- Типы чистых помещений — Руководство для покупателей ThomasNet
- Типы тиристоров — Руководство для покупателей ThomasNet
- Типы светильников
- Типы изоляции — руководство по покупке Томаса
Другие товары от Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Принципы толерантности | Инженерный проект
Допуск — это общая сумма, на которую размер может варьироваться, и разница между верхним (максимальным) и нижним (минимальным) пределами. Поскольку невозможно сделать все точно по размеру, на производственных чертежах используются допуски для контроля деталей .
Когда нужны допуски?
В частности, допуски назначаются сопрягаемым деталям в сборке. Например, в случае, когда прорезь в детали должна вместить другую деталь. Одним из больших преимуществ использования допусков является то, что он допускает сменные детали, , что позволяет заменять отдельные детали.
Допуски могут быть выражены несколькими способами:
1. Прямые пределы или как значения допусков , примененные непосредственно к размеру.
2. Геометрические допуски , обозначенные специальными символами, относящимися к поверхностям деталей.
3. Примечания , относящиеся к особым условиям , обычно помещаются рядом с соответствующими размерами.
Пример: однопредельный допуск , который ограничивает максимальный или минимальный размер элемента или пространства, оставляя другой предел размера неуказанным.
4. Примечание общего допуска в основной надписи.
- Общие допуски указаны в примечании или в основной надписи. Общее примечание о допуске будет выглядеть так:
Необходимо соблюдать все десятичные размеры
до ± 0,002 дюйма
Это означает, что такому размеру, как 0,500, будет присвоен допуск ± 0,002, что приведет к верхнему пределу 0,502 и нижнему пределу 0,498.
- Для метрических размеров примечание будет аналогичным:
Необходимо соблюдать все метрические размеры
до ± 0,05
Это означает, что размеру, такому как 65,00, будет присвоен допуск ± 0,05, что дает верхний предел 65,05 и нижний предел 64,95.
- Если используются дробные размеры, общее примечание может быть:
Все дробные размеры ± 1/64″
Если не указано иное
- Угловые размеры могут быть допущены с помощью примечания, например:
Все угловые допуски ± 1 градус
- Другой общий метод допусков определяет допуски на размеры с точки зрения количества знаков после запятой в размерах следующим образом:
, если не указано иное,
Допуски следующие:
Десятимильные дюймы:
x = ± 0,200
xx = ± . 010
XX =.
или
, если не указано иное,
1 Десятиц места +/- .1
2 Десятичные места +/- .03
3 ПРОДОЛЖЕНИЯ ДЕКИМАЛЫ +/- .008 005
миллиметры:
x = ± 0,5
x.x = ± 0,3
x.xx = ± 0,1
x.xx = ± 0,1
x.xx = ± 0,1
x.xx = ± 0,1
X.xx = ± 0,1
x.xx. размер, применяемый к каждому элементу, автоматически определяет требуемый допуск. Фактические допуски могут варьироваться от одной компании к другой, но приведенные здесь являются общими допусками для обрабатываемых деталей.
Общие допуски могут содержать только один набор цифр, если все размеры имеют одинаковое количество знаков после запятой.
Если размер имеет допуск, добавленный непосредственно к нему, этот допуск заменяет общее примечание о допуске. Допуск, добавленный к размеру, всегда имеет приоритет над стандартным допуском , даже если добавленный допуск больше стандартного допуска.
Прямые ограничения
Допуски можно применять непосредственно к элементам с размерами, используя определение размеров. Это предпочтительный метод ASME; максимальный и минимальный размеры указаны как часть размера.
или
Либо верхний предел помещается над нижним пределом, либо, когда размер написан одной строкой, нижний предел предшествует верхнему пределу, и они разделяются тире или косой чертой :
3.49 — 3.53 3.49/3.53
Допуски плюс-минус
Толерантность может быть односторонней или двусторонней. Односторонний допуск изменяется только в одном направлении, тогда как двусторонний допуск изменяется в обоих направлениях от основного размера.
Если вариация одинакова в обоих направлениях, то вариации предшествует символ + . Метод «плюс-минус» можно использовать только в том случае, если оба варианта равны.
Важные термины
На рисунке показана система из двух деталей – обработанной детали с прорезью и сопряженной детали – с допусками на размеры. Эти две части используются в качестве примера в стандарте ASME/ANSI для определения важных терминов.
- Размер номинала – общий размер, обыкновенная дробь.
- Базовый размер – теоретический размер, используемый в качестве ориентира для применения допусков. Этот размер показан на чертежах в прямоугольной рамке.
- Фактический размер – фактический измеренный размер готовой детали после механической обработки.
- Пределы размера – максимальный и минимальный допустимые размеры, между которыми должен находиться фактический размер. Большее значение для каждой части — верхний предел , а меньшее значение является нижним пределом .
- Припуск — это минимальный зазор или максимальный зазор между деталями или максимальное натяжение между двумя сопрягаемыми деталями.
Пример . Паз и сопрягаемые детали имеют основные размеры 0,500 дюйма. Нижний и верхний пределы слота составляют 0,498 и 0,502 дюйма соответственно; нижний и верхний пределы сопрягаемых частей 0,495 и 0,497 дюйма.
На рисунке припуск равен 0,001, что означает, что наибольшая посадка достигается, когда паз обрабатывается до наименьшего допустимого размера 0,498, а сопрягаемая деталь обрабатывается до наибольшего допустимого размера 0,497. Разница между 0,498 и 0,497, или 0,001, является допуском.
Допуск — это общее допустимое отклонение размера, т. е. разница между верхним и нижним пределами. Допуск паза в примере составляет 0,004 дюйма (0,502–0,49 дюйма).8 = 0,004), а допуск сопрягаемой детали составляет 0,002 дюйма (0,497 — 0,495 = 0,002). происходит, когда две сопрягаемые детали с допуском всегда оставляют место или зазор при сборке.На рисунке выше максимальное значение вала А, которое может быть изготовлено, равно 2,999, а наименьшее отверстие может быть равно 3,000. Вал всегда будет меньше отверстия , в результате минимальный зазор +0,001, также называемый допуском . Максимальный зазор возникает, когда наименьший вал (2,998) соединяется с самым большим отверстием (3,001), что дает разницу +0,003.
Посадка с натягом происходит, когда две сопрягаемые детали с допуском всегда будут мешать при сборке. Посадка с натягом фиксирует или , закрепляя одну деталь в другой, как если бы эти две детали были одним целым. На рисунке наименьший размер вала B, который можно изготовить, равен 3,002, а самый большой размер отверстия, который можно изготовить, равен 3,001. Это означает, что вал всегда будет больше отверстия, а минимальный натяг равен -0,001.
Максимальный натяг возникает, когда наименьшее отверстие (3,000) соединяется с самым большим валом (3,003), что приводит к натягу -0,003.
Чтобы собрать детали в таком состоянии, необходимо растянуть отверстие или сжать вал или применить усилие, чтобы вдавить вал в отверстие. Этот вид посадки можно использовать для скрепления двух деталей без использования механических застежек или клея.
Переходник возникает, когда две сопрягаемые детали с допуском иногда будут посажены с натягом, а иногда с зазором при сборке.
На рисунке наименьший размер вала, который можно изготовить, равен 2,998, а самый большой размер отверстия, который можно изготовить, равен 3,001, что дает максимальный зазор +0,003. Самый большой вал, который можно изготовить, равен 3,003, а наименьшее отверстие, которое может быть, равно 3,000, что приводит к максимальному натягу -0,003.
Самая свободная посадка это разница между самым маленьким валом и самым большим отверстием. Самая плотная посадка — это разница между самым большим валом и самым маленьким отверстием.
Посадки для отверстий и валов
Аддитивное правило для допусков состоит в том, что допуски, взятые в одном направлении из одной точки отсчета, являются аддитивными. Следствием этого является то, что допуски на одну и ту же точку, взятые с разных направлений, становятся аддитивными. Это может произойти при сборке двух деталей, когда также суммируются накопленные допуски положений точек сопряжения обеих деталей. Эффект называется Набор допусков .
Метрические пределы и посадки
Стандарты, используемые для метрических измерений, рекомендованы Международной организацией по стандартизации (ISO). Термины, используемые в метрических допусках:
- Базовый размер – точный теоретический размер, которому назначены пределы отклонения и одинаковы для обеих деталей.
- Отклонение – разница между размером детали и базовым размером.
- Верхнее отклонение – разница между максимальным предельным размером и базовым размером.
- Нижнее отклонение – это разница между минимальным предельным размером и базовым размером.
- Основное отклонение — это отклонение, ближайшее к основному размеру (для обеих деталей). Обозначается буквой.
- Допуск — это разница между максимальным и минимальным размерами детали.
- Зона допуска представляет допуск и его положение по отношению к основному размеру.
Международная степень допуска (IT) – система классификации, представляющая группы допусков, которые различаются в зависимости от основного размера, но имеют одинаковый уровень точности с данной степенью точности. Он обозначается комбинациями IT0, IT1 и IT01–IT16 — всего 18 классов IT.
Например, на следующем рисунке с обозначениями отверстия, вала и их свободной посадки число 9является ИТ-классом.
База отверстий — система посадок, где минимальный размер отверстия является базовым размером. В примере основное отклонение для системы с отверстием обозначено заглавной буквой «H».
Основа вала — это система посадок, в которой максимальный размер вала является основным размером. В примере фундаментальное отклонение для системы с основанием вала обозначено строчной буквой «d».
Символы метрических допусков
Комбинация номера класса IT и буквы позиции допуска создает символ допуска, который определяет фактические верхний и нижний пределы детали.
Размер допуска детали определяется базовым размером, за которым следуют буква и число, например 60H9 или 60d9.
Например, обозначение метрической посадки будет выглядеть как 60H9 , где:
60 Базовый размер 60 миллиметров.
H Основное отклонение внутреннего элемента (отверстия).
9 Свободная посадка с зазором.
Вот три способа обозначения метрических допусков на чертежах:
Типы посадок с соответствующими буквенными и цифровыми обозначениями, а также с верхними и нижними пределами допусков можно взять из таблиц, имеющихся в справочниках по машиностроению.
Это базовый стол с отверстиями . Базовая система отверстий для посадок с зазором, натягом и переходной посадкой означает, что фундаментальное отклонение отверстия (т. е. разница между минимальным предельным размером и базовым размером) равно нулю.
Здесь показана система посадок на основе отверстия:
Если для посадок с зазором, натягом и переходных посадок используется система на основе вала , это означает, что основное отклонение для вала равно нулю. Метрическая предпочтительная система посадок на основе вала в этом случае:
Описание и применение системы на основе отверстий и системы на основе вала приведены в следующей таблице:
Посадка подшипников (пример
)
Большинство коммерческих подшипников выпускается с размерами метрических размеров → посадки указаны в соответствии с системой допусков ISO.
Рекомендуемые оценок толерантности для сидений на валах и корпусных отверстий прилегают к внешней гонке (для подшипников с умеренными до тяжелыми нагрузками):
.2072
- Из букв j , k , m и H видно, что для подшипников используется система отверстий.
Отверстие и наружный диаметр подшипника должны быть указаны производителем подшипника.
Необходимо контролировать диаметр вала и отверстие корпуса до указанных минимальных и максимальных размеров.
- Посадка отверстия подшипника / вала в основном представляет собой переходную посадку для точного расположения (компромисс между зазором и натягом или большим натягом) – j , k , m .
- Посадка корпуса/внешней обоймы представляет собой посадку с зазором (плотная посадка для точного определения местоположения при средних скоростях и умеренной нагрузке) – Н .
Как можно закрепить/поместить подшипники на вал или в отверстие?
Самый простой способ — запрессовка .
Вместо запрессовки (особенно при посадке с натягом) можно и иногда нужно использовать средства осевой фиксации: стопорные кольца , хомуты , буртики , распорки или контргайки 1 . .
Стопорные кольца – размещаются на валу, в канавках вала или в корпусе для предотвращения осевого перемещения элемента машины.
Типы стопорных колец
Заплечик – вертикальная поверхность, образующаяся при изменении диаметра вала.
Распорка – кольцо, надетое на вал напротив определяемого элемента машины, т.е. расположенное между двумя элементами и таким образом контролирующее только взаимное положение между ними.
Контргайка – может использоваться, когда элемент расположен на конце вала. Нужна резьба на валу и стопорное устройство.
Для фиксации контргайки можно добавить стопорную шайбу .
Втулка – кольцо, похожее на прокладку, надеваемое на вал, но расположенное рядом с элементом машины для осевого расположения. Он удерживается на месте, как правило, с помощью установочных винтов, а осевое положение может быть установлено практически в любом месте вдоль вала.
Переходная втулка – аналогична втулке, но с конической внешней поверхностью и прорезью, устанавливается между подшипником и валом. Контргайки используются для зажима втулки.
Подходит для английских единиц
Подобно метрической системе, была разработана специальная группа отношений допусков английских единиц измерения, называемая предпочтительными точными посадками . Стандарт ANSI B4.1 определяет серию стандартных посадок между цилиндрическими деталями на основе базовой системы отверстий. Различают следующие классы посадки:
- Подвижная и скользящая посадка t (RC) — самый свободный из классов посадки, когда вал должен свободно перемещаться внутри подшипника или отверстия, а положение вала не имеет решающего значения. .
- Посадка с зазором (LC) – плотнее, чем посадки класса RC, но вал и отверстие могут быть одинакового размера, что называется посадкой между линиями . Вал расположен более точно, но все же может болтаться.
- Место перехода подходит (LT) – переход между LC и LN подходит.
- Место пересечения подходит (LN) – здесь вал может быть линия к линии с отверстием, но почти всегда больше отверстия. Используется там, где часть должна быть положительно расположена относительно другой детали.
- Силовая и термоусадочная посадка (FN) – чистая посадка с натягом , где вал всегда считается больше отверстия. Используется для передачи крутящего момента; закрепить подшипник или шкив на валу, даже если есть скручивающая сила; или для закрепления деталей, которые могут скользить по валу.
Кроме того, как и в метрической системе, существуют основные системы отверстий и основных валов для применения к деталям английских допусков. Это зависит от того, относится ли базовый размер к размеру наибольшего вала или к наименьшему отверстию:
Измерение биения вала с помощью бесконтактного датчика смещения
Резюме:
Биение вала – это обычное измерение, особенно для мониторинга состояния. Емкостные и вихретоковые датчики представляют собой полезные решения для бесконтактных измерений с явными преимуществами и недостатками.
Основы
Биение — это смещение поверхности вращающегося объекта. Некруглые валы по определению будут иметь значительное биение.
В соответствии с ASME/ANSI B5.54-2005 Методы оценки производительности обрабатывающих центров с числовым программным управлением , « биение » — это общее показание индикатора (TIR) прибора, измеряемого относительно движущейся поверхности. Обычно это вращательное движение и измеряется для полного оборота. Это означает, что значение биения является комбинацией нескольких типов ошибочных движений, ошибок формы и форм-факторов:
- форма вала
- прямолинейность вала
- ошибки центрирования в расположении вала относительно оси вращения (эксцентриситет) и
- ошибки самой оси вращения, которая сама по себе является продуктом нескольких факторов:
- работоспособность ведущего подшипника
- конструкция машины центрирование привода (наклон)
- погрешности измерительного прибора (индикатора или датчика)
Хотя существуют методы уточнения измерения биения вала только до одного или нескольких из этих компонентов, целью настоящих указаний по применению является измерение полное биение со всеми сопутствующими факторами (кроме ошибок датчиков). Описанные здесь методы предназначены для сведения к минимуму или исключения вклада датчика в конечный результат. При правильном применении бесконтактные вихретоковые и емкостные измерения биения вала дадут результаты с незначительными погрешностями датчика.
Радиальное биение вала
Радиальное биение перпендикулярно оси вращения.
Радиальное биение вала является измерением радиального смещения поверхности вала при вращении вала. При круглом вале факторами, способствующими радиальному биению, являются прямолинейность вала, соосность привода и вала, жесткость подшипника и увеличение биения по мере износа подшипника. Балансировка — это фактор биения, который зависит от взаимосвязи между скоростью, жесткостью и износом подшипника и общей жесткостью системы. Радиальное биение вала обычно используется для обозначения износа ведущих подшипников.
Биение осевого вала
Осевое биение измеряется в центре вращения, чтобы предотвратить влияние погрешностей плоскостности/прямоугольности конца вала на измерение.
Осевое биение вала является измерением осевого смещения вала при его вращении. Это измерение проводится в центре вала (на оси вращения). Измерения со смещением от центра называются «торцевым биением», при котором плоскостность и прямоугольность поверхности становятся определяющими факторами для измерения — факторами, которые не представляют интереса в большинстве приложений. Осевое биение вала в основном используется для контроля состояния упорного подшипника.
Форма вала
Согласно приведенному выше определению, некруглые формы всегда имеют значительное биение. Овальный или шестигранный вал, который вращается идеально, все же будет иметь значительное биение, поскольку индикатор реагирует на радиальные смещения поверхности вала из-за формы вала.
В данных указаниях по применению предполагается, что измеряемый вал имеет круглую форму.
Прямолинейность вала
Прямолинейность вала влияет на измерение биения.
На радиальное биение влияет прямолинейность вала. Если вал погнут, измерения биения будут зависеть от места измерения по длине вала, а также от местоположения и серьезности изгиба. Если вал закреплен с обоих концов (например, между приводом и коробкой передач), максимальное биение будет ближе к центру. Если вал закреплен только на приводном конце (например, двигатели, приводящие в движение вентиляторы или гребные винты), биение будет больше на плавающем конце вала.
Прямолинейный вал может быть установлен таким образом, чтобы центральная линия вала не была параллельна оси вращения. В этом случае измерения биения будут зависеть от того, где на валу проводятся измерения.
Компоненты биения синхронного и асинхронного вала
Некоторые компоненты биения, такие как овальность вала или наклон в приводе, будут повторяться в определенных угловых точках вращения; это синхронные ошибочные движения. Другие компоненты биения вала, такие как частота подшипников (биение из-за овальности тел качения в подшипнике), являются циклическими, но не повторяются в одних и тех же угловых положениях и называются асинхронными ошибочными движениями.
В режиме реального времени/мгновенно
Смещение вращающегося вала в реальном времени может помочь в выявлении конкретных проблем, но это более сложное измерение.
Мгновенные значения радиального или осевого смещения вала могут быть измерены и записаны в каждом угловом положении при вращении вала. Это дает представление о мгновенных смещениях, влияющих на общее измерение биения. Этот подход используется для балансировки операций или для выявления конкретных причин биения. Эти типы измерений требуют сравнительно сложных методов и инструментов, таких как анализатор ошибок шпинделя Lion Precision. Эти указания по применению сосредоточены на однократном измерении полного биения вала.
Полное биение вала
Во многих случаях, особенно при мониторинге состояния, единственным значением, вызывающим озабоченность, является одно значение, указывающее полное биение вала. Это число обычно представляет собой среднее или пиковое значение нескольких показаний МДП за определенный период времени и несколько оборотов. По мере износа подшипников и других компонентов общее биение вала увеличивается. При мониторинге состояния устанавливается пороговое значение, выше которого система отключается и начинается ремонт или восстановление.
Измерение биения с помощью бесконтактных датчиков
Для измерения биения вала во время работы требуется бесконтактный датчик. Типы датчиков, которые лучше всего подходят для этого измерения, — это емкостные датчики смещения и вихретоковые датчики смещения (иногда называемые индуктивными датчиками смещения).
Емкостный или вихретоковый
Емкостные датчики перемещения обеспечивают высокую точность; одинаково хорошо работают со всеми токопроводящими материалами; они хорошо работают с валами малого диаметра. Но им нужна чистая среда. Вихретоковые датчики перемещения работают во влажной и грязной среде и могут быть установлены дальше от вала. Но они должны быть откалиброваны для определенного материала, не работают с меньшими валами (<8 X диаметр зонда) и более «шумны» при использовании с валами из магнитной стали из-за «электрического биения» (подробности см. раздел «Вихретоковые соображения»).
Монтаж зонда
Эти бесконтактные датчики состоят из зонда (измерительной головки), который соединяется кабелем с электронным блоком управления зондом и обеспечивает выходное напряжение, пропорциональное изменению расстояния между зондом и валом .
Зонд устанавливается на расстоянии от вала примерно в центре его диапазона измерения. Это позволяет максимально перемещать стержень в обоих направлениях, чтобы оставаться в пределах рабочего диапазона зонда.
После установки зонда медленно вращайте вал, чтобы проверить диапазон. Убедитесь, что зонд не касается вала в ближайшей точке и что он остается в пределах диапазона на протяжении всего вращения.
Любое изменение расстояния между датчиком и валом будет частью измерения биения вала. Поэтому важно, чтобы зонд был установлен жестко, чтобы предотвратить смещение зонда относительно вала вибрацией или другими внешними движениями.
Вычисление полного биения вала
«Общее биение» можно измерить с помощью TIR (пик-пик) захвата сигнала биения.
Измерения биения вала бесконтактным датчиком отслеживают мгновенные перемещения в режиме реального времени при вращении вала. Этот выход должен быть подготовлен для получения одного измерения «общего биения». Значение биения может быть типом среднего значения или пикового значения. Конкретный метод создания общего значения биения будет зависеть от приложения.
Обычно устанавливается базовое значение биения, а также порог, выше которого система требует вмешательства оператора. В этом типе системы мониторинга состояния единицы измерения не имеют решающего значения; какими бы ни были единицы измерения, установление базовых и пороговых значений является важной частью измерения.
Средние значения
Изменение «общего биения» можно измерить с помощью опции Tracking TIR модуля MM190.
Выходные значения можно усреднить по времени с помощью вольтметра переменного тока какого-либо типа. Они доступны как отдельные инструменты или могут быть доступны в программном обеспечении для системы сбора данных. Важно учитывать способность измерителя измерять частоту вращения вала.
Пиковые значения
Можно зафиксировать пики выходных значений, и система может сообщить о разнице между максимальным и минимальным пиками. Это измерение TIR (общее показание индикатора). Системы, фиксирующие эти пики, должны периодически сбрасываться, чтобы сохранить текущее значение, если оно уменьшится. Если для измерения биения вала используются емкостные датчики серии Elite, модуль измерителя и обработки сигналов MM190 может захватывать и отображать пиковые значения. MM190 также имеет отслеживание TIR, которое фиксирует пиковые значения, но позволяет значениям уменьшаться со временем; таким образом, отображаемое значение остается текущим без необходимости сброса, даже если биение уменьшается. ММ190 не подходит для вихретоковых датчиков.
Особенности вихретоковых (индуктивных) измерений биения вала
Вихретоковые датчики откалиброваны для уникального материала. Для поддержания точности датчики должны использоваться с этим конкретным материалом.
Вихретоковые датчики обычно калибруются по плоской мишени. Диаметр стержня должен быть в 8-10 раз больше диаметра вихретокового датчика, чтобы обеспечить достаточно плоскую мишень для точных измерений. Кроме того, поскольку вихретоковые датчики будут мешать друг другу, если они расположены слишком близко друг к другу, диаметр вала такого размера обеспечивает достаточное расстояние между датчиками, когда два датчика используются для контроля биения на 90° друг от друга.
Электрическое биение
Вихретоковые датчики считывают ошибки «электрического биения» с материалов из магнитной стали; емкостных датчиков нет.
Магнитные материалы обладают свойством, называемым электрическим биением. Небольшие локальные различия в магнитных свойствах внутри материала влияют на взаимодействие с магнитными полями вихретокового датчика. Различия связаны с локальным химическим составом, кристаллической структурой и магнитными доменами, на которые влияет термическая история, степень нагрузки при холодной обработке, обработка поверхности и воздействие магнитных полей. Чем больше эти различия, тем больше электрическое биение. Когда вал из магнитной стали вращается, выходной сигнал вихретокового датчика будет изменяться в ответ на электрическое биение материала, даже если зазор между датчиком и валом не изменится (нет механического биения). Изображения справа сравнивают емкостной датчик и вихретоковый датчик, измеряющие один и тот же магнитный стальной вал. Цветные металлы, такие как медь и алюминий, не имеют этого явления на каком-либо значительном уровне. Немагнитная сталь, хотя и лучше, чем магнитная сталь, все же демонстрирует небольшое электрическое биение.
Электрическое биение обычно составляет менее 75 мкм (0,003 дюйма), что часто составляет лишь часть диапазона измерения вихретокового датчика биения вала. В некоторых приложениях электрическое биение мало по сравнению с базовым биением вала и, следовательно, не вносит существенной ошибки в измерение полного биения вала.
Снижение электрического биения
Если ваше измерение биения вала должно быть настолько точным, что электрическое биение будет значительной ошибкой, вам придется решить эту проблему. Лучший способ устранить ошибки электрического биения в магнитных валах — использовать емкостные датчики. Но датчики биения вала часто применяются во влажной и грязной среде, где требуется вихретоковый датчик. Вот несколько способов устранения или уменьшения электрического биения.
Используйте максимально возможный зонд. Чувствительное поле вихретокового датчика биения вала в три раза больше диаметра зонда. Выход зонда представляет собой среднее значение всего, что находится в этом поле. Использование датчика большего размера позволит усреднить большую площадь вала и его локальные магнитные несоответствия. Но ни в коем случае не используйте слишком большой зонд для вала (см. выше).
Немагнитная втулка. Поле вихретокового зондирования не проникает глубоко в материал. Алюминиевая или медная втулка толщиной 0,5 мм (или толще) обеспечит немагнитную мишень для датчика биения вала.
Заключение
Измерение биения вала является распространенным и полезным измерением, особенно для контроля состояния. Использование одного датчика и метода для получения одного общего значения биения позволяет установить базовые значения биения и пороговые значения для вмешательства оператора. Емкостные и вихретоковые датчики обеспечивают отличные решения в зависимости от специфики измерения и условий окружающей среды.
Общие указания по применению датчиков LA05-0022
Copyright © 2013 Lion Precision. www.lionprecision.com
Наглядное руководство по устранению неполадок Ultimaker
На этой странице вы сможете визуально попытаться сопоставить проблемы, возникающие у вас с печатью, и, надеюсь, найти достаточно информации, чтобы устранить возникшие проблемы. Просмотрите изображения и нажмите на то, которое соответствует проблемам, с которыми вы столкнулись, чтобы перейти к более подробному объяснению. Информация на этой странице ориентирована на Ultimaker2, но большая часть информации относится и к Ultimaker Original.
У нас также есть страница с несколькими советами по получению более качественных отпечатков путем настройки параметров или модификации вашей модели для пригодности для печати.
Если вы обнаружите какие-либо неточности или что-то непонятно, сообщите нам об этом
ПодушкаВерхние поверхности не закрыты должным образом или выходят неровными. | Слоновья лапаНижние слои принта расширяются. | Неправильные кругиКруги получаются деформированными, а линии не соприкасаются должным образом. |
ДеформацияУглы принтера поднимите и отсоедините от платформы | НатягиваниеНежелательные пряди пластика, перекрывающие оттиск | ЗвонНа отпечатке появляются волны/тени |
Уродливые выступыНижняя поверхность свесов выходит некрасиво | Зазоры на нижней поверхностиЛинии слишком заметны или расположены на расстоянии друг от друга на первом слое | Смещенные слои Части отпечатка внезапно смещаются по оси X или Y. |
Отпечатки наклоняютсяОтпечатки постепенно наклоняются или становятся перекошенными | Под экструзиейПринтер выдавливает недостаточно пластика, оставляя пробелы в печати | Стены, не соприкасающиесяЧасти или целые стены оттиска не слиты и не соприкасаются |
Нижние части печатной пещеры вНижние части печатной формы сжимаются до того, как достигают нужных размеров | Шлифовка нитиШнек подачи выточил канавку в нити | ОШИБКА — ОСТАНОВЛЕНОНа дисплее отображается ошибка датчика температуры кровати |
Поцарапанная верхняя поверхностьФорсунка перемещается по верхней поверхности и вызывает появление царапин. | Выступающие осиОдин или несколько стержней торчат сбоку принтера | Случайные слои заполнения / Закрытие пустот Проем или пустота в модели имеют «случайные» слои заполнения. |
Первый слой не прилипает / Части отклеиваютсяКажется, что первый слой вашего отпечатка не хочет приклеиваться или ваши части отклеиваются на полпути от отпечатка. | «Волосатые» отпечаткиНа поверхности оттиска появляются очень тонкие нити пластика. | Переключатель X или Y неисправенНа дисплее отображается сообщение о том, что переключатель сломан, обычно во время возврата в исходное положение. |
Пропущенный слой/падение кроватиВы обнаружите, что в середине отпечатка отсутствует один или несколько слоев, или вы слышите/видите, что кровать внезапно опускается слишком низко. | Смещенные осиСтержни, проходящие через головку, не идеально ровные. | Затвердевшая насадка Пластик протекал или выдавливался неправильно, и насадка была закрыта пластиком. |
| Специально для Ultimaker 3 | ||
Передняя крышка открываетсяКрышка переднего вентилятора не остается закрытой. | ER18Принтер останавливается и отображает ER15 | |
Деформация
Деформация происходит, когда пластик охлаждается и сжимается. Когда отпечаток остывает и немного сжимается, он начинает тянуть сам себя. В конце концов силы становятся настолько велики, что отпечаток отгибается от платформы. Лучший способ предотвратить это — использовать платформу для сборки с подогревом. При использовании нагретой платформы пластик удерживается чуть ниже точки, при которой он становится твердым, так называемой температуры стеклования, и поэтому он остается плоским и соединенным с платформой. Хотя тепла от платформы часто бывает достаточно, также рекомендуется нанести на платформу тонкий слой клея для улучшения адгезии. Ваш принтер поставляется с небольшой палочкой клея, нанесите тонкий слой клея на платформу. Затем влажной тряпкой или листом бумаги равномерно распределите клей на платформе. По мере того, как кровать нагревается, вода испаряется и оставляет очень хороший тонкий и ровный слой клея.
Также важно убедиться, что ваша кровать выровнена как можно лучше. Пластик должен быть прижат к платформе, чтобы он правильно приклеился. Помимо предотвращения ослабления или деформации отпечатка, он также делает нижний слой красивым и блестящим. Вы хотите, чтобы линии касались друг друга и все выглядели одинаково. Вот пример того, что вы ищете:
Обратите внимание на то, что все линии однородны и соприкасаются. Если на линиях видны пробелы, ваша кровать выровнена слишком низко. Если линии сплющены и беспорядочны, скорее всего, ваша кровать стоит слишком близко.
Встроенная в cura функция под названием «brim» — еще один отличный способ предотвратить деформацию отпечатка. Эта функция помещает то, что выглядит как поля шляпы, на нижний слой вашего отпечатка, чтобы помочь бороться с тянущими силами охлаждающего отпечатка. Поскольку эти поля имеют толщину всего в один слой, их очень легко удалить после завершения печати.
Ultimaker2 Go не поставляется с подогревом платформы, поэтому здесь вам в основном придется полагаться на прилагаемую синюю малярную ленту и поля. Убедитесь, что вы действительно прижимаете его к платформе, чтобы он не отрывался легко. Вы также можете протереть поверхность ленты небольшим количеством спирта, чтобы избавиться от восковой поверхности и жира на пальцах. Это значительно усложнит прилипание отпечатка. Но поскольку кровать на Go намного меньше, деформация — меньшая проблема.
Работа с АБС
ABS гораздо более подвержен деформации, чем PLA, и требует особого ухода. Помимо необходимости более высокой температуры слоя (не забудьте изменить настройку материала на вашей машине на ABS), вам также нужно быть более осторожным с охлаждением. Если возможно, попробуйте печатать вообще без использования охлаждающих вентиляторов. В идеале принтер должен быть закрыт, чтобы поддерживать постоянную температуру в зоне печати. Чтобы повысить адгезию к основанию, вы можете приготовить суспензию из АБС, растворив несколько кусочков лома АБС в банке с ацетоном. Нанесите эту суспензию, как клей, на платформу для сборки.
Наклонные отпечатки / Смещенные слои
Опираясь:
Наклонная печать обычно возникает из-за трения, из-за которого печатающая головка перемещается на меньшее расстояние, чем ожидалось. Убедитесь, что короткие ремни, соединяющие шаговые двигатели с осями, не натирают основной корпус принтера. Точно так же убедитесь, что шкивы шаговых двигателей, по которым проходят ремни, не касаются боковой части принтера. Если это так, вы должны переместить шкив ближе к шаговому двигателю.
Трудно добраться до установочных винтов, которыми шкив крепится к двигателю, поэтому вам придется снять белые накладки, за которыми находятся двигатели. Эти панели удерживаются на месте с помощью одного винта сбоку машины, если у вас немного более старый принтер. На более новых есть два винта, один сзади и один сбоку. Удалите винт, а затем снимите крышки, слегка наклонив крышку вперед и подняв их. Единственное, что удерживает их на месте, — это небольшой металлический язычок в нижней части крышки, который втыкается в нижнюю часть принтера.
На ходу нет винтов, которые можно было бы открутить. Вместо этого крышки удерживаются на месте небольшими ушками, которые втыкаются в стенки принтера и в днище. Эти крышки требуют немного грубой силы, чтобы удалить. Попробуйте нажать на области, отмеченные на рисунке ниже, а затем потяните крышку влево. Скорее всего, вам придется немного пошевелить крышку, чтобы снять ее. Как вы можете себе представить, вернуть крышки обратно может быть непростой задачей, но при некотором терпении и ловкости они вернутся на место.
Теперь вы сможете добраться до установочных винтов шкивов. Если вы не можете легко добраться до винтов, просто поверните головку так, чтобы они повернулись в поле зрения. Отверните винт на один оборот или около того, а затем придвиньте шкив ближе к шаговому двигателю. Шкив должен находиться как можно ближе, не касаясь шагового двигателя. Не забудьте снова затянуть винты, когда закончите, и убедитесь, что они очень затянуты, чтобы шкивы не проскальзывали.
Сдвинутые слои:
Если принтер внезапно смещает слои, скорее всего, один или несколько шкивов не закреплены должным образом на оси/осях. Чтобы подтвердить, что это так, вы можете использовать черный маркер и нанести метки на шкивы и соответствующие метки на оси. После печати пробного отпечатка и наблюдения за сдвигом слоя вы можете проверить свои метки и посмотреть, какие шкивы сдвинулись. Вполне вероятно, что шкивы, которые необходимо подтянуть, связаны с короткими ремнями. Затяните установочные винты, которые удерживают шкивы на месте, очень туго, возможно, немного сильнее, чем вы ожидаете. Небольшой шестигранный ключ, прилагаемый к принтеру, будет сгибаться при затягивании винтов. Не забудьте проверить шкивы, которые прикреплены непосредственно к валу двигателя, вы можете прочитать о них в разделе выше.
Попробуйте подвигать головку вручную при выключенном питании. Голова должна двигаться довольно легко, и должно быть одинаковое сопротивление как в направлении X, так и в направлении Y. Если головка двигается туго, возможно, стоит нанести на стержни по капле легкого машинного масла (например, масла для швейных машин).
Еще одной причиной тугого движения может быть смещение стержней, так что они не являются идеально прямыми. Проверьте это, переместив головку влево/вправо от машины и проверив, что расстояние между скользящими блоками и шкивами одинаково с обеих сторон, а затем повторите для передней/задней части принтера. Если вы заметили, что оси не прямые, вы можете исправить это, ослабив установочные винты на двух шкивах одного стержня, чтобы скользящий блок с этой стороны мог двигаться, не затрагивая противоположный блок. Сдвиньте блок на необходимую величину, а затем снова затяните установочные винты.
Возможно также, что часть, которую вы печатаете, отсоединилась от платформы во время печати. Это должно быть довольно легко увидеть, так как часть сместится с того места, где она была изначально.
Убедитесь, что стеклянная пластина надежно закреплена на месте. Если зажимы недостаточно крепко сжимают пластину, она может немного сместиться во время печати. Если они слишком ослаблены, вы можете использовать пару плоскогубцев, чтобы аккуратно сжать зажимы вместе.
В редких случаях может возникнуть проблема с неожиданным срабатыванием концевых упоров из-за перекрестных помех между проводами. В этом может помочь перенаправление кабелей. Но опять же, это очень редкое явление.
Еще одной, еще более редкой причиной может быть перегрев драйверов шаговых двигателей. Изменение конструкции дорожек на материнской плате может привести к большему, чем ожидалось, току, поступающему на драйверы шаговых двигателей. Это приводит к перегреву шагового двигателя, что, в свою очередь, приводит к срабатыванию защиты от перегрева в драйвере. Когда шаговый двигатель перегревается, он отключается на долю секции, чтобы остыть, и именно тогда происходит сдвиг.
Вы можете проверить/исправить эту проблему, уменьшив ток для степперов x/Y в настройках принтера. Перейти к Maintenance -> Advanced -> Motion settings -> Current X-Y и установите его на 1200 мА, а затем повторите попытку печати.
«Подушка»
Подушки проявляются в виде выпуклостей на верхней поверхности отпечатка и могут быть как открытыми, так и закрытыми. Самое главное здесь — убедиться, что ваши охлаждающие вентиляторы работают на максимальной скорости, когда принтер укладывает верхний слой. Без надлежащего охлаждения тонкие нити пластика, как правило, скручиваются и торчат над поверхностью отпечатка, что затрудняет правильное заполнение зазора последующими слоями. При хорошем охлаждении пряди постепенно зарастают щелью, пока она не закроется полностью.
Помимо охлаждения вам также необходимо напечатать достаточно толстую верхнюю поверхность, чтобы принтер мог ее правильно закрыть. Как правило, вы должны убедиться, что печатаете не менее шести верхних слоев. Поскольку верхняя и нижняя толщина задаются в миллиметрах, вам придется выполнить некоторые базовые вычисления, чтобы убедиться, что вы печатаете достаточное количество слоев. Если вы печатаете слоем толщиной 0,1 мм, толщина верхнего слоя должна быть не менее 0,6 мм.
Как правило, чем тоньше высота слоя, тем больше верхних слоев вам понадобится. С очень тонкими слоями тонкие нити пластика с большей вероятностью порвутся, прежде чем полностью перекроют промежутки в заполнении и создадут хорошую основу для следующего слоя. Поэтому вам нужно будет напечатать больше слоев, чтобы компенсировать это. Другими словами, очень тонкие слои могут быть еще одной причиной образования подушек.
На этом изображении показаны два отпечатка, сделанные с одинаковыми настройками, за исключением одного, на нижнем отпечатке не были включены охлаждающие вентиляторы.
Некоторые пользователи также сообщают, что изменение схемы заполнения от 24% до 25% (и выше) имеет большое значение. Разница между процентами заполнения при 24 или ниже и 25 и выше заключается в том, как cura укладывает каждый слой. Заполнение представляет собой штриховку, состоящую из диагональных пересекающихся линий. При более низких плотностях оба направления закладываются для каждого слоя, в то время как при более высоких плотностях они закладываются только в одном направлении для каждого слоя. Итак, для слоя X он будет делать линии из нижнего левого угла в верхний правый. На слое X+1 он будет делать линии, идущие от правого нижнего угла к левому верхнему.
Слоновья лапа
Очень часто первые несколько слоев отпечатка шире, чем вы ожидали. Это связано с тем, что вы, как правило, хотите убедиться, что первый слой хорошо вдавлен в платформу сборки, чтобы он правильно прилипал. При этом пластик сжимается в более толстую линию, чем обычно, и поэтому нижняя часть отпечатка немного выпирает, как нога слона. Вы можете уменьшить этот эффект, выровняв кровать так, чтобы сопло было немного дальше от кровати, и немного снизив температуру кровати. Полностью избавиться от этого эффекта без ущерба для качества нижнего слоя и адгезии к слою сложно. Это будет проще сделать с небольшими отпечатками, так как они с меньшей вероятностью деформируются и отсоединяются от платформы, и поэтому вы можете не сдавливать первый слой так сильно.
Однако, если деталь создали вы, есть хитрость, которая поможет вам избавиться от этой проблемы. Просто сделайте небольшую фаску в нижней части отпечатка. Насколько большой должна быть эта фаска, зависит от ваших настроек печати и от того, какой край вы хотите создать. Хорошей отправной точкой является фаска 0,5 мм под углом 45 градусов. У вас может возникнуть соблазн использовать скругление вместо фаски для более круглой формы, но это создает очень сильный выступ ближе всего к основанию и редко получается так, как вы ожидаете. Однако не стесняйтесь экспериментировать.
Круги не круглые / Линии не соприкасаются
Довольно распространенная проблема, особенно с Ultimaker Original (особенно с комплектными версиями), заключается в том, что люди пытаются печатать что-то кругами, а круги не получаются идеально круглыми. В то же время линии заполнения не касаются должным образом внешнего периметра. Вы также можете увидеть, что линии заполнения сгруппированы в пары, где соприкасаются две линии, за которыми следует разрыв, а затем соприкасаются еще две линии. Обе эти проблемы связаны с одной и той же проблемой, а именно с люфтом, вызванным провисанием ремней. В основном это так называемые «короткие ремни», то есть ремни, которые соединены с шаговыми двигателями недостаточно туго. К счастью, это легко исправить.
Это изображение — хороший пример линий, сгруппированных попарно. Обратите внимание, что на самом деле есть две линии, очень близкие друг к другу, за которыми следует пробел, а затем еще две линии сближаются.
Чтобы убедиться, что ремни натянуты должным образом, необходимо ослабить четыре винта, которые удерживают шаговый двигатель на месте. Не выкручивайте винты полностью, просто ослабьте их, чтобы можно было перемещать шаговый двигатель вверх и вниз.
Теперь плотно прижмите верхнюю часть двигателя, чтобы ремень был хорошо натянут. Удерживая давление на двигатель, снова затяните винты, чтобы зафиксировать двигатель на месте. Сделайте это для обоих двигателей.
Также рекомендуется убедиться, что штоки хорошо смазаны. Достаточно одной капли легкого масла, например, масла для швейных машин, на каждый стержень.
Дополнительный шаг, который вы, возможно, захотите предпринять, — это убедиться, что установочные винты шкива на двигателе хорошо и затянуты, сильнее, чем вы думаете, должно быть достаточно.
Натяжение
Основной мерой противодействия натягиванию является так называемое втягивание. Когда у вас включено втягивание, принтер будет «всасывать» нить назад на небольшое расстояние, прежде чем перемещать печатающую головку над открытым пространством. Небольшое всасывание нити помогает предотвратить капание пластика из сопла во время движения.
Итак, сначала вам нужно убедиться, что ретракция включена в cura. Этот параметр находится на вкладке «Основные» в виде флажка, когда вы находитесь в режиме полных настроек (Эксперт -> Перейти к полным настройкам. ..). Убедитесь, что этот флажок установлен. Вы можете проверить, произойдет ли ретракция без печати, посмотрев на представление слоя в cura после нарезки вашего объекта. Вы переключаетесь в режим просмотра слоев с помощью большой кнопки в правом верхнем углу окна. Отводы обозначены маленькими синими линиями, которые идут от печати и прямо вверх. Иногда бывает сложно увидеть эти линии, не увеличивая масштаб и не поворачивая изображение.
Как видите, эти маленькие линии бывает трудно разглядеть, если не увеличить масштаб для более внимательного рассмотрения. Другая синяя линия указывает ход перемещения, к которому готовится отвод.
Чтобы уменьшить эффект натяжения, можно увеличить скорость перемещения. По умолчанию скорость перемещения установлена на 150 мм/с, но вы можете увеличить ее до 250 мм/с. Увеличивая скорость движения, вы даете голове меньше времени для выделения пластика, но вы также помогаете отрывать любые образующиеся пряди, а не тянуть их за собой.
Температура также может играть роль. Поэкспериментируйте с более низкой температурой.
На этом изображении ясно видно, как понижение температуры очень положительно влияет на количество нитей. Как всегда, при понижении температуры вы также должны убедиться, что вы печатаете достаточно медленно, чтобы предотвратить недостаточное выдавливание. Обратите внимание, что температуры, показанные на этом изображении, относятся к PLA, для других материалов вы не сможете установить такую низкую температуру. Или, наоборот, вы можете пойти еще ниже.
В Ultimaker2 скорость и длина отвода задаются на принтере. Значения по умолчанию работают хорошо, но не стесняйтесь экспериментировать. Например, увеличение длины втягивания может компенсировать небрежность соединения трубки Боудена с печатающей головкой.
Наконец, следует отметить, что некоторые нити просто склонны к натягиванию, и что бы вы ни делали, полностью избавиться от них может быть практически невозможно. Даже разные цвета одного и того же производителя могут отличаться по натяжению нити.
Звонок
Звон – это то, что мы называем небольшими волнами или тенями, которые обычно появляются вокруг острых углов на отпечатке. Если у вас есть текст на распечатке, это часто очень заметно, так как вы увидите то, что выглядит как тени текста. Это происходит, когда печатающая головка резко меняет направление, и инерция головки вызывает вибрации, которые проявляются на отпечатке. Чтобы бороться с этим, вы можете сделать несколько вещей. Простое замедление скорости печати поможет уменьшить эффект. Уменьшение ускорения принтера сильно повлияет на уменьшение звона, не слишком сильно влияя на скорость печати. Вы настраиваете этот параметр, зайдя в дополнительные настройки на самом принтере Техническое обслуживание -> Дополнительные -> Параметры движения . Попробуйте 3000 или 1500 и посмотрите, как это повлияет на вашу печать.
Есть еще один дефект, который может выглядеть как звонок, хотя на самом деле им не является. Что-то, что может случиться, это то, что заполнение просвечивает к внешнему слою. Это может быть похоже на звон. Чтобы избавиться от этого, решение состоит в том, чтобы напечатать более толстые внешние стены, чтобы скрыть заполнение. Попробуйте напечатать как минимум две внешние оболочки, что при использовании стандартного сопла соответствует стенкам толщиной 0,8 мм.
По умолчанию cura будет печатать заполнение перед стенами, это повышает вероятность того, что заполнение будет видно на внешней стене. Причина печати в таком порядке заключается в том, что это помогает с выступами. Но вы можете попробовать изменить этот порядок, зайдя в Эксперт -> Настройки эксперта и отметив «Заполнение отпечатков после периметров»
.
Чрезмерная температура также может вызвать странные вертикальные линии на отпечатке. Попробуйте немного снизить температуру и посмотрите, поможет ли это.
Еще одна вещь, которую стоит попробовать, это повернуть вашу деталь на 45 градусов на печатной платформе. Некоторые пользователи сообщают, что это избавило от вертикальных линий на отпечатке.
Свесы
Причина, по которой выступы получаются более уродливыми, чем прямая стена, заключается просто в том, что новые слои не поддерживаются должным образом предыдущим слоем. Вместо того, чтобы полностью лежать и закрепляться на месте предыдущим слоем, новые слои частично печатаются в воздухе и имеют тенденцию немного провисать или скручиваться. Иногда эти проблемы накапливаются, делая каждый слой хуже предыдущего. Скручивание по углам при использовании тонких слоев кажется особенно проблематичным. Работа с выступами сложна, есть много переменных, которые влияют на то, насколько хорошо или плохо они будут напечатаны. Температура, скорость печати, величина выступа, высота слоя, материал и охлаждение — все это играет роль в том, как будет печататься выступ.
Как и многие другие факторы, охлаждение играет одну из самых важных ролей в том, насколько хорошо будет печататься выступ. Убедитесь, что ваши охлаждающие вентиляторы работают на 100% во время печати выступа. Если объект, который вы пытаетесь напечатать, небольшой, есть вероятность, что из-за расположения сопла у правильного вентилятора никогда не будет возможности должным образом охладить отпечаток. Ярким примером этого является правое ухо робота Ultimaker. Обойти это можно, распечатав более одного объекта одновременно. При этом печатающая головка перемещается между двумя объектами и позволяет слою одного объекта остыть, пока тот же слой печатается на другой копии. Это также очень помогает, когда печатаемый в данный момент слой очень мал. При печати очень мелких деталей, таких как антенны на роботе Ultimaker, печатающая головка будет оставаться на одном и том же месте в течение достаточно долгого времени и передавать много тепла отпечатку, что довольно сильно деформирует слой.
Еще одна переменная — высота слоя. В зависимости от вашего отпечатка, иногда более толстый слой будет полезен для улучшения качества, а иногда более тонкий слой. Более тонкие слои, кажется, создают более выраженное загибание краев вверх, особенно вокруг острых углов. Вам просто нужно поэкспериментировать и посмотреть, что лучше всего работает в вашей ситуации.
Скорость печати также влияет на качество печати. Замедление обычно всегда приводит к улучшению.
Постарайтесь максимально снизить температуру печати, не вызывая недоэкструзии. Чем медленнее вы печатаете, тем ниже может быть температура печати. В дополнение к снижению температуры печати может быть целесообразно снизить температуру печатной платформы или даже полностью отключить ее. Это особенно важно, если свес находится близко к кровати.
Если возможно, постарайтесь сориентировать объект так, чтобы свести к минимуму выступы. Посмотрите на свою модель и представьте, как должна двигаться печатающая головка, а затем попытайтесь придумать, как ее повернуть или наклонить, чтобы упростить задачу. Если вы создатель модели, сделайте все возможное, чтобы избежать нависаний или уменьшить их выраженность. Если есть возможность сохранить выступ до 45 градусов вместо 30, это хорошо, так как принтеру будет намного легче работать. Вы также можете подумать об изменении дизайна, чтобы сделать мост, а не выступ.
Верхний объект имеет нависающий выступ, поверхность которого довольно трудно очистить. Нижний объект заменил выступ на прямую «крышу», которую вместо этого можно соединить мостом, что в некоторых случаях может дать более чистый результат. Мост — это когда печатающая головка печатает прямо через зазор между двумя островками в воздухе. На самом деле это работает лучше, чем вы думаете, особенно если прыжок короткий.
Существует ограничение на то, какой выступ вы можете печатать, сохраняя при этом желаемое качество, и это просто ограничение типа принтера Ultimaker. Где провести эту линию, зависит от ваших собственных ожиданий, от того, какой пластик вы используете, какова геометрия выступа, насколько хорошо он может охлаждаться и многих других факторов.
Очень заметные линии на нижнем слое
Если на нижнем слое вашего отпечатка видны очень заметные линии печати, вероятно, ваша платформа просто выровнена слишком далеко от сопла. Чем ближе к соплу находится кровать на первом слое, тем тверже пластик будет вдавливаться в кровать, и тогда линии будут лучше сливаться. Тем не менее, вы не можете подходить слишком близко, так как это помешает правильному выходу пластика из сопла. Давление будет нарастать, и, в конце концов, пластик выльется наружу и создаст уродливую каплю, или это может привести к тому, что фидер измельчит вашу нить, чего вы не хотите.
По умолчанию cura печатает первый слой толщиной 0,3 мм. Вы можете попробовать уменьшить это значение до 0,2 мм или даже 0,1 мм, чтобы сделать нижний слой еще более зеркальным. Однако, когда вы уменьшаете начальную высоту слоя, вы должны быть очень точными в выравнивании вашей грядки. Высота слоя 0,3 мм вполне снисходительна, высота слоя 0,1 мм совсем не так.
Под экструзией
Что это?
Под экструзией просто принтер не может поставить то количество пластика, которое запрашивается. Симптомами этого являются отсутствующие слои, очень тонкие слои или слои со случайными точками и отверстиями. Эта проблема, вероятно, является самой сложной для поиска прямой причины, поскольку в игре так много переменных.
Принтер сделает все возможное, чтобы попытаться достичь требуемой скорости печати. Если это выходит за рамки возможностей принтера, у вас возникнут проблемы. Если принтер работает на пределе своих возможностей, количество экструдируемого пластика будет меньше, но печать будет продолжаться нормально. Когда это происходит, ваш напечатанный объект может выглядеть нормально на первый взгляд, но если вы посмотрите поближе, вы увидите, что стены не сплавлены должным образом, а между линиями заливки есть промежутки.
Если вы выйдете за пределы этого промежуточного этапа, принтер будет пытаться выдавливать материал все сильнее и сильнее, но в конечном итоге давление будет слишком высоким. В идеале, когда это происходит, двигатель экструдера будет делать то, что мы называем пропуском назад, когда ось двигателя вращается в противоположном направлении примерно на четверть оборота, чтобы сбросить давление. Это не повредит принтер, это предназначено для предотвращения измельчения нити устройством подачи. Вы услышите, когда это произойдет, поскольку он издаст звук *так*, и если вы внимательно посмотрите на выдавливаемую нить, вы увидите внезапное уменьшение громкости.
Если возврата не произойдет, ваша нить будет перетерта устройством подачи, и вам придется удалить нить и отрезать поврежденную часть.
НЕ увеличивайте расход для компенсации
Давайте уберем это с самого начала, это ужасная идея и очень контрпродуктивная. Представьте, что вы пытаетесь эвакуировать здание во время пожара, сотни людей пытаются протиснуться через единственный выход, но выйти может только один за раз. Если через дверь может выйти только один человек за раз, поможет ли это, если вы добавите больше людей внутрь здания? Это, по сути, то, что увеличение потока делает в этой ситуации. Увеличение потока имеет свои преимущества, но предотвращение недостаточного выдавливания не является одним из них.
Соблюдение ограничений принтера
Простейшая и, вероятно, наиболее распространенная причина недостаточной экструзии заключается в том, что вы просто просите принтер сделать больше, чем он может. Мы измеряем, насколько быстро принтер может печатать объемом пластика в секунду: мм 3 /с. В идеальных условиях Ultimaker 2 способен печатать со скоростью около 10 мм 3 /с. Более реальным пределом является 8 мм 3 /с, но следует отметить, что при таких скоростях качество печати будет не таким уж хорошим, и в зависимости от размера объекта, который вы печатаете, оно может даже не достигать таких значений. высокая скорость за счет минимального времени остывания слоя, замедляющего скорость печати.
Чтобы выяснить, насколько быстро вы пытаетесь печатать, просто умножьте диаметр сопла на высоту слоя и скорость. Так, например, если вы печатаете слоями толщиной 0,2 мм со скоростью 60 мм/с, вы получите: 0,4*0,2*60 = 4,8 мм 3 /с. Это скорость, с которой нормально работающий Ultimaker2 должен работать без каких-либо проблем.
Температура
Чем быстрее вы печатаете, тем меньше времени требуется пластику, чтобы нагреться до надлежащей температуры печати, прежде чем он будет вытеснен через сопло. Более холодный пластик более вязкий и требует более высокого давления, чтобы протолкнуть его через сопло, и в конечном итоге давление просто станет слишком высоким, что приведет к недостаточной экструзии. Итак, можете ли вы увеличить температуру, чтобы обойти эту проблему? Да, можно, но в пределах разумного. Установка температуры выше 240-245°C для PLA начинает нарушать правила, так как пластик начнет менять свойства, если оставить его в сопле слишком долго, и может вызвать засорение. Если вам нужно поднять температуру так высоко, продолжая печатать с нормальной скоростью, значит, происходит что-то еще. Вы также, вероятно, заметите ухудшение качества печати при этих температурах, например, увеличение натяжения и ухудшение выступов.
Шлифование
Если вы столкнулись с недостаточной экструзией, обнаружили, что нить была съедена устройством подачи (шлифовка), и у вас нет забитого сопла, вероятно, вам необходимо отрегулировать натяжение устройства подачи. В верхней части кормушки, справа от входа трубки Боудена, есть небольшое отверстие с винтом регулировки натяжения внутри. На передней и боковой сторонах питателя есть два белых циферблата, которые показывают давление в питателе.
Ultimaker2: В марте 2014 г. была заменена пружина внутри устройства подачи, поэтому правильная настройка будет различаться в зависимости от того, когда вы получили принтер. Для машин, выпущенных до марта 2014 года, индикатор должен быть в середине, а для машин после этой даты индикатор должен быть вверху.
Ultimaker2+: Настройка по умолчанию для Ultimaker2+ находится посередине.
Вы хотите отрегулировать натяжение таким образом, чтобы устройство подачи никогда не перемалывало нить, а отскакивало назад, когда давление становится слишком высоким. Попробуйте сначала увеличить давление (переместив индикатор дальше вниз). При правильной регулировке двигатель будет прыгать назад, чтобы защитить нить от перетирания, чтобы устройство подачи всегда могло получить хороший захват (и предотвратить повреждение).
Обратите внимание, что новое устройство подачи на Ultimaker2+ не будет проскальзывать, как старое устройство подачи на Ultimaker2, поскольку оно стало более прочным и оснащено шестеренчатой конструкцией.
Плотно скрученная нить
Ближе к концу рулона нити витки обычно маленькие и тугие. При прохождении через трубку Боудена нить будет испытывать большее трение, чем если бы нить была гладкой и прямой. Если вы печатаете на пределе возможностей принтера, этого дополнительного трения может быть достаточно, чтобы вытолкнуть его за край.
Запутанная нить
Это может показаться очевидным, но убедитесь, что ваша нить может беспрепятственно разматываться. Убедитесь, например, что нить не накладывается на катушку. Нередко петля нити находится под собой, когда вы вынимаете ее из принтера для хранения, и ее может быть трудно увидеть.
Забито сопло
Благодаря маленькому выходному отверстию на форсунке не нужно много времени, чтобы выход полностью или частично заблокировался. Засоры могут быть вызваны самыми разными причинами, такими как неожиданные загрязнения на нити (с нитью хорошего качества это очень маловероятно), чрезмерная пыль или шерсть домашних животных на нити, сгоревшая нить или остатки нити с более высокой температурой плавления, чем у вас. повторно использую в настоящее время.
Если вы недавно перешли от печати материалом, требующим довольно высоких температур экструзии, например, ABS, к пластику с более низкой температурой экструзии, например PLA, важно избавиться от всего ABS в сопле. Часто вы можете избавиться от старого пластика, просто вручную экструдируя новый материал при более высокой температуре, необходимой для старой нити. При использовании более высокой температуры, чем обычно, важно не оставлять пластик в сопле слишком долго. Это может привести к возгоранию пластика и блокировке сопла.
Если что-то физически блокирует сопло, например, скопление пыли или что-то в этом роде, очень хорошим методом для начала является то, что называется «атомным» или «холодным методом». Нажмите здесь для получения инструкций
Обычно выполнение этой операции несколько раз решит проблему. Если это не так, вы можете использовать очень тонкую проволоку, чтобы ткнуть в сопло, чтобы помочь вытеснить то, что вызывает засорение. Популярным инструментом для этого являются иглы для акупунктуры. Их можно дешево купить, например, на Ebay, или вы можете связаться с нами, и мы можем поставить их для вас. Однако можно использовать любую достаточно тонкую (диаметр отверстия насадки 0,4 мм) и жесткую проволоку, только будьте очень осторожны, чтобы не повредить насадку. После удаления блокировки снова выполните атомарный метод, чтобы извлечь ее.
В крайнем случае можно полностью снять форсунку и попытаться выжечь остатки в форсунке пропановой горелкой. Это довольно длительная процедура для Ultimaker2, так как требует разборки печатающей головки и требуется редко. Однако в Ultimaker2+ есть блок Olsson, который позволяет отвинтить только сопло, что упрощает либо его полную замену, либо очистку.
Расчесывание
Современное программное обеспечение для слайсеров использует метод, называемый расчесыванием, для предотвращения натяжения. Когда печатающей головке необходимо переместиться из одной части отпечатка в другую, а между двумя точками есть пустота, расчесывание заставляет головку перемещаться внутри периметра детали, а не пересекать пустоты. Это делает так, что любые капли из сопла оседают внутри той части, где их не видно. Побочным эффектом этого может быть то, что резервуар в наконечнике немного опустошается, и когда он снова начинает печатать, требуется некоторое время, чтобы резервуар снова наполнился. Поскольку резервуар заполняется, пластик практически не экструдируется. Следует отметить, что обычно это не проблема для более коротких перемещений. Когда голове нужно совершить длительную поездку, это может вызвать проблемы.
Вы можете отключить это поведение в экспертных настройках: Эксперт -> Открыть экспертные настройки... Если эта опция неактивна, вам нужно сначала переключить cura в режим полных настроек: Эксперт -> Переключиться в полные настройки После того, как у вас открыты экспертные настройки, опция расчесывания находится в настройках «Отвод» в левом верхнем углу. Если вы снимите флажок «Расчесывание», cura выполнит втягивание, а затем переместится по прямой линии, когда ей нужно переместить голову из одной точки в другую.
Вам решать, какое поведение вы предпочитаете. Если расчесывание не вызывает у вас проблем, вы можете оставить его включенным, так как это сэкономит немного времени. Приведет ли расчесывание к длинному перемещению, ведущему к проблемам с недостаточной экструзией, зависит от геометрии модели, которую вы пытаетесь напечатать. Здесь нет однозначно правильного выбора.
Деформированный тефлоновый изолятор
Перед попаданием в горячую зону сопла нить накала проходит через кусок белого изолятора. Если печатающая головка испытала чрезмерную температуру в сочетании с очень плотно собранной печатающей головкой, может случиться так, что выход этой изолирующей детали немного деформируется. Если диаметр на выходе деформирован, это может вызвать ненужное трение, что затруднит правильную экструзию питателя. Чтобы узнать, так ли это, необходимо разобрать печатающую головку. После разборки вы можете внимательно рассмотреть изолятор, уделив особое внимание выходному отверстию. Попробуйте продеть через него выпрямленный кусок нити, сопротивления быть не должно. Если на выходе образовалась кромка, вызывающая трение, можно попытаться очень осторожно удалить эту кромку сверлом. Однако важно удалить только губу и ничего больше. Изолятор должен плотно прилегать к хотэнду, чтобы пластик не вытекал.
Если вам неудобно выполнять эту операцию или вы чувствуете, что вам нужна запасная часть, свяжитесь с вашим торговым посредником или Ultimaker.
Ultimaker2+: Обратите внимание, что, поскольку в Ultimaker2+ больше не используется пружина, а вместо нее используется сплошная прокладка, очень важно, чтобы расстояние между двумя металлическими пластинами было правильным. Со временем для этого будет доступен небольшой инструмент.
Диаметр нити
Высококачественные нити имеют очень высокие допуски и производятся диаметром около 2,85 мм. Это может ввести в заблуждение, поскольку они обычно продаются как «3 мм». Это не потому, что они пытаются вас обмануть, а для того, чтобы убедиться, что нить работает правильно в принтере. Если вы покупаете дешевую нить, убедитесь, что ее диаметр не превышает 3 мм. Также обратите внимание, что некоторые нити могут иметь слегка овальную форму, поэтому измерьте дважды, поверните штангенциркуль 90 градусов для второго измерения. Если ваша нить превышает 3 мм, есть большая вероятность, что она застрянет в принтере, так как она будет слишком толстой, чтобы пройти через печатающую головку. И даже если он проходит, это может вызвать чрезмерное трение, что, в свою очередь, приводит к недостаточному выдавливанию. На самом деле ваш лучший вариант — не использовать его, чтобы избежать головных болей.
Помимо проверки того, что ваша нить не слишком толстая, также важно, чтобы программное обеспечение принтера/слайсера знало диаметр вашей нити. На Ultimaker Original это настройка в cura (или любом другом слайсере, который вы используете), для Ultimaker2 это устанавливается на самой машине. Почему это важно, спросите вы? это важно, так как это измерение используется слайсером/принтером для определения того, сколько нити необходимо подать для получения желаемой ширины линии. Если ваши настройки говорят, что ваша нить 2,9мм в диаметре, но ваша нить на самом деле 2,7 мм, принтер будет подавать немного меньше материала, чем ему действительно нужно. Это не создаст существенной разницы, но, например, это можно увидеть в виде крошечных промежутков между линиями на верхней поверхности. Это может быть разница между водонепроницаемой печатью и печатью, которая протекает.
Подающее колесо
Материал подается в печатающую головку с помощью небольшого колеса с накаткой в устройстве подачи в задней части принтера. Рифленое колесо представляет собой своего рода втулку, которая крепится к валу двигателя питателя. важно, чтобы этот рукав не мог соскальзывать. Чтобы убедиться, что это не так, вы можете нанести небольшую метку на вал и соответствующую метку на втулку. После того, как что-то напечатаете, осмотрите метки и убедитесь, что они не сдвинулись относительно друг друга. Если они есть, вам придется затянуть небольшой установочный винт, удерживающий колесо на месте.
На более новых принтерах Ultimaker2 это происходит с меньшей вероятностью, так как вал больше не круглый. Небольшой вырез помогает удерживать колесо на месте. Но на всякий случай проверить еще что-то.
Для Ultimaker2+ это не актуально.
Сопло слишком близко к стеклу
В основном это проблема, которая может проявляться на UM2+ с более сильным фидером. Если вы выровняете сопло слишком близко к кровати, вы по существу заблокируете выход пластика. При более старой конструкции устройства подачи это приводило к пропуску подачи и, таким образом, к сохранению нити. С новым, более сильным фидером есть шанс, что он просто продолжит давить и начнет стачивать нить.
Стены не соприкасаются
В первую очередь необходимо определить, соприкасаются ли стены вообще или соприкасаются только в некоторых частях. Используя в качестве примера цилиндр, обычно две «стороны» соприкасаются, а две — нет.
Частично касается
Вероятно, это вызвано тем, что короткие ремни недостаточно натянуты. См. этот раздел, посвященный этому вопросу.
Обратите внимание, что некоторые части линий заполнения касаются линий периметра, а другие нет. Обычно вы обнаружите, что если представить, что рисуете большой X поверх отпечатка, вы заметите, что нижний левый и верхний правый узоры совпадают, а также верхний левый и нижний правый совпадают.
Совсем не касаясь
Если стенки вообще не соприкасаются друг с другом, это проблема экструзии. cura просит ваш принтер создать серию линий толщиной 0,4 мм и размещает их так, чтобы они сливались вместе. Однако, если ваш принтер немного выдавливает, линии будут немного тоньше, и они больше не будут правильно сливаться. Решение может быть таким же простым, как небольшое снижение скорости печати или повышение температуры на несколько градусов. Недостаточное выдавливание — это проблема со многими причинами, и вы можете узнать больше об этом здесь.
Другая возможная причина
Однако может происходить что-то еще, и это проблема слайсера, связанная с толщиной стенок и размером вашего сопла. Мы называем это «проблемой тонких стенок». Стандартное сопло на Ultimaker имеет диаметр 0,4 мм, так что это ширина, с которой должна работать Cura для печати. Теперь предположим, что у вас есть стена толщиной 1 мм, как cura справится с этим? Он создает две стенки по периметру толщиной 0,4 мм каждая. Это оставляет зазор 0,2 мм между стенками, и, поскольку сопло в два раза больше, cura не может поместить сопло между стенками, чтобы заполнить пустоту. Следует сказать, что cura довольно хорошо справляется с этим и попробует некоторые трюки, чтобы обойти эту проблему, но когда это не удастся, эта пустота между стенами — это то, с чем вы в конечном итоге столкнетесь.
Чтобы обойти эту конкретную проблему, вы всегда должны пытаться проектировать тонкие стенки, кратные размеру вашего сопла. Если это невозможно, вы можете немного схитрить, изменив настройку размера сопла в cura на что-то немного меньшее и попробуйте еще раз. Это приведет к тому, что cura будет немного меньше экструдировать, чтобы создать более тонкую линию. Вы также можете увеличить размер, чтобы сделать наоборот. Однако очень важно следить за скоростью печати, так как объем, который вы пытаетесь выдавить, резко возрастет. Важно, чтобы параметры толщины стенки соответствовали параметрам нового сопла. Толщина стенки должна быть кратна диаметру сопла. Если вы установите диаметр сопла 0,3 мм, вы хотите, чтобы настройки стенки были 0,3 мм, 0,6 мм, 0,9 мм.мм и т. д.
Также стоит поэкспериментировать с настройкой толщины стенки и процентом заполнения. Если вы не получаете желаемого результата со стенками толщиной 0,8 мм, вы можете попробовать, например, 0,4 мм или 1,2 мм. Иногда более тонкая внешняя стенка помогает заполнить эти тонкие стенки, и наоборот. Вам не нужно распечатывать его для проверки, вместо этого используйте встроенный вид слоя в cura, чтобы проверить свои изменения. Вид слоя можно найти, нажав большую кнопку в правом верхнем углу окна.
На этом изображении показан классический случай задачи о тонкой стенке.
Нижняя стена пещеры в
Виновником в этом случае является чрезмерное нагревание постели. Когда пластик выдавливается, он ведет себя подобно резиновой ленте. Обычно этот эффект сдерживается предыдущими слоями печати. Когда укладывается новая линия пластика, она связывается с предыдущим слоем и удерживается на месте до тех пор, пока полностью не остынет ниже температуры стеклования (когда пластик становится твердым). В очень горячем слое пластик держится выше этой температуры и остается ковким. По мере того, как новые слои пластика кладутся поверх этой полутвердой массы пластика, усадочные силы заставляют объект сжиматься. Это продолжается до тех пор, пока отпечаток не достигнет высоты, на которой тепло от кровати больше не удерживает объект выше этой температуры, и каждый слой становится твердым до того, как будет нанесен следующий слой, таким образом удерживая все на месте.
Для PLA вам нужно поддерживать температуру слоя около 50-60°C, что является хорошей температурой для поддержания адгезии слоя, но не слишком горячей. По умолчанию температура слоя установлена на 75°C, что определенно слишком много для PLA. Однако есть исключение. Если вы печатаете объекты с очень большим отпечатком основания, занимающим большую часть платформы, возможно, потребуется использовать более высокую температуру платформы, чтобы убедиться, что углы не поднимаются.
В дополнение к снижению температуры вашей кровати вы хотите, чтобы ваши вентиляторы включались рано, чтобы помочь охладить слои как можно быстрее. Вы можете изменить это в экспертных настройках cura: Expert -> Open Expert Settings... В открывшемся окне вы найдете раздел, посвященный охлаждению. Попробуйте установить Fan full on на высоте на 1 мм, чтобы вентиляторы включались хорошо и рано.
Если вы печатаете очень маленькую деталь, этих шагов может быть недостаточно. Слоям может просто не хватить времени, чтобы должным образом остыть, прежде чем будет уложен следующий слой. Чтобы помочь с этим, вы можете распечатать две копии вашего объекта одновременно, чтобы печатающая головка попеременно работала между двумя копиями, давая каждой из них больше времени для охлаждения.
Шлифование
Перетирание происходит, когда двигатель пытается протолкнуть нить через сопло, но по какой-то причине он начинает проскальзывать по нити и вместо этого стачивает пластик. Чем больше он перемалывает нить, тем меньше захвата он может получить, и очень скоро он не сможет двигать нить ни внутрь, ни наружу. Это чаще встречается на Ultimaker Original, но также может произойти и на Ultimaker2. Чтобы предотвратить эту проблему на UM2, ток двигателя механизма подачи намеренно ограничен, так что двигатель будет пропускать назад, прежде чем начать измельчение нити. Когда это произойдет, вы услышите звук *так*, и колесо подачи повернется в обратном направлении примерно на четверть оборота.
То, что мешает подающему устройству правильно продвигать материал вперед, может различаться, и ниже приведены несколько вещей, которые вы должны проверить.
Запутанная нить
Это может показаться очевидным, но убедитесь, что ваша нить может беспрепятственно разматываться. Убедитесь, например, что нить не накладывается на катушку. Нередко петля нити находится под собой, когда вы вынимаете ее из принтера для хранения, и ее может быть трудно увидеть.
Давление питателя
Величина давления, которое фидер оказывает на вашу нить, регулируется с помощью небольшого скрытого винта, доступного в верхней части фидера. Справа от того места, где трубка Боудена входит в фидер, есть маленькое отверстие, в которое можно вставить шестигранную отвертку для регулировки натяжения. Текущую настройку можно увидеть на маленьком белом циферблате прямо под этим отверстием. Когда циферблат находится в верхнем положении, давление низкое, и наоборот.
Ultimaker2: В марте 2014 года была заменена пружина внутри устройства подачи, поэтому правильная настройка будет отличаться в зависимости от того, когда вы получили принтер. Для машин, выпущенных до марта 2014 года, индикатор должен быть в середине, а для машин после этой даты индикатор должен быть вверху.
Ultimaker2+: Значение по умолчанию для Ultimaker2+ — среднее.
Вы хотите отрегулировать натяжение таким образом, чтобы устройство подачи никогда не перемалывало нить, а отскакивало назад, когда давление становится слишком высоким. Попробуйте сначала увеличить давление (переместив индикатор дальше вниз). При правильной регулировке двигатель будет прыгать назад, чтобы защитить нить от перетирания, чтобы устройство подачи всегда могло получить хороший захват (и предотвратить повреждение).
Обратите внимание, что новое устройство подачи на Ultimaker2+ не будет проскальзывать, как старое устройство подачи на Ultimaker2, поскольку оно стало более прочным и оснащено шестеренчатой конструкцией.
Обновление микропрограммы для вашего UM2
Неудачная ошибка прошивки UM2 может привести к шлифовке в начале печати из-за чрезмерной скорости заполнения. Пожалуйста, убедитесь, что вы используете прошивку, поставляемую с cura 14.07 или более поздней версии. Вы можете загрузить последнюю версию cura здесь: Загрузка программного обеспечения
Проверка «третьего» вентилятора
Печатающая головка UM2 имеет три вентилятора: два вентилятора охлаждения печати слева и справа и так называемый третий вентилятор, расположенный в задней части головки. очень важно, чтобы этот вентилятор работал всякий раз, когда хотэнд нагревается. В зависимости от того, сколько лет вашему принтеру, вентилятор должен включиться, как только принтер будет включен или как только температура печатающей головки превысит 40°C. Функция этого вентилятора заключается в охлаждении зоны печатающей головки, где пластик переходит из жидкого состояния в твердое, важно, чтобы между этими двумя зонами была резкая граница и чтобы тепло не шло вверх по системе. Если третий вентилятор не работает, тепло будет подниматься по системе и размягчать нить накала намного выше, чем предполагалось. Затем размягченная нить расширится и вызовет закупорку, из-за которой печать будет невозможна, пока она не будет удалена.
Если вы обнаружите, что вентилятор не работает, проверьте правильность подключения вентилятора. Разъем скрыт под черной защитной сеткой, и вам нужно будет убрать его с дороги. Возможно, сетка имеет термоусадочную трубку, которую необходимо удалить, прежде чем вы сможете убрать сетку с дороги. Используйте маленькие ножницы или плоскогубцы и аккуратно отрежьте трубку, стараясь не перерезать кабели. Термоусадочная трубка носит косметический характер, и ее удаление никак не повлияет на производительность.
Проследите провод от вентилятора до его разъема. Вентилятор должен подключаться к оранжево-синему проводу. Аккуратно потяните соединение, чтобы убедиться, что оно надежно подключено, и убедитесь, что оно каким-то образом не было подключено наоборот.
На этом изображении показано правильное подключение. Обратите внимание, как маленькие «крючки» скрепляют два разъема вместе. Также обратите внимание на порядок цветов проводов. Было пару случаев (другими словами, редких), что провода были собраны не в том порядке.
В этом случае один из внутренних металлических разъемов выскользнул из корпуса. Это может вызвать прерывистое поведение, при котором вентилятор включается только тогда, когда печатающая головка находится в определенных положениях. Важно, чтобы вы это исправили, и вы начнете с того, что сначала отсоедините вентилятор, а затем осторожно полностью вытащите свободный провод.
Осмотрите разъем и убедитесь, что небольшой зазубрина в верхней части отогнута наружу.
Затем снова вставьте провод в корпус до упора, пока не услышите слабый щелчок, когда маленькая зазубрина встанет на место. Это может быть трудно услышать, поэтому посмотрите и убедитесь, что провод действительно полностью вставлен. Слегка потяните за провода, чтобы убедиться, что они надежно закреплены на месте. Наконец снова подключите вентилятор.
Очистите втулку с накаткой
Возможно, пластик забил рифленую поверхность, которая должна входить в нить. Обычно резкое дуновение на поверхность избавляет от мусора, но использование маленькой щетки, например зубной, поможет убедиться, что поверхность красивая и чистая. Особенно важно очищать втулку после шлифовки, так как тогда, скорее всего, она будет заполнена пластиковой стружкой.
Чрезмерный нагрев оси шагового двигателя
Этот случай немного более неясен, но мы видели пару случаев, когда вал двигателя фидера нагревался настолько, что нагревал нить до такой степени, что она становилась слегка мягкой. В основном это проблема с PLA, поскольку у него более низкая температура стеклования, чем, например, у XT или ABS. Из-за дополнительного тепла нить начнет деформироваться и сплющиваться, что, в свою очередь, приведет к проблемам с экструзией. Отпечатки с большим количеством отводов, конечно, затронуты больше, чем отпечатки, где нить постоянно подается в принтер.
Это больше похоже на проблему, когда принтер находится в месте с уже очень высокой температурой окружающей среды. Если вы подозреваете, что это происходит на вашем принтере, вы можете попробовать следующее, чтобы увидеть, поможет ли это. Снимите белую металлическую крышку, которая скрывает шаговый двигатель, а затем направьте вентилятор на шаговый двигатель, чтобы охладить его. Вы также можете попытаться охладить область позади принтера, но это сложнее, так как открыта небольшая часть вала.
См. также этот раздел руководства.
ОШИБКА — ОСТАНОВЛЕНО Датчик температуры кровати
Встроенное ПО обнаружило, что датчик температуры кровати сообщает неверные значения. Без надлежащей обратной связи от датчика микропрограмма не может контролировать нагрев стола, поэтому для защиты принтера и из соображений безопасности микропрограмма не позволит вам использовать принтер, пока эта проблема не будет устранена.
Важное примечание о гарантии: прежде чем выполнять какие-либо из этих действий, вы должны сначала обратиться в службу поддержки Ultimaker
Скорее всего, ошибка вызвана проблемой подключения. Это может произойти в нескольких местах:
- Место подключения проводов к печатной плате под принтером
- На соединителе кровати
- Сами провода могут быть повреждены
Проще всего проверить разъем на подогреваемой платформе, поэтому начнем с него. Следуйте за кабелями, которые соединяются с кроватью. Там будет четыре провода два толстых и два потоньше. Провода датчиков самые тонкие. Попробуйте осторожно потянуть за эти провода и убедитесь, что они надежно закреплены. Если они не закреплены должным образом, вам нужно будет снять платформу с подогревом, чтобы вы могли получить доступ к разъему и правильно вставить провода.
Если какой-либо из проводов отсоединен, вам нужно будет снять платформу с подогревом, чтобы вы могли добраться до разъема. Начните с удаления зажима, который удерживает провода на кровати. Платформа удерживается на месте тремя винтами, которые соединяются с тремя винтами с накатанной головкой на нижней стороне рабочей пластины. Полностью открутите все три винта и снимите кровать. Будьте готовы поймать винты с накатанной головкой, так как они не удерживаются на месте. Теперь у вас будет полный доступ к разъему кровати, и вам будет несложно снова вставить провода и затянуть их на место. Пока у вас есть доступ, вы также должны осмотреть паяные соединения, которые удерживают разъем на нагреваемой платформе. Проверьте на наличие трещин или других повреждений. Если вы обнаружите плохое соединение, вам нужно будет повторно залить паяные соединения. Если вам неудобно делать это самостоятельно, возможно, вы знаете кого-то, кто имеет опыт работы с паяльником. Если нет, свяжитесь с нами, и мы обязательно исправим это для вас.
Теперь убедитесь, что датчик правильно подключен к печатной плате в нижней части принтера. Для доступа к печатной плате необходимо снять защитную металлическую крышку. Есть две металлические крышки, та, которую нужно снять, больше. Крышка удерживается на месте парой винтов, которые вы отвинчиваете внутри области печати принтера. Начните с подъема платформы, взяв ее обеими руками как можно ближе к задней части принтера и подняв прямо вверх. Положите машину на бок, открутите два винта и, наконец, снимите крышку. Возможно, потребуется немного пошевелить ее вперед-назад, чтобы снять крышку. Кабель датчика бело-коричневый и должен быть подключен к «Temp3» на печатной плате:
Отвинтите эти два винта, чтобы снять крышку блока электроники.
Убедитесь, что бело-коричневый кабель вставлен в «Temp3».
Царапины
Когда печатающая головка завершает перемещение верхнего слоя, могут появиться некрасивые линии. Это может быть вызвано несколькими причинами. Либо головка действительно царапает поверхность, либо вы видите небольшое просачивание пластика во время движения.
Вы можете попробовать включить функцию «z-hop» в cura, которая находится в экспертных настройках под заголовком опрокидывания: Эксперт -> Открыть экспертные настройки... Эта функция заставит принтер слегка приподнять сопло непосредственно перед перемещением, а затем снова опустить его по прибытии в пункт назначения. В сочетании с этим вы можете увеличить скорость, с которой принтер выполняет перемещения. Вы можете без проблем увеличить значение по умолчанию со 150 мм/с до 250 мм/с. Более быстрое движение сократит количество времени, в течение которого сопло может вытекать из пластика. Также рассмотрите возможность снижения температуры, чтобы еще больше уменьшить выделение мочи.
Чтобы еще больше уменьшить просачивание, вы можете установить минимальное расстояние перемещения на 1 и установить минимальное выдавливание на 0. Это заставит cura всегда втягиваться перед выполнением перемещения. Это может увеличить время печати, так как отзыв не происходит мгновенно.
Побочным эффектом функции z-hop является то, что она может оставить после себя маленькую каплю. Однако маленькое пятно гораздо менее заметно и его легче удалить, чем царапину.
Этот эффект чаще возникает на поверхностях, которые разбиты отверстиями, поскольку голове нужно больше двигаться. «Работник мечты» на форумах Ultimaker придумал умный обходной путь, чтобы упростить верхнюю поверхность. Добавив тонкий твердый слой поверх объекта, он смог значительно сократить перемещения. Затем тонкий слой пластика разрезали, чтобы снова открыть отверстия.
Немного больше информации и другой способ уменьшить этот эффект можно найти здесь: Руководство по улучшению качества печати
Выступающие оси / Выступающие стержни
Это может произойти, если установочный винт на одном из шкивов ослаб, и это легко исправить. На изображении в верхней части страницы показан довольно экстремальный случай, иногда он выпирает всего на миллиметр или два, и его трудно заметить. Обычно такое небольшое отклонение не влияет на производительность или качество, но вы можете услышать странный стук, который трудно определить. Если стержень не удерживается на месте плотно, он будет двигаться вперед и назад вместе с печатающей головкой и издавать стук, когда прокладка ударяется о стенку машины.
Начните с полного ослабления установочного винта на неисправном шкиве, чтобы облегчить его перемещение. Затем верните металлический стержень в правильное положение. На изображении стрелка указывает на черную прокладку, прижимайте ослабленный шкив к этой прокладке, пока он плотно не прижмется к подшипнику. Наконец, очень туго затяните установочный винт, чтобы он не мог снова проскользнуть.
Случайные слои заполнения / Закрытие пустот
На изображении в качестве примера показана часть, где отверстие вверху покрыто одним слоем заливки. Вы также можете обнаружить, что пустоты внутри вашей модели либо полностью заполнены, либо случайным образом заполнены слоями заполнения. Это происходит из-за ошибок в файле модели, которые сбивают с толку слайсер. Вы часто можете заметить эти ошибки, просмотрев модель в режиме «Рентген», который можно активировать, нажав большую кнопку в правом верхнем углу окна модели в Cura. Любые области, отмеченные красным цветом, являются проблемными областями, которые потенциально могут вызвать проблемы.
Эта модель показывает целую кучу ошибок. Вам вообще не нужны красные области при просмотре вашей модели в режиме X-Ray.
cura имеет ряд параметров, сгруппированных под заголовком «Исправить ужасное» в настройках эксперта. Узнать, какую опцию включить/отключить или какие комбинации будут работать, можно просто методом проб и ошибок. Переключитесь в режим «Слои» с помощью той же кнопки, что и раньше, и исследуйте проблемные области, пробуя разные комбинации. Следует отметить, что включение этих опций для исправной модели может привести к неправильному срезу модели (см. изображение ниже).
Лучшим вариантом может быть ремонт модели, чтобы проблема не проявлялась изначально. Netfabb предлагает бесплатный облачный сервис, который попытается вылечить модели за вас. Поскольку это бесплатно, стоит попробовать. Вы можете найти услугу здесь.
На этом изображении ясно видно, что нарезанный файл не представляет того, что вы ожидаете. Там, где должны быть отверстия, теперь засыпка. Что интересно, файл на самом деле в полном порядке, но случайно был установлен флажок «Объединить все (тип B)» в разделе «Исправить ужасное». С этой опцией снят флажок, файл нарезан без проблем.
Первый слой не прилипает / Детали отклеиваются
На сегодняшний день наиболее распространенная проблема заключается в том, что вы просто неправильно выровняли платформу для печати. Очень важно, чтобы станина была идеально ровной по отношению к движению печатающей головки и чтобы начальное расстояние от сопла было как можно ближе к идеальному. Если первый слой начинается чуть выше, пластик не будет правильно вдавливаться в печатную платформу и, следовательно, не будет прилипать и оставаться на месте. Вы также можете обнаружить, что детали отсоединяются до завершения печати.
Когда вы впервые запустили машину, вы прошли через мастер выравнивания кровати, вы можете перезапустить его в любое время. Запустите мастер с помощью Maintenance -> Buildplate. Внутренне микропрограмма ожидает, что кровать будет находиться на расстоянии 0,1 мм от наконечника сопла в конце работы мастера. Так уж получилось, что лист стандартной 80-граммовой бумаги для принтера обычно имеет такую толщину и может использоваться в качестве грубого щупа. Вы хотите, чтобы бумага могла скользить под соплом, но вы должны чувствовать небольшое сопротивление/царапание бумаги. По мере того, как вы станете более уверенными, вы можете обнаружить, что проще просто смотреть вдоль стекла и визуально устанавливать правильную высоту. Вы хотите, чтобы сопло было очень близко к своему отражению, но не касалось его.
Возможно, вам придется повторить эту процедуру пару раз, чтобы все получилось правильно, со временем это станет проще, и, к счастью, платформа сборки Ultimaker2 очень стабильна и редко нуждается в повторной калибровке.
Вы также можете настроить выравнивание на лету, когда принтер укладывает первый слой. Просто используйте винты с накатанной головкой под платформой.
Вы найдете изображение, показывающее пример хорошего первого слоя в разделе деформации.
Также очень важно, чтобы ваша печатная платформа была чистой (клей, конечно, является исключением) и на ней не должно быть следов масла от ваших пальцев. Если вы часто прикасаетесь к печатной платформе, жир с ваших пальцев может помешать или затруднить правильное прилипание пластика. Для повышения липкости ваша машина была поставлена с палочкой клея. Использование клея не является обязательным, но, как правило, немного помогает. Не переусердствуйте с клеем, больше не значит лучше. Очистите стеклянную пластину, а затем нанесите на нее немного клея. С помощью влажного листа бумаги или ткани распределите клей по платформе и дайте ему высохнуть (начав печать с использованием нагретой платформы, он быстро высохнет). После того, как вода испарится, останется очень тонкий слой клея.
Если вы печатаете на холодном столе синей малярной лентой, как на Ultimaker Original, очень полезно протереть ленту спиртом. Лента покрыта воскообразным веществом, которое может затруднить прилипание деталей. Это не всегда необходимо, но об этом следует помнить.
Принт «Волосатый»
Это сложная проблема, пока не имеющая четкого решения. Эту проблему не следует путать со строкой, которая является другой проблемой. По внешнему виду эта проблема похожа на натягивание, но нити пластика очень и очень тонкие, и они, по-видимому, могут появиться, даже если нет перемещений, пересекающих пустоты.
Похоже, что это в значительной степени зависит от материала, поэтому подумайте о том, чтобы попробовать другой рулон пластика и посмотреть, поможет ли это.
Также убедитесь, что сопло чистое, чтобы небольшое количество пластика не попадало случайным образом во время печати.
К счастью, маленькие волоски довольно легко удалить. Стирание их пальцами работает очень хорошо. Другой способ, если вы немного ленивы, — очень коротко ударить по отпечатку пламенем «реактивной» зажигалки. Это сожжет пряди довольно чисто. Не используйте обычную зажигалку или свечу, так как они могут оставить на них некрасивые следы.
Если вы выяснили причину и устранили ее, мы будем рады услышать от вас, найдите контактный адрес электронной почты в верхней части этой страницы.
Переключатель X или Y неисправен
Эта ошибка обычно появляется, когда головка возвращается в исходное положение, то есть когда принтер пытается найти исходную точку для головки. Это происходит всякий раз, когда вы начинаете печать. Головка переместится к заднему левому углу вашего принтера и будет ждать, пока головка не сработает маленькими концевыми выключателями, расположенными в этом углу. Если это произойдет не так, как ожидает прошивка, она выдаст эту ошибку.
Если принтер издает ужасный скрежещущий звук непосредственно перед тем, как появляется эта ошибка, это может быть связано с тем, что головка неправильно срабатывает концевыми выключателями. Переключатели расположены в верхней левой части принтера и должны издавать слабый щелчок, когда вы перемещаете печатающую головку в угол. Если вы выключите принтер, вы можете легко подвигать головку вручную, чтобы проверить это. Если какой-либо из переключателей не издает звука до того, как вы физически не можете двигаться дальше, это указывает на то, что что-то не так. Вероятно, вы можете исправить это, просто используя плоскогубцы и аккуратно согнув маленький металлический язычок переключателя, чтобы он срабатывал раньше.
Также убедитесь, что кожух вентилятора не упирается в левую стенку принтера и не мешает головке двигаться полностью влево. Если это так, приложите небольшое усилие и немного согните кожух вентилятора вниз, чтобы он не касался стены.
Распространенной причиной этой ошибки является ослабленный шкив. Если вы недавно получили принтер или транспортировали его, есть небольшая вероятность того, что маленькие установочные винты ослабли из-за вибрации. В этом случае наиболее вероятными подозреваемыми являются шкивы, через которые проходят короткие ремни, поэтому начните с проверки установочных винтов этих шкивов. К установочному винту шкива на валу шагового двигателя может быть довольно сложно добраться, в зависимости от того, какие инструменты у вас есть, поэтому вам, возможно, придется снять двигатель, чтобы добраться до него. Это не сложно, но может быть немного страшно, если вы никогда не делали этого раньше.
Первым шагом является удаление белых накладок, скрывающих двигатели. Они крепятся двумя винтами снаружи принтера. Снимите их, а затем снимите крышку. Затем вы ослабите четыре винта, которые удерживают двигатель на месте, и теперь вы сможете добраться до маленького установочного винта. При повторном присоединении двигателя убедитесь, что короткий ремень натянут и не защемляет провода. В этом разделе руководства показаны винты и способы натяжения ремней.
К слову о пережатых проводах. Теперь, когда у вас сняты крышки, у вас есть хорошая возможность проверить, что провода концевых выключателей не были зажаты или повреждены. Переключатели расположены в верхнем левом углу принтера. Просто следуйте за проводами и убедитесь, что они выглядят нормально.
Если вы проверили все установочные винты и все они затянуты, следующее, что нужно проверить, это соединения. Для этого вам придется снять крышку на плате электроники под вашим принтером. Отключите питание, а затем открутите эти два винта, которые удерживают крышку на месте:
Сняв крышку, проверьте провода, идущие к точкам с пометками «X-stop» и «Y-stop». Убедитесь, что кабели подключены правильно. Если провода подключены полностью, а он по-прежнему не работает (вы можете проверить это, когда принтер лежит на боку через пункт меню Maintenance -> Advanced -> Home head ) и у вас есть доступ к мультиметру, вы можете проверьте правильность работы переключателя. Настройте мультиметр на проверку непрерывности, отсоедините провод, проверьте крошечные металлические выступы, которые вы можете видеть через отверстия в корпусе вилки, и нажмите на маленький концевой переключатель. Вам, вероятно, понадобится кто-то, кто поможет вам здесь, так как это работа для трех рук.
Если ни один из вышеперечисленных шагов не выявил неполадок, следующим шагом может быть проверка платы контроллера на наличие неполадок. В этом случае лучше всего связаться с местом, где вы купили принтер, чтобы они могли вам помочь.
Пропущенный слой/кровать
Здесь могут быть задействованы несколько вещей, так как разные проблемы могут показывать очень похожую ошибку при печати — отсутствующий слой.
Недоэкструзия
Одной из частых причин может быть временная недоэкструзия. Экструзия запрещена по какой-то причине, например из-за запутывания катушки, для нескольких слоев, после чего принтер продолжает работать в обычном режиме. См. раздел недоэкструзии для получения дополнительной информации об этом.
Смазка Z-винта
Другой причиной может быть отсутствие смазки на резьбовом стержне оси Z. К вашему принтеру прилагается мешочек с принадлежностями, в нем вы найдете пакетик зеленой смазки, предназначенной для резьбового стержня. Нанесите немного смазки на стержень и подвигайте станину вверх и вниз, чтобы тщательно распределить ее. При этом важно ухватиться за кровать по направлению к задней части машины, чтобы не согнуть ее. При этом рекомендуется также осмотреть винт, чтобы убедиться, что в нем нет мусора, вызывающего проблемы (например, небольшого кусочка PLA).
Перекос подшипников
Следующим шагом является своего рода чрезмерное трение, заставляющее станину застревать до тех пор, пока двигатель не сможет ее освободить, что приводит к внезапному и слишком большому падению станины. Выключите машину и вручную переместите кровать вверх и вниз, чтобы увидеть, можете ли вы почувствовать, есть ли определенное место, которое, кажется, имеет гораздо более высокое трение, чем остальная часть движения.
Если вы чувствуете, что станина где-то заедает, это может быть связано с тем, что стержни не идеально выровнены с линейными подшипниками. Классическим примером этого является выдвижной ящик, который слегка наклонен, и он зафиксируется на месте. Чтобы исправить это, вам придется сначала снять накладку, которая скрывает линейные подшипники. Два винта на нижней стороне кровати удерживают ее на месте. После того, как вы удалили винты, вы можете просто поднять его, чтобы освободить. Используйте кусок скотча, чтобы закрепить его в верхней части принтера, чтобы он не мешал.
Теперь самое утомительное. Чтобы выровнять подшипник, вам нужно ослабить четыре винта, которые удерживают каждый подшипник на месте. Ослабьте все, кроме одного из 8 винтов. Как только вы это сделаете, вам будет трудно передвигать кровать, так как она очень легко зафиксируется на месте, здесь главное терпение. Покачивайте станину и немного перемещайте ее вверх и вниз, чтобы подшипник мог самостоятельно выровняться, затяните один из винтов, затем снова покачайте платформу, а затем затяните два оставшихся винта. Повторите тот же процесс для другого подшипника. Попробуйте полностью переместить кровать вверх и вниз и посмотрите, есть ли улучшения. Возможно, вам придется повторить это один или два раза, так как может быть сложно разместить вещи в правильном месте.
Слишком много масла
Один пользователь сообщил, что он смазал маслом два толстых стержня z-стадии, и это вызвало проблемы. Как только масло смылось, проблема исчезла. Стоит попробовать.
Перегрев из-за чрезмерного тока
Из-за небольшого конструктивного недостатка версии платы контроллера, возможно, что некоторые принтеры будут иметь проблемы, когда избыточный ток драйверов шагового двигателя вызовет проблемы. Что происходит, так это то, что драйверы шаговых двигателей перегреваются, схема защиты чипа срабатывает и отключает драйвер на короткое время, в этот момент есть вероятность, что станина опустится непредсказуемым образом.
К счастью, это обычно легко исправить, просто снизив ток шаговых двигателей. Это делается на принтере через Maintenance -> Advanced -> Motion settings -> Current Z . Значение по умолчанию — 1300 мА, попробуйте уменьшить его до 1200 мА.
Неисправность шатунов или подшипников
К сожалению, также возможно, что что-то не так со штоками или линейными подшипниками z-ступени. Если вы пробовали все другие решения, перечисленные выше, возможно, пришло время связаться с вашим реселлером или самим Ultimaker, чтобы получить замену для них.
Держатель катушки мешает станине
Убедитесь, что части держателя катушки, которые втыкаются в станок, не задевают какие-либо части z-ступени, такие как «колпачок», закрывающий линейные подшипники или саму станину. Возможно, вы заметили царапины на самом держателе.
Самый простой способ обойти это — просто взять напильник и удалить миллиметр или два с выступов держателя катушки. Другой, более сложный способ решить эту проблему — передвинуть кровать вперед. Для этого снимите крышку над линейными подшипниками, ослабьте винты на подшипниках и затем потяните станину вперед. Сложность здесь заключается в том, чтобы после этого снова идеально выровнять подшипники со стержнями. Им очень легко начать привязываться, если это не так. Использование файла займет минуту или две максимум, так что это гораздо менее сложный процесс.
Несоосность осей
Если вы обнаружите, что ваши отпечатки выглядят перекошенными, это может быть проблемой. Возможно, вы обнаружите, что ваши отпечатки выглядят вот так: когда вы выстраиваете отпечатки в том же направлении, в котором они были напечатаны, кажется, что все подходит, но когда вы поворачиваете их, вы обнаруживаете, что они больше не подходят.
Другим симптомом может быть чрезмерное трение, когда вы пытаетесь двигать головой.
Вы также можете заметить это, просто взглянув на принтер сверху и заметив, что что-то не так. В любом случае, исправить это довольно просто. Есть несколько методов, которые вы можете использовать, первый из которых мы опишем, это тот, который мы обычно используем. Вы начнете с того, что выключите машину, чтобы вы могли свободно перемещать головку вручную, а затем переместите головку к переднему центру машины настолько далеко к себе, насколько это возможно.
Теперь посмотрите, где черные скользящие блоки встречаются со шкивами в углу. Проверьте расстояние между шкивом и скользящим блоком и сравните его с расстоянием на противоположной стороне.
Вы хотите, чтобы это расстояние было как можно ближе к одинаковому с обеих сторон. Если вы обнаружите, что есть разница, вам нужно ее отрегулировать. Чтобы сделать это, вы должны ослабить установочные винты двух шкивов, которые контролируют движение скользящего блока. В этом примере мы собираемся переместить левый боковой блок, и для этого нам нужно ослабить эти два шкива.
Это позволит нам перемещать этот скользящий блок, не затрагивая его брата/сестру на другой стороне. Редко когда вам посчастливится добраться до обоих винтов, не перемещая головку, поэтому запомните в уме, насколько вам нужно переместить блок, а затем переместите головку, чтобы вы могли добраться до винтов. После того, как вы закончите регулировку, обязательно затяните винты обратно, и сделайте это очень туго.
Повторите ту же процедуру, но на этот раз поместите голову посередине слева (или справа, если так удобнее). Возможно, вам придется повторить эту процедуру пару раз, чтобы добиться идеального результата (или близкого к нему).
Другим вариантом визуального измерения расстояния является использование такого инструмента: https://www.youmagine.com/designs/adjustable-axis-alignment-tool. «Недостатком» их использования является то, что вы часто сталкиваетесь с проблемой, упомянутой выше, когда вы не можете найти место, где вы можете добраться до обоих установочных винтов.
Затвердевшая насадка
Это может произойти несколькими способами. Если на вашем принтере установлен блок Olsson (стандартный для UM2+), возможно, сопло было установлено неправильно, и пластик может вытекать между нитями.
Чтобы этого не произошло, важно убедиться, что блок нагревается до температуры печати, когда вы меняете сопла. Если вы не нагреете блок, остатки пластика в резьбе и на сопрягаемых поверхностях блока и сопла могут помешать их правильному контакту. Нагревая блок, вы делаете пластик жидким, и он будет выталкиваться в сторону, когда вы затягиваете.
Также рекомендуется распечатать этот динамометрический ключ, чтобы не затягивать сопло слишком сильно.
Другая причина может заключаться в том, что печать оторвалась от платформы или вообще не застряла. Если отпечаток отделится от платформы, он может прилипнуть к соплу и помешать правильному течению пластика. Это приводит к тому, что он скручивается и течет вверх вдоль сопла и блока.
Предотвратить это можно путем правильного выравнивания платформы и обеспечения хорошего сцепления детали с платформой во время печати. Это может включать в себя использование краев, очистку кровати и/или добавление клея, а также обеспечение правильной температуры платформы для используемого вами материала.
Снять пластиковый блок несложно, но это может потребовать терпения и времени. Предположим, что речь идет о пластике PLA, начните с нагрева печатающей головки до ~100°C и дайте теплу передаться пластику в течение нескольких минут, чтобы он смягчился. Если вам повезет, теперь вы сможете удалить пластиковый блок за один раз. По крайней мере, вы должны быть в состоянии избавиться от худшего из этого. Если пластик не поддается, начните постепенно увеличивать температуру, пока он не начнет поддаваться.
Если пластик расползся вокруг двух проводов, выходящих из блока нагревателя, будьте осторожны и не тяните за провода слишком сильно, так как вы можете их сломать. В первую очередь меньший из двух (сенсор) может быть немного чувствительным.
Если пластик не стал достаточно мягким, чтобы его можно было удалить, просто нагрев блок, вы можете добавить дополнительный нагрев, используя тепловую пушку на низкой температуре. Только будьте осторожны, чтобы не растопить поклонников.
После того, как вы удалили большую часть пластика, вы можете нагреть блок до температуры печати и просто стереть большую часть оставшегося пластика. Удалять все остатки пластика не критично, но вы не хотите, чтобы большие капли все еще застряли, которые могут расплавиться и затем капать на ваши следующие отпечатки.
Передняя крышка не остается закрытой
Если у вас возникли проблемы с тем, что крышка вентилятора открывается или не закрывается должным образом, велика вероятность того, что металлический кронштейн крышки слегка погнут. Исправить это довольно просто и легко.
Но прежде чем мы начнем разборку, неплохо было бы проверить, на месте ли магниты. В отверстия на крышке должны быть вставлены два маленьких магнита, проверьте их наличие. Также убедитесь, что ничто не препятствует правильному закрытию крышки. Это может быть кусок пластика или провод, который сместился.
Если все в порядке, пора снять крышку вентилятора. Небольшое предупреждение, прежде чем мы начнем, обратите особое внимание на провода, когда вы снимаете и снова прикрепляете крышку, они довольно тонкие и могут быть повреждены, если вы не обратите внимание.
Также старайтесь работать с защитой от электростатического разряда и не прикасайтесь к печатной плате в задней части печатающей головки, с которой соприкасаются печатающие ядра.
Начните с отделения крышки от остальной части головы. Сначала может быть полезно удалить сердцевины, чтобы освободить немного больше места для работы. Крышка удерживается на месте двумя маленькими пластиковыми выступами, которые проходят через отверстия в металлическом кронштейне. Аккуратно сожмите одну сторону крышки внутрь и поверните всю крышку, чтобы отсоединить ее.
Крышка теперь будет висеть на проводах, которые соединяют датчик выравнивания кровати и вентилятор с головкой. Не тяните слишком сильно за эти провода. Открутите два винта, которые крепят вентилятор и пластиковую часть крышки к металлической скобе.
Теперь вам нужно немного согнуть металлическую скобу так, чтобы она была изогнута как можно ближе к 90 градусам. Обычно количество изгибов, которое вам нужно сделать, довольно мало.
Выполните действия в обратном порядке, чтобы собрать печатающую головку. Обратите особое внимание на провод вентилятора, так как его легко зажать винтом, удерживающим вентилятор на месте. Возможно, вы обнаружите, что вам нужно немного раздвинуть два выступа, которые удерживают крышку на головке, чтобы она надежно оставалась на месте. Теперь крышка вентилятора должна правильно закрыться и остаться на месте.
Принтер останавливается и отображает ER18
Эта ошибка чаще всего возникает из-за того, что основной кабель печатающей головки сам вышел из печатающей головки и натягивает внутренний разъем, что приводит к прерывистому контакту.
Обычно эту проблему можно решить, открыв маленькую крышку в верхней части печатающей головки и переустановив кабель.
Начните с отвинчивания двух винтов по направлению к задней части печатающей головки и снимите маленькую крышку.
Иногда его легче отсоединить, если вставить маленькую плоскую отвертку в маленькие пазы по обеим сторонам кабеля и слегка надавить.
После снятия крышки вы увидите длинный белый разъем внутри печатающей головки. Используйте отвертку и сильно надавите на каждую сторону этого разъема, чтобы убедиться, что он полностью вставлен.
