

Содержание
Заливка подшипников баббитом
Процесс заливки подшипников баббитом состоит из следующих операций: подготовка материалов к заливке, подготовке подшипников к лужению, лужение подшипников, плавление баббита, заливка подшипников, отделка и подгонка подшипников.
Для заливки подшипников применяют баббит определенного состава, третник, хлористый цинк (травленая соляная кислота), древесный уголь, нашатырь, замазку, раствор каустической соды (9—10% по весу), обмазку.
Для заливки подшипников применяют баббиты оловянные и свинцовые. Согласно ГОСТ 1320—55 баббиты оловянные и свинцовые изготовляют шести марок- В89 Б83, Б16, Б6, БН, БТ.
Баббит Б-83 состоит из 7,25—8,25% сурьмы, 2,5— 3,5% меди, остальное олово. Температура затвердевания его должна быть в начале 370, а в конце 240° С. Баббит Б83 является одним из лучших, но ввиду большого содержания олова в нем является дефицитным.
Баббит БН содержит (%): 9—11 олова, 13—15 сурьмы. 1,5—2 меди, 1,25—1,75 кадмия, 0,5—0,9 мышьяка. Температура затвердевания баббита БН: начало 400° С, окончание 240° С.
Температура затвердевания баббита БН: начало 400° С, окончание 240° С.
Для заливки коренных и шатунных подшипников ряда двигателей внутреннего сгорания применяют баббит БТ, состоящий из 9—11% олова, 14—16% сурьмы, 0,7— 1,1% меди, 0,05—0,2% теллура. Температура затвердевания баббита БТ: начало 410° С, окончание 240° С.
Древесный уголь применяют кусочками размером от 5 до 10 мм. Замазку для заделки масляных отверстий в заливаемых подшипниках изготовляют из трех частей мела, одной части графита, одной части мелкого асбеста, двух частей олифы и трех частей воды.
Обмазку для изоляции поверхностей, не требующих лужения, изготовляют из двух частей мела, двух частей жидкого стекла и одной части воды. Для этой цели может быть применена паста, состоящая из одной части мела и трех частей воды. Для улучшения свойств пасты часто добавляют 1—2% столярного клея; при этом подшипники необходимо нагревать до 80° С.
Прежде чем приступить к подготовке подшипников к заливке, их тщательно осматривают и убеждаются в отсутствии трещин.
Для перезаливки подшипники тщательно очищают от имеющегося в них старого слоя баббита путем выплавки обычно паяльной лампой на столе, обитом листовым железом. Перед выплавкой баббита подшипники тщательно очищают от влаги и масла. Нагревают подшипники со стороны, не залитой баббитом, и заканчивают нагревание до начала его плавления. Этот момент соответствует температуре 240—260° С. Затем подшипники встряхивают или слегка ударяют о стол, в результате чего баббит выпадает из подшипников. Выплавленный баббит теряет свою вязкость, становится твердым, хрупким и для повторной заливки подшипникам не применяется, его убирают в специальный ящик. Подшипники после выплавки баббита тщательно осматривают, при этом бракуют те из них, которые имеют трещины, отколы и другие повреждения.
Подшипники очищают от грязи, пыли, масла, жира, эмульсии и ржавчины. Грязь счищают стальной щеткой. Тщательно очищают от грязи в подшипниках канавки в виде ласточкина хвоста и различные гнезда для механического закрепления баббита после заливки.
Очищают подшипники от ржавчины травлением в 10—15%-ном растворе серной или соляной кислоты при комнатной температуре в течение 2—10 мин в зависимости от степени чистоты подшипников. Затем подшипники вынимают и промывают в горячей воде, снова очищают стальной щеткой и вторично промывают в горячей воде.
Очищенные от грязи и ржавчины подшипники обезжиривают погружением на 8—15 мин в 10%-ный раствор едкого натра или едкого кали, нагретого до 80— 90° С. Обезжирить подшипники можно также в кипящем содовом растворе.
После обезжиривания подшипники промывают в горячей воде (80—100°С). После обезжиривания и промывки нельзя притрагиваться пальцами к поверхности подшипников, так как пальцы оставляют в месте соприкосновения слой жира, что ухудшает качество лужения и заливки баббитом.
Когда подшипники лудят в ваннах, не подлежащие лужению, поверхности подшипников покрывают защитной обмазкой. Затем подшипники покрывают флюсом, пользуясь паклей, войлоком или волосяной щеткой.
Флюс изготовляется путем растворения металлического цинка в крепкой соляной кислоте до насыщения. Рекомендуется добавлять к этому раствору 5% хлористого аммония. Флюс должен покрывать всю поверхность каждого подшипника ровным слоем и, стекая по ней, не оставлять несмоченных мест. При обнаружении таких мест вновь проводят обезжиривание.
Технология заливки подшипников баббитом | Ремонт вагонов на заводах
- Подробности
- Категория: Подвижной состав
- ремонт
- вагоны
- пассажирский
Содержание материала
- Ремонт вагонов на заводах
- Виды, сроки и характеристика ремонта вагонов
- Трение и износ деталей вагонов
- Повреждения деталей и узлов вагонов, вызываемые усталостными явлениями
- Трещины, отколы, ползуны и выщербины у цельнокатаных колес и бандажей
- Виды и сроки освидетельствования колесных пар
- Ремонт элементов колесных пар
- Формирование колесных пар
- Смена бандажей
- Контроль элементов колесных пар
- Ремонт букс
- Ремонт подшипников скольжения
- Технология заливки подшипников баббитом
- Подготовка деталей букс к монтажу
- Зазоры и натяги в подшипниках качения и способы их измерения
- Контроль прочности втулочной посадки и демонтаж букс с роликовыми подшипниками
- Монтаж букс с роликовыми подшипниками
- Причины неисправностей подшипников качения и повышение долговечности
- Ремонт роликовых подшипников
- Смазка и ее значение в работе буксы
- Технология ремонта деталей рессорного подвешивания
- Заготовка рессорных листов
- Ремонт и новое изготовление рессорных хомутов
- Проверка листов и сборка их в рессору
- Технология ремонта и изготовления пружин
- Методы контроля температур, ремонт прочих деталей
- Упрочнение рессорных листов и пружин дробью
- Ремонт двухосных тележек грузовых вагонов
- Ремонт тележек пассажирских вагонов
- Общие требования, предъявляемые к тележкам при подкатке под вагон
- Технология ремонта рам вагонов
- Исправленне погнутых балок рам
- Ремонт крышек разгрузочных люков полувагонов
- Технология ремонта автосцепного устройства
- Ремонт деталей механизма автосцепки
- Ремонт деталей упряжного и опорного устройства
- Проверка автосцепки
- Технология ремонта деталей тормозной рычажной передачи
- Технология ремонта кузовов
- Подготовка цистерн к ремонту
- Ремонт деревянных деталей и изоляции
- Ремонт кузовов цельнометаллических пассажирских и изотермических вагонов
- Защитные покрытия деревянных и металлических деталей кузовов
- Технология ремонта приборов отопления и водоснабжения
- Неисправности и технология ремонта устройств вентиляции и электрооборудования
- Технология ремонта холодильного оборудования вагонов
- Окраска вагонов
- Окраска распылением
- Окраска в электрическом поле
- Сушка лакокрасочных покрытий
- Назначение вагоноремонтных заводов и организация ремонта вагонов
- Вагонные парки
- Назначение и типы вагоноремонтных цехов
- Методы организации ремонта вагонов
- Элементы поточной линии вагоноремонтных цехов
- Основные принципы организации работ в вагоноремонтных цехах
- Цехи для ремонта грузовых вагонов
- Очистка металлических частей грузового вагона от коррозии и краски
- Цех подготовки или правки грузовых вагонов
- Вагоносборочные цехи грузовых вагонов
- Цехи для ремонта поездов и секций с машинным охлаждением и электрическим отоплением
- Способы перемещения грузовых вагонов по позициям потока
- Компоновка цехов и отделений
- Ремонтно-комплектовочный цех грузовых вагонов
- Цехи для ремонта пассажирских вагонов
- Разборочный цех пассажирских вагонов
- Вагоносборочный цех пассажирских вагонов
- Малярный цех пассажирских вагонов
- Ремонтно-комплектовочный цех пассажирских вагонов
- Тележечный цех
- Колесный цех
- Расчет потребного оборудования и количества рабочих, планировка колесного цеха
- Ремонтно-контрольный цех роликовых подшипников
- Заготовительные цехи
- Литейные цехи
- Кузнечные цехи
- Рессорно-пружинные цехи
- Механические цехи
- Лесное хозяйство и деревообделочный цех
- Инструментальный цех
- Ремонтно-механический цех
- Прочие цехи завода
- Основы производственного процесса ремонта вагонов
- Управление заводом
- Техническая подготовка производства
- Основы технического нормирования
- Организация заработной платы и системы оплаты труда
- Технико-экономическое планирование
- Хозяйственный расчет
- Определение необходимого количества рабочих, себестоимость
- Незавершенное производство, средства
- Анализ работы завода, учет работы
- Оперативно-производственное планирование
- Организация технического контроля
- Организация снабжения завода материалами и запасными частями
- Принципы проектирования вагоноремонтных заводов
Страница 13 из 96
Соблюдение технологии плавки баббита и заливки подшипников является одним из важнейших факторов, влияющих на долговечность их работы. Не менее важным также является и комплектование букс с подшипниками увеличенного обхвата шейки оси, резиновыми пылевыми шайбами и крышками с уплотнением.
Не менее важным также является и комплектование букс с подшипниками увеличенного обхвата шейки оси, резиновыми пылевыми шайбами и крышками с уплотнением.
Технология заливки подшипников состоит из следующих основных операций: подготовка корпусов и форм; составление шихты; плавка баббита; подогрев форм; заливка баббита; приемка и испытание на твердость баббитового слоя; выдержка в масляной ванне.
Рис. 61. Станок для снятия баббитовой заливки:
1 — тормозной цилиндр диаметром 14*; 2 — шток; 3 — направляющая стойка;
4 — резец специального профиля; 5 — стол; 6 — съемный вкладыш для закрепления подшипника; 7 — станина; 8 — винт; 9 — армировочный лист; 10 — рукоятка
Подшипники, предназначаемые для перезаливки, очищаются от грязи и масла в 2 — 3%-ном растворе кальцинированной соды в течение 8 — 10 мин с последующей обмывкой в горячей воде. Очищенные подшипники подогреваются до температуры 300—320°, и легкими ударами корпуса подшипника о металлическую плиту удаляется старый баббитовый слой.
В последнее время широкое распространение получил механический способ удаления старой баббитовой заливки на специальном станке (рис. 61) и с помощью резца особого профиля с последующим подогревом корпуса для удаления остатков баббита. Снятый баббит используется в качестве добавки к новому баббиту.
После удаления старого баббита проверяется прочность крепления армировки легким обстукиванием молотком, а также состояние корпуса подшипника.
Во избежание концентрации напряжений в баббитовом слое острые кромки и заусенцы канавок, выточек и выступов армировки скругляются радиусом 1 — 1,5 мм.
Для предотвращения задира осевых шеек в случаях износа или выплавления баббита армировка подшипников при изготовлении растачивается по 4-му классу чистоты поверхности.
Формы, в которые собираются корпуса подшипников, изготовляются по установленным градационным размерам, соответствующим определенным диаметрам и длинам шеек осей.
Для предупреждения ликвации баббита в процессе заливки, из-за чего происходит «застекление» баббитового слоя, сердечник формы необходимо изготовлять пустотелым. Это будет способствовать более интенсивному отводу тепла при заливке формы и предотвращать ликвацию.
Это будет способствовать более интенсивному отводу тепла при заливке формы и предотвращать ликвацию.
Подготовленные корпуса подшипников устанавливают в формы с зазором 4 — 5 мм между армировкой и сердечником, плотно сжимают хомутом и обмазывают специальной глиной, после чего формы обязательно подогревают до температуры 200—250° в подогревательной камере электропечи (рис. 62) при температуре 450—500°. Подогрев производится для уменьшения перепада температуры между корпусом подшипника и заливаемым баббитом. Заливка расплавленного баббита в формы, имеющие температуру ниже 100°, вызывает конденсацию микроскопических частиц водяного пара на холодной поверхности корпуса подшипника, что ухудшает механическое соединение с ним баббитового слоя.
Рис. 62. Электропечь для плавки баббита, подогрева форм и старых подшипников:
1 — камера для подогрева форм; 2 — камера для подогрева старых подшипников; 3 — камера для тигля; 4 — нагревательная спираль
Одновременно с подготовкой форм составляется шихта из свежего и старого баббита на основе данных химического анализа и твердости. Каждая партия нового баббита должна иметь сертификат с указанием процентного содержания компонентов сплава.
Каждая партия нового баббита должна иметь сертификат с указанием процентного содержания компонентов сплава.
Имея данные процентного содержания кальция и натрия в новом и старом баббите, максимальный процент добавки выплавленного (старого) баббита в зависимости от содержания кальция определяется по выражению
(7)
где Ксв— процентное содержание кальция в свежем баббите; Квып—процентное содержание кальция в старом баббите;
Kmin — постоянная величина, учитывающая минимально допускаемое процентное содержание кальция, разная 0,85.
Максимальный процент добавки старого баббита, исходя из содержания натрия, определяется по выражению
где Нсв — процентное содержание натрия в свежем баббите;
Нвып — процентное содержание натрия в выплаве;
Hmin — постоянная величина, учитывающая минимально допускаемое процентное содержание натрия, равная 0,6.
За процент максимальной добавки принимается меньшая величина, полученная при расчетах по данным формулам.
При отсутствии химического анализа на выплавленный баббит шихту можно составлять по паспортным данным свежего баббита, пользуясь табл. 16.
Таблица 16
Соотношение содержания кальция в свежем баббите и добавки выплавленного баббита по весу шихты
| Содержание кальция в новом, баббите в % | Добавка выплавленного баббита в % по весу шихты |
0,85 — 0,90 | 30-35 |
0,90—1,00 | 35-45 |
1,00-1,10 | 45-55 |
1,10 — 1,15 | 55 — 60 |
Рис. 63. Тигель с крышкой и нижним розливом расплавленного баббита:
1 — штуцер; 2 — игольчатый клапан; 3 — опорное кольцо корпуса тигля; 4 — отверстие для перемешивания баббита; 5 — крышка; 6 — рычаг; 7 — колпачок; 8 — упорная шайба; 9 — пружина; 10 — запорное кольцо; 11 — заплечик клапана
Рис. 64. Установка для заливки подшипников: 1 — стол; 2 — тигельная тележка; 3 — каретка с тиглем; 4 — заливаемые подшипники; 5 — бортовые отсосы
64. Установка для заливки подшипников: 1 — стол; 2 — тигельная тележка; 3 — каретка с тиглем; 4 — заливаемые подшипники; 5 — бортовые отсосы
Для уменьшения угара кальция, сокращения времени плавки и предупреждения ожогов заливщиков во время загрузки баббита в тигель чушки баббита предварительно подогревают в камере или на плите печи до температуры 150— 200° и затем загружают в предварительно подогретый и очищенный тигель.
В кальцезаливочных отделениях широкое распространение получили тигли с крышками и нижним розливом (рис. 63) взамен применявшихся ранее тиглей с розливом баббита через верх.
Нагревание баббита в тигле производится до температуры в пределах 520—570° с тем, чтобы предупредить усиленное выгорание кальция и натрия, происходящее при более высоких температурах.
По достижении указанной температуры расплавленный баббит заливается в подогретые формы, расположенные на специальной установке (рис. 64).
Перед началом заливки баббит в тигле следует тщательно перемешивать для равномерного распределения кальция и натрия в баббитовом слое. Скопление кальция и натрия в отдельных зонах заливки ухудшает работу подшипника и вызывает трение буксы. Чтобы избежать образования пористости и усадочных раковин, температура заливаемого баббита не должна быть ниже 475°. Процесс заливки необходимо вести медленно, уменьшая по мере заполнения формы струю баббита. Твердость баббитового слоя проверяется на прессе Бринелля. Через 3 ч после заливки твердость должна быть не менее 18 единиц, а после суток — не менее 23 единиц. После испытания и приемки подшипники маркируют. Подшипники, направляемые в склад на хранение сроком более 10 дней, погружают в ванну с сезонным осевым маслом, где их выдерживают до 2 ч при комнатной температуре для предохранения от окисления и улучшения антифрикционных свойств баббита.
Скопление кальция и натрия в отдельных зонах заливки ухудшает работу подшипника и вызывает трение буксы. Чтобы избежать образования пористости и усадочных раковин, температура заливаемого баббита не должна быть ниже 475°. Процесс заливки необходимо вести медленно, уменьшая по мере заполнения формы струю баббита. Твердость баббитового слоя проверяется на прессе Бринелля. Через 3 ч после заливки твердость должна быть не менее 18 единиц, а после суток — не менее 23 единиц. После испытания и приемки подшипники маркируют. Подшипники, направляемые в склад на хранение сроком более 10 дней, погружают в ванну с сезонным осевым маслом, где их выдерживают до 2 ч при комнатной температуре для предохранения от окисления и улучшения антифрикционных свойств баббита.
Таблица 17
Размеры баббитового слоя подшипников в мм в зависимости от размеров и типов шеек осей
Длина баббитового слоя | Диаметр формы | Диаметр расточки подшипника | Для каких диаметров шеек предназначен расточенный подшипник | Величина снимаемого баббитового слоя | Диаметральный зазор подшипника после установки на шейку | |
со спинки | с боковых поверхностей | |||||
217 | 113,2 | 113,7 | 113,1-113,5 |
| 0,5 | 0,6-0,2 |
|
| 114,2 | 113,6 — 114,0 | — | 1 | 0,6-0,2 |
|
| 114,7 | 114,1 — 114,5 | — | 1,5 | 0,6-0,2 |
215 | 115,2 | 115,2 | 114,6 — 115,0 | 0 | 0 | 0,6-0,2 |
|
| 115,7 | 115,1 — 115,5 | — | 0,5 | 0,6-0,2 |
|
| 116,2 | 115,6 — 116,0 | — | 1 | 0,6 — 0,2 |
|
| 116,7 | 116,1-116,5 | — | 1. | 0,6 — 0,2 |
212 | 117,2 | 117,2 | 116,6 — 117,0 | 0 | 0 | 0,6 — 0,2 |
|
| 117,7 | 117,1-117,5 | — | 0,5 | 0,6-0,2 |
|
| 118,2 | 117,6 — 118,0 | — | 0 | 0,6-0,2 |
208 | 119,2 | 118,7 | 118,1 — 118,5 | 0,5 | — | 0,6-0,2 |
|
| 119,2 | 118,6 — 119,0 | 0 | 0 | 0,6 — 0,2 |
|
| 119,7 | 119,1 — 119,5 | — | 0,5 | 0,6-0,2 |
208 | 120,2 | 120,2 | 119,6-120,0 | 0 | 0 | 0,6 — 0,2 |
208 | 121,2 | 120,7 | 120,1 — 120,5 | 0,5 | — | 0,6-0,2 |
|
| 121,2 | 120,6 — 121,0 | 0 | 0 | 0,6-0,2 |
|
| 121,7 | 121,1 — 121,5 | — | 0,5 | 0,6-0. |
|
| 122,2 | 121,6 — 122,0 | — | 1,0 | 0,6 — 0,2 |
 5
5 2
2Примечание. Увеличение длины подшипников производится:
- равномерно на обе торцовые стороны, если подшипники заливаются в запас для хранения в кладовой;
- на величину в соответствии с действительным удлинением шейки в сторону буртика и задней галтели, если подшипники заливаются индивидуально по шейкам;
- для особо удлиненных шеек осей в размерах, обеспечивающих требуемый разбег подшипника.
Для экономии баббита и облегчения пригонки подшипников по шейкам оси баббитовый слой должен соответствовать градационным размерам согласно табл. 17.
Чтобы избежать трения букс, необходимо правильно и тщательно пригонять подшипник по шейке оси.
Рис. 65. Схема разметки и пригонки подшипника по шейке оси, имеющей износ по длине: 1 — шейка оси; 2 — подшипник; 3 — корпус буксы; La — альбомная длина шейки оси; L— половина альбомной длины шейки оси от ее середины; Ln — альбомная длина корпуса подшипника; Lиз — длина шейки оси с износом буртика и предподступичной части; L1 и L2 — длина половины шейки оси от альбомной середины соответственно до буртика и предподступичной части; С и С1- величины износа шейки оси соответственно в сторону буртика и предподступичной части; L1 и L2 и длина половины подшипника с напуском баббитовой заливки соответственно в сторону буртика и предподступичной части; а и а1 — величины напуска баббитового слоя соответственно в сторону буртика и предподступичной части; b и b1 — альбомные величины разбега подшипника соответственно до и после износа шейки по длине; о —альбомная середина шейки оси; о1 — центр корпуса подшипника
Для совмещения центра подшипника с альбомной серединой шейки оси, имеющей износ в сторону буртика и в сторону предподступичной части, подшипник должен быть удлинен на величину а (рис. 65) в сторону буртика шейки и а1 к задней галтели, т. е. на величину износа шейки по длине в каждую сторону с учетом необходимого разбега. Остальные параметры, необходимые для пригонки подшипника, показаны на рис. 65.
65) в сторону буртика шейки и а1 к задней галтели, т. е. на величину износа шейки по длине в каждую сторону с учетом необходимого разбега. Остальные параметры, необходимые для пригонки подшипника, показаны на рис. 65.
Удлинение подшипника достигается образованием на его торцах напусков при заливке баббитом.
При разметке и пригонке подшипников по фактическим размерам шеек осей не допускается изменение альбомных размеров корпуса подшипника, вкладыша и упоров буксы.
Изношенные или поврежденные места буксовых лап ремонтируют электродуговой сваркой, причем в случае коробления лапы, вызванного сваркой, они выправляются под молотом в нагретом до температуры 800—850° состоянии.
После правки буксовые лапы проверяют шаблоном и линейкой, а правильность установки буксовых лап на раме вагона проверяют порядком, указанным в табл. 18.
Таблица 18
Порядок проверки установки буксовых лап на раме двухосного вагона
- Назад
- Вперёд
- Назад
- Вперёд
Близкие публикации:
- Автоматизация ремонта подвижного состава
- Вагоны узкой колеи
- Пассажирские вагонные депо
- Вагонные депо для грузовых вагонов
- Отопление пассажирского вагона
© 2009-2022 — lokomo. ru, железные дороги.
ru, железные дороги.
Заливочные баббитовые подшипники — журнал для газовых двигателей
Износ нефтяного промыслового двигателя, как одной из наших игрушек, вероятно, довольно незначителен по сравнению с неправильным обращением, которое он испытал за время работы в полевых условиях. Мы балуем наши двигатели, убедившись, что они хорошо смазаны и находятся в хорошем рабочем состоянии. К сожалению, эти двигатели не всегда поступают к нам в хорошем состоянии, что вынуждает нас заниматься ремонтом старинных газовых двигателей. Я видел много старых двигателей, стучащих из-за изношенных подшипников, и я даже видел двигатель, использующий прокладки из старой коробки из-под хлопьев.
Некоторые двигатели даже не заливали новые подшипники, когда они изнашивались. Я видел несколько, которые были снова введены в эксплуатацию с куском кожаного ремня, обернутым вокруг вала, и большим количеством масла, чтобы исправить неисправный подшипник. Иногда изношенную нижнюю часть корпуса заменяли другой половиной в крышке подшипника. Однако, как сборщики, наш любимый труд заставляет нас должным образом устранять эти проблемы, что часто означает заливку баббитовых подшипников.
Однако, как сборщики, наш любимый труд заставляет нас должным образом устранять эти проблемы, что часто означает заливку баббитовых подшипников.
Баббит
Баббит представляет собой смесь свинца и олова и по понятным причинам намного мягче вашего коленчатого вала. Обычно это 80-1/4% свинца, 14-3/4% сурьмы и 5% олова. Этот материал будет служить прочным подшипником для изнашиваемых поверхностей в течение многих лет, если его хорошо смазать и не перегреть. Баббит можно купить во многих местах, но вы также можете спасти то, что вы расплавили из своего старого подшипника или других вкладышей при повторном баббитировании двигателя. Когда вы плавите старого Бэббита, все неприятные вещества (например, грязь, старое масло и жир) сгорают или поднимаются на поверхность расплавленной ванны. С помощью старого сантехнического паяльника (или другого куска плоской стали) вы можете счистить загрязняющие вещества с верхней части расплавленной ванны. Можно капнуть небольшое количество воска с кольца унитаза, чтобы помочь отделить баббит от грязи. Хороший трюк при нагревании баббита — использовать кусок кедрового дерева, чтобы определить, достаточно ли горячий баббит, чтобы его можно было разлить. Окуните древесину в расплавленный бассейн, и если древесина загорится пламенем, значит, баббит достаточно горячий, чтобы его можно было вылить. Если дрова только обгорели, им нужно больше тепла. Мне сказали, что это около 650 градусов по Фаренгейту.0003
Хороший трюк при нагревании баббита — использовать кусок кедрового дерева, чтобы определить, достаточно ли горячий баббит, чтобы его можно было разлить. Окуните древесину в расплавленный бассейн, и если древесина загорится пламенем, значит, баббит достаточно горячий, чтобы его можно было вылить. Если дрова только обгорели, им нужно больше тепла. Мне сказали, что это около 650 градусов по Фаренгейту.0003
Прежде чем я продолжу тему, я должен подчеркнуть необходимость абсолютной осторожности, так как горячий баббит может вызвать сильные ожоги. При обращении с расплавленными металлами необходимо соблюдать здравый смысл и строгие правила техники безопасности. Всегда надевайте защитную одежду и защитное снаряжение и помните, что вода не должна находиться рядом с расплавленным баббитом: она может привести к его взрыву. Пожалуйста, сначала соблюдайте технику безопасности.
Подготовка
Первое, что вам нужно, это расплавить баббит. Я использую старую белую газовую сантехнику, но подойдет и розовая горелка. Вам понадобится горелка, чтобы расплавить остатки старого подшипника и сжечь остатки старого масла и смазки. Понадобится ацетиленовая горелка и набор ковшей и котелков для плавки баббита, главное — хороший ковш с длинной ручкой и носиком с насечками для заливки.
Вам понадобится горелка, чтобы расплавить остатки старого подшипника и сжечь остатки старого масла и смазки. Понадобится ацетиленовая горелка и набор ковшей и котелков для плавки баббита, главное — хороший ковш с длинной ручкой и носиком с насечками для заливки.
Вам также понадобится коммерческий вариант пластилина, который обычно доступен в каталогах промышленных товаров, и, конечно же, все необходимое оборудование для подъема и блокировки маховиков и коленчатого вала. Держите под рукой несколько плоских кусков дерева и кусочков кожи для прокладок, а также, возможно, кольцо для унитаза или пчелиный воск и кедровую гальку.
Самой большой работой при изготовлении нового баббитового подшипника является подготовка – фактическая заливка является одним из последних шагов. Если плотина не подготовлена должным образом или другие детали упущены из виду, вы обнаружите, что переделываете неудачную заливку. Это случилось со мной однажды, когда вентиляционное отверстие, которое я сделал, чтобы позволить воздуху выходить из плотины, также позволяло жидкому баббиту вытекать быстрее, чем я мог его добавить! Моя ошибка заключалась в том, что я не смог расширить вентиляционное отверстие выше самого высокого места на подшипнике.
Первое, что нужно сделать после того, как маховик и коленчатый вал подняты домкратом и заблокированы, это расплавить весь старый баббит и очистить или выжечь старую масляную смазку и грязь. Затем коленчатый вал следует выровнять по отношению к опорной плите двигателя и расположить так, чтобы обеспечить дополнительную толщину нового подшипника. В этом поможет пузырьковый уровень, если кривошип и опорная плита выровнены вместе. Измерения снимаются с коленчатого вала по отношению к опорной плите и его седлу подшипника, чтобы обеспечить наилучшую возможную центровку. Коленчатый вал (но не область седла) затем чернят ацетиленовой газовой горелкой при слабом пламени, чтобы получить «сажу». Это предотвращает прилипание баббита к коленчатому валу.
Всегда сначала заливайте нижнюю половину. Вырежьте деревянные блоки, чтобы они поместились в седла, где была крышка. Они служат в качестве перемычки вдоль торца вала и на стыке между верхней и нижней половиной подшипника. Затем участки вокруг концов седла подшипника забивают глиной. Это может быть пластилин для лепки или пластилин, или один из имеющихся в продаже продуктов в каталогах промышленных товаров, таких как «Dammtight» или «Замазка для фиксатора литья». Эти последние продукты работают лучше всего, поскольку они созданы для работы. Замазка фиксатора литья, например, плавится при 978 градусов по Фаренгейту, но немного дороже. Тесто для лепки подойдет, но обязательно используйте много, так как оно будет таять до тех пор, пока баббит не затвердеет, что не займет много времени. Глина для лепки, кажется, довольно хорошо сопротивляется нагреву, но не так хорошо, как коммерческая. Я видел, как многим людям удавалось смешивать тесто для лепки и пластилин.
Это может быть пластилин для лепки или пластилин, или один из имеющихся в продаже продуктов в каталогах промышленных товаров, таких как «Dammtight» или «Замазка для фиксатора литья». Эти последние продукты работают лучше всего, поскольку они созданы для работы. Замазка фиксатора литья, например, плавится при 978 градусов по Фаренгейту, но немного дороже. Тесто для лепки подойдет, но обязательно используйте много, так как оно будет таять до тех пор, пока баббит не затвердеет, что не займет много времени. Глина для лепки, кажется, довольно хорошо сопротивляется нагреву, но не так хорошо, как коммерческая. Я видел, как многим людям удавалось смешивать тесто для лепки и пластилин.
Также рекомендуется обернуть подводящий провод вокруг вала в месте запирания подшипника, чтобы создать красивый край подшипника. Если вы этого не сделаете, по крайней мере, убедитесь, что ваша глина аккуратно упакована в этот момент. Вам также необходимо определить, как отводить воздух из зоны заливки, чтобы предотвратить образование воздушных карманов, пустот и пузырей.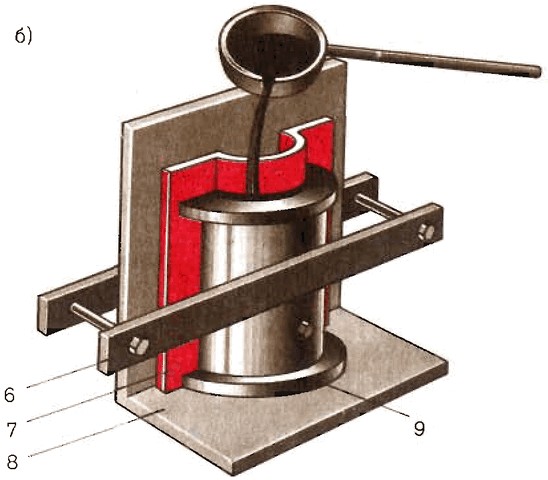 Для этого необходимо проделать отверстие или несколько отверстий в глиняной плотине, чтобы воздух мог выходить во время заполнения подшипника.
Для этого необходимо проделать отверстие или несколько отверстий в глиняной плотине, чтобы воздух мог выходить во время заполнения подшипника.
Заливка
Имейте в виду, что ковш, наполненный баббитом, может быть обманчиво тяжелым — вы поднимаете жидкий металл. Отверстие для заливки баббита должно находиться в самой высокой точке нижнего подшипника между коленчатым валом и седлом опорной плиты. Через смазочное отверстие обычно заливают верхнюю половину подшипника, которая заливается в крышку подшипника. Верхняя половина уплотняется так же, как и нижняя. Вы всегда хотите сделать заливку за один шаг, полностью заполнив опорную зону.
Финишная обработка
После удаления всего герметизирующего материала заусенец и другой баббит, который мог просочиться в места, где он не нужен, можно соскоблить или очистить с помощью проволочного колеса в ручной дрели. Смазочные отверстия необходимо будет повторно просверлить в крышке, а смазочные канавки (неглубокие каналы для равномерного распределения масла) следует прорезать на поверхности баббита с помощью скребка или фрезы в ручной дрели. Эти канавки никогда не должны выходить за край подшипника, так как это будет направлять масло наружу, а не распределять его равномерно внутри подшипника. Во время окончательной установки коленчатого вала на подшипники вам нужно будет вырезать несколько кожаных или деревянных прокладок, чтобы поместить их под крышки подшипников, чтобы обеспечить надлежащие допуски. Эти же регулировочные прокладки можно снять, чтобы компенсировать износ подшипников, если того требуют время и степень износа.
Эти канавки никогда не должны выходить за край подшипника, так как это будет направлять масло наружу, а не распределять его равномерно внутри подшипника. Во время окончательной установки коленчатого вала на подшипники вам нужно будет вырезать несколько кожаных или деревянных прокладок, чтобы поместить их под крышки подшипников, чтобы обеспечить надлежащие допуски. Эти же регулировочные прокладки можно снять, чтобы компенсировать износ подшипников, если того требуют время и степень износа.
Я хотел бы поблагодарить Лероя Гудвина и Рона Трента за их помощь в подготовке этой статьи, а также Дона Ромина и Дэйва Артмайера за то, что они позволили мне сфотографировать их проекты подшипников. Я уверен, что на эту тему можно написать еще много, и если кто-то из наших читателей захочет поделиться своим опытом заливки баббита, я хотел бы услышать от них.
Как всегда, членство в Обществе нефтяных двигателей является бесплатным, если вы напишете или отправите электронное письмо по указанному ниже адресу.
Обратитесь в Общество нефтяных двигателей по адресу: 1231 Banta’s Creek Road, Eaton, OH 45320-9.701, или по электронной почте по адресу: [email protected]
BABBITT — Systems — VintageMachinery.org База знаний (Wiki)
Alrightokgetting Betterpletty Goodawesome
Tablesemess
|
 Общее мнение о том, какое масло использовать, заключается в том, что это на самом деле не так уж и важно — важно, чтобы оператор использовал какое-то масло для подшипников.
Общее мнение о том, какое масло использовать, заключается в том, что это на самом деле не так уж и важно — важно, чтобы оператор использовал какое-то масло для подшипников. Общее название Vactra # 2: Масло средней мощности ISO-68.{reference:http://owwm.org/viewtopic.php?t=23314|http://owwm.org/viewtopic.php?t=23314}
Общее название Vactra # 2: Масло средней мощности ISO-68.{reference:http://owwm.org/viewtopic.php?t=23314|http://owwm.org/viewtopic.php?t=23314} При этом некоторые низкоскоростные баббитовые подшипники будут нормально работать со смазкой. Однако не думайте, что только потому, что баббитовые подшипники на вашей машине были приобретены с пресс-масленками, машина предназначена для работы на смазке. Много раз неосведомленные владельцы машин вставляли в машину несколько пресс-масленок, время от времени заливали ее смазкой и «давали ей поработать». Если у вас нет документации от производителя о том, что баббитовый подшипник предназначен для работы со смазкой, вероятно, лучше предположить, что вы должны использовать масло.
При этом некоторые низкоскоростные баббитовые подшипники будут нормально работать со смазкой. Однако не думайте, что только потому, что баббитовые подшипники на вашей машине были приобретены с пресс-масленками, машина предназначена для работы на смазке. Много раз неосведомленные владельцы машин вставляли в машину несколько пресс-масленок, время от времени заливали ее смазкой и «давали ей поработать». Если у вас нет документации от производителя о том, что баббитовый подшипник предназначен для работы со смазкой, вероятно, лучше предположить, что вы должны использовать масло. Нагнетание масла в магистрали осуществляется либо вручную одним движением рычага или рукоятки, либо автоматически механическим приводом от какого-либо вращающегося вала или другой части машины. В любом случае все подшипники в центральной системе смазываются одновременно.
Нагнетание масла в магистрали осуществляется либо вручную одним движением рычага или рукоятки, либо автоматически механическим приводом от какого-либо вращающегося вала или другой части машины. В любом случае все подшипники в центральной системе смазываются одновременно. Однако существуют и другие типы машин, для которых смазка потоком считается практической необходимостью. Эти машины оснащены автономными системами смазки, при этом смазка подается к подшипникам, шестерням и ползунам с помощью насоса, помещенного либо в сам масляный резервуар, либо в какую-либо удобную внешнюю точку.
Однако существуют и другие типы машин, для которых смазка потоком считается практической необходимостью. Эти машины оснащены автономными системами смазки, при этом смазка подается к подшипникам, шестерням и ползунам с помощью насоса, помещенного либо в сам масляный резервуар, либо в какую-либо удобную внешнюю точку.
 В каждую масляную трубку вставлен фитиль, состоящий из соответствующего количества нитей. Чтобы обеспечить использование фитилей надлежащего размера, следует изучить требования к маслу для каждой установки и определить количество нитей, необходимое для удовлетворения требований подшипников при различных скоростях. Когда необходимые данные получены, следует подготовить таблицу с указанием размера фитиля или количества нитей, которые должны использоваться для каждого подшипника машины.
В каждую масляную трубку вставлен фитиль, состоящий из соответствующего количества нитей. Чтобы обеспечить использование фитилей надлежащего размера, следует изучить требования к маслу для каждой установки и определить количество нитей, необходимое для удовлетворения требований подшипников при различных скоростях. Когда необходимые данные получены, следует подготовить таблицу с указанием размера фитиля или количества нитей, которые должны использоваться для каждого подшипника машины. Когда подшипникам временно требуется дополнительная подача масла, ее можно подавать, опуская фитили или заливая масло по трубкам из масленки, или, в случае капельной подачи, открывая игольчатые клапаны. Когда оборудование, которое какое-то время простаивало, должно быть запущено, фитили следует окунуть, а движущиеся части смазать маслом вручную, чтобы обеспечить достаточную начальную подачу масла. Уровень масла в бачке должен поддерживаться примерно на одном уровне, так как в противном случае это повлияет на скорость потока. Фитили следует периодически поднимать, чтобы предотвратить скопление грязи на концах, препятствующее потоку масла.
Когда подшипникам временно требуется дополнительная подача масла, ее можно подавать, опуская фитили или заливая масло по трубкам из масленки, или, в случае капельной подачи, открывая игольчатые клапаны. Когда оборудование, которое какое-то время простаивало, должно быть запущено, фитили следует окунуть, а движущиеся части смазать маслом вручную, чтобы обеспечить достаточную начальную подачу масла. Уровень масла в бачке должен поддерживаться примерно на одном уровне, так как в противном случае это повлияет на скорость потока. Фитили следует периодически поднимать, чтобы предотвратить скопление грязи на концах, препятствующее потоку масла. Затем свободные концы соединяются небольшим кусочком сложенного листового свинца, а медная проволока скручивается по всей длине. Поводок служит для удержания нижнего конца фитиля на месте, а проволока помогает вдавить другой конец фитиля на несколько дюймов в трубку. Когда фитили удалены, свободный конец медной проволоки можно зацепить за конец трубки, чтобы указать, к какой трубке принадлежит фитиль. Грязь от масла приводит к тому, что фитиль становится липким и теряет свою фильтрующую способность. Забитые грязью фитили следует очистить или заменить новыми. Очистка производится путем кипячения фитилей в газированной воде, а затем их тщательного ополаскивания, чтобы удалить все следы соды. Масляные трубы иногда снабжены отверстиями, через которые можно наблюдать поток масла. В некоторых установках такое отверстие заменяют короткой стеклянной трубкой.
Затем свободные концы соединяются небольшим кусочком сложенного листового свинца, а медная проволока скручивается по всей длине. Поводок служит для удержания нижнего конца фитиля на месте, а проволока помогает вдавить другой конец фитиля на несколько дюймов в трубку. Когда фитили удалены, свободный конец медной проволоки можно зацепить за конец трубки, чтобы указать, к какой трубке принадлежит фитиль. Грязь от масла приводит к тому, что фитиль становится липким и теряет свою фильтрующую способность. Забитые грязью фитили следует очистить или заменить новыми. Очистка производится путем кипячения фитилей в газированной воде, а затем их тщательного ополаскивания, чтобы удалить все следы соды. Масляные трубы иногда снабжены отверстиями, через которые можно наблюдать поток масла. В некоторых установках такое отверстие заменяют короткой стеклянной трубкой.
