

Содержание
Основные виды слесарных работ для обработки деталей при ремонте оборудования
Ниже приводятся основные сведения о слесарных работах, встречающихся при ремонте оборудования. Это различные технологические операции: разметка, рубка, резка, опиловка, сверление, нарезание резьбы, развертывание, притирка, шабрение и т. д.
При слесарной обработке также существует взаимосвязь операций, и более грубая обработка всегда должна предшествовать более тонкой.
1. Разметка, рубка, резка и опиловка металлов
Сущность разметки заключается в нанесении на заготовку центров отверстий или границ (контура) изделия, за которые при обработке не должен переходить режущий инструмент. Предназначенную для разметки поверхность заготовки очищают от окалины, неровностей и т. п., а затем окрашивают. Необработанные (черные) или грубообработанные поверхности покрывают мелом (порошок мела, разведенный в воде с прибавлением льняного масла и сиккатива) или скоросохнущими лаками. Чисто обработанные поверхности окрашивают раствором медного купороса, наносимым кистью, или предварительно смоченную поверхность натирают куском медного купороса, при этом на поверхности образуется тонкий слой меди, на котором отчетливо видны разметочные метки.
Для прочерчивания линий (или рисок) на поверхности разметки по линейке, шаблону и т. п. употребляется чертилка. Она изготовляется из стали У10, У12, диаметром 3–5 мм, длиной 120–150 мм. Один конец ее на длине 20–25 мм закаливают и остро затачивают на точиле (заточном станке).
Чертилку можно также изготовить из круглого надфиля, утратившего свои режущие свойства.
Для получения отчетливой разметки прочерченные линии отмечают небольшими углублениями с помощью кернера. Кернеры выполняют из стали У8, У10. Рабочую часть (острие) на длине 20–25 мм закаляют на твердость HRC = 55–58, а другой закругленный конец закаливают на длине до 15 мм на твердость HRC = 30–40. Острие затачивают на заточном станке под углом 45–60°.
Сравнительно часто при ремонте аппаратуры из-за отсутствия чертежей разметку производят по изделию (образцу). В этом случае на размечаемую поверхность кладут образец и его контур очерчивают чертилкой. Излишний металл срезается (вырубается) с помощью зубила или крейцмейселя, изготовляемых из сталей У7 или У8. Закалку производят нагреванием до 780–830 °C и охлаждением в воде либо масле с дальнейшим отпуском при температуре 240–315 °C (лезвие нагревают до соломенно-желтого цвета, головку – до светло-синего). Углы заточки лезвия в зависимости от материала, который обрабатывается, приведены в табл. 1.
Закалку производят нагреванием до 780–830 °C и охлаждением в воде либо масле с дальнейшим отпуском при температуре 240–315 °C (лезвие нагревают до соломенно-желтого цвета, головку – до светло-синего). Углы заточки лезвия в зависимости от материала, который обрабатывается, приведены в табл. 1.
Крейцмейсель используется для прорубки узких пазов, канавок, срезания головок заклепок и т. п. Поверхности, которые после рубки подвергаются опиливанию, должны иметь припуск 0,5 мм под опиловку.
При разрубке листового материала (полос) толщиной до 2 мм под него подкладывают пластины из мягкой стали или деревянные бруски, чтобы предотвратить соприкосновение зубила с закаленной или весьма твердой поверхностью наковальни, массивной плиты и т. п., на которой ведется рубка. Для разрезки листовой стали толщиной до 0,5 мм и листов из цветных металлов толщиной до 1,5 мм применяют ручные ножницы. Для резания толстого листового, профильного или пруткового металла применяют ручные пилы-ножовки.
В зависимости от твердости и вязкости разрезаемого металла, шаг зубьев полотна ножовки целесообразно выбирать для мягких и вязких металлов равным 1 мм, а для твердых металлов – 1,5–2 мм.
При резке тонких листов металла их нужно зажать между деревянных прокладок (по одному или несколько – пакетом) и разрезают вместе с прокладками.
Если толщина материала сравнительно велика и резание ножовкой непроизводительно или вообще не может быть выполнено (окно, проем), прибегают к обработке методом отсверливания. Заключается он в том, что параллельно с линией чистовой обработки на расстоянии, немногим больше половины диаметра взятого сверла, проводят линию разреза. Затем на этой линии кернером намечают ряд центров, отстоящих друг от друга на расстоянии, превышающем диаметр сверла на 0,5–1 мм, и по центрам сверлят отверстия. Перемычки между отверстиями просекают зубилом (просечкой, крейцмейселем).
При выборе диаметра сверла руководствуются следующим: если металл разрезается без последующей обработки места реза, то выгоднее взять сверло большего диаметра, и наоборот, потому что в последнем случае остается меньше металла для снятия. После рубки, резки металла обычно производят опиливание напильником. По количеству зубьев насечки на длине одного погонного сантиметра напильники делятся на драчевые (грубое, черновое опиливание), личные (чистовая обработка), бархатные (шлифование), доводка и отделка поверхностей). Различают напильники и по форме сечения. Для ремонта аппаратуры достаточно иметь плоские, квадратные, полукруглые, трехгранные, круглые драчевые и личные напильники, а также плоские бархатные.
После рубки, резки металла обычно производят опиливание напильником. По количеству зубьев насечки на длине одного погонного сантиметра напильники делятся на драчевые (грубое, черновое опиливание), личные (чистовая обработка), бархатные (шлифование), доводка и отделка поверхностей). Различают напильники и по форме сечения. Для ремонта аппаратуры достаточно иметь плоские, квадратные, полукруглые, трехгранные, круглые драчевые и личные напильники, а также плоские бархатные.
Промышленностью выпускаются напильники небольших размеров – надфили. Они применяются обычно при обработке недоступных для обычных напильников поверхностей. В наборе инструмента желательно иметь надфили таких же профилей, как и напильники, а по насечке – всех видов.
Взаимосвязь точности и припуска на обработку для различных видов напильников приведена в табл. 2.
При обработке твердых материалов рекомендуется начинать опиловку личным, а не драчевым напильником.
С целью удлинения срока службы напильников новыми напильниками нужно производиить обработку мягких металлов, а затем применять их для обработки более твердых материалов.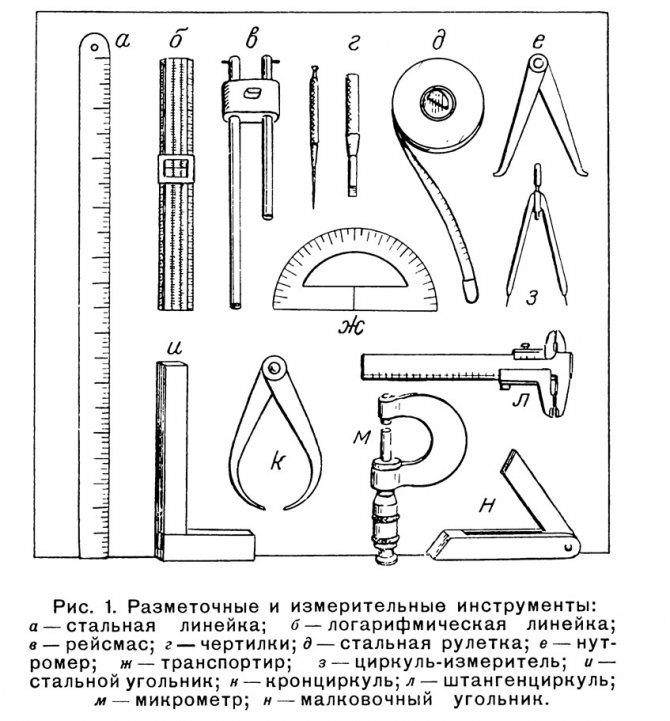
Во избежание забивания стружкой при обработке мягких и вязких материалов полезно напильники натирать мелом, а при обработке алюминия – стеарином. Нельзя применять личной напильник для мягких металлов (свинец, олово), так как стружка быстро забивает напильник, и он теряет режущие свойства. Обычно напильник, который забит стружкой, очищают при помощи стальной щетки вдоль зуба. Замасленный напильник промывают в горячем щелочном растворе, а затем чистят стальной щеткой.
2. Правка и гибка металла
Правка металла (листового, пруткового) выполняется вручную слесарными молотками на чугунной или стальной плите.
Для правки лучше брать молоток с круглым бойком и гладкой поверхностью. Правка тонких стальных изделий, а также изделий из цветных металлов и сплавов осуществляется молотками, изготовленными из мягких материалов – латуни, меди, дерева, свинца. Обработанную поверхность, во избежание забоин, целесообразно править через прокладку из мягкого металла.
Правка листового металла представляет значительную трудность, так как выпуклости на листах находятся обычно в средней части или разбросаны по всей поверхности листа.
Перед началом правки выпуклости на листе обводят мелом или цветным карандашом. При помощи левой руки поддерживают лист, а правой рукой наносят молотком удары по направлению к выпуклости от края листа. Удары следует наносить частые, но не сильные. При этом происходит увеличение ровной части, и выпуклости постепенно исчезают. Если на листе несколько выпуклостей, то удары необходимо наносить между выпуклостями и сводить все выпуклости в одну общую, которую затем выравнивать указанным выше способом.
Гибочные операции применяют при изготовлении из листового или круглого металла различного рода скоб, угольников, кожухов и т. п. Гибочные работы могут осуществляться холодным и горячим способами. Горячая гибка применяется при толщине заготовки свыше 5 мм и для материалов с высокими механическими свойствами. Ремонтному мастеру в основном приходится иметь дело с холодной гибкой. Холодная гибка производится либо непосредственно в тисках, либо с применением той или иной формы оправки.
3.
 Сверление, развертывание, нарезание резьбы
Сверление, развертывание, нарезание резьбы
В ремонтной практике сверление распространено весьма широко. Чаще применяют спиральные сверла, имеющие конические и цилиндрические хвостовики.
Сверление можно производить на станках, а также с помощью ручной (диаметр отверстий до 12 мм) и электрической (диаметр отверстий до 14–15 мм) дрелей.
Точность и качество отверстия зависят от ряда факторов: от заточки сверла и правильности его закрепления на станке, состояния станка, режима обработки и т. д.
В ремонтных пунктах и мастерских сверла, как правило, затачиваются вручную на точилах, при помощи мелкозернистых абразивных кругов. У сверла угол заточки находится в зависимости от твердости обрабатываемого материала. В табл. 3 приведены наиболее выгодные углы заточки сверла.
Если необходимо получить отверстие сравнительно точное, рекомендуется сверление производить в два прохода: первый – на 2–4 мм меньше необходимого размера, а второй – до выбранного диаметра. При сверлении глубоких отверстий надо удалять стружку периодическим подъемом вращающегося сверла или опрокидыванием детали.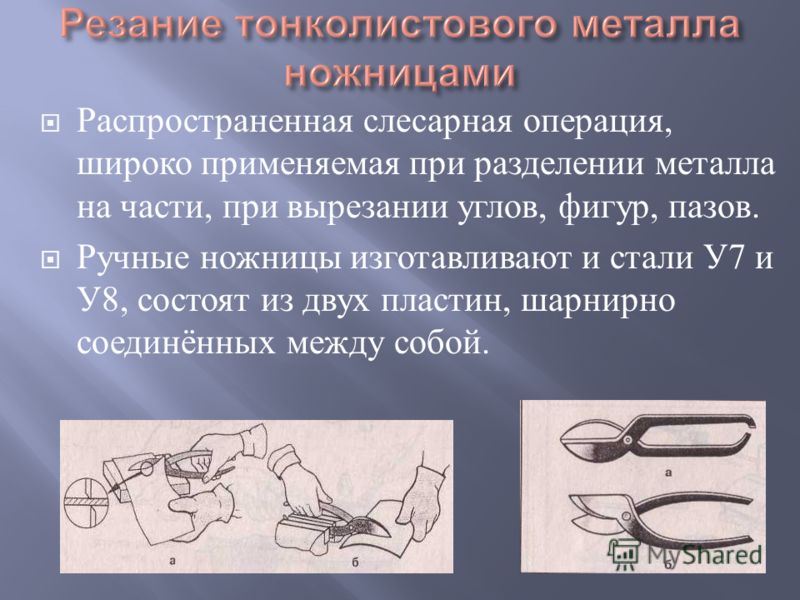 Сверление необходимо делать с охлаждением с целью увеличения стойкости сверла (табл. 5).
Сверление необходимо делать с охлаждением с целью увеличения стойкости сверла (табл. 5).
Для получения чистых и точных отверстий используют развертывание. В практике ремонта аппаратуры применяют ручные развертки: цельные и разжимные. Разжимные развертки диаметром от 6 до 10 мм позволяют изменять свой размер не более чем на 0,15 мм. Отверстия второго класса точности обрабатывать рекомендуется при помощи двух разверток: черновой и чистовой. При этом под чистовое развертывание оставляется припуск не более 0,05 мм на диаметр. В табл. 4 приведены припуски при развертывании отверстий.
В обратном направлении вращать развертку нельзя. Целесообразно при развертывании отверстий в стальных деталях применять охлаждающие жидкости (см. табл. 5).
Нарезание резьбы с помощью метчиков и лерок (плашек) в ремонтном деле имеет весьма широкое распространение.
Цилиндрические слесарные метчики комплектуются для каждого из диаметров до 3-х штук. Количество круговых рисок на хвостовой части метчика указывает его порядковый номер в комплекте.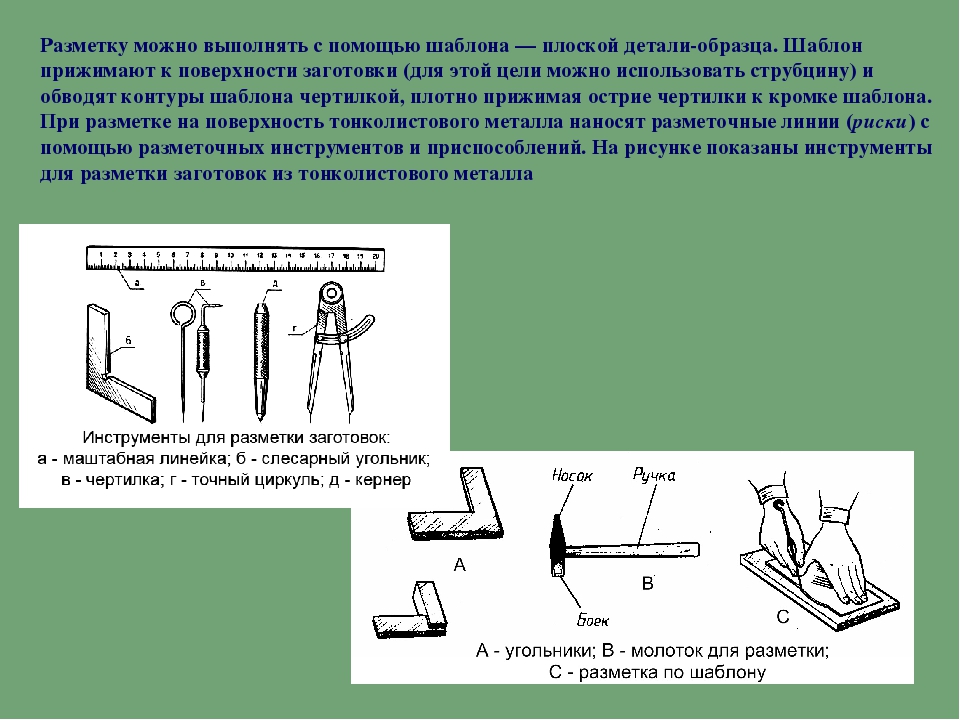 Нарезать резьбу всегда начинают первым метчиком. Очень важно верно выбрать диаметр сверла под резьбовое отверстие. В процессе нарезки резьбы метчиком материал детали частично выдавливается, поэтому диаметр отверстия, предназначенного для нарезания резьбы должен быть немного больше, по сравнению с внутренним диаметром самой резьбы. В случае, если диаметр отверстия будет больше требуемого, получится резьба неполного профиля, а если меньше, то может произойти защемление мётчика и его поломка или резьба окажется сорванной. В табл. 6 приведены диаметры отверстий под нужную резьбу.
Нарезать резьбу всегда начинают первым метчиком. Очень важно верно выбрать диаметр сверла под резьбовое отверстие. В процессе нарезки резьбы метчиком материал детали частично выдавливается, поэтому диаметр отверстия, предназначенного для нарезания резьбы должен быть немного больше, по сравнению с внутренним диаметром самой резьбы. В случае, если диаметр отверстия будет больше требуемого, получится резьба неполного профиля, а если меньше, то может произойти защемление мётчика и его поломка или резьба окажется сорванной. В табл. 6 приведены диаметры отверстий под нужную резьбу.
Для нарезания резьбы метчик необходимо установить так, чтобы его ось совпадала с осью отверстия. Установка метчика контролируется на глаз или по угольнику. С целью облегчения работы и дробления стружки и во избежание поломки метчика его вращают на один-два оборота в одну сторону и на пол-оборота в другую. Так повторяют до полного нарезания резьбы.
Особенно осторожно следует нарезать резьбу с небольшим диаметром в вязких материалах и в мелких глухих отверстиях. Нарезая резьбу в глубоких отверстиях, в процессе работы необходимо два-три раза вывинчивать метчик и очищать его от стружки, в противном случае может произойти поломка метчика или срыв резьбы. Смазка, применяемая при нарезке метчиков, указана в табл. 5.
Нарезая резьбу в глубоких отверстиях, в процессе работы необходимо два-три раза вывинчивать метчик и очищать его от стружки, в противном случае может произойти поломка метчика или срыв резьбы. Смазка, применяемая при нарезке метчиков, указана в табл. 5.
Наружная резьба нарезается плашками. Для нарезания резьбы небольших диаметров применяют также винторезную (винтовальную) доску, представляющую собой пластинку из инструментальной стали с некоторым числом резьбовых отверстий. При нарезании наружной резьбы также очень важно верно выбрать диаметр нарезаемого стержня. Рекомендуемые диаметры стержней для нарезания основной метрической резьбы плашками приведены в табл. 7.
Торец нарезаемого стержня должен быть закруглен или иметь фаску. Нарезку лучше начинать без смазки, а затем применять смазку, указанную в табл. 5.
4. Шабрение, шлифование, полирование, притирка
Шабрением называют операцию по обработке поверхности детали, при которой происходит соскабливание тонкого слоя металла при помощи режущего инструмента под названием шабер. Применяют шабрение после обработки резцом, напильником и т. п., когда необходимо получить плоскую поверхность, хорошее прилегание сопрягающихся поверхностей, достаточную герметичность соединения деталей. Шабрению подвергают прямолинейные и криволинейные поверхности.
Применяют шабрение после обработки резцом, напильником и т. п., когда необходимо получить плоскую поверхность, хорошее прилегание сопрягающихся поверхностей, достаточную герметичность соединения деталей. Шабрению подвергают прямолинейные и криволинейные поверхности.
При ремонте аппаратуры шабрение применяется для придания плоскостности базовым поверхностям плато, на которых размещаются детали лентопротяжного механизма (фильмовый канал, каретки роликов и т. п.). Шабрение производят подгонкой обрабатываемой поверхности к сопрягаемой детали, по плитам или путем контроля обрабатываемой поверхности с помощью поверочных (лекальных) линеек. Плоские шаберы можно изготовить из старых напильников. Торец их затачивают под углом 75–80°, а узкие грани слегка закругляют. Такие шаберы используют для грубого шабрения. Для точного шабрения применяют узкие шаберы, торец которых затачивают под углом 90°.
Трехгранные шаберы используют для шабрения внутренних поверхностей втулок, подшипников. Эти шаберы получают путем заточки трехгранных изношенных напильников с углом заострения 60°, причем таким образом, чтобы образовать слегка вогнутые грани. После заточки шабер правят на мелкозернистом оселке, смоченном керосином, или на ровной чугунной плите, покрытой наждачным порошком, смешанным с машинным маслом. Перед шабрением поверхность обрабатывают одним резцом и т. п. Далее определяют расположение выступов на поверхности детали. Для этого поверочную плиту промывают при помощи керосина, затем протирают насухо ветошью и сверху тонко покрывают краской (железный сурик, берлинская лазурь, ультрамарин, сажа, разведенная машинным маслом).
После заточки шабер правят на мелкозернистом оселке, смоченном керосином, или на ровной чугунной плите, покрытой наждачным порошком, смешанным с машинным маслом. Перед шабрением поверхность обрабатывают одним резцом и т. п. Далее определяют расположение выступов на поверхности детали. Для этого поверочную плиту промывают при помощи керосина, затем протирают насухо ветошью и сверху тонко покрывают краской (железный сурик, берлинская лазурь, ультрамарин, сажа, разведенная машинным маслом).
Подготовленную для шабрения поверхность детали насухо вытирают тряпкой, накладывают на поверочную плиту и передвигают ее вкруговую на длину не более 200 мм два-три раза с легким нажимом. После закрепляют в тиски деталь и окрашенные места соскабливают при помощи шабера. Шабер во время работы держат под углом 30–40° к обрабатываемой поверхности правой рукой, а на середину инструмента накладывают ладонь левой руки, поджимая его книзу. Шабер перемещают вперед и назад в пределах 2–10 мм, снимая при рабочем движении (вперед) слой металла толщиной, равной 0,01–0,02 мм.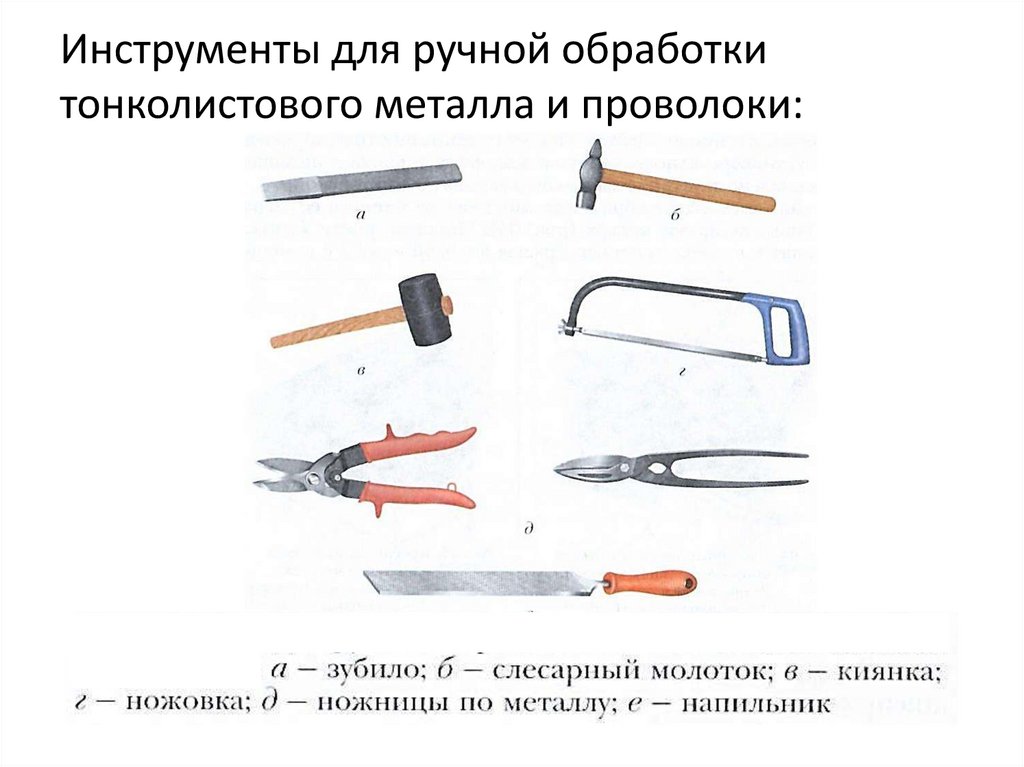 Съем металла следует производить, перекрещивая штрихи обработки под углом 45–60°.
Съем металла следует производить, перекрещивая штрихи обработки под углом 45–60°.
Шабрение выполняется за один, два и три прохода, в зависимости от требований, которые предъявляются к качеству поверхности для обработки. Поверхность детали после каждого прохода очищают при помощи щетки и сухой тряпкой хорошо вытирают.
Качество шабрения проверяется на краску подсчетом количества пятен на контрольной площадке. Для этой цели из листового металла или тонкого картона изготовляют квадратную поверочную рамку размером 25 × 25 мм.
Прилегание поверхностей считается плотным, если количество точек на участке 25 × 25 мм будет не менее трех, а для герметических соединений – не менее пяти, на поверхностях направляющих станин станков – не менее десяти.
Ручное шлифование как вид слесарной обработки применяется с целью придания поверхности надлежащей чистоты или красивого внешнего вида. Поверхности перед шлифованием обрабатывают личными и бархатными напильниками поперечным, продольным или круговым штрихом. При этом очень важно не допускать на поверхности отдельных выделяющихся рисок, которые очень трудно выводить на окончательной операции.
При этом очень важно не допускать на поверхности отдельных выделяющихся рисок, которые очень трудно выводить на окончательной операции.
Ручное шлифование производят абразивными брусками или шлифовальными шкурками. Обычно шкуркой обертывают деревянный брусок или наклеивают ее на него. Обрабатываемую деталь закрепляют в тисках или в приспособлении. Шлифование производят вначале более грубой, а затем мелкими шкурками.
Очень часто шлифуют шкуркой, навернутой на напильник. Шлифовать шкуркой можно всухую или с маслом. Обработка всухую обеспечивает получение блестящей поверхности металла, а с маслом – полуматовой.
При шлифовании изделий из меди и алюминия на окончательной операции рекомендуется шкурку натереть стеарином, что способствует получению гладкой и чистой поверхности.
Из абразивных материалов для шлифования, полирования притирки используются естественные и искусственные твердые порошки наждака, карборунда, корунда, карбида кремния, электрокорунда.
Основные свойства абразивного материала – твердость, строение и форма поверхности зерна.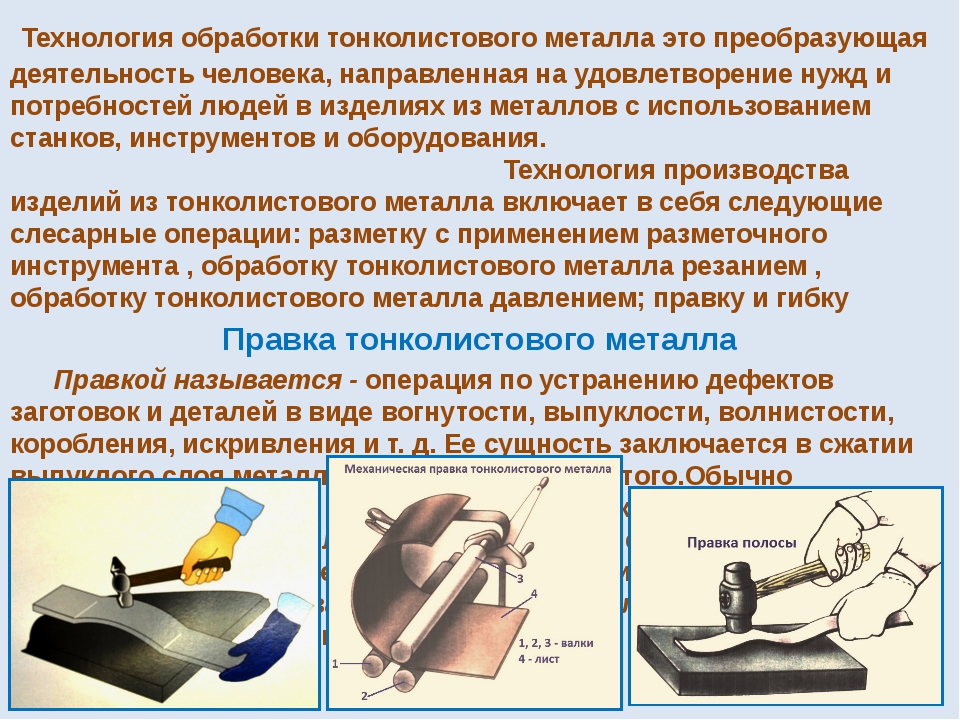 Абразивные материалы классифицируются по величине зерна и в зависимости от размера его имеют соответствующий номер зернистости.
Абразивные материалы классифицируются по величине зерна и в зависимости от размера его имеют соответствующий номер зернистости.
В табл. 8 приведены данные об абразивных материалах.
Шлифовальное зерно применяется для очистки литья, для предварительного грубого шлифования.
Шлифовальные порошки применяются для шлифования и доводки деталей, имеющих сравнительно большие припуски на шлифовку; эти порошки дают крупный глубокий штрих, поэтому для окончательной доводки изделия применяют микропорошки (прежнее название – «минутники»).
Шлифовальные шкурки и область их применения в соответствии с номерами зернистости абразивных материалов приведены в табл. 9.
Для получения гладкой блестящей поверхности изделия применяют полирование, которое осуществляется абразивными порошками, нанесенными в виде пасты на войлочные, кожаные, фетровые или тряпочные круги.
Сравнительно часто предварительное полирование производят бархатными напильниками, натертыми мелом.
Окончательную обработку производят мягкими доводочными материалами, которые являются порошками и пастами, которые изготавливают из веществ, обладающих полирующей способностью. Широкое применение получили специальные пасты ГОИ. Эти пасты выпускаются трех сортов: грубая (имеет черный цвет), средняя (имеет темно-зеленый цвет) и тонкая (имеет светло-зеленый цвет). Грубая паста придает поверхности матовый вид, а тонкая – зеркальный. Поверхности изделий, обработанных пастой ГОИ, значительно более устойчивы против коррозии, чем поверхности, обработанные другими абразивными материалами.
Если надо получить плотное или герметическое соединение деталей, а также сопряжение деталей с минимальным зазором, применяют притирку. Например, притирке подвергают краны, клапаны и кольца двигателей внутреннего сгорания и т. п. Притирка обеспечивает точность обработки в пределах 0,001–0,002 мм.
В слесарно-сборочном деле находят применение два способа притирки деталей: притирка друг к другу деталей и притирка поверхностей изделия с помощью специального инструмента – притира.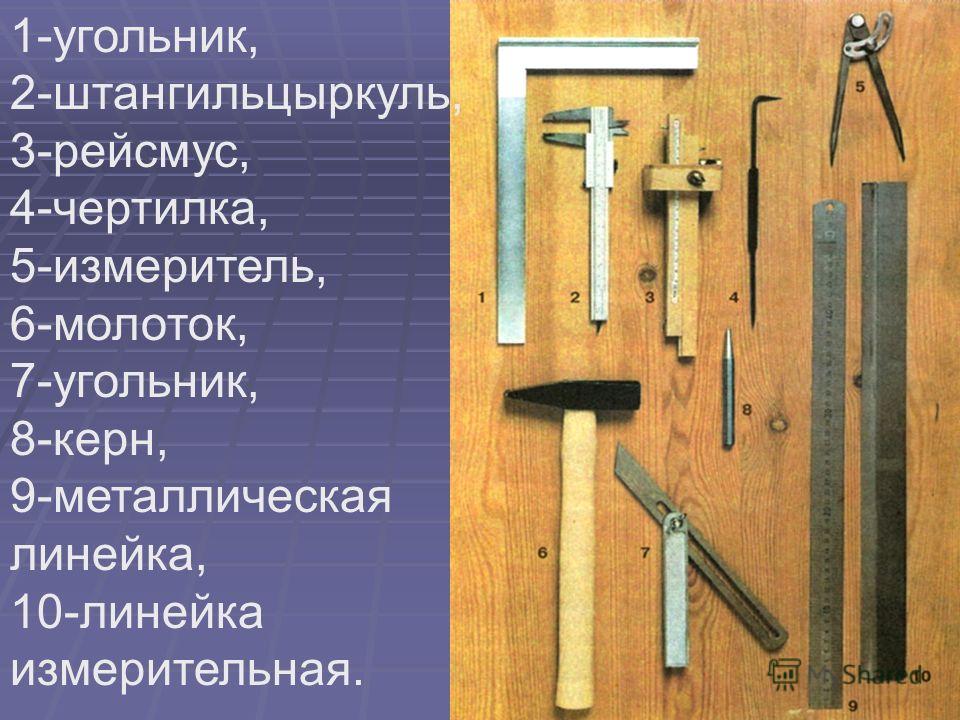
Чтобы притереть деталь по детали, наносят на одну из притираемых деталей слой разведенного в смазывающей жидкости абразивного порошка либо пасты и с небольшим нажимом одну деталь перемещают по другой. Притирку цилиндрических поверхностей (вал–втулка) целесообразно производить на специальном приспособлении или на токарном станке. Одну деталь зажимают в патроне и придают ей небольшое число оборотов, а другую вручную перемещают возвратно-поступательно. Не следует вести притирку на больших оборотах, так как возникающее от трения тепло может привести к закаливанию деталей.
Обработка поверхностей изделий абразивными материалами, наносимыми на поверхность притира, находит весьма широкое применение в точном машино- и приборостроении. Для прямолинейных поверхностей притирами служат плиты, для цилиндрических отверстий – валики, для наружных цилиндрических поверхностей – цилиндрические кольца (или жимки), для фасонных – форма притира должна быть соответствующей форме, которую имеет притираемая поверхность.
Изготовляют притиры из мягкой стали, чугуна, латуни, красной меди, дерева. Чтобы в поверхность притира могли вкрапливаться абразивные зерна, необходимо материал притира выбирать мягче материала притираемой детали. В зависимости от материала притира выбирают смазочные вещества. Например, для чугунных притиров применяют керосин или бензин, для стальных, чугунных и медных притиров – машинное масло.
В качестве абразивного материала для притирки стальных деталей применяют шлифпорошки и микропорошки корунда, наждака, а для чугунных, бронзовых – наждачный порошок и толченое стекло. Широко применяются также пасты ГОИ.
Притир и притираемую поверхность перед притиркой обмывают керосином и насухо вытирают ветошью. Абразивный порошок, тщательно размешанный в смазке до густоты пасты, или пасту ГОИ наносят тонким слоем на притир. Изделие с легким прижимом перемещают круговыми движениями по всему притиру. Через 8–15 движений в одну сторону снимают ветошью абразивную пасту, наносят новый слой и продолжают притирку.
Притирка будет закончена, когда обрабатываемая поверхность приобретет надлежащий вид и когда будут выдержаны требуемые размеры.
Слесарные работы | Цех металлообработки на заказ, завод по обработке металла,токарные, фрезерные работы, резка металла. Мадис.
Слесарные работы – это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках.
Слесарные работы выполняются квалифицированными специалистами, которые ответственно подходят к своей работе и в каждом случае стремятся добиваться безупречных результатов. Слесарная обработка деталей будет выполнена в точном соответствии с Вашими требованиями, на самом высоком качественном уровне, а также в кратчайшие сроки.
Слесарные работы это дополнение к механической обработке металла.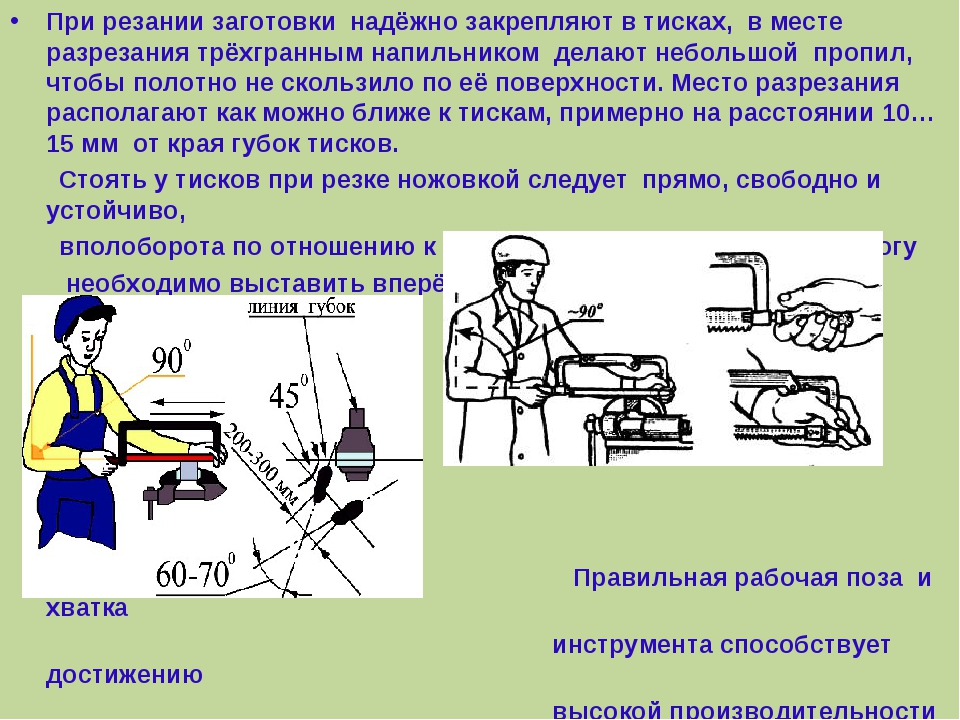 Основные виды слесарных работ следующие: рубка металла, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьб вручную, клепка, шабрение, притирка, паяние и лужение.
Основные виды слесарных работ следующие: рубка металла, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьб вручную, клепка, шабрение, притирка, паяние и лужение.
Наша команда использует ручные и механические инструменты, в дополнение подключаемым станкам.
Какими качествами должен обладать слесарь? Точностью, точностью и еще раз точностью. Ибо любая из слесарных операций: разметка или рубка металла опиливание или сверление, нарезание резьбы или пайка требуют точности выполнения, так как ошибка всего в 1 мм может привести к порче заготовки. Мы соблюдаем стандарты качества, учитываем индивидуальный подход к каждому клиенту. Наша команда работает с крупно- и малогабаритными элементами, выполняют единичные и регулярные заказы. На практике можем сказать, что необходимость в слесарных работах возникает на последних этапах производственного цикла.
В распоряжении нашей компании имеется широкий ассортимент станков: токарных, листогибочных, фрезерных,сверлильных и т. д. Безусловно, технологии совершенствуются
д. Безусловно, технологии совершенствуются
и все процессы ускоряются и оттачиваются в своей уникальности, но полностью исключить из производственного процесса слесарные работы невозможно.
Потребность в улучшении эксплуатационных характеристик оборудования и инструмента, регулярные профилактические меры, ремонт и наладка действующего технического оснащения и механизмов требуют руки грамотного и компетентного мастера слесарного дела.
Работаем как с единичными заказами, так и с изготовлением метизов в больших объемах. Сотрудничаем с предприятиями и заказчиками всех форм собственности.
Наши услуги
- Слесарные работы по металлу:
Разметка, опиловка, рубка, клепка, притирка, правка, полировка, гибка, резка, опиливание, сверление, развертывание и зенкерование отверстий, нарезание резьбы, шабрение, клепка, паяние.
- Ремонт деталей любой сложности:
Обработка и восстановление деталей производится как на станках ЧПУ, так и вручную.
- Лекальные работы:
Изготовление, сборка, наладка и регулировка нестандартного оборудования, инструмента, метизов.
Наши специалисты работают современным слесарным инструментом, который позволяет выполнять работу высокой степени сложности, в их распоряжении современные высокотехнологичные станки с программным управлением (ЧПУ), они имеют большой практический опыт работы в слесарных цехах и на металлообрабатывающих производствах.
Цены на слесарные услуги доступны, наша лояльная политика в области ценообразования позволяет обслуживаться и частным клиентам с разовыми работами, и крупным компаниям с оптовыми заказами. Стандарты высокого качества выполнения слесарных работ по металлу – едины для всех потребителей наших услуг.
Ремонт деталей, модулей, механизмов и машин
Наши специалисты справляются с ремонтом простых деталей и изделий, восстанавливают сложные конструктивные системы механизмов и машин. Выполняют работы по подгонке, наладке и сборке узлов. В случае изготовления детали под заказ, готовы выполнить все предварительные проектно-расчетные работы.
В случае изготовления детали под заказ, готовы выполнить все предварительные проектно-расчетные работы.
Для получения конкретной информации о стоимости слесарных и ремонтных работ, свяжитесь с нашим менеджером.
7 различных типов водопроводных труб для дома и как их выбрать
К
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s
Редакционный процесс
Обновлено 03.08.22
Рассмотрено
Ричард Эпштейн
Рассмотрено
Ричард Эпштейн
Ричард Эпштейн — лицензированный мастер-сантехник с более чем 40-летним опытом работы в сфере сантехники для жилых и коммерческих помещений. Он специализируется на оценке, а также проектировании и инжиниринге сантехнических систем и работает в одной из крупнейших в Нью-Йорке профсоюзных строительных компаний по сантехнике.
Узнайте больше о The Spruce’s
Наблюдательный совет
Факт проверен
Эмили Эстеп
Факт проверен
Эмили Эстеп
Эмили Эстеп — биолог растений и журналист, которая работала в различных онлайн-новостях и СМИ, писала и редактировала темы, включая науку об окружающей среде и комнатные растения.
Узнайте больше о The Spruce’s
Редакционный процесс
Ель / Микела Бутиньоль
В этой статье
Выбор сантехнических труб
Часто задаваемые вопросы
Существует несколько распространенных типов домашних водопроводных труб , используемых для подачи воды к приборам и приборам и от них. И независимо от того, нанимаете ли вы сантехника или беретесь за проект домашней сантехники своими руками, опыт может сбивать с толку из-за всех вариантов материала трубы.
Какая труба подходит для водоснабжения, канализации, канализации и даже снаружи? Ответ не так ясен, как в прошлом, когда основными трубами были только оцинкованная сталь или чугун. Ниже мы рассмотрим распространенные материалы труб, чтобы помочь вам выбрать то, что лучше всего подходит для вашего помещения и области применения.
Ниже мы рассмотрим распространенные материалы труб, чтобы помочь вам выбрать то, что лучше всего подходит для вашего помещения и области применения.
Лучшие услуги сантехника
01
из 06Труба PEX
Ель / Кевин Норрис
- Подходит для: Линии подачи воды
PEX (сшитый полиэтилен) — это прочный пластиковый трубопровод, который используется для подачи воды. Он достаточно жесткий, чтобы выдерживать давление воды, но достаточно гибкий, чтобы пронизывать стены, потолки, подвалы и подвальные помещения. Он также намного дешевле по сравнению со многими другими материалами для трубопроводов.
Трубки обычно бывают диаметром 1/2 дюйма и 3/4 дюйма, и их легко резать и соединять.
 Кроме того, они обычно имеют красный цвет для горячей воды и синий для холодной воды.
Кроме того, они обычно имеют красный цвет для горячей воды и синий для холодной воды.Совет
Перед установкой трубы PEX проверьте местные правила. Хотя он широко используется в Соединенных Штатах, он разрешен не везде. Он должен иметь хорошую опору, а арматура должна быть правильно установлена и проверена, особенно при установке за стенами.
02
из 06Труба ПВХ
Ель / Кевин Норрис
- Подходит для: Дренажные и вентиляционные линии
Труба из ПВХ (поливинилхлорида) представляет собой белый пластиковый материал для труб, который обычно используется для канализационных линий. Первоначально она завоевала популярность, потому что она была легче и с ней было проще работать, чем с традиционной оцинкованной стальной трубой. Он также недорогой и довольно прочный.
Труба из ПВХ относительно проста в установке и требует немного больше, чем ножовка и стусло для резки. Склеивается растворителями.

Наконечник
Как и трубы PEX, трубы из ПВХ разрешены не везде. Поэтому перед установкой проверьте местные правила.
Лучшие способы ремонта протекающей трубы из ПВХ
03
из 06Жесткая медная труба
Ель / Кевин Норрис
- Подходит для: Водопроводных линий
Медные трубы в основном представляют собой чистую медь, о чем свидетельствует их блестящий красновато-коричневый цвет. Жесткая медь часто используется для водопровода в доме. Он ценится, потому что не представляет опасности для здоровья, в отличие от других материалов для труб, таких как пластмассы, которые могут выделять химические вещества.
Жесткая медь также довольно прочна, ее легко резать труборезом или ножовкой. Тем не менее, это довольно дорого.
Наконечник
Среди многочисленных вариантов соединений лучшим является соединение под пайку. Соединение пайкой требует опыта в сочетании с протоколами безопасности.

04
из 06Труба АБС
Ель / Кевин Норрис
- Подходит для: Дренажные и вентиляционные линии
Труба ABS (акрилонитрил-бутадиен-стирол) изготовлена из термопластичной смолы и очень похожа на трубу из ПВХ, за исключением того, что она черная и немного мягче. Он в основном используется в качестве вентиляционной и дренажной линии.
Эта труба довольно прочная, хотя воздействие солнца может деформировать и повредить ее, и это экономичный выбор. Но, как и в случае с ПВХ, его не везде следует кодировать, поэтому ознакомьтесь с местными правилами.
05
из 06Flexi Pipe
Ель / Кевин Норрис
- Подходит для: соединений
Гибкая труба, часто называемая для краткости флекси, представляет собой гибкую трубку, обычно изготавливаемую из нержавеющей стали. Он обычно используется для окончательных соединений трубопроводов с приборами, такими как водонагреватели, туалеты и раковины.
 Как правило, его не разрешается использовать внутри стен или полов.
Как правило, его не разрешается использовать внутри стен или полов.Гибкая труба бывает разной длины и размера. Он несколько прочен, хотя нередко выходит из строя после многих лет износа. Это также дорого, хотя обычно вам не нужно много этого для проекта.
06
06Трубы из оцинкованной стали и чугуна
Ель / Кевин Норрис
- Подходит для: Водопроводные, дренажные и вентиляционные линии
Два дополнительных типа труб иногда встречаются в старых домах и устанавливаются нечасто, особенно мастерами-сделателями: трубы из оцинкованной стали и чугунные трубы.
Оцинкованная сталь — это жесткие, устойчивые к коррозии стальные трубы, которые десятилетиями использовались для дренажа, водоснабжения, газоснабжения и ряда других целей. Хотя оцинкованные стальные трубы все еще используются (особенно для газоснабжения), они гораздо менее распространены и не используются для водоснабжения в новых проектах строительства или реконструкции.
 Хотя он имеет хорошую долговечность, он также дорог в установке. Каждый конец трубы имеет резьбу, а отдельные трубы вкручиваются друг в друга соединительными фитингами.
Хотя он имеет хорошую долговечность, он также дорог в установке. Каждый конец трубы имеет резьбу, а отдельные трубы вкручиваются друг в друга соединительными фитингами.Чугун представляет собой жесткие темно-серые трубы, которые часто использовались для канализации и других дренажных целей. Он до сих пор встречается во многих домах и сегодня используется в некоторых коммерческих и высотных зданиях. Чугун дорогой, но прочный с хорошей долговечностью. Он жизнеспособен до тех пор, пока полностью не проржавеет. Он также очень тяжелый и его трудно разрезать. Модернизация, как правило, заменяет чугунную трубу жесткими пластиковыми трубами, такими как ABS.
Выбор сантехнических труб
При выборе правильной трубы для сантехнических работ наиболее важными факторами, которые следует учитывать, являются как функция, которую должна выполнять труба, так и планировка пространства, с которым вы работаете. Например, вам может понадобиться более гибкая труба для труднодоступных мест.
Стоимость также будет фактором в вашем решении. В целом преимущество более дорогих труб заключается в том, что они служат дольше. Таким образом, в конечном итоге вы можете сэкономить деньги в долгосрочной перспективе. Кроме того, вам нужно знать местные строительные нормы и правила, чтобы убедиться, что вы используете разрешенный тип трубопровода.
Разговор с подрядчиком или другим специалистом по сантехнике может помочь вам принять обоснованное решение для вашего проекта. Иногда вы можете не знать точно, что вам нужно, пока стены не рухнут и вы не увидите пространство, с которым работаете.
4 различных типа гибких водопроводных труб и их выбор
Источники статей
The Spruce использует только высококачественные источники, в том числе рецензируемые исследования, для подтверждения фактов в наших статьях. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Сантехника и трубы: более здоровый выбор. Рабочая группа по охране окружающей среды.
Сантехника и трубы . Экологическая рабочая группа.
3 различных типа сантехнических систем
Даника | 11 января 2022 г.
Водопроводная система является одной из важнейших систем в коммерческих или жилых зданиях. Он включает в себя три различных типа водопроводных систем: в основном канализационную, водопроводную и дренажную. Каждый тип сантехнической системы проектируется, устанавливается, обслуживается и ремонтируется профессиональными сантехниками для обеспечения эффективности.
Существует три различных типа водопроводных систем, которые необходимы при механическом планировании здания. Это в основном включает в себя создание системы водоснабжения для отличной дренажной и санитарной системы. Он включает в себя канализационные трубы, уклон труб, расчет давления воды, а также надземные и подземные трубопроводы.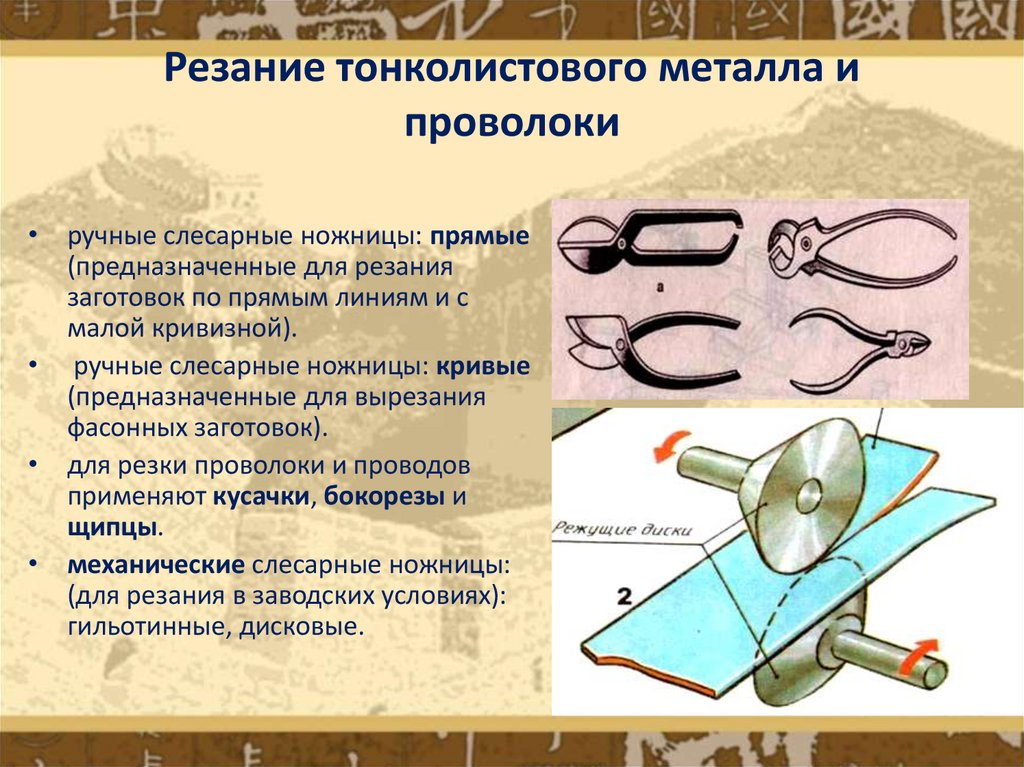 Это также включает в себя обеспечение безопасного доступа к компонентам системы водоснабжения, например, установку специальных люков на крыше, если центральное управление системой водоснабжения находится на крыше здания.
Это также включает в себя обеспечение безопасного доступа к компонентам системы водоснабжения, например, установку специальных люков на крыше, если центральное управление системой водоснабжения находится на крыше здания.
На этом этапе планирования профессиональные сантехники и архитекторы обмениваются конкретными идеями и изменяют их в соответствии с потребностями здания. Большинство профессиональных сантехников также привлекают электриков, поскольку некоторые компоненты системы водоснабжения подключаются к системе электропитания, например, водонагреватели и насосы.
Крайне важно, чтобы профессиональный сантехник присутствовал на рабочей площадке на первом этапе строительства, поскольку существует множество трубопроводов, таких как дренажные трубы, линии подачи и канализационные линии, чтобы обеспечить правильную установку этих труб. . Потому что в настоящее время большая часть трубопроводов в основном скрыта под конструкцией здания, чтобы предотвратить утечку из-за взлома.
Регулярное или периодическое техническое обслуживание сантехники может предотвратить дорогостоящую замену и ремонт сантехники в будущем и дать вам уверенность в том, что в доме есть безопасная и здоровая система водоснабжения для вашего дома и всех жильцов.
Сантехнические системы, с которыми справится профессиональный сантехник:
Сантехника питьевой или питьевой воды
Сантехнические системы питьевого водоснабжения в коммерческих или бытовых помещениях не должны никоим образом ухудшать качество водопроводной воды. Эта линия питьевого водоснабжения нуждается в надлежащем осмотре и обслуживании профессиональным сантехником, чтобы убедиться, что эта линия не имеет перекрестных соединений со сточными водами или небезопасными источниками водопроводных систем.
Эта водопроводная система должна выдерживать опасность противодавления или обратного сифонирования, и линия не должна соприкасаться с какой-либо другой водопроводной системой, через которую может передаваться загрязнение. Сантехнический материал на этой линии должен соответствовать характеристикам и характеристикам качества, установленным властями или признанной сертификационной организацией.
Сантехнический материал на этой линии должен соответствовать характеристикам и характеристикам качества, установленным властями или признанной сертификационной организацией.
Эта сантехника и система трубопроводов для питьевой воды требуют надлежащего обслуживания и ремонта профессиональными сантехниками, чтобы свести к минимуму потери и утечки. Надежная установка этих приспособлений также предотвращает протечки и защищает трубопровод от случайных повреждений и коррозии.
Канализационная водопроводная система
Канализационная система представляет собой сеть насосов, магистралей и труб, используемых для сбора сточных вод и имеющая внутреннее отделение для отделения сточных вод и шлама. Канализационные системы бывают двух основных видов: промышленные и бытовые. В некоторых случаях они объединяют оба метода в один.
Канализационные системы полезны в каждой строительной конструкции для удаления сточных вод. Эта система требует надлежащего обслуживания профессиональными сантехниками, поскольку они могут создавать проблемы для окружающей среды. Эта канализационная система содержит много веществ, которые могут быть вредными для человека и других живых существ.
Эта канализационная система содержит много веществ, которые могут быть вредными для человека и других живых существ.
Очень важно понимать, что эта система нуждается в надлежащем управлении и периодическом осмотре и обслуживании профессиональными сантехниками, чтобы предотвратить эти проблемы со сточными водами.
Канализационная система
Дренаж является жизненно важной частью любого проекта здания. Основной задачей дренажной системы является систематический отвод избыточной воды с поверхности для поддержания здорового состояния здания. Сюда входят все трубопроводы, по которым дождевая вода и другие избыточные жидкости перемещаются к месту утилизации. Его конструкция заключается в том, чтобы отводить воду как можно быстрее, чтобы избежать попадания избыточной воды в жилые или коммерческие здания.
Надлежащая дренажная система предотвращает скопление избыточной воды в окружающей среде или на подземных поверхностях, которые могут нанести ущерб вашему имуществу.
