Содержание
Допуски и посадки в машиностроении
Содержание:
- Описание основных определений и терминов системы допусков и посадок
- Номинальные размеры и отклонения от них
- Система посадок как способ эффективного сопряжения поверхностей
- Расчет системы посадок и допусков по квалитетам точности
- Особенности расчетов системы допусков и посадок с помощью размерных цепей
- Прямая и обратная задачи в определении системы допусков и посадок
- Способы получения искомой точности начального звена
До великой промышленной революции 18 века каждый механизм изготавливался одним мастером – от начала и до конца. Самыми сложными механизмами в то время были часы, навигационные приборы и замки. Каждая деталь подгонялась к другой индивидуально, в двух часах, вышедших с одной мануфактуры не было двух одинаковых деталей. При ремонте невозможно было вынуть износившуюся деталь и заменить ее новой, так как они не подходили друг к другу. Развитие промышленности и переход от мануфактур к фабрикам привнесло такие понятия, как разделение труда и серийное производство. Появилась необходимость стандартизации, которая позволяла бы изготавливать одинаковые (в определенных пределах) детали в рамках одной фабрики, а еще лучше — в рамках целой отрасли. Стандартные изделия, выпускаемые одной фабрикой, можно было бы использовать на многих предприятиях, а при ремонте можно было бы просто выбросить износившуюся деталь, чтобы заменить ее новой.
Развитие промышленности и переход от мануфактур к фабрикам привнесло такие понятия, как разделение труда и серийное производство. Появилась необходимость стандартизации, которая позволяла бы изготавливать одинаковые (в определенных пределах) детали в рамках одной фабрики, а еще лучше — в рамках целой отрасли. Стандартные изделия, выпускаемые одной фабрикой, можно было бы использовать на многих предприятиях, а при ремонте можно было бы просто выбросить износившуюся деталь, чтобы заменить ее новой.
Для этого было необходимо создать систему стандартов, которые позволили бы организовать производство с четко определенными требованиями, сначала для каждой фабрики, а затем – для отрасли или всей промышленности в целом. Так появилась инженерная дисциплина, которая называется «основы взаимозаменяемости». Именно там родились такие термины, как допуски, посадки, расчет размерных цепей, а также многое другое.
В процессе обучения многих не раз путали понятия системы допусков и посадок. Попробуем разобраться с этим и понять, для чего они предназначены. Ведь без использования этих понятий невозможно правильное, точное соединение изделий в машиностроении и металлообработке.
Ведь без использования этих понятий невозможно правильное, точное соединение изделий в машиностроении и металлообработке.
Вся система допусков и посадок нацелена на стандартизацию деталей и обеспечение взаимозаменяемости их при сборке или ремонте механизмов и машин различной степени сложности. Для решения этой проблемы все серийно выпускаемые изделия должны быть выполнены с определенной точностью механической обработки. Точность производства деталей определяет система допусков и посадок, разработанная специалистами по стандартизации. Эти параметры всегда присутствуют в чертежах и технических заданиях на обработку. Задача этой статьи – научить правильно читать и понимать чертежи, а не только видеть номинальные габариты детали.
Описание основных определений и терминов системы допусков и посадок
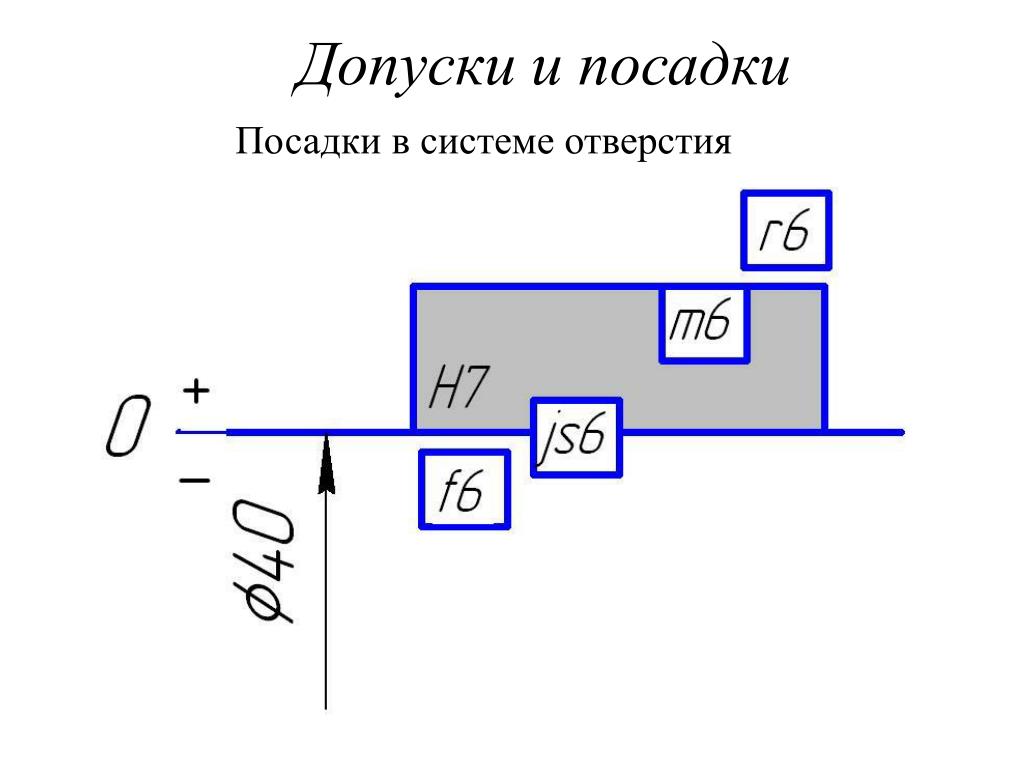
В основе построения системы допусков посадок лежит понятие о системе отверстия (все посадки образуются соединением валов различных параметров с основным отверстием), системе вала (все посадки образуются соединением отверстий различного размера с основным валом).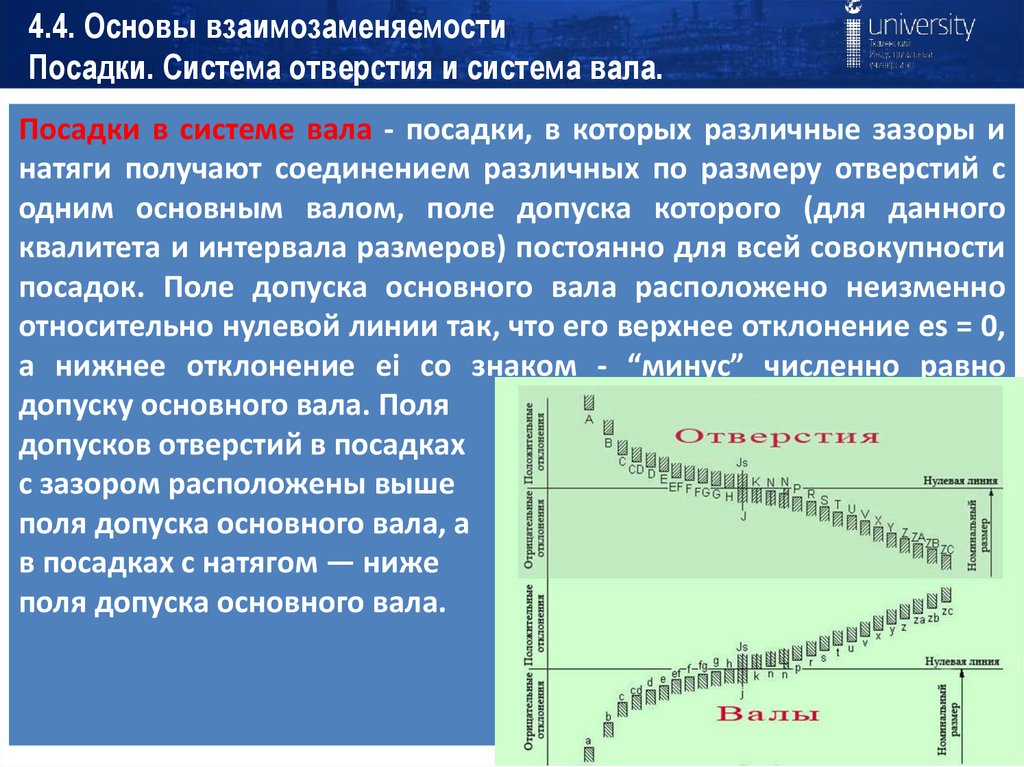
Различают посадки, допуски размеров и посадок.
Допуском называют регламентированную область отклонений от номинального размера детали. При отображении на чертеже эта область составляет промежуток между линиями или числами, которые соответствуют верхнему и нижнему пределам отклонения от номинала.
Область допуска описывает не только величину допуска, но также размещение его относительно номинальных парметров детали или поверхности. Размещение области может быть относительно нулевой линии:
• симметричным и асимметричным;
• выше или ниже его;
• со смещением в одну из сторон.
В инженерной графике принято указывать предельные отклонения в миллиметрах над размерной линией после обозначения номинала с учетом их знаков.
Посадка – параметр, который характеризует соединение изделий. Он определяется величиной получающихся при соединении зазоров или натягов. Все посадки в системе делятся на три основных типа:
• с зазором;
• с натягом;
• переходные.
Допуском посадки считается разность между наибольшим и наименьшим зазором, которые составляют соединение.
Вследствие неизбежного возникновения области рассеяния сопрягаемых деталей от наибольшего до наименьшего значения, возникает рассеяние зазоров, натягов.
Крайние значения зазоров и натягов рассчитываются по формулам. Точность посадки считается более высокой, если колебание зазоров или натягов минимально.
Система допусков и посадок нормирована государственными стандартами:
1. ЕСДП — “Единая система допусков и посадок”.
2. ОНВ — “Основные нормы взаимозаменяемости”.
Первая система применяется при составлении допусков и посадок размеров гладких элементов деталей. Также, она работает для посадок, образуемых соединениями этих деталей.
Система ОНВ регламентирует минимальные и максимальные отклонения и зазоры в резьбовых, конических, шпоночных, шлицевых соединениях. Требования основных норм взаимозаменяемости учитываются при расчетах зубчатых передач.
Допуски и посадки необходимо указывать в технологической документации:
• эскизах;
• чертежах;
• технологических картах и т.п.
Основой всех техпроцессов, при их составлении, служат правильно выбранные допуски и посадки. Осуществление контроля качества деталей в разрезе точности происходит на этапе производства путем проверки соответствия их предельных отклонений от номинальных величин.
Номинальные размеры и отклонения от них
Когда создается деталь, то, прежде всего, формируется точный чертеж с ее номинальными размерами. Однако, на практике невозможно изготовление двух абсолютно точных изделий. Поэтому все они изготавливаются с тем или иным классом точности.
Чем выше этот класс, тем меньше отклонения от номинального габарита. Таким образом, допуск посадки характеризует величину этих отклонений. Он бывает только положительным, хотя размер детали по факту обработки может отличаться от номинального, в большую или в меньшую сторону.
Более точно допуском можно назвать разность между максимальным, минимальным объемом детали при ее механической обработке. Предельные габариты определенны классом точности. Между ними должен находиться размер любой детали из партии. В результате использования мерительного инструмента мы, после воздействия на заготовку, можем установить ее действительный объем.
Принято считать, что, если фактический габарит после обработки находится в пределах допусков, то деталь пригодна к сборке, является технологически годной.
Рассмотрим пример механической обработки «Штанга толкателя».
Данная деталь помогает своевременному открытию и закрытию клапанов ДВС и, при работе под нагрузкой, подвержена выработке. В частности, на головке штанги образуется борозда, которая может способствовать залипанию, заклиниванию клапанов в неправильном положении и,
как следствие, приводить к неправильной работе двигателя. Для ликвидации подобной канавки (выработки) применяется токарная ремонтная операция: «Протачивание штанги толкателя» в пределах минимального значения допуска посадки на механическую обработку.
Задача токаря при выполнении такой операции двояка:
1. Снятие металла, выравнивание поверхности головки штанги.
2. Замеры и выбраковка изделий.
То есть, квалифицированный рабочий должен сначала устранить шероховатость поверхности, после чего проверить соответствие на попадание обработанной поверхности в нижнее поле допуска. Штанга, головка которой попадает в значения нижнего отклонения допуска, считается отремонтированной и готовой к повторному использованию. Те же изделия, которые имеют меньший диаметр после обработки, чем указано в допуске посадки, выбраковываются и идут на переплавку.
Итак, допуск — это модульное значение разницы между граничными отклонениями. Этот параметр системы задает допускаемые границы действительных размеров годных деталей в партии, фиксирует точность изготовления.
Говоря об экономической части понимания значения допуска, следует отметить, что с уменьшением величины отклонений качество изделий возрастает. Однако, стоимость их производства нелинейно увеличивается.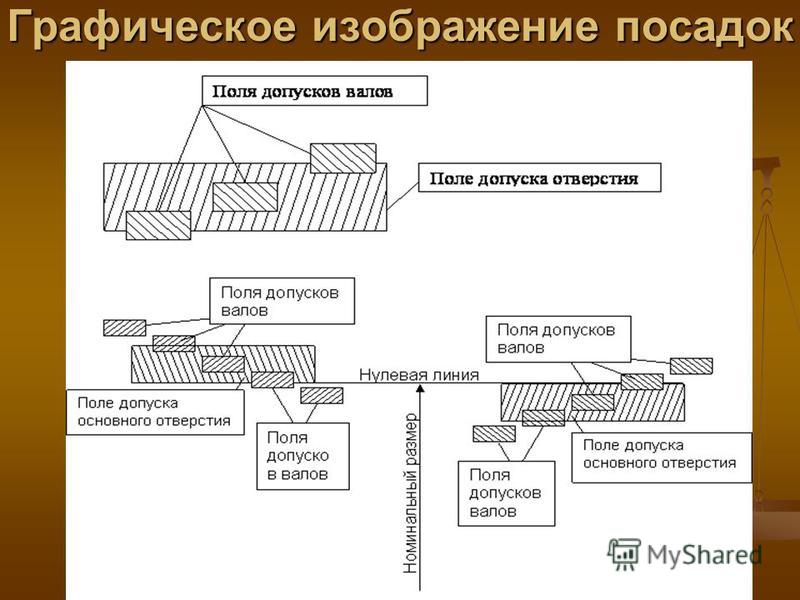 Крайне важно, при составлении чертежей, учитывать все условия, при которых будет эксплуатироваться каждая деталь. Формировать при этом такие допуски на мехобрабоку, которые являются необходимыми, достаточными для данных условий. Ведь излишняя точность в классе изготовления детали могут сделать ее применение экономически нецелесообразным.
Крайне важно, при составлении чертежей, учитывать все условия, при которых будет эксплуатироваться каждая деталь. Формировать при этом такие допуски на мехобрабоку, которые являются необходимыми, достаточными для данных условий. Ведь излишняя точность в классе изготовления детали могут сделать ее применение экономически нецелесообразным.
В вышеприведенном примере почти все штанги толкателей при малом допуске можно было бы забраковать, вместо их восстановления с возвращением на службу.
Система посадок как способ эффективного сопряжения поверхностей
Детали при сборке должны эффективно выполнять свои функции. Для обеспечения их регламентируемого взаимодействия выработана система посадок. В технологических процессах посадкой называют условия соединения деталей, которые определяются величину зазоров между ними или натягов. Посадка описывает степень свободы взаимодействия деталей в паре. Как частный случай, может описывать степень сопротивления их взаимному смещению.
Рассмотрим классический случай с отверстием и валом, работающим в нем. Каждая из деталей имеет свой номинальный размер. Однако, каждая заготовка из партии одинаковых изделий изготавливаются в пределах своих допусков посадок.
Каждая из деталей имеет свой номинальный размер. Однако, каждая заготовка из партии одинаковых изделий изготавливаются в пределах своих допусков посадок.
Поэтому, при их соединении, возможен зазор, который технологически допустим. Величина такого зазора не может превышать разность допусков на обработку этих изделий. То есть, зазор определенной величины не послужит причиной неправильной работы соединения, а изделие сможет выполнять свои функции без повышенного износа или биения.
Также, возможно соединение вала с отверстием с натягом. Такой тип соединения возможен, когда фактический габарит вала превышает величину отверстия в пределах допусков. Технологически осуществляется запрессовка такого вала в отверстие, при которой гарантируется качественная работа соединения.
На практике часто имеет место переходная посадка. Произвольно соединяя различные изделия из партии, возможно получение зазора между деталями, натяга. Фактически, мы имеем полное или частично перекрытие полей допусков изделий.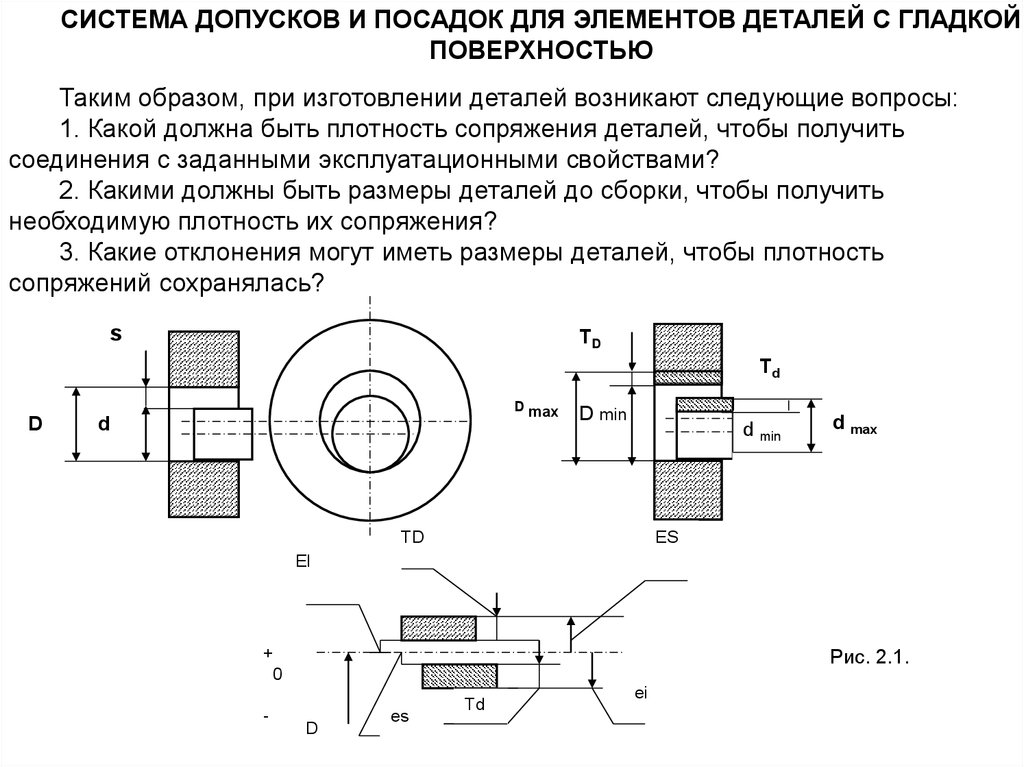
Расчет системы посадок и допусков по квалитетам точности
Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров.
В ЕСПД классы точности называют для удобства квалитетами. С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку. Всего насчитывают 19 квалитетов: от 01 до 17.
Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров. Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT. После этого обозначения проставляется номер квалитета.
При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы. Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты.
• IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями;
• IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб;
• 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т.п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
• IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.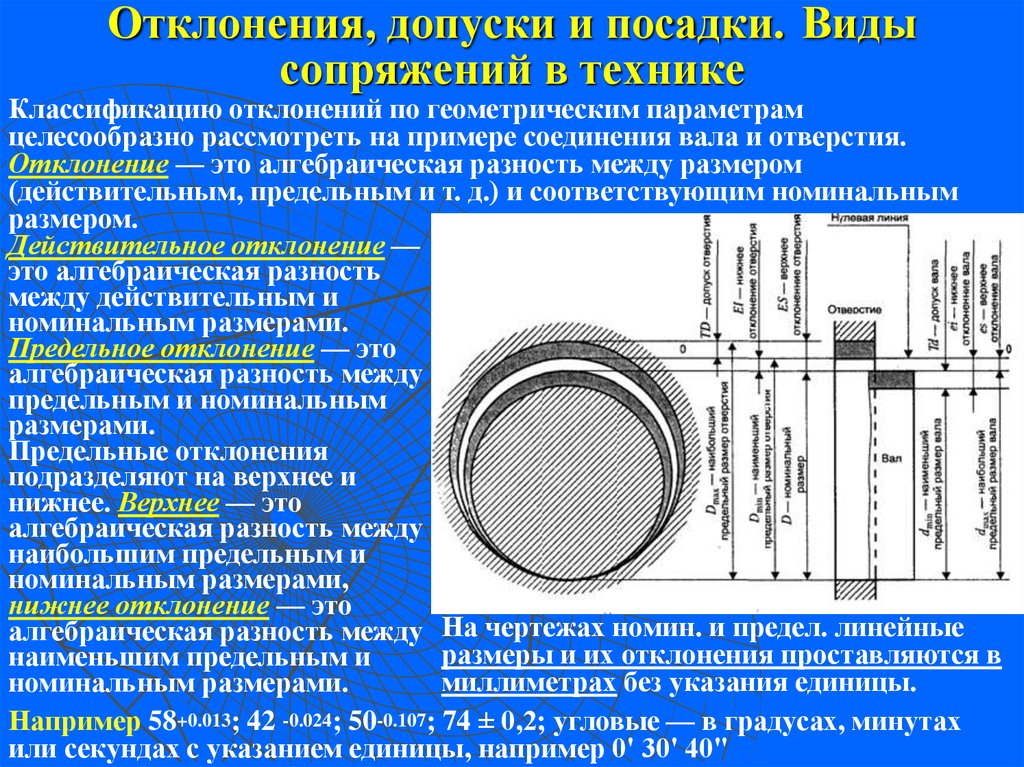
• 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях.
• Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры. Они же могут регламентировать межоперационные параметры.
Допуски посадок в квалитетах 5—17 определяют по общей формуле:
1Tq = ai, где:
q — номер квалитета;
а — безразмерный коэффициент, именуемый числом единиц допуска. Устанавливается для каждого квалитета и не зависит от номинального размера;
i — единица допуска (мкм) — множитель, находящийся в функции от номинального размера;
Применяют следующее стандартное правило: заданным квалитетам, интервалам номинальных объемов соответствует значение допуска, которое является постоянным для валов и отверстий.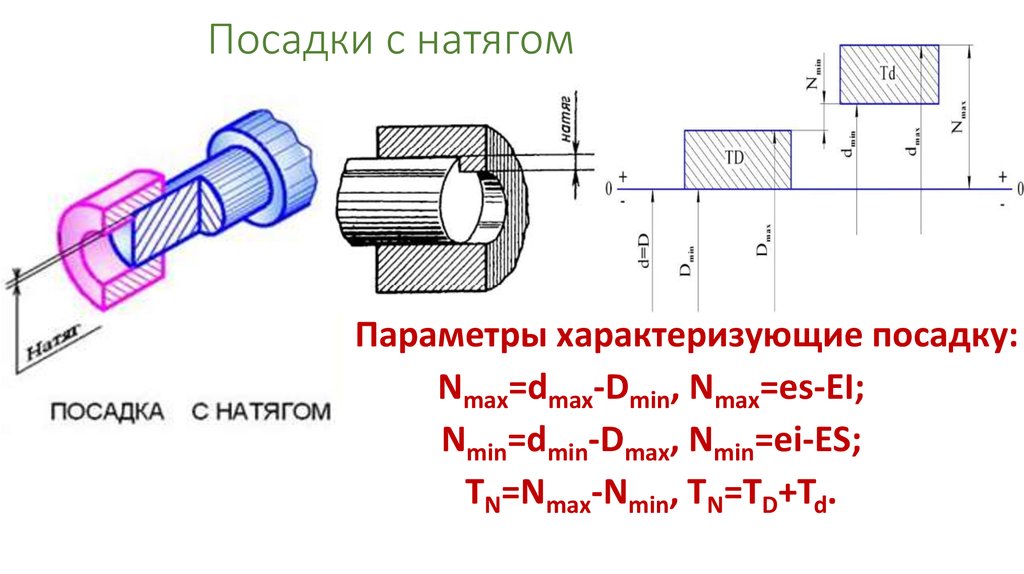
С 5-го квалитета, допуски посадок с порядковым понижением квалитета увеличиваются на 60%, поскольку используется знаменатель геометрической прогрессии, который равен 1,6. Таким образом, мы имеем десятикратное увеличение допусков посадок через каждые 5 квалитетов.
Особенности расчетов системы допусков и посадок с помощью размерных цепей
Одним из важнейших моментов при разработке системы допусков и посадок является расчет размерной цепи. Совокупность всех зависимых размеров в конструкции изделия или машины, которые образуют замкнутую цепь и определяют взаимное положение осей или поверхностей, называют размерной цепью. Грамотный анализ необходим для определения оптимального соотношения размеров, которые взаимосвязаны. Подробные геометрические расчеты используют при создании машин, механизмов, приспособлений, приборов. Без них не обойтись на стадии проектирования любого техпроцесса.
В любой определенной замкнутой размерной цепи выбирается некая точка отсчета. Размеры, образующие размерную цепь, не могут назначаться независимо.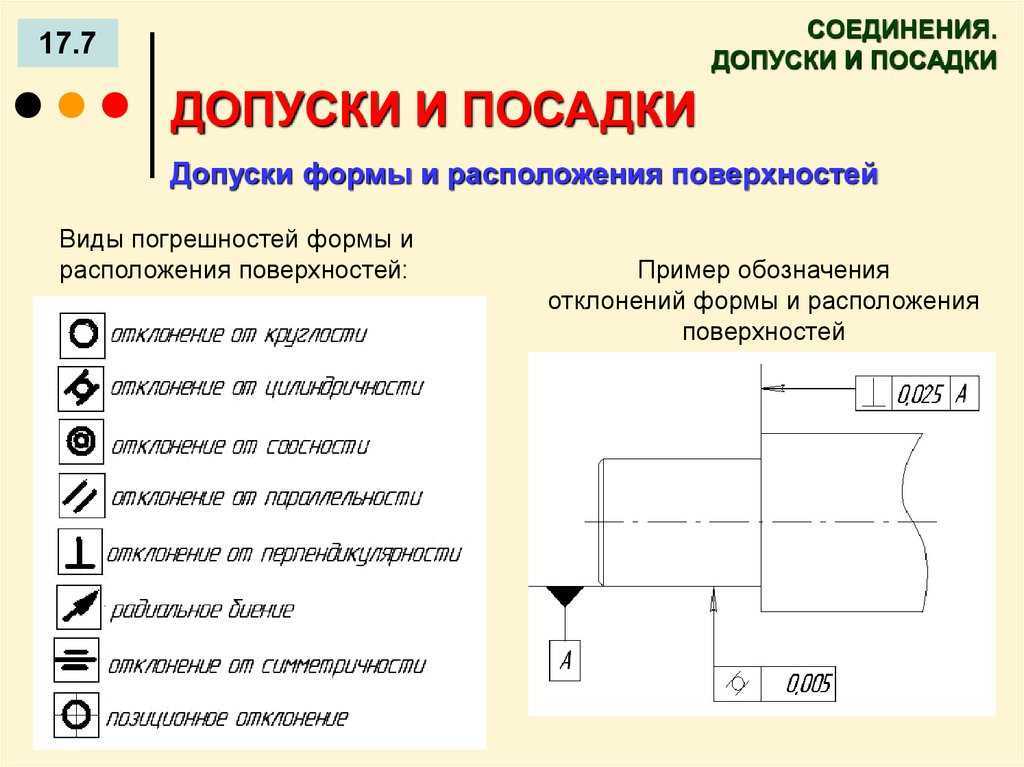 Параметры хотя бы одного из размеров системы определяются остальными. Определив такое ключевое звено, можно правильно подобрать значение и точность, остальных размеров в цепи.
Параметры хотя бы одного из размеров системы определяются остальными. Определив такое ключевое звено, можно правильно подобрать значение и точность, остальных размеров в цепи.
Каждый из размеров механизма или машины, образующих размерную цепь, именуют звеном. Такими звеньями становятся угловые или линейные параметры изделия:
• промежутки между плоскостями или осями;
• натяги и зазоры;
• диаметральные размеры;
• перекрытия и мертвые ходы;
• отклонения формы, расположения поверхностей.
Каждая размерная цепь имеет одно начальное звено и несколько составляющих звеньев, последнее из которых связано с исходным. За точку отсчета принимается исходное звено, к которому привязывается основное требование точности. В соответствии с техусловиями, качество изделия предопределяет точность его исходного звена.
При сборке изделия исходное звено часто замыкает размерную цепь. Его называют конечным или замыкающим. Оно представляет собой законченный результат изготовления всех остальных звеньев цепи в ходе выполнения последовательных действий.
Остановимся подробнее на звеньях, которые входят в цепь. Они делятся на две группы.
→ Группа увеличивающихся звеньев – ее составляют звенья, с увеличением которых увеличивается конечное звено.
← Группа уменьшающихся звеньев, к которой относят звенья, с убыванием их размера уменьшается замыкающее звено.
Основные рекомендации для проведения размерного анализа можно свести к следующим критериям при нахождении ключевых звеньев:
1. Грамотная постановка задачи, для решения которой производят расчет размерной цепи или группы цепей. Каждая цепь должна содержать не более одного замыкающего или исходного звена.
2. Установка требований к точности изделия для правильного определения исходного звена, которые подразделяются на:
• требования к качеству изделия по точности взаимного расположения сборочных единиц;
• условия собираемости изделий, зависящие от точности взаимной ориентации его деталей, правильного соотношения сборочных размеров и посадок.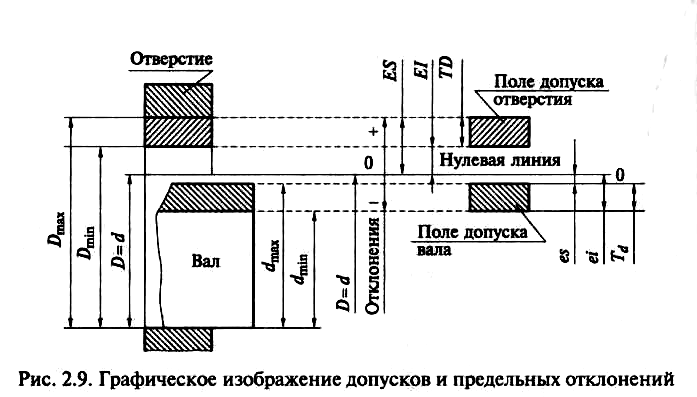
Теория размерных цепей помогает решить многочисленные технологические, конструкторские и метрологические задачи. Она является неотъемлемым этапом при производстве и эксплуатации изделий, не говоря уже о конструкторском, предваряющем производство, периоде. На этапе конструкторской разработки устанавливаются кинематические, геометрические связи между размерами. Инженеры-конструкторы производят расчет номиналов их значений, а также возможных отклонений и допусков в размерах звеньев.
В ходе составления нового технологического процесса проводят расчет межоперационных размеров, всех припусков и допусков, посадок. Для него крайне важно произвести:
• обоснование последовательности операций;
• просчет требуемой точности оснастки для изготовления изделий и их сборки;
• разработку технических условий на машины, их составные части;
• определение средств, методов измерений для контролируемых деталей.
Прямая и обратная задачи в определении системы допусков и посадок
Размерные цепи нашли широкое применение при решении прямой и обратной задач по определению системы допусков и посадок.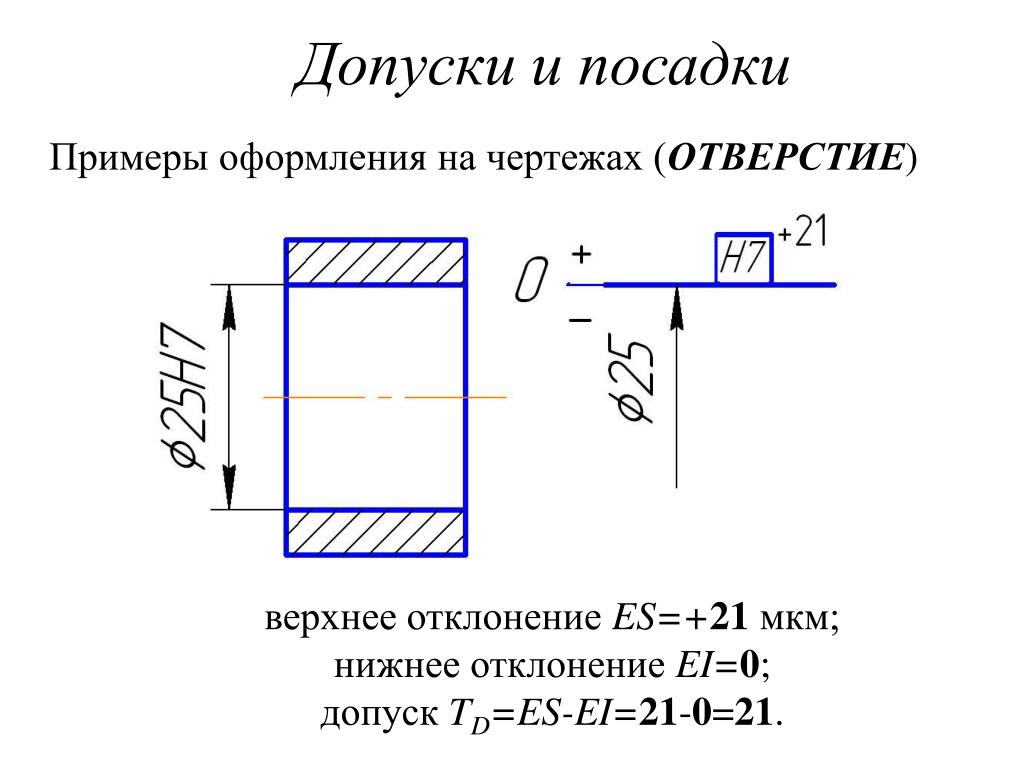 Эти задачи отличает последовательность расчетов, собственно, откуда и происходят их названия. Они взаимосвязаны между собой, а решение одной из них может являться проверкой другой.
Эти задачи отличает последовательность расчетов, собственно, откуда и происходят их названия. Они взаимосвязаны между собой, а решение одной из них может являться проверкой другой.
Итак, что же из себя представляет прямая задача? По сути, это расчет от определенного теоретически исходного звена. В ходе ее решения определяют номинальные размеры, допуски, посадки и предельные отклонения всех элементов (звеньев) размерной цепи. Причем, расчет ведется от заданных допусков посадок и номиналов исходного звена.
При обратной задаче расчет ведется исходя из значений системы допусков посадок и размеров составляющих звеньев. Процесс позволяет определить номинальный размер, допуск, посадки, предельные отклонения замыкающего звена.
Расчеты размерных цепей рекомендуют производить:
• методом экстремумов, который принимает во внимание только предельные отклонения составляющих звеньев;
• вероятностным методом, который учитывает закон нормального распределения размеров деталей при их изготовлении, случайный характер их сочетания в сборке.
Способы получения искомой точности начального звена
На практике применяются 5 способов необходимой точности начального звена:
- Полная взаимная заменяемость.
- Вероятностный метод.
- Способ селективной сборки.
- Пригонка.
- Регулировка положения относительно друг друга.
Классификация способов получения необходимой точности исходного звена изложена в таблице по стандартизации.
Конструктивные нюансы изделия, его функциональное назначение, стоимость изготовления, сборки, а также другие параметры важно учитывать при выборе способа получения заданной точности исходного или замыкающего звена. Уровень работы квалифицированного специалиста определяется выбором способа достижения точности с определенными параметрами, который позволит максимально сократить эксплуатационные, технологические издержки.
Самым перспективным, хотя не всегда возможным, является способ полной взаимной заменяемости. Необходимо стремиться к тому, чтобы сборка деталей или изделия производилась без подбора, пригонки или регулировки. Идеальный вариант, когда все собранные изделия отвечают всем параметрам взаимной заменяемости, не часто встречается.
Необходимо стремиться к тому, чтобы сборка деталей или изделия производилась без подбора, пригонки или регулировки. Идеальный вариант, когда все собранные изделия отвечают всем параметрам взаимной заменяемости, не часто встречается.
Наиболее экономически оправданным во многих случаях является вероятностный метод. Он позволяет определять граничные, а значит более дешевые квалитеты при малом проценте бракованных изделий.
Четкая система допусков и посадок, а также методов их определения, позволяет избежать излишних затрат на всех этапах производства: от проектирования до серийного выпуска готовой продукции.
Автор статьи: зам. генерального директора АО «КоСПАС» по производству А.Ю. Парфенов
Допуски и посадки. Основные сведения.
Сопрягаемые детали. Рассматривая соединения деталей машин, мы замечаем, что они в различных парах очень разнообразны по своему характеру. В некоторых случаях одна из деталей какой-либо пары во время работы машины остается неподвижной по отношению к другой детали этой же пары; в других случаях — совершает то или иное движение (например, вращательное, поступательное и т. д.) относительно другой детали.
д.) относительно другой детали.
Две детали, составляющие пару, подобную одной из только что рассмотренных, называются сопряженными.
Охватывающие и охватываемые детали. При сопряжении двух деталей одна из них как бы охватывает другую, поэтому первая из этих деталей (по отношению к другой) называется охватывающей, а вторая — охватываемой.
Формы сопрягаемых деталей весьма разнообразны и наименования их, точно соответствующие действительности, во многих случаях громоздки и неудобны для произношения и для записей. Поэтому условились во всех случаях охватывающую деталь(поверхность этой детали, участвующую в данном сопряжении) называть отверстием, а охватываемую деталь (поверхность, участвующую в данном сопряжении) — валом.
Понятие о посадке. Если бы при обработке сопряженных деталей (обеих или одной из них) либо при сборке машины не был учтентребуемый характер их сопряжения, то очевидно, что машина, собранная из таких деталей, оказалась бы негодной для работы
Другими словами, непременными условиями удовлетворительной работы всякой машины являются правильный выбор и осуществление характера сопряжений ее деталей, или, как говорят, посадок.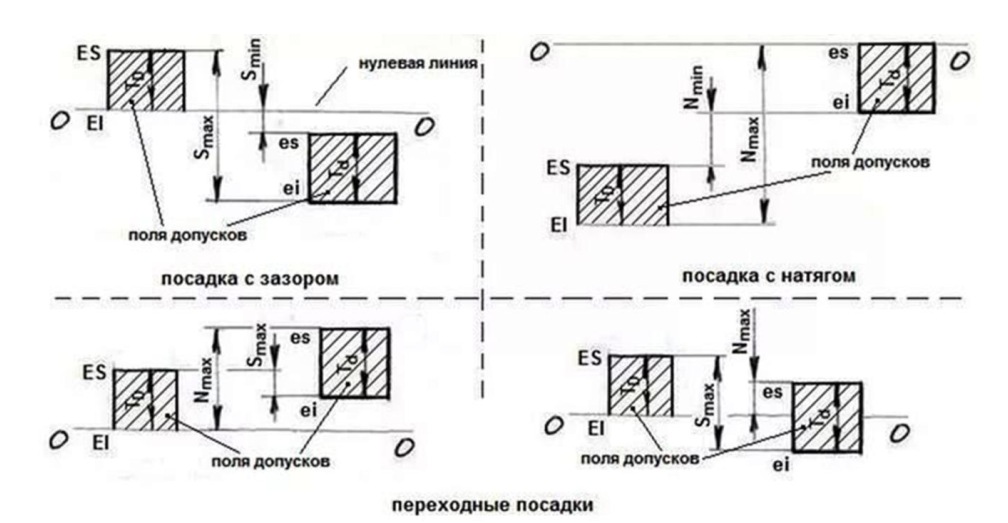
Посадкойназывается характер сопряжения двух деталей, определяющий большую или меньшую свободу их относительного перемещения, или степень сопротивления их взаимному смещению.
Посадки неподвижные и подвижные. Посадки, при которых должна быть обеспечена прочность соединения сопряженных деталей, называются неподвижными.
Соединения такого характера получаются в том случае, если до сборки сопряженных деталей диаметр вала несколько больше диаметра отверстия, в связи с чем после сборки деталей между ними возникает напряженное состояние.
Посадками для свободного движения, или (кратко) подвижными, называются такие, при которых предусматривается постоянное относительное движение сопряженных деталей во время ихработы. Возможность относительного движения этих деталей получается в том случае, если диаметр отверстия несколько больше диаметра вала.
Посадки, принятые в машиностроении. В нашем машиностроении установлен и применяется ряд посадок: от посадки, при которой вал вставляется в отверстие с большим напряжением, чем достигается высшая прочность соединения деталей, до посадки, при которой вал вращается в отверстии совершенно свободно:
Неподвижные посадки Подвижные посадка
- Прессовая 3-я (ПрЗ)1.
 Скользящая (С)
Скользящая (С) - Прессовая 2-я (Пр2)2. Движения (Д)
- Прессовая 1-я (Пр1)3. Ходовая (X)
- Горячая (Гр)4. Легкоходовая (Л)
- Прессовая (Пр)5. Широкоходовая (Ш)
- Легкопрессовая (Пл)6. Тепловая ходовая (ТХ)
- Глухая (Г)
- Тугая (Г)
- Напряженная (Н)
- Плотная (Я)
 Скользящая (С)
Скользящая (С)В скобках указаны принятые сокращенные условные обозначения посадок.
В приведенном перечне посадки указаны в известной последовательности: от наиболее прочной, обеспечивающей неподвижность соединения деталей (посадки ПрЗ и Гр), и кончая такой посадкой (посадка ТХ), при которой создается наиболее свободное относительное сопряжение деталей.
ПосадкиГ, Т, Н и П точнее называются переходными, так как при некоторых действительных размерах сопрягаемых деталей соединение их получается неподвижным, а при других размерах — подвижным.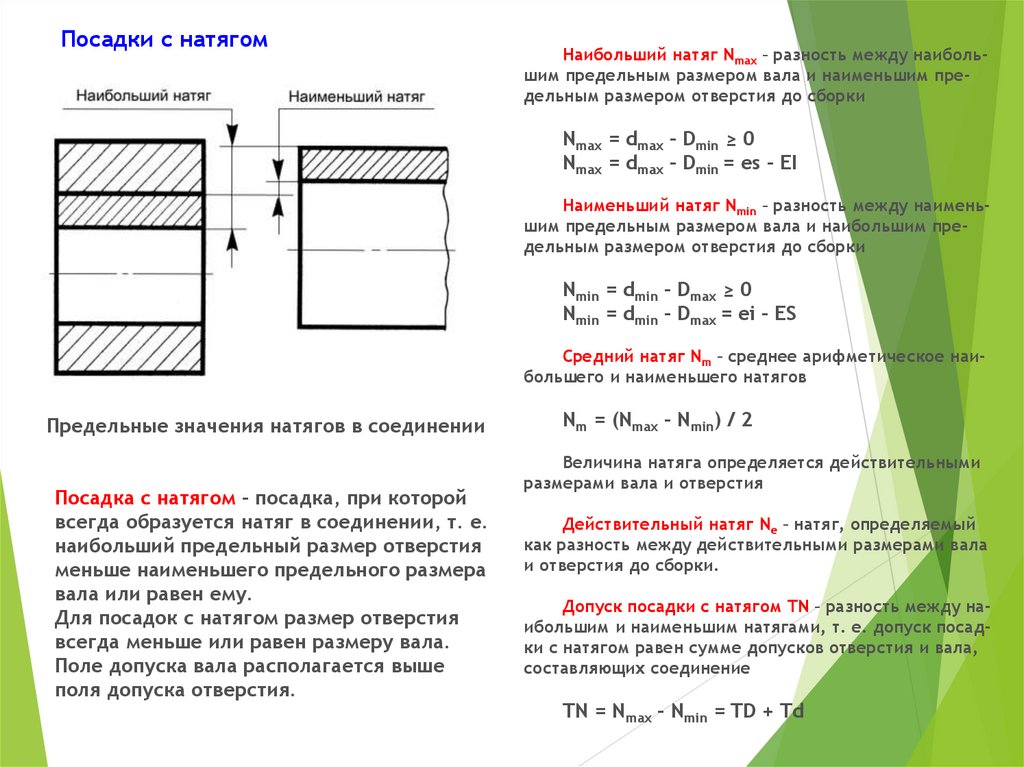
Номинальные и действительные размеры.Размеры деталеймашин устанавливаются конструктором, проектирующим данную машину (или деталь), который исходит из самых разнообразных требований. Эти размеры (общие для вала и отверстия, если они являются сопряженными) указываются на чертеже детали и называютсяноминальными.
Выше мы видели, что по ряду причин невозможно обработать какую-либо деталь так, чтобы размеры ее, получившиеся после обработки, точно совпали с номинальными.
Размеры, полученные после обработки, условились называть действительными.Таким образом, действительный размер детали есть тот размер, который установлен путем измерения.
Алгебраическая разность между действительным и номинальным размерами называется действительным отклонением размера. Действительные отклонения могут быть положительными и отрицательными.
Предельные размеры.Действительные размеры одинаковых деталей, даже при одном и том же способе их обработки, не получаютсяравными между собой, а колеблются в некоторых пределах.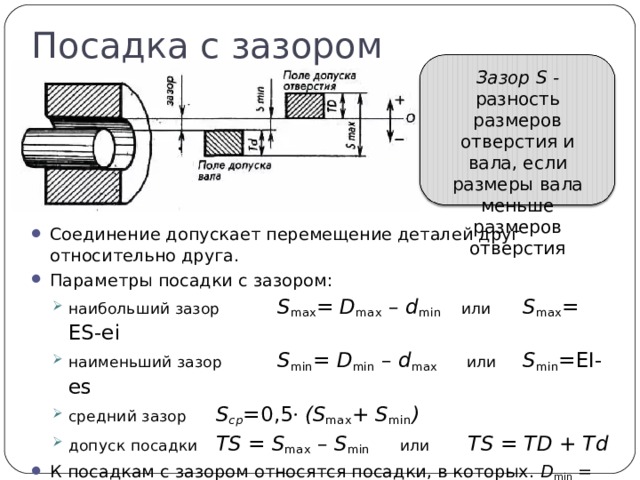
Предельныминазываются те размеры, между которыми может колебаться действительный размер. Один из них называется наибольшим, другой — наименьшим предельным размером.
Требуемый характер сопряжения двух деталей создается, очевидно, лишь в том случае, если допустимые предельные размеры деталей установлены заранее опытным или расчетным путем и действительные размеры лежат между предельными.
В зависимости от характера посадки наибольший и наименьшийпредельные размеры вала могут быть больше (рис. 69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
На рис. 69 и 70 цифрами 00 обозначена так называемая нулевая линия. Она соответствует номинальному диаметру вала или отверстия и служит началом отсчета отклонений от номинального размера.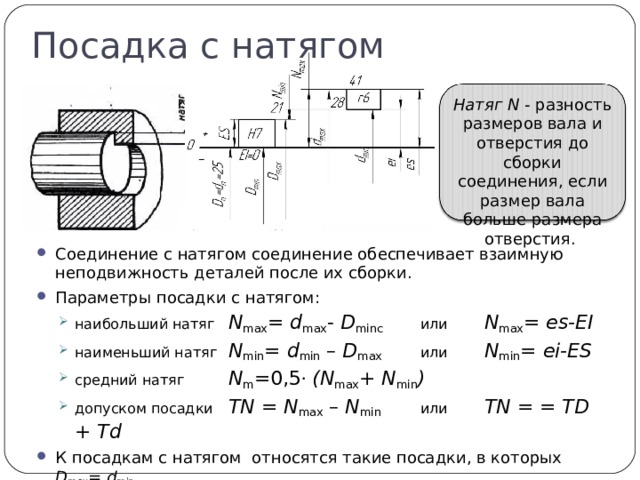
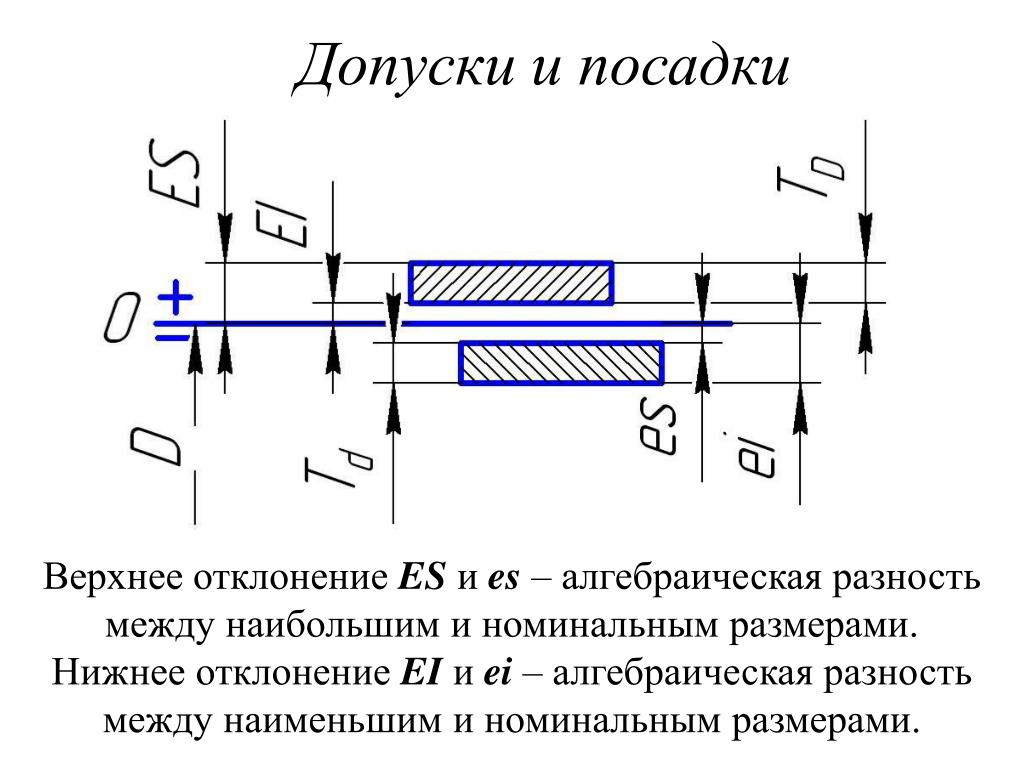
Предельные отклонения. Алгебраическую разность между наибольшим предельным и номинальным размерами называют верхним предельным отклонением.
Алгебраическую разность между наименьшим предельным и номинальным размерами называют нижним предельным отклонением.
Верхние и нижние предельные отклонения могут быть положительными, отрицательными и равными нулю, как и действительные.
Чтобы не смешивать положительные и отрицательные отклонения, принято перед их числовой величиной ставить знак плюс (+), если отклонение положительное, и знак минус (—), если отклонение отрицательное.
Допуск. Остановимся теперь на определении, отчетливое понимание которого необходимо для усвоения всего вопроса о допусках и посадках.
Допуском, точнее — допуском на неточность обработки называется разность между наибольшим и наименьшим предельными размерами.
Так, например, если наибольший предельный размер вала 65, 040 мм, а наименьший — 65, 020 мм, то допуск в данном случае равен 65, 040 — 65, 020 = 0, 020 мм.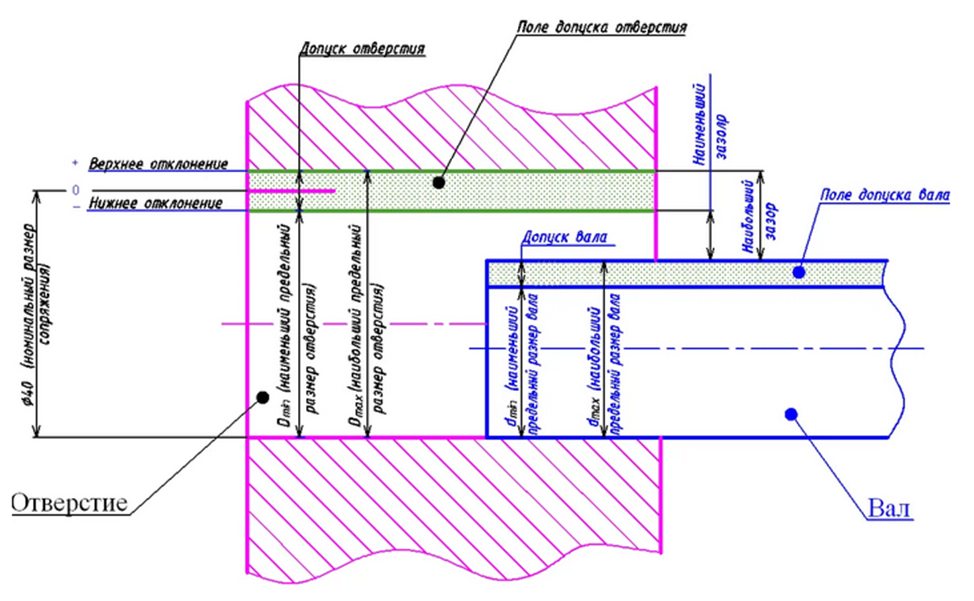
На рис. 69 и 70 допуски (на графиках они называются полями допусков) показаны жирными линиями. Толщина этих линий берется на графиках всегда в увеличенном масштабе (в сравнении с номинальными размерами) для лучшего усвоения. Допуск на обработку колеблется, как правило, в пределах от нескольких десятых до нескольких тысячных долей миллиметра, что требует обязательного увеличения масштаба.
Величины отклонений и допусков в разных таблицах допускови посадок выражаются не в долях миллиметров, как это сделано в приведенном выше примере, а в микрометрах (микронах). Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
Обозначения допусков на чертежах числовыми величинами отклонений. Допустимые предельные отклонения размеров детали от номинальных могут указываться на чертежах числовыми отклонениями, которые проставляются с соответствующими знаками: положительные со знаком (+), отрицательные со знаком (—) вслед за данным размером. Отклонение, равное нулю, на чертеже не указывается. Верхнее и нижнее отклонения записываются одно под другим: верхнее — выше, нижнее — ниже, в долях мм. Примеры простановки отклонений на чертежах показаны на рис. 71, а—е.
Верхнее и нижнее отклонения записываются одно под другим: верхнее — выше, нижнее — ниже, в долях мм. Примеры простановки отклонений на чертежах показаны на рис. 71, а—е.
Натяги и зазоры. Выше мы установили, что характер посадки зависит от соотношения действительных размеров сопрягаемых деталей или, как говорят, от наличия натяга (рис. 72, а) илизазора (рис. 72, б)между данными деталями.
Натягом называется положительная разность между диаметрами вала и отверстия до сборки деталей (размер вала больше размера отверстия).
При различных соотношениях предельных размеров вала и отверстия натяг называется наибольшим или наименьшим (рис. 72, а).
Зазором называется положительная разность между диаметрами отверстия и вала (размер отверстия больше размера вала).
В зависимости от соотношения предельных размеров отверстияи вала определяются наибольший и наименьший зазоры (рис. 72, б).
Система отверстия и система вала. Стандартами допусков и посадок в нашей промышленности установлены две возможные к применению совокупности посадок — система отверстия и система вала.
Стандартами допусков и посадок в нашей промышленности установлены две возможные к применению совокупности посадок — система отверстия и система вала.
Системойотверстия называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений валов (рис. 73, а). Во всех посадках системы отверстия нижнее предельное отклонение отверстия всегда равно нулю.
Такое отверстие называется основным отверстием. Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
Основное отверстие в системе отверстия обозначается сокращенно буквой А в отличие от обозначения второй (не основной) детали, входящей в сопряжение, которая обозначается буквами соответствующей посадки.
Системой вала называется совокупность посадок, в которых преельные отклонения валов одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений отверстий. Во всех посадках системы вала верхнее предельное отклонение вала всегда равно нулю. Такой вал называется основным валом.
Схематическое изображение системы вала дано на рис. 73, б, из которого видно, что при одном и том же номинальном размере(диаметре) и постоянном допуске основного вала могут быть получены различные посадки за счет изменения предельных размеров отверстия.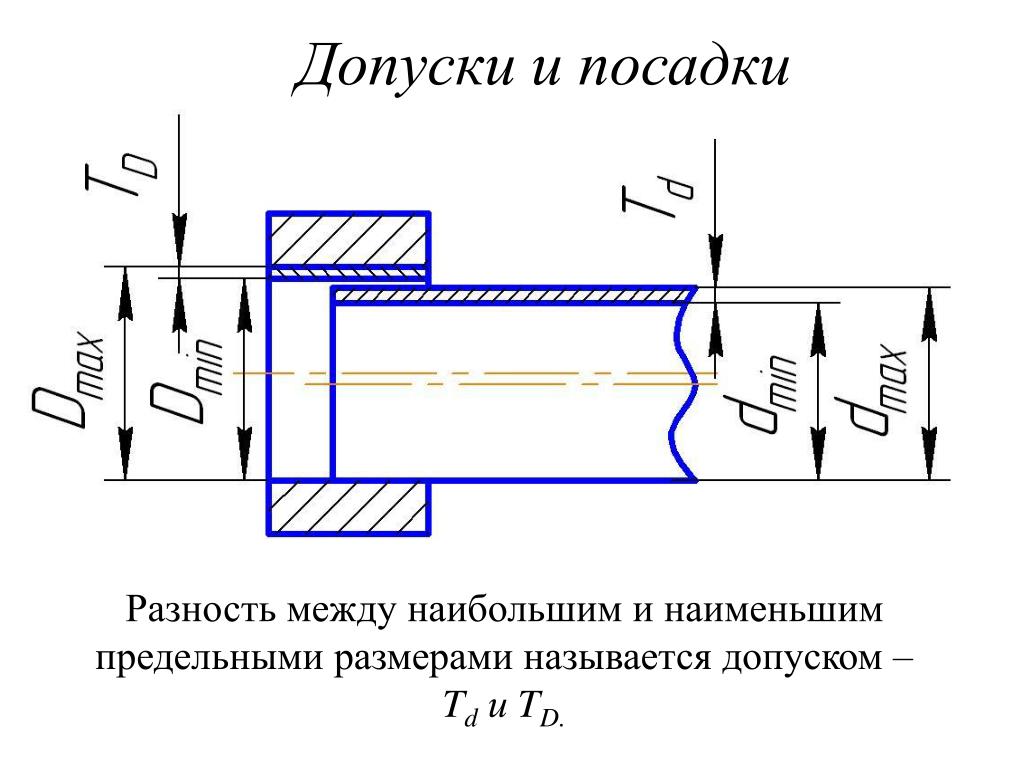 Действительно, соединяя с данным валом отверстие 1, мы при всех условиях будем получать подвижную посадку. Подобную же посадку, но с возможным получением зазора, равного нулю, мы получим при сопряжении с данным валом отверстия 2. Соединения вала с отверстиями 3 и 4 относятся к группе переходных посадок, а с отверстием 5 — к неподвижной посадке.
Действительно, соединяя с данным валом отверстие 1, мы при всех условиях будем получать подвижную посадку. Подобную же посадку, но с возможным получением зазора, равного нулю, мы получим при сопряжении с данным валом отверстия 2. Соединения вала с отверстиями 3 и 4 относятся к группе переходных посадок, а с отверстием 5 — к неподвижной посадке.
Основной вал в системе вала обозначается сокращенно буквой В.
Сопоставление системы отверстия и системы вала. Области применения этих систем. Каждой из этих систем свойственны достоинства и недостатки, определяющие области их применения.
Существенным преимуществом системы отверстия в сравнениис системой вала является то, что обработка валов одного номинального размера, но с разными предельными диаметрами может бытьвыполнена одним режущим инструментом (резцом или шлифовальным кругом), в то время как в тех же условиях для обработки точных отверстий требуется столько режущих инструментов (если обработка ведется одномерным инструментом, например разверткой), сколько имеется отверстий. Таким образом, для обработки отверстий и валов при наличии 12 посадок в системе отверстия для каждого номинального диаметра необходимо иметь одну развертку и резец или шлифовальный круг, а для обработки тех же деталей в системе вала требуется резец или шлифовальный круг и 12 разверток.
Таким образом, для обработки отверстий и валов при наличии 12 посадок в системе отверстия для каждого номинального диаметра необходимо иметь одну развертку и резец или шлифовальный круг, а для обработки тех же деталей в системе вала требуется резец или шлифовальный круг и 12 разверток.
Система отверстия имеет и другие преимущества по сравнению с системой вала, но тем не менее последняя все же применяется в ряде областей машиностроения, хотя значительно реже, чем система отверстия.
Например, система вала применяется при изготовлении некоторых текстильных машин. Одной из основных деталей текстильных машин является обычно длинный гладкий вал одного номинального размера по всей длине, на который насаживаются с разными посадками различные шкивы, муфты, шестерни и т. д. При применении системы отверстия эти валы должны быть ступенчатыми, что усложняет их изготовление.
Классы точности. В нашем машиностроении для диаметров от 1 до 500 мм применяются следующие классы точности: 1-й, 2, 2а, 3, За, 4, 5, 7, 8, 9-й; 6-й класс отсутствует.
- 1-й класс является самым точным из поименованных. Он применяется сравнительно редко, так как обработка деталей по этому классу стоит очень дорого. Им пользуются в точном машиностроении, когда требуется очень строгая определенность посадок, например при изготовлении деталей шарикоподшипников.
- 2-й класс имеет значительно большее распространение и применяется главным образом в точном машиностроении и приборостроении, в станкостроении и моторостроении, частично при изготовлении текстильных машин и т. п. Этот класс является в нашем машиностроении основным.
- 3-й класс точности применяется в тех случаях, когда требования, предъявляемые к определенности посадок, не так велики, как во 2-м классе, но должен быть сохранен требуемый характер каждой посадки.
- 4-й класс точности применяется для деталей, между которыми допустимы сравнительно большие зазоры или натяги и которые могут обрабатываться с большими допусками.
- 5-й класс точности предназначается для подвижных посадок, к которым не предъявляются высокие требования определенности характера сопряжений. Кроме того, этот класс предусматривается для свободных размеров, т. е. относящихся к несопрягаемым поверхностям деталей машин, и для точных заготовок.
- 7, 8 и 9-й классы применяются главным образом для свободных размеров, а также для заготовок, изготовляемых горячей штамповкой, литьем и т. п.
 Кроме того, этот класс предусматривается для свободных размеров, т. е. относящихся к несопрягаемым поверхностям деталей машин, и для точных заготовок.
Кроме того, этот класс предусматривается для свободных размеров, т. е. относящихся к несопрягаемым поверхностям деталей машин, и для точных заготовок.В отдельных случаях применяются классы 2а — промежуточный между 2 и 3-м классами, а также За — промежуточный между 3 и 4-м. Они введены в систему допусков позднее и поэтому имеют такие обозначения.
Классы точности, применяющиеся в машиностроении, обозначаются так:
Эти обозначения приписываются справа, несколько ниже обозначения основной детали системы или посадки.
Таким образом, А5 обозначает основное отверстие 5-го класса, В1 — основной вал 4-го класса, С3 — скользящую посадку 3-го класса, Гг — глухую посадку 1-го класса и т.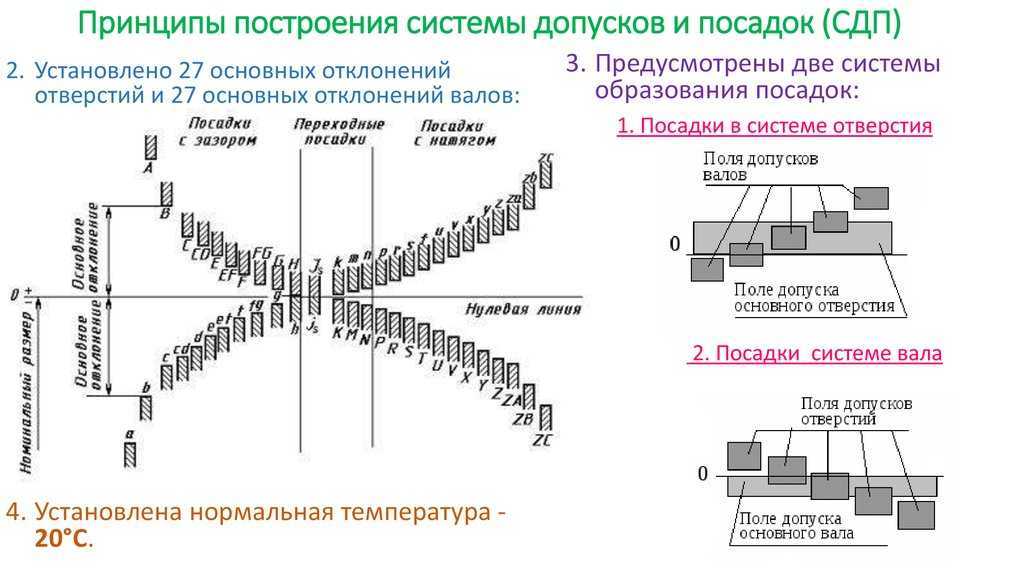 д.
д.
Посадки и основные детали систем 2-го класса точности как основного обозначаются без цифрового индекса, указывающего класс точности. Таким образом, буквы А и В обозначают основное отверстие и основной вал 2-го класса, буква Ш обозначает широкоходовую посадку 2-го класса, буква С — скользящую посадку этого же класса и т. д.
Обозначения посадок и классов точности на чертежах проставляются сразу же за цифрой, указывающей размер, к которому относится данное обозначение.
Посадки в разных классах точности. 2-й класс является основным, и в нем применяются все посадки, перечисленные на стр. 94, за исключением прессовой третьей(ПрЗ), прессовой второй (Пр2) и прессовой первой (Пр1).Обозначения этих посадок указаны там же.
Число применяемых посадок в 1, 3-м и в других классах точности значительно меньше, чем во 2-м, и различно в системе отверстия и системе вала.
В системе отверстия в 1-м классе применяются девять посадок, а именно: прессовая вторая (Пp21), прессовая первая (Пр11), глухая (Г1), тугая (Т1), напряженная (Н1), плотная (П1), скользящая (Cj), движения (Д1 )и ходовая (Xj).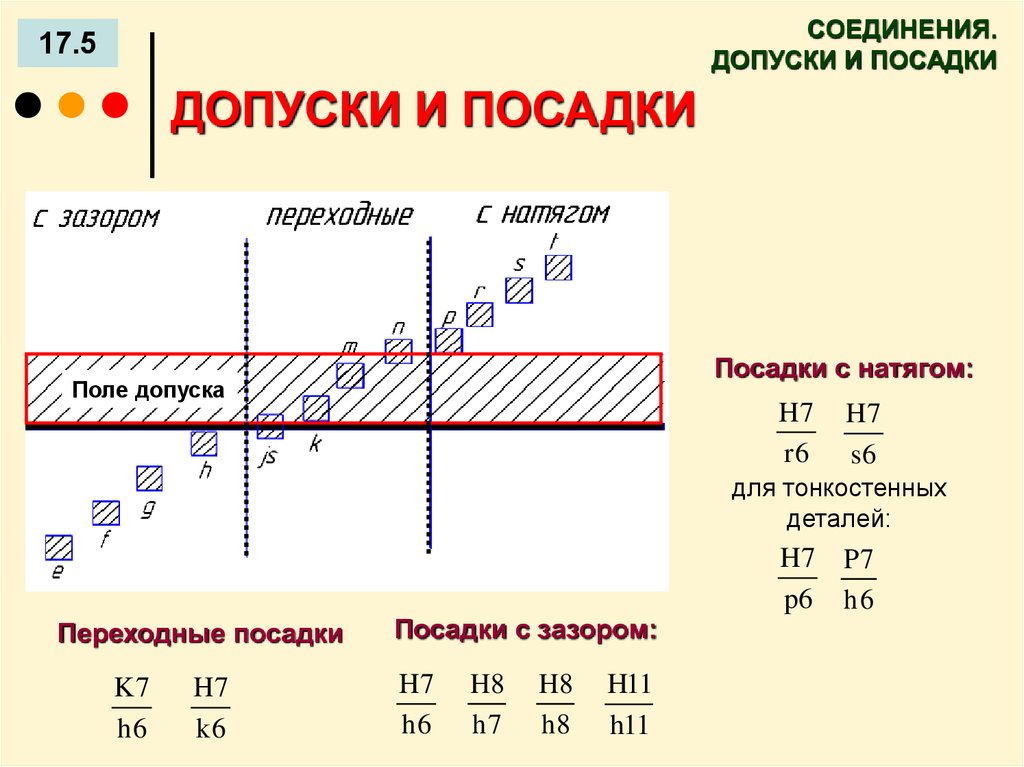
В 3-м классе установлено шесть посадок: прессовая третья (Пр33), прессовая вторая (Ilp2s), прессовая первая (Пр13), скользящая (С, ), ходовая (Х3) и широкоходовая (Ш3).
4-й класс содержит четыре посадки: скользящую (С4), ходовую (Х4), легкоходовую(Л4) и широкоходовую, (Ш4).
В 5-м классе имеются всего только две посадки — скользящая (С5) и ходовая (Х5).
7, 8 и 9-й классы точности посадок не имеют ни в системе отверстия, ни а системе вала. Любое отверстие в этих классах обозначается соответственноА7, А8 или А9, а любой вал — В7, В8 или В9.
Пример чертежа вала с указанием посадок для некоторых его поверхностей приведен на рис, 74.
Практическое значение обработки деталей с обусловленными заранее предельными размерами.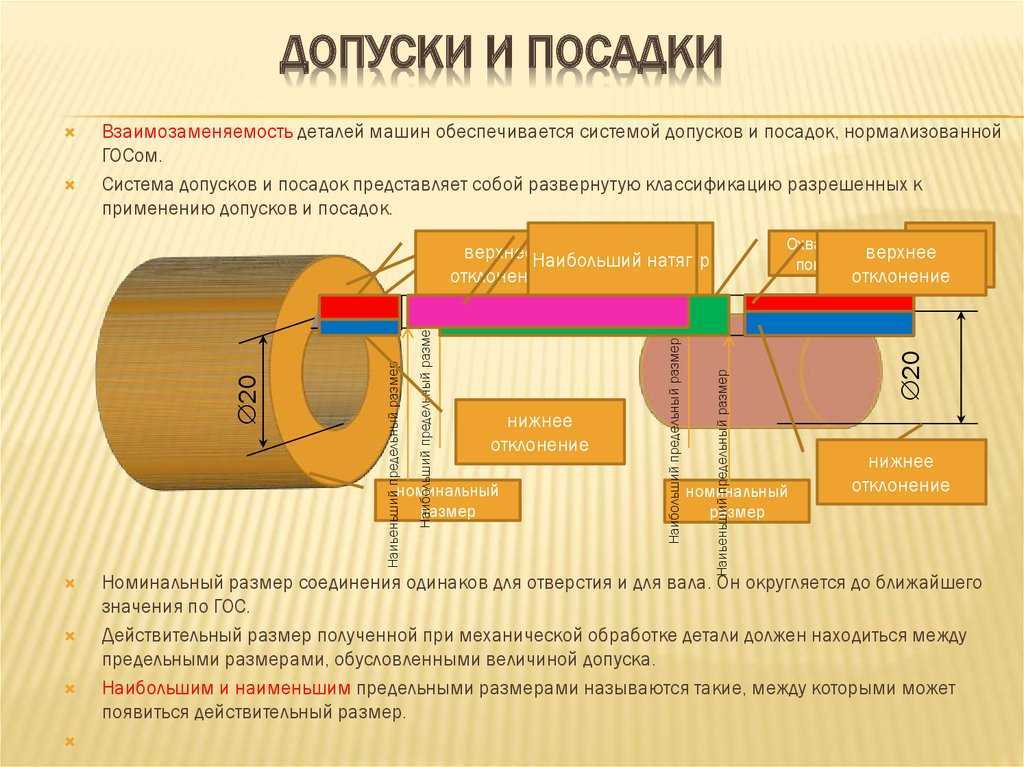 Изготовление деталей в таких условиях обеспечивает возможность их взаимозаменяемости.
Изготовление деталей в таких условиях обеспечивает возможность их взаимозаменяемости.
Взаимозаменяемостью деталей называется такое их свойство, при наличии которого сборка станка, машины и пр. происходит без какой-либо подгонки или подбора деталей, причем посадка, требующаяся в каждом отдельном сопряжении, получается именнотакой, какой она должна быть в данном сопряжении.
Необходимость пригонки отпадает благодаря тому, что действительные размеры деталей, поступающих в сборочный цех, находятся в пределах допуска, и детали не требуют дополнительной обработки. Выполнение характера посадки обеспечивается тем, что отклонения действительных размеров сопрягаемых деталей от номинальных, создающие характер посадки, обеспечиваются рабочим (или рабочими), обрабатывающим данные детали, а назначаются и указываются на чертеже детали конструктором, проектирующим машину, в состав которой входят эти детали.
Достоинства взаимозаменяемости деталей мы наблюдаем постоянно.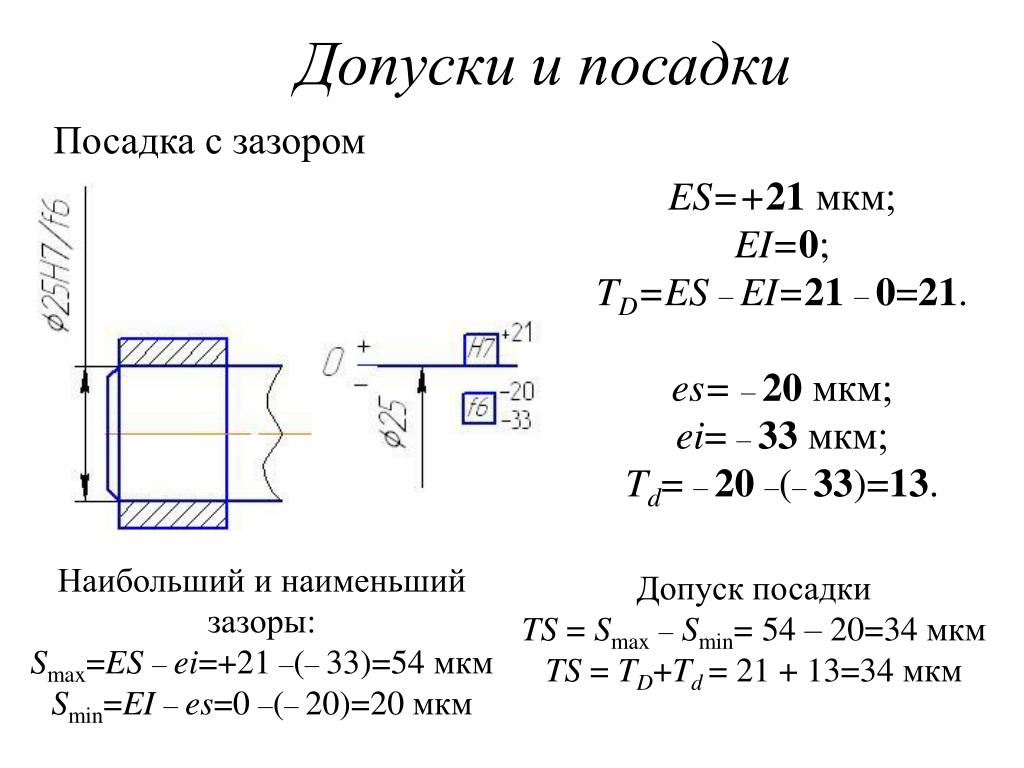 Всем известно, что любая деталь велосипеда заменяется новой без какой-либо пригонки, каждая электрическая лампочка ввертывается в любой патрон и т. д. Все сельскохозяйственные машины, начиная с плугов и кончая тракторами и комбайнами, состоят из взаимозаменяемых деталей, так как только при этомусловии возможна быстрая замена сломанных или износившихся деталей машин без пригонки даже в полевой обстановке.
Всем известно, что любая деталь велосипеда заменяется новой без какой-либо пригонки, каждая электрическая лампочка ввертывается в любой патрон и т. д. Все сельскохозяйственные машины, начиная с плугов и кончая тракторами и комбайнами, состоят из взаимозаменяемых деталей, так как только при этомусловии возможна быстрая замена сломанных или износившихся деталей машин без пригонки даже в полевой обстановке.
В настоящее время почти вся продукция отечественного машиностроения, за исключением опытных образцов и отдельных сопряжений изделий серийного производства, изготавливается с обеспечением взаимозаменяемости деталей и сборочных единиц (узлов).
…
смотреть
все ->
Важность посадки, допусков и зазоров
Майк Сондалини 1 Комментарий
Многие поломки и остановки оборудования происходят из-за неправильного зазора между отверстиями и валами.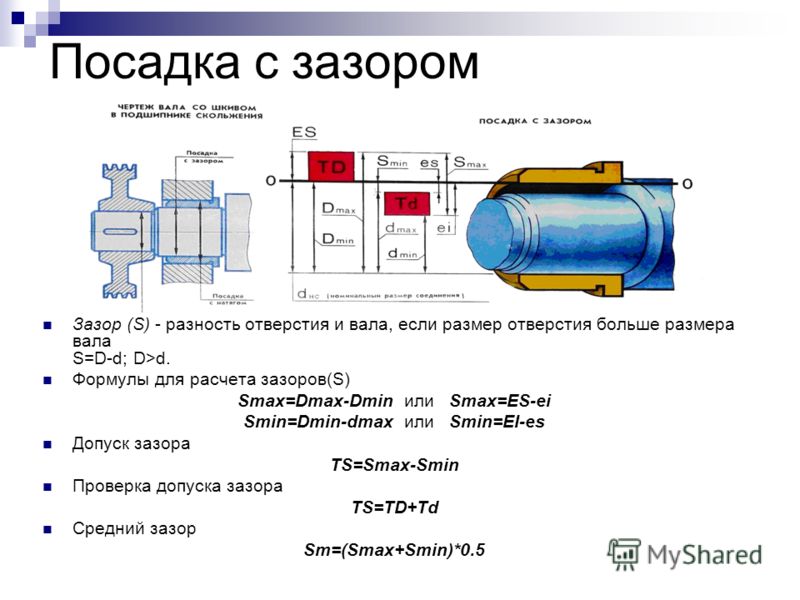
Вал слишком туго вставлен в отверстие; центр отверстия не находится в центре вала, что делает его смещенным от центра; одна часть неплотно прилегает к другой и соскальзывает со своего места или не прилегает должным образом.
Зазор
Оборудование сконструировано таким образом, что детали либо имеют зазор между собой, чтобы они могли перемещаться отдельно друг от друга, либо плотно соприкасаются и не перемещаются друг относительно друга.
Зазор или его отсутствие между отверстием и валом называется зазором. Зазор определяется разницей в размерах между деталями.
Посадки и допуски используются для указания диапазона размеров деталей.
Посадка
Типам посадок были даны названия.
Они варьируются от посадки с натягом, когда детали специально изготавливаются для принудительного соединения друг с другом. Эту посадку можно далее охарактеризовать как интерференцию от тяжелой до легкой.
Принимая во внимание, что посадка с зазором предназначена для деталей, между которыми имеется зазор.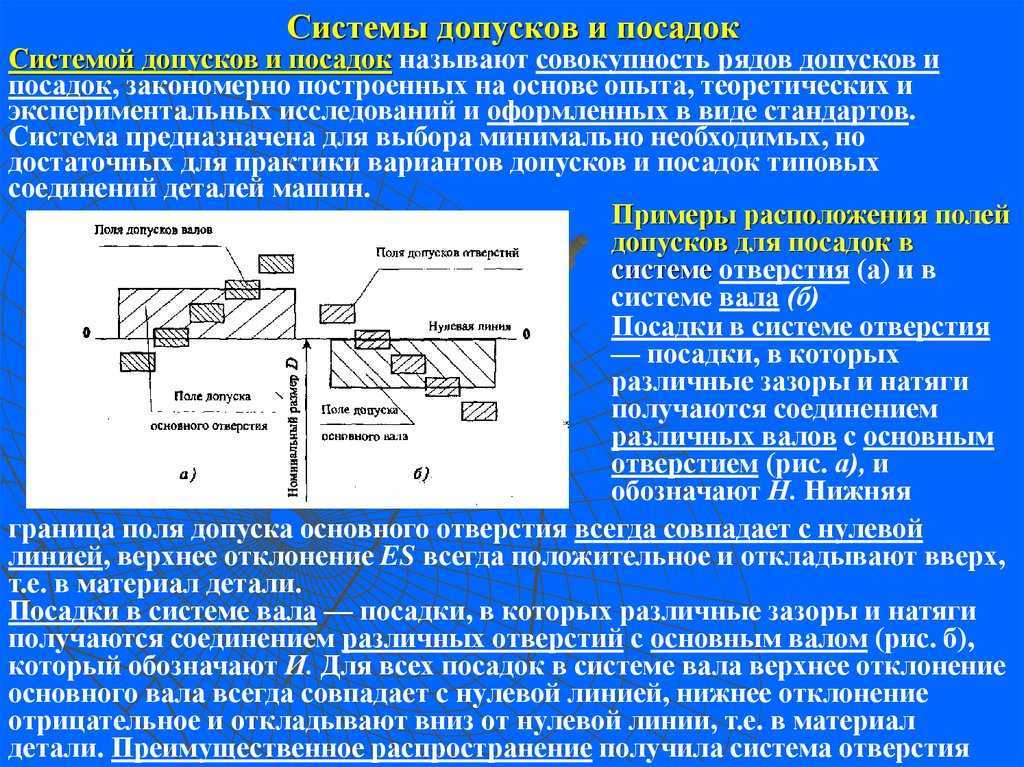
Эту посадку можно охарактеризовать как плотную или свободную.
Между этими двумя посадками находится переходная посадка, в которой может возникать или не возникать натяг.
Величина натяга или зазора достигается указанием диапазона допуска для возможных размеров деталей.
Допуск
Из-за постепенного износа режущего инструмента и мельчайших изменений во внутренних деталях станка из-за изменений температуры и износа/движения внутренних частей обработанные детали не могут быть изготовлены идеально с одинаковыми размерами.
Допускается изготовление детали в пределах диапазона размеров.
Этот диапазон называется допуском размера.
Рис. 1. Вал и отверстие с заданными размерами и допусками.
На рис. 1 показаны размер вала и размер отверстия в блоке с допусками для обеспечения переходной посадки при сборке.
На самом большом валу и наименьшем отверстии они будут соприкасаться.
Этот допуск слишком мал для вала, который должен проходить через отверстие, но может подойти для наружного кольца подшипника, установленного в корпусе подшипника вращающегося вала.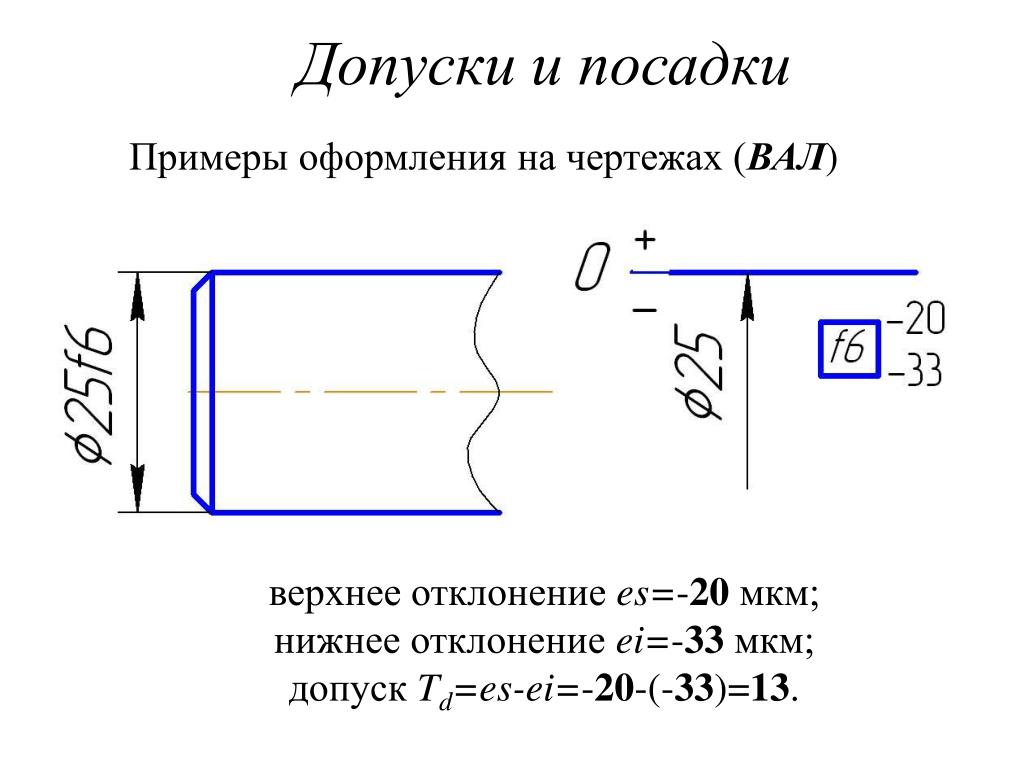
В таком случае обойма подшипника не должна перемещаться по валу (вращаться), так как это приведет к износу вала, поэтому может подойти посадка с натягом.
Если нагрузка на подшипник была большой, или была сильная вибрация, или вал вращался очень быстро, лучше сделать посадку с легким натягом.
Если вал был большим и вращался с низкой скоростью, а ремонт должен был выполнять специалист в полевых условиях без доступа к оборудованию для снятия и установки подшипников, было бы лучше, если бы это была посадка с тугим зазором.
Выбор допусков для детали производится после рассмотрения –
- скорости, с которой движется деталь
- приложенных нагрузок и усилий, которые она должна выдерживать
- допустимой величины вибрации
- используется ли консистентная или масляная смазка легкость сборки
- изменяется в размере из-за теплового расширения.
Технические чертежи соответствуют общепризнанному стандарту отображения размеров и допусков, необходимых для обрабатываемой детали.
На рис. 2 показаны два приемлемых способа задания размеров и допусков детали.
Рис. 2. Методы определения допусков деталей
Крайне важно знать посадку, допуски и зазоры, необходимые для запасных частей.
Часто поврежденные детали измеряются для изготовления замены.
Если старая деталь изношена и не сделан допуск на износ, зазоры будут ошибочными, и машина может работать неправильно или долго.
Подгонка деталей с допусками
Если допуски слишком малы, детали дребезжат, вызывая вибрацию и износ.
Увеличенное отверстие муфты вала позволяет ей болтаться на валу. На высокой скорости муфта раскачивается, вызывая шум, вибрацию и деформацию вала. Выход из строя подшипника происходит задолго до его начала.
Всегда обрабатывайте детали в соответствии с размерами и допусками для применения.
Приводные муфты должны быть просверлены по центру и в осевом направлении, чтобы предотвратить дисбаланс.
Муфты с отверстиями, устанавливаемые непосредственно на вал, должны иметь легкую посадку с натягом и нагреваться при сборке, чтобы надеть их на вал и шпонку.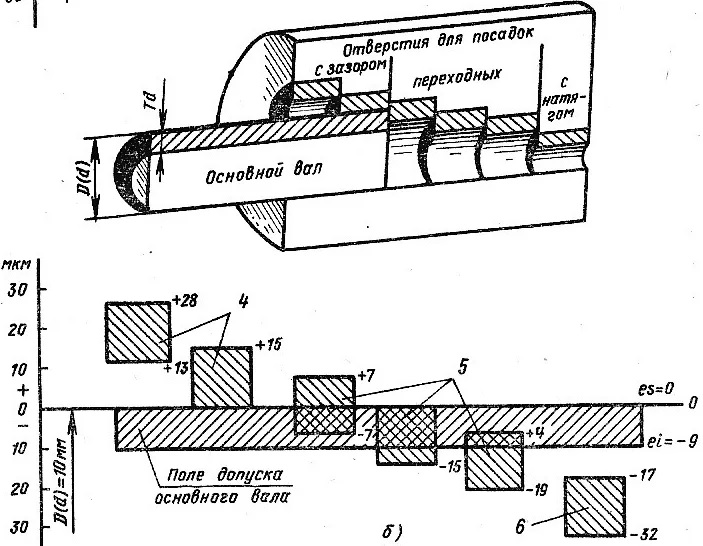
Детали машин при работе нагреваются, расширяются и изменяют размеры.
При недостаточном зазоре при расширении деталей они могут соприкасаться или ослаблять контакт или препятствовать образованию достаточной толщины смазки.
Когда детали соприкасаются, выделяется тепло, и материал соскребается в систему смазки.
В конце концов, загрязнение и повреждение становятся серьезными, и машина выходит из строя.
Термический рост деталей машин также может привести к изменению соосности.
Были случаи, когда машина, выровненная в холодном состоянии, сбивалась при рабочей температуре.
Различные детали увеличились в длину из-за теплоты работы и соприкоснулись с соседними частями.
Возникающие силы вызывают деформацию и искривление.
Всегда измеряйте и проверяйте результаты исследований
Чтобы убедиться, что между деталями имеется достаточный зазор для радиального и осевого термического расширения, необходимо измерить размеры деталей и проверить зазор.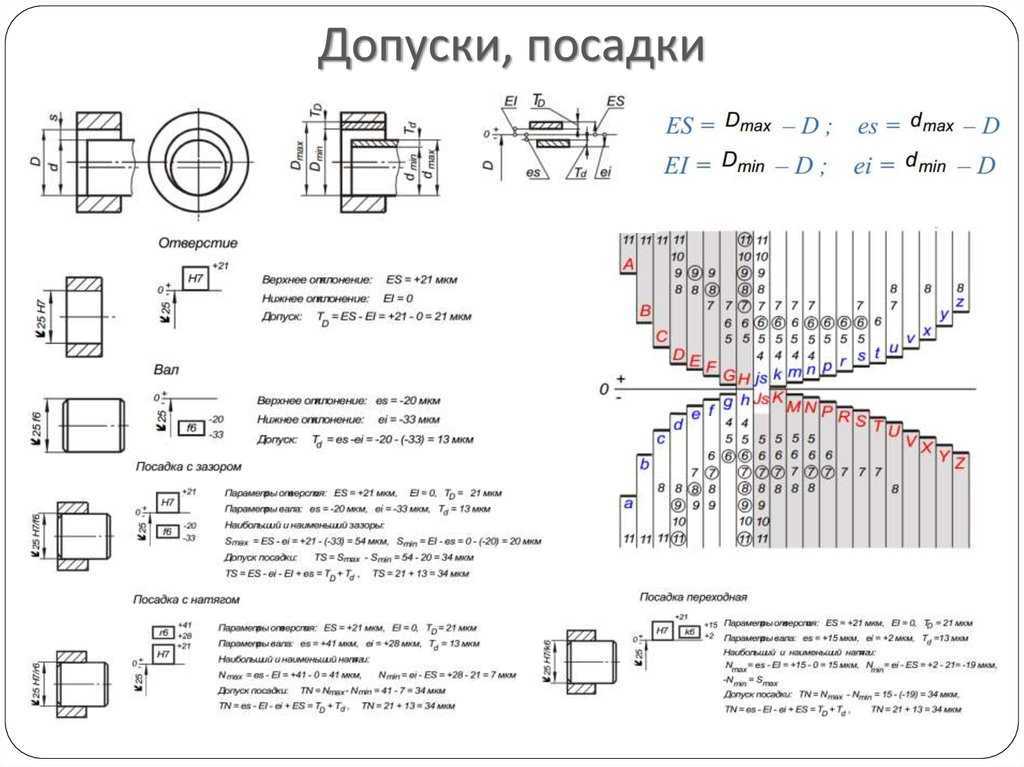
Соответствующие размеры каждой детали измеряются микрометрами.
Измерения затем вычитаются друг из друга, и разница представляет собой зазор, когда детали холодные.
В критических приложениях необходимо определить увеличение размера, когда машина находится при рабочей температуре.
Формулу теплового расширения можно найти в справочниках по машинам. К «холодным» размерам прибавляется прирост и снова определяются зазоры.
Примером проблемы теплового расширения из-за недостаточного зазора для осевого удлинения вала был выход из строя подшипника на высокоскоростном вращающемся вале диаметром 80 мм (3 дюйма).
Вал вращался на двух подшипниках, установленных в отдельных корпусах. Подшипник приводного конца был плавающим подшипником, а другой — неподвижным подшипником.
Эта конфигурация с одним фиксированным и одним плавающим подшипником является правильным способом обеспечения расширения вала. Внешнее кольцо неподвижного подшипника было зажато внутри корпуса торцевыми крышками и прокладками.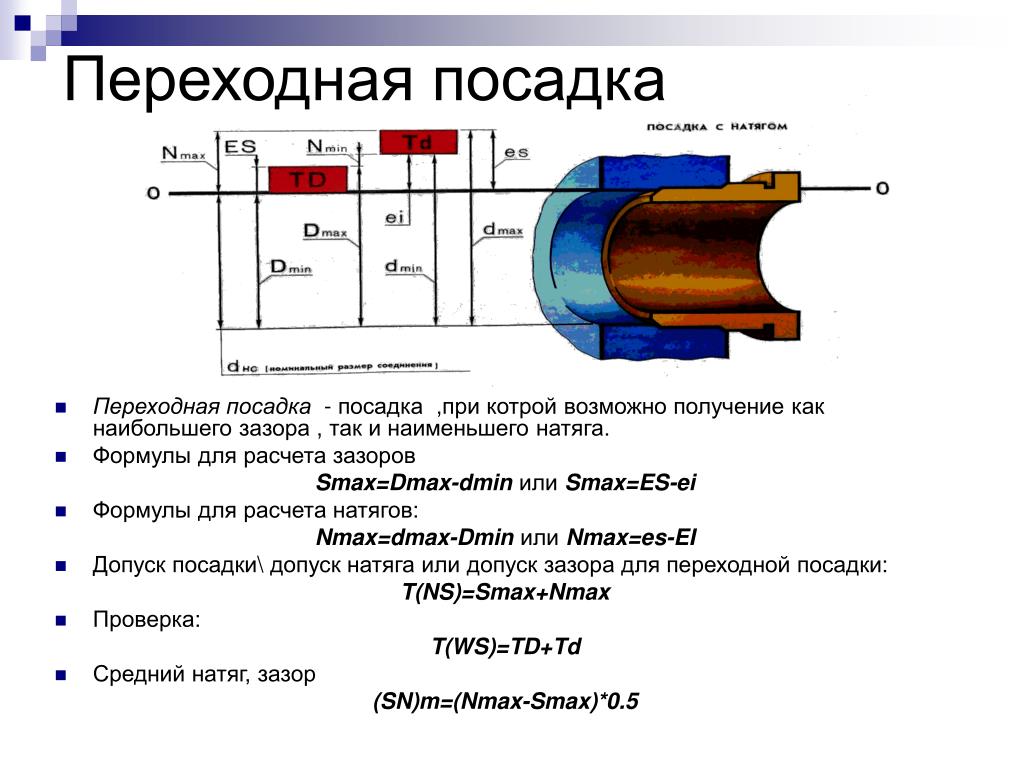
Однако осевой зазор между наружным кольцом плавающего подшипника и задней крышкой корпуса не проверялся и был недостаточным.
По мере того, как вал увеличивался в длину из-за нагрева во время работы, плавающий подшипник прижимался к торцевой крышке, вызывая сильный нагрев и шум.
При сборке..
При сборке машины имеющийся зазор между отверстиями и валами легко проверить микрометром. Сложнее проверить осевое расстояние.
Простым методом проверки осевого зазора является вставка пластилина между заплечиком и стыкуемой поверхностью и установка деталей до упора.
Пластилин выдавливается в свободное пространство и детали снова зачищаются и микрометром проверяется толщина пластилина.
Используйте ровно столько пластилина, чтобы детали все еще правильно стягивались вместе, как если бы они были окончательно собраны.
Майк Сондалини – Инженер по техническому обслуживанию
Мы (Accendo Reliability) опубликовали эту статью с любезного разрешения Feed Forward Publishing, дочерней компании BIN95.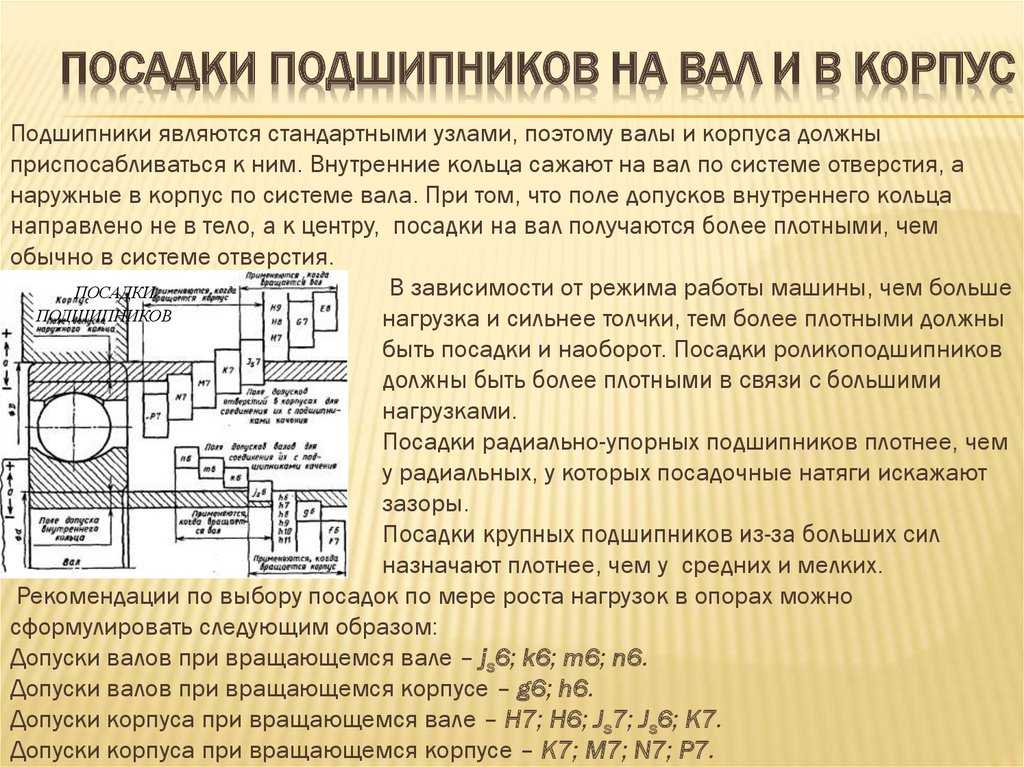 com. почта: [email protected]
com. почта: [email protected]
Если вам это показалось интересным, вам может понравиться электронная книга Введение в работу с сыпучими материалами.
Рубрики: Статьи, Надежность технического обслуживания, Техническое обслуживание предприятия С тегами: Анализ допусков
Комментарии
заинтересовать вас. Продолжая, вы соглашаетесь на использование файлов cookie. Узнайте, как мы используем файлы cookie, как они работают и как настроить параметры браузера, прочитав нашу Политику использования файлов cookie.
Внимание: для этого контента требуется JavaScript.
Как создавать вещи, которые сочетаются друг с другом — Tarkka
Дизайн
20 февраля 2019 г.
по
Михаил
Подавляющее большинство инженерных
продукты состоят из нескольких компонентов, которые должны сочетаться друг с другом. Иногда вам нужно
компоненты легко скользят вместе, в то время как в других случаях вам нужны компоненты для
сжимать и не разъединять. Существует систематический способ проектирования деталей, поэтому
они подходят друг другу именно так, как вы хотите, с первой попытки, каждый раз и в
это видео, мы покажем вам, как!
Технический термин для этого
соображением является «подгонка и допуски». Определим эти термины. Большинство из
времени, особенно в САПР, мы просто вводим в компьютер отдельные точные числа.
для наших габаритов. Это называется «номинальный» размер. Но когда придет время
на самом деле сделать эту часть, мы не сможем изготовить функции для
именно такие размеры. Каждая функция может быть немного больше или меньше, чем
число, которое мы изначально ввели в компьютер. Итак, нам нужно указать
«допуск», который сообщает производителю детали, насколько
допускается отклонение от нашего номинального размера.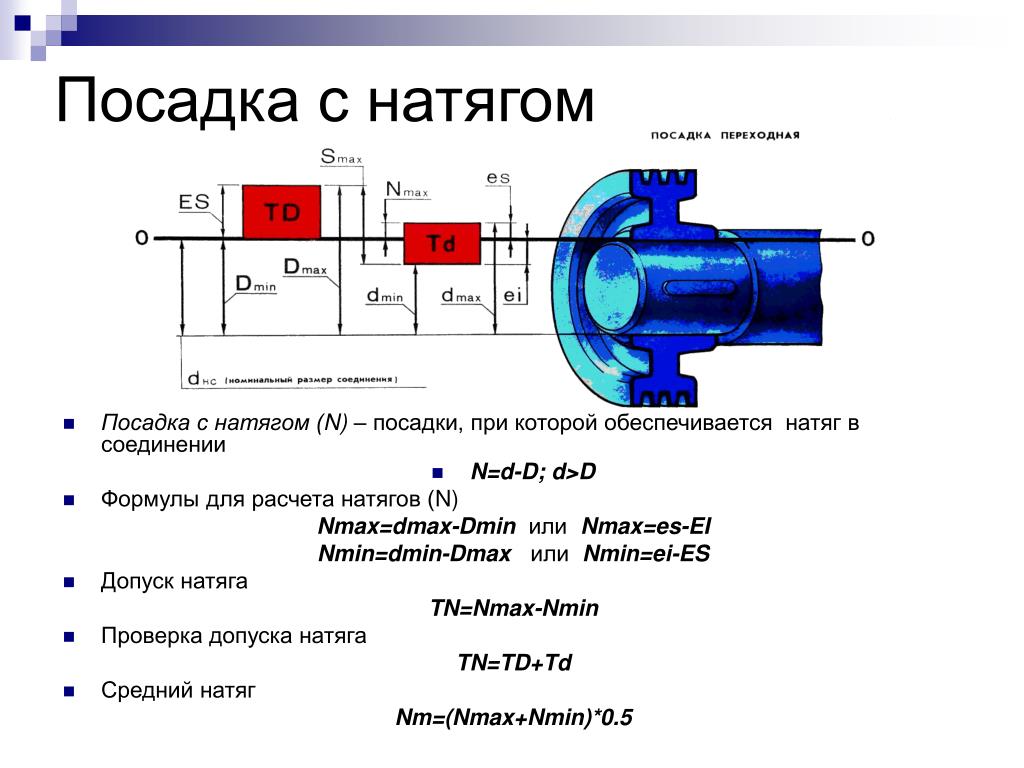
Различные производственные процессы
способны к различным допускам. Важно помнить, что толерантность
возможности соответствуют большому производственному циклу, где такие факторы, как инструмент и
износ машины, отклонение, заточка и естественное изменение различных
применяются процессы. Очень распространенная ошибка, которую совершают новые инженеры, заключается в выборе
допуски, которые намного жестче, чем необходимо. По мере того, как допуски становятся
плотнее, стоимость изготовления детали растет в геометрической прогрессии.
Так насколько ты терпишь
необходимость? Допуски обычно вступают в игру при проектировании посадок. В некоторых случаях,
вы можете захотеть, чтобы компоненты легко скользили вместе, но не
ощутимая игра. В других случаях достаточно большого количества относительных перемещений. Ты можешь
даже нужно, чтобы два компонента постоянно соединялись и не разваливались.
Эти разные случаи называются «припадками».
Справочник по машинному оборудованию
ссылка на проектирование подходит.