 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Опрессовка и оконцевание жил проводов и кабелей. Оконцевание проводов и жил кабелей
Оконцевание жил проводов: инструкция, особенности, ПУЭ, видео
Чтобы оконцевать жилы проводов и кабелей, необходимо использовать специальный инструмент – пресс клещи. Данный инструмент очень прост в использовании, так что, самостоятельно оконцевать провод не составит никакого труда. Важнее и сложнее правильно подобрать кабельный наконечник. Поэтому в этой статье мы решили рассказать, как выполнить оконцевание жил проводов и кабелей разного сплава, большого и маленького сечения.
Зачем делать оконцевание жил проводов
На самом деле оконцевание проводов – это важный процесс, который необходимо выполнять во многих ситуациях. К примеру, вы обращали внимание на то, как присоединяется заземляющая шина к распределительному щитку? А делается все это с помощью специального наконечника.
Некоторые люди вместо наконечника просто прикручивают провод болтом и считают, что они справились. В итоге изоляция начинает гореть уже через несколько недель, а через полгода может и вовсе произойти замыкание в сети. Так что, оптимально использовать наконечник, тем более цена на него совсем небольшая.
Также если не проводить оконцивание жил проводов и кабелей, то может выгореть «ноль». Если это случится, то последствия понятны всем.
Как оконцевать кабеля
На самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше.
Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом.
Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
- Надеваем наконечник на провод.
- Зажимаем.
Обратите внимание, что наконечник нужно подбирать соответствующий. Если больше – может случиться замыкание. Меньше – вы просто перекусите провод.
Оконцевание проводов: видео
Какие бывают наконечники
Отдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится.
Сейчас выделяют следующие виды наконечников:
- ТМЛ – медный наконечник, который имеет луженную оболочку.
- ТМ – выполнен из меди, оболочки нет.
- ТМЛ(о) – медный, с луженной оболочкой. Имеет дополнительное отверстие, которое позволяет визуально определить, полностью ли зажата жила.
- ТА – обыкновенный алюминиевый.
- ТАМ – корпус алюминиевый, окончание медное. Она позволяет подключить алюминиевый провод к медной шине.
- ПМ – выполнен из меди, предназначается для пайки.
- НБ – болтовые. С помощью них можно затянуть провод обыкновенным болтом.
Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно
Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
- YY – это диаметр отверстия, в который вы сможет вставить проводник.
- XX – это сечение провода под обжимом.
Читайте также: Технические характеристики кабеля ААШВ.
vse-elektrichestvo.ru
Оконцевание жил проводов и кабелей: способы, видео, требования
Для оконцевания жил проводов и кабелей используется специальный инструмент в виде пресс клещей. Самостоятельно оконцевать проводник не сложно, куда важнее правильно подобрать кабельный наконечник. Далее мы предоставим методику, которая позволит без проблем справиться с опрессовкой как многопроволочных, так и однопроволочных проводов, при этом как из алюминия, так и из меди, и в тоже время маленького и большого сечения.
Важно знать


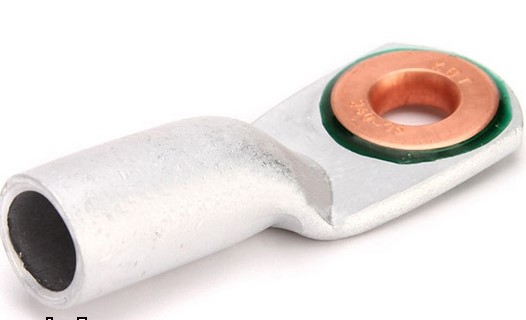
Первое, о чем хотелось бы рассказать – в чем важность оконцевания жил проводов и кабелей специальным инструментом и для чего вообще нужно обжимать проводники наконечниками. Наверняка Вы обращали внимание на то, как подсоединяется шина заземления к корпусу распределительного щитка. Желто-зеленый провод крепится с обеих сторон винтовым соединением через специальный наконечник, как показано на фото ниже.
Не так давно вместо такого наконечника жила просто загибалась кольцом с помощью плоскогубцев и затягивалась винтом. Некоторые горе-электрики просто вставляли жилу между винтом и пластиной и тщательно зажимали отверткой. Делать так категорически запрещается, т.к. при таком способе оконцевания жил возрастает переходное сопротивление, в результате чего можно увидеть оплавленную изоляцию кабеля, которая может повлечь за собой короткое замыкание в проводке либо более тяжкие последствия – возникновение пожара в доме.
Еще одно очень неблагоприятное последствие при неблагополучном креплении жил – отгорание нуля при высоких токовых нагрузках. О последствиях отогорания нулевого провода Вы можете узнать в соответствующей статье!
Технология оконцевания
Самостоятельно оконцевать провод либо кабель специальным инструментом не представит сложностей. Нужно всего лишь взять подходящий наконечник, надеть до упора на жилу и обжать прессом. Согласно правилам ГОСТ оконцевание нужно производить не меньше, чем в двух местах, чтобы был надежный контакт и минимальное переходное сопротивление. Помимо этого следует отметить важное требование — для обжима алюминиевого проводника нужно дополнительно использовать кварце-вазелиновую смазку, которая предотвращает образование оксидной пленки, ухудшающей контакт.
В домашних условиях не всегда разумно покупать дорогостоящий инструмент для опрессовки, поэтому существуют и альтернативные варианты. К примеру, существует специальный инструмент для снятия изоляции с проводов и кабелей – стриппер, конструкция которого может включать в себя пресс, как показано на фото.



Также можно обойтись без так называемых щипцов — вручную расплющить втулку молотком либо плоскогубцами, но в этом случае гарантия хорошего контакта отсутствует, поэтому лучше все же растратиться хотя бы на стриппер для надежного оконцевания жил. О том, как пользоваться стриппером, мы рассказывали в отдельной статье.
Обращаем Ваше внимание на то, что если Вы решили оконцевать одножильный проводник с помощью клещей, необходимо правильно подобрать обжимную матрицу. При неправильном подборе существует большая вероятность перекусить жилу!
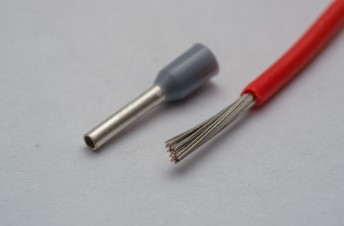
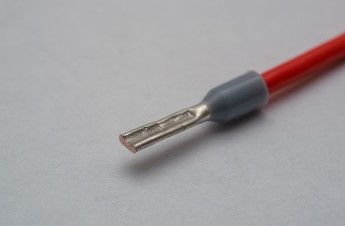
Помимо этого существуют специальные наконечники под пайку. В этом случае оконцевание жил провода либо силового кабеля происходит в два этапа:
- Жила, зачищенная до металлического блеска и обработанная нейтральным припоем, до упора вставляется в наконечник.
- Через специальное отверстие заливается припой.
Видео инструкция по использованию пресса
Кратко о наконечниках
Ну и последнее, о чем хотелось бы поговорить – с помощью каких наконечников можно оконцевать провод и кабель в домашних условиях. На сегодняшний день в промышленности и быту пользуются популярностью следующие изделия для оконцевания:
Вот мы и перечислил наиболее популярные виды наконечников, позволяющих оконцевать проводник для безопасного подключения к шинам и электроприборам. Следует отметить, что сечение жилы для оконцевания согласно ПУЭ может быть от 0,75 мм2 до целых 240 мм2. При выборе наконечников обращайте внимание на их маркировку, которая выглядит следующим образом:
ТМ (к примеру)-XX-YY, где:
- XX – сечение проводника под обжим;
- YY – диаметр отверстия под зажимной болт.
Также читают:
samelectrik.ru
Соединение и оконцевание проводов и кабелей
Рассмотрим каждый из видов соединений в отдельности.
Разъемные соединения.
Простая скрутка
Самый простой способ соединения проводов между собой — простая скрутка. Для того чтобы его осуществить, необходимо концы провода на длине 3-5 см освободить от изоляции и зачистить до блеска мелким напильником или наждачной бумагой. Скручивать жилы нужно очень плотно, виток к витку. Оставшиеся после скрутки концы осторожно спиливают напильником, а крайние витки поджимают пассатижами.
Бондажный метод
Скрутку проводов можно осуществить и бандажным методом: зачищенные концы зажимают в ручных тисках и обматывают мягкой зачищенной проволокой (для бандажа лучше всего брать медную проволоку диаметром 0,6-1,5 мм; при этом диаметр бандажной проволоки не должен быть больше диаметра скручиваемых жил). Среднюю часть бандажа следует сделать вразбежку: если впоследствии появится необходимость пропаять это соединение, припой будет лучше проникать к месту соединения проводов. После соединения концы проводов изгибают под прямым углом, а сверху накладывают еще 8—10 витков бандажа. Концы жил, оставшиеся от скрутки опиливают напильником.
Метод простой или бандажной скрутки применим только для соединения проводов между собой, подсоединить провод к контактам электродеталей скруткой невозможно.
Самый удобный (и к тому же достаточно надежный) способ подсоединения проводов к электродеталям — соединение с помощью контактных зажимов, которые могут быть винтовыми и пружинными.
Соединение контактными зажимами
Техника осуществления соединений контактными зажимами следующая. Если в соединении участвуют однопроволочные алюминиевые и многопроволочные медные жилы, винтовые зажимы снабжают фасонной шайбой или шайбой-звездочкой, которая препятствует выдавливанию жилы из-под крепления;
Перед соединением провод зачищают обычным порядком на участке, соответствующем трем диаметрам винта винтового зажима плюс 2-3 мм. Для обеспечения надежности контакта алюминиевые жилы можно зачистить мелкой наждачной бумагой, смазанной вазелином. Если жила многопроволочная, то на ее конце отдельные проволочки скручивают в плотный жгутик.
Затем конец жилы с помощью круглогубцев или пассатижей изгибают в кольцо диаметром, равным диаметру винта зажима. Изгибать кольцо лучше всего по часовой стрелке, это предохранит его от раскручивания при затяжке винта. Зажимной винт или гайку затягивают до полного сжатия пружинной шайбы, после чего дожимают еще приблизительно на половину оборота.
В настоящее время электродетали оснащаются винтовыми крепежами зажимно-тычкового типа: при осуществлении таких соединений очищенный от изоляции и зачищенный конец провода в кольцо не изгибают, а прямой конец жилы вводят в зажим и прижимают винтом.
Контактно-зажимные соединения пружинного типа применяются в основном в светильниках с люминесцентными лампами для подсоединения проводов к патронам ламп. Их конструкция представляет собой пружинящую пластину из высококачественной бронзы, которая прочно прижимает жилу провода к корпусу зажима. Эта конструкция соединения полностью исключает самопроизвольный разъем. Чтобы освободить провод в случае необходимости, в зажим достаточно вставить стальную спицу (жало тонкой отвертки), отогнуть пружинную пластину и освободить провод.
Все детали, использующиеся для соединения с алюминиевыми проводами, должны иметь антикоррозийное гальваническое покрытие. То же требование предъявляется и к стальным.
Алюминиевый провод сечением 2,5 мм2 соединяют с медными арматурными проводами (например, с проводами люстры), одножильными и многожильными, с помощью люстровых зажимов. Сначала соединяемые провода зачищают наждачной бумагой (медные обычным способом, а алюминиевые — под слоем вазелина) и смазывают кварцево-вазелиновой пастой. После зачистки провода присоединяют к планке и прижимают винтами с пружинными шайбами. Соединение вкладывают в основание люстрового зажима и закрывают крышкой.
Приобретая электродетали с винтовыми зажимами, необходимо обращать внимание на тип зажимов, ибо некоторые электроустановочные устройства (ряд резьбовых патронов для ламп накаливания, патроны для люминесцентных ламп и стартеров, проходные и встроенные малогабаритные выключатели) укомплектованы зажимами, которые предусматривают соединения только с медными проводами.
studfiles.net
Опрессовка кабелей и проводов
В этой статье мы расскажем о технологии опрессовки проводов и кабелей. Смысл этого процесса заключается в соединении жил с применением соединительной гильзы. Соединение производится путем деформации пары «гильза-жила». Такой способ обеспечивает высокое качество и хорошую механическую прочность контактных соединений. Форма и степень деформации определяется используемым инструментом.

Инструменты для опрессовки
Для опрессовки гильз и наконечников применяются следующие инструменты:
- гидравлические и механические прессы;
- гидравлический пресс ручного типа;
- механический пресс ручного типа;
- гидравлический пресс с электрическим приводом;
- пресс-клещи типа ПК – 1,2, 1М, 2М, 4.
Качество и надежность контакта гильз зависит от правильно подобранной сменной матрицы и нужного контактного давления. Подвижный элемент, которым производится давление на гильзу, называется пунсоном, а фигурная скоба, деформирующая гильзу, — матрицей. При опрессовки значительного количества гильз разного сечения, приходится постоянно подбирать пуансоны и матрицы, поэтому в таких случаях набор данных элементов должен быть внушительным.
Некоторые инструменты выпускаются с одним сменным пуансоном или поворотными матрицами, рассчитанными на разное сечение. Для того, чтобы произвести настройку под конкретную гильзу, не нужно ничего переустанавливать и подбирать, достаточно повернуть матрицу в другую сторону и сделать несколько оборотов винтом пуансона.
Некоторые инструменты вообще не имеют матриц и пуансонов – обжимка производится с помощью фигурных скоб.
Соединение жил гильзами

При подключении распределительных коробок опрессовка проводов проводится достаточно редко. Обычно в таких случаях используются самозажимные клеммники или выполняется пайка или сварка. Опрессовку в коробках еще можно встретить в старых хрущевках с алюминиевой проводкой.
Опрессовка проводов выполняется путем ввода проводов в гильзу трубчатой формы и сжимании ее прессом с определенным уровнем деформации.
Обжимка проводов может выполняться следующими методами:
- локальное вдавливание;
- объемное сжатие;
- комбинированное сжатие.
Локальное сжатие производится зубьями пуансона, которые создают повышенное давление на одно или несколько мест, что позволяет обеспечить электрический контакт. Сплошное сжатие, соответственно, производится давлением на всей протяженности обжатия.
Комбинированный метод подразумеваем сплошное сжатие с дополнительным обжатием зубами пуансона в определенных местах.
Каждый из описанных методов может обеспечить надежное соединение контактов лишь в тех случаях, когда перед опрессовкой была проведена подготовка поверхности и были правильно подобраны гильза и рабочий инструмент.
Соединение токопроводящих жил до 10 мм/кв
Для организации ответвлений и соединений алюминиевых и медных жил применяются пресс-клещи и стандартные гильзы. Соединения в таких случаях могут быть односторонними, когда провод вводится с одной стороны гильзы, так и двухсторонние. Материал гильз подбирается в соответствии с материалом жил
Алгоритм опрессовки кабеля:
1.На концах жил удаляется изоляция на 2-3 сантиметра. Их необходимо зачистить до металлического блеска. Если жилы алюминиевые, то их предварительно нужно смазать кварцевазелиновой пастой. Медные провода в свою очередь можно оставить чистыми.
2.В соответствии с технической таблицей подбираются пунсоны, матрицы и гильзы. Если гильзы слишком большие, то свободное место можно уплотнить с помощью дополнительных жил. При использовании многопроволочных жил, удаление проволоки жилы для подгонки сечения, не допускается.
3.Жилы нельзя скручивать. Они укладываются параллельно друг другу, после чего одевается соединительная гильза. Если применяются медные провода, то перед тем, как одеть гильзу, их необходимо обернуть двумя слоями медной или латунной фольги. Толщина фольги – 0,2 миллиметра, а ширина 20-22 миллиметра.
4.Соединения обжимаются пресс-клещами методом локального вдавливания. Степень опрессовки определяется технической таблицей.
5.После обжимки, соединения протираются тряпкой, смоченной в бензине, и изолируются.

Соединение токопроводящих жил от 16 до 240 мм/кв
Принцип обжимки таких жил практически аналогичен описанному выше. Исключение составляют использование более мощного инструмента и двухсторонний тип соединения.
Перед опрессовкой опять же нужно подготовить жилы. Для этого необходимо удалить изоляцию на 3,5-6,5 сантиметров.
Перед опрессовкой нужно подготовить провода. Затем необходимо закруглить их концы:
- многопроволочные жилы закругляются пассатижами;
- однопроволочные – специальным инструментом, который обычно продается в комплекте опрессовочном комплекте.
Медные провода перед обжатием обрабатываются техническим вазелином, а алюминиевые, соответственно, кварцевазелиновой пастой. Обычно гильзы смазываются изнутри еще на заводе. Не нужно бояться, что смазка увеличит сопротивление – при соблюдении технологии, она будет вытеснена из места контакты в пустоты.

Жилы вводятся в гильзу с двух сторон. Важно, чтобы стык произошел прямо посередине гильзы. При локальном вдавливании степень деформации проверяется специальным щупом или штангенциркулем в месте образования ямок. Если обжатие сплошное, то размеры сечения нужно проверить по таблице.
Основные ошибки при опрессовке соединений
Главная ошибка при опрессовке – это неправильный выбор гильзы. Если она значительно меньше, то проводник будет сильно передавлен кромкой гильзы. Это может привести к поломке сплющенной жилы.
При этом с другой стороны – если она слишком большая, то контакт будет не слишком надежным. В такой ситуации провода могут шататься внутри жилы. Со временем подобные соединения будет нагреваться и подгорать, что, в конечном счете, приведет к потере контакта.
Вторая ошибка – это неправильно подобранные пуансоны и матрицы. Это может привести к аналогичному эффекту, в результате чрезмерного или слабого обжима гильзы. Данная проблема усложняется тем, что рабочие элементы инструмента со временем изнашиваются и теряют свои первостепенные характеристики.
ВАЖНО! Нельзя укорачивать заводскую гильзу – это приведет к снижению надежности контакта.
Третья ошибка – это использование для опрессовки кабельных наконечников и гильз зубила и молотка. С точки зрения официально принятых методов – это жуткое преступление, но в жизни бывают различные ситуации и, в крайнем случае, их использование имеет место быть. Если же имеется возможность приобрести хорошие инструменты, то альтернативы быть не должно.
В конце представим рекомендуемое сочетание сечения жил и кабельных гильз:
1.Общее сечение жил в пресс-гильзе – 7,5 мм/кв. Кабельная пресс-гильза – 4-1. Пресс-клещи – ПК-3.
2.Общее сечение жил в пресс-гильзе – 13 мм/кв. Кабельная пресс-гильза – 5-1. Пресс-клещи – ПК-3.
3.Общее сечение жил в пресс-гильзе – 15 мм/кв. Кабельная пресс-гильза – 4-2. Пресс-клещи – ПК-3.
4.Общее сечение жил в пресс-гильзе – 20 мм/кв. Кабельная пресс-гильза – 6-1. Пресс-клещи – ПК-3.
5.Общее сечение жил в пресс-гильзе – 26 мм/кв. Кабельная пресс-гильза – 5-2. Пресс-клещи – ПК-3.
6.Общее сечение жил в пресс-гильзе – 41 мм/кв. Кабельная пресс-гильза – 6-2. Пресс-клещи – ПК-3.
Видео опрессовки наконечников
electrikagid.ru
Технология оконцевания жил проводов и кабелей
Чтобы оконцевать жилы проводов и кабелей, необходимо использовать специальный инструмент – пресс клещи. Данный инструмент очень прост в использовании, так что, самостоятельно оконцевать провод не составит никакого труда. Важнее и сложнее правильно подобрать кабельный наконечник. Поэтому в этой статье мы решили рассказать, как выполнить оконцевание жил проводов и кабелей разного сплава, большого и маленького сечения.
Зачем делать оконцевание жил проводов
Некоторые люди вместо наконечника просто прикручивают провод болтом и считают, что они справились. В итоге изоляция начинает гореть уже через несколько недель, а через полгода может и вовсе произойти замыкание в сети. Так что, оптимально использовать наконечник, тем более цена на него совсем небольшая. 
Также если не проводить оконцивание жил проводов и кабелей, то может выгореть «ноль». Если это случится, то последствия понятны всем.
Как оконцевать кабеля
На самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше. 
Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом. 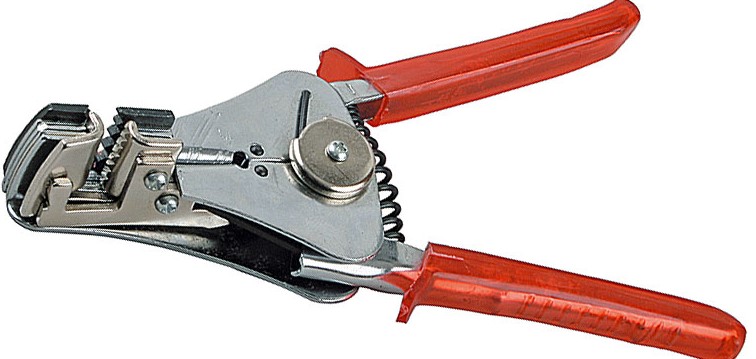
Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
- Надеваем наконечник на провод.
- Зажимаем.
Обратите внимание, что наконечник нужно подбирать соответствующий. Если больше – может случиться замыкание. Меньше – вы просто перекусите провод.
Оконцевание проводов: видео
Какие бывают наконечники
Отдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится.
Сейчас выделяют следующие виды наконечников:
- ТМЛ – медный наконечник, который имеет луженную оболочку.

- ТМ – выполнен из меди, оболочки нет.

- ТМЛ(о) – медный, с луженной оболочкой. Имеет дополнительное отверстие, которое позволяет визуально определить, полностью ли зажата жила.

- ТА – обыкновенный алюминиевый.

- ТАМ – корпус алюминиевый, окончание медное. Она позволяет подключить алюминиевый провод к медной шине.
- ПМ – выполнен из меди, предназначается для пайки.

- НБ – болтовые. С помощью них можно затянуть провод обыкновенным болтом.

Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно
Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
- YY – это диаметр отверстия, в который вы сможет вставить проводник.
- XX – это сечение провода под обжимом.
Технические характеристики кабеля ААШВ.
dekormyhome.ru
Оконцевание и соединение жил проводов и кабелей пайкой
 Пайку используют в тех случаях, когда отсутствует возможность внедрения сваркии опрессовки. Пайку создают при помощи пропано-кислородной горелки. Пайкуоднопроволочных жил 2,5 — 10 мм2 можно делать также при помощи паяльничка.
Пайку используют в тех случаях, когда отсутствует возможность внедрения сваркии опрессовки. Пайку создают при помощи пропано-кислородной горелки. Пайкуоднопроволочных жил 2,5 — 10 мм2 можно делать также при помощи паяльничка.
Пайка дюралевых и медных жил проводов и кабелей
Пайка дюралевых жил сечением до 10 мм2
Соединение и ответвление делают пропаянной скруткой,оконцевание — оформлением в кольцо.
 Однопроволочный дюралевые жилы 2,5 — 10 мм2. Пайкусоединений и ответвлений делают методом двойной скрутки с желобком. С жилубирают изоляцию, зачищают до железного блеска. Потом нагревают соединениепламенем пропан-кислородной горелки до начала плавления припоя.
Однопроволочный дюралевые жилы 2,5 — 10 мм2. Пайкусоединений и ответвлений делают методом двойной скрутки с желобком. С жилубирают изоляцию, зачищают до железного блеска. Потом нагревают соединениепламенем пропан-кислородной горелки до начала плавления припоя.
Палочкой припоя А, введенной в пламя, потирают желобок содной стороны. По мере прогрева соединения жилы начинают облуживаться и желобокзаполняется припоем. Аналогично облуживают жилы и заполняют припоем желобок сдругой стороны.
Соединяемые жилы и места скрутки облуживают припоем также снаружных поверхностей. После остывания место соединения изолируют.
Пайка однопроволочных и многопроволочных медных жил 1,5 —10 мм2.
Соединение и ответвление проводов с медными жилами делаютпропаянной скруткой (без желобка). Изоляцию с конца жилы убирают на длине 20 —35 мм, зачищают жилу наждачкой до железного блеска, скручиваютсоединяемые жилы и пропаивают их паяльничком либо в ванночке с расплавленнымприпоем ПОССу 40-0,5 (могут примеяются припои и других марок, к примеру, ПОССу40-2, ПОССу 61-0,5). При пайке используют флюс — канифоль либо спиртовой растворканифоли. Место пайки после остывания изолируют.
Оконцевание многопроволочных медных жил 1 — 2,5 мм2 делаютв виде кольца с следующей полудой. Для этого снимают изоляцию с конца жилы надлине 30-35 мм, зачищают ее до железного блеска наждачкой,круглогубцами выгибают конец жилы в виде кольца, покрывают его канифолью либовеществом канифоли в спирте и погружают на 1 — 2 с в расплавленный припой ПОССу40 — 0,5. После остывания изолируют жилу до кольца.
Пайка многопроволочных дюралевых жил сечением 16 — 150мм2.
 Перед пайкой соединений и ответвлений снимают с конца жилыизоляцию на длине 50- 70 мм. Перед снятием картонной изоляции у места ее обрезанакладывают нитяной бондаж, потом плоскогубцами ослабляют повив проволок жилы итканью, смоченной в бензине, убирают пропиточный состав. Жилы с резиновой ипластмассовой изоляцией этой операции не требуют.
Перед пайкой соединений и ответвлений снимают с конца жилыизоляцию на длине 50- 70 мм. Перед снятием картонной изоляции у места ее обрезанакладывают нитяной бондаж, потом плоскогубцами ослабляют повив проволок жилы итканью, смоченной в бензине, убирают пропиточный состав. Жилы с резиновой ипластмассовой изоляцией этой операции не требуют.
Жилу секторной формы скругляют при помощи пресса.Многопроволочные жилы можно скруглять при помощи универсальных плоскогубцев.Очищенный от изоляции конец жилы разделывают ступенями. На край изоляциинавивают несколько витков шнурового асбеста.
Подогревают жилы пламенем пропан-бутановой горелки либопаяльной лампы. после начала плавления палочки припоя А, введенной в пламянаносят его на всю ступенчатую поверхность повива проволок и на их торцы, приэтом для полного облуживания проволок поверхность жилы кропотливо натираютметаллической кисточкой. На этом процесс облуживания жилы завершается.
После чего подматывают на жилу у предполагаемого края формыасбестовый шнур. Укладывают концы жил в разъемную форму. Крепят форму нажилах особыми замками либо проволочными бандажами и надевают на жилызащитные экраны, а при огромных сечениях жил устанавливают охладители. Нагреваютформу пламенем, начиная со дна средней части и дальше по всей поверхности, доначала плавления припоя, прут которого вводят в пламя и сплавляют в литниковоеотверстие до наполнения припоем формы до верха.
Расплавленный припой перемешивают крючком из металлическойпроволоки и убирают с поверхности ванны расплавленного металла шлаки, легкимпостукиванием по форме создают уплотнение припоя. После остывания соединениялибо ответвления снимают экраны и форму и опиливают место пайки, потом покрываютего гидростойким лакоми изолируют.
Оконцевание дюралевых жил пайкой
Оконцевание дюралевых жил пайкой делают наконечниками.При всем этом размер наконечника берут по сечению на одну ступень выше (для жилы 50мм2 берут наконечник 70 мм2) для наилучшего проникания припоя в зазор межжилой и наконечником.
Внутреннюю поверхность гильзы наконечника зачищают металлическойщеткой и облуживают, потом надевают наконечник на жилу так, чтоб центральнаяпроволока (1-ая ступень жилы) выступала из шеи наконечника на 5 — 6 мм. Дляуплотнения на жилу у горловины наконечника наматывают асбестовый шнур изакрепляют на жиле экран.
Пламя горелки направляют на верхнюю торцевую часть гильзынаконечника и выступающую из него первую ступень повива жилы и нагревают их до начала плавления припоя. Палочку припоя сплавляют в наконечник донаполнения всего места меж жилой и гильзой наконечника.
После остывания и снятия экрана и асбестовой подмотки местопайки покрывают гидростойким лаком и изолируют жилы до 3/4 высоты гильзынаконечника.
Оконцевание медных многопроволочных жил 1,5 — 240 мм2
 Оконцевание медных многопроволочных жил 1,5 — 240 мм2делают с применением штамованных наконечников. С конца жилы снимают изоляциюна длине, равной длине гильзы наконечника плюс 10 мм. Секторную жилу скругляютплоскогубцами. тканью, смоченной бензином, убирают с конца жилы пропиточныйсостав, покрывают его флюсом либо паяльным жиром и облуживают. На жилу надеваютнаконечник, у нижнерго торца которого накладывают бандаж из 2-3 слоевасбеста.
Оконцевание медных многопроволочных жил 1,5 — 240 мм2делают с применением штамованных наконечников. С конца жилы снимают изоляциюна длине, равной длине гильзы наконечника плюс 10 мм. Секторную жилу скругляютплоскогубцами. тканью, смоченной бензином, убирают с конца жилы пропиточныйсостав, покрывают его флюсом либо паяльным жиром и облуживают. На жилу надеваютнаконечник, у нижнерго торца которого накладывают бандаж из 2-3 слоевасбеста.
Подогревают наконечник пламенем пропан-кислородной горелкилибо паяльничком и заливают за ранее расплавленный припой ПОССу 40-0,5,следя за тем, чтоб припой просочился меж проволоками жилы. Сходу после чеготканью, смазанной паяльной мазью, сгоняют и разглаживают подтеки припоя наповерхности наконечника. асбестовый бандаж снимают и на его место накладываютизоляцию.
Соединение алюминия с медью пайкой
Соединение дюралевых жил 16-240 мм2 с медными делаютточно также, как соединение пайкой 2-ух дюралевых жил.
Дюралевую жилу подготавливают к пайке ступенчатой разделкойлибо со скосом под углом 55 градусов к горизонтали. Медную жилу готовят так же,как и при пайке медных жил.
Концы дюралевых жил должны быть облужены поначалу припоем А,а потом припоем ПОССу, а концы медных жил и медные соединительные гильзы —припоем ПОССу.
Оконцевание дюралевых жил медными наконечниками
Оконцевание дюралевых жил медными наконечниками делаюттак же, как и оконцевание дюралевыми наконечниками. Медный наконечникза ранее облуживают припоем ПОССу 40-0,5.
Оконцевание создают также с подготовкой конца дюралевойжилы со скосом под углом 55 градусов. В этом случает конец приготовленнойдюралевой жилы вводят в гильзу наконечника скосом в сторону его контактнойчасти так, чтоб жила была утоплена в гильзе наконечника на 2 мм. Зазорыуплотняют конкретным оплавлением припоя ЦО-12 на скошенную поверхностьжилы. Оксидную пленку с торца жилы убирают скребком под слоем припоя.
elektrica.info
Оконцевание и опрессовка жил проводов и кабелей
Практическая работа №.5
Раздел 8. Монтаж электрических сетей
Тема: Оконцевание и опрессовка жил проводов и кабелей
Цель работы: Изучение способов и технологии соединения и оконцевания проводов и кабелей при выполнении электромонтажных работ.
Оборудование и материалы: кабель многожильный, провод одножильный диаметром 2,5 мм2, гильза, круглогубцы, флюс, припой, канифоль, изолента, наконечник, стальной ерш, электрический паяльник, асбест, ветошь, паяльная мазь
Теоретическая часть
Оконцевание медных и алюминиевых жил
Оконцевание - это оформление конца токопроводящей жилы для включения в электрическую цепь.
Опрессовка – это способ соединения токопроводящих жил проводов и кабелей с помощью гильз или оконцевания жил проводов и кабелей с помощью наконечников. При опрессовке жилу провода или кабеля вводят в трубчатую часть наконечника или специальную гильзу и сжимают матрицей и пуансоном. При этом контактное давление, создаваемое между гильзой и жилой, обеспечивает надежное электрическое соединение
Оконцевание однопроволочных медных жил 1… 2,5 мм или многопроволочных до 1,5 мм выполняют кольцом или штырем, в зависимости от конструкции зажимов.
Последовательность технологических операций при монтаже:
-
удаление изоляции на длине 10…15 мм для штыря и на длине 30…35 мм для кольца;
-
зачистка жилы до металлического блеска;
-
уплотнение повива проволочек в жиле;
-
сворачивание жилы в кольцо круглогубцами в соответствии с диаметром винта;
-
закрепление вокруг жилы;
-
покрытие кольца или штыря флюсом;
-
погружение в расплавленный припой на 1…2 секунды или облуживание паяльником;
-
изоляция липкой лентой оголенной части жилы с перекрытием на 5…10 мм основной изоляции.
Оконцевание многопроволочных медных и алюминиевых жил площадью сечений 1,5…240 мм2выполняют кабельными наконечниками способом опрессовки (таблица 3.2).
Наконечник подбирают по площади сечения жилы, внутреннюю цилиндрическую часть ее зачищают стальным ершом до металлического блеска и покрывают канифолью. С конца провода на длину цилиндрической части наконечника плюс 10 мм снимают изоляцию, обезжиривают тканью, смоченной в бензине, зачищают до металлического блеска, покрывают канифолью и облуживают. На жилу надевают наконечник, подматывают под его торец 1…3 слоя асбестового шнура для предотвращения вытекания припоя. Жилу и наконечник при площади сечения провода до 10 мм2разогревают паяльником, а при большей – паяльной лампой или пропан-бутановой горелкой до температуры плавления припоя. Припой сплавляют в гильзу. При этом следят, чтобы он проникал между проволочками жилы. Тканью, смоченной паяльной мазью, разглаживают подтеки припоя по поверхности наконечника. После остывания наконечника снимают подмотку асбеста и изолируют оконцевание
Таблица 1. Примеры выполнения оконцевания жил проводов и кабелей кабельными наконечниками способом опрессовки
Поясняющие рисункиКомментарии
Оконцевание алюминиевых жил
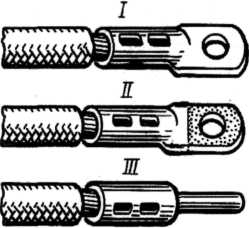
Оконцевание алюминиевых жил:
I - трубчатыми алюминиевыми наконечниками типов А и ТА;
II - трубчатыми медно-алюминиевыми наконечниками типов МА и ТАМ - для присоединения к медным зажимам электрических аппаратов и машин;
infourok.ru







423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)