

Содержание
Обработка деталей методом пластической деформации
Обработка деталей методом пластической деформации
Категория:
Модернизация металлорежущих станков
Обработка деталей методом пластической деформации
Оснащая токарные станки соответствующими устройствами, изменяя конструкции существующих инструментов и приспособлений, т. е. комплексно модернизируя систему СИП, можно производить на них обработку деталей давлением.
Обработка металлов давлением основана на их способности пластически деформироваться в холодном состоянии. По сравнению с обработкой металлов резанием холодная обработка давлением обладает многими преимуществами. В их числе высокая производительность вследствие повышенных режимов обработки, отсутствие отхода металла в стружку, а также повышение физико-механических свойств обработанной поверхности.
После сравнительно несложной технологической модернизации токарные станки получают возможность обрабатывать методом пластической деформации детали с поверхностями самого разнообразного профиля.
Рис. 1. Холодное накатывание торцовых зубьев на токарном станке:
а — схема обработки; б — комплексная модернизация системы СИП.
Холодное накатывание резьб и зубьев шестерен. На Турбомоторном заводе для накатывания торцовых зубьев на массовой детали дизель-моторов — тарелке клапана—комплексно модернизирована вся система СИП: технически устаревший токарный станок модели ТН-15 дополнен конической зубчатой передачей, инструмент (резец) заменен на накатник, вместо приспособления с ручным зажимом установлена цанга с пневматическим приводом. Образование полного профиля зубьев происходит всего лишь за несколько оборотов детали.
Схема накатывания показана на рис. 1. Деталь вставляется в цанговый патрон, неподвижно соединенный с большой конической шестерней. Малая коническая шестерня, на оси которой закреплена накатка, при помощи резцедержателя подается влево — до зацепления с большой шестерней. При включении вращения шпинделя его движение передается через шестерни к инструменту — накатке. Вдавливаясь в торец детали, накатка быстро наносит на нем зубья нужного профиля.
Вдавливаясь в торец детали, накатка быстро наносит на нем зубья нужного профиля.
Рис. 2. Схема холодной накатки зубьев цилиндрических шестерен на токарном станке.
Вместо зубонарезания на специальных дорогостоящих станках профили зубьев цилиндрических шестерен с модулем до 1 мм могут накатываться на модернизированных токарных станках. Процесс накатывания осуществляется с помощью закаленных накатников, представляющих собой шестерни того же модуля.
Схема холодной накатки зубьев цилиндрической шестерни показана справа на рис. 2. Приспособление устанавливается на каретке токарного станка типа 1Д62. На вертикальной стенке приспособления под углом в 120° размещены три суппорта с накатывающими инструментами (накатниками), торцовые поверхности которых находятся в одной плоскости. Радиальное перемещение суппортов при установке инструментов на размер осуществляется от винтов и контролируется индикатором. Обрабатываемая шестерня или набор шестерен устанавливаются в центрах станка и приводятся в движение от шпинделя. Приспособление, перемещаясь в осевом направлении от торца заготовки в сторону передней бабки, накатывает профили зубьев. Высота зубьев у инструментов, работающих полным профилем, задается равной 2,3 модуля. Высота головки зуба задается в пределах 0,52—0,53 полной высоты зуба инструмента.
Приспособление, перемещаясь в осевом направлении от торца заготовки в сторону передней бабки, накатывает профили зубьев. Высота зубьев у инструментов, работающих полным профилем, задается равной 2,3 модуля. Высота головки зуба задается в пределах 0,52—0,53 полной высоты зуба инструмента.
При выбранной схеме накатывание зубьев производится тремя роликами, расположенными под углом в 120°. Вследствие этого от диаметра выступов инструмента зависит минимальный диаметр впадин обрабатываемой шестерни. Если между наружным диаметром накатываемой шестерни и диаметром впадин накатного ролика оставить миллиметровый зазор (чтобы не было работы в распор), то можно дать следующую формулу, определяющую зависимость между начальными диаметрами заготовки и инструмента,
Холодное накатывание зубьев мелкомодульных цилиндрических шестерен на модернизированных токарных станках является высокоэффективным технологическим процессом, в 8—10 раз превышающим по производительности зубофрезерование.
Накатывание резьбы с помощью специальных головок, устанавливаемых на токарные или револьверные станки, относится к наиболее производительным методам образования резьбы. При этом возможно совмещение операций точения заготовок резцом, закрепленным в суппорте, с операцией накатывания резьбы невращающейся головкой, установленной в пиноли задней бабки или в гнезде револьверной головки при помощи специальной выдвижной державки. Конструкция резьбонакатной головки НГ-3, созданной заводом «Фрезер», показана на рис. 3. Эта головка предназначена для накатывания основных и мелких метрических резьб диаметром от 6 до 14 мм.
При этом возможно совмещение операций точения заготовок резцом, закрепленным в суппорте, с операцией накатывания резьбы невращающейся головкой, установленной в пиноли задней бабки или в гнезде револьверной головки при помощи специальной выдвижной державки. Конструкция резьбонакатной головки НГ-3, созданной заводом «Фрезер», показана на рис. 3. Эта головка предназначена для накатывания основных и мелких метрических резьб диаметром от 6 до 14 мм.
Профиль резьбы образуется с помощью трех роликов, свободно вращающихся по игольчатым роликам, на подпружиненных кулачках. Резьбонакатные ролики различаются по шагу резьбы и пригодны для накатывания резьбы своего шага независимо от ее направления и диаметра, что определяется установочными винтами и положением кулачков.
Рис. 3. Головка для накатывания резьб на токарных станках.
При повороте наружного кольца головки кулачки сходятся в радиальном направлении или расходятся, соответственно увеличивая или уменьшая диаметр резьбы.
Выбор кулачков и роликов определяется размерами накатываемой резьбы.
Заготовки под накатывание протачиваются на определенные размеры.
Накатывание происходит следующим образом: после протачивания диаметра заготовки под резьбу и снятия фаски суппорт с резцом отводится от детали. Резьбонакатная головка подается с помощью маховичка задней бабки на деталь и происходит принудительное накатывание первых ниток резьбы. После этого головка самозатягивается по резьбе детали и выходит из выдвижной державки. Выключение резьбонакатной головки достигается от упора, размещенного внутри отверстия корпуса головки и устанавливаемого на требуемую длину. Упираясь в торец детали, упор через штифт как бы оттягивает назад вправо наружное кольцо. Кулачки выходят из контакта с его внутренней поверхностью и под действием пружин расходятся от оси головки, полностью освобождая обрабатываемую деталь.
Рис. 4. Схема комплексной модернизации системы СИП для им-пульсно ударной шариковой обработки на токарном станке.
Процесс накатывания должен происходить при обильной смазке чистым сульфофрезолом. По сравнению с резьбонарезанием накатывание обеспечивает более высокую производительность труда и наилучшие физико-механические свойства обработанной поверхности.
На токарных станках, модернизированных по схеме, изображенной на рис. 4, осуществляется ударно-импульсное наклепывание поверхностей вращения специальным шариковым инструментом-упрочнителем конструкции М. И. Кузьмина. Подобные упрочнители могут использоваться и на различных шлифовальных станках.
Обрабатываемая поверхность наклёпывается на глубину от десятых долей до 1,2—1,4 мм (в зависимости от интенсивности режима обработки и способности металла детали сопротивляться пластическому деформированию).
Упрочнение поверхностей при наклепывании основано на использовании импульсов ударной силы шариков, свободно сидящих в гнездах инструмента, в сочетании с использованием явления «натяга», т. е. выступания шариков над поверхностью обрабатываемой детали. Упрочнитель может наносить шариками по изделию до 1 000 000 ударов в минуту.
Упрочнитель может наносить шариками по изделию до 1 000 000 ударов в минуту.
Исследования, проведенные в Уральском политехническом институте, показали, что чистота обработки и степень наклепа поверхности зависят от величины ударной силы и количества ударов шариков, приходящихся на единицу поверхности.
Рис. 5. Комплексная модернизация системы СИ для осуществления давилтных работ.
Коэффициент к учитывает размеры детали и упрочнителя.
Чистота поверхности при центробежной ударной шариковой обработке в отдельных случаях достигает 10 класса.
Новый процесс наклепывания поверхностей на токарных станках осуществляется при модернизации всех элементов системы СИП. Модернизация токарного станка заключается в замене верхнего суппорта на механизированную установку, в которой размещен упрочнитель, приводимый во вращение от индивидуального электродвигателя 2 через ременную передачу. Обычные токарные инструменты заменяются принципиально новыми инструментами. Как видно из схемы, упрочнитель может обрабатывать не только внутренние, но и наружные поверхности вращения. Приспособление при этом следует ставить быстродействующее.
Приспособление при этом следует ставить быстродействующее.
На модернизированных токарных станках можно также успешно осуществлять и.различные давильные работы. На рис. 5 изображен физически устаревший токарный станок фирмы «Лe-Блонд», подвергшийся комплексной технологической модернизации, в результате которой он превращен в высокопроизводительный станок для профилирования ободьев детских велосипедных колес. Модернизация затронула все элементы системы СИП. Станок оснащен пневматическим устройством для быстрого перемещения пиноли задней бабки. Инструментом вместо резца служат свободно вращающиеся ролики, установленные своей оправкой в резцедержатель. Приспособление для установки детали специально изменено в соответствии с размерами обрабатываемого профиля.
Профилирование обода колеса заключается в выдавливании на его периферии корытообразного ложа для размещения шины. Рабочий ход — поперечная подача, во время которой ролики, вдавливаясь во вращающуюся деталь, образуют на ней фасонное кольцевое углубление.
По сравнению с ручным профилированием работа на модернизированном токарном станке оказалась производительнее в 16 раз (и это при значительном улучшении качества обработки).
Реклама:
Читать далее:
Совмещение видов обработки
Статьи по теме:
- Точение многогранников
- Технико-экономическая эффективность автоматической линии
- Автоматизация контрольной операции
- Автоматизация бесцентрового шлифования
- Автоматизация чистовой обточки
6. Методы поверхностного пластического деформирования.
Поверхностное
пластическое деформирование
— вид упрочняющей обработки, при котором
не образуется стружка, а происходит
пластическое деформирование тонкого
поверхностного слоя заготовки.
Особенности
После поверхностного
пластического деформирования (ППД) в
результате наклёпа упрочняется
поверхностный слой, повышается
износостойкость, стойкость к коррозионным
воздействиям и т. д. Во многих случаях
д. Во многих случаях
применением ППД удается повысить запасы
прочности деталей, работающих при
знакопеременных нагрузках (оси, валы,
зубчатые колёса, подшипники, поршни,
цилиндры, сварные конструкции, инструменты
и т. п.), в 1,5-3 раза и увеличить срок службы
деталей в десятки раз.
Основные методы
обработки ППД:
выглаживание;
галтовка;
дорнование;
накатывание;
обработка дробью;
обработка
механической щеткой;
чеканка.
Поверхностное
упрочнение методом пластического
деформирования
— прогрессивный технологический
процесс, приводящий к изменению свойств
поверхности металлического изделия.
При этом методе пластически деформируют
только поверхность. Деформирование
осуществляют либо обкаткой роликами,
либо обдувкой дробью. Чаще применяют
обдувку дробью, при которой поверхность
подвергается ударам быстролетящих
круглых дробинок размером 0,2—1,5 мм,
изготовленных из стали или белого
чугуна. Обработку выполняют в специальных
дробеметах. Удары дробинок приводят к
Удары дробинок приводят к
пластической деформации и наклепу в
микрообъемах поверхностного слоя. В
результате дробеструйной обработки
образуется наклепанный слой глубиной
0,2 — 0,4 мм. Кроме того, за счет увеличения
объема наклепанного слоя на поверхности
изделия появляются остаточные напряжения
сжатия, что сильно повышает усталостную
прочность. Например,
срок службы витых пружин автомобиля,
работающих в условиях, вызывающих
усталость, повышается в
50—60
раз, коленчатых валов —в 25—30
раз. Дробеструйная обработка, так же
как и обкатка роликами, является конечной
технологической операцией, перед которой
изделия проходят механическую и
термическую обработку.
Резание металлов представляет
собой сложный процесс, сопровождающийся
многими внутренними и внешними явлениями.
Три стадии деформации срезаемого
слоя: упругая, пластическая, и разрушения.
Характер и величина
деформации зависят от:
1
физико-химических свойств обрабатываемого
материала,
2 режимов
резания,
3 геометрии
инструмента,
4применяемых
смазочно-охлаждающих жидкостей.
Металлические материалы, являясь
поликристаллическими телами с зернистой
структурой, имея различные кристаллические
решетки, по-разному пластически
деформируются под действием инструмента;
по-разному происходят превращения в
срезаемом слое (стружке) и под обработанной
поверхностью, При резании металлов и
их сплавов отдельные кристаллы
деформируются, а затем разрушаются по
кристаллографическим плоскостям
Процесс резания металла можно представить
следующей схемой.
В начальный момент, когда движущийся
резец под действием силы Р (рис. 7)
вдавливается в металл, в срезаемом слое
возникают упругие деформации Увеличение
же деформирующей силы приведет к
внутрикристаллической деформации в
зернах, плоскости скольжения в которых
расположены менее благоприятно.
Дальнейшее повышение нагрузки вызовет
разрушение зерен, а также перемещение
и поворот их относительно друг друга.
Происходит изменение структуры и
физико-механических свойств тела —
образование текстуры, возникновение
внутренних напряжений, повышение
твердости, понижение пластичности,
уменьшение теплопроводности.
В плоскости, совпадающей с
траекторией движения вершины резца,
возникает касательные и нормальные
напряжения.
τmax
в точке А, по удалению падают.
σy
в начале действуют как растягивающие
(+σ), что при определенных условиях может
вызвать «раскалывание» металла —
опережающую трещину в направлении
внешней силы.
Возрастание пластической деформации
приводит к сдвиговым деформациям.
Различные физические явления, сопутствующие
деформациям срезаемого слоя, находятся
в следующей зависимости:
Характер получающихся стружек, их
усадка, завивание, упрочнение.
Выделение тепла, действующего на
инструмент, срезаемый слой на
обрабатываемую поверхность и прилегающий
к ней верхний слой материала изделия.
Образование нароста.
Упрочнение поверхностного слоя,
возникновение остаточных напряжений,
явление отдыха (разупрочнение и
рекристаллизация).
Трение стружки о переднюю поверхность
инструмента и трение задней поверхности
инструмента о поверхность резания.
Возникновение вибраций.
Наибольшие пластические деформации
возникают в зоне стружкообрвзования
АВС (рис 7) Зона деформирования
ограничивается линией АВ, вдоль которой
происходят первые сдвиговые деформации,
и линией АС, вдоль которой происходят
последние сдвиговые деформации.
В момент, когда
пластические деформации достигнут
наибольшей величины, а напряжения
превысят силы внутреннего сцепления
зерен металла, зерна смещаются относительно
друг друга и скалывается элементарный
объем Далее процесс деформирования
повторяется и образуется стружка.
При больших
скоростях резания считают, что сдвиги
идут не по АВ и АС, а по 00 -плоскость
сдвига.
Установлено русским
К А Тиме, К. А Зворыкиным.
θ-угол сдвига.
Срезаемый
слой, превратившись в стружку, подвергается
дополнительной деформации вследствие
трения стружки о переднюю поверхность
инструмента. Зерна вытягиваются по
Зерна вытягиваются по
плоскости О1О
, которая составляет с плоскостью сдвига
ОО угол β.
Таким образом,
резание это процесс последовательного
деформирования срезаемого слоя металла;
упругого, пластического, разрушения —
зависит от свойств материала. У хрупких
металлов пластические деформации
практически отсутствуют.
Для сталей средней
твердости θ-30°, β зависит от свойств
обрабатываемого материала и угла резания
Стружкабывает
сливная, скалывания, надлома
Со стружкообразованием
связано:
1. Подведение
тепла
2. Характер
образования струдки
3. Образование
нароста:
4. Возникновение
вибрации
Чтоб со стружкой
бороться на резец устанавливают
наростообломатель, канавку вырубают в
резце, или режут прерывисто
7. Наростообразование при резании и
методы борьбы с наростообразованием.
Виды стружек.
Под влиянием работы
деформации и сил трения в процессе
резания выделяется тепло. Непосредственно
прилегающий к передней поверхности
резца металл может быть настолько
разогрет, что становится весьма
пластичным.
Когда сила трения
превосходит силу сцепления металла,
этот металл задерживается на передней
поверхности резца, на него набегает еще
слой и появляется нарост, потом он
скалывается и прилипает к детали т.п.
Наибольшее
наростообразование при скоростях от
15 до 30м/мин
Положительное
влияние нароста.Увеличивает
стойкость резца, уменьшается сила
резания Увеличивает
γ,
следовательно,
уменьшаются силы резания. Нарост удаляет
центр давления стружки от лезвия,
вследствие чего уменьшается износ.
Улучшает теплоотвод.
Отрицательное
влияние нароста.
Увеличивает шероховатость. Вследствие
изменения геометрии инструмента
изменяются размеры детали. Поверхность
Поверхность
получается волнистой. Вследствие
изменения сил резания появляются
вибрации, что ухудшает качество.
Вывод:
при грубой, черновой обработке нарост
положителен, при чистовой -отрицателен.
При V=10-12
и 50-70 м/мин нароста нет.из-за графической
заисимости,от 15 до 30 пик на графике.
Борьба
с наростом.
Изменение геометрии резца,
Уменьшение V
,уменьшение т-ры,применение СОЖ, тщательная
доводка передней пов-ти резца
Виды
стружек и их усадка.
При резании металлов
с разными физико-механическими свойствами
образуются три вида стружки: сливная,
скалывания и надлома.
Сливная
стружка(а)
образуется при резании пластичных
металлов и сплавов и представляет собой
сплошную ленту с гладкой внутренней
стороной. Наиболее опасна.
Стружка
элементная(скалывания (б))
образуется
при обработки металлов средней твердости.
Имеет гладкую внутреннюю сторону, на
внешней — ярко выраженные зазубрины
Стружка
надлома(в)
образуется при обработке
хрупких металлов и состоит из отдельных
элементов, несвязанных между собой:
Методы борьбы
со стружкой
1.
на резец устанавливают наростообломатель
(Пластина из твердого сплава(Получение
дополнительной деформации, стружка
ломается)
2.Выполняется
канавка( Стружка доворачивается и
ломается)
3.Прерывистое
резание(получаем стружку определенной
длины)
Обработка методом пластического деформирования доклад, проект
ГБПОУ РМ Рузаевское отделение Саранский политехнический техникум
ОБРАБОТКА
МЕТОДОМ
ПЛАСТИЧЕСКОГО
ДЕФОРМИРОВАНИЯ
-Алмазное выглаживание
— Калибрование отверстий
— Накатывание резьб, шлицевых валов, зубчатых колес
-Накатывание рифлений
— Общие сведения
С о д е р ж а н и е
Общие сведения
Пластической называют такую деформацию, при которой после снятия внешней нагрузки тело не восстанавливает первоначальную геометрическую форму и размеры.
При пластической деформации тело не должно разрушаться, т.е. не должно иметь внутренних или наружных трещин.
После пластической деформации объем металла не изменяется, меняется только взаимное расположение частиц, из которых состоит металл.
Алмазное выглаживание
Для обработки деталей с высокой точностью и малой шероховатостью поверхности применяют алмазное выглаживание, с помощью которого достигается шероховатость поверхности Rа=0,1 мкм.
В качестве инструмента при алмазном выглаживании применяют державку, в которой закрепляют в оправе кристалл алмаза или синтетического сверхтвердого материала массой 0,5-1,0 карата. Рабочая поверхность алмаза имеет форму полусферы и отличается высоким качеством.
Для снижения шероховатости поверхности детали применяют обработку шлифовальной лентой (полирование). Такая обработка производится в тех случаях, когда к обработанным поверхностям не предъявляют высоких требований по точности размеров. Полирование обеспечивает шероховатость обработанной поверхности Ra=1,6-0,2 мкм.
Полирование обеспечивает шероховатость обработанной поверхности Ra=1,6-0,2 мкм.
Для достижения высокой точности размеров детали и малой шероховатости ее поверхности применяется притирка (доводка), т. е. обработка с использованием мелкозернистых шлифпорошков, микропорошков и паст. Различают следующие виды притирки: грубая — с применением шлифпорошков зернистостью 28-63, при которой обеспечивается шероховатость обработанной поверхности Ra=0,80-0,40 мкм; предварительная — с применением микропорошков зернистостью 10-28 для достижения шероховатости обработанной поверхности Rа=0,2-0,1 мкм; окончательная — для достижения шероховатости обработанной поверхности RаОбработка притирами
а) — наружной поверхности:
1-деталь,
2-втулка-притир,
3-жимок,
4-гайка для затяжки притира
б) — внутренней поверхности:
1-конусная оправка,
2-притир,
3-деталь
КАЛИБРОВАНИЕ ОТВЕРСТИЙ
Обработка отверстий поверхностным пластическим деформированием с целью повышения точности формы и размера отверстий, а также уменьшения шероховатости поверхности и упрочнения поверхностного слоя после сверления. Калибрование отверстий выполняется продавливанием через отверстие стального шарика, стального или твердосплавного стержня (дорна) либо проталкиванием оправки с несколькими полированными утолщениями.
Калибрование отверстий выполняется продавливанием через отверстие стального шарика, стального или твердосплавного стержня (дорна) либо проталкиванием оправки с несколькими полированными утолщениями.
Калибрование отверстий небольшого диаметра (до 40— 50 мм) в деталях достаточной жесткости производится шариком или гладкой оправкой (прошивкой), проталкиваемой через отверстие. Примером применения этого метода является калибрование шариками масляных отверстий в коленчатых валах, являющееся испытанным средством повышения их усталостной прочности. Калибрование шариком не гарантирует прямолинейности оси, оно не применимо для литых деталей, так как при встрече с рыхлотами шарик застревает в отверстии. В таких случаях лучше ‘применять прошивки. Они эффективны, например, при окончательной обработке отверстий под призонные болты или установочные штифты в отливках из алюминиевых сплавов.
Получение резьбы накатыванием осуществляется копированием профиля накатного инструмента путем его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и станках-автоматах накатывают резьбы диаметром 5-25 мм одним роликом. Резьбу накатывают при вращении заготовки в патроне или цанге и при поступательном перемещении суппорта станка вместе с накатником 3, в который вмонтирован накатной ролик 2.
На токарных, токарно-револьверных станках и станках-автоматах накатывают резьбы диаметром 5-25 мм одним роликом. Резьбу накатывают при вращении заготовки в патроне или цанге и при поступательном перемещении суппорта станка вместе с накатником 3, в который вмонтирован накатной ролик 2.
Накатывание резьб
При этом необходимо следить за величиной деформации заготовки под действием односторонней радиальной силы. Накатывание резьбы диаметром до 50 мм происходит в более благоприятных условиях при применении резьбонакатных головок с тремя и более роликами.
Головки могут быть самораскрывающимися и нераскрывающимися. Ролики выполняют с кольцевой и винтовой резьбой. Ролики с кольцевой резьбой устанавливают в головке под углом подъема винтовой линии накатываемой резьбы . Ролики с винтовой резьбой устанавливают параллельно оси заготовки. Резьбонакатные головки по принципу работы не отличаются от резьбонарезных головок. Накатывание резьбы производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку.
Накатывание резьбы производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку.
При накатывании поверхность резьбы получается уплотненной и без микронеровностей, характерных для обработки резанием, что повышает прочность резьбы. Резьбы можно накатывать на деталях из различных материалов. Материал считается пригодным для накатывания резьбы, если его относительное удлинение d >12%. При накатывании резьб рекомендуется применять в качестве смазочно-охлаждающей жидкости эмульсию или масло.
Для получения резьбы методом пластической деформации на внутренней поверхности применяют раскатники (рисунок слева). Раскатник имеет заборную часть с конической резьбой длиной L1=3P для глухих и L=(10-20)Р для сквозных отверстий. Калибрующая часть выполнена с цилиндрической резьбой длиной L2=(5-8)Р. По всей рабочей части раскатника выполняется огранка r=0,2-0,6 мм для уменьшения сил трения при обработке резьбы.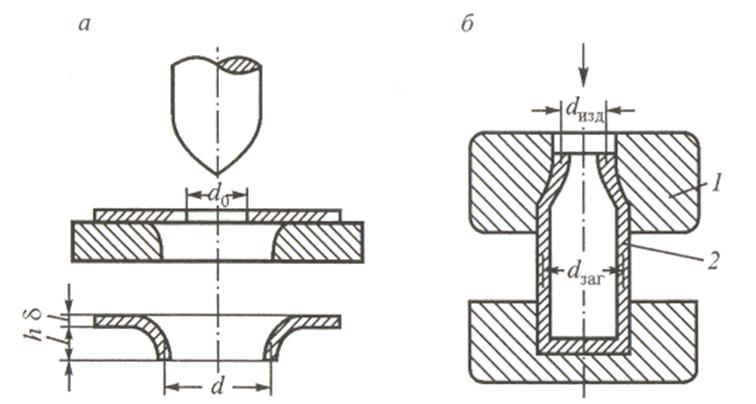 В процессе работы раскатчик вращается относительно детали при принудительной подаче вдоль оси.
В процессе работы раскатчик вращается относительно детали при принудительной подаче вдоль оси.
Накатка резьбы
Накатывание
внутренних резьб
Схема накатывания наружных резьб
Шлицевые поверхности валов обрабатывают на горизонтально-фрезерных станках в делительных приспособлениях, на зубофрезерных станках, специальных шлицефрезерных станках, а также на шлифовальных станках.
Холодное накатывание. Валы с накатанными шлицами могут выдерживать более высокие (примерно на 40%) нагрузки, чем обработанные резанием. В ряде случаев холодное накатывание шлицев позволяет отказаться от термической обработки шлицевых валов и шлифования шлицев.
Чем больше число шлицев, тем плавнее идет процесс накатывания. При накатывании эвольвентных шлицев двумя-тремя роликами получают погрешность по шагу до 0,03 мм. При длине шлицев свыше 250 мм этот метод производительнее шлицефрезерования примерно в 10 раз, при длине шлицев свыше 100 мм — в 4. ..7 раз.
..7 раз.
Накатывание шлицевых валов
При накатывании профильными роликами пластические деформации проникают на большую глубину в обрабатываемую заготовку, и в процессе накатки происходит ее удлинение, вытесненный металл частично размещается и на наружной поверхности детали. После накатывания деталь должна быть подвергнута наружному шлифованию.
При накатывании многороликовыми головками поверхностные слои обрабатываемой детали упрочняются на 20…30%; стойкость инструментальной головки составляет до 100 тыс. деталей. Этот метод обработки высокопроизводительный, но каждая многороликовая головка предназначена для обработки только одного размера шлицев.
Он заключается в том, что большое число кратковременных воздействий инструмента на деталь приводит к равномерному холодному «течению» материала по периметру и длине детали, в результате чего образуются зубчатые венцы желаемой формы.
Процесс холодного накатывания
Накатывание зубчатых колес
Зубья цилиндрических и конических зубчатых колес могут быть образованы горячим или холодным накатыванием. При горячем накатывании венец обрабатываемой заготовки нагревают токами высокой частоты до температуры 1100—1200° С и обкатывают его между вращающимися валками-накатниками.
При этом на венце выдавливаются зубья. Этим способом производят обычно предварительное формообразование зубьев (9—10-я степень точности). Для получения зубьев колес с более высокой точностью требуется последующая механическая их обработка или их холодное обкатывание — калибровка (7—8-я степень точности).
Зубонакатывание, процесс образования или обработки зубьев зубчатых колес, зубчатых реек и червяков без снятия стружки, путем пластического деформирования металла. Различают зубонакатывание формообразующее и упрочняющее.
Зубонакатывание осуществляется на зубонакатном станке с предварительным нагревом заготовки или без нагрева.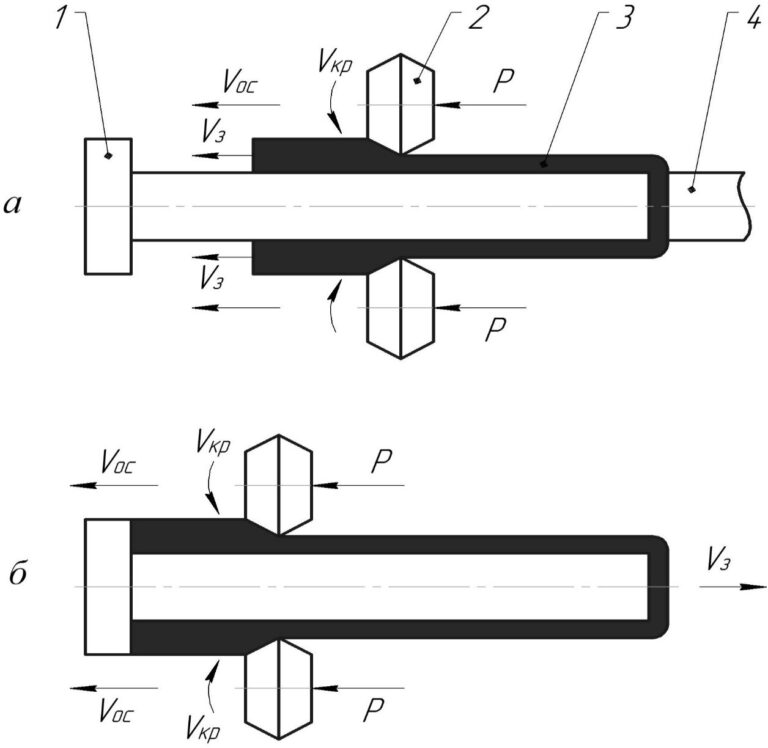 Зубонакатные станки бывают с осевой или радиальной подачей. Осевая подача обеспечивает более высокую точность зубчатого колеса, но дает несколько меньшую производительность. Применение зубонакатных станков исключает необходимость чернового, а иногда и чистового зубонарезания. Упрочняющее Зубонакатывание — обработка уже имеющихся зубьев поверхностным пластическим деформированием с целью повышения их усталостной прочности, износостойкости и долговечности осуществляется на специальных зубонакатных станках.
Зубонакатные станки бывают с осевой или радиальной подачей. Осевая подача обеспечивает более высокую точность зубчатого колеса, но дает несколько меньшую производительность. Применение зубонакатных станков исключает необходимость чернового, а иногда и чистового зубонарезания. Упрочняющее Зубонакатывание — обработка уже имеющихся зубьев поверхностным пластическим деформированием с целью повышения их усталостной прочности, износостойкости и долговечности осуществляется на специальных зубонакатных станках.
Зубонакатывание производят зубонакатным инструментом — зубчатыми накатниками (валками), работающими по методу обкатки, или роликами, дисковыми фасонными валками и др. — по методу копирования. Материал инструмента — обычно или сталь.
Накатывание рифлений
Накатывание рифлений проводят цилиндрическими роликами, свободно установленными на осях в специальных державках. Обработку выполняют на токарных, револьверных станках и автоматах как один из переходов обработки или как самостоятельную операцию на специальных станках. Рифления на плоских поверхностях накатывают на строгальных, долбежных и фрезерных станках. Накатываемые рифления могут быть прямыми и сетчатыми (ГОСТ 21474 — 75)
Обработку выполняют на токарных, револьверных станках и автоматах как один из переходов обработки или как самостоятельную операцию на специальных станках. Рифления на плоских поверхностях накатывают на строгальных, долбежных и фрезерных станках. Накатываемые рифления могут быть прямыми и сетчатыми (ГОСТ 21474 — 75)
Цилиндрические рукоятки различных измерительных инструментов, рукоятки калибров, головки микрометрических винтов и др. для удобства пользования, захвата и удержания делают не гладкими, а рифленными. Совокупность рифлений на поверхности детали называют накаткой, а процесс ее получения — накатыванием. Накатка бывает прямой и сетчатой перекрестной.
Накатывают рифления на обычных токарно-винторезных станках посредством закаленных роликов-накатников для прямого и сетчатого рифления, которые свободно вращаются на оси державки, закрепленной на суппорте станка.
Прямое и сетчатое рифления
Процессы поверхностного пластического деформирования — NovaInfo 80
 org/Person»>Полетаев В.А.
org/Person»>Полетаев В.А.Ивановская пожарно-спасательная академия ГПС МЧС России
NovaInfo 80, с.1-5, скачать PDF
Опубликовано
Раздел: Технические науки
Просмотров за месяц: 4
CC BY-NC
Аннотация
Поверхностное пластическое деформирование (ППД) – это обработка деталей давлением (без снятия стружки), при которой пластически деформируется только их поверхностный слой. ППД осуществляется инструментом, деформирующие элементы которого (шарики, ролики или тела иной конфигурации) взаимодействуют с обрабатываемой поверхностью по схемам качения, скольжения или внедрения.
Ключевые слова
ОБРАБОТКА, МАГНИТНОЕ ПОЛЕ, НАСОС
Текст научной работы
Поверхностное пластическое деформирование (ППД) – это обработка деталей давлением (без снятия стружки), при которой пластически деформируется только их поверхностный слой. ППД осуществляется инструментом, деформирующие элементы которого (шарики, ролики или тела иной конфигурации) взаимодействуют с обрабатываемой поверхностью по схемам качения, скольжения или внедрения.
ППД осуществляется инструментом, деформирующие элементы которого (шарики, ролики или тела иной конфигурации) взаимодействуют с обрабатываемой поверхностью по схемам качения, скольжения или внедрения.
При ППД по схеме качения деформирующие элементы (как правило, ролик или шарик) прижимается к поверхности детали с фиксированной силой, перемещается относительно нее, совершая при этом вращение вокруг своей оси. В зоне локального контакта деформирующего элемента с обрабатываемой поверхностью возникает очаг пластической деформации (ОД), который перемещается вместе с инструментом, благодаря чему поверхностный слой последовательно деформируется на глубину h, равную глубине распространения ОД.
В соответствии с ГОСТ 18296 поверхностное пластическое деформирование при качении инструмента по поверхности деформируемого материала называется накатыванием. В свою очередь, накатывание подразделяется на обкатывание и раскатывание в зависимости от того, какие поверхности обрабатываются: выпуклые (валы, галтели), плоские или вогнутые (например, отверстия). Достоинством накатывания является снижение сил трения между инструментом и обрабатываемым материалом.
Достоинством накатывания является снижение сил трения между инструментом и обрабатываемым материалом.
К методам ППД, в которых ДЭ работают по схеме скольжения, относятся выглаживание и дорнование. Для этих процессов ДЭ должны изготавливаться из материалов, имеющих высокую твердость (алмаз, твердый сплав и т.п.) и несклонных к адгезионному схватыванию с обрабатываемым материалом.
Выглаживание применяется для ППД закаленных сталей и деталей маложестких, т.е. тогда, когда невозможно применить обработку накатыванием.
Недостатком выглаживания является низкая производительность и невысокая стойкость инструмента.
Методы накатывания, выглаживания и деформирующего протягивания относятся к методам статического поверхностного деформирования. Характерным признаком этих методов является стабильность формы и размеров ОД в стационарной фазе процесса.
Наряду с этими методами в машиностроении существует большое число методов ППД, основанных на динамическом (ударном) воздействии инструмента на поверхность детали). В этих процессах инструмент внедряется в поверхностный слой детали перпендикулярно профилю поверхности или под некоторым углом к ней. Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично, оставляют на ней большое число локальных пластических отпечатков, которые в результате покрывают (с перекрытием или без него) всю поверхность. Размеры очага деформации зависят от материала детали, размеров и формы инструмента и от энергии удара по поверхности. К методам ударного ППД относятся чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-ударная обработка и др.
В этих процессах инструмент внедряется в поверхностный слой детали перпендикулярно профилю поверхности или под некоторым углом к ней. Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично, оставляют на ней большое число локальных пластических отпечатков, которые в результате покрывают (с перекрытием или без него) всю поверхность. Размеры очага деформации зависят от материала детали, размеров и формы инструмента и от энергии удара по поверхности. К методам ударного ППД относятся чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-ударная обработка и др.
Поверхностное пластическое деформирование: повышает плотность дислокаций в упрочненном слое; измельчает исходную структуру; повышает величину твердости поверхности; уменьшает величину шероховатости; повышает износостойкость деталей и сопротивление схватыванию; увеличивает предел выносливости.
Из перечисленных выше методов ППД наиболее эффективным для упрочнения коррозионностойких сталей является метод алмазного выглаживания.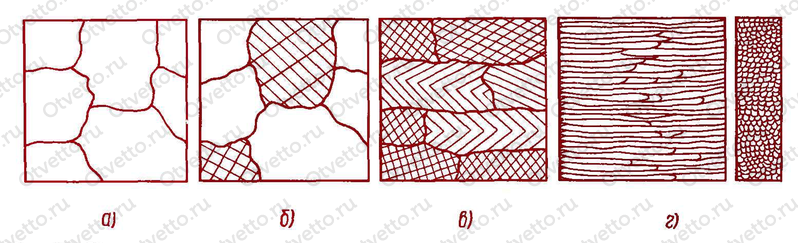
Выглаживание заключается в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом — выглаживателем. При этом неровности поверхности, оставшиеся от предшествующей обработки, сглаживаются частично или полностью, поверхность приобретает зеркальный блеск, повышается твердость поверхностного слоя, в нем образуются сжимающие остаточные напряжения, изменяется микроструктура и создается направленная структура (текстура). После выглаживания поверхность остается чистой, не шаржированной осколками абразивных зерен, что обычно происходит при процессах абразивной обработки. Такое сочетание свойств выглаженной поверхности предопределяет ее высокие эксплуатационные качества — износостойкость, сопротивление усталости и т.д.
Стойкость природных и синтетических кристаллов алмаза примерно одинакова. Формирование поверхностного слоя при алмазном выглаживании происходит вследствие пластической деформации обрабатываемой поверхности. Под действием радиальной силы, действующей на поверхность контакта алмаза с деталью, возникают контактные давления.
Если их величина превышает предел текучести, возникает пластическая деформация тонких поверхностных слоев. При пластической деформации поверхностный слой приобретает волокнистое специфическое строение (текстуру), исходная кристаллическая решетка искажается.
Эффективность алмазного выглаживания различных материалов в значительной мере определяется их структурным исходным состоянием. При выглаживании деталей из стали 45 установлено, что наиболее интенсивно возникает деформация в феррите, менее интенсивно — в перлите за счет ее блокирования хрупкими цементитными пластинами. Характерно, что насыщение поверхностного слоя дислокациями происходит при выглаживании деталей с определенной силой Pу= 200 Н (для стали 45). При алмазном выглаживании происходят структурные и фазовые превращения. Так, выглаживание деталей из низкоуглеродистой стали, приводит к увеличению концентрации на поверхности атомов углерода в 1,5–2 раза по сравнению со шлифованием. Высокая эффективность упрочнения мартенситной структуры и увеличение предела выносливости по сравнению с сорбитной при поверхностной пластической деформации объясняется более высокой плотностью дефектов, образующихся при деформировании стали с большим содержанием углерода в твердом растворе, а также дополнительным упрочняющим влиянием взаимодействия дислокаций с атомами углерода в мартенсите. Эксплуатационные характеристики деталей машин определяются качеством поверхностного слоя. В тонком поверхностном слое возникают усталостные трещины, происходят процессы коррозии и начинается изнашивание. На процессы изнашивания при контактном взаимодействии будут оказывать влияние как геометрические характеристики поверхностного слоя (макро-отклонения, волнистость, шероховатость), так и физико-механические свойства (твердость и остаточные напряжения, глубина и степень деформационного упрочнения, структурное состояние металла). Шероховатость (высота, форма неровностей и их направление) в значительной степени влияет на износостойкость деталей. Результаты исследований показали, что 70–80 % всей вариации показателей износостойкости связаны с параметрами шероховатости.
Эксплуатационные характеристики деталей машин определяются качеством поверхностного слоя. В тонком поверхностном слое возникают усталостные трещины, происходят процессы коррозии и начинается изнашивание. На процессы изнашивания при контактном взаимодействии будут оказывать влияние как геометрические характеристики поверхностного слоя (макро-отклонения, волнистость, шероховатость), так и физико-механические свойства (твердость и остаточные напряжения, глубина и степень деформационного упрочнения, структурное состояние металла). Шероховатость (высота, форма неровностей и их направление) в значительной степени влияет на износостойкость деталей. Результаты исследований показали, что 70–80 % всей вариации показателей износостойкости связаны с параметрами шероховатости.
В начале работы узла трения контакт поверхностей деталей происходит по вершинам микронеровностей, фактическая площадь контакта мала, а удельные нагрузки большие, часто превышающие предел текучести. Как следствие, происходит разрушение микронеровностей за счет их пластического деформирования или среза, между соприкасающимися поверхностями появляется зазор. Высота неровностей в этот период уменьшается на 65–75 %, что должно привести к увеличению фактической площади контакта, а следовательно, к снижению давления. Однако появление зазоров вызывает увеличение динамической составляющей нагрузки, что затягивает период приработки, а в особо тяжелых условиях контактного нагружения может привести к катастрофическому изнашиванию, минуя фазу установившегося износа.
Высота неровностей в этот период уменьшается на 65–75 %, что должно привести к увеличению фактической площади контакта, а следовательно, к снижению давления. Однако появление зазоров вызывает увеличение динамической составляющей нагрузки, что затягивает период приработки, а в особо тяжелых условиях контактного нагружения может привести к катастрофическому изнашиванию, минуя фазу установившегося износа.
При работе в легких и средних условиях в период приработки шероховатость приобретает оптимальную высоту и направление, почти не зависящие от первоначальной геометрии. Поэтому важно в процессе механической обработки создавать поверхности, шероховатость которых по возможности будет соответствовать приработанным поверхностям трения для конкретных условий изнашивания. В общем случае изнашивание в зависимости от высоты неровностей имеет характер с явно выраженным оптимумом. Возрастание износа с увеличением высоты неровностей обусловлено механическим зацеплением, срезом и их смятием, а при уменьшении высоты неровностей по сравнению с оптимальной поверхностью износ увеличивается за счет возникновения молекулярного сцепления и заедания плотно соприкасающихся поверхностей.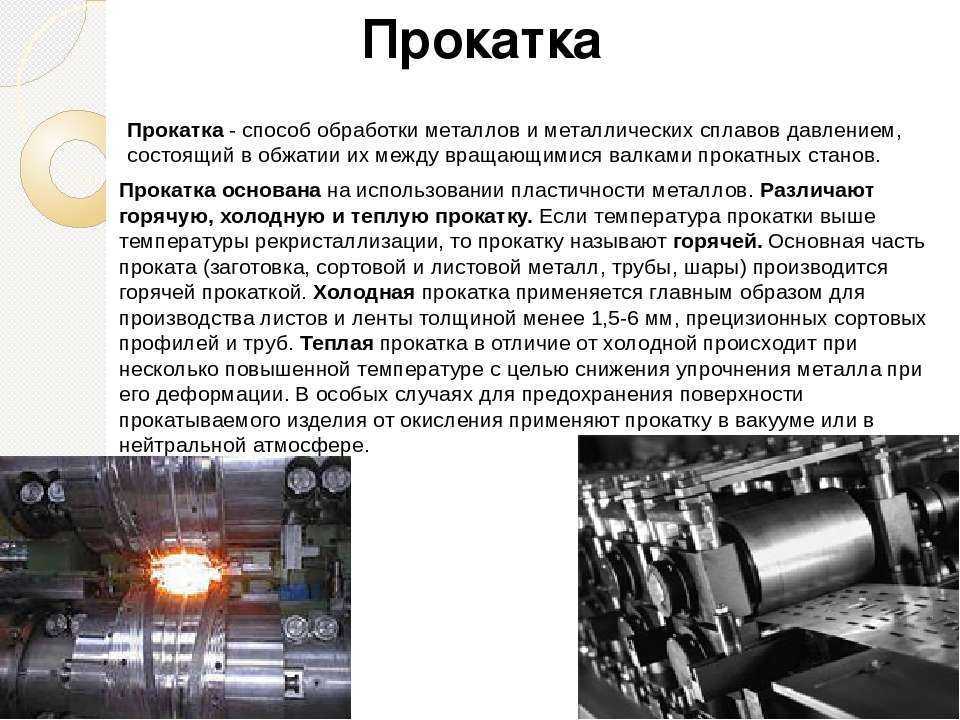
Как указывалось выше, гальваническое нанесение хрома в машиностроении весьма эффективно, но не лишено недостатков. Так, покрытие по мере износа может отслаиваться от поверхности детали под действием абразивных включений, попадающих в трущиеся поверхности. Поэтому требуется дополнительная обработка методом пластического деформирования с целью ликвидации рисок и задиров на поверхности покрытия.
Металлизированные покрытия, также нашедшие широкое применение в машиностроении, имеют недостатки. Исследованиями установлено, что в металлизированном покрытии имеется большое количество пор. Поры хорошо удерживают масло при работе деталей в узлах трения с применением смазки. Однако, при работе поверхностей трения в условиях контакта с жидкой средой такие покрытия разрушаются из-за расклинивающего эффекта жидкости в порах. Поры необходимо закрыть, и это возможно только при помощи дополнительной обработки методом пластического деформирования.
Поэтому задачей данной работы является проведение экспериментов по исследованию влияния метода пластического деформирования, в частности, метода алмазного выглаживания на изнашивание поверхностей трения наносимых покрытий.
Читайте также
Список литературы
- Насосы: Каталог–справочник 3–е изд. испр / Д.Н. Азарх, Н.В. Попова, Л.П. Монахова. – ВНИИгидромашиностроение. – Л..: – Машгиз (Ленингр. отд–ние), 1960. – 552 с.
- Насосы: Справочное пособие / К. Бадене, А. Градевальд [и др.] пер. с нем. В.В. Малюшенко, М.К. Бобка. – М.: Машиностроение, 1979. – 502 с.
- Насосы и компрессоры. /М.: Недра. – 1974. – 296 с.
- Котов, О.К. Поверхностное упрочнение деталей химико–термическими методами / О.К. Котов. – М.: Машиностроение, 1969. – 344 с.
- Абрамов, В.В. Напряжения и деформация при термической обработке стали /В.В. Абрамов. – Киев.: Вища шк., 1985. – 135 с.
Цитировать
Полетаев, В.А. Процессы поверхностного пластического деформирования / В.А. Полетаев. — Текст : электронный // NovaInfo, 2018. — № 80. — С. 1-5. — URL: https://novainfo.ru/article/14775 (дата обращения: 19. 09.2022).
09.2022).
Поделиться
Изготовление деталей методами пластической деформации (стр. 1 из 5)
Министерство образования Республики Беларусь
Учреждение образования Гродненский государственный университет имени Янки Купалы
Факультет экономики и управления
Кафедра экономика и управление на предприятии
Контрольная работа
по предмету
Производственные технологии
Изготовление деталей методами пластической деформации
Автор работы
Т.Ф. Пупчик
Гродно 2006 год
СОДЕРЖАНИЕ
1. ПРОКАТКА КАК ОДИН ИЗ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ. ПРОКАТНОЕ ПРОИЗВОДСТВО
2. ВОЛОЧЕНИЕ
3. ПРЕССОВАНИЕ
4. КОВКА
5. ШТАМПОВКА
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
Для получения деталей применяют различные заготовки. Металлические заготовки изготавливают литьем, прокаткой, ковкой, штамповкой и другими способами.
Методами пластической деформации получают заготовки из стали, цветных металлов и их сплавов, а также пластмасс, резины, многих керамических материалов и др. Широкое распространение методов пластической деформации обусловливается их высокой производительностью и высоким качеством изготавливаемых изделий. Важной задачей технологии является получение заготовок, максимально приближавшихся по форме и размерам к готовым деталям. Заготовки, получаемые методами пластической деформации, имеют минимальные припуски на механическую обработку, а иногда и не требуют ее вовсе. Структура металлической заготовки и ее механические свойства после пластической деформации улучшаются.
Широкое распространение методов пластической деформации обусловливается их высокой производительностью и высоким качеством изготавливаемых изделий. Важной задачей технологии является получение заготовок, максимально приближавшихся по форме и размерам к готовым деталям. Заготовки, получаемые методами пластической деформации, имеют минимальные припуски на механическую обработку, а иногда и не требуют ее вовсе. Структура металлической заготовки и ее механические свойства после пластической деформации улучшаются.
Обработка металлов давлением основана на пластической деформации. Этим методом изготавливают заготовки и изделия массой от нескольких граммов до сотен тонн из металлов и сплавов. Обработка металлов давлением включает: прокатку, ковку, штамповку, прессование и волочение. Это один из прогрессивных и распространенных методов получения заготовок деталей машин.
Обработка металлов давлением основана на свойстве пластичности обрабатываемого материала. «Пластичность — это способность материала, изменять свою форму необратимо и не разрушаясь, под действием внешних сил». В результате обработки давлением изменяется форма заготовки без изменения ее массы. Обработке давлением можно подвергать только те материалы, которые обладают пластичностью в холодном или нагретом состоянии. Пластическая деформация твердых тел происходит в результате смещения атомов по кристаллографическим плоскостям, в которых расположено наибольшее количество атомов. В результате искажения кристаллической решетки — наклепа при деформации в холодном состоянии — свойства кристалла изменяются: увеличивается твердость, прочность, хрупкость; уменьшается пластичность, вязкость, коррозийная стойкость, электропроводность. Для восстановления пластических свойств, устранения наклепа производят раскристаллизационный отжиг, после которого материал приобретает прежние свойства. При этом материал из неустойчивого состояния наклепа постепенно переходит в устойчивое, равновесноесостояние.
В результате обработки давлением изменяется форма заготовки без изменения ее массы. Обработке давлением можно подвергать только те материалы, которые обладают пластичностью в холодном или нагретом состоянии. Пластическая деформация твердых тел происходит в результате смещения атомов по кристаллографическим плоскостям, в которых расположено наибольшее количество атомов. В результате искажения кристаллической решетки — наклепа при деформации в холодном состоянии — свойства кристалла изменяются: увеличивается твердость, прочность, хрупкость; уменьшается пластичность, вязкость, коррозийная стойкость, электропроводность. Для восстановления пластических свойств, устранения наклепа производят раскристаллизационный отжиг, после которого материал приобретает прежние свойства. При этом материал из неустойчивого состояния наклепа постепенно переходит в устойчивое, равновесноесостояние.
В ходе контрольной работы мы попытаемся дать краткую характеристику основных способов формообразования: прокатка, волочение, прессование, ковка, штамповка. Проанализировать успешность применения каждого из этих способов на практике, используя различные источники информации по материаловедению и технологии металлов.
Проанализировать успешность применения каждого из этих способов на практике, используя различные источники информации по материаловедению и технологии металлов.
1. ПРОКАТКА КАК ОДИН ИЗ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ. ПРОКАТНОЕ ПРОИЗВОДСТВО
Прокатка металлов — способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов. Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них углублениями (ручьями), которые при совмещении двух валков образуют так называемые калибры. Благодаря свойственной прокатке непрерывности рабочего процесса, она является наиболее производительным методом придания изделиям требуемой формы. При прокатке металл, как правило, подвергается значительной пластической деформации сжатия, в связи, с чем разрушается его первичная литая структура и вместо неё образуется структура, более плотная и мелкозернистая, что обусловливает повышение качества металла. Таким образом, прокатка служит не только для изменения формы обрабатываемого металла, но и для улучшения его структуры и свойств.
Как и другие способы обработки металлов давлением, прокатка основана на использовании пластичности металлов. Различают горячую, холодную и тёплую прокатку. Основная часть проката (заготовка, сортовой и листовой металл, трубы, шары и т.д.) производится горячей прокаткой при начальных температурах: стали 1000—1300 °С, меди 750—850 °С, латуни 600—800 °С, алюминия и его сплавов 350—400 °С, титана и его сплавов 950—1100°С, цинка около 150 °С. Холодная прокатка применяется главным образом для производства листов и ленты толщиной менее 1,5—6 мм, прецизионных сортовых профилей и труб; кроме того, холодной прокатке подвергают горячекатаный металл для получения более гладкой поверхности и лучших механических свойств, а также в связи с трудностью нагрева и быстрым остыванием изделий малой толщины. Теплая прокатка, в отличие от холодной, происходит при несколько повышенной температуре с целью снижения упрочнения (наклёпа) металла при его деформации.
В особых случаях для предохранения поверхности прокатываемого изделия от окисления применяют прокатку в вакууме или в нейтральной атмосфере.
Известны три основных способа прокатки: продольная, поперечная и винтовая (или косая). При продольной прокатке деформация обрабатываемого изделия происходит между валками, вращающимися в противоположных направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а).
Рис. 1 Схема продольной (а), поперечной (б) и винтовой (в) прокатки: 1 — прокатываемый металл; 2 и 3 — валки
Поперечная прокатка (см. рис. 1, б) и винтовая (косая) прокатка (см. рис. 1, в) служат лишь для обработки тел вращения. При поперечной прокатке металлу придаётся вращательное движение относительно его оси и, следовательно, он обрабатывается в поперечном направлении. При винтовой прокатке вследствие косого расположения валков металлу, кроме вращательного, придаётся ещё поступательное движение в направлении его оси. Если поступательная скорость прокатываемого металла меньше окружной скорости вследствие его вращения, прокатка называется также поперечно-винтовой, а если больше — продольно-винтовой. Поперечная прокатка применяется для обработки зубьев шестерён и некоторых других деталей, поперечно-винтовая — в производстве цельнокатаных труб, шаров, осей и других тел вращения (см. рис.2).
Если поступательная скорость прокатываемого металла меньше окружной скорости вследствие его вращения, прокатка называется также поперечно-винтовой, а если больше — продольно-винтовой. Поперечная прокатка применяется для обработки зубьев шестерён и некоторых других деталей, поперечно-винтовая — в производстве цельнокатаных труб, шаров, осей и других тел вращения (см. рис.2).
Рис. 2 Схема винтовой прокатки круглых периодических профилей
Продольно-винтовая прокатка находит применение при производстве свёрл. При продольной прокатке, когда металл проходит между валками, высота его сечения уменьшается, а длина и ширина увеличиваются (см. рис. 3).
Рис. 3 Схема деформации металла при продольной прокатке
Разность высот сечения металла до и после прохода между валками называется линейным (абсолютным) обжатием: h = h0 — h1.
Отношение этой величины к первоначальной высоте h0, выраженное в процентах
, называется относительным обжатием; за один проход оно обычно составляет 10—60%, а иногда и больше (до 90%). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после прокатки). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после прокатки). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
Область (объём) между валками, в которой прокатываемый металл непосредственно с ними соприкасается, называется очагом деформации; здесь происходят обжатие металла. Небольшие участки, примыкающие с обеих сторон к очагу деформации, называются внеконтактными зонами деформации; в них металл деформируется лишь в незначительной степени. Очаг деформации состоит из двух основных участков: зоны отставания, в которой средняя скорость металла меньше горизонтальной составляющей окружной скорости валков, и зоны опережения, в которой скорость металла относительно выше. Поэтому скорость выхода прокатываемого металла из валков несколько больше (на 2—6%) их окружной скорости. Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения — против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата , т. е. угла между радиусами, проведёнными от оси валков к точкам А и В (см. рис.3), не превысил коэффициента трения: tg . В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки.
Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения — против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата , т. е. угла между радиусами, проведёнными от оси валков к точкам А и В (см. рис.3), не превысил коэффициента трения: tg . В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки.
Зайдес С.А. Новые способы поверхностного пластического деформирования при изготовлении деталей машин
Зайдес Семён Азикович – д-р техн. наук, проф., зав. кафедрой машиностроительных технологий и материалов, Иркутский национальный исследовательский технический университет, Иркутск, Россия. E-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
E-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
1. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием. М.: Машиностроение, 1987. 328 с.
2. Зайдес С.А., Забродин В.А., Мураткин В.Г. Поверхностное пластическое деформирование. Иркутск: Изд-во ИГТУ, 2002. 304 с.
3. Суслов А.Г. Качество поверхностного слоя деталей машин. Москва: Машиностроение, 2000. 320 с.
4. Блюменштейн В.Ю., Смелянский В.М. Механика технологического наследования на стадиях обработки и эксплуатации деталей машин. Москва: Машиностроение, 2007. 399 с.
5. Зайдес С.А. Прогрессивные методы обработки металлов давлением в технологии машиностроения // Вестник ИрГТУ. 1997. № 1. С. 80–85.
6. Зайдес С.А. Изготовление деталей машин холодным пластическим деформированием // Автоматизация и современные технологии. 1998. № 1. С. 9–11.
7. Зайдес С.А. Охватывающее поверхностное пластическое деформирование.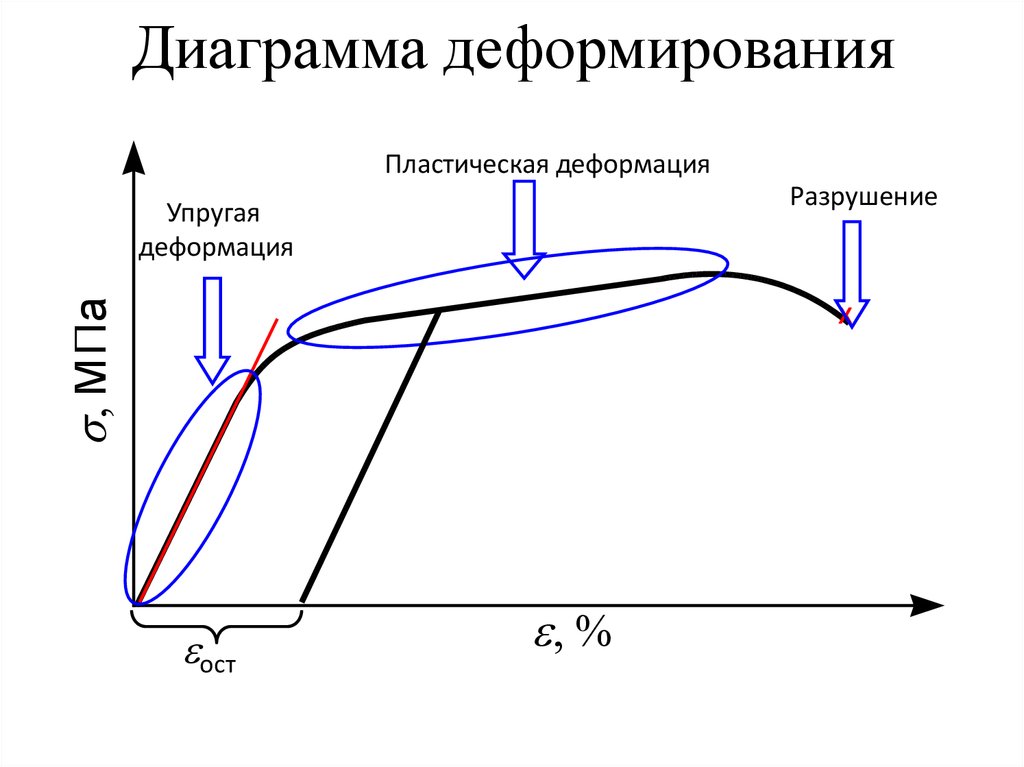 Иркутск: Изд-во ИрГТУ, 2001. 311 с.
Иркутск: Изд-во ИрГТУ, 2001. 311 с.
8. Сегерлинд Л. Применение метода конечных элементов. М.: Мир, 1979. 392 с.
9. Галлагер Р. Метод конечных элементов. М.: Мир, 1984. 430 с.
10. Зайдес С.А. Оценка сходимости метода переменных параметров упругости при решении осесимметричных задач // Перспективные материалы, технологии, конструкции: сб. науч. тр. Красноярск, 1998. Вып. 4. С. 149–154.
11. Зайдес С.А. Остаточные напряжения и качество калиброванного металла. Иркутск: Изд-во Иркутск. гос. ун-та, 1992. 200 с.
12. Пшибыльский В. Технология поверхностной пластической обработки: пер. с польск. М.: Металлургия, 1991. 479 c.
13. Дальский А.М., Базаров Б.М., Васильев А.С. Технологическая наследственность в машиностроительном производстве. М.: Изд-во МАИ, 2003. 364 c.
14. Отений Я.Н. Технологическое обеспечение качества деталей машин поверхностным пластическим деформированием: монография. Волгоград: Политехник, 2005. 224 c.
224 c.
15. Зайдес С.А., Забродин В.А., Мураткин Г.В. Поверхностное пластическое деформирование. Иркутск: Изд-во Иркутск. гос. техн. ун-та, 2002. 304 с.
16. Дрозд М.С., Матлин М.М., Сидякин Ю.И. Инженерные расчеты упругопластической контактной деформации. М.: Машиностроение, 1986. 224 c.
17. Зайдес C.A., Скороходов K.A., Кургузов A.C. Устройство для упрочнения поверхности цилиндрических деталей: а.с. 1719191 СССР, МКИ 3 кл. 24 В 39/04. 4806904/27; заявл. 28.03.96; опубл. 15.03.92. Бюл. №10.
18. Зайдес С.А., Горбунов А.В. Определение механических свойств поверхностного слоя маложестких валов, упрочненных поверхностным пластическим деформированием // Упрочняющие технологии и покрытия. 2015. №3, (123). С. 15–19.
19. Зайдес С.А., Горбунов А.В. Повышение эффективности упрочнения маложестких валов центробежным обкатыванием // Упрочняющие технологии и покрытия. 2015. №4 (124). С. 6–13.
20. Поперечно-клиновая прокатка / Андреев Г. В., Клушкин В.А., Макушок Е.М., Сегал В.М., Щукин В.Я. Минск: Наука и техника, 1974. 160 с.
В., Клушкин В.А., Макушок Е.М., Сегал В.М., Щукин В.Я. Минск: Наука и техника, 1974. 160 с.
21. Щукин В.Я. Основы поперечно-клиновой прокатки/ под ред. А.В. Степаненко. Мн.: Наука и техника, 1986. 223 с.
22. Фам Дак Фыонг, Зайдес С.А., Нгуен Ван Хуан. Определение условий поперечной обкатки при поверхностном пластическом деформировании // Вестник ИрГТУ. 2015. №4. С. 48–52.
23. Зайдес С.А., Фам Дак Фыонг. Аналитический расчет остаточных напряжений при упрочнении цилиндрических деталей поперечной обкаткой // Вестник ИрГТУ. 2015. № 12. C. 40–46.
24. Зайдес С.А., Фам Дак Фыонг. Оценка напряженно-деформированного состояния цилиндрических деталей после поперечной обкатки плоскими плитами // Наукоемкие технологии в машиностроении. 2017. №5 (71). С. 38–43.
25. Зайдес С.А., Фам Дак Фыонг. Оценка качества цилиндрических деталей после поперечной обкаткой плоскими плитами // Упрочняющие технологии и покрытия. 2016. №7 (139). С. 14–18.
26. Зайдес С.А., Фам Дак Фыонг. Устройство для обкатывания цилиндрических изделий плоскими инструментами: пат. 2600302 РФ. Опубл. 20.10.2016. Бюл. № 29.
Зайдес С.А., Фам Дак Фыонг. Устройство для обкатывания цилиндрических изделий плоскими инструментами: пат. 2600302 РФ. Опубл. 20.10.2016. Бюл. № 29.
27. Зайдес С.А., Нгуен Ван Хинь. Оценка качества поверхностного слоя при реверсивном поверхностном пластическом деформировании // Вестник ИрГТУ. 2016. № 6. С. 34–40.
28. Зайдес С.А., Нгуен Ван Хинь. Влияние параметров осциллирующего выглаживания на шероховатость упрочненных поверхностей // Вестник ИрГТУ. 2017. Т. 21. №4. С. 22–29.
29. Обработка деталей поверхностным пластическим деформированием: монография / под ред. С.А. Зайдеса. Иркутск: Изд-во ИрГТУ, 2014. 559 с.
30. Шнейдер Ю.Г. Технология финишной обработки давлением: справочник. СПб: Политехника, 1988. 414 с.
31. Фридман. Я.Б. Механические свойства материалов:
в 2 ч. М.: Машиностроение, 1974. Ч. 1: Деформация и разрушение. 472 с.
32. Рыжов Э.В., Суслов А.Г., Федоров В.П. Технологическое обеспечение эксплуатационных свойств деталей машин. М.: Машиностроение, 1979. 176 c.
М.: Машиностроение, 1979. 176 c.
33. Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. М.: Машиностроение. 2002. 299 с.
34. Жасимов М. М. Управление качеством деталей при поверхностном пластическом деформировании. Алма-Ата: Наука, 1986. 205 с.
35. Зайдес С.А., Нгуен Ван Хинь. Влияние параметров осциллирующего выглаживания на шероховатость упрочненных поверхностей // Вестник ИрГТУ. 2017. № 4. С. 22–29.
Обработка алюминиевых сплавов интенсивной пластической деформацией
[1]
Э.О. Холл, проц. Рой. соц. В 64 (1951), с.747.
[2]
NJ Petch, J. Iron Steel Inst. 174 (1953), с.25.
Iron Steel Inst. 174 (1953), с.25.
[3]
Т.Г. Лэнгдон, Металл. Транс. 13А (1982), стр. 689.
[4]
Ю.Т. Чжу, Т.С. Лоу и Т.Г. Лэнгдон, Scripta Mater. 51 (2004), стр. 825.
[5]
Х. Гляйтер, Prog. Матер. науч. 33 (1989), стр. 223.
[6]
У. Эрб, А.М. Эль-Шерик, Г. Палумбо и К.Т. Ауст, Наноструктур. Матер. 2 (1993), с.383.
Эрб, А.М. Эль-Шерик, Г. Палумбо и К.Т. Ауст, Наноструктур. Матер. 2 (1993), с.383.
[7]
CC Кох и Ю.С. Чо, Наноструктур. Матер. 1 (1992), стр. 207.
[8]
Д.Б. Уиткин и Э.Дж. Лаверна, прог. Матер. науч. 51 (2006), с.1.
[9]
Р.З. Валиев, Р.К. Исламгалиев и И.В. Александров, прог. Матер. науч. 45 (2000), стр. 103.
[10]
В. М. Сегал, В.И. Резников, А.Е. Дробышевский и В.И. Копылов, Русский Металл. 1 (1981), с.99.
М. Сегал, В.И. Резников, А.Е. Дробышевский и В.И. Копылов, Русский Металл. 1 (1981), с.99.
[11]
В.М. Сигал, мэтр. науч. англ. А197 (1995), стр. 157.
[12]
Н.А. Смирнова, В.И. Левит, В.И. Пилюгин, Р.И. Кузнецов, Л.С. Давыдова и В.А. Сазонова, физ. Встретились. Металлолюб 61 (1986), с.1170.
[13]
А.П. Жиляев, Г.В. Нурисламова Б. -К. Ким, М.Д. Баро, Дж.А. Шпунар и Т.Г. Лэнгдон, Acta Mater. 51 (2003), стр. 753.
-К. Ким, М.Д. Баро, Дж.А. Шпунар и Т.Г. Лэнгдон, Acta Mater. 51 (2003), стр. 753.
DOI: 10.1016/s1359-6454(02)00466-4
[14]
Ю. Ивахаши, Дж. Ван, З. Хорита, М. Немото и Т.Г. Лэнгдон, Scripta Mater. 35 (1996), стр. 143.
[15]
К. Накашима, З. Хорита, М. Немото и Т.Г. Лэнгдон, мэтр. науч. англ. A281 (2000), стр. 82.
[16]
К. О-иси, З. Хорита, М. Фурукава, М. Немото и Т.Г. Лэнгдон, Металл. Матер. Транс. 29А (1998), с. (2011).
О-иси, З. Хорита, М. Фурукава, М. Немото и Т.Г. Лэнгдон, Металл. Матер. Транс. 29А (1998), с. (2011).
[17]
Р.З. Валиев, Ю.В. Иванисенко, Э.Ф. Раух и Б. Боделе, Acta Mater. 44 (1996), с.4705.
[18]
Ю. Ивахаши, З. Хорита, М. Немото и Т.Г. Лэнгдон, Металл. Матер. Транс. 29А (1998), стр. 2503.
[19]
З. Хорита, Д.Дж. Смит, М. Фурукава, М. Немото, Р.З. Валиев и Т.Г. Лэнгдон, Дж. Матер. Рез. 11 (1996), стр. 1880.
Фурукава, М. Немото, Р.З. Валиев и Т.Г. Лэнгдон, Дж. Матер. Рез. 11 (1996), стр. 1880.
[20]
Г. Сакаи, К. Накамура, З. Хорита и Т.Г. Лэнгдон, мэтр. науч. англ. A406 (2005), стр. 268.
[21]
Ю. Ивахаши, З. Хорита, М. Немото и Т.Г. Лэнгдон, Acta Mater. 46 (1998), стр. 3317.
[22]
М. Фурукава, З. Хорита и Т.Г. Лэнгдон, мэтр. науч. англ. А332 (2002), стр. 97.
науч. англ. А332 (2002), стр. 97.
[23]
Ю. Фукуда, К. О-иси, М. Фурукава, З. Хорита и Т.Г. Лэнгдон, Acta Mater. 52 (2004), стр. 1387.
[24]
З. Хорита, Т. Фудзинами, М. Немото и Т.Г. Лэнгдон, Металл. Матер. Транс. 31А (2000), стр. 691.
[25]
Р.З. Валиев, И.В. Александров, Ю.Т. Чжу и Т.С. Лоу, Дж. Матер. Рез. 17 (2002), с. 5.
5.
[26]
Ю. Ван, Э. Ма, Р.З. Валиев и Ю. Жу, Adv. Матер. 16 (2004), стр. 328.
[27]
З. Хорита, К. Охаси, Т. Фудзита, К. Канеко и Т.Г. Лэнгдон, Adv. Матер. 17 (2005), стр. 1599.
[28]
Х. Хасэгава, С. Комура, А. Уцуномия, З. Хорита, М. Фурукава, М. Немото и Т.Г. Лэнгдон, мэтр. науч. англ. А265 (1999), с.188.
[29]
П. Б. Бербон, С. Комура, А. Уцуномия, З. Хорита, М. Фурукава, М. Немото и Т.Г. Лэнгдон, мэтр. Транс. JIM 40 (1999), стр. 772.
Б. Бербон, С. Комура, А. Уцуномия, З. Хорита, М. Фурукава, М. Немото и Т.Г. Лэнгдон, мэтр. Транс. JIM 40 (1999), стр. 772.
DOI: 10.2320/matertrans1989.40.772
[30]
М. Фурукава, Ю. Ивахаси, З. Хорита, М. Немото, Н.К. Ценев, Р.З. Валиев и Т.Г. Лэнгдон, Acta Mater. 45 (1997), стр. 4751.
[31]
С. Ли, П.Б. Бербон, М. Фурукава, З. Хорита, М. Немото, Н.К. Ценев, Р.З. Валиев и Т.Г. Лэнгдон, мэтр. науч. англ. А272 (1999), с.63.
[32]
К. Хигаси, М. Мабучи и Т.Г. Лэнгдон, ISIJ Intl. 36 (1996), стр. 1423.
Хигаси, М. Мабучи и Т.Г. Лэнгдон, ISIJ Intl. 36 (1996), стр. 1423.
[33]
С.Д. Терхун, Д.Л. Свишер, К. О-иши, З. Хорита, Т.Г. Лэнгдон и Т.Р. Макнелли, Металл. Матер. Транс. 33А (2002), стр. 2173.
[34]
З. Хорита, М. Фурукава, М. Немото, А.Дж. Барнс и Т.Г. Лэнгдон, Acta Mater. 48 (2000), стр. 3633.
Обработка тяжелой пластической деформацией: исторические разработки и текущее влияние
[1]
Р.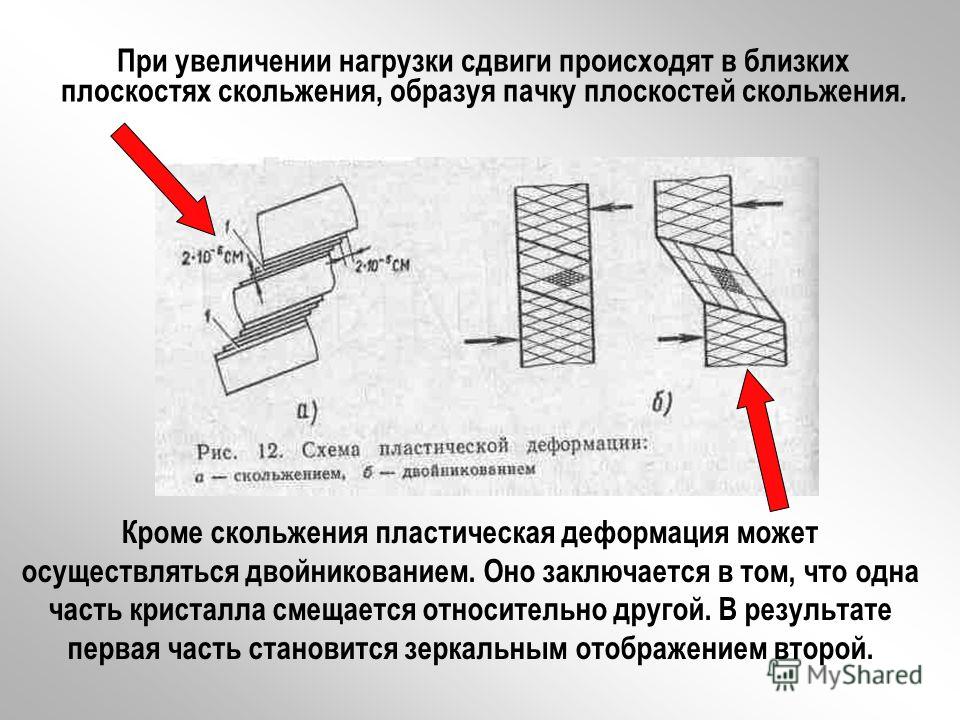 З. Валиев, Ю. Эстрин, З. Хорита, Т.Г. Лэнгдон, М.Дж. Цетбауэр и Ю.Т. Чжу: ДЖОМ Том. 58 (4) (2006), с.33.
З. Валиев, Ю. Эстрин, З. Хорита, Т.Г. Лэнгдон, М.Дж. Цетбауэр и Ю.Т. Чжу: ДЖОМ Том. 58 (4) (2006), с.33.
[2]
Дж.Т. Ван: Матерь. науч. Форум Том. 503-504 (2006), стр. 363.
[3]
С. Сринивасан и С. Ранганатан: Легендарная индийская сталь Вутц: передовой материал древнего мира (Национальный институт перспективных исследований и IISc, Бангалор, Индия, 2004 г.).
[4]
О. Д. Шерби и Дж. Уодсворт: J. Mater. проц. Технол. Том. 117 (2001), стр. 347.
Д. Шерби и Дж. Уодсворт: J. Mater. проц. Технол. Том. 117 (2001), стр. 347.
[5]
П.В. Бриджмен: J. Appl. физ. Том. 14 (1943), с.273.
[6]
П.В. Бриджмен: Исследования крупномасштабного пластического течения и разрушения (Макгроу-Хилл, Нью-Йорк, штат Нью-Йорк, США, 1952).
[7]
Н.А. Смирнова, В.И. Левит, В.И. Пилюгин, Р. И. Кузнецов, Л.С. Давыдова и В.А. Сазонова: Физ. Металл. Металлолюбивый. Том. 61 (1986), с.1170.
И. Кузнецов, Л.С. Давыдова и В.А. Сазонова: Физ. Металл. Металлолюбивый. Том. 61 (1986), с.1170.
[8]
В.М. Сегал, В.И. Резников, А.Е. Дробышевский и В.И. Копылов: Русский металл. Том. 1 (1981), стр. 99.
[9]
Р.З. Валиев, О.А. Кайбышев, Р.И. Кузнецов, Р.Ш. Мусалимов и Н.К. Ценев: Докл. акад. Наук СССР Вып. 301 (1988), стр. 864.
[10]
Т. Г. Лэнгдон: Междунар. Дж. Матер. Рез. Том. 98 (2007), стр. 251.
Г. Лэнгдон: Междунар. Дж. Матер. Рез. Том. 98 (2007), стр. 251.
[11]
Р.З. Валиев, Н.А. Красильников и Н.К. Ценев: Матер. науч. англ. Том. А137 (1991), стр. 35.
[12]
Дж. Ван, З. Хорита, М. Фурукава, М. Немото, Н.К. Ценев, Р.З. Валиев, Ю. Ма, Т.Г. Лэнгдон: J. Mater. Рез. Том. 8 (1993), с.2810.
[13]
Т.Г. Лэнгдон: преподобный Adv. Матер. науч. Том. 25 (2010), стр. 11.
Матер. науч. Том. 25 (2010), стр. 11.
[14]
Х. Гляйтер: прог. Матер. науч. Том. 33 (1989), с.223.
[15]
Р.З. Валиев, Р.К. Исламгалиев и И.В. Александров: прог. Матер. науч. Том. 45 (2000), стр. 103.
[16]
Р.З. Валиев и Т.Г. Лэнгдон: прог. Матер. науч. Том. 51 (2006), стр. 881.
[17]
Х. Гляйтер: Acta Mater. Том. 48 (2000), с.1.
Гляйтер: Acta Mater. Том. 48 (2000), с.1.
[18]
Ю. Ивахаши, З. Хорита, М. Немото и Т.Г. Лэнгдон: Acta Mater. Том. 46 (1998), с.3317.
[19]
К.С. Кумар, Х. Ван Свигенховен и С. Суреш: Acta Mater. Том. 51 (2003), стр. 5743.
[20]
Ю. Ивахаши, З. Хорита, М. Немото и Т.Г. Лэнгдон: Acta Mater. Том. 45 (1997), с.4733.
[21]
Ю. Сайто, Х. Уцуномия, Н. Цудзи и Т. Сакаи: Acta Mater. Том. 47 (1999), стр. 579.
Сайто, Х. Уцуномия, Н. Цудзи и Т. Сакаи: Acta Mater. Том. 47 (1999), стр. 579.
[22]
П.Г. Сандерс, Дж.А. Истман и Дж. Р. Вертман: Acta Mater. Том. 45 (1997), с.4019.
[23]
Ю. Ивахаши, Дж. Ван, З. Хорита, М. Немото и Т.Г. Лэнгдон: Scripta Mater. 35 (1996), стр. 143.
[24]
Ю. Сайто, Н. Цудзи, Х. Уцуномия, Т. Сакаи и Р. Г. Хонг: Scripta Mater. Том. 39(1998), стр. 1221.
[25]
Т. Мукаи, М. Яманой, Х. Ватанабэ и К. Хигаси: Scripta Mater. Том. 45 (2001), стр. 89.
[26]
Н. Цудзи, Ю. Ито, Ю. Сайто и Ю. Минамино: Scripta Mater. Том. 47 (2002), стр. 893.
[27]
Р.З. Валиев, Д.А. Салимоненко, Н.К. Ценев, П.Б. Бербон и Т.Г. Лэнгдон: Scripta Mater. Том. 37 (1997), с. (1945).
[28]
В.М. Сигал: Матерь. науч. англ. Том. А197 (1995), стр. 157.
[29]
Р.З. Валиев, А.В. Корзников и Р.Р. Мулюков: Матер. науч. англ. Том. А168 (1993), стр. 141.
[30]
М. Фурукава, Ю. Ивахаси, З. Хорита, М. Немото и Т.Г. Лэнгдон: Матерь. науч. англ. Том. А257 (1998), с.328.
[31]
Р. Биррингер: Матер. науч. англ. Том. А117 (1989), стр. 33.
[32]
В.М. Сигал: Матерь. науч. англ. Том. А271 (1999), с.322.
[33]
С. Феррасе, В.М. Сигал, К.Т. Хартвиг и Р.Э. Гофорт: Металл. Матер. Транс. Том. 28А (1997), стр. 1047.
[34]
З. Хорита, Т. Фудзинами, М. Немото и Т.Г. Лэнгдон: Металл. Матер. Транс. Том. 31А (2000), стр. 691.
[35]
Ю. Ивахаши, З. Хорита, М. Немото и Т.Г. Лэнгдон: Металл. Матер. Транс. Том. 29А (1998), стр. 2245.
[36]
Ю. Ивахаши, З. Хорита, М. Немото и Т.Г. Лэнгдон: Металл. Матер. Транс. Том. 29А (1998), стр. 2503.
[37]
К. О-иси, З. Хорита, М. Фурукава, М. Немото и Т.Г. Лэнгдон: Металл. Матер. Транс. Том. 29А (1998), с. (2011).
Пластическая деформация сталей в процессе обработки металлов давлением: обзор
- Вход в панель авторов
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы — сообщество более 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреаты Нобелевской премии и некоторые из самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen
Как это работаетУправление настройками
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Автор:
Санджив Кумар и Эрвин Поводен-Карадениз
Представлено: 13 августа 2020 г. Проверено: 6 апреля 2021 г. Опубликовано: 21 мая 2021 г.
doi: 10.5772/intechopen.97607
Скачать бесплатно
из редактированного тома
Под редакцией Sanjeev Kumar
Подробности книги Заказ
Обзор Metrics
510 Глава. Объявление
Реферат
Пластическая деформация происходит в сталях при обработке металлов давлением, такой как прокатка, ковка, кручение под давлением и т. д., которые изменяют механические свойства материалов за счет измельчения зерна и изменения формы объектов. Некоторые явления в области пластической деформации, такие как упрочнение, восстановление и рекристаллизация, имеют большое значение при разработке термомеханической обработки. В последние десятилетия внимание исследовательских групп было сосредоточено, в частности, на области обработки металлов стальных деталей пластической деформацией в сочетании со специфическими режимами термической обработки. В этой обзорной главе освещено текущее состояние исследований роли пластической деформации в процессе производства.
Ключевые слова
- Пластичность
- Ферховые металлы
- Сталь
- SPD
- Деформация
- . отрасли аэрокосмическая [1, 2], автомобили [3, 4], здания [5, 6], поезда [7, 8], кованые шатуны и поршни [9], мосты [10], морские [11, 12, 13] и т. д. для высокого уровня жизни (см. рис. 1). Исследователи прилагают большие усилия для увеличения отношения прочности к весу путем измельчения зерна за счет применения термообработки [14, 15, 16, 17, 18, 19]., 20], механическая обработка [21, 22] и их комбинация, т.е. термомеханическая обработка (ТМО) [23, 24, 25, 26, 27]. Методы TMP используются в производственном подразделении для выполнения требований измельчения зерна материалов и создания оптимальных полуфабрикатов и готовых продуктов для приложений.
 Размер зерна сталей является важным фактором, влияющим на все аспекты механического, химического и физического поведения металлов в окружающей среде. Хорошо известно, что более мелкие зерна способствуют увеличению границ зерен в матрице. В частности, согласно закону Холла, уменьшение размера зерна улучшает свойства материала, такие как прочность (уравнение (1), твердость и ударная вязкость, за исключением пластичности сталей [28].
Размер зерна сталей является важным фактором, влияющим на все аспекты механического, химического и физического поведения металлов в окружающей среде. Хорошо известно, что более мелкие зерна способствуют увеличению границ зерен в матрице. В частности, согласно закону Холла, уменьшение размера зерна улучшает свойства материала, такие как прочность (уравнение (1), твердость и ударная вязкость, за исключением пластичности сталей [28].Рисунок 1.
Несколько важных примеров промышленного применения, разработанного с использованием процессов формовки металлов.
σY=σi+KY/√DE1
Где: σ i = напряжение трения, D = диаметр зерна, K Y = коэффициент текучести или «параметр блокировки», который показывает относительный вклад в упрочнение границ зерен.
Часто используются некоторые из основных этапов обработки металла, такие как прокатка, методы ковки с широким диапазоном температур (температурный диапазон холодной, теплой и горячей деформации) для измельчения зерна [26, 27, 29, 30, 31, 32].
Кручение под высоким давлением, равноканальное угловое прессование (РКУП), методы прямого/непрямого выдавливания и т. д. применяются для сверхмелких зерен, в которых пластическое превращение достигает степени деформации 1 за счет интенсивной пластической деформации (ИПД) [33, 34, 35]. В этих процессах SPD большое напряжение сдвига обычно приводит к сложному напряженному состоянию, что приводит к высокой плотности дефектов и однородным сверхмелким зернам.В процессе обработки давлением сталь подвергается различным металлургическим явлениям, таким как деформационное упрочнение, динамическое восстановление, динамическая рекристаллизация, нестабильность течения и т. д. [32, 36, 37, 38]. Влияние этих металлургических явлений можно понять посредством интерпретации кривых течения [26, 31, 39]., 40]. Где напряжение течения зависит от различных параметров обработки, таких как температура, скорость деформации, деформация и т. д., которые обычно можно описать с помощью определяющего уравнения.
В этой главе основное внимание уделяется поведению при пластической деформации, которым можно управлять с помощью параметров обработки, влияющих на измельчение микроструктуры и связанные с этим механические свойства металлов и сталей во время формовки.
Объявление
2. Некоторые распространенные способы обработки и соединения металлов
Схематическая диаграмма прокатки, ковки и кручения под высоким давлением (HPT) показана на рисунке 2. Они представляют собой основные процессы в области обработки металлов, которые изменяют форму и микроструктуру посредством пластической деформации для различных продуктов и областей применения. На рис. 2а показана установка процесса прокатки, при которой заготовка вытягивается между парами валков, которые уменьшают толщину пластин и размер зерна, а также такие дефекты, как пористость и включения заготовки. Полученные измельченные зерна оказываются вытянутыми в продольном направлении. В процессе ковки сила воздействует на объекты либо с помощью молота и наковальни, либо с помощью большого ковочного инструмента (так называемого отбойного молота), что приводит к желаемым и контролируемым изменениям формы (рис.
2b). В конце концов, установка HPT представляет собой один из видов процесса кручения, при котором материал подвергается серьезной пластической деформации за счет одновременного приложения как сжимающей силы, так и скручивающего действия под высоким давлением (рис. 2c). Образец для ИПД располагается между двумя наковальнями, причем верхняя наковальня оказывает сжимающее усилие на образец, а нижняя боковая наковальня вращается вдоль оси. Эта установка создает деформации сдвига в объекте, которые ответственны за развитие ультрамелких зерен. Таким образом, эти настройки могут способствовать благоприятным механическим свойствам и хорошим характеристикам продукта.Рис. 2.
Принципиальная схема процессов обработки металлов давлением (а) ковка, (б) прокатка, (в) кручение под давлением [41].
Важные экспериментальные машины, используемые для широкого диапазона скоростей деформации, перечислены в таблице 1.
В этом списке машина Gleeble может использоваться для испытаний на осевое сжатие со скоростью деформации от 0,001 до 100 для стандартных образцов диаметром 10 мм и длиной 15 мм. Следует отметить, что гораздо более высокие скорости деформации до 3000 возможны при выборе более короткого образца, обычно менее 1 мм. Широкий диапазон скоростей деформации может быть достигнут с использованием других машин для испытаний на сжатие, пластометра Кэма, Slip Hopkin, Taylor и газовой пушки. Некоторые важные установки для испытаний на кручение перечислены для испытаний на сдвиг с широким диапазоном скоростей деформации в рамках SPD. Все перечисленные установки поддерживают контролируемую и специализированную ТМР для достижения оптимального баланса затрат на обработку, времени и свойств материалов для различных промышленных применений.Hot compression testing Strain rate (1/s) Machine details 10 −3 to <5 Basic unit, Gleeble 10 -2 до 100
<3x10 2Блок гидроэк.
Стандартный образцы ϕ10 x L15 мм
Модифицированная образца ϕ10 x L0.5 мм9
.0280
Cam Plastometer and Drop Test 2×10 2 to 10 4 Split Hopkinson Pressure Bar 10 3 to 10 5 Taylor impact machine More чем 105 Газовая пушка (одно- и двухступенчатая) Испытания на кручение/многоосность/сдвиг <10 −1 Обычная машина для сдвига 0268
10 −1 to 10 2 Hydrawedge unit, Gleeble 10 −1 to 10 3 Torsion unit, Gleeble 10 2 to 10 4 Сплит Хопкинсон. Таблица 1.
Широкий спектр установок для испытаний на горячее сжатие [42].
Реклама
3. Базовое понимание микроструктуры
Морфологию материалов можно определить по форме, размеру и структуре, которые играют важную роль как в механических свойствах, так и в коррозионной стойкости. Хорошо известно, что все материалы состоят из атомов, расположенных в ближнем/дальнем порядке с правильными/неправильными узорами, эти твердые тела известны как кристаллические и некристаллические соответственно. Кристаллические металлы с различной кристаллической структурой, такой как объемно-центрированная кубическая, гранецентрированная кубическая или гексагонально-упакованная, пропорционально подразделяются на монокристаллические и поликристаллические категории. И наоборот, большинство поликристаллических металлов состоят из множества мелких монокристаллов, называемых зернами, и похожи на плоды граната, состоящие из множества мелких семян (см.
рис. 3а). Зерна отделены друг от друга границами зерен с сохранением целостности металла. Аналогичным образом на рис. 3b показано одно зерно (показано желтой пунктирной линией), имеющее подгруппу из нескольких реек, и каждая решка имеет несколько атомов кристалла.Рисунок 3.
Фотографии (а) плодов граната, которые состоят из зерен и разделены границей зерен, подобно металлической структуре, (б) структура высокопрочной стали состоит из бейнитного феррита и мартенсита [27].
Объявление
4. Некоторые основы механизма пластической деформации
Мы знаем, что пластическая деформация необратимо изменяет размеры и форму металла, тогда как с точки зрения микроструктурных изменений увеличивается только числовая плотность дислокаций, тогда как кристаллические структуры, включая параметры решетки металлов, как правило, остаются неизменными.
Процессы скольжения и двойникования, которые показаны в представлении простой модели на рисунке 4, ответственны за это макроскопическое изменение формы и размеров. Скольжение предполагает скольжение соприкасающихся блоков кристалла по определенным кристаллографическим плоскостям, называемым плоскостями скольжения. Проскальзывание происходит, когда напряжение сдвига, приложенное к материалу, превышает критическое значение. При скольжении каждый атом обычно перемещается на одинаковое целое число атомных расстояний вдоль плоскости скольжения, образуя ступеньку без изменения ориентации кристалла (рис. 4б). Границы зерен представляют собой препятствия для движения скольжения, поскольку направление скольжения, согласно рисунку 4а, обычно будет меняться через границу. Это означает, что прочность поликристаллических материалов будет выше, чем у монокристалла того же материала.Рис. 4.
w3.org/2001/XMLSchema-instance»> Схематическое изображение механизмов скольжения и двойникования в металлах при пластической деформации (а) исходное положение атомов в кристаллической решетке, (б) движение атомов за счет скольжения, (в) движение атомов за счет двойникования [43].
При двойниковании каждый атом перемещается только на долю межатомного расстояния относительно соседних с ним атомов (см. рис. 4в). Сдвоенная часть кристалла является зеркальным отражением исходного кристалла. Однако ориентация двойниковой области отличается от двойниковой области (рис. 4а).
Реклама
5. Терминология и краткое изложение механизмов, связанных с ТМР
Металлургические аварии во время ТМР могут оказывать статическое или динамическое воздействие на материал. Это зависит от скорости нагрузки и температурных условий и сильно влияет на измельчение зерна. Эволюция микроструктуры при ТМП во многом зависит от способности движения дислокаций при пластической деформации, что, следовательно, оказывает существенное влияние и на механические свойства материалов.
Терминология нескольких механизмов, связанных с TMP, представлена ниже. Это можно понять с помощью интерпретации диаграммы напряжения-деформации потока (рис. 5) [44]. Напряжения течения σ c , σ p и σ s означают критическое, пиковое и стационарное состояние соответственно. Комбинированное влияние механизмов наклепа (WH) и размягчения на кривые течения подразделяется на отдельные области: I) упрочнение, II) критическое, III) размягчение и IV) стационарное состояние. WH и динамическое восстановление (DRV) происходят в первой области, где преобладает WH и резко возрастает гидравлическое напряжение. Вторая область является критической зоной, где DRV и WH снижаются и инициируется новая динамическая рекристаллизация (DRX). В последующем DRX отчетливо наблюдается в третьей области, связанной с размягчением. Четвертая область является устойчивым состоянием, в котором происходит только DRX. Ключевые механизмы и их терминология подробно рассматриваются ниже.Рис. 5.
Схематическая диаграмма деформации течения [44].
5.1 Деформационное упрочнение
Деформационное упрочнение (WH) также называется деформационным упрочнением или холодным упрочнением. Это процесс повышения прочности и твердости металла ниже его температуры рекристаллизации за счет увеличения плотности дислокаций за счет пластической деформации. Дислокации будут скреплены друг с другом. Кроме того, как следствие, эта сильно «поврежденная» микроструктура будет препятствовать распространению трещин. С повышением температуры возрастает вероятность перераспределения вещества, а также дислокаций, что способствует снижению прочности при повышении пластичности.
5.2 Восстановление
Восстановление представляет собой процесс размягчения, который относится к высвобождению части внутренней энергии, запасенной в микроструктуре, перед рекристаллизацией в деформированном материале.
Обычно это происходит выше температуры рекристаллизации, когда движение атомов, то есть подвижность атомов и производная диффузия, значительно облегчаются. Диффузия быстро увеличивается с повышением температуры и имеет тенденцию восстанавливать напряженные области до «исходной» ненапряженной структуры (рис. 6а). Степень восстановления зависит, помимо других параметров, от энергии дефекта упаковки (ЭДУ), типа и количества растворенных атомов материала, особенно в контексте диссоциации дислокаций, которые определяют скорость переползания дислокаций и поперечного скольжения. В металлах с низким ЭДУ восстановление, а также поперечное скольжение и подъем дислокации затруднены, в то время как подъем происходит быстро, и в металлах и сплавах с высоким ЭДУ может происходить значительное восстановление [46].Рис. 6.
Оптическая микроструктура образцов деформированной нержавеющей стали: (а) восстановленные зерна (б) частичная рекристаллизация (в) зона полной рекристаллизации [45].
Известны два типа восстановления: статическое и динамическое восстановление. Статическое восстановление (SRV) происходит при высоких скоростях деформации, когда преобладает скачкообразный микроструктурный отклик динамики дислокаций. Технологически это имеет место, например, при сварке трением с перемешиванием (СТП) и других процессах кручения. Динамическое восстановление (DRV) происходит при более медленных скоростях деформации, когда термическая активация метастабильных положений в дислокационной структуре приводит к устойчивому состоянию во время обработки металлов, например, при обработке металлов. процессы горячей прокатки, экструзии и ковки. Общепризнано, что как DRV, так и SRV снижают напряжения за счет изменений в структуре дислокаций из-за роста субзерен, аннигиляции дислокаций и перегруппировки дислокаций в конфигурации с более низкой энергией (например, плоские границы дислокаций) . В целом пластичность улучшается за счет восстановления, а прочность материалов снижается [47].
5.3 Рекристаллизация
Рекристаллизация связана с зарождением новых бездеформационных зерен и их последующим ростом в деформированной микроструктуре при достижении внутренней энергией критического значения (рис. 6б и в). Когда процесс рекристаллизации возникает в процессе деформирования, его называют динамической рекристаллизацией (ДРКС). Напротив, когда это происходит после деформации или во время постобработки, такой как процесс отжига, это известно как статическая рекристаллизация (SRX) [48]. Когда DRX не завершается в пределах деформации, это называется метадинамической или постдинамической DRX (mDRX) [48]. Более того, можно выделить два типа DRX. В прерывистой DRX (dDRX) зерна без деформаций зарождаются и быстро растут, таким образом поглощая окружающую деформационно-упрочненную матрицу, в то время как в непрерывной DRX (cDRX) происходит образование новых границ зерен за счет непрерывной разориентации соседних субзерен. Совместное действие явлений cDRX и dDRX имеет место в условиях более высоких деформаций, которые возможны при кручении, других тяжелых процессах пластической деформации [29].
]. Поскольку скорость аннигиляции за счет динамического восстановления недостаточна для полного упрочнения в материалах с низким ЭДУ, плотность дислокаций в этом случае непрерывно увеличивается. Напротив, материалы с высоким ЭДУ способствуют более высокой подвижности дислокаций, и, следовательно, в качестве рабочего механизма включается динамическое восстановление [49]. Детали материалов и тип возможных явлений показаны в таблице 2.Type of process Mechanism Materials type Hot deformation (T > 0.5T m ) dDRX Category L & M cDRX and DRV Category H Холодная/теплая деформация (T < 0,5T м ) cDRX Все категории Горячее кручение (T > 0,5T м), другие процессы SPD 6 м0281 DRV + dDRX+cDRX Все категории Где,
Материалы SFE с низким и средним радиусом действия ( Категория L и M ): Медь, золото, свинец, γ-железо, Ni и их сплавы .
Материалы с высоким SFE ( Категория H ): алюминий, магний, α-железо и их сплавы.Таблица 2.
Детали материалов и действующих механизмов в процессе горячего деформирования [34,49,50].
Диапазон dDRX и cDRX можно понять с помощью схематической диаграммы между температурой обработки и скоростью деформации (см. Рисунок 7a). Явления dDRX увеличиваются выше температуры плавления (T m ), когда скорость деформации снижается, в то время как явления cDRX уменьшаются при снижении температуры обработки и увеличении скорости деформации. cDRX возникает во всех материалах SFE [53], когда температура падает ниже 0,5 T 90 235 m 90 2 36 , однако dDRX имеет место только в материалах SFE с низким и средним диапазоном выше 0,5 T м , где динамическое восстановление происходит медленно после достижения критического значения деформации, как показано на рис. 7а [34, 54, 55]. Зарождение и рост зерен во время dDRX такие же, как и при первичном DRX, который происходит при нагреве в холоднодеформированных материалах.
Локализованное зародышеобразование и рост при локальном вздутии границ зерен можно увидеть на рис. 7b. Очевидно, что зародыши dDRX содержат значительно меньшую плотность дислокаций, чем деформированная область, и эти зародыши отличаются от сильно возмущенных субструктур с двойниковыми границами и малоугловыми дислокационными субграницами.Рис. 7.
(а) Схематическая корреляция между cDRX и dDRX [51], (б) зародыши dDRX в аустенитной нержавеющей стали при 800°C со скоростью деформации 0,001 с −1 [52].
Еще одна дополнительная терминология недавно была обозначена как пост-DRX, который возникает в процессе отжига в деформированных материалах [55].
Реклама
6. Влияние параметров пластической деформации на микроструктуру и изменение свойств
Некоторые основные параметры обработки металлов, такие как температура, скорость деформации и деформации, влияющие на микроструктуры стали и их кривые течения, подробно описаны ниже.
6.1 Роль скорости наклепа
Скорость WH позволяет упрочнять и упрочнять материалы ниже температуры рекристаллизации. Быстрые скорости ВН реализуются в областях малых деформаций за счет увеличения плотности дислокаций, а при более позднем увеличении деформации эффект начинает уменьшаться за счет рекристаллизации новых бездеформационных зерен [31, 36, 40, 50, 56]. В WH дислокации предпочтительно закреплены, что будет препятствовать распространению трещины на микроуровне. С повышением температуры вероятность перегруппировки атомов выше, что способствует снижению прочности, но увеличивает пластичность материалов. Самантарай и др. [36] сообщили для нержавеющей стали 316 L, что скорость WH быстро начинается с повышением температуры и скорости деформации при определенном значении деформации (см. Рисунок 8). Скорость WH постепенно уменьшалась при более высокой температуре с увеличением деформации, в то время как она падала быстрее при более низких температурных условиях.
Рис.
8.Влияние температуры и скорости деформации на скорость деформационного упрочнения нержавеющей стали [57].
Лин и др. [44] получили следующую модель влияния динамического восстановления во время WH (см. уравнение (2)) и уравнение динамической рекристаллизации. 3) при различных условиях деформирования в пределах ТМЗ.
σ=σDRV2+σ02-σDRV2exp-Ωε0,5E2
σ=σDRV-σP-σDRX1-exp-Kdε-εcεPndε≥εcE3
Где σ – напряжение течения; σ DRV – стационарное напряжение вследствие динамического восстановления; о DRV – стационарное напряжение вследствие динамической рекристаллизации; σ 0 – предел текучести; е — деформация; ε P – пиковая деформация; ε c – критическая деформация; 𝛺 – коэффициент динамического восстановления.
Как правило, критическая деформация, признанная для начала DRX, может быть рассчитана либо по деформированной микроструктуре, либо по кривым напряжения течения [58], в которых анализ кривой напряжения течения прост и легок, а микроструктура усложнена.
Этот метод анализа кривой течения был предложен в 1981 Меккинг и др. [59] и позже он был разработан Ryan et al. [60] и McQueen et al. [61] подчеркивают точку, где DRX появляется на кривых потока. Этот метод позволяет найти критическую точку деформации, в которой кривая течения изменяется из-за образования новых бездеформационных зерен посредством DRX.6.2 О свойствах, полученных из кривых течения и связи с микроструктурами
Кривая напряжения-деформации течения отражает изменения материала в результате пластической деформации при динамическом нагружении [25, 32, 62, 63, 64, 65, 66]. На напряжение течения могут влиять несколько факторов, таких как химический состав, кристаллическая структура (например, стальная матрица — ОЦК, ГЦК, Mg-основание — ГПУ и другие) [50, 67], различные фазы и соединения [17, 30, 50 , 68, 69, 70], границ зерен [25, 50, 71, 72], а также дефектов [34, 50, 55, 73, 74]. Другие факторы, такие как трение (σf), термические (σt) и атермические (σa) условия, также влияют на напряжения течения, о чем свидетельствуют соотношения в уравнении.
(4) [75].σ=σfε.T+σtε.εT+σaE4
Где T — температура, ἐ — скорость деформации, а ε — деформация. σ a представляет собой внутреннее напряжение, которое возникает из-за дальнодействующих барьеров для движения дислокаций в материалах, в то время как член σ f отражает напряжение, необходимое для преодоления трения решетки в зависимости от скорости деформации и температуры.
Кроме того, температура обработки и скорость деформации одинаково важны для пластической деформации. Таким образом, динамику TMP можно понять путем исследования микроструктурных изменений в сочетании с интерпретацией трендов кривых напряжения-деформации течения, которые зависят от DRV, DRX и SRX [76, 77]. I.
В большинстве случаев замечено, что напряжение течения уменьшается с повышением температуры и зависит от приложенной скорости деформации [27, 32, 36, 78]. С точки зрения температуры, деформации и скорости деформации кривые потока могут быть выражены уравнением (5) [75].
σ=231-mKεnε.,mexp-βTE5
Где m обозначает чувствительность к скорости деформации, n представляет показатель деформационного упрочнения, а K, β представляет константу материала.
Далее обсуждаются некоторые тренды кривых течения различных сталей и лежащие в их основе явления.
Исследователи сообщают, что серии кривых течения подвергаются различным температурам и скоростям деформации для различных марок сталей [26, 27, 44, 45, 64]. Лин и др. [44] сообщили об интересных результатах горячей деформации высокопрочной стали марки 42CrMo, в которых они обнаружили, что напряжение течения увеличивается с понижением температуры (рис. 9).а), в то время как он увеличивался с увеличением скорости деформации (рис. 9б). При меньшей скорости деформации в различных диапазонах температур напряжение течения будет уменьшаться с ростом температуры за счет увеличения количества винтовых дислокаций поперечного скольжения и переползания краевых дислокаций, а также диффузии вакансий.
Это приводит к увеличению подвижности границ зерен и накоплению энергии на границах для зарождения и роста зерен DRX и аннигиляции дислокаций, что отвечает за снижение напряжения течения [27, 64].Рис. 9.
Истинные кривые деформации при различных температурах и скоростях деформации для стали 42CrMo [44].
Кумар и др. [27] обнаружили, что для горячедеформированного состояния в высокопрочной стали напряжение течения постоянно увеличивается при более низкой температуре деформации (750–850 °C) из-за продолжения явления деформационного упрочнения. Хотя и DRV, и DRX доминировали при всех скоростях деформации при понижении температуры, явление dDRX было более заметным при низкой скорости деформации (0,001 с-1) при 900°C из-за зародышеобразования недеформированных зерен, которое обычно происходит в высокопрочных сталях с низким SFE.
Кривая текучести без ярко выраженного пикового напряжения, но демонстрирующая стационарное состояние, как правило, связана с динамическим восстановлением, являющимся доминирующим механизмом восстановления [79].Чжан и др. [31] сообщают, что несколько исходных зерен были разрушены, а рекристаллизованные новые зерна появились вдоль границ зерен в деформированном состоянии при 900°C с высокой скоростью деформации 10 с -1 , что указывает на неоднородность деформированной морфологии. Напротив, при той же температуре, но с меньшей скоростью деформации (1 с −1 ), DRX наблюдался по границам зерен. Это связано с локальным повышением температуры внутри образцов при деформации. Интересно отметить, что на начальном этапе деформации напряжение течения резко возрастает из-за явлений деформационного упрочнения в материалах с более высоким содержанием углерода и меньшим количеством легирующих элементов, стабилизирующих аустенит. Он достигает пикового значения перед переходом в стадию умягчения.
Соуза и др. [45] задокументировали результаты испытаний на горячую деформацию при повышенных температурах с различной скоростью деформации аустенитной нержавеющей стали. Также можно увидеть некоторые различия в явлениях наклепа; наклоны кривых напряжения течения изменились. В начальной области наклепа увеличение плотности дислокаций при деформации контролируется конкуренцией накопления и аннигиляции дислокаций, т. е. противоположными вкладами наклепа и динамического восстановления за счет изменения плотности дислокаций при деформации.
Объявление
7. Влияние ИПД на структуру и механические свойства сталей
Интенсивная пластическая деформация, при которой зерна металла сильно деформируются, реализуется с помощью нескольких установок пластических деформаций, таких как кручение под давлением, равноканальное угловое прессование, многоканальное прессование. осевая ковка, выдавливание кручением, гибка с накоплением валков и прессование канавок со стеснением [22, 34, 80].
Интенсивная деформация оказывает сильное прямое влияние не только на механические свойства, т. е. высокую прочность, низкотемпературную вязкость, превосходную пластичность, хорошую пластичность и хорошую износостойкость стали с высоким содержанием марганца, но и на другие важные свойства, такие как термическая стабильность, диффузия, радиационная стойкость и коррозионные свойства, которые косвенно связаны со стабильностью и долговечностью материала.Стали с высоким содержанием марганца (Mn) представляют собой усовершенствованные высокопрочные аустенитные стали, содержащие Mn от 3 до 31 мас.%. Эти стали известны как сталь Гадфильда, демпфирующая сталь, комплексная сталь, сталь с пластичностью, вызванной трансформацией (TRIP), и сталь с пластичностью, вызванной двойникованием (TWIP) [81, 82]. Во всех них сталь Гадфилда была впервые обнаружена в 1882 году сэром Робертом Хэдфилдом [83], в то время как сталь TWIP является одной из последних полностью аустенитных сталей, разработанных в начале 1990-х годов японскими производителями стали Kobo Steel, Nippon и Sumitomo Steel.
Хорошо известно, что ультратонкая и нанокристаллическая структура зависит от трех механизмов; мартенситное превращение, движение дислокаций, двойникование и эволюция двойников, где важную роль играет энергия дефекта упаковки (ЭДУ) материала. Рисунок 10 отражает связь между механизмом деформации в зависимости от температуры и SFE для стали Fe-20Mn-4Cr-0,5C. Это показывает, что остаточный аустенит может быть преобразован в ε-мартенсит и вызван деформацией по механизму двойникования при более низкой температуре. Таким образом, расчет температуры мартенситного старта 9Значение SFE 0516 и необходимо для достижения правильного сочетания механических и других свойств в сталях с низким SFE и высоким содержанием Mn. Хорошо известно, что ЭДУ материалов зависит от химического состава и температуры [84, 85, 86]. Стали с высоким содержанием Mn имеют низкий SFE от 15 до 50 мДж/м2 [31, 85, 87].
Рис. 10.
w3.org/1999/xlink» xmlns:xsi=»http://www.w3.org/2001/XMLSchema-instance»> Влияние ЭДУ и температуры на механизм деформации в стали Fe-20Mn-4Cr-0,5C [84].
Аллен и др. В работе [86] представлены результаты для стали Fe-22Mn-0,06C, где температура влияет на значения ЭДУ и механизм деформации, что можно увидеть в таблице 3. Упрочнение и механическое поведение сталей сильно зависят от ЭДУ, т.е. отвечает за энергию активации механизма деформации [87].
Temperature, K SFE value, mJ/m 2 Plasticity mechanism 77 10 Dislocation gliding 293 19 Скольжение дислокаций и двойникование 673 80 Скольжение дислокаций и ε-мартенситное превращение. Таблица 3.
Механизм деформации при различных температурах стали Fe-22Mn-0,6C [86].
Механические свойства аустенитных сталей Гадфильда Mn могут быть улучшены за счет высокоскоростного деформационного упрочнения, при котором во время пластической деформации преимущественно действуют два явления (т. е. накопление дислокаций и двойникование) [82]. Это связано с деформационным упрочнением, при котором аустенитная фаза превращается в ε или α-мартерсит, происходит двойникование, динамическое деформационное старение, спор между дислокациями с дефектами упаковки. В связи с этим Yan и соавт. [88] попытались улучшить значения твердости методом дробеструйного закрепления, при котором значения твердости можно было увеличить с увеличением времени работы. Это объяснялось увеличением плотности дислокаций, накоплением дислокаций и образованием двойникования. Влияние более высокой скорости деформации (между 10 3 до 10 5 /s) оказывает большое влияние на механическое поведение и износостойкость высокоаустенитной марганцовистой стали, что может быть связано с динамическим деформационным старением и может замедлять разрушение [81, 89, 90, 91, 92, 93 ].
За последние несколько лет многие исследователи сообщали о работах по сталям TRIP и TWIP и достигли лучших механических свойств за счет пластической деформации при высоких деформациях (более 1) [22, 73, 74, 81, 89, 91, 94, 95 , 96]. И TRIP, и TWIP стали являются полностью аустенитными сталями с меньшим содержанием углерода, чем сталь Гадфильда. Исходная микроструктура стали TRIP состоит из мартенсита, бейнита и феррита с остаточным аустенитом. Доля обогащенного углеродом остаточного аустенита в сталях TRIP составляет от 5 до 30%, который превращается в мартенсит по механизму вытеснения в процессе ИПД. Такое поведение привело к значительному улучшению свойств прочности и ударной вязкости [9].6, 97].
Критической проблемой остается водородное охрупчивание в сталях TRIP, вызванное механизмом смещения, где обсуждалась значимость различной растворимости и диффузионной способности исходного аустенита [96].
Севсек и др. В работе [90] сообщается о влиянии скорости деформации на среднемарганцовистую сталь X6MnAl12–3.
Более мягкая аустенитная область подвергалась локальной деформации и превращалась в мартенсит, что зависело от чувствительности к скорости деформации. Вызванное деформацией фазовое превращение аустенита в мартенсит частично подавляется при более низких и более высоких скоростях деформации. Влияние высоких деформаций на полностью аустенитную сталь Fe-22Mn-0,6C преимущественно контролируется механизмом двойниковой пластичности (см. рис. 11), как это было предложено Jacob et al. [81]. Исходная микроструктура стали Fe-22Mn-0,6C представляет собой однофазную аустенитную сталь с небольшим количеством двойниковых зерен (рис. 11а). Они обнаружили, что доля двойникования увеличивается с увеличением деформации (рис. 11b–d), когда большая часть внутренней энергии использовалась для рекристаллизации, а остальное — для роста зерен [87]. Они пришли к выводу, что двойные границы препятствуют скольжению дислокаций, обеспечивая эффект наклепа.Рис. 11.
w3.org/1999/xlink» xmlns:xsi=»http://www.w3.org/2001/XMLSchema-instance»> Оптическая морфология стали Fe-22Mn-0,6C, подвергнутой высокодеформационному деформированию: (а) неокрашенная; деформируется с (б) 18%, (в) 26% и (г) 34% [81].
Таким же образом Kang et al. [98] сообщили об испытаниях HPT для стали TWIP, в которых они обнаружили, что как значения напряжения, так и значения твердости увеличиваются с увеличением числа витков. Это было связано с измельчением зерна. Также было замечено, что неоднородность морфологии и объема мало- и большеугловых границ зерен увеличивается с увеличением числа витков, что связано с более высоким напряжением и меньшим удлинением. Установлено, что твердость в месте острия ниже во всех диапазонах деформации из-за меньшей степени пластической деформации, тогда как на кромке она выше.
Реклама
8. Заключительные замечания
В этой обзорной главе основное внимание уделяется пластической деформации, которой можно управлять с помощью параметров обработки.
Их оптимизация отвечает за улучшенную микроструктуру, обычно связанную с благоприятными механическими свойствами металлов и стали благодаря формованию металла. Другими словами, подходящее сочетание параметров обработки позволяет изготавливать продукты, которые будут бездефектными в микромасштабе, что является важным требованием потребителей. Замечено, что напряжение течения увеличивается с увеличением скорости деформации, когда температура постоянна, и уменьшается с увеличением температуры, когда скорость деформации постоянна. Явления dDRX возникают в условиях горячей деформации с осевым напряжением, в то время как явления cDRX связаны с условиями деформации при кручении во время интенсивной пластической деформации при относительно низких температурах. Пластическая деформация действует иначе в случае аустенитных сталей TRIP с высоким содержанием марганца, где остаточный аустенит превращается в мартенсит по механизму смещения, а индуцированная деформация образует двойникование, которое повышает прочность и ударную вязкость сталей. Напротив, полностью аустенитная сталь с высоким содержанием марганца, такая как стали TWIP, создает огромное количество двойниковой структуры за счет индуцированных высоких деформаций и не демонстрирует фазового превращения, как стали TRIP.Ссылки
- 1. Андерсон Р.А., Тома М.В., Эш Г. и Конлон Дж.Ф. Оптимизированные расчетные параметры для сварных сталей Tmcp, 1997
- , «Методология количественного определения феррита для дуплексной нержавеющей стали», J. Aerosp. Технол. Манаг., т. 2, с. 8, нет. 3, стр. 357-362, 2016, doi:10.5028/jatm.v8i3.653
- 3. Чаттерджи А., Мойтра А., Бхадури А.К., Чакрабарти Д., Митра Р. Влияние термической обработки на -хрупкое переходное поведение 9Сталь Cr-1Mo, Procedia Eng., vol. 86, нет. Июль 2016 г., стр. 287-294, 2014 г., doi: 10.1016/j.proeng.2014.11.040
- сталей (SimPro ’16), Ранчи, Индия, 2016, вып. Feb, pp. 579-588
- 5. Q. Xue, D. Benson, M. a. Мейерс, В.Ф. Нестеренко, Э.а. Олевский, «Конструктивный отклик сварной стали HSLA 100», Матер. науч. англ. А, том. 354, нет. 1-2, стр. 166-179, 2003, doi: 10.1016/S0921-5093(03)00007-8
- 6. Кумар С., Нат С.К., Кумар В. Непрерывное преобразование при охлаждении в крупнозернистой зоне термического влияния сварного шва и механические свойства Nb -микролегированные стали и стали HY85», Матер. Дес., т. 1, с. 90, стр. 177-184, 2016, doi: 10.1016/j.matdes.2015.10.071
- 7. T.Y. Hsu, X. Jin, Advanced Steels. 2011
- 8. К. Ярмаи и Б. Болло, Машиностроение и автомобилестроение. 2017
- 9. Д. Ниу, Дж. Чжан, П. Сюн, Г. Хао, С. Лю и В. Го, «Высокотемпературная усталость и характеристики окисления материалов поршня из кованой стали», Eng. Потерпеть неудачу. Анал., том. 97, нет. Январь, стр. 220-226, 2019, doi: 10.1016/j. engfailanal.2019.01.014
- 10. Р. Фэн, С. Ли, З. Ли и Л. Тянь, «Вариации микроструктуры и свойств марки низкоуглеродистой бейнитной стали после отпуска // Матер. науч. англ. А, том. 558, pp. 205-210, 2012, doi: 10.1016/j.msea.2012.07.113
- 11. Басу Б., Трипати С.М., Модак В.В. . науч. Дж., том. 55, нет. 1, стр. 91-101, 2005
- 12. Е. Дж. Чирица, «Разработка низкоуглеродистой, упрочненной медью стальной плиты HSLA для строительства военно-морских кораблей».
- 13. А. Шарма, А. Кумар и Р. Тьяги, «Анализ эрозионного износа двухфазной стали со средним содержанием углерода в условиях сухой окружающей среды», Износ, том. 334-335, вып. Июль 2015 г., стр. 91-98, 2015 г., doi: 10.1016/j.wear.2014.12.005
- Сплавы, А. Шарма, С. Кумар и З. Дурягина, ред. Публикация IntechOpen, Дондон, 2020 г., стр. 27–36
- 15. Л. Ма, Дж. Хан, Дж. Шен и С. Ху, «Влияние температуры микролегирования и термообработки на ударную вязкость суперферритных нержавеющих сталей 26Cr–3,5 Mo», Acta Metall. Грех. (English Letter., vol. 27, no. 3, pp. 407-415, 2014, doi: 10.1007/s40195-014-0070-2
- 16. J. Dilleet al., «Влияние термообработки на микроструктуру и Магнитные домены в дуплексной нержавеющей стали S31803», «Металлургический перевод, физико-металлургическая наука», т. 49, № 8, стр. 3515-3524, 2018, doi: 10.1007/s11661-018-4721 -1
- 17. Ламбер-Перлад А., Гург А.Ф., Пино А. Фазовое превращение аустенита в бейнит в зоне термического влияния высокопрочной низколегированной стали // Acta Materialia. 52, нет. 8. pp. 2337-2348, 2004, doi: 10.1016/j.actamat.2004.01.025
- 18. Перес А.Ф.М., Бреда М., Каллиари И., Медина Г.Ю. осаждение на сварных швах дуплексных нержавеющих сталей SAF 2205 после термической обработки», Soldag. Inspeção, vol. 21, нет. 2, стр. 165-171, 2016, doi: 10. 1590/0104-9224/SI2102.06
- 19. Муаджи Ю., Брадай М.А., Юнес Р., Садэддин А., Бенаббас А. Влияние термической обработки на микроструктуру и трибологические свойства газопламенного напыления Fe- Покрытие из сплава Ni-Al», J. Cent. Южный ун-т, вып. 25, нет. 3, pp. 473-481, 2018, doi: 10.1007/s11771-018-3751-6
- Сталь HY 85», Пер. Индийский инст. мет., стр. 1-12, 2016, doi: 10.1007/s12666-016-0880-1
- 21. Сегал В. Обзор. Режимы и процессы интенсивной пластической деформации (ИПД) // Материалы (Базель). 11, нет. 7, 2018, doi: 10.3390/ma11071175
- 22. Ю. Эстрин, А. Виноградов, «Экстремальное измельчение зерна с помощью сильной пластической деформации: множество сложных научных задач», Acta Mater., vol. 61, нет. 3, pp. 782-817, 2013, doi: 10.1016/j.actamat.2012.10.038
- сегрегационное поведение в крупнозернистой околошовной зоне низколегированной стали // Матер. Характер., том. 2016. Т. 116. С. 65–75. doi: 10.1016/j.matchar.2016.04.004
- 24. Ньок Байок Ф., Ках П., Лаюс П., Кархин В. Численное и экспериментальное исследование влияния подвода тепла на механические свойства и микроструктуру разнородных сварных соединений стали QT 690 МПа и стали TMCP. «Металлы (Базель). 9, нет. 3, с. 355, 2019, doi: 10.3390/met
55 - 25. С. К. Раджпут, Г. П. Чаудхари и С. К. Нат, «Характеристика поведения при горячей деформации низкоуглеродистой стали с использованием карт обработки, определяющих уравнений и параметра Зенера-Холломона», J. Mater . Процесс. Техн., вып. 237. С. 113-125, 2016. doi: 10.1016/j.jmatprotec.2016.06.008
- 26. Н. Кумар, С. Кумар, С. К. Раджпут и С. К. Нат, «Моделирование напряжения течения и прогнозирование работоспособности с помощью карты обработки для горячего сжатия стали 43CrNi», ISIJ Int., vol. 57, нет. 3, стр. 497-505, 2017, doi: 10.2355/isijinternational.
ISIJINT-2016-306- 27. Кумар С., Раджпут С.К., Кумар Н. и Н.С. с микроструктурной корреляцией для стали HY85», Mater. Выполнять. Характер., том. 9, нет. 12, стр. 134-149, 2019
- 28. Г. Э. Дитер, Механическая металлургия, Третье изд. McGraw-Hill, New York, 1988
- 29. E. Bagherpour, N. Pardis, M. Reihanian, and R. Ebrahimi, «Обзор сильной пластической деформации: состояние исследований, классификация методов, эволюция микроструктуры и приложения». Междунар. Дж. Адв. Произв. Техн., вып. 100, нет. 5-8, стр. 1647-1694, 2019, doi: 10.1007/s00170-018-2652-z
- 30. К. Эдалати, «Обзор последних достижений в области интенсивной пластической деформации оксидов с помощью кручения под высоким давлением (HPT) », авт. англ. Матер., том. 21, нет. 1, стр. 1-10, 2019 г., doi: 10.1002/adem.201800272
- 31. J. Zhang, H. Di, K. Mao, X. Wang, Z. Han, and T. Ma, «Обработка карт для горячей деформации высокомарганцевой стали TWIP.
: Сравнительное исследование различных критериев на основе динамической модели материалов», Матер. науч. англ. А, том. 587, pp. 110-122, 2013, doi: 10.1016/j.msea.2013.08.036- 32. Раджпут С.К., Чаудхари Г.П., Нат С.К. Физическое моделирование горячей деформации низкоуглеродистой микролегированной стали Ti-Nb. и микроструктурные исследования», J. Mater. англ. Перформ., т. 1, с. 23, нет. 8, стр. 2930-2943, 2014, doi: 10.1007/s11665-014-1059-8
- 33. Фараджи Г., Ким Х.С. Обзор принципов и методов интенсивной пластической деформации для производства ультрамелкозернистых труб // Матер. науч. Технол. (Соединенное Королевство), том. 33, нет. 8, pp. 905-923, 2017, doi: 10.1080/02670836.2016.1215064
- , холодные и тяжелые условия пластической деформации», Прог. Матер. наук, вып. 60, нет. 1, стр. 130-207, 2014, doi: 10.1016/j.pmatsci.2013.09.002
- 35. C. C. F. Kwan и Z. Wang, «Циклическая деформация металлов с высокой пластической деформацией (SPD) и влияющие факторы», Metals (Basel), vol.
2, нет. 1, стр. 41-55, 2012, doi: 10.3390/met2010041- 36. Д. Самантарай, С. Мандал, К. Фанирадж и А. К. Бхадури, «Поведение потока и эволюция микроструктуры во время горячей деформации AISI тип 316 L ( N) аустенитная нержавеющая сталь», Матер. науч. англ. А, том. 528, нет. 29-30, стр. 8565-8572, 2011, doi: 10.1016/j.msea.2011.08.012
- 37. Н. Кумар, С. Кумар, С. К. Раджпут и С. К. Нат, «Моделирование напряжения течения и прогнозирование обрабатываемости путем обработки карты для горячего сжатия стали 43CrNi», ISIJ Int., vol. 57, нет. 3, 2016
- 38. Д. Самантарай, А. Чаудхури, У. Борах, А. К. Бхадури и П. Датта, «Роль зернограничного ферритового слоя в динамической рекристаллизации полутвердой обработанной аустенитной нержавеющей стали типа 304L», Матер . Лет., т. 2016. Т. 179. С. 65–68. doi: 10.1016/j.matlet.2016.05.049
- 39. Z. Yang, F. Zhang, C. Zheng, M. Zhang, B. Lv, and L.
Qu, «Исследование поведения горячей деформации и карты обработки низкоуглеродистой бейнитной стали», Матер. Дес., т. 1, с. 66, pp. 258-266, 2015, doi: 10.1016/j.matdes.2014.10.068- 40. Ю. К. Лин, М. С. Чен, Дж. Чжан, «Моделирование напряжения течения стали 42CrMo при горячем сжатии», Матер. . науч. англ. А, том. 499, нет. 1-2, стр. 88-92, 2009, doi: 10.1016/j.msea.2007.11.119
- 41. М. Фурукава, З. Хорита и Т. Лэнгдон, Тяжелая пластическая деформация. 2004
- 42. С. Немат-Насер, «Введение в испытания с высокой скоростью деформации», ASM Handb. Междунар., том. 8, pp. 427-428, 2000
- 43. Рагхаван В. Металлургия. 2. 2012
- 44. Ю. К. Лин, М. С. Чен, Дж. Чжун, «Прогнозирование напряжения течения стали 42CrMo при высокой температуре и скорости деформации», Механика. Рез. Комм., вып. 35, нет. 3, pp. 142-150, 2008, doi: 10.1016/j.mechrescom.2007.10.002
- Nb- и N-содержащий аустенитный биоматериал из нержавеющей стали: влияние скорости деформации и температуры», Mater.
науч. англ. А, том. 582, стр. 96-107, 2013, doi: 10.1016/j.msea.2013.06.037- 46. Джордани Э.Дж., Хорхе А.М., Баланчин О. Доля восстановления и рекристаллизации в течение времени между проходами при высоких температурах на Nb- и N -содержащий аустенитный биоматериал из нержавеющей стали», Scr. Матер., том. 55, нет. 8, стр. 743-746, 2006 г., doi: 10.1016/j.scriptamat.2006.05.015
- прог. Матер. наук, нет. Октябрь, с. 100752, 2020, doi: 10.1016/j.pmatsci.2020.100752
- 48. Мирзахани Б., Салехи М.Т., Ходдам С., Сейедейн С.Х., Абуталеби М.Р. Исследование поведения динамической и статической рекристаллизации во время термомеханической обработки в микролегированной стали API-X70 // J. Mater. англ. Перформ., т. 1, с. 18, нет. 8, стр. 1029-1034, 2009, doi: 10.1007/s11665-008-9338-x
- . англ. Матер., том. 3, нет. 8, стр. 587-589, 2001, doi: 10.1002/1527-2648(200108)3:8<587::AID-ADEM587>3.
0.CO;2-V- 50. Хансен Н., Барлоу С.Ю. Пластическая деформация металлов и сплавов. 1. Elsevier, 2014
- 51. Дудова Н., Беляков А., Сакаи Т., Кайбышев Р. Механизмы динамической рекристаллизации, действующие в сплаве Ni-20%Cr при горячей обработке // Acta Mater. ., т. 58, нет. 10, pp. 3624-3632, 2010, doi: 10.1016/j.actamat.2010.02.032
- 52. Беляков А., Сакаи Т., Миура Х., Кайбышев Р. Измельчение зерна при многократной тепловой деформации в Аустенитная нержавеющая сталь типа 304», ISIJ Int., vol. 39, нет. 6, с. при больших и средних напряжениях», «Матер. науч. Форум, вып. 941 MSF, стр. 1443-1449, 2018, doi: 10.4028/www.scientific.net/MSF.941.1443
- 54. P.R. Rios, F. Siciliano, H.R.Z. Sandim, R.L. перекристаллизация», Матер. Рез., том. 8, нет. 3, стр. 225-238, 2005, doi: 10.1590/S1516-143
000300002
- 55. Тихонова М., Кайбышев Р., Беляков А. Микроструктура и механические свойства аустенитных нержавеющих сталей после динамической и постдинамической рекристаллизационной обработки.
англ. Матер., том. 20, нет. 7, pp. 1-27, 2018, doi: 10.1002/adem.201700960- 56. B. Gong, X. W. Duan, J. S. Liu, and J. J. Liu, «Физически обоснованная определяющая модель кованой стали 34CrNiMo6 и карты обработки для горячей обработки // Вакуум. 155, нет. апрель, стр. 345-357, 2018, doi: 10.1016/j.vacuum.2018.06.022
- 57. Д. Самантарай, С. Мандал, В. Кумар, С. К. Альберт, А. К. Бхадури и Т. Джаякумар, «Оптимизация параметров обработки на основе характеристик текучести при высоких температурах и эволюции микроструктуры нержавеющей стали 316L (N) с повышенным содержанием азота. сталь», «Матер. науч. англ. А, том. 552, нет. Июль 2016 г., стр. 236–244, 2012 г., doi: 10.1016/j.msea.2012.05.036
- 58. Т. Си, К. Ян, М. Бабар Шахзад и К. Ян, «Изучение карты обработки и поведение при горячей деформации аустенитной нержавеющей стали 317LN с медным подшипником», Mater. Дес., т. 1, с. 2015. Т. 87. С. 303–312. doi: 10.
1016/j.matdes.2015.08.011- 59. H. Mecking и U.F. Kocks, «Кинетика течения и деформационного упрочнения», Acta Metall., vol. 29, нет. 11, стр. 1865-1875, 1981, doi: https://doi.org/10.1016/0001-6160(81)
-7
- и пластичность при горячей обработке стали 316», Дж. Матер. Процесс. Техн., вып. 21, нет. 2, pp. 177-199, 1990, doi: https://doi.org/10.1016/0924-0136(90)
-F
- 61. HJ McQueen, S. Yue, N.D. Ryan, and E. Fry, «Горячие рабочие характеристики сталей в аустенитном состоянии», Дж. Матер. Процесс. Техн., вып. 53, нет. 1, стр. 293-310, 1995, doi: https://doi.org/10.1016/0924-0136(95)01987-P
- 62. P. Gao, M. Fu, M. Zhan, Z. Lei, and Y. Ли, «Деформационное поведение и эволюция микроструктуры титановых сплавов с пластинчатой микроструктурой в процессе горячей обработки: обзор», J. Mater. науч. Техн., вып. 39, стр. 56-73, 2020, doi: 10.1016/j.jmst.2019.07.052
- 63.
Патра С., Кумар В., Халдар А., Чакрабарти Д. Влияние горячей деформации на микро -текстура в сверхмелкозернистой стали HSLA», т. 703, нет. Январь, стр. 439-442, 2012, doi: 10.4028/www.scientific.net/MSF.702-703.439- 64. Ф. Рен, Ф. Чен, Дж. Чен и X. Тан, «Поведение при горячей деформации и обработка карт AISI мартенситная нержавеющая сталь 420», J. Manuf. Процесс., вып. 31, стр. 640-649, 2018, doi: 10.1016/j.jmapro.2017.12.015
- ”Международный Дж. Адв. Матер. Произв. Характер., том. 3, нет. 1, с. 291-295, 2013, doi: 10.11127/ijammc.2013.02.053
- 66. М. К. Мишра, А. Г. Рао, Р. Саркар, Б. П. Кашьяп и Н. Прабху, «Влияние деформации перед старением на характеристики старения супердуплексной нержавеющей стали 2507», J. Mater. англ. Перформ., т. 1, с. 25, нет. 2, pp. 374-381, 2016, doi: 10.1007/s11665-015-1840-3
- 67. P.O. Malta, F.L. Dias, A.C.M. de Souza, and D.B. Santos, «Микроструктура и эволюция текстуры дуплексных нержавеющих сталей с различными содержание молибдена», «Матер.
Характер., том. 142, нет. Июнь, стр. 406-421, 2018, doi: 10.1016/j.matchar.2018.06.006- 68. JL del Abra-Arzolaet al., «Изучение влияния осаждения сигма-фазы на износ скольжения и коррозионное поведение дуплексной нержавеющей стали AISI 2205», Wear, vol. 400-401, вып. August 2017, pp. 43-51, 2018, doi: 10.1016/j.wear.2017.12.019
- масштабное моделирование бейнитного фазового превращения в многовариантных поликристаллических низколегированных сталях», Межд. J. Solids Struct., vol. 2015. Т. 54. С. 156–171. doi: 10.1016/j.ijsolstr.2014.10.021
- 70. Эшби М.Ф. Деформация пластически неоднородных материалов // Философ. Маг., вып. 21, нет. 170, стр. 399-424, 1970, doi: 10.1080/14786437008238426
- Матер. науч. Technol., pp. 2375-2381, 2001, doi: 10.1016/b0-08-043152-6/00419-8
- Матер. Процесс. Техн., вып. 197, нет. 1-3, стр. 241-249, 2008, doi: 10.1016/j.jmatprotec.
2007.06.066- 73. JY Choi, SW Hwang, K.T. Park, «Высокопластичная дуплексная нержавеющая сталь, вызванная двойникованием, способствует пластичности», Металл. Матер. Транс. физ. Металл. Матер. наук, вып. 44, нет. 2, стр. 597-601, 2013, doi: 10.1007/s11661-012-1579-5
- Дисс. монт. Леобен, нет. май, с. 193 стр., 2013
- 75. Прусти Б.Г., Банерджи А. Структурно-свойственная корреляция и конструктивное описание конструкционных сталей при горячей обработке и деформации при деформации // Материалы (Базель). 13, нет. 3, 2020, дои: 10.3390/ma13030556
- 76. Теховник Ф., Арзеншек Б., Арх Б., Скобир Д., Пирнар Б., Жужек Б. Эволюция микроструктуры в супердуплексной нержавеющей стали SAF 2507 // Матер. технол., вып. 45, нет. 4, стр. 339-345, 2011
- 77. H. Liet al., «Характеристика деформации и конструктивное моделирование гипердуплексной нержавеющей стали 2707 при горячем сжатии», Metals (Basel), vol.
6, нет. 9, с. 223, 2016, doi: 10.3390/met60- 78. Д. Самантарай, В. Кумар, К. Бхадури и П. Датта, «Эволюция микроструктуры и механические свойства нержавеющей стали типа 304 L, обработанной в полутвердом состоянии, Интерн. Дж. Металл. англ., вып. 2, нет. 2, стр. 149-153, 2013, doi: 10.5923/j.ijmee.20130202.06
- 79. Хамфрис Дж., Рорер Г.С., Роллетт А. Рекристаллизация и родственные явления отжига: второе издание. 2017
- 80. C. P. Wang, FG Li, W. Lei, and HJ Qiao, «Обзор модифицированных и новых методов интенсивной пластической деформации», Sci. Китайская технология. наук, вып. 55, нет. 9, стр. 2377-2390, 2012, doi: 10.1007/s11431-012-4954-y
- Матер. Сегодня Proc., vol. 27, стр. 2852-2858, 2019, doi: 10.1016/j.matpr.2020.01.296
- 82. М. Сабзи и М. Фарзам, «Марганцевая аустенитная сталь Гадфилда: обзор производственных процессов и свойств», Матер.
Рез. Экспресс, т. 6, нет. 10, 2019, doi: 10.1088/2053-1591/ab3ee3- 83. Хэдфилд Р. «МАРГАНЦЕВАЯ СТАЛЬ ХАДФИЛДА». 12, нет. 306, стр. 284-286, декабрь 1888 г., doi: 10.1126/science.ns-12.306.284-a
- → г.ч.п. преобразование механических свойств сплавов CoNiCrMo // Матер. науч. англ., вып. 26, нет. 1, стр. 123-132, 1976, doi: 10.1016/0025-5416(76)
-2
- 85. Буазиз О., Зуроб Х., Чехаб Б., Эмбери Дж. Д., Аллен С., Хуанг М. Влияние химического состава на работу упрочнение сталей Fe-Mn-C TWIP // Матер. науч. Техн., вып. 27, нет. 3, pp. 707-709, 2011, doi: 10.1179/026708309X12535382371852
- механизмов в сплавах Fe-Mn-C // Матер. науч. англ. А, том. 387-389, нет. 1-2 спец. ISS., 158-162, 2004, doi: 10.1016/j.msea.2004.01.059
- к интенсивной пластической деформации // Рос. Металл., вып. 2016, нет. 9, pp. 812-819, 2016, doi: 10.1134/S00360295160
- 88.
W. Yan, L. Fang, K. Sun, and Y. Xu, «Влияние поверхностного упрочнения на износ стали Гадфильда». Матер. науч. англ. А, том. 460-461, стр. 542-549, 2007, doi: https://doi.org/10.1016/j.msea.2007.02.094- 89. M. Soleimani, A. Kalhor и H. Mirzadeh, «Пластичность, индуцированная трансформацией (TRIP) в современных сталях. : Обзор, «Матер. науч. англ. А, том. 795, нет. Август 2020 г., doi: 10.1016/j.msea.2020.140023
- 90. Севсек С., Хаазе К. и Блек В. «Поведение деформации и механические свойства многофазной среднемарганцевой стали в зависимости от скорости деформации». «Металлы (Базель). 9, нет. 3, 2019, doi: 10.3390/met
44 - 91. Бахрамян М., Мусавиан Р.Т., Брабазон Д. Исследование механизма пластической деформации высокоэнтропийных сплавов TRIP-TWIP на атомном уровне // Междунар. J. Plast., vol. 127, нет. Июнь 2019, с. 102649, 2020, doi: 10.1016/j.ijplas.2019.102649
- 92. Джавадзаде Ф.
Калахруди, Х. Кохдар, Х. Р. Джафарян, Ю. Хаунг, Т. Г. Лэнгдон и М. мартенситной стали Fe-10Ni-7Mn, обработанной кручением под давлением // Матер. науч. англ. А, том. 749, нет. Январь, стр. 27-34, 2019, doi: 10.1016/j.msea.2019.02.002- 93. Фует Х. и др., «Динамическое поведение и эволюция микроструктуры сверхвысокопрочной стали на основе железа и никеля при испытаниях SHPB «Металлы (Базель). 10, нет. 1, 2020, doi: 10.3390/met10010062
- 94. Л. С. Тотет и др., «Моделирование влияния первичного и вторичного двойникования на эволюцию текстуры во время интенсивной пластической деформации пластичной стали, вызванной двойникованием», Материалы (Базель). . 11, нет. 5, 2018, дои: 10.3390/ma11050863
- 95. Somani MC и Karjalainen LP, «Инновационные подходы в физическом моделировании и моделировании для оптимального проектирования и обработки современных высокопрочных сталей», Mater. Произв. Процесс., вып. 25, нет.
1-3, стр. 133-141, 2010, doi: 10.1080/104269108223
- 96. J.H. Ryu, P.H.K.D.H. Bhadeshia, and P.D.-W. Suh, «Водородное охрупчивание в сталях TRIP и TWIP», Grad. Инст. Фер. Техн., вып. Ph.D., 2012
- 97. G. Frommeyer, U. Brüx и P. Neumann, «Сверхпластичные и высокопрочные марганцевые стали TRIP/TWIP для целей поглощения высокой энергии», ISIJ Int., vol. 43, нет. 3, стр. 438-446, 2003, doi: 10.2355/isijinternational.43.438
- 98. Дж. Ю. Канг, Дж. Г. Ким, С. К. Ким, К. Г. Чин, С. Ли и Х. С. Ким, «Выдающиеся механические свойства многослойного трехслойного стального листа с сердечником TWIP, обработанного под высоким давлением», Scr. Матер., том. 123, pp. 122-125, 2016, doi: 10.1016/j.scriptamat.2016.06.009
Разделы
Авторская информация
- 1. Винтродуция
- 2. SOME Common Metal Resconcking и присоединение к установке
- 2.SOME Common Metal. и присоединение к установке
- 2.SOME Common Metal. Базовое понимание микроструктуры
- 4. Некоторые основы механизма пластической деформации
- 5. Терминология и краткое изложение механизмов, связанных с ТМО
- 6. Влияние параметров пластической деформации на микроструктуру и изменение свойств
- 7. Влияние ИПД на структуру и механические свойства сталей
- 8. Заключительные замечания
Ссылки
Реклама
Автор:
Санджив Кумар и Эрвин Поводен-Карадениз
Представлено: 13 августа 2020 г.
Опубликовано: 13 августа 2020 г. Опубликовано: 16 апреля, 2 мая 2021 г.0003 СКАЧАТЬ БЕСПЛАТНО© 2021 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Где: σ i = напряжение трения, D = диаметр зерна, K Y = коэффициент текучести или «параметр блокировки», который показывает относительный вклад границ зерен в упрочнение.
Часто используются некоторые из основных этапов обработки металла, такие как прокатка, методы ковки с широким диапазоном температур (температурные диапазоны холодной, теплой и горячей деформации) для измельчения зерна [26, 27, 29, 30, 31, 32]. Кручение под высоким давлением, равноканальное угловое прессование (РКУП), методы прямого/непрямого выдавливания и т. д. применяются для сверхмелких зерен, в которых пластическое превращение достигает степени деформации 1 за счет интенсивной пластической деформации (ИПД) [33, 34, 35].
В этих процессах SPD большое напряжение сдвига обычно приводит к сложному напряженному состоянию, что приводит к высокой плотности дефектов и однородным сверхмелким зернам.Во время обработки давлением сталь испытывает различные металлургические явления, такие как деформационное упрочнение, динамическое восстановление, динамическая рекристаллизация, нестабильность течения и т. д. [32, 36, 37, 38]. Влияние этих металлургических явлений можно понять посредством интерпретации кривых течения [26, 31, 39, 40]. Где напряжение течения зависит от различных параметров обработки, таких как температура, скорость деформации, деформация и т. д., которые обычно можно описать с помощью определяющего уравнения.
В этой главе основное внимание уделяется поведению пластической деформации, которым можно управлять с помощью параметров обработки, влияющих на измельчение микроструктуры и связанные с этим механические свойства металлов и сталей во время формовки.
Модель открытого доступа применяется ко всем нашим публикациям и предназначена для исключения подписки и платы за просмотр.
Такой подход обеспечивает бесплатный немедленный доступ к полным текстовым версиям вашего исследования.Являясь золотым издателем открытого доступа, плата за публикацию открытого доступа выплачивается при принятии после рецензирования рукописи. Взамен мы предоставляем высококачественные издательские услуги и эксклюзивные преимущества для всех участников. IntechOpen является надежным издательским партнером более 140 000 международных ученых и исследователей.
Плата за публикацию в открытом доступе (OAPF) подлежит оплате только после того, как глава вашей книги, монография или журнальная статья будут приняты к публикации.
На этапе запуска журналы не взимают APC, они будут финансироваться IntechOpen.
*Эти цены не включают налог на добавленную стоимость (НДС). Жителям стран Европейского Союза необходимо добавить НДС, исходя из конкретной ставки в стране их проживания. Учреждения и компании, зарегистрированные в качестве плательщиков НДС в своей стране-члене ЕС, не будут платить НДС, если в процессе подачи заявления будет предоставлен регистрационный номер плательщика НДС.
Это стало возможным благодаря методу обратного начисления в ЕС. Ваш менеджер по работе с авторами сообщит вам обо всех пунктах, не покрываемых OAPF, и предоставит точную информацию об этих дополнительных расходах, прежде чем продолжить.
Чтобы изучить возможности финансирования и узнать больше о том, как вы можете финансировать свою публикацию IntechOpen, перейдите на нашу страницу финансирования открытого доступа. IntechOpen предлагает квалифицированную помощь всем своим Авторам. Мы можем помочь вам в обращении к финансирующим органам и учреждениям в отношении платы за публикацию, предоставив информацию о соблюдении политики открытого доступа вашего спонсора или учреждения. Мы также можем помочь в распространении информации о преимуществах открытого доступа, чтобы поддержать и усилить ваш запрос на финансирование и предоставить персональные рекомендации в процессе подачи заявки. Вы можете связаться с нами по адресу [email protected] для получения дополнительной информации или помощи.
Для авторов, которые все еще не могут получить финансирование от своих учреждений или организаций, финансирующих исследования, для отдельных проектов, IntechOpen предлагает возможность подать заявку на отказ от прав, чтобы компенсировать некоторые или все потоки обработки. Подробную информацию о нашей Политике отказа можно найти здесь.
IntechOpen сотрудничает с Enago через родственный бренд Ulatus, одного из ведущих мировых поставщиков услуг по переводу книг. Их услуги призваны донести суть вашей работы до читателей со всего мира на понятном им языке.
IntechOpen Авторы, желающие воспользоваться этой услугой до отправки, получат 20% скидку на все переводческие услуги. Чтобы узнать больше информации или получить расценки, посетите сайт https://www.enago.com/intech
. Плата за публикацию в открытом доступе уплачивается при принятии после рецензирования рукописи. Взамен мы предоставляем высококачественные издательские услуги и эксклюзивные преимущества для всех участников.
IntechOpen является надежным издательским партнером более 140 000 международных ученых и исследователей.Плата за публикацию в открытом доступе (OAPF) подлежит оплате только после того, как глава вашей книги, монография или журнальная статья будут приняты к публикации.
На этапе запуска журналы не взимают APC, они будут финансироваться IntechOpen.
*Эти цены не включают налог на добавленную стоимость (НДС). Жителям стран Европейского Союза необходимо добавить НДС, исходя из конкретной ставки в стране их проживания. Учреждения и компании, зарегистрированные в качестве плательщиков НДС в своей стране-члене ЕС, не будут платить НДС, если в процессе подачи заявления будет предоставлен регистрационный номер плательщика НДС. Это стало возможным благодаря методу обратного начисления в ЕС.
Ваш менеджер по работе с авторами сообщит вам обо всех пунктах, не покрываемых OAPF, и предоставит точную информацию об этих дополнительных расходах, прежде чем продолжить.
Чтобы изучить возможности финансирования и узнать больше о том, как вы можете финансировать свою публикацию IntechOpen, перейдите на нашу страницу финансирования открытого доступа. IntechOpen предлагает квалифицированную помощь всем своим Авторам. Мы можем помочь вам в обращении к финансирующим органам и учреждениям в отношении платы за публикацию, предоставив информацию о соблюдении политики открытого доступа вашего спонсора или учреждения. Мы также можем помочь в распространении информации о преимуществах открытого доступа, чтобы поддержать и усилить ваш запрос на финансирование и предоставить персональные рекомендации в процессе подачи заявки. Вы можете связаться с нами по адресу [email protected] для получения дополнительной информации или помощи.
Для авторов, которые все еще не могут получить финансирование от своих учреждений или организаций, финансирующих исследования, для отдельных проектов, IntechOpen предлагает возможность подать заявку на отказ от прав, чтобы компенсировать некоторые или все потоки обработки.
Подробную информацию о нашей Политике отказа можно найти здесь.IntechOpen сотрудничает с Enago через родственный бренд Ulatus, одного из ведущих мировых поставщиков услуг по переводу книг. Их услуги призваны донести суть вашей работы до читателей со всего мира на понятном им языке.
IntechOpen Авторы, желающие воспользоваться этой услугой до отправки, получат 20% скидку на все переводческие услуги. Чтобы узнать больше информации или получить ценовое предложение, посетите https://www.enago.com/intech
Неоднородность деформации и текстура поверхности Сильная пластическая деформация меди
- Список журналов
- Proc Math Phys Eng Sci
- PMC4841473
Proc Math Phys Eng Sci. 2016 март; 472(2187): 20150486.
doi: 10.1098/rspa.2015.0486
Информация об авторе Примечания к статье Информация об авторских правах и лицензии Отказ от ответственности
- Заявление о доступности данных С 2 PD) имеет важное значение для создания контролируемых структур обработки. В этом исследовании эволюция кристаллографических текстур во время направленной механической обработки поверхности меди истиранием была изучена и смоделирована с использованием вязкопластического самосогласованного каркаса. Высокоскоростная визуализация in situ и корреляция цифрового изображения деформации поверхности в круговой выемке использовались для объяснения механики, происходящей в единичном процессе деформации, и для калибровки параметров модели текстуры. Реакция материала во время направленного механического истирания поверхности была смоделирована с использованием конечно-элементной модели в сочетании с калиброванной текстурной моделью. Кристаллографические текстуры, развитые во время S 2 ЧР были аналогичны тем, которые возникают в результате одноосного сжатия. Кратко обсуждаются последствия этих результатов для облегчения основанной на обработке структуры для прогнозирования механики деформации и результирующей кристаллографической текстуры в конфигурациях S 2 PD.
Ключевые слова: сильная пластическая деформация, поверхности, текстура
Методы модификации поверхности уже давно используются для придания механическим компонентам улучшенных свойств в различных технологических приложениях. Функционализация поверхностей компонентов обычно включает изменение химического состава, микроструктуры, топографии и напряженного состояния — в совокупности называемых целостностью — поверхности материала и подповерхности. Методы, используемые для функционализации поверхности, широко классифицируются как основанные на добавках (например, нанесение покрытия, осаждение, имплантация) или на основе деформации (например, механическая обработка [1], полирование [2], поверхностный удар [3]). Среди них последняя группа по своей природе более масштабируема для приложений структурных компонентов, поскольку они интегрируются в каркасы обработки, основанные на сильной пластической деформации (SPD: 9).
0516 ϵ ≫1) для адаптации микроструктуры поверхности и напряженного состояния. Для конфигураций, основанных на деформации, целостность поверхности определяется полем деформации и соответствующей скоростью деформации, деформацией и температурой. В связи с этим существует фундаментальная потребность в понимании и количественной оценке взаимосвязей между механикой деформации и контролируемыми параметрами обработки, а также соответствующих воздействий на различные элементы целостности поверхности. Такие рамки «процесс-механика-структура» необходимы для оптимизации интенсивной пластической деформации поверхности (S 2 ПД) методы проектирования высокопроизводительных механических компонентов.Поверхностная механическая обработка при истирании (SMAT) — это метод PD S 2 , который использовался для придания металлическим компонентам улучшенных структурных (например, сниженный износ [4], повышенная усталостная долговечность [5]) и функциональных (например, подавленная коррозия) [ 6]) ответ.
Этот процесс включает в себя многократное воздействие на поверхность твердыми или жидкими дробями (например, дробеструйная обработка, кавитационная обработка) или активируемыми инструментами (например, ультразвуковая ударная обработка [7]). ИПД, вызванное повторяющейся деформацией, приводит к фрагментации зерен, что приводит к образованию ультрамелкозернистых (УМЗ) и наноструктурных микроструктур на поверхности и в недрах [3,8]. Механика эволюции микроструктуры во время поверхностной деформации была изучена, и влияние термомеханических условий (например, скорости деформации, деформации, температуры) на получающиеся микроструктуры было описано в нескольких материалах с различными внутренними свойствами с точки зрения кристаллографии и энергии дефекта упаковки [3,9,10].В то время как основные механизмы, вызывающие измельчение зерна в S 2 PD, были рассмотрены, мало внимания было уделено эволюции целостности поверхности с точки зрения кристаллографической текстуры. Среди ограниченных наблюдений, которые были сделаны, было отмечено отсутствие сильных кристаллографических текстур (т.
е. предпочтительных ориентаций) на сильно деформированных поверхностях, таких как то, что было показано для ГЦК [10] и ОЦК [9] материалов, обработанных SMAT. Это объясняется механизмами, в которых преобладает микроструктура, такими как скольжение по границам зерен (GBS) при вращении зерен [10] и активация прерывистой динамической рекристаллизации (DDRX). Вращение зерна с помощью ЗГТ преобладает при температуре окружающей среды, когда Δ 15 ° <∼20 нм [11] или при термической активации при больших гомологических температурах T > 0,3 T M в микрокрист -рестях M в Микрокристле M . ], где δ 15° относится к среднему диаметру зерна с разориентацией θ >15°. Следовательно, вклад GBS в аккомодацию пластического течения во время PD S 2 незначителен в прототипных поликристаллических твердых телах до SMAT при температурах, близких к температуре окружающей среды, которые часто имеют δ 15° >100 мкм. С другой стороны, DDRX обычно проявляется в экстремальных термомеханических условиях (ϵ≫1,ϵ˙>1000 с-1 и T → T м /2) [13]. DDRX представляет собой прерывистый механизм эволюции микроструктуры, при котором новые беспорядочно ориентированные зерна зарождаются внутри сильно деформированной микроструктуры, что в конечном итоге приводит к отсутствию предпочтительных ориентаций [14]. Однако термомеханическое пространство, относящееся к S 2 PD, дополненное вышеупомянутым пространством с доминированием DDRX, управляется набором других микроструктурных механизмов, таких как непрерывная/геометрическая динамическая рекристаллизация (CDRX/GDRX) и двойникование [15–18]. Здесь есть свидетельство совершенно иной эволюции кристаллографических текстур, чем та, которая определялась DDRX и GBS во время S 9.0279 2 ПП микрокристаллической ( δ 15° >100 мкм) бескислородной меди высокой проводимости методом СМАТ обнаружен при низких температурах ( T ≪ T m ) [19]. В этой работе отчетливые концентрации предпочтительной ориентации наблюдались в конце S 2 PD. Однако точная природа механики, которая привела к формированию предпочтительных ориентаций во время S 2 PD с помощью SMAT, не была выяснена.В этом исследовании исследуется эволюция микроструктуры и кристаллографической текстуры во время S 2 PD в направленном SMAT. Поскольку микроструктура, созданная во время SMAT, является следствием комбинированного эффекта множественных ударов/вдавливаний поверхности, понимание механики и эволюции микроструктуры в процессе единичного вдавливания поверхности. С этой целью в настоящей статье основное внимание уделяется эволюции кристаллографических текстур во время SMAT, которые, как известно, играют важную роль в определении структурных [20] и функциональных характеристик [2] металлических компонентов.
Эксперименты по вдавливанию на скорости v =0,1 мм с −1 проводились на отожженных заготовках из ВГК Cu круглым стальным индентором (диаметр d =1 мм, толщина t =25 мм) в специально разработанная установка, изображенная в и .
Передняя плоскость YZ в a заготовки находилась в постоянном контакте с окном из закаленного стекла, что обеспечивало условия плоской деформации под индентором. Поток материала визуализировали с помощью высокоскоростной цифровой камеры (PCO Dimax), а соответствующие поля смещения определяли с помощью алгоритма корреляции цифровых изображений (DIC). По этим измерениям была оценена деформация с точки зрения полей скорости деформации, полей деформации и полей вращения, следуя методу, описанному в [21]. Полученные истории деформации были объединены с вязкопластической самосогласованной (VPSC) структурой для моделирования эволюции кристаллографических текстур, как описано в следующих разделах. В дополнение к этим единичным испытаниям на деформацию S 2 Были проведены эксперименты с ЧР. Направленный SMAT был выполнен на исходном OFHC Cu (сплав 101, толщина 2,3 мм) с использованием сферического кремнезема SiO 2 выстрелов (диаметр d выстрелов ~ 200 мкм), ускоренных направленным потоком воздуха при 0,4 МПа. Площадь образцов составляла 25,4 мм × 25,4 мм. Взрыв ударов SiO 2 был направлен перпендикулярно поверхности вблизи центра заготовки. Следовательно, область, близкая к центру образца, подверглась нескольким сотням перекрывающихся ударов, ориентированных почти параллельно относительно оси 9.0516 Z -ось в б . Обработку поверхности проводили в течение 600 и 1200 с. Скорость удара v удара была измерена и составила приблизительно 10 м с -1 путем записи массового расхода.Открыть в отдельном окне. (Онлайн-версия в цвете.)
Ориентационная визуализирующая микроскопия (OIM) была выполнена с использованием дифракции обратно рассеянных электронов (EBSD) с использованием сканирующего электронного микроскопа Tescan с полевой эмиссией (SEM). Образцы готовили механической полировкой и ионно-лучевой полировкой (Hitachi 4000). Использовались размеры шага сканирования от 1 мкм до 0,1 мкм, диаметр пучка составлял приблизительно 80 нм, а ускоряющее напряжение составляло 20 кВ.
Микроструктуру также охарактеризовали с использованием рентгеновского дифрактометра Panalytical X’Pert. Измерения проводились при 45 кВ и 40 мА с использованием K α 1 излучение Cu λ =0,1540598 нм с шагом сканирования 5°. Для этого поверхность, перпендикулярная направлению Z в b , подвергалась воздействию падающего луча. Полюсные фигуры, соответствующие первым трем пикам Cu , а именно. (111), (200) и (220) при углах дифракции приблизительно 43°, 50° и 74° соответственно. Фоновый шум измерялся при θ ± 4°, где θ — угол дифракции. Коррекция дефокусировки выполнялась путем измерения кривых ошибки дефокусировки для нетекстурированного порошка меди. Анализы после измерения, включая инверсию полюсной фигуры, были выполнены с использованием MTEX на базе Matlab, в котором используется алгоритм инверсии, описанный в [22]. Для этого использовались симметрия кристалла ГЦК (группа Лауэ: Fm3m, MTEX: m-3m) и триклинная симметрия образца.Деформация в SMAT моделировалась как последовательность ударов и реализовывалась с помощью подпрограмм Python и встроенного интерфейса сценариев в ABAQUS [23]. Используя эти подпрограммы, механическое состояние заготовки до одиночного удара было извлечено из состояния после деформации из предыдущего моделирования удара. Ударные дроби моделировались сферическими упругими телами диаметром = 200 мкм, E =73 ГПа и ν =0,17 с использованием тетраэдрических (C3D4) элементов сетки. Заготовка была смоделирована как изотермическое тело с использованием шестигранных элементов (C3D84, размер элемента: 10 мкм) с уменьшенной интеграцией и контролем песочных часов [23]. Изотермическое состояние заготовки определялось диффузным характером деформации, вызванной пространственно и во времени дискретными ударами по рабочей поверхности, препятствующими концентрированному рассеиванию тепла. Обратите внимание, что струя воздуха под высоким давлением также может снизить повышение температуры за счет увеличения рассеивания тепла.
Использовалась модель материала Джонсона-Кука: σ=(A+Bϵn)(1+Clog(ϵ˙/ϵ0˙))(1−(T−Tr)/(Tm−Tr))m, где [A, B,C,ϵ0˙,n,m]=[90 МПа, 292 МПа, 0,025,1 с-1,0,31,1,09] для OFHC Cu [24]. Для создания изотермических условий поддерживали T = T r . Распределенные по Гауссу скорости V
х = Н (0,0,5), В
у = с.ш. (0,0,5), в
z =(10,0,01) мс −1 были присвоены ударным выстрелам. Начальные позиции выстрелов также были распределены по Гауссу на N (0,10), N (0,10) мкм относительно центра заготовки. Постсимуляционная обработка была выполнена для численного моделирования эволюции кристаллографических текстур во время S 2 PD. Соответствующие подробности описаны в разделе приложений.(a) Поле единичной деформации
Течение материала в очаге деформации при вдавливании единичной поверхности было зарегистрировано на месте и впоследствии охарактеризовано с помощью ДИК.
Репрезентативное высокоскоростное изображение, полученное во время этого процесса, представлено на и , которые также разграничивают поле зрения, полученное при анализе ДИК. b показывает эффективное поле деформации, возникающее под индентором, полученное путем интегрирования дополнительных деформаций, испытываемых каждой точкой материала ( x , y ), как ϵ(x,y)=∮Pϵp˙ dt, где 𝒫 относится к линия пути точки ( x , y ) и ϵp˙=23Dp:Dp, где D p — симметричная компонента тензора градиента скоростиL_=[∂u∂y∂u∂z∂v∂y∂v∂z].
В этом случае u и v являются компонентами скорости вдоль направлений Y и Z соответственно a . Из рисунка видно, что максимальная эффективная деформация 1,5 наблюдалась под индентором, это происходило на линиях, расположенных примерно под 45° от центральной линии индентора. Кроме того, эффективное поле деформации имеет минимум непосредственно под индентором ( ϵ ∼0,5), что можно объяснить образованием так называемых «зон мертвого металла» [25] в процессе деформации поверхности.
Было видно, что зона шириной примерно 1 мм была затронута приложенной деформацией, в которой было обнаружено, что эффективные деформации радиально затухают наружу по отношению к индентору. c показывает соответствующее поле вращения, рассчитанное путем полярного разложения тензоров градиента деформации F , которые были рассчитаны с использованием L_=F˙_⋅F_−1. Тензор вращения R_ связан с физическими углами поворота θ относительно оси X ( c ) с помощью R_=[cosθ−sinθsinθcosθ]. Судя по рисунку, это вращение колеблется от -56,5 ° до 74,6 ° поперек поля деформации. Наконец, неоднородность, присутствующая в поле деформаций, также четко наблюдается в лагранжевых тензорных компонентах, представленных в 9.0516 д , д . Было видно, что сравнимые компоненты лагранжевой деформации возникают при круговом вдавливании с max | E n | ~ 1 для всех компонентов. Однако эти компоненты имеют характерно различное распределение относительно индентора. Например, поля E 11 и E 22 оказались симметричными относительно центральной линии индентора, тогда как E 12 оказался антисимметричным. Лагранжевы компоненты рассчитывались как E_=12(F_T⋅F_-I_), где E_ — лагранжев тензор деформации. Понимание этой неоднородности в компонентах лагранжевой деформации, возникающих во время вдавливания, важно для выяснения роли, которую играют изменения траектории деформации и инверсии во время процессов единичной деформации в S 2 PD [26].Открыть в отдельном окне
( a ) Репрезентативное высокоскоростное изображение, показывающее на месте характеристика течения материала при поверхностной деформации, ( b ) эффективное поле деформации, ( c ) поле вращения и ( d – f ) лагранжевы компоненты деформации E11, E22, E12 соответственно. Максимальные и минимальные значения полей деформации представлены на врезке.
(Онлайн-версия в цвете.)Деформированная микроструктура для конкретных мест в зоне деформации показана на обратных полюсных фигурах (IPF) . Вблизи границы раздела индентор–деталь, обозначенной как область I ( и ), деформированные зерна имели удлиненную морфологию из-за сильной деформации сдвига (примерно 1,5), приложенной к рабочему материалу. На больших расстояниях от индентора, как и в областях II и III ( b , c ), эффекты деформации не были столь явными с зернами, проявляющими микрокристаллическую равноосную морфологию. Чтобы количественно оценить влияние деформации на кристаллографическую текстуру, функции распределения ориентаций (ODF) и полюсные фигуры были извлечены из этих IPF путем дискретного бинирования ориентаций (размер ячейки: 5°). Из можно выделить существенные различия между кристаллографическими текстурами, выделенными из областей I–III; эти различия можно объяснить, рассматривая неоднородность поля течения, очевидную в компонентах тензора деформации, измеренных с помощью DIC ().
Компоненты тензора деформации были рассчитаны с использованием E_=12(F_T⋅F_-I_), где I_ — единичный тензор. В связи с этим текстуры в регионе I из a демонстрировал доминирующий характер простого сдвига, характеризующийся концентрациями вдоль волокон, аналогичными волокнам f 1 , f 2 и f 3 , обычно наблюдаемым при деформации простого сдвига [1, 27]. . Компоненты тензора лагранжевой деформации в этой области: Е 11 и Е 22 относятся к горизонтальной E YY и вертикальной E ZZ компонентам лагранжевой деформации соответственно (см. вставку оси в a a ). С другой стороны, кристаллографические текстуры в области II b имели характер растяжения, при этом ось растяжения была ориентирована вдоль горизонтального направления образца ( Y ) [28]. В этой области компоненты тензора деформации были E 11 = ∼0,2, E 22 = ∼−0,2, E 12 = ∼0,01.Открыть в отдельном окне
( a ) Конфигурация деформации поверхности и ( b – d ) измерения OIM для областей I, II и III соответственно. (Онлайн-версия в цвете.)
Открыть в отдельном окне
Эмпирические и смоделированные кристаллографические текстуры, полученные в результате испытаний на вдавливание поверхности. (111) и (022) полюсные фигуры, ϕ 2 сечения {0°,45°} и обратные полюсные фигуры показаны для ( a ) области I, ( b ) области II и ( c ) области III. (Онлайн-версия в цвете.)
Эволюция текстуры была смоделирована с использованием структуры VPSC и истории деформации, полученной из in situ DIC-характеристики зоны деформации. Текстура исходных недеформированных образцов была охарактеризована ОИМ с использованием ДОЭ и выявила отсутствие преимущественных ориентаций (т.е. случайных кристаллографических текстур). В связи с этим исходные недеформированные дискретизированные ФРО, которые были введены в структуру VPSC, были созданы путем дискретизации равномерно распределенного пространства ориентации.
Смоделированные кристаллографические текстуры для областей I–III в поле деформации показаны на рис. Для этих смоделированных полюсных фигур и ODF параметры схемы VPSC настраивались до тех пор, пока не было достигнуто хорошее соответствие между смоделированными и эмпирически полученными результатами. Схема фрагментации зерна с соотношением сторон R = 5 было достаточно для моделирования эволюции кристаллографической текстуры, где R — максимальное соотношение сторон, определяющее фрагментацию субзерен с кристаллографической ориентацией расколотых зерен, такой же, как у материнского зерна [27,29]. ]. За пределами этой стадии каждое зерно развивается независимо посредством численного моделирования. Этот процесс происходит в том же духе, что и во время GDRX, который включает фрагментацию удлиненных зерен на мелкие зерна во время эволюции до механистически определенных соотношений сторон [17]. Здесь отмечается, что каркас также способен учитывать CDRX, происходящий из-за постепенного формирования и консолидации стенок дислокационных ячеек, при этом создаются все более мелкие зерна, имеющие большую дезориентацию по отношению к своим соседям. В связи с этим GDRX и CDRX учитывались с помощью вязкопластического самосогласованного каркаса при моделировании эволюции кристаллографических текстур. В то время как существуют расхождения в максимальных интенсивностях эмпирических и смоделированных полюсных фигур в , калиброванный каркас VPSC был способен воспроизвести первичные характеристики деформированных кристаллографических текстур. Вариации этих интенсивностей можно объяснить вкладом достаточно больших размеров зерен в концентрации в ориентационном пространстве.(b) Сильная пластическая деформация поверхности
Деформированные микроструктуры на поверхностях, обработанных SMAT, изображены в a . Из измерений OIM ясно видны равноосные микроструктуры УМЗ вблизи обработанных поверхностей. Эволюция этих микроструктур, вероятно, является следствием CDRX на деформированной поверхности. В CDRX происходит прогрессивное формирование и разделение дислокационных структур из-за повышенного уровня деформации, что приводит к фрагментации зерен и образованию состояний UMG [18,30].
Взаимосвязь между размером зерна и временем обработки резюмирована в таблице 9.0516 δ 15° по сравнению с профилями d , представленными в b . При обработке 600 с размер зерна δ 15° = ∼0,5 мкм наблюдался на относительно небольшой глубине подповерхности менее 3 мкм. При более длительной обработке 1200 с аналогичный размер зерна существовал в более глубокой зоне примерно 15 мкм в деформированной подповерхности. Более длительная обработка также показала меньший градиент микроструктуры с эмпирически полученным значением ∂ δ 15° /∂ d =0,068 и 0,092 для 1200-секундной и 600-секундной обработки соответственно. Сканирование OIM, выполненное на 1200-секундных образцах, показало более низкую степень выравнивания в их дислокационных структурах по сравнению со сканированием OIM на 600-секундных образцах. Эти структуры существовали в зонах между сильно деформированным слоем, близким к поверхности, и нетронутым материалом, существующим на больших глубинах, и разграничены тонкими черными линиями в a , относящимися к границам с разориентацией θ >2°. Известно, что такие дислокационные структуры возникают в результате изменения траектории деформации и ускоряют эволюцию микроструктуры по отношению к приложенным эффективным деформациям [26,31]. Доминирование таких дислокационных структур, демонстрируемых образцами, которые подвергались частичному разряду S 2 в течение более длительных периодов времени, предполагает возрастающий и кумулятивный вклад изменений пути деформации в механику эволюции материала. В связи с этим можно ожидать, что толщина зоны с ультрамелкими размерами зерен должна увеличиваться нелинейно по отношению к времени обработки из-за ускоренного отклика микроструктуры, как видно эмпирически: d =3 мкм, 15 мкм при t =600 с, 1200 с соответственно. Однако можно ожидать, что эта тенденция исчезнет при увеличении длительности обработки за счет деформационного упрочнения материала непосредственно под поверхностью, при этом можно ожидать постоянную толщину зоны с деформированными зернами, несмотря на увеличение числа ударов. Для проверки этого утверждения необходимы дальнейшие исследования.Открыть в отдельном окне
( a ) Ориентировочная визуализирующая микроскопия с использованием дифракции обратно рассеянных электронов обработанной поверхности, ( b ) изменение размера зерна δ 15° по глубине d от обработанной поверхности. Пунктирная линия на ( a ) показывает ориентацию дислокационных структур. Стрелка на ( a ) указывает на зону с плохо выровненными дислокационными структурами. (Онлайн-версия в цвете.)
Кристаллографические текстуры исходного материала и деформированных поверхностей изображены в ФРО и (111) и (022) полюсных фигурах a – с . До SMAT поверхность заготовки имела кубическую текстуру, изображенную на и . После обработки с помощью SMAT кристаллографические текстуры демонстрируют центрально-симметричное волокно относительно нормали к поверхности заготовки, Z в b .
Эта эволюция является результатом направленного характера деформации, которая была ориентирована перпендикулярно рабочей поверхности. Из b , c также видно, что между кристаллографическими текстурами, наблюдаемыми для образцов 600 s и 1200 s, существуют незначительные различия. Микроструктурные состояния, демонстрирующие незначительную эволюцию кристаллографических текстур по отношению к наложению дальнейших деформаций, обычно наблюдаются во время наложения SPD [32,27].Открыть в отдельном окне. 1200 с, ( d ) численное моделирование 850 ударов и ( e ) 360° ϕ 1 симметрия после 850 ударов. (Онлайн-версия в цвете.)
Смоделированное поле деформации для единичной деформации поверхности приведено в a для V = −0.5 e X + 0.6 e Y − 10 e Z ms −1 , where e X , e Y и e Z — единичные векторы.
Поле эффективных деформаций и компоненты лагранжевой деформации в b – h показывают трехмерную картину течения материала, включающую сопоставимые компоненты деформации с max | E n | близких порядков, где | E n | относится к компонентам тензора лагранжевой деформации E_. Трехмерный характер поля деформации важен для понимания потенциальных изменений пути деформации, реверсирования и неоднородности деформации на конечной деформированной поверхности, что может привести к ускоренному измельчению микроструктуры во время S 2 PD [26,31]. С точки зрения скорости деформации максимальная эффективная скорость деформации ϵ˙∼5,3×105 с−1 наблюдалась в процессе поверхностной деформации.Открыть в отдельном окне. Е33, Е12, Е13, Е23 соответственно). Максимальные и минимальные значения полей деформации представлены на врезке. (Онлайн-версия в цвете.)
Деформация, возникающая после многократных ударов по поверхности, была смоделирована до 850 ударов.
Окончательное эффективное поле деформации демонстрировало пространственное распределение гауссова типа, как видно на , это возникало из-за пространственного распределения гауссова распределения сферических выстрелов. и также показывают численно смоделированные профили деформации под поверхностями, обработанными с помощью SMAT. Из графика ясно видно, что максимальная деформация деформированной поверхности увеличивается с количеством ударов и экспоненциально затухает с увеличением глубины рабочей недр. Что касается максимальной деформации, при 850 ударах наблюдалась пиковая эффективная деформация в деформированной подповерхности ϵ ∼1,3 при d = 10 мкм. Экспоненциальное изменение деформации может быть смоделировано как ϵ d = ϵ s exp(− κ d ), where ϵ s is the effective strain imposed on the surface and κ – эмпирически полученная константа. После 850 ударов эффективная деформация в недрах соответствовала ϵ d = 3,29exp(−0,12 d ) с R 2 = 0,98. Оба ϵ 9Было замечено, что 0516 s и κ монотонно возрастают с количеством ударов о поверхность. От B , C , эти вариации были признаны κ = 2 × 10 −5 N +0,1005 и ϵ .1005 и ϵ S. 16.7616161616616166.1761616161616161616.......... и ϵ . при d =10 мкм соответственно, где N — количество ударов. Это изменение проявляется в том, что зона воздействия деформации увеличивается в размерах по отношению к количеству ударов. Далее линейный рост ϵ d с количеством ударов означает, что возможно создание более высоких эффективных деформаций в недрах при прямом увеличении времени обработки поверхности. Интересно, что экспоненциальные изменения эффективных деформаций по отношению к глубине под поверхностями также наблюдались на других контролируемых платформах S 2 PD, таких как обработка, где было обнаружено, что их параметры связаны с переменными процесса [33,34]. В этом отношении очевидно, что процессы механического истирания обеспечивают аналогичный контроль над механикой процесса и траекториями отклика микроструктуры, при этом важными переменными процесса являются время обработки и энергия удара, как обсуждается в следующих разделах.Открыть в отдельном окне
( a ) Численно полученные профили деформации под поверхностью, деформированной SMAT. На вставке показано поле деформации после 850 ударов по поверхности и в поперечном сечении. ( b ) Изменение экспоненциального параметра в зависимости от количества ударов N . ( c ) Изменение деформации в зависимости от количества ударов на заданной глубине от обрабатываемой поверхности.
(Онлайн-версия в цвете.)Эволюция текстуры была смоделирована с использованием структуры VPSC и истории деформации, полученной в результате моделирования методом конечных элементов (КЭ). В связи с этим использовались тензоры градиента скорости от элементов вблизи центра заготовки, поскольку они соответствуют пику в гауссовском распределении эффективного поля деформации (вставка, и ). Исходная текстура заготовки, которая также содержит входные данные для структуры VPSC в дискретной форме ODF (т. е. список ориентаций зерен, соответствующих ODF), была получена путем выборки зерен из эмпирически измеренного предварительно деформированного ODF. Смоделированные полюсные фигуры и ФРО показаны на d и c соответственно, и они демонстрируют качественное сходство со своими эмпирическими аналогами. Для численно смоделированных ФРО в c концентрации присутствуют вдоль волокон, имеющих ϕ 1 симметрия (обозначена черными стрелками на ), что соответствует 360° симметрии деформированного образца.
Расположение этих волокон совпадало с таковым, измеренным на образцах, деформированных после обработки SMAT в течение 600 и 1200 с, как в a , b . Прерывистый характер волокон, полученных при численном моделировании, можно объяснить, рассматривая пространственно-прерывистую деформацию, возникающую при ограниченном числе ударов. Это не относится к эмпирически измеренным ФРО а , б , которые содержат значительно большее количество ударов, что привело к более непрерывному распределению волокон в ориентационном пространстве. Чтобы лучше объяснить результирующую текстуру в предельном случае, симметрия 360 ° ϕ 1 была наложена на численно полученные кристаллографические текстуры и приведена в e и d . Результаты с использованием этого подхода хорошо совпадали с эмпирически полученными кристаллографическими текстурами, что видно из сравнения полюсных фигур и ФРО.Открыть в отдельном окне
Измеренные ODF для обработки СМАТ для: ( a ) 600 с и ( b ) 1200 с.
Смоделированные ФРО для ( c ) 850 ударов и ( d ) 360° ϕ 1 симметрия после 850 ударов. Черные стрелки показывают совпадение доминирующих волокон в измеренных и смоделированных образцах. (Онлайн-версия в цвете.)Кристаллографические текстуры, полученные во время SMAT, имеют сходство с текстурами компрессионного типа, которые, как было замечено, представляют собой волокна, которые совпадают с волокнами, полученными эмпирически в этом исследовании для SMAT [35,36]. Пример типичных текстур сжатия в ГЦК-кристаллах со средней и высокой энергией дефекта упаковки показан на рис. Они были получены путем численного моделирования деформации сжатия с использованием вышеупомянутой калиброванной структуры VPSC. Здесь эффективные штаммы ϵ были ограничены до 0,6 при номинальных скоростях деформации ϵ˙=0,1 с−1. Потенциальным источником сходства между текстурами, полученными при направленном SMAT и одноосном сжатии, могут быть изменения траектории деформации, присутствующие в процессе деформации поверхности.
Доказательства изменения пути деформации во время S 2 PD были видны в результатах, полученных от OIM образцов, которые демонстрируют плохо выровненные дислокационные структуры. Изменения траектории деформации включают инверсию траектории, которая сводит на нет вклад других компонентов лагранжевой деформации и дополнительно усиливает сжатие E 33 Компонент под поверхностью. Приглушенные кристаллографические текстуры из-за инверсий были замечены в маршруте C РКУП, где было обнаружено, что прочность текстуры в четных проходах, включая инверсии, оказалась меньше, чем у их аналогов с нечетными номерами [27].Открыть в отдельном окне.0516 Z -направление. См. внизу цветную полосу и ось ориентации. Черные стрелки показывают расположение волокон в эмпирически полученных и численно смоделированных образцах SMAT. (Онлайн-версия в цвете.)
Приповерхностные зоны, подвергшиеся деформации при истирании на основе S 2 PD, в этом исследовании имеют меньшие размеры (15 мкм при 1200 с обработки) по сравнению с другими (примерно 300 мкм при 300 s лечения в [3]).
Потенциальные источники этого несоответствия лежат в различиях между используемыми средствами истирания. Ван и др. [3] использовали стальные шарики диаметром d = 8 мм по сравнению с шариками SiO 2 диаметром d = 200 мкм, использованными в этом исследовании. Показано, что такие признаки влияют на размеры подповерхностных зон, деформированных при S 2 ПД [37], в первую очередь из-за роли энергии удара в определении протяженности подповерхностной пластической зоны. В связи с этим семейство процессов ЧР на основе истирания S 2 также чревато изменчивостью геометрии траекторий эволюции его микроструктуры, которая может возникать из-за флуктуаций скорости V , а также диаметр d отдельных частиц. Эти флуктуации приведут к изменению энергии, передаваемой сталкивающимися частицами: E удар = ½ m V 2 , где m=43π(d/2)3ρSiO2. Контроль над интенсивностью направленного SMAT может быть достигнут за счет точной настройки энергии отдельных ударов и, таким образом, уменьшения стандартных отклонений, связанных с ними. В связи с этим эмпирическая характеристика истирающей среды и установки деформации, использованной для экспериментов в данном документе, показала линейное изменение полной энергии, передаваемой заготовке, в зависимости от количества ударов. Эти оценки были основаны на эмпирически охарактеризованных массовых расходах. Кроме того, можно ожидать, что линейные изменения подаваемой энергии приведут к линейным изменениям деформации в зависимости от количества ударов, как это определено численно и изображено на 9.0516 c , подтверждающий контроль процесса, необходимый для реализации S 2 PD на основе истирания для априорной адаптации окончательных микроструктур.В этом исследовании изучалась механика эволюции текстуры, происходящая во время S 2 PD чистой меди. Деформация при направленном поверхностном механическом истирании с точки зрения термомеханических переменных (например, деформация, скорость деформации) и их затухание в недра были исследованы с использованием модели КЭ.
Было замечено, что уровни поверхностной деформации, а также протяженность подповерхностного напряженного слоя напрямую связаны с количеством ударов по поверхности заготовки. В дополнение к этим исследованиям, основанным на механике, эволюция кристаллографических текстур во время направленного SMAT также была непосредственно измерена и численно смоделирована. Моделирование текстуры проводилось с использованием вязко-пластической самосогласованной модели моделирования, основанной на правилах течения материалов CDRX, которые были объединены с результатами модели КЭ. Экспериментальная калибровка параметров модели прогнозирования текстуры была достигнута путем моделирования эволюции текстуры для репрезентативной деформации поверхности на единичном уровне, возникающей во время кругового вдавливания. Высокоскоростная визуализация in situ и измерения корреляции цифрового изображения вдавливания использовались для количественной оценки механики поверхностной деформации с точки зрения смещения, скорости деформации, деформации и вращательных тензорных величин. В сочетании с экспериментальными измерениями текстуры, сделанными для результирующего состояния поверхности при поверхностной деформации на уровне единиц, механические измерения in situ использовались для установления параметров модели, которые обеспечивают точные прогнозы вязкопластической самосогласованной модели для текстуры в S 2 ПД. Используя эту методологию, настоящее исследование выявило неизвестный до сих пор аспект траектории отклика материала, свидетельствующий об эволюции сильных кристаллографических текстур во время S 2 PD меди. В связи с этим стало очевидно, что механистическая основа эволюции текстур во время S 2 PD лежит в CDRX. Были обсуждены некоторые стохастические аспекты реакции материала во время S 2 PD.Авторы хотели бы поблагодарить г-на Дэвида Таваколи за помощь в сборе данных XRD в Технологическом институте Джорджии.
Обработка после моделирования была выполнена для объединения смоделированных полей потока с платформой VPSC [38] для моделирования эволюции кристаллографических текстур.
Это было сделано с помощью подпрограмм Python, посредством которых смещения, испытываемые узлами элементов, близкими к деформированной поверхности, преобразовывались в тензоры градиента скорости для ввода в структуру VPSC. Последующий анализ кристаллографических текстур, включая инверсию полюсной фигуры и реконструкцию функции распределения ориентации, был выполнен с использованием MTEX. В VPSC предполагается, что зерна внутри поликристалла внедрены в виде включений в однородную эквивалентную среду, механическое поведение которой определяется средним поведением всех объединенных зерен [29].s=τ0s+(τ1s+θ1sΓ)(1−exp(−Γ|θ0s/τ1s|)), где τ0s,τ1s,θ0s и θ1s — начальное критическое разрешенное напряжение сдвига (CRSS), обратно экстраполированное CRSS, начальная скорость твердения и асимптотической скорости твердения соответственно, а Γ = Σ Δ γ с — сдвиговая деформация. Предполагалось, что деформация аккомодируется скольжением дислокаций по системам скольжения (111)〈110〉 без учета двойникования. Моделирование сингулярных ударов в последующем показало ϵ˙< ∼5,3×105 с−1 и ϵ ∼0,08. Предыдущие работы по SPD Cu показали незначительный вклад двойникования в этих условиях. Параметры упрочнения: [τ0s,τ1s,θ0s,θ1s]=[20 МПа,440 МПа,26 МПа,175 МПа] [1,31]. Скорость деформации чувствительность = 20 использовалась в законе скорости вязкопластической деформации. Каркас был откалиброван путем моделирования кристаллографических текстур во время индентирования с использованием полей течения на основе ДИК и параметров настройки до тех пор, пока не было обнаружено хорошее соответствие между эмпирическими и смоделированными текстурами.Наборы данных, подтверждающие эту статью, доступны по запросу доктору Кристоферу Салдане: [email protected].
С.Б. разработал экспериментальное исследование, связанное с SMAT, провел эксперименты, связанные с SMAT, выполнил характеристику заготовок, обработанных вдавливанием и поверхностным механическим истиранием, настроил численное моделирование деформации, провел первичный анализ; З.
В. провел все эксперименты и характеристику деформации при вдавливании на основе цифровой корреляции изображений, участвовал в анализе данных; CS задумал исследование, скоординировал и помог составить рукопись. Все авторы дали окончательное согласие на публикацию.У авторов нет конкурирующих интересов.
Эта работа была поддержана грантом NSF CMMI1254818 и Third Wave Systems через DOE (грант № DE-EE0005762).
1. Басу С., Рави Шанкар М.
2015.
Кристаллографические текстуры, возникающие в результате сильной деформации сдвига при механической обработке. Металл. Матер. Транс. А
46, 801–812. (doi:10.1007/s11661-014-2672-8) [Google Scholar]2. Pu Z, Yang S, Song GL, Dillon OW Jr, Puleo DA, Jawahir IS.
2011.
Ультрамелкозернистый поверхностный слой на сплаве Mg–Al–Zn, полученный методом криогенного выглаживания для повышения коррозионной стойкости. Скр. Матер.
65, 520–523. (doi:10.1016/j.scriptamat.2011.06.013) [Google Scholar]3. Ван К.
, Тао Н.Р., Лю Г., Лу Дж., Лу К.
2006.
Измельчение зерна меди в результате пластической деформации в нанометровом масштабе. Acta Mater.
54, 5281–5291. (doi:10.1016/j.actamat.2006.07.013) [Google Scholar]4. Zhang YS, Han Z, Wang K, Lu K.
2006.
Трение и износ нанокристаллического поверхностного слоя чистой меди. Одежда
260, 942–948. (doi:10.1016/j.wear.2005.06.010) [Google Scholar]5. Роланд Т., Ретрент Д., Лу К., Лу Дж.
2006.
Повышение усталостной долговечности за счет наноструктурирования поверхности нержавеющей стали путем механической обработки поверхности истиранием. Штрих. Матер.
54, 1949–1954. (doi:10.1016/j.scriptamat.2006.01.049) [Google Scholar]6. Балусами Т., Кумар С., Нараянан TSNS.
2010.
Влияние нанокристаллизации поверхности на коррозионное поведение нержавеющей стали AISI 409. Коррозионная наука.
52, 3826–3834. (doi:10.1016/j.corsci.2010.07.004) [Google Scholar]7. Датта Р.К., Малет Л., Гао Х.
, Германс М.Дж.М., Годет С., Ричардсон И.М.
2015.
Формирование наноструктур в сильнодеформированной высокопрочной стали, индуцированное высокочастотной ультразвуковой ударной обработкой. Металл. Матер. Транс. А
46, 813–830. (doi:10.1007/s11661-014-2658-6) [Google Scholar]8. Лемьяле В., Эстрин Ю., Ким Х., О’Доннелл Р.
2011.
Формирование нанокристаллических структур при ударе металлических частиц. Металл. Матер. Транс. А
42, 3006–3012. (doi:10.1007/s11661-010-0588-5) [Google Scholar]9. Тао Н.Р., Ван З.Б., Тонг В.П., Суй М.Л., Лу Дж., Лу К.
2002.
Исследование механизма поверхностной нанокристаллизации Fe, вызванной механической обработкой поверхности истиранием. Acta Mater.
50, 4603–4616. (doi:10.1016/S1359-6454(02)00310-5) [Google Scholar]10. Zhang HW, Hei ZK, Liu G, Lu J, Lu K.
2003.
Формирование наноструктурированного поверхностного слоя на нержавеющей стали AISI 304 с помощью механической обработки поверхности истиранием. Acta Mater.
51, 1871–1881. (дои: 10.1016/S1359-6454(02)00594-3) [Google Scholar]11. Schiotz J, Di Tolla FD, Jacobsen KW.
1998.
Размягчение нанокристаллических металлов при очень малых размерах зерен. Природа
391, 561–563. (doi:10.1038/35328) [Google Scholar]12. Ashby MF, Verrall RA.
1973.
Диффузионно-аккомодированное течение и сверхпластичность. Акта Металл.
21, 149–163. (doi:10.1016/0001-6160(73)-6) [Google Scholar]
13. Humphreys FJ, Hatherly M.
2004.
Рекристаллизация и связанные с ней явления отжига , 2-е изд.
Амстердам, Нидерланды: Elsevier. [Google Scholar]14. Доэрти Р.Д.
и др.
1997.
Современные проблемы перекристаллизации: обзор. Матер. науч. англ. А
238, 219–274. (doi:10.1016/S0921-5093(97)00424-3) [Google Scholar]15. Brown TL.
и др.
2009.
Изучение взаимодействий деформации, скорости деформации и температуры при интенсивной пластической деформации меди. Acta Mater.
57, 5491–5500. (doi:10.1016/j.actamat.2009.07.052) [Google Scholar]16. Abolghasem S, Basu S, Shekhar S, Cai J, Shankar MR.
2012.
Картирование размеров субзерен, возникающих в результате сильной простой деформации сдвига. Acta Mater.
60, 376–386. (doi:10.1016/j.actamat.2011.09.055) [Google Scholar]17. Abolghasem S, Basu S, Shankar MR.
2013.
Количественная оценка развития динамической рекристаллизации при сильной деформации сдвига при высоких скоростях деформации. Дж. Матер. Рез.
28, 2056–2069. (doi:10.1557/jmr.2013.201) [Google Scholar]18. Хьюз Д.А., Хансен Н.
2000.
Микроструктура и прочность никеля при больших деформациях. Acta Mater.
48, 2985–3004. (doi:10.1016/S1359-6454(00)00082-3) [Google Scholar]19. Darling KA, Tschopp MA, Roberts AJ, Ligda JP, Kecskes LJ.
2013.
Улучшение измельчения зерен в поликристаллических материалах с помощью механической обработки поверхности истиранием при криогенных температурах. Штрих. Матер.
69, 461–464. (doi:10.1016/j.scriptamat.2013.05.036) [Google Scholar]20. Фори Д., Рено ПО, Бурхис Э.Л., Гудо П.
2006.
Изучение влияния текстуры на упругие свойства тонких пленок Au методами рентгеновской дифракции и испытаний на растяжение in situ. Acta Mater.
54, 4503–4513. (doi:10.1016/j.actamat.2006.05.036) [Google Scholar]21. Du F, Yadav S, Moreno C, Murthy TG, Saldana C.
2014.
Начальное деформирование в методах интенсивной пластической деформации. Дж. Матер. Рез.
29, 718–728. (doi:10.1557/jmr.2014.26) [Google Scholar]22. Hielscher R, Schaeben H.
2008.
Новый метод обращения полюсной фигуры: спецификация Алгоритм MTEX . J. Appl. Кристаллогр.
41, 1024–1037. (doi:10.1107/S0021889808030112) [Google Scholar]23. ABAQUS 6.14. 2014.
ABAQUS Документация . Провиденс, Род-Айленд: Dassault Systèmes Simulia Corp. [Google Scholar]24. Johnson GR, Cook WH.
1983.
Конструктивная модель и данные для металлов, подвергающихся большой деформации, высокой скорости деформации и высоким температурам. В проц. 7-го межд. Симп. по баллистике, Гаага, Нидерланды, 19–21 апреля. 905:17 Токио, Япония: Международное баллистическое общество.25. Мурти Т.Г., Салдана С., Хадспет М., М’сауби Р.
2014.
Неоднородность поля деформации при вдавливании пуансона. Проц. Р. Соц. А
470, 20130807 (doi:10.1098/rspa.2013.0807) [Бесплатная статья PMC] [PubMed] [Google Scholar]26. Gu CF, Tóth LS, Arzaghi M, Davies CHJ.
2011.
Влияние траектории деформации на измельчение зерна в сильно пластически деформированной меди. Штрих. Матер.
64, 284–287. (doi:10.1016/j.scriptamat.2010.10.002) [Google Scholar]27. Li S, Beyerlein IJ, Alexander DJ, Vogel SC.
2005.
Эволюция текстуры при многопроходной равноканальной угловой экструзии меди: нейтронографическая характеристика и моделирование поликристаллов. Acta Mater.
53, 2111–2125. (doi:10.1016/j.actamat.2005.01.023) [Google Scholar]28. Hosford WF.
1993.
Механика кристаллов и текстурированных поликристаллов . Нью-Йорк, штат Нью-Йорк: Издательство Оксфордского университета. [Google Scholar]29. Лебенсон Р.А., Томе К.Н.
1993.
Самосогласованный анизотропный подход для моделирования пластической деформации и развития текстуры поликристаллов: применение к сплавам циркония. Акта Металл. Матер.
41, 2611–2624. (doi:10.1016/0956-7151(93)-K) [Google Scholar]
30. Нес Э.
1997.
Моделирование деформационного упрочнения и насыщения напряжением в {ГЦК} металлах. Прогресс Матер. науч.
41, 129–193. (doi:10.1016/S0079-6425(97)00032-7) [Google Scholar]31. Beyerlein IJ, Tomé CN.
2007.
Моделирование переходных процессов в механической реакции меди из-за изменения пути деформации. Междунар. Дж. Пластичность
23, 640–664. (doi:10.1016/j.ijplas.2006.08.001) [Google Scholar]32. Sabbaghianrad S, Wongsa-Ngam J, Kawasaki M, Langdon TG.
2014.
Исследование микроструктуры насыщения, достигаемой в ультрамелкозернистых металлах, обработанных кручением под высоким давлением. Дж. Матер. Рез. Технол.
3, 319–326. (doi:10.1016/j.jmrt.2014.10.002) [Google Scholar]33. Guo Y, Saldana C, Compton WD, Chandrasekar S.
2011.
Контроль деформации и микроструктуры на обработанных поверхностях. Acta Mater.
59, 4538–4547. (doi:10.1016/j.actamat.2011.03.076) [Google Scholar]34. Shekhar S, Abolghasem S, Basu S, Cai J, Shankar MR.
2012.
Эффект сильной пластической деформации при механической обработке выяснен с помощью карт скорости деформации и микроструктуры. J. Изготовитель. науч. англ.
134, 031008 (doi:10.1115/1.4006549) [Google Scholar]35. Bronkhorst CA, Kalidindi SR, Anand L.
1992.
Поликристаллическая пластичность и эволюция кристаллографической текстуры в ГЦК металлах. Фил. Транс. Р. Соц. Лонд. А
341, 443–447. (doi:10.1098/rsta.1992.0111) [Google Scholar]36. Kocks UF, Tomé CN, Wenk HR.
2000.
Текстура и анизотропия: предпочтительные ориентации в поликристаллах и их влияние на свойства материалов . Кембридж, Великобритания: Издательство Кембриджского университета. [Google Scholar]37. Ортис А.Л., Тиан Дж.В., Шоу Л.Л., Ляу П.К.
2010.
Экспериментальное исследование микроструктуры и напряженного состояния никелевых сплавов, обработанных дробеструйной обработкой и поверхностным механическим истиранием. Скр. Матер.
62, 129–132. (doi:10.1016/j.scriptamat.2009.10.015) [Google Scholar]38. Tome C, Lebensohn RA.
2009.
Руководство по коду: виско-пластмасса самосогласованная. Лос-Аламос, Нью-Мексико: Лос-Аламосская национальная лаборатория . [Google Scholar]Статьи из сборников. Математические, физические и инженерные науки предоставлены здесь благодаря The Royal Society
[PDF] Процессы интенсивной пластической деформации (SPD) для металлов
- DOI:10.1016/J.CIRP.2008.09.005
- Идентификатор корпуса: 20187418
@article{Azushima2008SeverePD, title={Процессы интенсивной пластической деформации (ИПД) для металлов}, автор = {Акира Азусима, Райнер Копп, Антти Корхонен, Донг-Йол Ян, Ф. Микари, Говердхан Д. Лахоти, Питер Грош, Джун Янагимото, Нобухиро Цудзи, Анджей Розоховски и Акира Янагида},
journal={Cirp Annals-производственная технология},
год = {2008},
объем = {57},
страницы={716-735}
} - A. Azushima, R. Kopp, A. Yanagida
- Опубликовано 2008
- Материаловая наука
- CIRP ANNALS-MENCONACTION. Сильная пластическая деформация
- P. Veena, D. Yadav, C.N. Kumar
Материаловедение
- 2017
Тяжелая пластическая деформация (SPD) определяется как процесс формования металла, при котором на объемный процесс для получения сверхмелкозернистого металла. Цель…
Рефинирование зерна в OFHC CU, подвергнутом повторяющемуся расстройству экструзии (RUE). Процесс
- I. Balasundar, K. R. Ravi, T. Raghu
. новый процесс интенсивной пластической деформации (ИПД), в котором объединены две традиционные операции обработки металлов давлением, такие как осадка и экструзия…
Циклическая деформация металлов при интенсивной пластической деформации (ИПД) и влияющие факторы
- C. Kwan, Zhirui Wang
Материаловедение
- 2012
Более глубокое понимание механического поведения ультрамелкозернистых (UF) и нанокристаллических (NC) зернистых металлов необходимо в условиях растущего интереса к использованию UF и NC зернистые металлы для конструкционных…
Упрочнение меди с использованием процесса RCS и оптимизации с помощью метода Тагучи
- Дж. С. Редди, У. М. Баша, Л. Баласубраманьям, С. Наик
Материаловедение
- 2019
Сильная пластическая деформация (SPD) Процессы должны быть определены как процессы обработки металлов давлением, в которых очень большая пластическая деформация применяется к объемному процессу, в котором производится сверхмелкозернистая…
Способность к формованию ультрамелкозернистых металлов, полученных интенсивной пластической деформацией – обзор
Методы интенсивной пластической деформации (ИПД) привлекли значительное внимание благодаря их способности уменьшать размер зерна металлов и сплавов до ультрамелкозернистого (УМЗ) режима .
А…Обзор аккумулятивной прокатки в процессе интенсивной пластической деформации
- О. Пракаш, Санджив К. Шарма
Материаловедение
- 2018
Деформация. С 1950-х годов исследователи изготавливали фонтанный камень для этой техники. За последние…
Интенсивная пластическая деформация трубчатого AA 6061 равноканальным угловым прессованием
- Davoud M. Jafarlou, E. Zalnezhad, G. Yoon
Материаловедение, машиностроение
- 2016
Циклическое экструзионно-компрессионное прессование с угловым сжатием (CECAP) как новый метод жесткой пластической деформации для получения сверхтонких сыпучих материалов
- М. Энсафи, Г. Фараджи, Х. Абдолванд
Материаловедение
- 2017
Однородность деформации при накопительной обратной экструзии магниевого сплава AZ31
- S. M. Fatemi-Varzaneh, A. Zarei-Hanzaki, M. Naderi, Ali A. Roostaei
Материаловая наука
- 2010
Plastice Dehormation Sudulation Of Extrusion. Процесс для изготовления Compind Extrusion For Metall Materal Materian 907.
Plastice Dehormation Sudulation на процессе Extrusion Compunt Extrusion For Metall Materal Materian 9077
. Li, X. Du
- C.
Материаловедение
- 2013
В последние годы методы интенсивной пластической деформации (ИПД) были предметом интенсивных исследований для получения объемных ультрамелкозернистых материалов. В данной статье представлена новая жесткая пластика…
с показателем 1-10 из 196 ссылок
Сорт Byrelevancemost, подчеркнутая бумагой,
Обработка металлов с тяжелой пластической деформацией
- A. rosochowski
Материаловая наука
- 2004
9004
DEFFIRCIMS
- А. Росоховский, Л. Олейник
Материаловедение
- 2007
- N. Tsuji, Y. Saito, S. Lee, Y. Minamino
Материаловедение
- 2003
- Z. Horita, M. Furukawa, M. Nemoto, T. Langdon
Материаловедение
- 2000
. превращать традиционные крупнозернистые металлы и сплавы в ультрамелкозернистые (UFG) материалы. УМЗ-материалы обладают рядом улучшенных механических и…
Конечно-элементное моделирование процессов интенсивной пластической деформации
Интенсивная пластическая деформация (ИПД) — метод преобразования крупнозернистых металлов в ультрамелкозернистые металлы, обладающие улучшенными механическими и физическими свойствами. Однако ни один из многих…
ARB (накопительное валковое склеивание) и другие новые методы производства объемных ультрамелкозернистых материалов
Накопительное валковое склеивание (ARB) представляет собой процесс интенсивной пластической деформации (SPD), разработанный авторами для изготовления ультрамелкозернистых металлических материалов. ARB — единственный процесс SPD…
Разработка мелкозернистых структур с использованием интенсивной пластической деформации
0002 Abstract Интенсивная пластическая деформация обеспечивает технологический инструмент для создания мелких зерен в поликристаллических материалах.
В этом документе описываются принципы равноканального углового прессования…Новый процесс сверхвысокой деформации для сыпучих материалов — разработка процесса аккумулятивной прокатки (ARB)
- Yo Saito, H. Utsunomiya, N. Tsuji, T. Sakai
Материаловедение
- 1999
Факторы, влияющие на развитие микроструктуры при равноканальном угловом прессовании
- М. Фурукава, З. Хорита, Т. Лэнгдон
Материаловедение
- 2003
Обработка путем наложения интенсивной пластической деформации (ИПД) дает возможность добиться очень значительного измельчения зерна в сыпучих материалах. Хотя различные процедуры SPD…
Обработка наноструктурированного никеля путем жесткой пластической деформации консолидации измельченного в шаровой мельнице порошка
- Р. Валиев, Р. Мишрал, Дж. Грозал, А. Мукерджи
Материаловедение
- 1996
Высокая демпфирующая способность сверхмелкозернистого алюминия, полученного методом накопительной прокатки
- Ю. Коидзуми, Масанори Уэяма, Н. Цудзи, 4 90 109 1, Ю. Минамино, К. Минамино. Материаловедение
- 2003
Металлы и сплавы, наноструктурированные в результате интенсивной пластической деформации: пути коммерциализации
- T. Lowe
Материаловедение
- 2006
Интенсивная пластическая деформация, которая уменьшает размер зерна и привносит наноразмерные свойства в металлы и сплавы, открывает перспективы улучшения свойств металлов до уровней, достижимых в противном случае.…
Масштабирование равноканального углового прессования (ECAP) для Производство поковок
- Шринивасан Р., Черукури Балакришна, Чаудхури П.
Материаловедение
- 2006
За последние два десятилетия равноканальная угловая обработка (РКУП) и другие процессы интенсивной пластической деформации (РКУП) было показано, что в лабораторных масштабах можно производить материал с многообещающими…
Непрерывная резкая пластическая деформация алюминиевых сплавов
Показаны 1-4 из
68 страниц в этом отчете.
PDF-версия также доступна для скачивания.
Описание
В последнее десятилетие большое внимание уделялось металлам с размером зерна менее 1 микрометра. Эти материалы были классифицированы как сверхмелкозернистые (UFG) материалы (размер зерен в диапазоне от 100 до 1000 нм) и наноматериалы (размер зерен <100 нм) в зависимости от размера зерна. В этом отчете рассматривается производство сыпучих металлов УМЗ с использованием обработки тяжелой пластической деформацией и их последующее использование в качестве исходного материала для дальнейшей термомеханической обработки, такой как ковка. Ряд методов интенсивной пластической деформации (ИПД) для производства массивных УМЗ металлов был разработан с начала 19 века.90-е. Самый перспективный из… продолжение ниже
Физическое описание
3,8 МБ
Информация о создании
Шринивасан, Рагхаван; Чаудхури, Прабир К.
; Черукури, Балакришна; Хан, Цинъю; Свенсон, Дэвид и Грос, Перси30 июня 2006 г.
Контекст
Этот
отчет
входит в состав сборника под названием:
Управление научно-технической информации Технические отчеты
а также
предоставлено отделом государственных документов библиотек ЕНТ
к
Электронная библиотека ЕНТ,цифровой репозиторий, размещенный на
Библиотеки ЕНТ.Его просмотрели 448 раз.
Более подробную информацию об этом отчете можно посмотреть ниже.
ПоискОткрытый доступ
Кто
Люди и организации, связанные либо с созданием этого отчета, либо с его содержанием.
Авторы
- Шринивасан, Рагхаван
Главный исследователь
- Чаудхури, Прабир К.
- Черукури, Балакришна
- Хань, Цинью
- Свенсон, Дэвид
- Грос, Перси
- Соединенные Штаты. Министерство энергетики. Управление энергоэффективности и возобновляемых источников энергии.
USDOE — Управление энергоэффективности и возобновляемых источников энергии (EE)
Издатель
Предоставлено
Библиотеки ЕНТ Отдел государственных документов
Являясь одновременно федеральной и государственной депозитарной библиотекой, отдел государственных документов библиотек ЕНТ хранит миллионы единиц хранения в различных форматах. Департамент является членом Программы партнерства по контенту FDLP и Аффилированного архива Национального архива.
О |
Просмотрите этого партнера
Свяжитесь с нами
Исправления и проблемы
Вопросыкакая
Описательная информация, помогающая идентифицировать этот отчет.
Перейдите по ссылкам ниже, чтобы найти похожие элементы в электронной библиотеке.Описание
В последнее десятилетие большое внимание уделялось металлам с размером зерна менее 1 микрометра. Эти материалы были классифицированы как сверхмелкозернистые (UFG) материалы (размер зерен в диапазоне от 100 до 1000 нм) и наноматериалы (размер зерен <100 нм) в зависимости от размера зерна. В этом отчете рассматривается производство сыпучих металлов УМЗ с использованием обработки тяжелой пластической деформацией и их последующее использование в качестве исходного материала для дальнейшей термомеханической обработки, такой как ковка.
Ряд методов интенсивной пластической деформации (ИПД) для производства массивных УМЗ металлов был разработан с начала 19 века.90-е. Наиболее перспективным из этих процессов для производства крупногабаритных заготовок, подходящих для ковки, является процесс равноканальной угловой экструзии или прессования (ECAE/P). Этот процесс включает в себя введение большой деформации сдвига в заготовку путем проталкивания ее через матрицу, состоящую из двух каналов с одинаковой формой поперечного сечения, которые встречаются под углом друг к другу. Поскольку поперечные сечения двух каналов одинаковы, экструдированный продукт можно повторно вставить во входной канал и снова протолкнуть через головку. Многократная экструзия через головку ECAE/P накапливает достаточное напряжение, чтобы разрушить микроструктуру и получить ультрамелкий размер зерна. Хорошо известно, что металлы с очень мелкими зернами (менее 10 микрометров) обладают более высокой чувствительностью к скорости деформации и большим удлинением до разрушения при повышенной температуре, демонстрируя сверхпластическое поведение. Однако это сверхпластическое поведение обычно проявляется при высокой температуре (> половины температуры плавления по абсолютной шкале) и очень низких скоростях деформации (< 0,0001/с). Было показано, что УМЗ-металлы проявляют сверхпластические характеристики при более низких температурах и более высоких скоростях деформации, что делает это явление более практичным для производства. Это позволяет унифицировать детали и ковать более сложные и сетчатые детали. Лабораторные исследования показали, что это особенно верно для металлов УМЗ, полученных методами ИПД. Эта комбинация свойств делает UFG-металлы, производимые SPD, очень привлекательными в качестве заготовки для механической обработки, ковки или экструзии, как с точки зрения формуемости, так и с точки зрения экономии энергии и затрат. Однако до этой работы не предпринималось попыток перенести эти потенциальные преимущества, наблюдаемые в лабораторных масштабах, в промышленный цех. Основной причиной этого было то, что исследования в лабораторных масштабах были проведены для разработки научного понимания процессов, которые приводят к измельчению зерна во время SPD. Образцы, которые были приготовлены в лабораторных масштабах, обычно имели только около 10 мм в диаметре и 50 мм в длину (около 0,5 дюйма в диаметре и 2 дюйма в длину). Этот проект преследовал три цели: (i) показать, что процесс ECAE/P можно масштабировать для производства длинных образцов, т. е. процесс непрерывной интенсивной пластической деформации (CSPD), (ii) показать, что процесс может быть масштабирование для получения образцов с большим поперечным сечением, которые можно использовать в качестве поковок, и (iii) использование образцов с большим поперечным сечением для производства поковок промышленного размера и демонстрация потенциальной экономии энергии и затрат, которая может быть достигнута, если будет принят материал, обработанный SPD. по кузнечной промышленности. Алюминиевый сплав AA-6061 был выбран для демонстрации возможностей используемого подхода. Процесс CSPD был разработан с использованием принципов безкамерной экструзии и волочения и был продемонстрирован с использованием оборудования для прокатки и волочения проволоки, которое было доступно в Национальной лаборатории Ок-Риджа. Параллельно были разработаны штампы ECAE/P для производства SPD-заготовок квадратного сечения 100 мм для последующей ковки. Эта работа была выполнена в Intercontinental Manufacturing Co. (IMCO), Гарленд, штат Техас. Исследования по ковке, проведенные с заготовками ECAE/P, показали, что многие потенциальные преимущества использования материала UMG могут быть реализованы. В частности, выход материала может быть увеличен, а количество материала, которое теряется в виде лома, может быть уменьшено на целых 50%. Температуру ковки также можно снизить более чем на 150ºC, что приводит к экономии энергии при работе печей для нагрева заготовок. Если рассматривать только энергию, необходимую для изготовления поковок из исходных материалов, расчетная экономия энергии, связанная с уменьшением количества отходов и более низкими рабочими температурами печи, составила более 40%, если вместо традиционно экструдированного материала использовался материал ECAE/P. Последующая термообработка кованых материалов до состояния Т6 показала, что механические свойства деталей, изготовленных из заготовок ECAE/P, были такими же, как и у деталей, изготовленных из обычных прессованных заготовок. Следовательно, преимущества экономии энергии и затрат могут быть реализованы за счет использования материала, обработанного SPD, в качестве поковочной заготовки без ущерба для свойств конечной детали.Физическое описание
3,8 МБ
Предметы
Ключевые слова
- сплавы
- Алюминий
- Алюминиевые сплавы
- Поперечные сечения
- деформация
- Ковка
- Переработка зерна
- Размером с зернышко
- Термическая обработка
- Механические свойства
- Микроструктура
- Пластмассы
- Потенциальная энергия
- Обработка
- Сильная пластическая деформация
- Скорость деформации Сильная пластическая деформация
Тематические категории ИППП
- 36 Материаловедение
- 42 Инжиниринг
Язык
- Английский
Тип вещи
- Отчет
Идентификатор
Уникальные идентификационные номера для этого отчета в электронной библиотеке или других системах.
- Отчет № :
МЭ/ID/14022-1
- Номер гранта :
FC36-01ID14022
https://doi.
org/10.2172/885079- Отчет Управления научной и технической информации № :
885079
- Ключ архивного ресурса :
ковчег:/67531/metadc8
Коллекция
Этот отчет является частью следующей коллекции связанных материалов.
Управление научно-технической информации Технические отчеты
Отчеты, статьи и другие документы, собранные в Управлении научной и технической информации.
Управление научной и технической информации (OSTI) — это офис Министерства энергетики (DOE), который собирает, сохраняет и распространяет результаты исследований и разработок (НИОКР), спонсируемых Министерством энергетики, которые являются результатами проектов НИОКР или другой финансируемой деятельности в DOE. лаборатории и объекты по всей стране, а также получатели грантов в университетах и других учреждениях.
О |
Просмотрите эту коллекцию
Какие обязанности у меня есть при использовании этого отчета?
Цифровые файлы
68
файлы изображений
доступны в нескольких размерах
1
файл
(.
pdf)- API метаданных:
описательные и загружаемые метаданные, доступные в других форматах
Когда
Даты и периоды времени, связанные с этим отчетом.
Дата создания
30 июня 2006 г.
Добавлено в цифровую библиотеку ЕНТ
23 сентября 2016 г., 14:42
Описание Последнее обновление
13 июля 2017 г.
, 14:46
Статистика использования
Когда последний раз использовался этот отчет?
Вчерашний день:
0
Последние 30 дней:
1
Всего использовано:
448Дополнительная статистика
Взаимодействие с этим отчетом
Вот несколько советов, что делать дальше.
Поиск внутри
Поиск
Начать чтение
PDF-версия также доступна для скачивания.
Все форматы
Цитаты, права, повторное использование
Ссылаясь на этот отчет
Обязанности использования
Лицензирование и разрешения
Связывание и встраивание
Копии и репродукции
Международная структура взаимодействия изображений
Мы поддерживаем IIIF Презентация API
Распечатать/поделиться
Полезные ссылки в машиночитаемом формате.
Архивный ресурсный ключ (ARK)
- ERC Запись:
/арк:/67531/metadc8 - Заявление о стойкости:
/ark:/67531/metadc8
/?
/??
Международная структура совместимости изображений (IIIF)
- IIIF Манифест:
/арк:/67531/metadc8
/манифест/
Форматы метаданных
- УНТЛ Формат:
/ark:/67531/metadc8 - DC RDF:
/ark:/67531/metadc8 - DC XML:
/ark:/67531/metadc8 - OAI_DC :
/oai/?verb=GetRecord&metadataPrefix=oai_dc&identifier=info:ark/67531/metadc8 - МЕТС :
/ark:/67531/metadc8 - Документ OpenSearch:
/арк:/67531/metadc8
/metadata.
untl.xml/metadata.dc.rdf
/metadata.dc.xml
/metadata.
mets.xml/opensearch.xml
Картинки
- Миниатюра:
/ark:/67531/metadc8 - Маленькое изображение:
/арк:/67531/metadc8
/миниатюра/
/маленький/
URL-адреса
- В текст:
/ark:/67531/metadc8
/urls.

