

Содержание
Нарезка и планировка кюветов автогрейдерами
Перейти к содержимому
§ Е2-1-43. Нарезка и планировка кюветов автогрейдерами
Техническую характеристику автогрейдеров см. в§ Е2-1-6.
Состав работы
1. Приведение агрегата в рабочее положение.
2. Нарезка кювета.
3. Планировка откосов и дна кювета.
4. Перемещение срезанного грунта к оси насыпи.
5. Поворот автогрейдера.
6. Холостой ход автогрейдера (при работе в одном направлении).
Машинист 6 разр.
Нормы времени и расценки на 100 м³ грунта
| Площадь | Марка | Группа | При рабочем ходе в двух направлениях | При рабочем ходе в одном направлении | |||||
| поперечного | автогрейдера | грунта | Длина участка, м | ||||||
| сечения кювета, м2 | до 200 | св. 200 до 300 200 до 300 | св. 300 | до 200 | св. 200 до 300 | св. 300 | |||
| I | 2,1 (2,1) 2-23 | 1,8 (1,8) 1-91 | 1,6 (1,6) 1-70 | 2,3 (2,3) 2-44 | 2,2 (2,2) 2-33 | 2,1 (2,1) 2-23 | 1 | ||
| ДЗ-99 (Д-710, Д-710Б), ДЗ-31-1 (Д-557-1) | II | 2,4 (2,4) 2-54 | 2,2 (2,2) 2-33 | 1,9 (1,9) 2-01 | 2,6 (2,6) 2-76 | 2,5 (2,5) 2-65 | 2,4 (2,4) 2-54 | 2 | |
| III | 2,9 (2,9) 3-07 | 2,6 (2,6) 2-76 | 2,4 (2,4) 2-54 | 3,1 (3,1) 3-29 | 3 (3) 3-18 | 2,9 (2,9) 3-07 | 3 | ||
| I | 1,5 (1,5) 1-59 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 4 | ||
| 0,57 | ДЗ-14 (Д-395) | II | 1,8 (1,8) 1-91 | 1,6 (1,6) 1-70 | 1,4 (1,4) 1-48 | 2 (2) 2-12 | 1,9 (1,9) 2-01 | 1,8 (1,8) 1-91 | 5 |
| III | 2,1 (2,1) 2-23 | 2 (2) 2-12 | 1,8 (1,8) 1-91 | 2,3 (2,3) 2-44 | 2,2 (2,2) 2-33 | 2,1 (2,1) 2-23 | 6 | ||
| I | 1,5 (1,5) 1-94 | 1,3 (1,3) 1-68 | 1,2 (1,2) 1-55 | 1,7 (1,7) 2-19 | 1,6 (1,6) 2-06 | 1,5 (1,5) 1-94 | 7 | ||
| ДЗ-98 | II | 1,8 (1,8) 2-32 | 1,6 (1,6) 2-06 | 1,4 (1,4) 1-81 | 2 (2) 2-58 | 1,9 (1,9) 2-45 | 1,8 (1,8) 2-32 | 8 | |
| III | 2,1 (2,1) 2-71 | 2 (2) 2-58 | 1,8 (1,8) 2-32 | 2,3 (2,3) 2-97 | 2,2 (2,2) 2-84 | 2,1 (2,1) 2-71 | 9 | ||
| I | 1,8 (1,8) 1-91 | 1,7 (1,7) 1-80 | 1,5 (1,5) 1-59 | 2,1 (2,1) 2-23 | 2 (2) 2-12 | 1,9 (1,9) 2-01 | 10 | ||
| ДЗ-99 (Д-710, Д-710Б), ДЗ-31-1 (Д-557-1) | II | 2,2 (2,2) 2-33 | 2 (2) 2-12 | 1,8 (1,8) 1-91 | 2,4 (2,4) 2-54 | 2,3 (2,3) 2-44 | 2,2 (2,2) 2-33 | 11 | |
| III | 2,6 (2,6) 2-76 | 2,4 (2,4) 2-54 | 2,2 (2,2) 2-33 | 2,9 (2,9) 3-07 | 2,8 (2,8) 2-97 | 2,7 (2,7) 2-86 | 12 | ||
| I | 1,4 (1,4) 1-48 | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 1,4 (1,4) 1-48 | 13 | ||
| 0,62 | ДЗ-14 (Д-395) | II | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 1,3 (1,3) 1-38 | 1,8 (1,8) 1-91 | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 14 |
| III | 1,9 (1,9) 2-01 | 1,8 (1,8) 1-91 | 1,7 (1,7) 1-80 | 2,2 (2,2) 2-33 | 2,1 (2,1) 2-23 | 2 (2) 2-12 | 15 | ||
| I | 1,4 (1,4) 1-81 | 1,2 (1,2) 1-55 | 1,1 (1,1) 1-42 | 1,6 (1,6) 2-06 | 1,5 (1,5) 1-94 | 1,4 (1,4) 1-81 | 16 | ||
| ДЗ-98 | II | 1,6 (1,6) 2-06 | 1,5 (1,5) 1-94 | 1,3 (1,3) 1-68 | 1,8 (1,8) 2-32 | 1,7 (1,7) 2-19 | 1,6 (1,6) 2-06 | 17 | |
| III | 1,9 (1,9) 2-45 | 1,8 (1,8) 2-32 | 1,7 (1,7) 2-19 | 2,2 (2,2) 2-84 | 2,1 (2,1) 2-71 | 2 (2) 2-58 | 18 | ||
| I | 1,6 (1,6) 1-70 | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 1,9 (1,9) 2-01 | 1,7 (1,7) 1-80 | 1,3 (1,3) 1-38 | 19 | ||
| ДЗ-99 (Д-710, Д-710Б), ДЗ-31-1 (Д-557-1) | II | 1,9 (1,9) 2-01 | 1,7 (1,7) 1-80 | 1,5 (1,5) 1-59 | 2,2 (2,2) 2-33 | 2 (2) 2-12 | 1,9 (1,9) 2-01 | 20 | |
| III | 2,4 (2,4) 2-54 | 2,2 (2,2) 2-33 | 1,9 (1,9) 2-01 | 2,6 (2,6) 2-76 | 2,4 (2,4) 2-54 | 2,3 (2,3) 2-44 | 21 | ||
| I | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 1 (1) 1-06 | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 22 | ||
| 0,69-0,72 | ДЗ-14 (Д-395) | II | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 1,1 (1,1) 1-17 | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 1,4 (1,4) 1-48 | 23 |
| III | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 1,9 (1,9) 2-01 | 1,8 (1,8) 1-91 | 1,7 (1,7) 1-80 | 24 | ||
| I | 1,2 (1,2) 1-55 | 1,1 (1,1) 1-42 | 1 (1) 1-29 | 1,4 (1,4) 1-81 | 1,3 (1,3) 1-68 | 1,2 (1,2) 1-55 | 25 | ||
| ДЗ-98
| II | 1,4 (1,4) 1-81 | 1,3 (1,3) 1-68 | 1,1 (1,1) 1-42 | 1,6 (1,6) 2-06 | 1,5 (1,5) 1-94 | 1,4 (1,4) 1-81 | 26 | |
| III | 1,7 (1,7) 2-19 | 1,6 (1,6) 2-06 | 1,5 (1,5) 1-94 | 1,9 (1,9) 2-45 | 1,8 (1,8) 2-32 | 1,7 (1,7) 2-19 | 27 | ||
| I | 1,5 (1,5) 1-59 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 28 | ||
| ДЗ-99 (Д-710, Д-710Б), ДЗ-31-1 (Д-557-1) | II | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 1,4 (1,4) 1-48 | 2 (2) 2-12 | 1,9 (1,9) 2-01 | 1,8 (1,8) 1-91 | 29 | |
| III | 2,1 (2,1) 2-23 | 1,9 (1,9) 2-01 | 1,8 (1,8) 1-91 | 2,4 (2,4) 2-54 | 2,3 (2,3) 2-44 | 2,1 (2,1) 2-23 | 30 | ||
| I | 1,1 (1,1) 1-17 | 1 (1) 1-06 | 0,9 (0,9) 0-95,4 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 31 | ||
| 0,75-0,78 | ДЗ-14 (Д-395) | II | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1 (1) 1-06 | 1,5 (1,5) 1-59 | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 32 |
| III | 1,6 (1,6) 1-70 | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 1,8 (1,8) 1-91 | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 33 | ||
| I | 1,1 (1,1) 1-42 | 1 (1) 1-29 | 0,9 (0,9) 1-16 | 1,3 (1,3) 1-68 | 1,2 (1,2) 1-55 | 1,1 (1,1) 1-42 | 34 | ||
| ДЗ-98 | II | 1,3 (1,3) 1-68 | 1,2 (1,2) 1-55 | 1 (1) 1-29 | 1,5 (1,5) 1-94 | 1,4 (1,4) 1-81 | 1,3 (1,3) 1-68 | 35 | |
| III | 1,6 (1,6) 2-06 | 1,4 (1,4) 1-81 | 1,3 (1,3) 1-68 | 1,8 (1,8) 2-32 | 1,7 (1,7) 2-19 | 1,6 (1,6) 2-06 | 36 | ||
| I | 1,3 (1,3) 1-38 | 1,1 (1,1) 1-17 | 1 (1) 1-06 | 1,5 (1,5) 1-59 | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 37 | ||
| 0,88 | ДЗ-99 (Д-710, Д-710Б), ДЗ-31-1 (Д-557-1) | II | 1,5 (1,5) 1-59 | 1,4 (1,4) 1-48 | 1,2 (1,2) 1-27 | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 38 |
| III | 1,8 (1,8) 1-91 | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 2 (2) 2-12 | 1,9 (1,9) 2-01 | 1,8 (1,8) 1-91 | 39 | ||
| I | 0,88 (0,88) 0-93,3 | 0,83 (0,83) 0-88 | 0,78 (0,78) 0-82,7 | 1,1 (1,1) 1-17 | 1 (1) 1-06 | 0,9 (0,9) 0-95,4 | 40 | ||
| 0,88 | ДЗ-14 (Д-395) | II | 1,1 (1,1) 1-17 | 1 (1) 1-06 | 0,95 (0,95) 1-01 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 41 |
| III | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,5 (1,5) 1-59 | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 42 | ||
| ДЗ-98
| I | 0,88 (0,88) 1-14 | 0,83 (0,83) 1-07 | 0,78 (0,78) 1-01 | 1,1 (1,1) 1-42 | 1 (1) 1-29 | 0,9 (0,9) 1-16 | 43 | |
| II | 1,1 (1,1) 1-42 | 1 (1) 1-29 | 0,95 (0,95) 1-23 | 1,3 (1,3) 1-68 | 1,2 (1,2) 1-55 | 1,1 (1,1) 1-42 | 44 | ||
| III | 1,4 (1,4) 1-81 | 1,3 (1,3) 1-68 | 1,2 (1,2) 1-55 | 1,5 (1,5) 1-94 | 1,4 (1,4) 1-81 | 1,3 (1,3) 1-68 | 45 | ||
| I | 1,2 (1,2) 1-27 | 1 (1) 1-06 | 0,9 (0,9) 0-95,4 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 46 | ||
| ДЗ-99 (Д-710, Д-710Б), ДЗ-31-1 (Д-557-1) | II | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 1,5 (1,5) 1-59 | 1,4 (1,4) 1-48 | 1,3 (1,3) 1-38 | 47 | |
| III | 1,6 (1,6) 1-70 | 1,5 (1,5) 1-59 | 1,3 (1,3) 1-38 | 1,8 (1,3) 1-91 | 1,7 (1,7) 1-80 | 1,6 (1,6) 1-70 | 48 | ||
| I | 0,85 (0,85) 0-90,1 | 0,76 (0,76) 0-80,6 | 0,68 (0,68) 0-72,1 | 0,96 (0,96) 1-02 | 0,91 (0,91) 0-96,5 | 0,87 (0,87) 0-92,2 | 49 | ||
| 1,02 | ДЗ-14 (Д-395) | II | 1 (1) 1-06 | 0,9 (0,9) 0-95,4 | 0,82 (0,82) 0-86,9 | 1,1 (1,1) 1-17 | 1 (1) 1-06 | 0,9 (0,9) 0-95,4 | 50 |
| III | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 1 (1) 1-06 | 1,3 (1,3) 1-38 | 1,2 (1,2) 1-27 | 1,1 (1,1) 1-17 | 51 | ||
| ДЗ-98
| I | 0,85 (0,85) 1-10 | 0,76 (0,76) 0-98 | 0,68 (0,68) 0-87,7 | 0,96 (0,96) 1-24 | 0,91 (0,91) 1-17 | 0,87 (0,87) 1-12 | 52 | |
| II | 1 (1) 1-29 | 0,9 (0,9) 1-16 | 0,82 (0,82) 1-06 | 1,1 (1,1) 1-42 | 1 (1) 1-29 | 0,9 (0,9) 1-16 | 53 | ||
| III | 1,2 (1,2) 1-55 | 1,1 (1,1) 1-42 | 1 (1) 1-29 | 1,3 (1,3) 1-68 | 1,2 (1,2) 1-55 | 1,1 (1,1) 1-42 | 54 | ||
| а | б | в | г | д | е | N | |||
4.
 2. Нарезка кюветов в выемках
2. Нарезка кюветов в выемках
Нарезка
кюветов производится в выемках с учётом
их глубины.
Если
глубина до 2,5 метра, то нарезка кюветов
делается в отвал, а если выше то в
транспорт. Для нарезки кюветов я
использовала кюветокопатель ЭТУ-35 его
производительность(Пс)
285 кв.м. в отвал при средней высоте
рабочих отметок менее 2,5 метров или 240
кв. м. с погрузкой в транспорт при средних
рабочих отметках более 2,5 метров.
Площадь
кювета составляет 0,78м2,
но так как кюветы находятся с обеих
сторон то 0,78*2=1,56м2
Vк=1,56*Lв
Для
того чтобы рассчитать время затраченное
на копку кюветов нужно знать среднюю
глубину выемки; её длину.
Vк/Пс
Первая
выемка:
Hср=(9,33+9,52+8,25+5,91+3,87+2,13+0,69)/7=5,6
м
L
=700м
Vк=
1,56*Lв=700*1,56=449
449/240=2
смены
Вторая
насыпь:
Hср=(0,99+2,22+1,58+0,99+0,5)/5=1,26
L=800м
Vк=1,56*Lв=800*1,56=1248
1248/(285*2)=2
смены
Третья
насыпь:
Hср=(0,5+1,76+3,65+6,06+7,79+8,49+10,48+9,96+7,12+4,55+2,61+0,54)/12=5,3
м
L=1170м
Vк=1,56*Lв=1170*1,56=1825,2
1825,2
/(240*2)=4
смены
Всего
на нарезку кюветов понадобится 2+2+4=
8 смен,
но для сокращения времени работ
используем два кюветокопателя, которые
работают 1 смену в день, для этого им
понадобится 4
дня.
4.3. Планировка откосов
Планировка
откосов будет выполнена бульдозером с
откосопланировщиком, его производительность,
для грунтов второй группы, составит
4000м3/смену.
Откосы выполняем 1:1.5 (m=1.5)
Для
того чтобы найти количество смен
необходимых на производство откосов
нужно рассчитать их площади для каждой
насыпи и выемки:
,
где:
Нср
—
средняя
высота рабочих отметок насыпи или
выемки, м
L-
длина насыпи или выемки, м
1-
выемка
L=700
Нср=(9,33+9,52+8,25+5,91+3,87+2,13+0,69)/7=5,6
м
=2822,4
2-
насыпь
L=800
Hср=(0,99+2,22+1,58+0,99+0,5)/5=1,26
м
=725,8
3-
выемка
L=1170
Hср=(0,5+1,76+3,65+6,06+7,79+8,49+10,48+9,96+7,12+4,55+2,61+0,54)/12=5,3
м
=4464,7
Количество
смен определяется путем деления суммы
Vотк
насыпей и выемок на производительность
Кол-во
смен =(2822,4
+725,8+4464,7)/4000=2
Всего
на планировку всех насыпей и выемок
одному бульдозеру с откосопланировщиком
понадобится 2 смены. Он работает 2 смены
Он работает 2 смены
в день, значит работает 1
день.
5. Мероприятия по охране окружающей среды при сооружении земляного полотна
Для
уменьшения загрязнения и запыления
окружающей среды в процессе производства
работ необходимо максимально сохранить
зеленые насаждения в полосе отвода.
Для
обеспечения отвода поверхностных вод
предусматривается: нарезка водоотводных
канав и кюветов в соответствии с
современными требованиями.
Требования
техники безопасности при работе на
машинах делятся на общие и специальные.
Общие
относящиеся ко всем машинам и специальные
учитывающие особенности устройства, и
принцип действия определённых машин
или установок. Общими требованиями для
всех машин в основном являются: наличие
ограждения вращающихся частей,
предохранительных устройств и сигналов;
нормальная оснащённость рабочего места,
хороший объём для машиниста;
электробезопасность и противопожарная
безопасность.
Специальные
требования техники безопасности могут
быть отнесены как к одной машине, так и
к целой группе машин одного класса. При
выполнении подготовительных работ
широко применяют корчеватели, кусторезы
и бульдозеры. Во время работы корчевательных
машин необходимо обеспечить надёжное
крепление канатов на корчуемых пнях,
для чего на последних делают зарубки
достаточной глубины, препятстствующие
соскальзыванию канатов. Диаметры канатов
применяются в пределах 20-30 мм. Рабочие
должны отойти от каната на расстояние
не менее расстояния между якорным и
корчующим пнём.
Работа
кустореза должна начинаться после
очистки площади от больших деревьев,
камней и пней. Запрещается движение на
участках, где деревья наклонены навстречу
движения машины. Рабочие оттаскивающие
срезанные кусты и небольшие деревья,
должны находиться не ближе 25-30 м от места
работы кустореза.
Бульдозерист
при сбрасывании грунта под откос насыпи
не должен допускать выдвижения ножа
отвала за край откоса во избежание
сползания трактора. Запрещается работать
Запрещается работать
бульдозерам на подъёмах более 250/00,
спуска с уклоном свыше 350/00
и поперечных уклонах свыше 300/00.
Грузовые
машины до пуска в работу должны быть
зарегистрированы в Госгортехнадзоре.
При работе не допускается поднимать
груз, превышающий грузоподъёмность
машин при определённых вылетах стрелы.
Не допускается косое поднятие груза,
отрыв примёрзшего или засыпанного
землёй груза. Работникам категорически
запрещается под висящим грузом, а также
в зоне действия стрелы. После окончания
работы груз опускается на землю, механизмы
отключаются, кабина машиниста закрывается
на замок.
Во
время работы экскаватора запрещается
находиться в зоне действия рабочего
оборудования; перед началом работы
необходимо подавать предупредительные
сигналы.
Кюветная резка | Laser Focus World
Компактная лазерная рабочая станция обеспечивает массовое производство одноразовых пластиковых кювет для многофункционального анализатора крови
Мэтью Бай и Дэвид Кларк
Компания Avox Systems (Fair Oaks Ranch, TX) была основана в 1976 г. доктором А. П. (Питом) Шеперд, Грег Ридель и его коллеги из Центра медицинских наук Техасского университета (Сан-Антонио, Техас). Шепард объясняет: «В конце 1980-х мы с Джоном Стейнке разработали оптический метод измерения четырех основных видов гемоглобина, который не требовал разрыва эритроцитов, в отличие от более ранних методов. Объединив этот метод (который с тех пор был запатентован) с одноразовой кюветой (камерой для образцов), мы смогли разработать более компактные и быстрые инструменты, чем обычные испытательные платформы. Один из наших продуктов используется в лабораториях катетеризации сердца, где кардиологи берут кровь из правой части сердца для диагностики аномальных соединений, таких как дефекты межпредсердной перегородки. Другой наш продукт используется в основном для оценки способности крови пациента переносить кислород в таких условиях, как отделения неотложной помощи и отделения интенсивной терапии».
доктором А. П. (Питом) Шеперд, Грег Ридель и его коллеги из Центра медицинских наук Техасского университета (Сан-Антонио, Техас). Шепард объясняет: «В конце 1980-х мы с Джоном Стейнке разработали оптический метод измерения четырех основных видов гемоглобина, который не требовал разрыва эритроцитов, в отличие от более ранних методов. Объединив этот метод (который с тех пор был запатентован) с одноразовой кюветой (камерой для образцов), мы смогли разработать более компактные и быстрые инструменты, чем обычные испытательные платформы. Один из наших продуктов используется в лабораториях катетеризации сердца, где кардиологи берут кровь из правой части сердца для диагностики аномальных соединений, таких как дефекты межпредсердной перегородки. Другой наш продукт используется в основном для оценки способности крови пациента переносить кислород в таких условиях, как отделения неотложной помощи и отделения интенсивной терапии».
Важным компонентом системы Avox является запатентованная кювета для образцов. Это небольшой одноразовый контейнер с камерой в форме «рыбки» (см. рис. 1), который заполняется образцом крови и затем вставляется в прибор.
Это небольшой одноразовый контейнер с камерой в форме «рыбки» (см. рис. 1), который заполняется образцом крови и затем вставляется в прибор.
| РИСУНОК 1. Одноразовые кюветы с коротким оптическим путем от Avox имеют внутренние размеры, которые образуют характерную форму «рыбки». |
На определение формы кюветы, материалов и метода изготовления повлияло несколько факторов. Оптически кювета требовала достаточно больших входных и выходных окон с очень тонким внутренним размером (около 100 микрон). Кювета является одноразовой, потому что чистка и повторное наполнение многоразовых кювет требует слишком много времени и проблем. Таким образом, низкозатратное производство имеет важное значение. Однако во время производства оптические поверхности конечных кювет должны быть защищены от накопления режущего мусора.
Лазерная резка
До разработки этих одноразовых кювет у команды Avox не было опыта производства. Изучив несколько возможных комбинаций материалов, компания остановилась на комбинации акрил/майлар/акрил.
Изучив несколько возможных комбинаций материалов, компания остановилась на комбинации акрил/майлар/акрил.
Avox закупает листы майлара толщиной чуть более 100 микрон. Майлар покрыт с обеих сторон контактным клеем. Каждый лист высекается поставщиком, удаляя кусочки материала в форме рыбы, оставляя, по сути, рисунок прокладок, которые образуют средний слой кювет. Типичные размеры листа составляют 188 мм x 635 мм, что соответствует 90 кювет на лист.
Производственный персонал Avox затем вручную вставляет этот штампованный лист майлара между двумя листами тонкого прозрачного акрила номинальной толщиной 1,4 мм. Внешняя поверхность каждого акрилового листа также имеет защитный слой из слегка клейкой бумаги, который удаляется после завершения всех этапов производства. Окончательная общая толщина этого многослойного ламинированного листа составляет около 3,2 мм.
После ламинирования задача состоит в том, чтобы выделить кюветы, одновременно допуская несколько процессов последующей резки. Эти процессы включают установку черной крышки на квадратный конец каждой кюветы. Это позволяет вводить кровь с помощью стандартного шприца. Кроме того, небольшая круглая заплатка GORE-TEX прикрепляется к отверстию в акриле по направлению к закругленному концу кюветы. Это позволяет воздуху выходить, удерживая кровь, позволяя наполнять тонкую кювету без проблем с обратным давлением. Чтобы облегчить внедрение этих дополнительных процессов, компания не использует лазерный процесс для полного разделения отдельных кювет — они вырезаются, оставляя для каждой кюветы небольшой перфорированный выступ. Это позволяет обрабатывать их на листах, а на более позднем этапе позволяет выполнять простую ручную привязку.
Эти процессы включают установку черной крышки на квадратный конец каждой кюветы. Это позволяет вводить кровь с помощью стандартного шприца. Кроме того, небольшая круглая заплатка GORE-TEX прикрепляется к отверстию в акриле по направлению к закругленному концу кюветы. Это позволяет воздуху выходить, удерживая кровь, позволяя наполнять тонкую кювету без проблем с обратным давлением. Чтобы облегчить внедрение этих дополнительных процессов, компания не использует лазерный процесс для полного разделения отдельных кювет — они вырезаются, оставляя для каждой кюветы небольшой перфорированный выступ. Это позволяет обрабатывать их на листах, а на более позднем этапе позволяет выполнять простую ручную привязку.
Сначала компания Avox пробовала различные механические методы резки/разделения, включая распиловку и высечку. Распиловка оказалась слишком трудоемкой и непоследовательной. Кроме того, как распиловка, так и особенно высечка часто приводили к скольжению и сдвигу различных слоев сэндвича из акрила и майлара из-за мягкого клея, что разрушало продукт.
Затем компания обратилась к лазерной резке, первоначально передав эту работу на аутсорсинг американской мастерской. По мере того, как объемы продаж начали расти, компания приняла стратегическое решение внедрить этот процесс собственными силами и в 19 году приобрела собственную рабочую станцию с CO2-лазером.96.
Массовое производство – ускорение производства
По мере роста производственного опыта и увеличения объемов выпуска продукции компания Avox дважды модернизировала процесс лазерной резки, приобретя третью лазерную систему в 2004 году. Это система Beam Dynamics LMC 5000. с использованием CO2-лазера с пластинчатым разрядом (серия Coherent Diamond) мощностью 250 Вт и частотой импульсов 10 кГц (см. рис. 2). Шепард объясняет: «Мы добились огромного роста продаж с тех пор, как приобрели нашу первую систему лазерной резки. Только в 2004 году мы продали около миллиона кювет, и этот рост заставил нас пересмотреть методы производства этих продуктов, уделив особое внимание минимизации затрат и трудозатрат и максимальному увеличению производительности и общего выхода».
| РИСУНОК 2. Станция лазерной резки LMC 5000 от Beam Dynamics использует летящую оптику и 250-ваттный CO2-лазер с пластинчатым разрядом (Coherent Diamond). |
Сочетание нескольких аспектов этой режущей системы обеспечивает компании Avox эти преимущества. Одной из наиболее важных функций этого приложения является автоматизированное машинное зрение, интегрированное в эту рабочую станцию. В сочетании с большой режущей платформой 1,22 м x 1,22 м это обеспечивает высокоскоростную резку большого количества кювет.
Листы из акрила/майлара ламинируются вручную и затем помещаются на стол для резки. Лазерная резка должна быть зарегистрирована на внутреннем майларовом слое, потому что этот лист высечки определяет размеры и расположение кювет. Шеперд отмечает, что «с нашими предыдущими рабочими станциями мы тратили слишком много времени на выравнивание лазерного резака с майларом». В системе Beam Dynamics ламинатор размещает две черные точки на верхней поверхности, которые выровнены с небольшими регистрационными отверстиями, прорезанными в майларовом слое. Система машинного зрения настроена на низкоконтрастное изображение формы. Найдя черные точки, он может обработать весь лист, перейти к следующему листу и выровнять себя по черным точкам на нем. Шеперд поясняет: «Машина допускает смещение (смещение) черных точек до 12 мм. Это позволяет оператору быстро разместить до шести наших ламинированных листов на станине для резки и оставить машину без присмотра. В 90 кювет на лист, это 540 кювет без каких-либо настроек оператора».
В системе Beam Dynamics ламинатор размещает две черные точки на верхней поверхности, которые выровнены с небольшими регистрационными отверстиями, прорезанными в майларовом слое. Система машинного зрения настроена на низкоконтрастное изображение формы. Найдя черные точки, он может обработать весь лист, перейти к следующему листу и выровнять себя по черным точкам на нем. Шеперд поясняет: «Машина допускает смещение (смещение) черных точек до 12 мм. Это позволяет оператору быстро разместить до шести наших ламинированных листов на станине для резки и оставить машину без присмотра. В 90 кювет на лист, это 540 кювет без каких-либо настроек оператора».
| РИСУНОК 3. Высокая частота импульсов лазера с пластинчатым разрядом обеспечивает высокоскоростную резку с большим перекрытием импульсов, что приводит к гладким краям резки. |
Общая мощность лазера и точное регулирование мощности являются другими важными факторами, обеспечивающими высокую производительность Avox.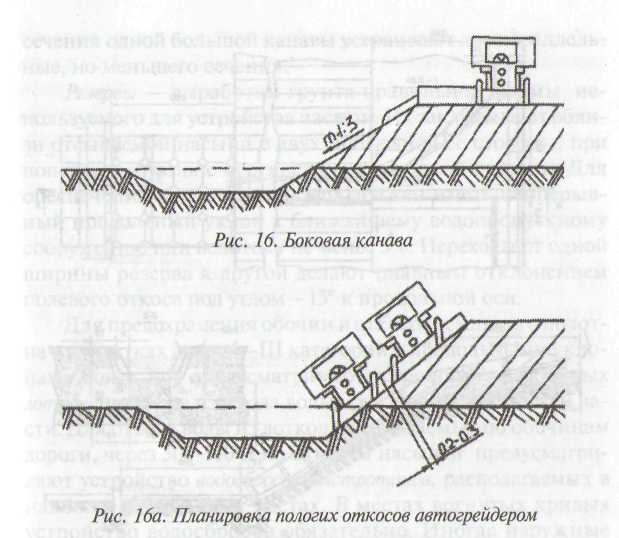 Поскольку мощность лазера составляет 250 Вт, а в системе используется высокоскоростная летающая оптика, ламинированные листы можно резать со скоростью 100 мм/сек. Как это обычно бывает при резке пластмасс, лазер работает в быстроимпульсном режиме с импульсами прямоугольной формы, чтобы максимизировать мощность прокалывания и резки при минимальных периферийных тепловых повреждениях. Но для получения ровных срезов импульсным лучом мощность лазера необходимо динамически регулировать, исходя из геометрии среза (см. рис. 3). Обширный опыт позволил Beam Dynamics внедрить в станок контурную обработку с опережением, гарантируя, что все аспекты вырезанной детали сохраняют высококачественные кромки даже на прямых углах и полных кругах. Конечным результатом является то, что система может нарезать 540 кювет всего за 20 минут.
Поскольку мощность лазера составляет 250 Вт, а в системе используется высокоскоростная летающая оптика, ламинированные листы можно резать со скоростью 100 мм/сек. Как это обычно бывает при резке пластмасс, лазер работает в быстроимпульсном режиме с импульсами прямоугольной формы, чтобы максимизировать мощность прокалывания и резки при минимальных периферийных тепловых повреждениях. Но для получения ровных срезов импульсным лучом мощность лазера необходимо динамически регулировать, исходя из геометрии среза (см. рис. 3). Обширный опыт позволил Beam Dynamics внедрить в станок контурную обработку с опережением, гарантируя, что все аспекты вырезанной детали сохраняют высококачественные кромки даже на прямых углах и полных кругах. Конечным результатом является то, что система может нарезать 540 кювет всего за 20 минут.
Заключение
Прецизионные рабочие станции, оснащенные машинным зрением и герметичными CO2-лазерами мощностью до 500 Вт, произвели революцию в области резки неметаллов.![]() Эти экономичные продукты позволяют небольшим компаниям воспользоваться преимуществами лазерной резки. В то же время их выходная мощность поддерживает скорость резки, которую можно масштабировать до крупносерийного производства. Но, возможно, самое главное, простота и надежность этих лазерных рабочих станций позволили компаниям, чья основная специализация не связана с лазерной обработкой, получить скорость, гибкость и постоянное качество продукции, которое может обеспечить только лазерная обработка.
Эти экономичные продукты позволяют небольшим компаниям воспользоваться преимуществами лазерной резки. В то же время их выходная мощность поддерживает скорость резки, которую можно масштабировать до крупносерийного производства. Но, возможно, самое главное, простота и надежность этих лазерных рабочих станций позволили компаниям, чья основная специализация не связана с лазерной обработкой, получить скорость, гибкость и постоянное качество продукции, которое может обеспечить только лазерная обработка.
Мэтью Бай из Beam Dynamics, а Дэвид Кларк из Coherent Inc. Посетите сайт www.beamdynamics.com или www.coherent.com.
Кварцевые кюветы Советы и рекомендации — Магазин кювет FireflySci
/
FireflySci, Inc./
СветлячокНаука
Во время экспериментов вы получаете какие-то странные показания? Читайте дальше, чтобы найти некоторые возможные причины и решения.
При проведении экспериментов с кварцевой кюветой существует множество различных переменных. Иногда клетки могут давать какие-то странные показания, которые не имеют смысла. Ну тут может быть несколько причин. В этой статье мы рассмотрим некоторые из самых основных проблем, которые могут испортить ваши эксперименты.
Поехали!
Начнем с грязных кювет. Кто-то однажды спросил нас, какие показания они могли бы получить, если бы использовали грязную кювету. На спектрофотометре, который измеряет, сколько света поглощается, можно с уверенностью сказать, что меньше света достигнет образца в грязной кювете. Поэтому машина интерпретирует это как поглощение большего количества света.
Другими словами, если кювета грязная, показания будут ошибочными. Очистка кюветы может быть одним из самых неприятных и трудоемких дел. Приобретение промывочной машины для кювет и ознакомление с нашим руководством по очистке кварцевых кювет — это отличные способы помочь вам сократить время, затрачиваемое на очистку кювет.
Большинство людей в спешке не могут полностью высушить кювету перед использованием. Оставление кюветы с водой или чистящим раствором внутри. Это большая проблема. Когда вода/чистящий раствор находится внутри, он может загрязнить тестовый раствор. Кроме того, он искажает ваши цифры, когда вы пытаетесь рассчитать правильное разбавление.
Если вода или чистящий раствор находятся снаружи, они не вызовут загрязнения образца. Однако, если вода/CS находится в оптическом луче, результаты будут неверными. Вы должны быть на 100% уверены, что полностью высушите кювету снаружи, прежде чем поместить ее в спектрофотометр.
Ткань для линз и баллон со сжатым воздухом помогут сократить время сушки. Просто поверните кювету на бок, как показано на фото слева, и сделайте пару глотков со сжатым воздухом. Сжатый воздух великолепен, потому что он высушивает углы кварцевой кюветы, где вода имеет тенденцию застревать.
Чтобы использовать ткань для протирки линз, просто проденьте кювету пальцами, удерживающими ткань для протирки линз. Для этого лучше всего подходят большой и указательный пальцы, и, используя этот метод, вы можете сушить две стороны кюветы одновременно. Поверните кювету на 90 градусов и сделайте две другие стороны, и все готово. Весь процесс со сжатым воздухом и тканью для линз занимает около 30 секунд.
Для этого лучше всего подходят большой и указательный пальцы, и, используя этот метод, вы можете сушить две стороны кюветы одновременно. Поверните кювету на 90 градусов и сделайте две другие стороны, и все готово. Весь процесс со сжатым воздухом и тканью для линз занимает около 30 секунд.
Давайте узнаем еще несколько полезных советов.
Наконечник кварцевой кюветы №3 — всегда используйте пипетку для заполнения кюветы
Независимо от того, насколько хороши ваши навыки заливки, рано или поздно вы прольете образец на внешнюю поверхность кюветы и/или опрокинете кювету. Использование дешевой пластиковой пипетки для переноса — это быстро, точно и гарантирует, что вы ничего не прольете.
Недорогие кварцевые кюветные пипетки можно найти здесь.
Наконечник для кварцевых кювет #4 – Всегда используйте штатив для кювет
Штативы для кювет очень важны, если вы используете кюветы.
