

Содержание
Нарезание резьбы плашками и метчиками
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах,
шпильках и других деталях применяются плашки.
Участок детали, на котором необходимо нарезать резьбу плашкой,
предварительно обрабатывают. Диаметр обработанной поверхности должен быть
несколько меньше наружного диаметра резьбы. Для метрической резьбы
диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром
11-18мм — 0,12-0,24 мм; диаметром 20-30мм — 0,14-0,28 мм. Для образования
захода резьбы на торце детали необходимо снять фаску, соответствующую
высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон),
который закрепляют в пиноли задней бабки или в гнезде револьверной головки.
Скорость резания при нарезании резьбы плашками
υ=3-4 м/мин для стальных заготовок;
υ=2-3 м/мин для чугунных заготовок и
υ=10-15 м/мин для латунных заготовок.
На рисунке справа, резьбонарезные
плашки применяемые на токарных станках:
а) — круглая, б) — квадратная,
в) — шестигранная, г) — трубчатая
Внутренние метрические резьбы диаметром до 50 мм часто
нарезают метчиками. Обычно на токарном станке применяют машинные метчики,
Обычно на токарном станке применяют машинные метчики,
что позволяет нарезать резьбу за один проход. Для нарезания резьбы в
деталях из твердых и вязких материалов применяют комплекты, состоящие из
двух или трех метчиков. В комплекте из двух метчиков первый (черновой)
выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого
размера. В комплекте из трех метчиков первый (черновой) выполняет 60%,
средний (получистовой) — 30% и третий (чистовой) — 10% всей работы.
Метчики в комплекте различают по заборной части, наибольшая длина которой
у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом,
канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу
пазов на обрабатываемой поверхности. Для этой же цели и для нарезания
отверстий длиной более двух диаметров применяют метчики с винтовыми
канавками, рисунок внизу — а). Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая — для левой). Для нарезания в пластичных материалах коротких сквозных
Для нарезания в пластичных материалах коротких сквозных
метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют
бесканавочные метчики, рисунок внизу — б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое качество резьбы. При нарезании
коротких сквозных резьб в деталях из вязких материалов применяют метчики
с расположением зубьев в шахматном порядке, рисунок внизу — в). Преимущество
таких метчиков заключается в том, что в процессе их работы снижается трение,
улучшается процесс стружкообразования и облегчается подвод
смазочно-охлаждающей жидкости. При установке метчика в револьверную головку
на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым
метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания при нарезании резьбы метчиками
υ=5-12 м/мин для стальных заготовок;
υ=6-22 м/мин для чугунных, бронзовых и
алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией
или маслом.
На главную
Как нарезать резьбу плашкой? — РИНКОМ
Как нарезать резьбу плашкой? — РИНКОМ
Скрыть уведомление
Внимание! Все заказы, сделанные с 29.04 по 1.05, будут обработаны 2 мая!
Главная
Статьи
Как нарезать резьбу плашкой?
Как нарезать резьбу плашкой?
18 ноября 2016
Гирин Кирилл
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
Рис. 1. Плашки
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
| Метрическая резьба | Трубная резьба | ||||
| наружный диаметр резьбы, мм | диаметр стержня, мм | диаметр резьбы, дюймы | диаметр стержня, мм | ||
| минимальный | максимальный | минимальный | максимальный | ||
| 5 | 4,92 | 4,84 | G 1/2 | 20,7—21,3 | 20,4 |
| 6 | 5,92 | 5,80 | G 5/8 | 22,7—23 | 22,4 |
| 8 | 7,90 | 7,80 | G 3/4 | 26,2—26,8 | 25,9 |
| 10 | 9,90 | 9,80 | G 7/8 | 30,0 | 29,9 |
| 12 | 11,88 | 11,76 | G 1 | 33,5 | 32,7 |
| 14 | 13,82 | 13,70 | G 1/4 | 42,3 | 41,4 |
| 15 | 15,82 | 15,70 | G 1 1/2 | 48 | 47,1 |
| 18 | 17,82 | 17,70 | G 2 | 60 | 58,3 |
Перед началом нарезки подготовьте:
- плашку;
- вороток;
- железный прут или деталь, требующую нанесения резьбы;
- машинное масло.

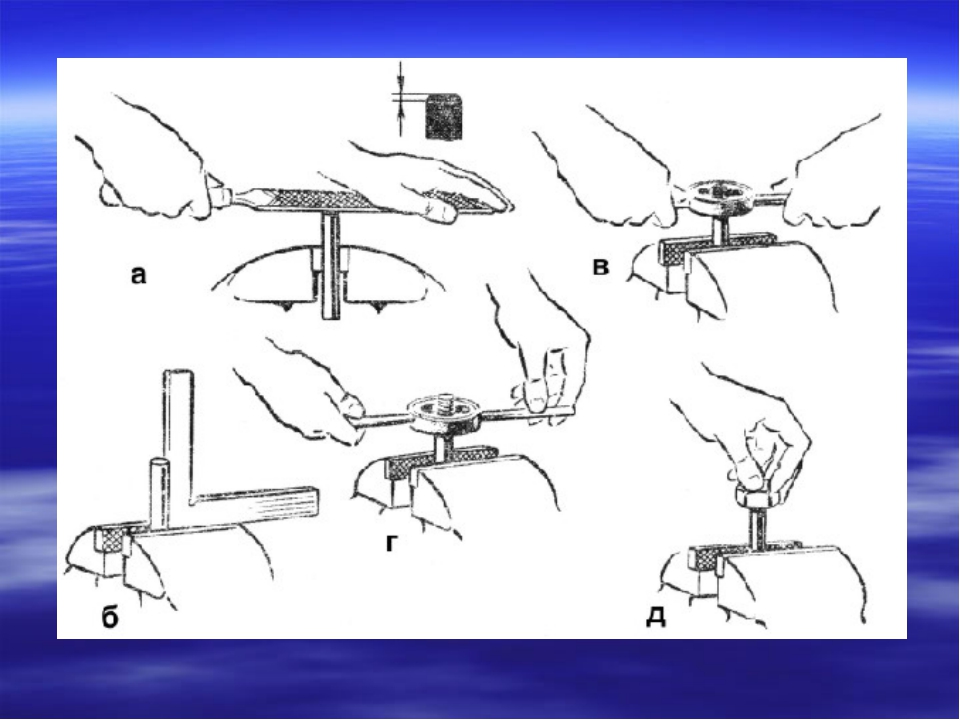
Рис. 2. Нарезание внешней резьбы плашкой
- ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
- ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение. Это требует навыка и далеко не у всех получается с первого раза.
 Это требует навыка и далеко не у всех получается с первого раза.
Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
- НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
- УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.
- ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.

Больше полезной информации
Полезные обзоры и статьи
Все статьи
25 апреля 2023
Стеллит – сплав специального назначения
21 апреля 2023
Виды концевых фрез
4 апреля 2023
Фрезерование концевыми фрезами
23 января 2023
Фрезы со сменными пластинами
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
метчиков и плашек | Наборы метчиков и плашек
Thread Check Inc. предлагает полный ассортимент метчиков и плашек , наборов метчиков и плашек и режущих инструментов от ведущих мировых производителей, включая Kennametal, Cleveland, Ghring, Titex Tools, Chicago Latrobe, OSG, Michigan Drill, Triump Twist Drill, Accupro, MA Ford, Atrax, SGS, Kyocera, Sumitomo Electric Carbide, Kenna Perfect, Met Cut, SECO, Komet, Ingersoll Cutting Tools, Melin Tool Company, Alvord Polk Tool, DeWalt, Milwaukee, Irwin Auger и фрезы, Lenox, наборы метчиков и штампов Greenfield, Balax, Emuge, Heli-Coil®, Jergens, E-Z LOK, Putnam, Hanita, PROMAX, Widell Industries и другие. Thread Check Inc. предлагает полный набор стандартных и специальных сверл, разверток, концевых фрез, резьбонарезных станков, метчиков и плашек, метчики для нарезки резьбы и плашки для нарезки резьбы . Опытные инженеры по продажам Thread Check имеют многолетний опыт в области механической обработки и могут помочь вам в выборе подходящих метчиков и плашек для работы.
Опытные инженеры по продажам Thread Check имеют многолетний опыт в области механической обработки и могут помочь вам в выборе подходящих метчиков и плашек для работы.
- Условия нарезания резьбы
- Резьбовые формы общего пользования
- Ручной метчик Фаски
- Таблица размеров резьбонарезных сверл
- Передний угол в зависимости от материала
- Таблица рекомендуемых метчиков
- Нажатие Неисправности и причины Таблица
- Контрольный список для правильного нарезания резьбы
- Твердосплавные метчики — паспорта безопасности материалов
- Твердосплавные резьбовые фрезы
- Специальные плашки для нарезания резьбы
- Наборы метчиков и матриц
- Самоблокирующаяся резьба
- Специальные метчики
Таблица
Компания Thread Check Inc. предлагает широкий ассортимент стандартных метчиков, плашек и множества специальных изделий, изготовленных в течение 24–48 часов.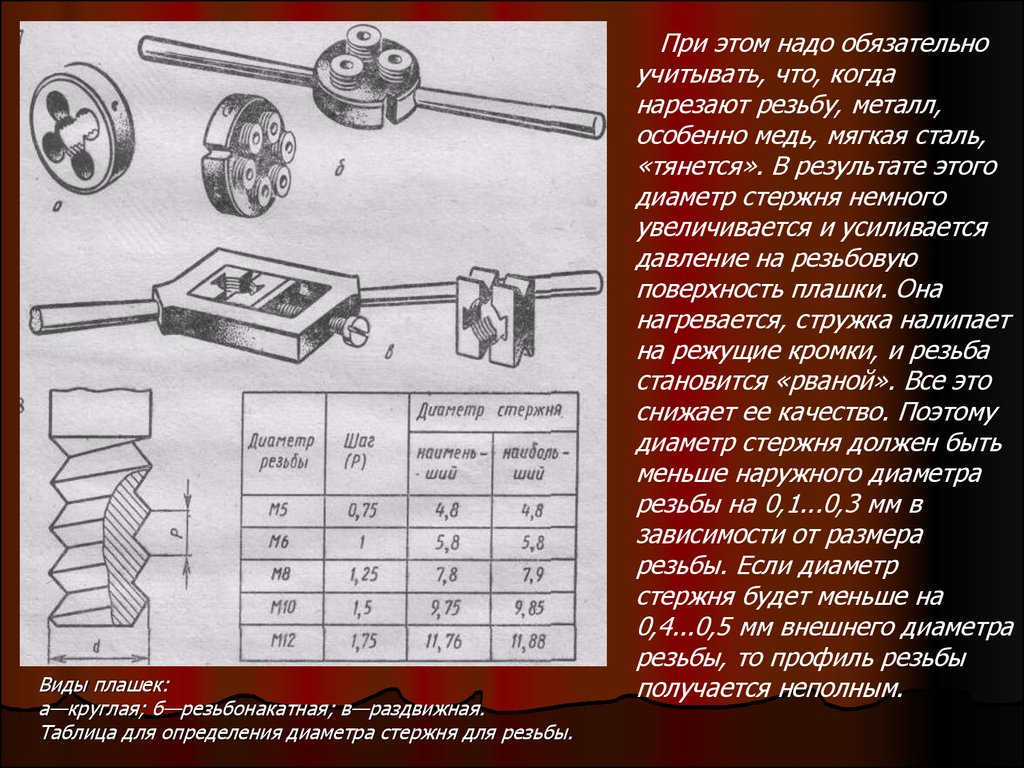
Метчики
|
|
|
Фрезы
|
|
|
Сверла и развертки
|
|
|
Концевые фрезы
|
|
|
Заказ метчиков
Thread Check, Inc. настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу предоставить правильные метчики для работы и избежать длительных задержек и дорогостоящих проблем в производстве.
настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу предоставить правильные метчики для работы и избежать длительных задержек и дорогостоящих проблем в производстве.
Критическая информация, необходимая для поставки правильных метчиков, следующая:
- Номинальный размер, TPI или резьба на дюйм, форма резьбы, а также является ли резьба многозаходной.
- Класс изготавливаемой резьбы – 2В или 3В.
- Правая или левая резьба. Правая рука всегда предполагается, если не указано иное.
- Материал для нарезания резьбы.
- Характер отверстия для резьбы.
- Просверленные, перфорированные или литые.
- Размер сверла или отверстия под метчик.
- Глубина отверстия.
- Сквозное или глухое отверстие.
- Требуемая длина полной резьбы.
- Требуемый тип режущих метчиков – конический, пробковый, донный, пистолетный метчик и метчик со спиральной канавкой.
- Наш инженер-технолог определит это на основе предоставленной информации.

Любая дополнительная информация, касающаяся типа и состояния используемой машины или оборудования, может оказаться полезной при изготовлении метчиков наилучшей конструкции для данной работы.
Контрольный список устранения неполадок при нарезке резьбы
- Использование неправильного стиля или дизайна для работы.
- Использование неправильного предельного размера метчика для класса резьбы.
- Использование тупых метчиков, плашек и режущих инструментов, требующих повторной заточки.
- Использование плохо заточенных метчиков, режущих матриц и режущих инструментов.
- Материал детали слишком твердый или слишком мягкий.
- Материал детали низкого качества и неоднороден по структуре или анализу.
- Материал детали истирается на резьбе метчика.
- Переупаковка стружки в каннелюры.
- Ударная машина слишком тяжелая или слишком легкая для работы.
- Нарезной станок без качественного ходового винта.
- Диапазон скоростей резьбонарезного станка слишком ограничен.
- Стол нарезного станка или заготовка не перпендикулярны метчику.
- Станок с ЧПУ запрограммирован неправильно.
- Неблагоприятное состояние отверстия перед выпуском (размер, глубина, прямолинейность, округлость, глазурованная или нагартованная поверхность, сколы на дне).
- Метчик и подготовленное отверстие не совпадают.
- Подъем заготовки и приспособления при переворачивании при вертикальном постукивании.
- Отсутствие надлежащей смазки при нанесении.

Измерение метчиков
Главный диаметр и средний диаметр являются двумя важными параметрами для метчиков. Важно следить за износом этих размеров, так как они со временем изнашиваются при длительном использовании. Задний конус, рельеф резьбы и увеличенный наружный диаметр — вот три фактора, влияющие на конструкцию 9-гранника. 0005 метчики , плашки и режущие инструменты , которые следует учитывать при измерении основного диаметра и делительного диаметра метчиков, плашек и режущих инструментов.
0005 метчики , плашки и режущие инструменты , которые следует учитывать при измерении основного диаметра и делительного диаметра метчиков, плашек и режущих инструментов.
Обратная конусность представляет собой постепенное уменьшение диаметра резьбы по направлению к хвостовику. Обычно это около 0,001 дюйма в диаметре на один дюйм длины. Разгрузка резьбы постепенно уменьшает диаметр резьбы по направлению к пятке посадочной кромки и, как правило, покрывает около двух третей ширины посадочной кромки, хотя в некоторых случаях она может покрывать всю Функция заднего конуса и разгрузки резьбы состоит в том, чтобы обеспечить более легкое резание и уменьшить трение. Измерения размера всегда следует проводить по всей резьбе сразу за фаской и как можно ближе к режущей поверхности посадочной поверхности.0005 Режущие метчики , режущие плашки и режущие инструменты всегда изготавливаются с большим диаметром, чем основной, чтобы учесть износ и обеспечить зазор по основному диаметру в резьбовом отверстии.
Базовый микрометр можно использовать для измерения наружного диаметра метчиков. Наковальня микрометра должна соприкасаться с зубьями метчиков и режущих плашек . Диаметр шага можно измерить с помощью трехпроводной системы измерения резьбы.
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕРЕЙТИ НА СТРАНИЦУ ИНДЕКСА | ||
| НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ ПРИГОТОВЛЕНИЕМ И МАТРИЦЕЙ | ||
| В. Райан © 2019 | ||
| PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ЛИСТ | ||
Нарезание наружной резьбы достигается за счет использования плашки, удерживаемой на ложе. Матрицы изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. | ||
| СТАНДАРТНЫЙ ПРИКЛАД С ЦЕНТРАЛЬНЫМ РЕГУЛИРОВОЧНЫМ ВИНТОМ | ||
Круглые разъемные матрицы имеют степень регулировки. Приклад, показанный ниже, имеет три регулировочных винта. Два внешних винта затягивают матрицу, создавая немного меньшую резьбу. Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов. | ||
| Стоит отметить : Если штампы должны использоваться на латуни, не используйте их на стали. Использование матрицы для нарезания резьбы на стали приводит к износу режущих кромок матрицы, что делает резьбу на латуни менее точной и менее острой. | ||
| КАК НАРЕЗАТЬ НАРУЖНУЮ РЕЗЬБУ ВРУЧНУЮ | ||
Это может быть очевидно, но при нарезании круглой стали сначала выберите правильный диаметр. Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Напилите фаску на конце стали круглого сечения. Это поможет начать нарезание резьбы при использовании матрицы и ложи. Фаска может быть создана более точно на центральном токарном станке, если таковой имеется. Используйте режущую пасту при нарезании резьбы, нанося ее на сталь перед началом нарезки. Это гарантирует, что процесс будет более плавным и даст более «острую» резьбу. | ||
Выберите правильный штамп. Если необходима резьба M8, убедитесь, что она отштампована/выгравирована на поверхности штампа. Плашка должна быть помещена в ложу широкой стороной вниз, к стали, на которую нарезается резьба. Центральный регулировочный винт следует затянуть, слегка расширив плашку, а также крепко удерживая ее в ложе. Расширение матрицы немного облегчает начальную нарезку резьбы. | ||
Убедитесь, что сталь круглого сечения находится в тисках вертикально (под углом 90 градусов). Поместите матрицу на сталь круглого сечения, удерживая ее параллельно тискам. Добавьте немного давления и поверните приклад по часовой стрелке. Первые два «оборота» матрицы имеют решающее значение. Если шток не параллелен тискам, получится пьяная резьба. Остановитесь, как только плашка начнет нарезать первую пару витков, и убедитесь, что заготовка все еще параллельна тискам. Продолжайте вращать приклад по часовой стрелке. После того, как нарезана резьба, на каждый оборот по часовой стрелке поворачивайте ложу против часовой стрелки на пол-оборота. Это убирает любую стальную стружку с матрицы. Нарезание резьбы может продолжаться до тех пор, пока не будет достигнута нужная длина. Снимите шток и плашку с резьбы, вращая ее против часовой стрелки, эффективно отвинчивая ее от стали. Ослабьте центральный регулировочный винт, а затем затяните два внешних регулировочных винта. Пропустите плашку по резьбе второй раз, так как это завершит резьбу аккуратно.  | ||
 Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента.
Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента. Производимая резьба будет резьбой M8 (метрическая 8).
Производимая резьба будет резьбой M8 (метрическая 8).
