

Содержание
Напряженное армирование
Технология строительных процессов | Лекция 7.3.1 |
Напряженное армирование
В конструкциях, работающих на изгиб (плиты, балки, прогоны и т.п.) под действием нагрузки и собственного веса появляются растягивающие напряжения. Для их восприятия в растягиваемой зоне приходится размещать большое количество арматуры. Несмотря на это и обеспечение для арматурных элементов y, в зонах максимального момента могут наблюдаться трещины.
С целью повышения трещиностойкости и несущей способности железобетонных конструкций, а также более полного использования механических свойств арматурной стали и сокращения ее расхода используют предварительное напряжение арматуры.
Предварительно напряженными называются такие железобетонные конструкции, в которых в предполагаемых зонах растяжения до приложения эксплуатационных нагрузок искусственно создается внутреннее напряженное состояние, выражающееся в обжатии бетона и растяжении арматуры. Прежде чем бетон в конструкции начнет работать на растяжение, в нем должно быть погашено предварительно созданное сжатие.
Прежде чем бетон в конструкции начнет работать на растяжение, в нем должно быть погашено предварительно созданное сжатие.
Предварительно напряженные железобетонные конструкции обладают многими преимуществами по сравнению с обычными железобетонными конструкциями. Их эксплуатационные качества выше, так как благодаря трещиноустойчивости увеличиваются жесткость и долговечность, повышается водонепроницаемость.
В предварительно напряженных железобетонных конструкциях эффективно используются высокопрочные материалы, что дает экономию стали до 40%, позволяет уменьшить размеры поперечного сечения элементов конструкций на 20 – 30% , сократить транспортные затраты.
Следует отметить целесообразность применения в ряде случаев бетонов низких марок, так как предварительное напряжение сближает деформативные свойства высокопрочной арматуры и бетона и обеспечивает их совместную работу во всех стадиях загружения.
При производстве предварительно напряженных элементов необходимы такие технологические процессы, которые позволяют не затрачивать излишний материал в элементах из-за условий работы конструкций в доэксплуатационный период. Для конструкций, намеченных к изготовлению, должны быть обеспечены рациональные способы производства, транспортирования и сборки, чтобы в этих стадиях, до того как конструкция включена окончательно в состав здания или сооружения, она не находилась в условиях более тяжелых, чем под последующей эксплуатационной нагрузкой.
Для конструкций, намеченных к изготовлению, должны быть обеспечены рациональные способы производства, транспортирования и сборки, чтобы в этих стадиях, до того как конструкция включена окончательно в состав здания или сооружения, она не находилась в условиях более тяжелых, чем под последующей эксплуатационной нагрузкой.
Во всех случаях изготовления предварительно напряженных элементов натяжение арматуры производится одним из следующих методов.
Предварительное обжатие. Арматура укладывается и натягивается (на упоры) до укладки бетона. Контроль напряжений в арматуре осуществляется в данном случае до обжатия бетона.
Последующее обжатие. Арматура укладывается в формы до укладки бетона или в каналы элементов в процессе изготовления конструкции, но натягивается (на бетон) после набора бетоном достаточной прочности, для того чтобы передать на него усилия обжатия, создаваемые натяжными устройствами. Контроль натяжения в арматуре в этом случае производится в процессе обжатия бетона.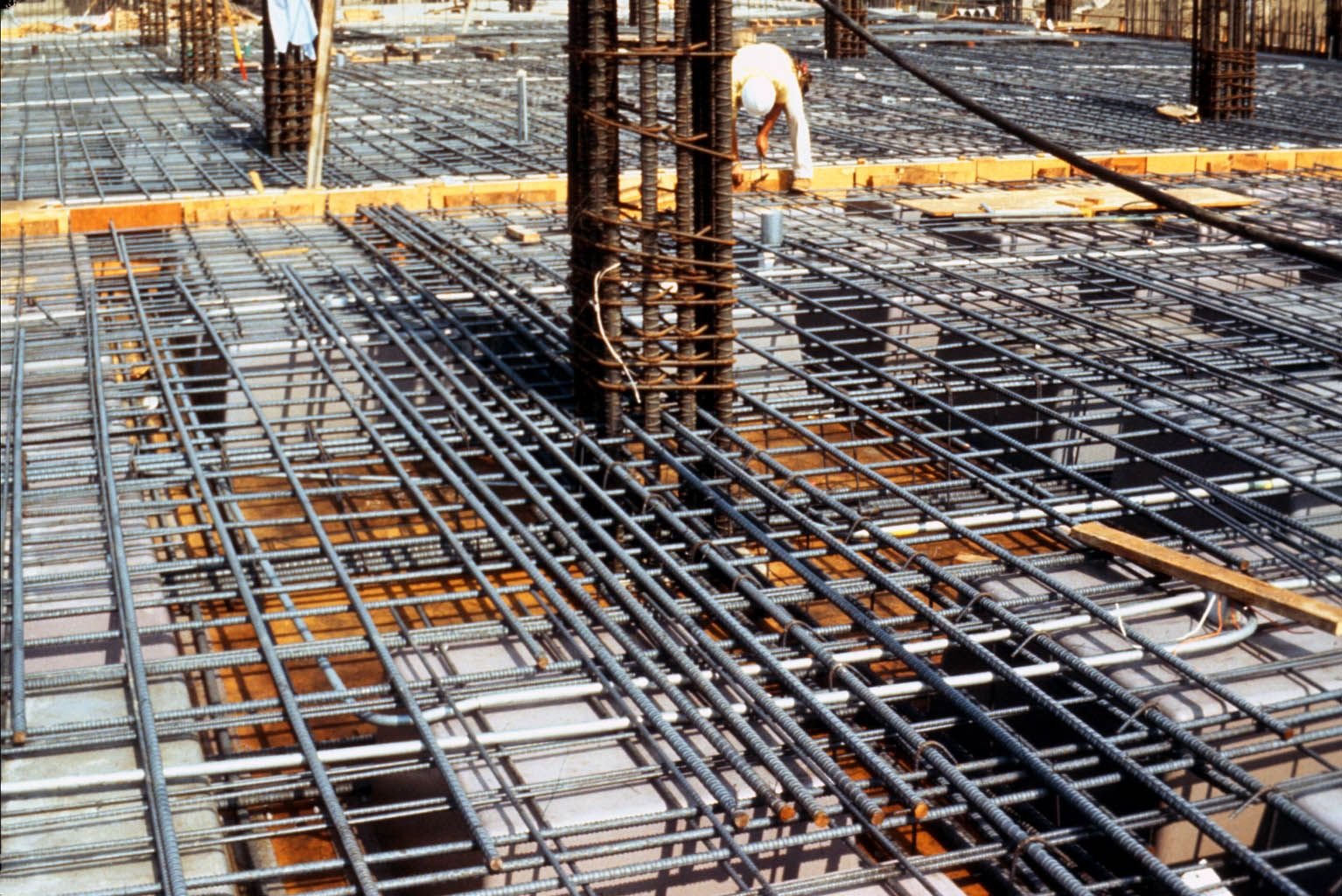
— 1 —
Технология строительных процессов | Лекция 7.3.1 |
В соответствии с принятыми методами напряженного армирования железобетонных конструкций арматура, применяемая в них, соответственно называется «с предварительным натяжением» и «с последующим натяжением». Для изготовления большинства типов конструкций применяется арматура с предварительным или последующим натяжением. Только в составных конструкциях могут применяться оба вида напряженной арматуры, из которых предварительно напряженная арматура используется при изготовлении отдельных элементов, а арматура с последующим напряжением применяется при сборке конструкции из этих элементов.
При изготовлении железобетонных конструкций с предварительно напряженной арматурой, когда бетонирование производится после натяжения арматуры, должно быть обеспечено начальное сцепление арматуры с бетоном, и контроль натяжения арматуры
должен производиться до обжатия бетона.
В случае применения последующего натяжения после твердения бетона отсутствует сцепление с бетоном арматуры, расположенной внутри или снаружи элемента, контроль натяжения арматуры в этом случае производится после обжатия бетона.
Сцепление между арматурой и бетоном восстанавливается последующим обетонированием арматуры элемента после натяжения арматуры.
По способам анкеровки предварительно напряженная арматура делится на следующие виды:
а) неанкерованная из холоднотянутой высокопрочной проволоки, горячекатаной, холоднотянутой или низколегированной стали периодического профиля;
б) непрерывно навиваемая из холоднотянутой высокопрочной проволоки с закреплением концов.
Арматура с последующим натяжением из одиночных стержней постоянного сечения, пучка проволок из холоднотянутой или низколегированной стали всегда бывает анкерованной.
Способы натяжения арматуры — механический, электротермический и электротермомеханический. Арматурные работы при натяжении состоят из заготовки напрягаемой арматуры и арматурных элементов, соединения, укладки и натяжения арматуры.
ЗАГОТОВКА И СОЕДИНЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ.
Для напрягаемой арматуры длиной до 12м используют стержни из горячекатаной стали классов A-600, А-800, А-1000 (А-IV, A-V, A-VI), сталь, упрочненную вытяжкой класса А-400в, термически упрочненную сталь классов Ат-600 и Ат-800, а также высокопрочную проволоку классов В-II, Вр-II и стальные канаты класса К-7 и К-19. При длине напрягаемой арматуры более 12 м применяют горячекатаную и термомеханически упрочненную арматуру классов А-600, А-800, А-1000, Ат-600с и А-400в, высокопрочную проволоку и канаты, такие же как и для напрягаемой арматуры длиной до 12м. Стержни из стали класса А-400в получают путем предварительного упрочнения вытяжкой арматуры класса А-400. Упрочнение вытяжкой ведут до величин, соответствующих контролируемым удлинению и напряжению. Для контроля упрочнения вытяжкой от каждой партии стержней отбирают по два образца для испытания на растяжение.
Заготовка арматуры включает соединение стержней в «плеть» длиной до 24 м. На концах таких заготовок высаживают анкерные головки (рис.1, 6), а затем производят упрочнение вытяжкой (рис.2). Подготавливают арматурные заготовки на специальных полуавтоматических линиях, оснащенных машинами для стыковой сварки или обжатия обоймы, станком для резки арматуры, стендом для упрочнения механической вытяжкой (рис.2), гидравлическим домкратом и другим оборудованием. Производительность таких полуавтоматических линий до 7 т арматуры в смену. Линии оборудуют системами пнев-
На концах таких заготовок высаживают анкерные головки (рис.1, 6), а затем производят упрочнение вытяжкой (рис.2). Подготавливают арматурные заготовки на специальных полуавтоматических линиях, оснащенных машинами для стыковой сварки или обжатия обоймы, станком для резки арматуры, стендом для упрочнения механической вытяжкой (рис.2), гидравлическим домкратом и другим оборудованием. Производительность таких полуавтоматических линий до 7 т арматуры в смену. Линии оборудуют системами пнев-
— 2 —
Технология строительных процессов | Лекция 7.3.1 |
матики и автоматики, обеспечивающими работу в автоматическом и ручном режимах. Обслуживают линию двое — сварщик и оператор.
Рисунок 1. Машина для высадки анкеров СМЖ-128Б
Рисунок 2. Установка для удлинения арматурных стержней СМЖ-129Б
Соединять стержни можно различными способами в зависимости от класса стали и диаметра стержня. Так, стержни из стали A-600 и A-800, которые в последующем будут подвергаться упрочнению вытяжкой, соединяют с помощью стыковой контактной сварки. Для стыковки стержней из трудносвариваемой стали классов Ат-600, Aт800 Aт-1000 применяют впрессованные соединительные обоймы (муфты, гильзы) (рис.3а, 4). Соединяют арматурные канаты с помощью опрессованной гильзы (рис.3б), но они могут соединяться и внахлестку, по всей длине которой плотным рядом накладываются витки вязальной проволоки (рис.3в). Соединять арматурную проволоку можно с помощью муфты и пробки. Такое соединение обеспечивает соосный равнопрочный стык (рис.5).
Для стыковки стержней из трудносвариваемой стали классов Ат-600, Aт800 Aт-1000 применяют впрессованные соединительные обоймы (муфты, гильзы) (рис.3а, 4). Соединяют арматурные канаты с помощью опрессованной гильзы (рис.3б), но они могут соединяться и внахлестку, по всей длине которой плотным рядом накладываются витки вязальной проволоки (рис.3в). Соединять арматурную проволоку можно с помощью муфты и пробки. Такое соединение обеспечивает соосный равнопрочный стык (рис.5).
Рисунок 3. Стыкование арматурных элементов. а — стержневой арматуры с помощью опрессованной муфты; б — арматурных канатов прядей с о прессовкой гильзой; в — нахлесточное, арматурных канатов, прядей с обмоткой вязальной проволокой; 1— муфта; 2 — стержень; 3 — гильза; 4 — канат, прядь; 5 — обмотка проволокой
— 3 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 4. Соединение арматурных стержней путем обжатия муфтой. Арматура, предназначенная для напряжения, также, как и ненапрягаемая, подвер-
Арматура, предназначенная для напряжения, также, как и ненапрягаемая, подвер-
гается предварительной обработке, которая включает чистку, правку, сварку в «плеть» и резку. Кроме того, напрягаемая арматура подвергается дополнительной обработке или обустройству. Это — высадка и устройство анкерных головок. Высадка головок арматурных стержней производится, например, на установке СМЖ-128Б (рис.1). Кроме силовой высадки головок концов стержней и проволочной арматуры можно использовать и другие способы анкеровки арматуры. Различные анкерные устройства на концах арматурных изделий показаны на рисунке 6.
Рисунок 5. Соосный равнопрочный стык. 1 — проволоки; 2 — пробка; 3 — муфта; 4 — насаженные головки.
Рисунок 6. Анкерные устройства на концах арматурных изделий. а — с приваренными коротышами: б — с приваренной петлей; в — с приваренной пластиной; г — с высаженной головкой на стержне; д, е — с высаженными головками на высокопрочной проволоке; ж — с напрессованной и обжатой втулкой на стержне; з — с напрессованной трубкой на канате, пряди; 1— канат, прядь с трубкой в сборе; 2 — заготовка трубки.
— 4 —
Технология строительных процессов | Лекция 7.3.1 |
Более сложными в изготовлении и по конструкций являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а также для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточных технологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром 3—8 мм применяют унифицированные напрягаемые арматурные элементы (УНАЭ), например. конструкции ЦНИИОМТП с прорезной или дырчатой колодкой (рис. 7).
Сложными в изготовлении и по конструкции являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а так же для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточных технологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром 3—8 мм применяют унифицированные напрягаемые арматурные элементы с прорезной или дырчатой колодкой (рис.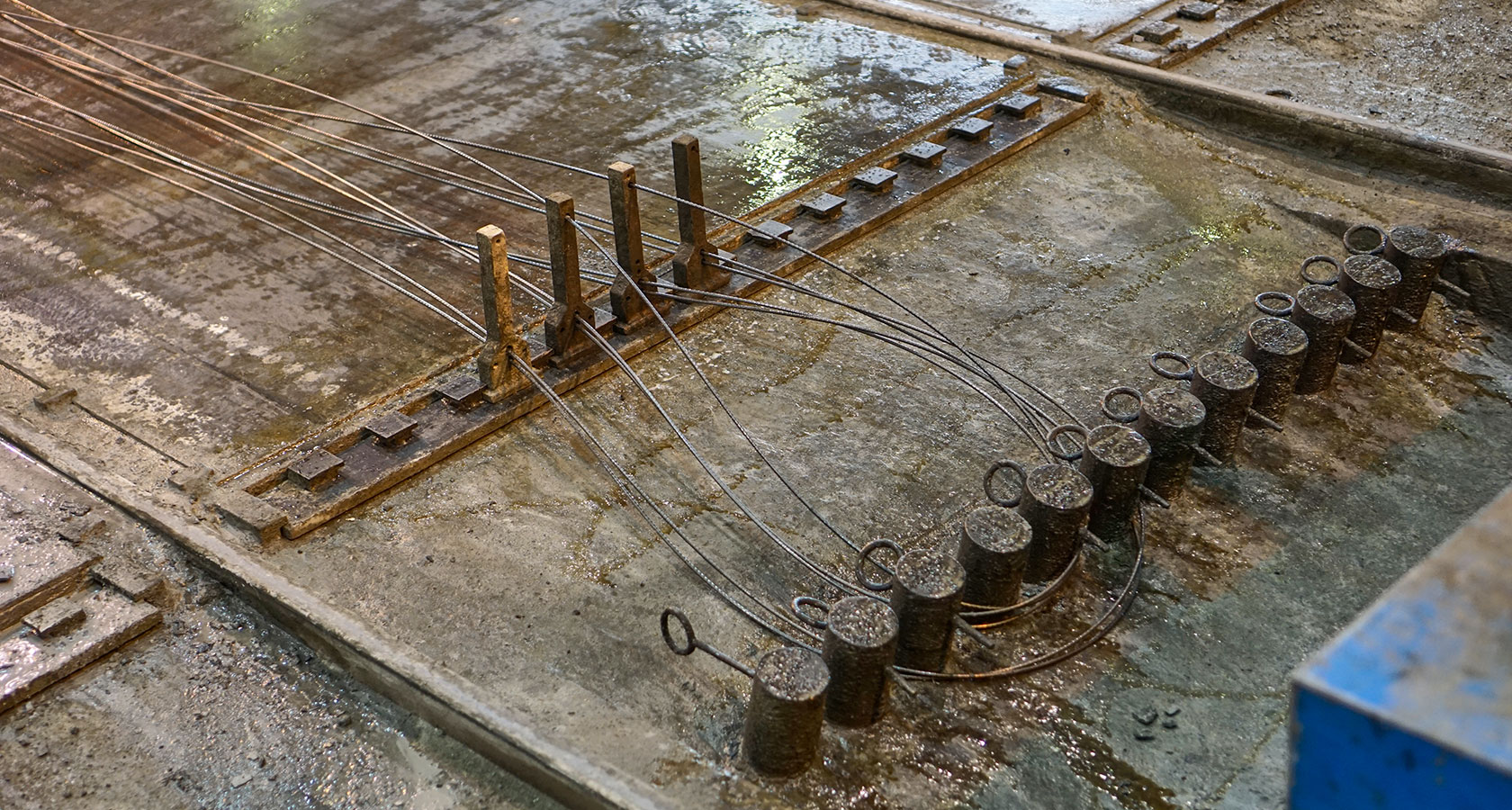 7). Предварительно проволоку устанавливают по размерам (длине). В анкерных колодках арматуру закрепляют путем высаживания головок на концах проволоки. В зависимости от числа проволок, закрепленных в колодке, эти арматурные элементы унифицируют по маркам. Для холодной высадки головок арматурной проволоки применяют станки СМЖ-155 или СМЖ-311. При натяжении арматуры на упоры форм и на бетон используют различные анкерные устройства в зависимости от диаметра и вида арматуры (Таблица 1).
7). Предварительно проволоку устанавливают по размерам (длине). В анкерных колодках арматуру закрепляют путем высаживания головок на концах проволоки. В зависимости от числа проволок, закрепленных в колодке, эти арматурные элементы унифицируют по маркам. Для холодной высадки головок арматурной проволоки применяют станки СМЖ-155 или СМЖ-311. При натяжении арматуры на упоры форм и на бетон используют различные анкерные устройства в зависимости от диаметра и вида арматуры (Таблица 1).
Рисунок 7. Унифицированные напрягаемые арматурные элементы. а — с дырчатой анкерной колодкой; б — с прорезной анкерной колодкой; 1
— анкерная колодка; 2 — высокопрочная проволока; 3 — спиральный хомут; 4 — высаженные головки.
Таблица 1
Тип зажима | Эскиз | Арматура | Назначение |
|
|
|
|
| Для стержневой арматуры |
| |
|
|
|
|
|
| Периодического про- | При натяжении арматуры |
ЦНИИЛ-3 |
| филя диаметром 12 — | |
| на упоры форм | ||
|
| 40 мм | |
|
|
| |
|
|
|
|
ВНИИСтройнефти |
| То же, диаметром, 12 | То же |
| —18 мм | ||
|
|
| |
|
|
|
|
Завода «Баррика- |
| То же, диаметром 16 | То же |
да» |
| —18 мм | |
|
| ||
|
|
|
|
|
| — 5 — |
|
Технология строительных процессов |
|
| Лекция 7. | |
|
|
|
|
|
|
| Для проволочной арматуры |
| |
|
|
|
|
|
Клиновой одиноч- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
ный |
|
| форм и стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
Стержневой груп- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
повой |
|
| стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
|
|
|
| Для автоматического за- |
НИИЖБ |
|
| Высокопрочная прово- | крепления арматуры при |
|
| лока или прядь | непрерывном армирова- | |
|
|
| ||
|
|
|
| нии |
|
|
|
|
|
Для пучковой ар- |
|
| То же | При натяжении на бетон |
матуры |
|
| ||
|
|
|
| |
|
|
|
|
|
 3.1
3.1УКЛАДКА И НАТЯЖЕНИЕ АРМАТУРЫ
Существуют два основных способа укладки арматуры в формы, стенды или готовые конструкции, где она в дальнейшем натягивается, а именно: линейный и непрерывный.![]()
Л и н е й н о й укладкой арматуры называют укладку стержней или проволоки конечной длины в устройство для натяжения арматуры.
Одиночные стержни обычно укладываются в формы или стенды и закрепляются в зажимах для одного стержня. Группы стержней или проволок предварительно объединяются в пакеты, в которых концы арматуры закреплены в одном зажимном устройстве для пакета или пучка, пригодного для транспортирования, установки их в предварительно подготовленные каналы железобетонных конструкций или защитные металлические трубки.
Натяжение арматуры в виде одиночных стержней, пучков или пакетов проволоки производится гидродомкратами (рис. 13) разных типов.
Н е п р е р ы в н а я укладка заключается в навивке проволоки с предварительным или окончательным натяжением на штыри или контуры, установленные на поддонах или стендах, в зависимости от схемы расположения арматуры в изделии.
Навивка и натяжение арматуры производится специальными машинами.
При всех способах укладки и методах натяжения арматуры отклонения от заданного контрольного напряжения не должны быть больше 5%.
Для производства изделий небольшой длины (до 12 м) широко применяется способ предварительного натяжения арматуры. Изготовление таких деталей производится на стендах или в формах заводским способом. В ряде случаев при применении этого способа изготавливаются конструкции большей длины.
— 6 —
Технология строительных процессов | Лекция 7.3.1 |
Способ последующего натяжения арматуры целесообразен, эффективен и применяется для изготовления конструкций длиной свыше 12 м. При этом способе успешно изготавливаются составные конструкции, собираемые на месте строительства из блоков.
Л и н е й н а я у к л а д к а и н а т я ж е н и е а р м а т у р ы .
При изготовлении конструкций в формах в основном применяется арматура в виде отдельных стержней. Однако в некоторых случаях при изготовлении конструкций в формах используется арматура в виде пакета или пучка.
Процесс укладки и натяжения арматуры в виде отдельных стержней заключается в том, что предварительно очищенные и выправленные арматурные стержни устанавливаются в зажимы, расположенные на оснастке формы; после их натяжения эти же зажимы закрепляют арматуру на форме, и в таком виде форма следует по всему остальному циклу производства напряженно-армированных конструкций.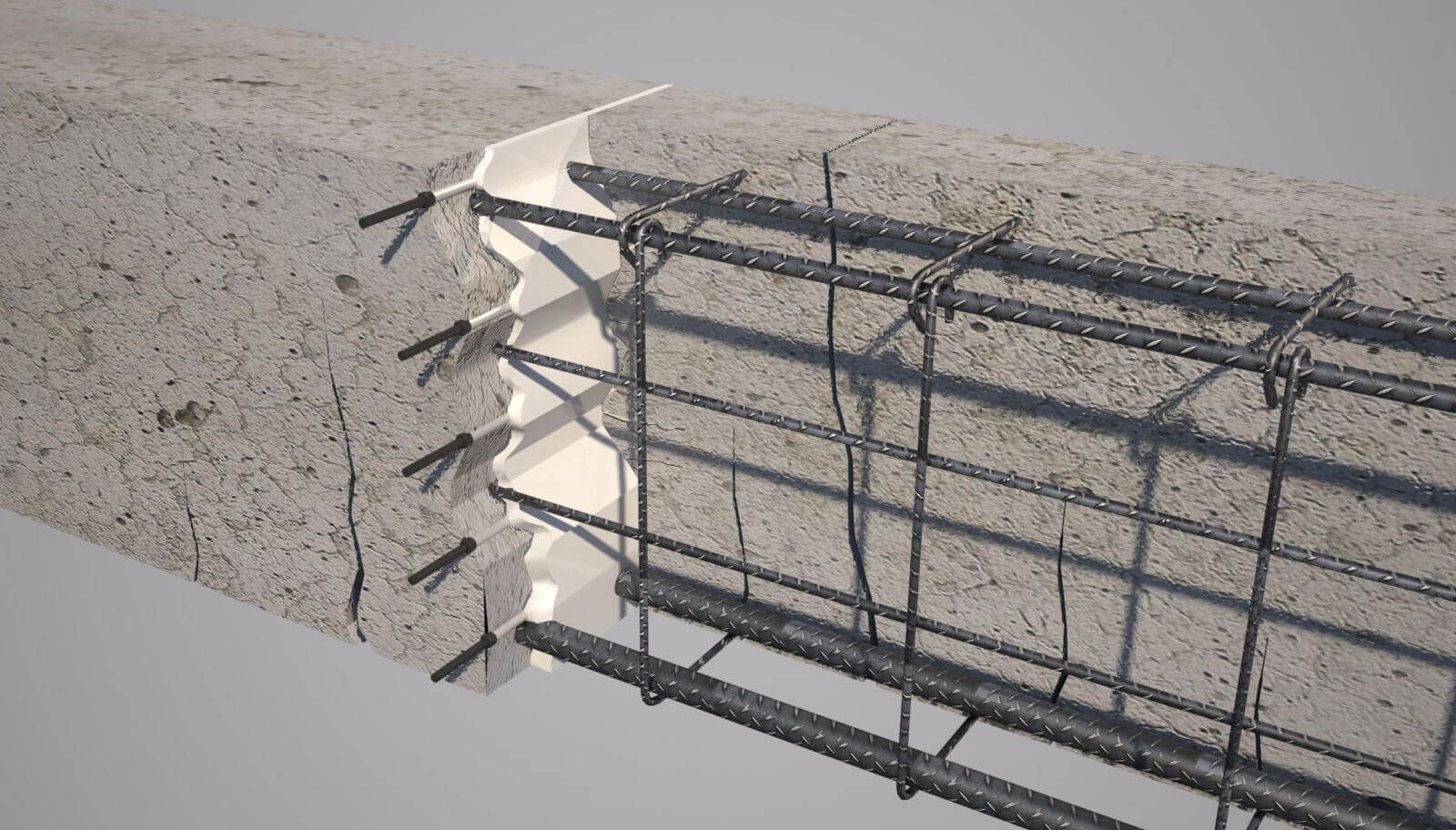 Перед снятием готового изделия зажимы разбираются, освобождая стержни напряженной арматуры. При этом происходит обжатие железобетонного элемента.
Перед снятием готового изделия зажимы разбираются, освобождая стержни напряженной арматуры. При этом происходит обжатие железобетонного элемента.
Рисунок 8. Схемы стендов для изготовления предварительно напряженных конструкций: А — схема стенда пакетного; Б — схема стенда протяжного.
Вслучае применения пакета проволок процесс изготовления деталей остается неизменным и отличается тем что после натяжения пакета проволок закрепление его производится установкой металлических прокладок между оснасткой формы и корпусом зажима, объединяющего ряд стержней в один пакет или пучок.
Широкое применение получил способ производства железобетонных конструкций на стендах. Различают два типа – пакетные и протяжные стенды (Рис.8). Принципиальное отличие схем этих стендов заключается в способе заготовки пакета проволок и транспортирования его к формовочной площадке стенда.
Впакетных стендах проволока с бухт 9 поступает на конвейер протаскивания 8, где она отрезается на необходимую длину, а затем закрепляется в зажиме 3, образуя пакет 2 проволок.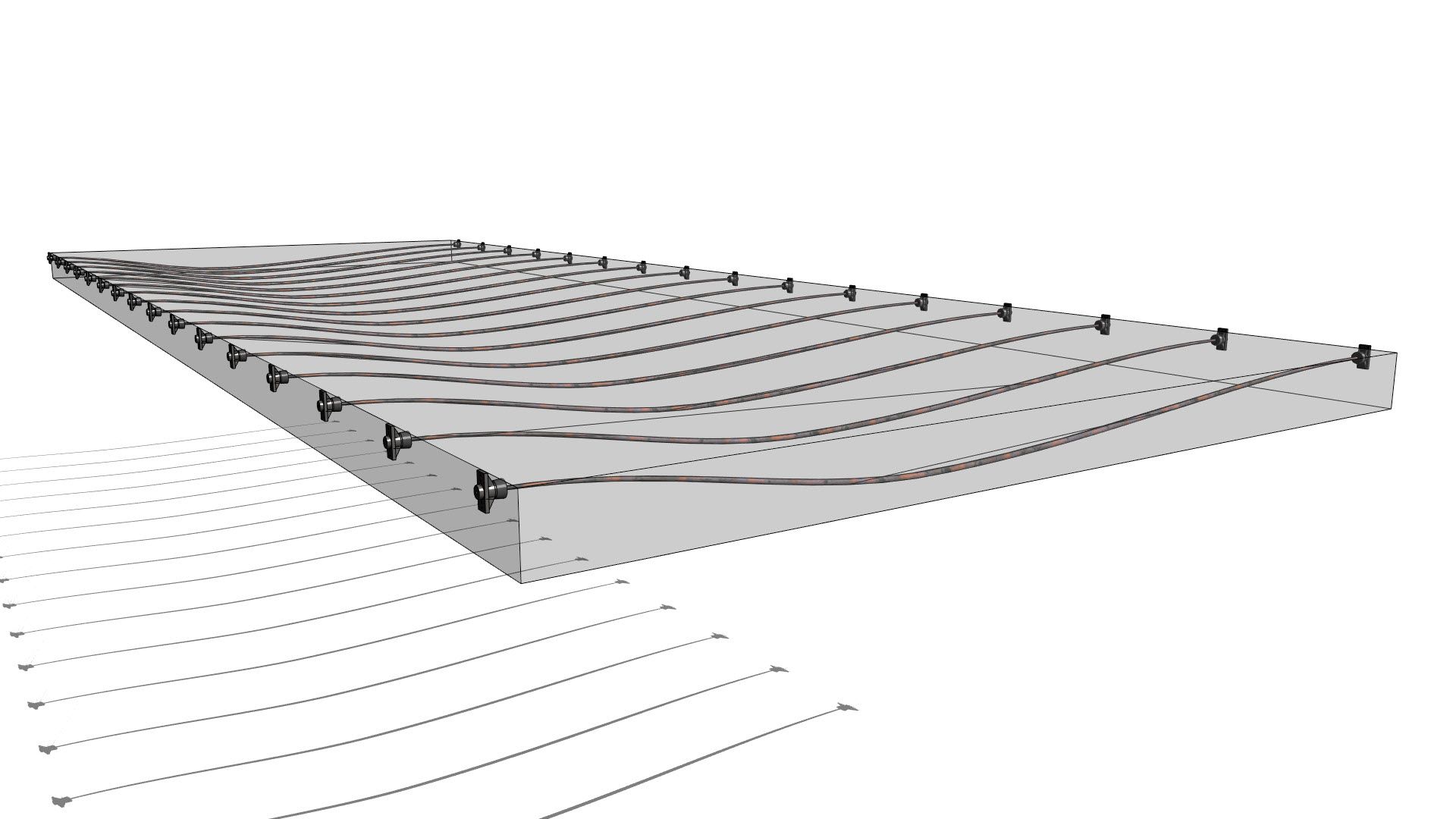 Подготовленные пакеты с конвейера протаскивания транспортируются на формовочную площадку 1 к упорам 4 стенда, где пакет с зажимами закрепляется в упорном 6
Подготовленные пакеты с конвейера протаскивания транспортируются на формовочную площадку 1 к упорам 4 стенда, где пакет с зажимами закрепляется в упорном 6
инатяжном 5 устройствах стенда. Натяжение арматуры производится гидродомкратом 7.
Впротяжном стенде бухты с проволокой устанавливаются на тележке 9, перемещающейся от одного стенда к другому. Число бухт соответствует числу проволок в изделии. Кроме того, на стенде имеется специальная тележка 8 для протягивания пакета проволоки вдоль формовочной площадки 1 стенда в процессе его образования. После закреп-
-7 —
Технология строительных процессов Лекция 7.3.1
ления одного конца всех проволок в зажим 3 и закрепления зажима на тележке производится протяжка пакета вдоль стенда на длину его рабочей части. Проволока протягивается при движении тележки из одного конца стенда в другой. Когда тележка находится во втором крайнем положении, устанавливается второй зажим, и пакет отрезается от проволок, идущих из бухт.
Пакет устанавливается в натяжное 5 и упорное 6 приспособления, установленные в конструкциях 4, после чего производится его натяжение гидродомкратом 7. Существуют схемы протяжных стендов, когда несколько раз протягивают четыре проволоки, обеспечивая необходимое число проволок для изделия. Натягиваются последовательно также только четыре проволоки.
Существуют схемы протяжных стендов, когда несколько раз протягивают четыре проволоки, обеспечивая необходимое число проволок для изделия. Натягиваются последовательно также только четыре проволоки.
Для обеспечения равномерного натяжения в проволоках пакета в пределах допустимых отклонений необходимо иметь надежно работающие зажимы, не допускающие проскальзывания и перекусывания отдельных проволок пакета.
Н е п р е р ы в н а я н а в и в к а и н а т я ж е н и е а р м а т у р ы Непрерывная навивка арматуры производится так же на формах или стендах.
На формах, предназначенных для навивки непрерывной арматуры, установлены штыри или контур с откидными щеками для навивки на них арматуры по заданной схеме.
Форма со штырями (рис.9) предназначена для изготовления плоских конструкций, состоит из поддона 1, бортовой оснастки 2, штырей 3, на которые навивается напряженная арматура 4 .
Рисунок 9. Форма со штырями для непрерывной навивки предварительно напряженной арматуры.
Форма с контуром (рис.10) предназначена для изготовления балочных конструкций, состоит из поддона 1, стержня контура 2 и откидных щек 3.
— 8 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 10. Форма с контуром для непрерывной навивки напряженной арматуры.
Непрерывная навивка арматуры на штыри или контуры форм производится специальными машинами. Стенды, на которых изготавливают конструкции с непрерывной навивкой арматуры, также оборудуются системой штырей для работы по заданной схеме.
Навивка напряженной арматуры на стендах до настоящего времени широкого распространения не получила.
Штырь для навивки напряженной арматуры (рис.11) представляет собой стакан 3 , в который установлен стержень, с одной стороны заканчивающийся конической частью 2, на которую навивается арматура б, и с другой стороны заканчивающийся Т-образной головкой 4.
Рисунок 11. Схема штыря.
— 9 —
Технология строительных процессов | Лекция 7.3.1 |
Головка штыря по отношению к зеркалу поддона 1 занимает два положения: верхнее — когда производится навивка арматуры и нижнее — когда после твердения коническая часть штыря извлечена из затвердевшего изделия.
Нижнее и верхнее положения штыря фиксируются пальцем 5 , установленным в стержне штыря. Стакан cо штырем устанавливается в форме и укрепляется гайкой 7.
Навивка напряженной арматуры на формы со штырями производится в такой последовательности. Свободный конец проволоки закрепляется на одном из штырей, после чего производится навивка арматуры по заданной программе. Закончив навивку, закрепляют второй конец арматуры. После твердения штыри удаляются из изделия специальными выпрессовщиками. При этом происходит передача напряжения с арматуры на бетон.
Рисунок 12. Схема контура с откидными щеками для навивки напряженной арматуры
Ригели изготовляются на поддоне 1 со специальным контуром 2 (рис. 12), по концам которого установлены откидные щеки 3 , обеспечивающие одновременную навивку арматуры на два ригеля.
12), по концам которого установлены откидные щеки 3 , обеспечивающие одновременную навивку арматуры на два ригеля.
Перед навивкой арматуры откидные щеки находятся в верхнем положении и свободный конец проволоки закреплен на стержне контура.
После навивки первого ряда арматуры сбрасывают по одной щеке с каждой стороны контура и навивают на второй ряд арматуры, и так далее, до окончания навивки с заданным числом рядов арматуры и с определенным количеством проволоки в каждом ряду.
Закрепив второй конец, проволоку обрезают, и поддон с контуром проходит по необходимым формовочным постам и направляется в камеру твердения.
После твердения изделия производят обрезку арматуры, выходящей за пределы бортовой оснастки, и готовое изделие снимают с поддона.
А р м а т у р а п о с л е д у ю щ е г о н а т я ж е н и я Для последующего натяжения арматура подготавливается в виде стержней или
пучков, конструкция которых соответствует применяемым анкерным устройствам в изделиях и оборудованию, применяемому для натяжения.
Существуют два способа последующего натяжения арматуры. Первый — когда сцепление арматуры с бетоном после его твердения не восстанавливается и второй — когда это сцепление восстанавливается последующим обетонированием арматуры. В изделиях, где не восстанавливается сцепление арматуры с бетоном, применяется арматура в виде отдельных стержней.
Процесс укладки и натяжения такой арматуры происходит так. Арматурный стержень, предварительно смазанный битумом, укладывают в форму, после чего производятся укладка, уплотнение, отделка и происходит твердение бетона. После снятия затвердевшего изделия натягивают и закрепляют арматуру. Слой битума предохраняет арматуру от сцепления с бетоном во время формования изделия.
Производство изделий с напряженной арматурой при обязательном восстановлении сцепления между бетоном и арматурой развивается по двум направлениям. Первое —
— 10 —
Преднапряженные конструкции в каркасном строительстве
Современные методы карксного строительства используют технологию предварительного напряжения железобетонных конструкций. Преднапряженные конструкции – железобетонные конструкции, напряжение в которых искусственно создаётся во время изготовления, путём натяжения части или всей рабочей арматуры (обжатия части или всего бетона).
Преднапряженные конструкции – железобетонные конструкции, напряжение в которых искусственно создаётся во время изготовления, путём натяжения части или всей рабочей арматуры (обжатия части или всего бетона).
Обжатие бетона в преднапряженных конструкциях на заданную величину осуществляется посредством натяжения арматурных элементов, стремящихся после их фиксации и отпуска натяжных устройств возвратиться в первоначальное состояние. При этом, проскальзывание арматуры в бетоне исключается их взаимным естественным сцеплением, или без сцепления арматуры с бетоном – специальной искусственной анкеровкой торцов арматуры в бетоне.
Трещиностойкость преднапряженных конструкций в 2–3 раза больше трещиностойкости железобетонных конструкций без предварительного напряжения. Это обусловлено тем, что предварительное обжатие арматурой бетона, значительно превосходит предельную деформацию натяжения бетона.
Преднапряженный бетон позволяет в среднем до 50% сокращать расход дефицитной стали в строительстве. Предварительное обжатие растянутых зон бетона значительно отдаляет момент образования трещин в растянутых зонах элементов, ограничивает ширину их раскрытия и повышает жесткость элементов, практически не влияя на их прочность.
Предварительное обжатие растянутых зон бетона значительно отдаляет момент образования трещин в растянутых зонах элементов, ограничивает ширину их раскрытия и повышает жесткость элементов, практически не влияя на их прочность.
Преимущества технологии преднапряжения железобетона
Преднапряженные конструкции оказываются экономичными для зданий и сооружений с такими пролетами, нагрузками и условиями работы, при которых применение железобетонных конструкций без предварительного напряжения технически невозможно или вызывает чрезмерно большой перерасход бетона и стали для обеспечения требуемой жесткости и несущей способности конструкций.
Предварительное напряжение, увеличивающее жесткость и сопротивление конструкций образованию трещин, повышает их выносливость при работе на воздействие многократно повторяющейся нагрузки. Это объясняется уменьшением перепада напряжений в арматуре и бетоне, вызываемого изменением величины внешней нагрузки. Правильно запроектированные преднапряженные конструкции и здания безопасны в эксплуатации и более надежны, особенно в сейсмических зонах. С возрастанием процента армирования сейсмостойкость предварительно напряженных конструкций во многих случаях повышается. Это объясняется тем, что благодаря применению более прочных и легких материалов сечения преднапряженных конструкций в большинстве случаев оказываются меньшими по сравнению с железобетонными конструкциями без предварительного напряжения той же несущей способности, а, следовательно, более гибкими и легкими.
С возрастанием процента армирования сейсмостойкость предварительно напряженных конструкций во многих случаях повышается. Это объясняется тем, что благодаря применению более прочных и легких материалов сечения преднапряженных конструкций в большинстве случаев оказываются меньшими по сравнению с железобетонными конструкциями без предварительного напряжения той же несущей способности, а, следовательно, более гибкими и легкими.
В большинстве развитых зарубежных стран из предварительно напряженного железобетона во все возрастающих объемах изготавливают конструкции перекрытий и покрытий зданий различного назначения, значительную часть изделий, используемых в инженерных сооружениях и в транспортном строительстве; появились производства элементов наружного архитектурного оформления зданий.
Мировой опыт использования технологии преднапряжения
В мире монолитный железобетон большей частью является предварительно напряженным. В первую очередь, таким способом возводятся большепролетные сооружения, жилые здания, плотины, энергетические комплексы, телебашни и многое другое. Телебашни из монолитного преднапряженного железобетона выглядят особенно эффектно, став достопримечательностями многих стран и городов. Телебашня в Торонто является самым высоким в мире отдельно стоящим железобетонным сооружением. Ее высота 555 м.
Телебашни из монолитного преднапряженного железобетона выглядят особенно эффектно, став достопримечательностями многих стран и городов. Телебашня в Торонто является самым высоким в мире отдельно стоящим железобетонным сооружением. Ее высота 555 м.
Поперечное сечение башни в виде трилистника оказалось весьма удачным для размещения напрягаемой арматуры и бетонирования в скользящей опалубке. Ветровой опрокидывающий момент, на который рассчитана эта башня, составляет почти полмиллиона тоннометров при собственном весе наземной части башни чуть более 60 тыс. т.
В Германии и в Японии из монолитного преднапряженного железобетона широко строятся резервуары яйцевидной формы для очистных сооружений. К настоящему времени такие резервуары возведены суммарной емкостью более 1,2 млн.куб.м. Отдельные сооружения этого типа имеют емкость от 1 до 12 тыс.куб.м.
За рубежом все более широкое применение находят монолитные перекрытия увеличенного пролета с натяжением арматуры на бетон. Только в США таких конструкций ежегодно возводится более 10 млн. куб.м. Значительный объем таких перекрытий сооружается в Канаде.
куб.м. Значительный объем таких перекрытий сооружается в Канаде.
В последнее время напрягаемая арматура в монолитных конструкциях все чаще применяется без сцепления с бетоном, т.е. не производится инъецирование каналов, а арматуру от коррозии или защищают специальными защитными оболочками, или обрабатывают антикоррозионными составами. Таким образом возводятся мосты, большепролетные здания, высотные сооружения и другие подобные объекты.
Помимо традиционных строительных целей монолитный предварительно-напряженный железобетон нашел широкое применение для корпусов реакторов и защитных оболочек атомных электростанций. Суммарная мощность АЭС в мире превышает 150 млн. кВт, из них мощность станций, корпуса реакторов и защитные оболочки которых построены из монолитного преднапряженного железобетона, составляет почти 40 млн. кВт. Защитные оболочки для реакторов АЭС стали обязательными. Именно отсутствие такой оболочки явилось причиной чернобыльской катастрофы.
Ярким примером строительных возможностей преднапряженного железобетона являются морские платформы для добычи нефти. В мире таких грандиозных сооружений возведено более двух десятков.
В мире таких грандиозных сооружений возведено более двух десятков.
Построенная в 1995 г. в Норвегии платформа «Тролл» имеет полную высоту 472 м, что в полтора раза выше Эйфелевой башни. Платформа установлена на участке моря с глубиной более 300 м и рассчитана на воздействие ураганного шторма с высотой волны 31,5 м. На ее изготовление было израсходовано 250 тыс.куб.м. высокопрочного бетона, 100 тыс. т обычной стали и 11 тыс. т напрягаемой арматурной стали. Расчетный срок службы платформы 70 лет.
Традиционно обширной областью применения предварительно напряженного железобетона является мостостроение. В США, например, сооружено более 500 тысяч железобетонных мостов с различными пролетами. За последнее время там построено более двух десятков вантовых мостов длиной 600-700 м с центральными пролетами от 192 до 400 м. Из предварительно-напряженного железобетона сооружаются внеклассные мосты, которые строятся по индивидуальным проектам. Мосты пролетом до 50 м возводятся в сборном варианте из железобетонных преднапряженных балок.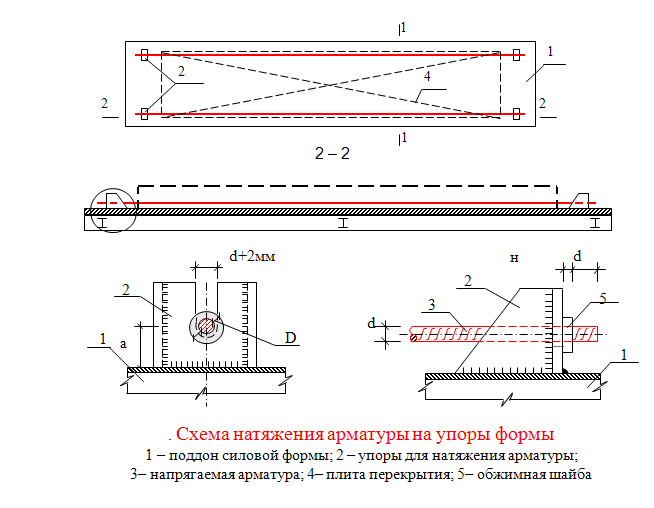
Достижения в мостостроении из преднапряженного железобетона имеются и в других странах. В Австралии, в г. Брисбен, построен балочный мост с центральным пролетом 260 м, наибольшим среди мостов этого типа. Вантовый мост «Баррнос де Луна» в Испании имеет пролет 440, «Анасис» в Канаде — 465, мост в Гонконге — 475 м. Арочный мост в Южной Африке имеет наибольший пролет — 272 м. Мировой рекорд для вантовых мостов принадлежит мосту «Нормандия», где пролет 864 м. Ненамного уступает ему мост «Васко де Гама» в Лиссабоне, построенный к Всемирной выставке ЭКСПО-98. Общая протяженность этого мостового перехода превышает 18 км. Основные его несущие конструкции — пилоны и пролетные строения — выполнены из бетона с прочностью при сжатии более 60 МПа. Гарантированный срок службы моста 120 лет по критерию долговечности бетона (в России же в последнее время большепролетные мосты чаще строятся из стали).
Технология преднапряжения монолитного железобетона в России
В России на долю этих изделий приходится более трети общего производства сборных элементов. За рубежом значительное распространение имеет безопалубочное формование плитных конструкций на длинных стендах. Там обычной практикой является производство плит пролетом до 17 м, высотой сечения 40 см под нагрузку до 500 кгс/м2. В Финляндии железобетонные многопустотные плиты под такую же нагрузку выпускаются высотой сечения даже 50 см с пролетом до 21 м, то есть применение предварительного напряжения позволяет выпускать сборные элементы качественно иного уровня. Натяжение канатной арматуры на таких стендах, как правило, групповое при мощности домкратов 300-600 т. Сегодня разработаны различные системы без-опалубочного формования на длинных стендах «Спайрол», «Спэнкрит», «Спандек», «Макс Рот», «Партек» и других, отличающиеся высокой производительностью, применяемой арматурой, технологическими требованиями к бетону, формой поперечного сечения панелей и другими параметрами. На стендах длиной до 250 м изготавливают плиту со скоростью до 4 м/мин, по высоте в пакете можно бетонировать 6 плит.
За рубежом значительное распространение имеет безопалубочное формование плитных конструкций на длинных стендах. Там обычной практикой является производство плит пролетом до 17 м, высотой сечения 40 см под нагрузку до 500 кгс/м2. В Финляндии железобетонные многопустотные плиты под такую же нагрузку выпускаются высотой сечения даже 50 см с пролетом до 21 м, то есть применение предварительного напряжения позволяет выпускать сборные элементы качественно иного уровня. Натяжение канатной арматуры на таких стендах, как правило, групповое при мощности домкратов 300-600 т. Сегодня разработаны различные системы без-опалубочного формования на длинных стендах «Спайрол», «Спэнкрит», «Спандек», «Макс Рот», «Партек» и других, отличающиеся высокой производительностью, применяемой арматурой, технологическими требованиями к бетону, формой поперечного сечения панелей и другими параметрами. На стендах длиной до 250 м изготавливают плиту со скоростью до 4 м/мин, по высоте в пакете можно бетонировать 6 плит. Ширина плит достигает 2,4 м, при максимальном пролете 21 м. Только плит «Спэнкрит» применяют в США более 15 млн. м2 ежегодно.
Ширина плит достигает 2,4 м, при максимальном пролете 21 м. Только плит «Спэнкрит» применяют в США более 15 млн. м2 ежегодно.
В свое время длинные стенды для безопалубочного формования по технологии «Макс Рот» появились и в России. Однако эта технология не получила дальнейшего распространения. В широко используемых у нас конструктивных системах зданий соединение элементов осуществляется через закладные детали. В плитах, изготавливаемых на длинных стендах, как правило, методом экструзии, возможности размещения закладных деталей ограничены. Однако для сборно-монолитных зданий плиты без закладных деталей могут найти самое широкое распространение, что и имеет место за рубежом, особенно в Скандинавских странах и в США.
Позднее в России появились линии «Партек» (на заводе ЖБК-17 в Москве, Санкт-Петербурге, Барнауле), что свидетельствует о появлении спроса на такие плиты. Совершенствование конструктивных систем зданий, безусловно, даст толчок к развитию технологии производства плитных изделий.
Затянувшийся российский застой в области применения преднапряженного железобетона частично связан еще и с тем, что у нас не получили должного изучения и применения предварительно-напряженные конструкции с натяжением арматуры на бетон, в том числе в построечных условиях.
«Энерпром» начинает развивать это направление и предлагает ряд оборудования собственной разработки для реализации такой технологии.
Что такое предварительно напряженный бетон? Как это работает?
Митхун Рэй
class=»eliadunit»>
Предварительно напряженный бетон представляет собой форму бетона, в которой перед приложением внешней нагрузки бетону придается начальное сжатие, так что напряжение от внешних нагрузок компенсируется желаемым образом в течение периода службы. Это начальное сжатие создается высокопрочной стальной проволокой или сплавами (называемыми «сухожилиями»), расположенными в бетонной секции.
Зачем нужен предварительно напряженный бетон?
Теперь вопрос, зачем нам эта сложность?
Итак, прежде чем начать, давайте вернемся к основам. Мы знаем, что бетон хорош на сжатие, но очень слаб на растяжение. И так мы видим после внешнего нагружения в нижней части бетона образовалась зона растяжения. Итак, он пытается быть удлиненным, и знаете что? Он трескается. Вот почему мы добавляем несколько стальных стержней в нижней части, чтобы она могла выдерживать большую часть напряжения и предохраняла бетон от растрескивания. Это наша традиционная структура RC. А как насчет некоторых мегаструктур с большими пролетами балок? Подумайте об эстакаде или знаменитом мосту Gateway Bridge в Австралии, мосту Incheon в Южной Корее или ядерном реакторе Ringhals в Швеции, где внешняя нагрузка очень высока.
Мы знаем, что бетон хорош на сжатие, но очень слаб на растяжение. И так мы видим после внешнего нагружения в нижней части бетона образовалась зона растяжения. Итак, он пытается быть удлиненным, и знаете что? Он трескается. Вот почему мы добавляем несколько стальных стержней в нижней части, чтобы она могла выдерживать большую часть напряжения и предохраняла бетон от растрескивания. Это наша традиционная структура RC. А как насчет некоторых мегаструктур с большими пролетами балок? Подумайте об эстакаде или знаменитом мосту Gateway Bridge в Австралии, мосту Incheon в Южной Корее или ядерном реакторе Ringhals в Швеции, где внешняя нагрузка очень высока.
Как и в случае с традиционной железобетонной конструкцией, для этих больших пролетов балок мы должны предусмотреть большую глубину, которая часто слишком велика, так как для моста через реку будет недостаточно места под мостом для прохода судов. А вот и новая концепция — Предварительно напряженный бетон. Концепция предварительно напряженного бетона не так сложна. На самом деле, практика предварительного напряжения очень давно используется в нашей повседневной жизни. Представьте себе бочку из деревянных клепок и металлических полос. Тунг-Йен Лин, профессор гражданского строительства Калифорнийского университета, объяснил это во вводной главе своей книги «Проектирование предварительно напряженных железобетонных конструкций»9.0012
На самом деле, практика предварительного напряжения очень давно используется в нашей повседневной жизни. Представьте себе бочку из деревянных клепок и металлических полос. Тунг-Йен Лин, профессор гражданского строительства Калифорнийского университета, объяснил это во вводной главе своей книги «Проектирование предварительно напряженных железобетонных конструкций»9.0012
Основной принцип предварительного напряжения применялся в строительстве, возможно, несколько столетий назад, когда веревки или металлические ленты обматывались вокруг деревянных балок, образуя бочку (см. рис. 1). Когда ленты были натянуты, они находились под предварительным растягивающим напряжением, которое, в свою очередь, создавало предварительное сжимающее напряжение между планками и позволяло им противостоять кольцевому напряжению, создаваемому внутренним давлением жидкости. Другими словами, полосы и клепки были предварительно напряжены до того, как они подверглись какой-либо эксплуатационной нагрузке.

Таким образом, в предварительно напряженном бетоне начальное сжатие должно быть уравновешено будущей нагрузкой, которая создаст растяжение.
Как работает предварительно напряженный бетон?
[Источник изображения: Википедия]
Итак, у меня есть наша концепция. Мы узнали, почему и когда мы должны использовать предварительно напряженный бетон. Итак, как это работает? В реальной жизни стальные проволоки с высокой прочностью на растяжение вставляются в секцию балки, натягиваются и закрепляются, а затем освобождаются. Теперь стальная арматура хочет набрать свою первоначальную длину, а растягивающие напряжения преобразуются в сжимающие напряжения в бетоне. Теперь после нагрузки на балку действует два вида сил,
- Внутреннее усилие предварительного напряжения
- Внешние силы (постоянная нагрузка, динамическая нагрузка и т. д.)
Которые должны противодействовать друг другу. Наблюдая за диаграммой моментов, найдем что-то вроде этого
[Источник изображения: ptsindia. net]
net]
класс = «элиадунит»>
Предварительно напряженные бетонные материалы
Согласно AASHTO, в предварительно напряженном бетоне должны использоваться высокопрочные семипроволочные пряди, высокопрочная стальная проволока или сплавы марки и типа (в соответствии с указаниями проектировщика). Кроме того, для предварительно напряженного железобетона требуется более прочный бетон, чем для обычного железобетона. Как правило, необходимо использовать бетон с минимальной 28-дневной прочностью 5000 фунтов на квадратный дюйм. Итак, почему этот высокопрочный бетон? Что ж, если бетон недостаточно прочен, он может треснуть или выйти из строя при напряжении сухожилий. Наряду с высокой прочностью на сжатие обеспечивает более высокое сопротивление растяжению и сдвигу, что желательно для предварительно напряженного бетона.
Кроме того, высокопрочный бетон меньше подвержен усадочным трещинам. Он имеет более высокий модуль упругости и меньшую деформацию ползучести. В результате потери предварительного напряжения невелики.
Предварительно напряженные бетонные материалы [Источник изображения: журнальная статья с сайта www.mdpi.com]
Похожие изделия из предварительно напряженного бетона
- Типы предварительно напряженного бетонаПредварительно напряженный бетон.
- Преимущества и недостатки Предварительно напряженный бетон.
- Применение предварительно напряженного бетона
class=»eliadunit»>
Как это работает, какие существуют типы?
- Новый самонапряженный бетон, разработанный швейцарскими учеными, использует безанкерный углерод вместо стали.
- Бетон является наиболее часто используемым строительным материалом в мире — партия .
- Использование менее уязвимого углеродного волокна позволяет строителям использовать меньше бетона вокруг него.
Наконец, бетон может присоединиться к нам в 2020 и 9 годах. 0078 поставляются предварительно напряженными .
0078 поставляются предварительно напряженными .
В бетоне это технический термин, который обычно относится к методу высвобождения натянутых стальных лент в высыхающем бетоне для повышения его прочности. Теперь ученые из Швейцарской федеральной лаборатории материаловедения и технологии (Empa) разработали способ использования идей предварительного напряжения без тяжелой стальной арматуры.
🔨 Любишь пачкать руки. И мы тоже. Давайте создадим что-нибудь крутое вместе.
Бетон — гигантская индустрия, потому что он используется в строительстве больше, чем что-либо еще на Земле. Один только размер отрасли означает, что исследователи стремятся улучшить способы производства бетона, начиная с углеродного следа печей, обжигающих известь для цемента, и заканчивая, в данном случае, заменой тяжелой и дорогостоящей стали, которая может подвергаться коррозии внутри сегментов предварительно напряженного бетона.
Прочитать это
- Невероятная история бетона
«В традиционной технологии предварительного натяжения арматура или арматура закрепляются с обеих сторон элемента до заливки бетона, подвергаются натяжению и снова освобождаются после затвердевания бетона», Empa говорится в заявлении . «Проблема: сталь подвержена коррозии. Поэтому слой бетона вокруг напрягаемой стали должен иметь определенную толщину».
Углеродное волокно стало легкой, менее коррозионностойкой альтернативой традиционной стали с предварительным напряжением, но с этим тоже есть проблема: оно дорого . Сталь имеет определенные преимущества для оборудования и конструкции, поскольку она крепится к бетону, а армирование углеродным волокном требует специальных, более дорогих версий и более сложной работы.
📩 Сделайте свой почтовый ящик более привлекательным.
Какое же тогда решение для строителей, которым нужен прочный предварительно напряженный бетон с меньшим объемом и такой же структурной целостностью? Команда Empa разработала новую формулу, которая полностью устраняет необходимость в крепежном оборудовании. Вместо этого балки из углеродного волокна окружены новой бетонной смесью, которая расширяется по мере затвердевания и сама по себе прижимает углеродное волокно к предварительному напряжению. Там нет лишнего тензора.
Вместо этого балки из углеродного волокна окружены новой бетонной смесью, которая расширяется по мере затвердевания и сама по себе прижимает углеродное волокно к предварительному напряжению. Там нет лишнего тензора.
Эмпа говорит, что сочетание новой рецептуры и структуры является большим преимуществом для строительной отрасли. И, пытаясь встретить строителей там, где они сейчас, в положении, в котором можно попытаться изменить полностью отказаться от бетона было бы кошмаром, ученые идут по тому же пути, что и многие исследователи экологических материалов в 2020 году. Тонкая настройка материалов, которые мы уже любим использовать, безусловно, более разумна, чем требовать от отдельных людей чувства вины за использование пластиковых пакетов для продуктов.
Бетонные проекты
- Как построить бетонную скамейку
- Как сделать бетонную сеялку
Бетон уже является наименее экологически дорогостоящим из основных строительных материалов, говорит Эмпа, но его огромные масштабы и повсеместное распространение означают, что продуманные действия могут принести пользу.
