

Содержание
Сварка и наплавка
21.08.09 19:33
Ссылки
| Оглавление |
|---|
| Сварка и наплавка |
| Автоматизация сварочных процессов |
| Автоматическая сварка и наплавка |
| Флюсы |
| Вибродуговая наплавка |
| Сварка и наплавка порошковой проволокой |
| Плазменная сварка |
| Стыковая сварка |
| Точечная сварка |
| Шовная сварка |
| Рельефная сварка |
| Газовая сварка |
Страница 1 из 12
Сварка и наплавка являются самыми распространенными способами ремонта деталей. Сварка представляет собой процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или при пластическом деформировании, или при совместном действии того и другого.
В ремонтном производстве получили распространение главным образом сварка и наплавка плавящимися металлическими электродами. Газовая сварка (газокислородная, автогенная) находит применение для ремонта деталей, изготовленных из листового проката (элементы кузова вагона и др.), а также для заварки трещин в чугунных деталях.
Процесс сварки, наплавки в основном состоит из трех стадий:
— нагрева и расплавления присадочного материала и основного металла детали;
— сплавления металлов и их рафинирования;
— охлаждения и кристаллизации металла и образования сварочно-наплавочного валика.
Сварка при ремонте металлических деталей вагонов часто используетя для заварки трещин, приварки накладок, наплавки поверхности.
Наплавка является разновидностью сварки и заключается в том, что на поверхность детали наносят слой расплавленного металла для восстановления ее размеров и формы.
Для сварки и наплавки деталей применяют:
— ручную дуговую электросварку,
— автоматическую и полуавтоматическую под слоем флюса и в среде защитных газов,
— вибродуговую,
— порошковой проволокой,
— плазменно-дуговую,
— электроконтактную,
— газовую и газопрессовую,
— сварку трением.
Автоматизация сварочных процессов, применение приспособлений с быстродействующими пневматическими фиксаторами и кантователей для крупногабаритных изделий позволяют значительно повышать производительность труда, осуществлять сварку в удобном горизонтальном нижнем положении, уменьшать трудоемкость операций по зачистке сварных швов и таким образом существенно снизить себестоимость изделий.
Предыдущая — Следующая >>
//
Поиск по сайту
Рама и кузов вагона
| Технология изготовления деталей из проката |
| Технология изготовления котла цистерны |
| Особенности изготовления из алюм. сплавов |
| Изготовление деталей упругой площадки |
| Ремонт кузовов |
| Ремонт кузовов грузовых вагонов |
Автосцепное устройство
| Изготовление деталей автосцепки |
| Ремонт корпуса автосцепки |
| Ремонт поглощающих аппаратов |
| Расположение автосцепки |
| Поглощающий аппарат |
| Амортизирующие устройства |
Колесные пары
| Производство черновых осей |
| Механическая обработка оси |
| Неисправности колесных пар и их элементов |
| Технология ремонта колесных пар |
| Изготовление и ремонт корпусов букс |
| Изготовление и ремонт подшипников скольжения |
Внутреннее оборудование вагонов
Материалы внутр.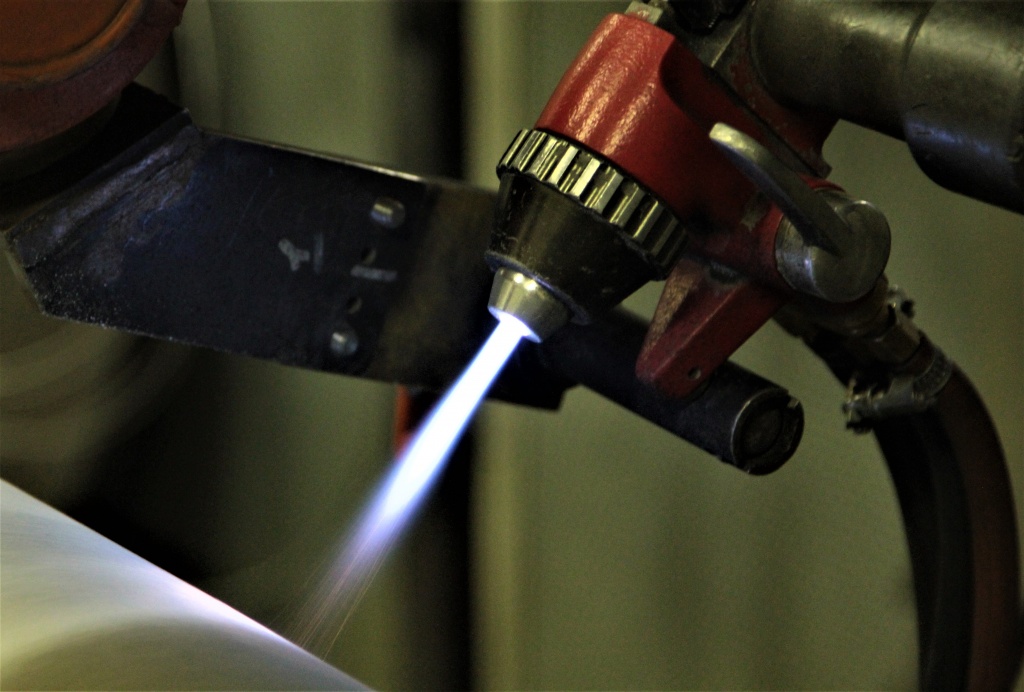 оборудования оборудования |
| Монтаж внутреннего оборудования |
| Cистема отопления и водоснабжения |
| Защитные покрытия вагонов |
| Металлические покрытия |
Тележки вагонов
| Производство пассажирских тележек |
| Ремонт тележек пассажирских вагонов |
| Ремонт редукторных приводов |
| Производство тележек грузовых вагонов |
| Ремонт тележек грузовых вагонов |
| Технология изготовления пружин и рессор |
| Гидравлические гасители колебаний |
Тормоза ПС
| Приборы управления тормозами |
| Тормоза подвижного состава и локомативов |
| Компрессоры |
| Воздухораспределители |
| Приборы автоматического регулирования |
| Тормозные рычажные передачи |
| Обслуживание тормозного оборудования |
| О автотормозной технике |
| Электропневматический тормоз электропоездов |
5.
 3. Сварка и наплавка деталей в среде защитных газов
3. Сварка и наплавка деталей в среде защитных газов
При сварке и наплавке в среде защитных газов в зону горения дуги под небольшим давлением подается газ, который вытесняет воздух из этой зоны и защищает сварочную ванну от кислорода и азота воздуха.
В зависимости от применяемого газа сварка разделяется на сварку в активных (СО2, Н2, О2, и др.) и инертных (He, Ar, Ar+He и др.) газах. Сварку (наплавку) можно осуществлять как плавящимся, так и неплавящимся электродами.
Наибольшее распространение при восстановлении деталей подвижного состава получили сварка и наплавка в среде углекислого газа (СО2) – сварка плавящимся электродом (проволокой) с защитой сварочной ванны от воздуха углекислым газом. Такой способ является самым дешевым при сварке углеродистых и низколегированных сталей. Поэтому по объему производства он занимает одно из первых мест среди механизированных способов сварки плавлением.
При сварке (наплавке) в среде углекислого газа (рис. 5.3) из сопла горелки 2, охватывающей поступающую в зону горения дуги электродную проволоку 4, вытекает струя защитного газа 6, оттесняет воздух из сварочной ванны.
5.3) из сопла горелки 2, охватывающей поступающую в зону горения дуги электродную проволоку 4, вытекает струя защитного газа 6, оттесняет воздух из сварочной ванны.
Рис. 5.3. Дуговая сварка в защитном газе плавящимся электродом: 1 – электрическая дуга; 2 – газовое сопло; 3– подающие ролики; 4 – электродная проволока; 5 – токоподводящий мундштук; 6 – защитный газ
Однако в процессе сварки углекислый газ под действием высоких температур диссоциирует:
2СО2<=>2СО+О2. Поэтому сварка идет не в чистом углекислом газе, а в смеси газов СО2, СО и О2. В этом случае обеспечивается практически полная защита расплавленного металла от азота воздуха, но сохраняется почти такой же окислительный характер газовой смеси, каким он был бы при сварке голой проволокой без защиты от атмосферы воздуха.
Следовательно, при сварке и наплавке в среде СО2 необходимо предусматривать меры по раскислению наплавляемого металла.
Эта задача решается использованием сварочных проволок диаметром 0,8–2 мм, в состав которых входят элементы раскислители. Чаще всего это кремний (0,6–1,0%) и марганец (1–2%). При наличии таких компонентов раскисление окислов железа происходит по реакциям 2 FeO + Si ―> SiO2 + 2Fe и FeО + Mn ―> MnO + Fe.
Образующиеся в процессе раскисления окислы кремния и марганца всплывают на поверхность сварочной ванны и после кристаллизации металла удаляются.
Наибольшее распространение при сварке в среде СО2 нашли электродные проволоки Св-08ГС, СВ-10ГС, Св-08Г2С, Св-18ХГС и др. *
Кроме проволок сплошного сечения, часто используются порошковые проволоки типа ПП-АН4, ПП-АН5, ПП-АН8, ПП-3Х2В8Т и др. **
Если в сварочной проволоке нет достаточного количества раскислителей, то сварка сопровождается большим разбрызгиванием металла, наличием в нем пор после кристаллизации, большой вероятностью образования трещин в наплавленном слое. Сварка в среде СО2 имеет целый ряд преимуществ: минимальную зону структурных изменений металла при высокой степени концентрации дуги и плотности тока; большую степень защиты сварочной ванны от воздействия внешней среды; существенную производительность; возможность наблюдения за формированием шва; возможность сваривать металл различной толщины (от десятых долей до десятков миллиметров), производить сварку в различных пространственных положениях, механизировать, автоматизировать технологический процесс; незначительную чувствительность к ржавчине и другим загрязнителям основного металла.
Однако при выборе данного способа сварки и наплавки необходимо иметь ввиду и его недостатки: сильное разбрызгивание металла при токе больше 500 А, что требует постоянной защиты и очистки сопла горелки; интенсивное излучение открытой мощной дуги, требующее защиты сварщика; необходимость охлаждения горелки при значительных токах; осуществление сварки практически только на постоянном токе; наличие специальной проволоки.
Технические характеристики полуавтоматов для сварки в защитных газах приведены в табл.7 приложения.
* ГОСТ 2246-70 Проволока стальная сварочная
** ГОСТ 26271-84 Проволока порошковая для сварки малоуглеродистых и низколегированных сталей. ГОСТ 26101-84 Проволока порошковая наплавочная.
Наплавка
: что это такое и как правильно
Некоторые считают, что наплавка — сложный бизнес, предназначенный только для небольшой элиты профессионалов в области сварки.
Другие считают наплавку хлопотным процессом, которого следует избегать.
В действительности наплавка — это особый процесс, который может выполняться с единственной целью — продлить срок службы любого оборудования или поверхности.
Теперь, если металлическая деталь продлевает срок службы за счет наплавки, можно использовать больше времени, и потребуется меньше замен.
Таким образом, наплавка является хорошей идеей, когда есть необходимость сэкономить деньги.
Даже если для наплавки необходимо выполнить несколько методов, это не так уж сложно понять.
Итак, давайте начнем с определения того, что такое наплавка.
Что такое наплавка?
Наплавка — это процесс нанесения более прочного материала на основной металл , чтобы сделать его более прочным или продлить срок его службы.
Этот более твердый материал приваривается к основному металлу с помощью специальных электродов или присадочных стержней.
Предназначены для образования очень плотных и толстых слоев (от 1 до 10 мм) над основным металлом из износостойкого материала с высокой прочностью сцепления.
Материал покрытия может повысить пластичность, твердость, коррозионную стойкость и эрозионную стойкость исходной детали.
Наплавка твердым сплавом также называется наплавка, поверхностная сварка и плакирование.
Среди основных металлов, которые могут быть наплавлены, следующие:
- Чугун
- Сплав на основе меди
- Сплав на основе никеля
- Нержавеющая сталь
- Марганцевая сталь
- Углеродистая и легированная сталь
Многие виды производственного оборудования изготавливаются из низколегированной и высокоуглеродистой стали. Присадочные металлы Hobart представляют собой комплексное решение для любого основного материала.
Перед началом любого процесса наплавки необходимо точно определить, из какого материала изготовлена деталь, потому что это определяет температуру предварительного и последующего нагрева, которые следует применять.
Эти настройки предварительного нагрева и последующего нагрева даже более важны, поскольку процентное содержание сплава в детали выше.
Зачем может понадобиться наплавка?
Все металлические детали даже при нормальном использовании со временем изнашиваются.
Это может привести к потере их функциональности и, как следствие, к потребности в новой детали.
В некоторых промышленных приложениях, таких как в горнодобывающей промышленности или сельском хозяйстве , это может происходить чаще.
Наплавка может быть идеальным вариантом для любой металлической детали, которая может изнашиваться в процессе эксплуатации.
Короче говоря, наплавка может помочь:
- Сократить время простоя на замену изношенных или сломанных компонентов
- Храните меньше запасных частей в инвентаре, потому что они не нужны
- Увеличенный срок службы оборудования
Экономия от наплавки
Промышленное оборудование рассчитано на долгие годы. Таким образом, многим компаниям требуется несколько лет, чтобы заменить их.
В большинстве случаев наплавка используется для восстановления бывшего в употреблении оборудования, но даже новое оборудование может быть наплавлено, чтобы сделать его более износостойким.
Наплавка деталей оборудования в течение многих лет может означать экономию от 25 до 75% стоимости запасных частей.
На новейшем оборудовании наплавка может помочь увеличить срок службы деталей до 300%.
Давайте посмотрим на несколько примеров.
Для чего нужна наплавка? Некоторые примеры
Наплавка используется для широкого спектра применений, но мы можем выделить несколько примеров.
Лемех экскаватора
Эти детали ежедневно подвергаются истиранию, как и любое другое строительное оборудование.
Постоянное истирание и эрозия из-за ежедневных тяжелых нагрузок на открытом воздухе могут значительно уменьшить размер и прочность изделия.
За счет наплавки этих деталей общий срок службы оборудования может быть увеличен во много раз при очень меньших инвестициях.
Валок для измельчения сахарного тростника
Эта часть постоянно оказывает давление, чтобы измельчить тростник для извлечения сахара для переработки.
Сахарный тростник — сильное растение, которое может подвергнуть эти металлические детали испытанию.
Наплавка — обычная процедура для продления срока службы этих деталей, снижения производственных затрат и времени простоя.
Дробильные валки для горнодобывающей промышленности
Горнодобывающая промышленность — это отрасль, тесно связанная с наплавкой. Материал, полученный из шахты, должен быть измельчен для переработки.
Несмотря на то, что они изготовлены из твердого материала, эти валки за короткое время изнашиваются, потому что они целый день работают с твердыми минералами.
Таким образом, наплавка твердым сплавом является обязательным условием для дробильных валков горнодобывающей промышленности.
Какие методы и способы наплавки существуют?
Существует несколько методов и способов нанесения наплавки . Тот, который вы должны выбрать, будет зависеть от вашего оборудования и потребностей.
Сначала поговорим о методах.
Техника нанесения наплавки
Наплавка может использоваться для наплавки, наплавки или обеих техник одновременно. У каждой техники (или их комбинации) есть цель.
Наложение — это метод, используемый для предотвращения потерь металла путем добавления сварного слоя к основе.
Метод наплавки восстанавливает старое оборудование, изношенное в результате истирания или ударов, до его первоначальных размеров путем наложения нескольких слоев сварки (каждый поверх другого).
Пока деталь цела, комбинацию этих методов наплавки можно использовать снова и снова.
Некоторые из наиболее распространенных материалов покрытий, используемых для наплавки:
- Сплавы на основе кобальта (например, стеллит) для обеспечения износостойкости и коррозионной стойкости
- Сплавы на основе меди для восстановления изношенных деталей машин
- Железо-хромовые сплавы для истирания при высоких нагрузках
- Сплавы карбида хрома
- Сплавы на основе никеля для повышения износостойкости металла по металлу
- Марганцевая сталь для износостойких материалов
- Карбид вольфрама для абразивного износа при высоких нагрузках
- НОРЭМ
Тот, который вы должны использовать для своего оборудования, определяется основным металлом и методом выбора.
Существует множество методов нанесения наплавки, например следующие:
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка защитным металлом (SMAW)
- Дуговая сварка металлическим газом (GMAW)
- Газовая вольфрамовая дуговая сварка (GTAW)
- Плазменная дуговая сварка (PTAW)
- Газокислородная сварка (OFW)
- Электрошлаковая сварка (ESW)
- Сварка открытой дугой (OAW)
- Лазерная наплавка
- Холодные полимерные компаунды
- Термическое напыление
Рассмотрим некоторые из наиболее популярных:
Дуговая сварка под флюсом (SAW)
В этом процессе используется флюс для объединения защитных газов и шлака в сварочную ванну.
Перед началом сварки на заготовку необходимо нанести тонкий слой флюса.
При сварке дуга образуется между заготовкой и флюсом через постоянно подаваемый проволочный электрод.
Дуга движется вдоль заготовки, а избыток флюса может быть рециркулирован с помощью системы регенерации флюса, отфильтрован и возвращен в бункер для флюса.
Этот процесс, несмотря на то, что он выполняется с использованием не очень портативного оборудования и ограничен некоторыми материалами , имеет ряд преимуществ, а именно:
- Глубокий провар
- Может использоваться внутри и снаружи помещений
- Чрезвычайно высокая скорость осаждения
Дуговая сварка флюсовой проволокой (FCAW)
Для этого процесса обычно требуется постоянное напряжение и трубчатый электрод с непрерывной подачей флюса.
Этот процесс сварки часто используется в строительстве, поскольку он легко транспортируется и является быстрым.
Даже если этот процесс подходит не для всех металлов, у него есть некоторые преимущества, такие как:
- Высокая скорость осаждения
- Может использоваться во всех положениях
- Отличное проплавление сварного шва
Еще одним преимуществом FCAW является то, что, помимо ручного режима, его можно адаптировать как полуавтоматический или автоматический процесс дуговой сварки..jpg?1429168978113)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
SMAW — это процесс ручной дуговой сварки, осуществляемый плавящимся металлическим электродом с покрытым флюсом для защиты сварного шва.
Этот процесс выполняется с помощью электрического тока, который образует дугу между электродом с покрытием и основным металлом.
При сварке флюсовое покрытие распадается и образует защитный газ и слой шлака, который защищает сварной шов до его остывания.
Несмотря на то, что скорость наплавки , как правило, ниже, чем для других процессов сварки , необходимо учитывать следующие преимущества:
- Является наиболее портативным из всех процессов сварки
- Хорошо подходит для широкого спектра часто используемых металлов и сплавов
- Может работать на бензине или дизельном топливе, что позволяет использовать этот процесс в удаленных районах без электрических соединений
Дуговая сварка металлическим газом (GMAW)
GMAW, также известная как MIG, представляет собой процесс, при котором расходуемый проволочный электрод и защитный газ подаются через сварочную горелку.
Это может быть полуавтоматический или автоматический процесс сварки. В любом случае, в этом процессе чаще всего используется постоянное напряжение.
MIG или GMAW ограничены в отношении гибкости , поскольку их нельзя использовать в потолочных или вертикальных положениях сварки.
Тем не менее, есть некоторые преимущества, такие как:
- Недорогие расходные материалы и высокая скорость наплавки
- Образует очень мало шлака, поэтому требуется минимальная очистка после сварки
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
При сварке методом GTAW или TIG возникает дуга между неплавящимся электродом и деталью.
Вокруг зоны образуется защитный газ для защиты сварочной ванны.
Несмотря на то, что скорость осаждения этого процесса низкая , есть некоторые преимущества, такие как:
- Очень гибкий процесс, так как можно сваривать в любом положении и почти все металлы
- Может выполняться вручную или автоматически
- Оставляет чистую отделку
Процесс нанесения наплавки
Независимо от того, какой именно метод вы выберете, есть несколько шагов для правильного выполнения наплавки. Это:
Это:
- Очистите деталь. Удалите всю ржавчину, грязь, масло, жир или грязь, которые могут быть на заготовке. Если есть какой-либо предыдущий слой твердосплавного покрытия, удалите его, чтобы избежать растрескивания
- Наращивание. Деталь может иметь вмятину, вызванную ударом . В этом случае заполните пространство перед нанесением слоев. Некоторые люди знают этот шаг как восстановление, потому что цель состоит в том, чтобы восстановить первоначальные размеры изделия.
- Намазывание маслом. Этот шаг также известен как буферный слой. Цель состоит в том, чтобы преодолеть возможную несовместимость между металлической основой и окончательным покрытием. Таким образом можно избежать усадочных трещин от наплавки до основного металла.
- Наплавка. Вот когда дело сделано. Он заключается в добавлении слоев покрытия к заготовке. Обычно можно добавить 3 слоя, но при использовании определенных материалов количество слоев не ограничено.

Кому может понадобиться наплавка?
Короче говоря, наплавка является вариантом для любой компании, стремящейся сэкономить на деталях или оборудовании с высокой скоростью истирания или эрозии.
Некоторые из многих отраслей, в которых наплавка довольно популярна или удобна:
- Горнодобывающая промышленность
- Сахарный тростник и продукты питания
- Сталь
- Мощность
- Цемент
- Нефтехимия
- Строительство
Но этот список не претендует на то, чтобы быть эксклюзивным, поэтому, несмотря на то, что вашей отрасли там нет, есть вероятность, что вам подойдет наплавка.
Итак, если, прочитав это, вы пришли к выводу, что наплавка является обязательной в вашей отрасли, первым шагом должен стать поиск подходящего оборудования и расходных материалов для ее выполнения. Рассчитывайте на нас в этом.
Вы не одиноки в этом
Мы, сотрудники Ifexport, работаем с промышленными процессами, такими как наплавка, с 1979 года. Итак, мы можем рассказать вам кое-что об этом.
Итак, мы можем рассказать вам кое-что об этом.
Одной из наших целей является помощь нашим клиентам в эффективном внедрении наплавки. Нам не терпится применить наш опыт и в вашей мастерской.
Просто позвоните нам по телефону +1 305-470-4513 или напишите нам по адресу [email protected], чтобы немного поговорить об этом.
Часто задаваемые вопросы о наплавке
| Этот робот занимается наплавкой сельскохозяйственного инструмента. |
На первый взгляд, наплавка может показаться сложной и запутанной; на самом деле это не так. Понимание некоторых основ наплавки может иметь большое значение для уверенности в выборе продукта для наплавки.
Следующие 19 ответов на часто задаваемые вопросы могут помочь вам выбрать продукты для наплавки, наиболее подходящие для вашей области применения.
1. Что такое наплавка?
Металлические детали часто не могут использоваться по назначению не потому, что они ломаются, а потому, что они изнашиваются, что приводит к потере их размеров и функциональности. Наплавка, также известная как наплавка, представляет собой нанесение наплавленного или износостойкого наплавленного металла на поверхность детали посредством сварки или соединения.
Наплавка, также известная как наплавка, представляет собой нанесение наплавленного или износостойкого наплавленного металла на поверхность детали посредством сварки или соединения.
2. Какие основные металлы можно наплавлять?
Углеродистые и низколегированные стали с содержанием углерода менее 1 процента могут подвергаться наплавке. Для высокоуглеродистых сплавов может потребоваться специальный буферный слой.
Наплавке подлежат следующие основные металлы:
- Нержавеющая сталь
- Марганцевая сталь
- Чугун и сталь
- Сплавы на основе никеля
- Сплавы на основе меди
- Дуговая сварка флюсовой проволокой (FCAW)
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Газокислородная сварка (OFW) или кислородно-ацетиленовая сварка
- Дуговая сварка с переносом плазмы, лазерная сварка, термическое напыление и пайка твердым припоем
- Истирание — 40 процентов
- Удар — 25 %
- Металл (металл по металлу) — 10 %
- Нагрев — 5 %
- Коррозия — 5 %
- Прочее — 5 %
- Мартенситные. Сюда входят все закаливаемые стали с твердостью по Роквеллу от 20 до 65. Эта группа, как и инструментальная сталь, затвердевает при охлаждении. Они хороши для износа металла по металлу и абразивного износа. Они также могут выдерживать большие нагрузки.
- Аустенитный . К аустенитным сплавам относятся деформационно-упрочняемые стали, такие как марганцевые и нержавеющие. Эта группа обычно мягкая при сварке и затвердевает только после обработки металла шва. Они обладают хорошими ударными характеристиками и умеренной стойкостью к истиранию. Семейство нержавеющей стали хорошо подходит для коррозионной стойкости.
- Карбид металла. Эти сплавы содержат большое количество карбидов металлов в мягкой, прочной матрице и хорошо подходят для применения в условиях сильного истирания.
 Сплавы, которые содержат большое количество хрома и углерода, известны как семейство карбида хрома и ближе к чугуну или белому чугуну. Их твердость составляет от 40 HRC до 65 HRC. Сплавы, содержащие большое количество вольфрама и углерода, относятся к семейству карбидов вольфрама. Некоторые из них содержат небольшие количества хрома и бора, которые образуют бориды и подходят для применения в условиях сильного истирания.
Сплавы, которые содержат большое количество хрома и углерода, известны как семейство карбида хрома и ближе к чугуну или белому чугуну. Их твердость составляет от 40 HRC до 65 HRC. Сплавы, содержащие большое количество вольфрама и углерода, относятся к семейству карбидов вольфрама. Некоторые из них содержат небольшие количества хрома и бора, которые образуют бориды и подходят для применения в условиях сильного истирания.
3. применять наплавку?
В порядке популярности можно использовать следующие процедуры:
FCAW взаимозаменяемые или одинаковые по популярности. Однако наблюдается тенденция к использованию полуавтоматических и автоматических процедур сварки.
Однако наблюдается тенденция к использованию полуавтоматических и автоматических процедур сварки.
| ||||||||||||||
| Рис. Многие факторы влияют на экономику наплавки, но основным из них является скорость наплавки. На рис. 1 показана расчетная скорость осаждения для каждого процесса. 5. Износ — это такой всеобъемлющий термин. Можно ли разбить его на более управляемые категории?Да. Существует множество различных категорий износа — их слишком много, чтобы охватить в одной статье — но наиболее типичными видами износа являются следующие (проценты являются оценкой общего износа): износа, такого как удар, но и от сочетания режимов, таких как истирание и удар. Например, зубья горного ковша обычно подвергаются истиранию и ударам, и в зависимости от того, какой тип материала добывается (мягкая или твердая порода), одна мода может преобладать над другой. Это будет определять используемый сварочный продукт. Определение режима износа может быть сложной задачей и может потребовать проб и ошибок при выборе продуктов для твердосплавного покрытия. 6.
Да. Сплавы на основе железа можно разделить на три основные категории: 7. Многие наплавочные сплавы трескаются. Это нормально?Зависит от наплавочного сплава. Многие сплавы карбида хрома дают трещины при охлаждении до умеренных температур; это нормально. Другие, такие как аустенитные и мартенситные группы, не трескаются при соблюдении правил сварки.
8. Что такое взлом чеков? Рельефное растрескивание, или растрескивание, как его иногда называют, происходит в семействах карбидов металлов и может проявляться как трещины, перпендикулярные длине валика (см. Трещины распространяются по толщине наплавленного валика и останавливаются у основного металла, если он не является хрупким. В случаях, когда основной металл твердый или хрупкий, следует выбрать буферный слой из более мягкого и прочного металла сварного шва. Семейство аустенитных сплавов является хорошим выбором для буферных отложений. 9. Что такое наплавка карбидом хрома? Как правило, это сплавы на основе железа, которые содержат большое количество хрома (более 18 процентов) и углерода (более 3 процентов). Эти элементы образуют твердые карбиды (карбиды хрома), устойчивые к истиранию. Отложения часто образуют трещины примерно через каждые 1/2 дюйма, что помогает снять напряжение при сварке. Их низкий коэффициент трения также делает их желательными в тех случаях, когда требуется материал с хорошим скольжением. Вообще говоря, сопротивление истиранию увеличивается по мере увеличения количества углерода и хрома, хотя углерод оказывает наибольшее влияние. Значения твердости варьируются от 40 HRC до 65 HRC. Они также могут содержать другие элементы, которые могут образовывать другие карбиды или бориды, повышающие износостойкость при высоких температурах. Эти сплавы ограничены двумя или тремя слоями. 10. Что такое сложные карбиды?Сложные карбиды обычно связаны с отложениями карбида хрома, которые имеют добавки колумбия, молибдена, вольфрама или ванадия. Добавление этих элементов и углерода образует их собственные карбиды и/или соединяется с существующими карбидами хрома для повышения общей стойкости сплава к истиранию. Они могут иметь все эти элементы или только один или два. Они используются в условиях сильного истирания или высоких температур. 11. Можно ли использовать значения твердости для прогнозирования сопротивления истиранию? Нет, это плохая идея. Единственная временная твердость может использоваться для прогнозирования износа, когда оцениваемые сплавы принадлежат к одному и тому же семейству. Например, в мартенситном семействе сплав с твердостью 55 HRC будет иметь лучшую стойкость к истиранию, чем сплав с твердостью 35 HRC. Это может быть, а может и не быть как в аустенитных, так и в карбидных семействах. Опять же, вы должны учитывать микроструктуру. Вы должны проконсультироваться с производителем для получения рекомендаций.
12. Если твердость ненадежна, то как измеряется износ? Это зависит от типа изнашивания, но в случае абразивного износа — наиболее распространенного механизма износа — ASTM Intl. Образец удерживается на вращающемся резиновом колесе с известной силой в течение нескольких оборотов. Особый тип песка, размер которого тщательно подобран, просачивается между образцом и резиновым колесом. Это имитирует чистое истирание, а цифры используются в качестве ориентира при выборе материала (см. , рис. 3 ). 13. Какой тип газа используется при наплавке GMAW?Низкое проникновение и разбавление являются основными задачами при наплавке, поэтому чистый аргон и смеси аргона с кислородом или двуокисью углерода обычно дают желаемый результат. Вы также можете использовать чистый углекислый газ, но вы получите больше брызг, чем со смесью аргона. 14. Что такое шаровидный или глобулярный перенос и почему он важен? Сварочная проволока обеспечивает либо струйный, либо шариковый (шаровой) перенос расплавленного металла поперек сварочной дуги. Проволока для переноса шариков рассеивает более крупные капли или шарики расплавленного металла. Этот тип переноса способствует низкому проникновению и разбавлению, подходит для наплавки. Он имеет более шумную дугу, которая издает слышимый потрескивающий звук, и, как правило, имеет более высокий уровень разбрызгивания, чем проволока для распыления. Параметры сварки, такие как электрический вылет, газ (если есть), сила тока и напряжение, могут влиять на размер шара и его передачу. Все безгазовые или открытые дуговые проволоки имеют шаровидную или шариковую передачу. 15. Нужно ли предварительно нагревать детали перед наплавкой? Как правило, необходимо довести все детали до комнатной температуры. Вы можете выбрать более высокие температуры предварительного нагрева и промежуточного прохода в зависимости от химического состава основного металла и используемого продукта для твердосплавного покрытия. Марганцевые и некоторые нержавеющие стали и аналогичные продукты для твердосплавного покрытия не требуют предварительного нагрева, а температура сварки должна поддерживаться как можно ниже. Другие стали обычно требуют надлежащих температур предварительного нагрева и межпроходной температуры. Вы должны проконсультироваться с производителем, чтобы выбрать наилучшую комбинацию для предотвращения растрескивания и отслаивания. 16. Когда используется кобальтовый или никелевый упрочняющий сплав? Кобальтовые сплавы содержат много типов карбидов и хороши для сильного истирания при высоких температурах. Они также обладают хорошей коррозионной стойкостью для некоторых применений. Твердость наплавки колеблется от 25 HRC до 55 HRC. Доступны также упрочняющие сплавы. 17.
Изделия с ограниченным слоем обычно относятся к семейству карбидов металлов, таких как карбид хрома и карбид вольфрама. Можно наносить мартенситные и аустенитные изделия неограниченным количеством слоев, если производителем не указано иное. Хрупкость карбидов металлов приводит к растрескиванию, и при нанесении нескольких слоев напряжение продолжает накапливаться, концентрируясь в корне трещин до тех пор, пока между основным металлом или буфером и твердосплавным покрытием не произойдет разделение или выкрашивание. депозит. 18. Что означает наплавка или буферный сплав? Эти сплавы часто напоминают сплав основного металла и наносятся на сильно изношенные детали, чтобы восстановить их размеры или действовать как буфер для последующих слоев более износостойкого твердосплавного покрытия. Если наплавка дает трещины, то разумно использовать прочный марганцевый продукт в качестве буфера, чтобы притупить и предотвратить проникновение трещин в основной металл.  |

 Есть ли удобный способ классифицировать множество сплавов при выборе наплавки?
Есть ли удобный способ классифицировать множество сплавов при выборе наплавки? Рисунок 2 ). Обычно они возникают на расстоянии от 3/8 до 2 дюймов друг от друга и являются результатом высоких напряжений, вызванных сокращением металла сварного шва при его охлаждении.
Рисунок 2 ). Обычно они возникают на расстоянии от 3/8 до 2 дюймов друг от друга и являются результатом высоких напряжений, вызванных сокращением металла сварного шва при его охлаждении.
 Мартенситный сплав и сплав карбида хрома могут иметь одинаковую твердость, скажем, 58 HRC, и вести себя совершенно по-разному в одних и тех же абразивных условиях. Металлургическая микроструктура является лучшим мерилом, но он не всегда доступен.
Мартенситный сплав и сплав карбида хрома могут иметь одинаковую твердость, скажем, 58 HRC, и вести себя совершенно по-разному в одних и тех же абразивных условиях. Металлургическая микроструктура является лучшим мерилом, но он не всегда доступен. G65 Испытание резинового колеса на сухом песке широко используется. По сути, это тест, в котором образец взвешивают до и после теста, а результат обычно выражается в граммах потери веса или потери объема.
G65 Испытание резинового колеса на сухом песке широко используется. По сути, это тест, в котором образец взвешивают до и после теста, а результат обычно выражается в граммах потери веса или потери объема. Перенос распылением представляет собой дисперсию мелких капель расплавленного металла и может быть охарактеризован как перенос с плавным звучанием. Эти провода желательны для соединений, требующих хорошего проникновения.
Перенос распылением представляет собой дисперсию мелких капель расплавленного металла и может быть охарактеризован как перенос с плавным звучанием. Эти провода желательны для соединений, требующих хорошего проникновения.
 Почему некоторые продукты для твердосплавного покрытия ограничены двумя или тремя слоями?
Почему некоторые продукты для твердосплавного покрытия ограничены двумя или тремя слоями?